Изобретение относится к способам защиты от электрохимической коррозии сварной стальной металлоконструкции при изготовлении или ремонте ее из близких по физико-химическим свойствам и толщинам заготовок, прежде всего - обшивок морских судов и металлических трубопроводов широкого назначения.
Известны различные способы защиты от коррозии [1]. Среди них наибольшее применение получили электрохимические (катодная и протекторная) способы электрохимической защиты (ЭХЗ) от коррозии в сочетании с лакокрасочными противокоррозионными покрытиями.
Скорость износа сварных швов чрезвычайно высока - достигает 1,0-3,0 мм/год [1], в то время как скорость коррозии наружной обшивки в подводной части корпуса судна много ниже, и не превышает 0,19 мм/год [1, табл. 13 на стр. 211].
Также известен способ защиты от коррозии сварной металлоконструкции, включающий нанесение сплошного высокоэлектропроводящего слоя на поверхность деталей с обратной стороны сварного шва [2].
Способ позволяет защитить многочисленные сварные швы и околошовную зону морских объектов и техники широкого назначения от электрохимической коррозии, связанной с эффектом Зеебека (вследствие наличия термоэлектродвижущей силы (ТЭДС) между сваренными деталями в условиях высокой электропроводности морской воды). Поскольку две детали, даже выполненные из одной и той же стали, обязательно отличаются химическими составами, а зональная температура морской воды почти всегда несколько отличается от температуры корпуса судна, то в результате сваривания этих деталей образуется термопара, многократно ускоряющая в условиях электропроводящей морской воды процесс коррозии шва и околошовной зоны.
Способ имеет следующие недостатки:
- он не борется с причинами возникновения ТЭДС, а только с их следствием, то есть, с самими ТЭДС. Поскольку при той же разности температур между рабочим и свободными концами термопар сварного шва заготовок и фиксированном различии их физико-химических свойств ТЭДС в зоне сварки заготовок распределяется достаточно равномерно, то наименее защищенными при использовании данного способа оказываются слои материала, наиболее удаленные от антикоррозийного покрытия. То есть те, которые непосредственно контактируют с морской водой, и для защиты которых и направлен способ. При этом чем выше толщина обшивки судна, тем меньше эффект используемой защиты;
- при наличии большой дифференциации физико-химических свойств заготовок фактически создаваемые в их контактах большие ТЭДС при той же антикоррозийной защите могут приводить к недопустимо большим и быстрым разрушениям сварочных швов и околошовных зон.
Наиболее близким по технической сущности к предлагаемому способу защиты является способ защиты от электрохимической коррозии сварной металлоконструкции и устройство для его осуществления, в которых для снижения самих ТЭДС, а, значит, и подавления электрохимической коррозии зон сварки корпуса морского объекта, с помощью предложенного устройства измеряют максимальные значения ТЭДС между всеми предназначенными для сварной металлоконструкции заготовками и расставляют заготовки в металлоконструкции так, чтобы минимизировать в среднем по всем фактически образованным контактам значения создаваемых ТЭДС, которые ни в одном из контактов не должны превышать 15-18 мкВ [3].
Способ имеет следующие недостатки:
- он предусматривает измерение большого числа ТЭДС, поэтому трудоемкий и занимает много времени;
- подготовка заготовок под измерение трудозатратна, поскольку предусматривает расположение заготовок в непосредственной близости друг от друга так, чтобы установка клещей на очередную заготовку всякий раз была возможной, например, путем веерообразного сдвига каждой заготовки в пакете заготовок. Это вынуждает перебирать каждую стопу заготовок, поворачивая на определенный угол в процессе перебора каждую следующую заготовку относительно вертикальной оси стопы;
- способ не использует полученную на предыдущих стадиях производства металлоконструкции и доступную для использования информацию, способную сократить трудозатраты и ускорить его реализацию.
Технический результат изобретения способа защиты от электрохимической коррозии сварной металлоконструкции обеспечивают резким сокращением трудоемкости и длительности постановки защиты металлоконструкции от электрохимической коррозии, этот результат достигается за счет многократного сокращения объема самых трудозатратных операций по измерению ТЭДС сочетаний заготовок в полотнищах, секциях корпусов судов при изготовлении и ремонте.
Существо изобретения заключается в том, что в способе защиты от электрохимической коррозии сварной металлоконструкции, включающем расположение заготовок перед разметкой в непосредственной близости друг от друга, последовательное измерение с помощью устройства для измерения термоэлектродвижущих сил в контакте двух заготовок максимальных значений термоэлектродвижущих сил, создаваемых в термопарах, образованных в контактах сочетаний заготовок, в ходе каждого акта измерений температур обоих рабочих спаев термопары, образованной в контакте двух заготовок, нахождение известными регулярными или случайными процедурами наилучшего распределения заготовок в сварной металлоконструкции так, чтобы, во-первых, в среднем по всем образованным контактам листов в металлоконструкции минимизировались максимальные по модулю значения создаваемых термоэлектродвижущих сил, во-вторых, не превышались предельно допустимые по модулю значения термоэлектродвижущих сил в размере 15-18 мкВ (где нижний предел используют при повышенных сроках эксплуатации судна, верхний - для рядовых условий) в контакте хотя бы одной пары заготовок. Причем, если условия не выполняются, то заготовки с недопустимо большими термоэлектродвижущими силами в контакте с другими заготовками заменяются на новые и находятся максимальные термоэлектродвижущие силы заменяющих заготовок с другими заготовками, процесс повторяется вплоть до удовлетворения всех отобранных заготовок обоим условиям, после чего выполняют оставшиеся заготовительные, сборочно-сварочные и антикоррозийные операции. Дополнительно на этапе производства (проката) заготовок производят отбор темплетов в трех заготовках каждой партии заготовок (разлитых и прокатанных из одной плавки стали) - в первой, средней и последней, все заготовки в партиях маркируют, делают экспресс-анализ каждого темплета и вносят данные его химического состава в сертификат качества (соответствия) партии заготовок, передающийся с заготовками на судостроительное или судоремонтное предприятие для реализации, где перед измерением термоэлектродвижущих сил заготовки распределяют по партиям, из каждой партии изымают и транспортируют на измерительную площадку легко доступную, расположенную сверху пакета последнюю в партии заготовку - заготовку-представитель, на которую, как и на первую заготовку из каждой партии, в сертификате качества (соответствия) имеется информация о ее химическом составе, все заготовки-представители укладывают в стопу (стопы) с последовательной веерообразной сдвижкой заготовок-представителей относительно вертикальной оси стопы, термоэлектродвижущие силы измеряют только между заготовками-представителями всех партий заготовок, а значения термоэлектродвижущих сил каждого из оставшихся контактов всех допустимых в сварной металлоконструкции сочетаний заготовок определяют с привлечением информации из сертификата качества (соответствия) каждой партии заготовок о химическом составе первой и последней заготовок, по другому варианту экспресс-анализ химических составов первой и последней заготовок каждой партии заготовок выполняют на самих судостроительных или судоремонтных предприятиях, по третьему варианту для расширения технологических возможностей способа значения термоэлектродвижущих сил каждого контакта всех допустимых в сварной металлоконструкции сочетаний заготовок определяют по химическим составам всех заготовок.
Основная идея изобретения состоит в многократном снижении числа измерений ТЭДС между парами заготовок за счет использования измерений ТЭДС только между выборочными заготовками-представителями, что стало возможным благодаря использованию установленной автором тесной зависимости ТЭДС между стальными заготовками от разности химических составов этих заготовок. Найдено, что наибольшее влияние на ТЭДС между стальными заготовками оказывают элементы-раскислители. Самое большое и нелинейное влияние оказывает кремний. Затем с большим отрывом следует углерод, алюминий и марганец. Найденная зависимость позволяет восстанавливать результаты пропущенных измерений ТЭДС.
Основной теоретической базой изобретения является найденный путь скаляризации зависимости ТЭДС от вектора, - одновременного действия двух факторов - электрического потенциала одной и второй заготовок, посредством установления заменяющей скалярной количественной зависимости ТЭДС от нескольких факторов - разностей процентных содержаний химических элементов этих двух заготовок: кремния, углерода, алюминия и марганца.
Достоинство способа - ТЭДС двух партий заготовок (общей массой до 640 т.) может быть определен всего лишь по четырем замерам химического состава и двум замерам ТЭДС.
Основу для реализации предложенного способа составляет экспресс-анализ химического состава заготовок, проводимый на стадии их производства на металлургическом предприятии (при литье стали на установках непрерывной разливки стали, а также при последующем прокате непрерывно-литых заготовок на листопрокатном стане) в трех заготовках каждой партии заготовок (разлитых и прокатанных из одной плавки стали) - в первой, средней и последней. Эта информация вносится в сертификат качества (соответствия) партии заготовок и передается потребителю металлопродукции. При этом все прокатанные заготовки (листы) маркируются. По другому варианту способа предлагается выполнение экспресс-анализов первой и последней заготовок каждой партии непосредственно на судостроительном или судоремонтном предприятии, что однако требует дополнительных финансовых и временных затрат со стороны этих предприятий. По третьему варианту способ расширяет технологические возможности его использования при отсутствии на судостроительном или судоремонтном предприятии устройства по замеру ТЭДС, при ограниченном объеме сварочных работ, при утрате сертификатов на металлопродукцию, нарушении маркировки заготовок, и т.п. В этом случае все измерения ТЭДС заменяют на эквивалентное их определение по данным проводимого экспресс-анализа химических составов заготовок.
Признак «на этапе производства (проката) заготовок производят отбор темплетов в трех заготовках каждой партии заготовок (разлитых и прокатанных из одной плавки стали) - в первой, средней и последней» обеспечил своевременную подготовку темплетов (проб) для последующего экспресс-анализа химического состава заготовок.
Маркировка всех заготовок в партиях позволяет по каждой заготовке определить номер партии, номер и положение заготовки в партии.
Производство экспресс-анализа каждого темплета и внесение данных о его химическом составе в сертификат качества (соответствия) партии заготовок, передающийся с заготовками на судостроительное или судоремонтное предприятие для реализации, позволило получить на судостроительном или судоремонтном предприятии информацию о химическом составе трех заготовок из каждой партии заготовок.
Распределение заготовок перед измерением ТЭДС по партиям дало возможность легко изъять и транспортировать на измерительную площадку, расположенную сверху пакета, последнюю в партии заготовку - заготовку-представитель.
Изъятие из каждой партии и транспортировка на измерительную площадку легко доступной, расположенной сверху пакета последней в партии заготовки - заготовки-представителя позволило сделать требуемую выемку из каждой партии заготовок -расположенной сверху пакета заготовок последней в партии заготовки - заготовки-представителя. Затем - транспортировать ее на измерительную площадку для измерения ТЭДС между парами заготовок-представителей.
Наличие в сертификате качества (соответствия) информации о ее химическом составе каждой первой и последней заготовки из каждой партии в условиях поставки продукции (заготовок) металлургическим предприятием на судостроительный или судоремонтный завод с обязательным сопровождением этой продукции сертификатом качества (соответствия) позволило в дальнейшем использовать информацию о химическом составе первой и последней заготовки из партии, содержащейся в каждом сертификате качества (соответствия).
Укладывание всех заготовок-представителей в стопу (стопы) с последовательной веерообразной сдвижкой заготовок-представителей относительно вертикальной оси стопы позволило, во-первых, расположить объекты измерения компактно, что обеспечило требуемые эргономические условия для проведения измерений ТЭДС, во-вторых, повысить точность измерений вследствие снижения сопротивлений коммутирующих проводов, в-третьих, такое расположение заготовок дает доступ сварочным клещам к обеим сторонам каждой заготовки-представителя.
Измерение ТЭДС только между заготовками-представителями всех партий заготовок позволило многократно понизить число измерений ТЭДС.
Определение значений ТЭДС каждого из оставшихся контактов всех допустимых в сварной металлоконструкции сочетаний заготовок с привлечением информации из сертификата качества (соответствия) каждой партии заготовок о химическом составе первой и последней заготовок партии позволило заменить трудозатратные и протяженные по времени операции измерения ТЭДС каждого из оставшихся контактов заготовок эквивалентным их нахождением по информации о химическом составе первой и последней заготовок каждой партии заготовок, содержащейся в сертификате качества (соответствия).
Выполнение экспресс-анализа химических составов первой и последней заготовок каждой партии заготовок на самих судостроительных или судоремонтных предприятиях позволило реализовать способ даже при отсутствии на судостроительных или судоремонтных предприятиях сертификата качества (соответствия) на имеющуюся металлопродукцию. Обязательная маркировка заготовок на металлургических предприятиях позволяет разложить по партиям даже перепутанные заготовки.
Для расширения технологических возможностей способа значения термоэлектродвижущих сил каждого контакта всех допустимых в сварной металлоконструкции сочетаний заготовок определяют по химическим составам заготовок. Вместо прямых измерений эквивалентные значения ТЭДС всех контактов заготовок определяют, например, при отсутствии на судостроительном или судоремонтном предприятии устройства по замеру ТЭДС, при ограниченном объеме сварочных работ, при утрате сертификатов на металлопродукцию, нарушении маркировки заготовок (в частности, при долгом и ненадлежащем хранении из-за осыпания на заготовках маркировочной краски). Чаще других подобная необходимость возникает при проведении ремонтно-восстановительных работ на обшивке судна. При этом число заменяемых листов ограничено и обычно не превышает нескольких десятков.
Таким образом, сравнение заявленного решения с другими техническими решениями показывает, что вновь введенные операции и элементы известны. Однако их введение в указанной связи с другими операциями и элементами способа, а также их взаимное соответствие и расположение приводит к появлению новых вышеуказанных свойств, позволяющих резко сократить трудоемкость и длительность постановки защиты металлоконструкции от электрохимической коррозии, этот результат достигается за счет многократного сокращения объема самых трудозатратных операций по измерению ТЭДС сочетаний заготовок в полотнищах, секциях корпусов судов при изготовлении и ремонте.
Способ реализуется, и устройство работает следующим образом.
На этапе производства (проката) заготовок производят отбор темплетов в трех заготовках каждой партии заготовок (разлитых и прокатанных из одной плавки стали) - в первой, средней и последней, все заготовки в партиях маркируют, делают экспресс-анализ каждого темплета и вносят данные его химического состава, а также номер партии заготовок, общее число заготовок в партии в сертификат качества (соответствия) партии заготовок, передающийся с заготовками на судостроительное или судоремонтное предприятие для реализации
Отбирают партии заготовок для изготовления или ремонта обшивки судна, имеющие близкие физико-химические свойства и толщины. Зачищают поверхности отобранных заготовок. От каждой партии изымают легко доступную, расположенную сверху пакета последнюю в партии заготовку - заготовку-представитель и транспортируют ее на измерительную площадку. Заготовки-представители располагают в непосредственной близости друг от друга, укладывая веерообразно в стопки с последовательным поворотом очередной заготовки (например, на угол 30°).
С помощью устройства для измерения ТЭДС в контакте двух заготовок последовательно измеряют максимальные значения ТЭДС, создаваемых в термопарах, образованных в контактах всех допустимых в сварной металлоконструкции сочетаний заготовок-представителей.
Для снижения систематической ошибки измерения описанный опыт по измерению максимальных ТЭДС термопары в контакте данных заготовок-представителей повторяется не менее трех раз и результаты опытов усредняются.
Затем измерения повторяются во всех термопарах, образованных в контактах всех допустимых в сварной металлоконструкции сочетаний заготовок-представителей. То есть, измерения проводятся во всех оставшихся сочетаниях заготовок-представителей.
Общее число сочетаний из заготовок-представителей по 2

где m - общее число анализируемых заготовок-представителей.
Например, при m=10  измерений ТЭДС. Это количество измерений бригада из трех человек выполняет примерно в течение двух часов, что примерно в 180 раз меньше, чем затраты времени на измерения ТЭДС в способе-прототипе.
измерений ТЭДС. Это количество измерений бригада из трех человек выполняет примерно в течение двух часов, что примерно в 180 раз меньше, чем затраты времени на измерения ТЭДС в способе-прототипе.
Значения ТЭДС каждого из оставшихся контактов всех допустимых в сварной металлоконструкции сочетаний заготовок определяют по соотношению:

где:
u(i, j, х, y) - ТЭДС (в мкВ) между i-той заготовкой х-той партии и j заготовкой y-той партии,
u(x, y) - ТЭДС (в мкВ), измеренная между заготовками-представителями x-той и y-той партий заготовок,
ΔU(i, х, у) - поправка приведения ТЭДС (в мкВ), измеренной между заготовками-представителями x-той и y-той партий заготовок, к условиям измерения между i-той заготовкой x-той партии и заготовкой-представителем y-той партий заготовок:

где ΔSi(i, х), ΔC(i, х), ΔAl(i, х), ΔMn(i, х) - разности химсоставов, соответственно, кремния, углерода, алюминия и марганца между i-той заготовкой x-той партии и заготовкой-представителем x-той партии (в %),
k0, k1, k2, k3, k4 - коэффициенты (в мкВ/%),
ΔU(j, х, y) - поправка приведения ТЭДС, измеренной между заготовками-представителями х-той и y-той партий заготовок, к условиям измерения между заготовкой-представителем j-той партий заготовок и j-той заготовкой y-той партии:

где ΔSi(j, y), ΔC(j, y), ΔAl(j, y), ΔMn(j, y) - разности химсоставов, соответственно, кремния, углерода, алюминия и марганца между j-той заготовкой y-той партии и заготовкой-представителем y-той партии (в %),
k0=-46, k2=-64, k3=35, k4=-3 - коэффициенты (в мкВ/%), а коэффициент k1 находят по таблице:
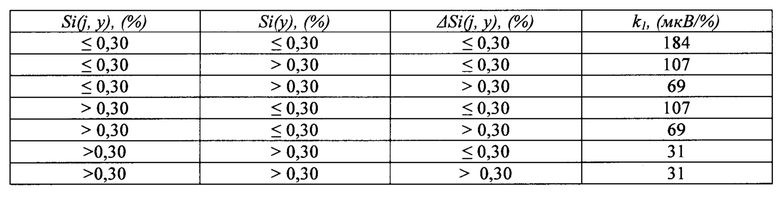
, ΔSi(j, y), ΔC(j, y), ΔAl(j, y), ΔMn(j, y) находят линейной интерполяцией. Например, ΔSi(j, y) определяют следующим образом:
1. По сертификату определяют n - число заготовок в y-той партии заготовок.
2. По сертификату определяют Si(l, y) и Si(n, y)=Si(y) - соответственно, содержание кремния в 1-ой и последней n-ой (являющейся заготовкой-представителем) заготовках y-той партии заготовок.
3. Определяют число заготовок, содержащихся между j-той и последней n-ой заготовками y-той партии заготовок:
s=n-j.
4. Линейной интерполяцией находят содержание кремния в j-той заготовке y-той партии заготовок:

Поскольку все анализируемые заготовки относятся к одной партии, а значит их химический состав лежит в узких пределах ГОСТовской марки стали, то линейная интерполяция дает хорошее приближение к фактическому химическому составу каждой заготовки. В то же время, проведение экспресс-анализа еще и средней заготовки партии позволяет также использовать его результаты для более точной нелинейной (параболической) аппроксимации результатов измерений химического состава заготовок по партии. Таким образом проводят еще более точную нелинейную интерполяцию содержания кремния в j-той заготовке y-той партии заготовок.
5. Находят разности химсостава заготовок между j-той заготовкой y-той партии и заготовкой-представителем y-той партии (в %):

Остальные разности химсоставов (ΔC(j, y), ΔAl(j, y), ΔMn(j, y)) находят аналогично.
Экспресс-анализ химических составов первой и последней заготовок каждой партии заготовок могут выполнять и на самих судостроительных или судоремонтных предприятиях. При этом маркировка заготовок, произведенная на металлургическом предприятии, позволяет расположить заготовки в соответствие с порядком проката заготовок и выделить реперные заготовки - первую, среднюю и последнюю - заготовку-представитель.
При необходимости вместо прямых измерений эквивалентные значения ТЭДС всех контактов заготовок определяют по химическим составам всех заготовок. Например, при отсутствии на судостроительном или судоремонтном предприятии устройства по замеру ТЭДС, при ограниченном объеме сварочных работ, при утрате сертификатов на металлопродукцию, нарушении маркировки заготовок (в частности, при долгом и ненадлежащем хранении из-за осыпания на заготовках маркировочной краски). В частности, при проведении ремонтно-восстановительных работ на обшивке судна.
Далее известными регулярными или случайными процедурами находят наилучшее распределение заготовок в сварной металлоконструкции так, чтобы, во-первых, в среднем по всем фактически образованным контактам листов в металлоконструкции минимизировались максимальные по модулю значения создаваемых ТЭДС, во-вторых, не превышались предельно допустимые значения ТЭДС в размере 15-18 мкВ (где нижний предел используют при повышенных сроках эксплуатации судна, верхний - для рядовых условий) в фактическом контакте хотя бы одной пары заготовок. В качестве процедур определения наилучшего распределения заготовок применяют известные методы упорядочения: линейного и динамического программирования, доминирования, ветвей и границ и др.
Если условия не выполняются, то заготовки с недопустимо большими термоэлектродвижущими силами в контакте с другими заготовками заменяются на новые и находятся максимальные термоэлектродвижущие силы заменяющих заготовок с другими заготовками, процесс повторяется вплоть до удовлетворения всех отобранных заготовок обоим условиям. После чего выполняют оставшиеся заготовительные, сборочно-сварочные и антикоррозийные операции.
Достоинством данного способа является малый объем подготовительных операций по замеру максимальных ТЭДС во всех термопарах, образованных в контактах заготовок-представителей. Для получения статистической надежности и снижения случайной ошибки измерений измерения рекомендуется проводить, хотя бы 3 раза в случайной последовательности. Таким образом, число опытов возрастает до 270 (в способе-прототипе эта цифра составляла 14850).
Источники информации
[1] - Андреев, Н.Т. Ремонт судов [Текст]: монография / Н.Т. Андреев, О.А. Борчевский, В.Г. Луговых [и др.]. - Л.: Судостроение, 1972. - С. 211, 277-281.
[2] - Способ защиты от коррозии сварной металлоконструкции [Текст]: пат. 2476621 Рос. Федерация: МПК С23F 13/00, С23С 4/08/ Веревкин В.И.; Лисевич В.И.; Астраух О.В.; Терюшева С.А.; Зеброва Е.М.; заявитель и патентообладатель Балтийская государственная академия рыбопромыслового флота. - №2011100923/02; заявл. 12.01.2011; опубл. 20.07.11, Бюл. №6. - 7 с.: ил.
[3] - Способ и устройство защиты от электрохимической коррозии сварной металлоконструкций [Текст]: пат. 2571293 Рос. Федерация: МПК C23F 13/00/ Веревкин В.И; заявитель и патентообладатель Калининградский государственный технический университет. - №2014105150/02; заявл. 12.02.2014; опубл. 20.12.2015, Бюл. №35. - 8 с.: ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения сварного соединения стальных деталей, стойкого к электрохимической коррозии | 2017 |
|
RU2688023C2 |
| Способ и устройство защиты от электрохимической коррозии сварной металлоконструкции | 2020 |
|
RU2761846C1 |
| СПОСОБ И УСТРОЙСТВО ЗАЩИТЫ ОТ ЭЛЕКТРОХИМИЧЕСКОЙ КОРРОЗИИ СВАРНОЙ МЕТАЛЛОКОНСТРУКЦИИ | 2014 |
|
RU2571293C2 |
| СПОСОБ ДУГОВОЙ СВАРКИ ПОД ФЛЮСОМ СОЕДИНЕНИЙ, СТОЙКИХ К ЭЛЕКТРОХИМИЧЕСКОЙ КОРРОЗИИ | 2014 |
|
RU2571294C2 |
| Малокремнистая судостроительная сталь | 2016 |
|
RU2630086C1 |
| СПОСОБ ЗАЩИТЫ ОТ КОРРОЗИИ СВАРНОЙ МЕТАЛЛОКОНСТРУКЦИИ | 2011 |
|
RU2476621C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ТЕМПЕРАТУРЫ | 1987 |
|
RU2017089C1 |
| Способ и устройство защиты от коррозионного растрескивания сварной металлоконструкции | 2015 |
|
RU2626705C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ИЗБЫТОЧНОЙ КОРРОЗИИ СТАЛИ | 2015 |
|
RU2570704C1 |
| Способ прокатки листов с гексагональной структурой | 1987 |
|
SU1435335A1 |
Изобретение относится к изготовлению сварной стальной металлоконструкции из близких по физико-химическим свойствам и толщинам заготовок, защищенной от электрохимической коррозии, которую используют для обшивок морских судов и металлических трубопроводов широкого назначения. В способе для снижения термоэлектродвижущих сил (ТЭДС), возникающих в сварном соединении заготовок обшивок морских судов, и подавления электрохимической коррозии зон сварки корпусов морских судов добиваются снижения ТЭДС во всех сварных соединениях обшивок. Изобретение позволяет сократить трудоемкость и длительность постановки защиты металлоконструкции от электрохимической коррозии за счет многократного сокращения объема самых трудозатратных операций по измерению ТЭДС сочетаний заготовок в полотнищах, секциях корпусов судов при изготовлении и ремонте, а также расширяет технологические возможности его использования при отсутствии на судостроительном или судоремонтном предприятии устройства по замеру ТЭДС, при ограниченном объеме сварочных работ и при утрате сертификатов на металлопродукцию и нарушении маркировки заготовок. 2 з.п. ф-лы, 1 табл.
1. Способ изготовления сварной металлоконструкции из близких по физико-химическим свойствам и толщине заготовок, защищенной от электрохимической коррозии, включающий расположение упомянутых заготовок перед разметкой в непосредственной близости друг от друга, последовательное измерение максимальных значений термоэлектродвижущих сил (ТЭДС), образованных в контактах сочетаний заготовок, и с их учетом распределение заготовок в сварной металлоконструкции и выполнение сборочно-сварочных и антикоррозийных операций, отличающийся тем, что на этапе производства упомянутых заготовок производят отбор темплетов в первой, средней и последней заготовке каждой партии, разлитых и прокатанных из одной плавки стали, осуществляют маркировку всех заготовок в партиях, экспресс-анализ каждого темплета и вносят данные его химического состава в сертификат качества партии заготовок, перед измерением ТЭДС заготовки распределяют по партиям, причем из каждой партии изымают и транспортируют на измерительную площадку легкодоступную расположенную сверху пакета последнюю в партии заготовку-представитель, все заготовки-представители укладывают в стопы с последовательной веерообразной сдвижкой заготовок-представителей относительно вертикальной оси стопы, измеряют ТЭДС между заготовками-представителями всех партий заготовок, и значения ТЭДС всех допустимых в сварной металлоконструкции сочетаний заготовок определяют с привлечением информации из сертификата качества каждой партии заготовок о химическом составе первой и последней заготовок, и распределяют заготовки в сварной металлоконструкции так, чтобы обеспечить минимальные значения в среднем по всем фактическим образованным контактам заготовок в металлоконструкции максимальных по модулю значений создаваемых ТЭДС, при этом в фактическом контакте по меньшей мере одной пары заготовок обеспечивают предельно допустимые по модулю значения ТЭДС в размере 15-18 мкВ.
2. Способ по п. 1, отличающийся тем, что экспресс-анализ химических составов первой и последней заготовок каждой партии заготовок выполняют на судостроительном или судоремонтном предприятии.
3. Способ по п. 2, отличающийся тем, что значения ТЭДС каждого контакта всех допустимых в сварной металлоконструкции сочетаний заготовок определяют по химическим составам всех заготовок.
| СПОСОБ И УСТРОЙСТВО ЗАЩИТЫ ОТ ЭЛЕКТРОХИМИЧЕСКОЙ КОРРОЗИИ СВАРНОЙ МЕТАЛЛОКОНСТРУКЦИИ | 2014 |
|
RU2571293C2 |
| RU 3476621 С2, 27.02.2013 | |||
| JP 56058962 A, 22.05.1981 | |||
| JP 55107786 A, 19.08.1980. | |||

