Изобретение относится к средствам неразрушающих испытаний и контроля качества изделий электронной техники, в частности, к способам неразрушающих испытаний сквозных металлизированных отверстий (СМО) печатных плат (ПП).
Качество ПП во многом определяет качество и надежность современной радиоэлектронной аппаратуры, поскольку ПП в настоящее время являются наиболее распространенной конструкционной основой электронных устройств. Одними из наиболее ответственных и трудно контролируемых элементов ПП являются СМО, предназначенные для обеспечения электрического соединения между слоями ПП. Некоторая часть дефектов СМО, такие как, обрывы в СМО или уменьшение толщины СМО меньше допустимой величины, могут быть выявлены при электрических испытаниях, путем измерения электрического сопротивления СМО (см., например, ГОСТ Р 55744-2013 Платы печатные. Методы испытаний физических параметров - М.: Стандартинформ, 2014. - 43 с). При этом известные электрические способы контроля являются контактными и зависят от контактного усилия, материала и формы контактного электрода. Они не позволяют выявлять такие скрытые дефекты как несплошные разрывы металлизации СМО, отслоение части металлизации СМО от стенок отверстия или просто плохая адгезия металлизации СМО с материалом ПП.
Для выявления скрытых (латентных) дефектов СМО используют рентгеновские и ультразвуковые способы диагностики (см., например, Данилова, Е. А. Обзор методов обнаружения опасных технологических дефектов в электронных платах / Е. А. Данилова // Труды международного симпозиума «Надежность и качество». - 2013. - Т. 1. - С. 331-335.). Однако, стоимость и сложность диагностического оборудования, реализующего эти способы, и большая трудоемкость и себестоимость контрольных операций на этом оборудовании не позволяют использовать указанные способы повсеместно и для сплошного контроля ПП.
Известно, что скрытые дефекты СМО проявляются в изменении тепловых режимов и характеристик при тепловом воздействии на СМО. Изменения тепловых характеристик СМО с дефектами можно регистрировать различными способами.
Известен способ контроля качества СМО по второй производной по времени падения напряжения на СМО при пропускании через него импульса тока большой силы (см. А. с. №1647467 СССР Способ контроля качества металлизации отверстий печатных плат / Е.П. Куликов, Э.А. Сахно, Б.Т. Нестеренко. - Опубл. 1991. Бюл. №17). Способ основан на известном физическом эффекте, состоящем в том, что аномальный перегрев дефектного СМО приводит к нелинейной зависимости падения напряжения на контролируемом СМО от времени в процессе воздействия импульса тока, которая и проявляется на второй производной. Этому способу присущи все недостатки контактных электрических методов контроля, указанные выше и, кроме того, еще одним недостатком способа является значительный перегрев металлизации в процессе контроля, что может привести к ее деформации или разрушению.
Наиболее близким к заявляемому и принятым за прототип является способ контроля качества металлизации СМО по патенту 2159522 РФ (см. Способ контроля качества металлизации отверстий печатных плат / Ю.А. Плотников, М.Ю. Поляхов, Л.А. Чернов. - Опубл. 20.11.2000 Бюл. №32), заключающийся в пропускании по цилиндру металлизации СМО импульса теплового возбуждения, создаваемого с помощью электрода, контактирующего с верхней кромкой металлизации, и в регистрации температуры нижней кромки металлизации тепловым приемником, закрепленным на нижней кромке. При этом качество металлизации определяют по калибровочным кривым, полученным на заведомо качественных СМО.
Недостатком указанного способа является его контактный характер, поскольку наличие контактов приведет к искажению тепловых характеристик СМО, а от качества контакта температурного приемника с нижней кромкой СМО зависит точность измерения температуры нижней кромки СМО. Кроме того, сами авторы этого способа ограничивают его применение для СМО диаметром не более 0,3-0,5 мм и на промежуточной стадии производства ПП до травления рисунка.
Техническая задача состоит в повышении достоверности выявления и в обеспечении возможности идентификации скрытых дефектов СМО ПП.
Технический результат достигается заявляемым способом.
Способ неразрушающей диагностики дефектов сквозного металлизированного отверстия печатной платы, состоящий в создании на верхней кромке металлизации сквозного отверстия импульса теплового возбуждения определенной длительности и в регистрации температуры нижней кромки металлизации, по значению которой судят о качестве сквозного металлизированного отверстия, отличающийся тем, что при известной начальной температуре Т0 верхнюю кромку металлизации отверстия в течение времени tнагр ≈ 3(8r)2/aT, где r - радиус отверстия, аT - температуропроводность материала печатной платы, нагревают лучом лазерного излучения заданной мощности, сфокусированным по границам верхней кромки металлизации, по окончании нагрева бесконтактным способом, например, с помощью ИК-камеры, измеряют температуру верхней ТB и нижней ТН кромок металлизации отверстия, а о дефектах сквозного металлизированного отверстия судят по разности этих температур: δT = ТВ - ТН и по отношению их приращений: ΔТВ/ΔТН, где ΔТВ = ТВ - Т0, а ΔТН = ТН - Т0: при превышении величиной δT порогового значения δTпор делается заключение о дефектности металлизации отверстия, а при превышении величиной q = [(ΔТВ/ΔТН)-1]-1 порогового значения qпор - о дефектности адгезии металлизации с диэлектриком печатной платы, где значения δTпор и qпор определяются по результатам выборочных измерений на представительной выборке сквозных металлизированных отверстий данного типоразмера.
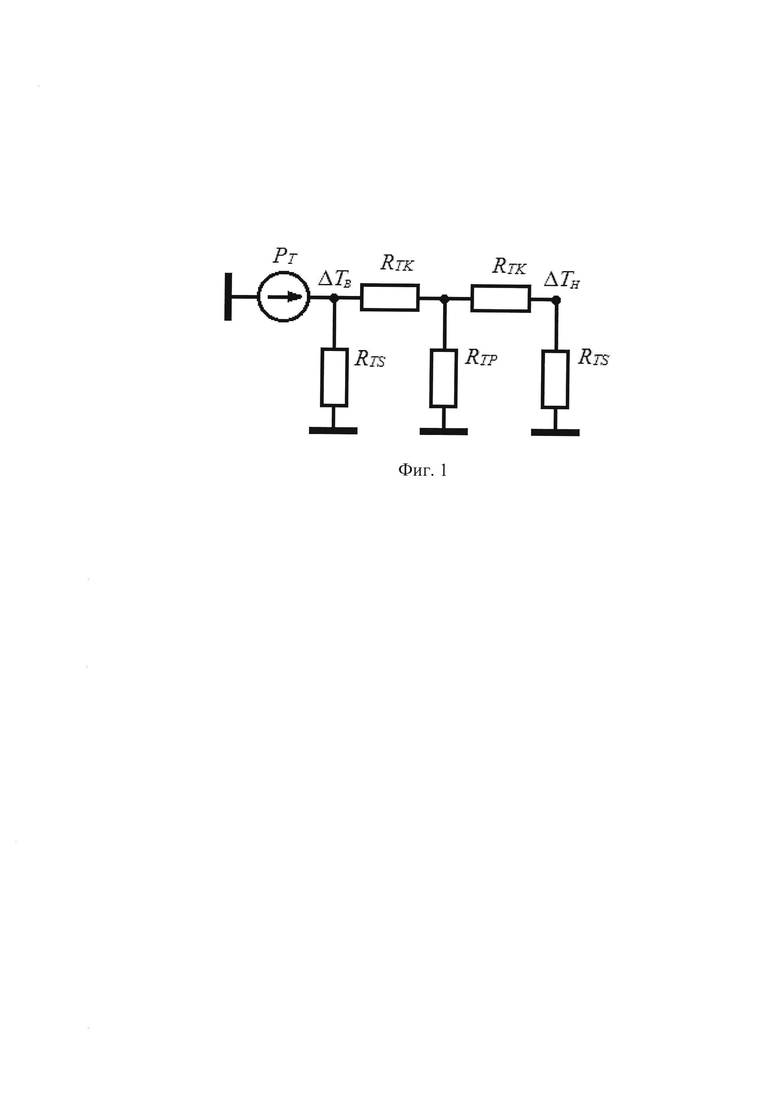
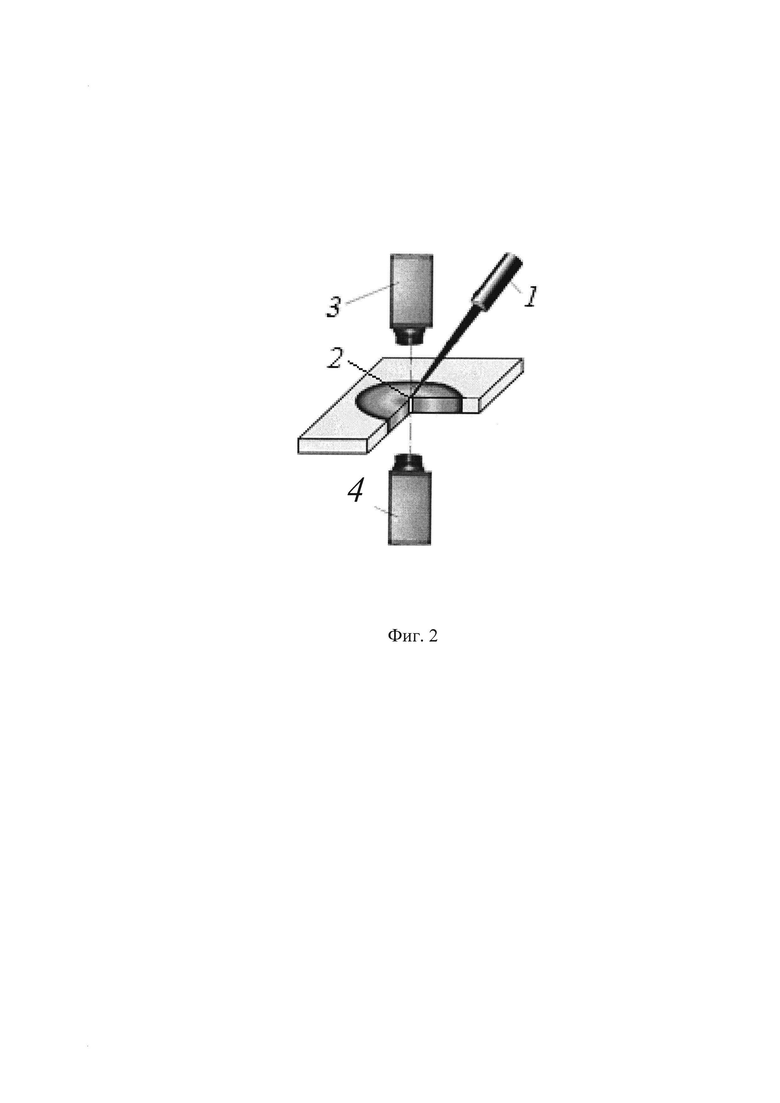
Изобретение поясняется фигурами. На фиг. 1 показана тепловая эквивалентная схема СМО, на фиг. 2 показан вариант расположения контролируемого СМО и контрольно-измерительного оборудования.
Анализ тепловых процессов в СМО показывает (см., например, Винокуров А. Расчет печатных плат для светодиодов Cree серии ХР и MX / А. Винокуров // Полупроводниковая светотехника - 2010. №3 - С. 16-20.), что тепловой режим СМО при его одностороннем нагреве в стационарном состоянии можно определить по тепловой эквивалентной схеме, показанной на фиг. 1.
На фиг. 1 величина RTS - это тепловое сопротивление торец СМО-окружающая среда, обусловленное конвекционной теплоотдачей с торца СМО и с прилегающей к торцу нагретой поверхности ПП. Нагрев прилегающих к СМО областей материала ПП определяется его коэффициентом теплопроводности λ. Как показывает тепловое, в том числе компьютерное, моделирование, для типичных материалов печатной платы (стеклотекстолит, текстолит и др.) λ ~ 0,2 - 0,3 Вт/м⋅К, эффективный диаметр прилегающей к СМО нагретой поверхности составляет 8-10 диаметров СМО и при коэффициенте от конвекционной теплоотдачи в воздух, равном 6-8 Вт/(м2⋅К), величина RTS имеет значение порядка 2,0-3,0×104 Вт/К.
Величина 2RTК - продольное тепловое сопротивление тонкой медной цилиндрической трубки металлизации СМО, которое рассчитывается по известным формулам и примерно на два порядка меньше значения RTS.
Величина RTP - тепловое сопротивление, определяемое отводом тепла от металлизации СМО в прилегающий диэлектрик ПП. Значение RTP является диагностическим параметром, поскольку зависит от адгезии металлизации СМО к стенкам отверстия, и при ее ухудшении должно повышаться. При небольшом нагреве СМО и линейном изменении температуры вдоль медной цилиндрической трубки металлизации СМО это тепловое сопротивление на эквивалентной схеме может быть подключено в средине цилиндрической трубки металлизации СМО. Результаты теплового моделирования показывают, что в стационарном тепловом режиме температура в материале ПП спадает до начального значения на расстоянии примерно 8-10 радиусов r СМО. Значение RТР можно оценить по формуле теплового сопротивления цилиндрической стенки (см., например, Цилиндрическая стенка. Температурное поле // https:// portal.tpu.ni/SHARED/р/ PNB/ learning/Thermodynamics/ Tab3/Lecture11.pdf) и при теплопроводности материала ПП λ ~ 0,2 - 0,3 Вт/м⋅К значение RTP составляет 2,0-3,0×103 Вт/К, то есть примерно на порядок меньше значения RTS. Время, необходимое для прогрева прилегающего к СМО диэлектрика ПП и достижения стационарного теплового состояния можно оценить по приближенной формуле tнаг ≈ 3(8r)2/ат как три тепловых постоянных времени нагрева слоя материала ПП толщиной 8r, либо по формуле tнаг ≈ 3RТРСТР, где СТР - теплоемкость объема нагреваемого материала ПП. По нашим оценкам, для типовых материалов ПП и СМО диаметром, например, 0,3 мм время tнаг нагрева СМО и прилегающего к нему материала ПП до стационарного состояния составляет 12-15 с.
Суть изобретения состоит в том, что температура верхней и нижней кромки металлизации СМО при его одностороннем нагреве определяется отводом тепла от СМО, который зависит как от качества металлизации СМО, так и от ее адгезии с диэлектриком ПП. Из тепловой эквивалентной схемы, учитывая, что RTS >> RТК, RТР, значения приращений температуры верхней ΔТВ и нижней ΔТН кромки металлизации СМО при заданной мощности нагрева РТ можно получить по приближенным формулам:

Из формул (1) видно, что разность температур δT при заданной греющей мощности определяется только тепловым сопротивлением RТК, то есть качеством самой металлизации СМО, а значение q ≈ RTP/RTK - только отношением двух тепловых сопротивлений, то есть зависит также и от качества адгезии. Это позволяет идентифицировать вид дефекта по результатам сравнения измеренных значений величин δТ и q с пороговыми значениями, определяемыми на основе выборочных измерений на представительной выборке СМО данного типоразмера по правилу «трех сигм» или иному правилу (см, например, Мойзес Б.Б. Статистические методы контроля качества и обработка экспериментальных данных: учебное пособие / Б.Б. Мойзес, И.В. Плотникова, Л.А. Редько - Томск: Изд-во Томского политехнического университета, 2016.-119 с). При нагреве СМО и измерение температуры верхней и нижней кромок его металлизации бесконтактным способом исключается искажение температурных полей СМО и прилегающих областей ПП из-за влияния нагревателя и контактного датчика температуры и, таким образом, повышается достоверность диагностики.
Один из вариантов расположения контролируемого объекта и контрольно-измерительного оборудования показан на фиг. 2.
Заявленный способ реализуется следующим образом. Луч излучения лазера 1 механической или оптической системой позиционирования (при малой мощности излучения, не вызывающей заметного нагрева СМО) направляется на верхнюю кромку металлизации контролируемого СМО 2 и фокусируется по ее границам, затем мощность излучения лазера увеличивается до заданного уровня, достаточного для заметного (на несколько десятков кельвин) нагрева СМО, и в течение времени tнаг 12-15 с луч лазера нагревает контролируемое СМО. По окончании нагрева ИК-камеры 3 и 4 осуществляют бесконтактное измерение значения верхней ТВ и нижней ТН кромок металлизации СМО.
Качество металлизации СМО оценивают по отношению приращений температуры верхней и нижней кромки металлизации отверстия ΔТВ/ΔТН и их разности δT = ΔТВ - ΔТН. Предварительно определяют значения δТкр и qкр по результатам выборочных измерений на представительной выборке СМО данного типоразмера. При превышении измеренной величиной δТ критического значения δTкр делается заключение о дефектности металлизации СМО, а при превышении измеренной и вычисленной величины q = [(ΔТВ/ΔТН)-1]-1 критического значения qкр делается заключение о дефектности адгезии металлизации СМО с диэлектриком печатной платы.
Следует отметить, что дефекты адгезии металлизации СМО будут проявляться и при существенно (в 30-50 раз) меньших tнаг временах нагрева, достаточных для прогрева слоя материала ПП, прилегающего к СМО, толщиной порядка (1,5-2)r; при этом следует иметь ввиду, что для диагностики дефектов СМО при импульсном нагреве необходимо определять пороговые значения δТпор и qпор при том же времени нагрева.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ БЕСКОНТАКТНОГО ИЗМЕРЕНИЯ ПОЛЯ ТЕМПЕРАТУРЫ НА ПОВЕРХНОСТИ ПЕЧАТНОЙ ПЛАТЫ РАДИОЭЛЕКТРОННОГО УСТРОЙСТВА | 2023 |
|
RU2797755C1 |
| УСТРОЙСТВО ДЛЯ БЕСКОНТАКТНОГО ИЗМЕРЕНИЯ ПОЛЯ ТЕМПЕРАТУРЫ ПО ПОВЕРХНОСТИ ОБЪЕКТА | 2023 |
|
RU2803624C1 |
| СПОСОБ КОНТРОЛЯ КАЧЕСТВА МЕТАЛЛИЗАЦИИ ОТВЕРСТИЙ ПЕЧАТНЫХ ПЛАТ | 1999 |
|
RU2159522C1 |
| СПОСОБ ИЗМЕРЕНИЯ ТЕПЛОИЗОЛЯЦИОННЫХ СВОЙСТВ МАТЕРИАЛА И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2005 |
|
RU2315288C2 |
| Способ контроля металлизированных отверстий печатных плат | 1977 |
|
SU683037A1 |
| Однослойная или многослойная печатная плата и способ ее изготовления | 1990 |
|
SU1816344A3 |
| СИЛЬНОТОЧНАЯ МНОГОСЛОЙНАЯ ПЕЧАТНАЯ ПЛАТА, СОДЕРЖАЩАЯ СЛАБОТОЧНЫЕ ЦЕПИ УПРАВЛЕНИЯ | 2015 |
|
RU2630680C2 |
| Способ обнаружения дефектов печатной платы | 1985 |
|
SU1401362A1 |
| УСТРОЙСТВО ДРЕЙФОВОЙ ТРУБКИ СПЕКТРОМЕТРА ИОННОЙ ПОДВИЖНОСТИ | 2009 |
|
RU2398309C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ПЕЧАТНЫХ ПЛАТ | 2011 |
|
RU2474985C1 |
Изобретение относится к средствам неразрушающего контроля качества сквозных металлизированных отверстий (СМО) печатных плат (ПП). Технический результат - повышение достоверности выявления дефектов и в обеспечение возможности их идентификации. Технический результат достигается тем, что в способе неразрушающей диагностики дефектов СМО ПП верхнюю кромку металлизации в течение времени tнагр нагревают лучом лазерного излучения заданной мощности, сфокусированным по ее границам, где tнагр ≈ 3(8r)2/aт, r - радиус отверстия, ат - температуропроводность материала ПП. По окончании нагрева бесконтактным способом с помощью ИК-камеры измеряют температуру верхней ТB и нижней ТH кромок металлизации отверстия, а о дефектах СМО судят по разности этих температур δT = ТB - TH и по отношению их приращений: ΔТВ/ΔТН, где ΔТВ = ТВ - Т0, ΔТН = ТН - Т0, Т0 - начальная температура. При этом при превышении δT порогового значения δTпор делается заключение о дефектности металлизации отверстия, а при превышении q = [(ΔTB/ΔTH)-1]-1 порогового значения qпор делается заключение о дефектности адгезии металлизации с диэлектриком ПП, где значения δTпор и qпор определяются по результатам выборочных измерений на представительной выборке СМО данного типоразмера. 2 ил.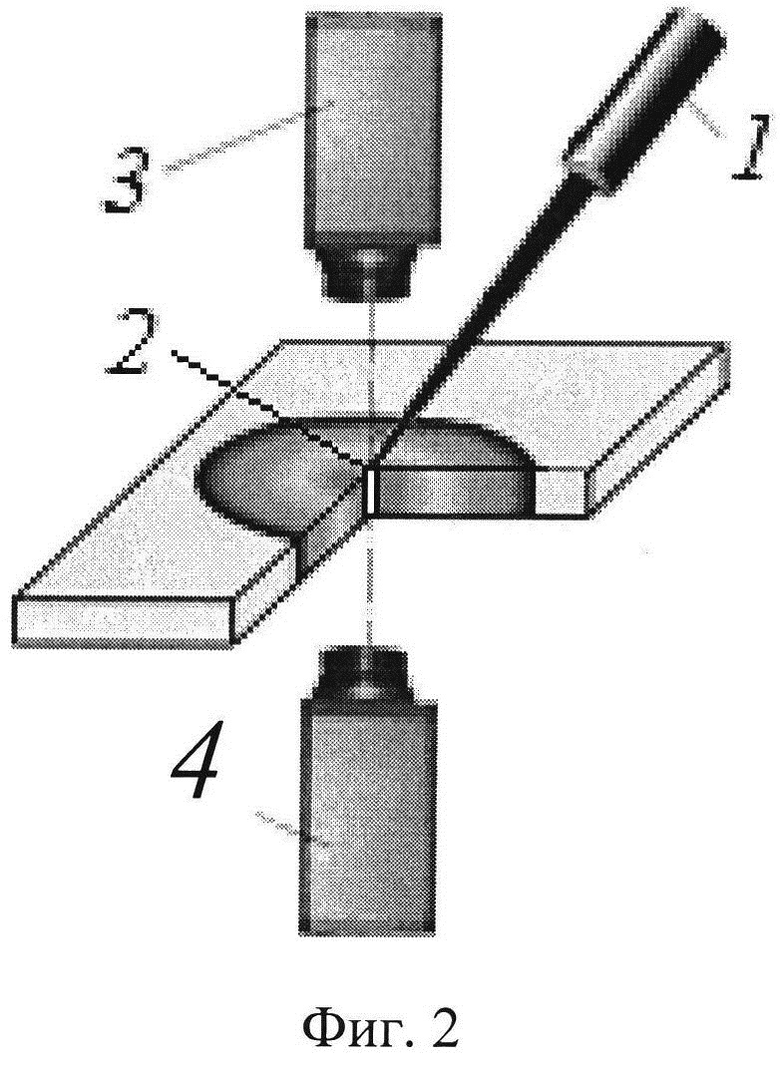
Способ неразрушающей диагностики дефектов сквозного металлизированного отверстия печатной платы, состоящий в создании на верхней кромке металлизации сквозного отверстия импульса теплового возбуждения определенной длительности и в регистрации температуры нижней кромки металлизации, по значению которой судят о качестве сквозного металлизированного отверстия, отличающийся тем, что верхнюю кромку металлизации в течение времени tнагр нагревают лучом лазерного излучения заданной мощности, сфокусированным по границам верхней кромки металлизации, где tнагр ≈ 3(8r)2/aт, r - радиус отверстия, ат - температуропроводность материала печатной платы; по окончании нагрева бесконтактным способом с помощью ИК-камеры измеряют температуру верхней ТB и нижней ТH кромок металлизации отверстия, а о дефектах сквозного металлизированного отверстия судят по разности этих температур δТ = ТB - ТH и по отношению их приращений: ΔТВ/ΔТН, где ΔТВ = ТВ - Т0, ΔТН = ТН - Т0, Т0 - начальная температура, при этом при превышении величиной δT порогового значения δTпор делается заключение о дефектности металлизации отверстия, а при превышении величиной q = [(ΔTB/ΔTH)-1]-1 порогового значения qпор делается заключение о дефектности адгезии металлизации с диэлектриком печатной платы, где значения δТпор и qпор определяются по результатам выборочных измерений на представительной выборке сквозных металлизированных отверстий данного типоразмера.
| СПОСОБ КОНТРОЛЯ КАЧЕСТВА МЕТАЛЛИЗАЦИИ ОТВЕРСТИЙ ПЕЧАТНЫХ ПЛАТ | 1999 |
|
RU2159522C1 |
| Способ контроля качества металлизации отверстий печатных плат | 1988 |
|
SU1647467A1 |
| Способ контроля качества металлизации отверстий печатных плат | 1989 |
|
SU1723681A1 |
| ТЕСТ-КУПОН ДЛЯ КОНТРОЛЯ КАЧЕСТВА ПЕЧАТНЫХ ПЛАТ С ОТВЕРСТИЯМИ | 1986 |
|
SU1487793A1 |
| US 6633376 B1, 14.10.2003 | |||
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |

