ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
Настоящее изобретение относится к конструкции камеры сгорания газовой турбины и способу изготовления камеры сгорания газовой турбины и, в частности, касается технологии, применимой к конструкции и способу изготовления детали горелки, формованной посредством технологии трехмерного аддитивного производства деталей из металлов.
Для газовых турбин установлены строгие экологические стандарты в отношении выбросов NOx при работе газовых турбин для снижения нагрузки, которую выхлопные газы создают для окружающей среды. Так как количество выбросов NOx из выхлопных газов увеличивается с повышением температуры пламени, необходимо локально подавлять образование высокотемпературного пламени и реализовать равномерное горение. Для получения равномерного горения требуется горелка сложной конструкции, которая обеспечивает высокую дисперсность топлива.
В качестве средства для изготовления горелки сложной конструкции предлагается технология трехмерного аддитивного производства. В соответствии с технологией трехмерного аддитивного производства появляется возможность изготавливать сложную конструкцию за счет облучения металлических порошков лазером и, таким образом, спекания металлических порошков. Применение технологии трехмерного аддитивного производства для изготовления конструкции (детали) горелки позволяет реализовать сложную конструкцию, которая обеспечивает повышение дисперсности топлива.
Из уровня техники в области трехмерного аддитивного производства известен объект, который описывается, например, в выложенной заявке на патент Японии, опубликованной под № 2017-15326. В этой выложенной заявке на патент Японии, опубликованной под № 2017-15326, раскрыта "камера сгорания газовой турбины, которая включает в себя секцию камеры сгорания, в которую подаются топливо и воздух, перфорированную пластину, которая расположена с верхней по потоку стороны секции камеры сгорания и в которой сформировано множество отверстий для форсунок, расположенных концентрическими рядами, множество топливных форсунок, которые размещены с верхней по потоку стороны соответствующих отверстий для форсунок в перфорированной пластине и подают топливо в секцию камеры сгорания, пластину для топливных форсунок, которая поддерживает топливные форсунки и распределяет топливо, поступающее с верхней по потоку стороны топливных форсунок, и блок топливных форсунок, в котором множество топливных форсунок поддерживаются как одно целое на общем основании, причем блок топливных форсунок соединен с пластиной топливных форсунок.
Кроме того, в выложенной заявке на патент Японии, опубликованной под № 2017-15326 (абзац [0028]), указано, что "блок 40 топливных форсунок изготавливают посредством резания, точного литья, трехмерного аддитивного производства и т.д.".
КРАТКОЕ ИЗЛОЖЕНИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
Несмотря на то, что трехмерное аддитивное производство позволяет создавать сложные конструкции, существует проблема трехмерного аддитивного производства, заключающаяся в том, что ламинирование требует времени и увеличения затрат. Время ламинирования можно сократить за счет увеличения скорости сканирования и выходной мощности лазера, который спекает металлический порошок, но в этом случае возникает проблема, связанная со снижением относительной плотности материала. Так как при снижении относительной плотности снижается и прочность материала, то, как правило, выбирают условия ламинирования, позволяющие достаточно повысить относительную плотность и, таким образом, приводящие к увеличению времени ламинирования.
В конструкции горелки есть участок, где действует высокая температура и/или напряжение, и поэтому требуется высокая прочность материала, и участок, где действует низкая температура и/или напряжение, и поэтому высокой прочности материала не требуется. Следовательно, необязательно, чтобы вся горелка имела высокую прочность, и можно оптимизировать прочность для каждого участка.
В выложенной заявке на патент Японии, опубликованной под № 2017-15326, проблемы трехмерного аддитивного производства, описанные выше, и решения этих проблем не рассматриваются.
Следовательно, задачей настоящего изобретения является создание камеры сгорания газовой турбины, которая включает в себя деталь горелки, которая формована посредством трехмерного аддитивного производства и прочность материала которой оптимизирована для каждого участка.
Кроме того, задачей настоящего изобретения также является разработка способа изготовления детали горелки посредством трехмерного аддитивного производства, который позволяет изготавливать деталь горелки, прочность материала которой может быть оптимизирована для каждого участка, за сравнительно короткое время.
Для решения вышеупомянутых проблем в соответствии с одним аспектом настоящего изобретения предлагается камера сгорания газовой турбины, включающая в себя деталь горелки, формованную посредством трехмерного аддитивного производства, причем эта деталь горелки включает в себя первый участок, который используется в первом диапазоне температур и/или первом диапазоне напряжений, и второй участок, который используется во втором диапазоне температур, который ниже первого диапазона температур, и/или во втором диапазоне напряжений, который ниже первого диапазона напряжений, и скорость ламинирования, с которой металлический материал ламинируется на первом участке посредством трехмерного аддитивного производства, ниже скорости ламинирования, с которой металлический материал ламинируется на втором участке.
В соответствии с другим аспектом настоящего изобретения предлагается способ изготовления детали горелки посредством трехмерного аддитивного производства, включающий в себя этапы (а) ламинирования металлического материала на первом участке, который используется в диапазоне высоких температур и/или диапазоне высоких напряжений детали горелки, при первой скорости ламинирования и (b) ламинирования металлического материала на втором участке, который используется в диапазоне высоких температур и/или диапазоне высоких напряжений, который ниже диапазона температур и/или диапазона напряжений первого участка, при второй скорости ламинирования, которая выше первой скорости ламинирования.
В соответствии с настоящим изобретением появляется возможность реализовать камеру сгорания газовой турбины, которая включает в себя деталь горелки, которая формована посредством трехмерного аддитивного производства, и прочность материала которой оптимизирована для каждого участка.
Кроме того, в способе изготовления детали горелки посредством трехмерного аддитивного производства появляется также возможность реализовать способ изготовления детали горелки, который позволяет изготавливать деталь горелки, прочность материала которой может быть оптимизирована для каждого участка, за сравнительно короткое время.
Следовательно, появляется возможность создания камеры сгорания газовой турбины, имеющую высокие экологические характеристики и преимущество по стоимости.
Проблемы, конструкции и технические результаты, не рассмотренные выше, станут очевидными из приводимого ниже описания вариантов осуществления.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Фиг. 1 - схематический вид в разрезе, иллюстрирующий один пример конструкции камеры сгорания газовой турбины в соответствии с одним вариантом осуществления настоящего изобретения;
Фиг. 2 - увеличенный схематический вид, иллюстрирующий один пример горелки 17 на фиг. 1;
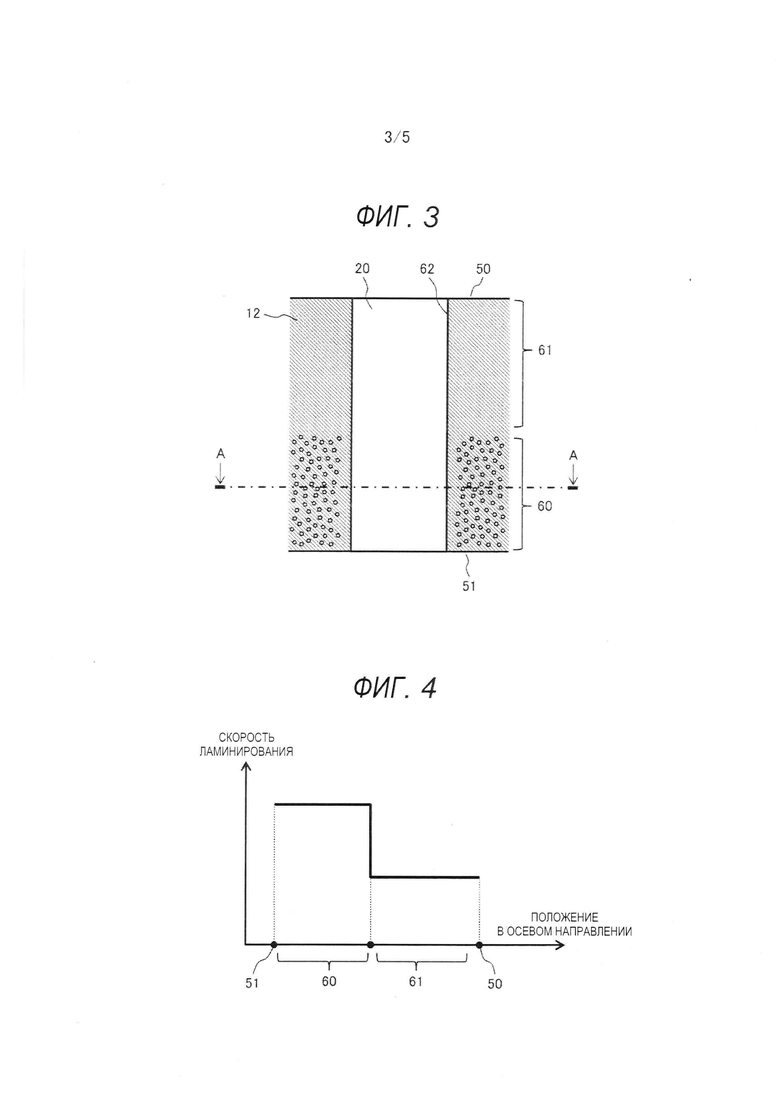
Фиг. 3 - схематический вид, иллюстрирующий один пример одного распределения относительной плотности металлического материала на перфорированной пластине в соответствии с первым вариантом осуществления настоящего изобретения на концептуальном уровне;
Фиг. 4 - схематический вид, иллюстрирующий один пример одной зависимости между положением в осевом направления и скоростью ламинирования перфорированной пластины в соответствии с первым вариантом осуществления настоящего изобретения;
Фиг. 5 - схематический вид, иллюстрирующий один пример другого распределения относительной плотности металлического материала на перфорированной пластине в соответствии со вторым вариантом осуществления настоящего изобретения на концептуальном уровне;
Фиг. 6 - схематический вид, иллюстрирующий один пример другой зависимости между положением в осевом направлении и скоростью ламинирования перфорированной пластины в соответствии со вторым вариантом осуществления настоящего изобретения;
Фиг. 7 - схематический вид, иллюстрирующий один пример еще одного другого распределения относительной плотности металлического материала на примыкающем участке отверстия форсунки в перфорированной пластине в соответствии с третьим вариантом осуществления настоящего изобретения на концептуальном уровне;
Фиг. 8 - схематический вид, иллюстрирующий один пример еще одного распределения относительной плотности металлического материала на топливной форсунке в соответствии с четвертым вариантом осуществления настоящего изобретения на концептуальном уровне; и
Фиг. 9 - схематический вид, иллюстрирующий один пример зависимости между положением и скоростью ламинирования топливной форсунки в соответствии с четвертым вариантом осуществления настоящего изобретения.
ПОДРОБНОЕ ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ПРИМЕРОВ ОСУЩЕСТВЛЕНИЯ
Ниже со ссылками на прилагаемые чертежи приводится описание вариантов осуществления настоящего изобретения. При этом на каждом чертеже одни и те же элементы конструкции обозначены одними и теми же ссылочными позициями, и их подробного описания не приводится.
Сначала со ссылками на фиг. 1 и 2 будет описана камера сгорания газовой турбины, которая является объектом настоящего изобретения. Фиг. 1 представляет собой схематический вид в разрезе, иллюстрирующий один пример конструкции камеры сгорания газовой турбины в соответствии с одним вариантом осуществления настоящего изобретения. На фиг. 1 камера сгорания газовой турбины показана как газотурбинная установка 1, включающая в себя компрессор 3, газовую турбину 8 и генератор 9. На фиг. 2 представлен увеличенный схематический вид, иллюстрирующий один пример горелки 17 на фиг. 1.
Как показано на фиг. 1, газотурбинная установка 1 включает в себя компрессор 3 который забирает воздух 2 из атмосферы и сжимает воздух 2, камеру 7 сгорания, которая смешивает сжатый воздух 4, сжатый в компрессоре 3, с топливом 5, сжигает топливо 5 со сжатым воздухом 4 и вырабатывает высокотемпературный газ 6 сгорания с высоким давлением, газовую турбину 8, которая приводится в движение газом 6 сгорания, вырабатываемым в камере 7 сгорания, и отбирает энергию газа 6 сгорания в качестве мощности вращения, и генератор 9, который вырабатывает электричество, используя мощность вращения газовой турбины 8.
На фиг. 1 – конструкция, которая включает в себя торцевой фланец 10, внешний цилиндр 11, перфорированную пластину 12, пластину 13 с топливными форсунками, топливные форсунки 14 и вкладыш 15, показана в качестве одного примера камеры 7 сгорания. Однако настоящее изобретение не ограничивается камерой сгорания, показанной на фиг. 1, и может применяться к камерам сгорания, имеющим различные конструкции.
Сжатый воздух 4, сжатый компрессором 3, проходит через канал 16 потока, сформированный между внешним цилиндром 11 и вкладышем 15, и поступает в горелку 17. Часть сжатого воздуха 4 поступает во вкладыш 15 в качестве охлаждающего воздуха 18 для охлаждения вкладыша 15.
Топливо 5 проходит через трубопровод 19 подачи топлива со стороны торцевого фланца 10, поступает в пластину 13 с топливными форсунками, проходит через соответствующие топливные форсунки 14 и впрыскивается в перфорированную пластину 12. На входе в отверстия 20 для форсунок в перфорированной пластине 12 со стороны топливных форсунок топливо 5, которое впрыскивается из топливных форсунок 14, и сжатый воздух 4 смешиваются друг с другом, полученная воздушно-топливная смесь 21 из топлива 5 и сжатого воздуха 4 впрыскивается в камеру сгорания 22, и образуется пламя 23.
При этом в камере 7 сгорания в соответствии с настоящим изобретением можно использовать не только природный газ, но также топливо, такое как коксовый газ, отходящий газ нефтепереработки и газ газификации угля.
На фиг. 2 представлен увеличенный схематический вид, иллюстрирующий один пример горелки 17 на фиг. 1. На фиг. 2 показан увеличенный схематический вид верхней половины горелки 17. Горелка 17 включает в себя перфорированную пластину 12, пластину 13 с топливными форсунками и топливные форсунки 14. Центральные оси 40 перфорированной пластины 12 и пластины 13 с топливными форсунками совпадают друг с другом. Торец 30 с верхней по потоку стороны каждой топливной форсунки 14 металлургически соединен с пластиной 13 с топливными форсунками, а участок соединения между верхним по потоку торцом 30 и пластиной 13 с топливными форсунками уплотнен так, чтобы избежать утечки топлива 5.
Торцевой участок 52 каждой топливной форсунки не входит в контакт с соответствующим отверстием 20 для форсунки в перфорированной пластине 12, и поэтому сжатый воздух 4 может свободно проходить в отверстие 20 для форсунки. Как правило, в качестве способа соединения верхних по потоку торцов 30 топливных форсунок 14 и пластины 13 с топливными форсунками используется сварка, пайка и т.д.
Пример 1
Первый вариант осуществления
Ниже со ссылками на фиг. 3 и фиг. 4 приводится описание конструкции и способа изготовления детали горелки в соответствии с первым вариантом осуществления настоящего изобретения. В первом варианте осуществления в качестве одного примера детали горелки описывается перфорированная пластина 12.
Фиг. 3 иллюстрирует один пример одного распределения относительной плотности металлического материала на перфорированной пластине 12 в первом варианте осуществления. Фиг. 3 представляет собой схематический вид, иллюстрирующий один пример участка 54 перфорированной пластины 12, которая показана на фиг. 2. Так как нижняя по потоку торцевая поверхность 50 перфорированной пластины 12 нагревается лучистой теплотой и т.д. пламени 23. область 61, которая находится поблизости от нижней по потоку торцевой поверхности 50 перфорированной пластины 12, достигает высокой температуры. В то же время верхняя по потоку торцевая поверхность 51 перфорированной пластины 12 и внутренняя поверхность 62 каждого отверстия 20 для форсунки охлаждаются сжатым воздухом 4, и поэтому их температура становится ниже температуры нижней по потоку торцевой поверхности 50.
Термическое напряжение создается в области 61 вследствие разницы температур между нижней по потоку торцевой поверхностью 50 и верхней по потоку торцевой поверхностью 51 и разницы температур между нижней по потоку торцевой поверхностью 50 и внутренней поверхностью каждого отверстия 20 для форсунки. Следовательно, область 61 имеет высокую температуру, и в области 61 создается термическое напряжение, и поэтому требуется, чтобы область 61 имела высокую прочность материала. В то же время область 60, которая находится поблизости от верхней по потоку торцевой поверхностью 51 перфорированной пластины 12, имеет низкую температуру и низкое напряжение, и высокой прочности от материала в области 60 не требуется.
Следовательно, в первом варианте осуществления, как показано на фиг. 4, перфорированную пластину 12 изготавливают таким образом, что относительная плотность металлического материала в области 61 перфорированной пластины 12 повышается за счет снижения скорости ламинирования, с которой металлический материал ламинируется в области 61 при трехмерном аддитивном производстве, и, таким образом приоритет отдается прочности материала. В то же время перфорированную пластину 12 также изготавливают таким образом, что скорость ламинирования, с которой металлический материал ламинируется в области 60, повышается, и, таким образом, приоритет отдается времени и стоимости изготовления. В результате появляется возможность реализовать способ изготовления, позволяющий оптимизировать прочность материала и стоимость изготовления для каждого участка перфорированной пластины 12.
Таблица 1 иллюстрирует пример выбора скорости ламинирования для участка с низкой температурой и низким напряжением. В случае, когда скорость ламинирования является низкой (приблизительно 0,1 кг/ч), допустимое напряжение составляет приблизительно 600 МПа. В тоже время в случае высокой скорости ламинирования (приблизительно 0,2 кг/ч) допустимое напряжение снижается по мере снижения относительной плотности металлического материала приблизительно до 400 МПа. Однако приложенное напряжение составляет приблизительно 300 МПа, что ниже допустимого напряжения (приблизительно 400 МПа) при высокой скорости ламинирования. Следовательно, становится возможным изготовление, при котором скорость ламинирования повышается и, таким образом, приоритет отдается времени и стоимости изготовления.

Пример выбора скорости ламинирования для участка с высокой температурой и высоким напряжением иллюстрирует Таблица 2. В случае, когда скорость ламинирования является низкой (приблизительно 0,1 кг/ч), допустимое напряжение составляет приблизительно 500 МПа. В то же время в случае высокой скорости (приблизительно 0,2 кг/ч) допустимое напряжение снижается по мере снижения относительной плотности металлического материала приблизительно до 300 МПа. Так как температура металла составляет приблизительно 600°С, что выше температуры металла на участке с низкой температурой и низким напряжением, составляющей приблизительно 400°С, допустимые напряжения, которые соответствуют высокой и низкой скоростям ламинирования, ниже допустимых напряжений в Таблице 1. Следовательно, при изготовлении необходимо снизить скорость ламинирования и, таким образом, отдать приоритет прочности материала.

Однако каждое соотношение между каждой скоростью ламинирования и каждой характеристикой, которое приведено в Таблице 1 и Таблице 2, является типичным примером, и настоящее изобретение также применимо к примерам, отличным от рассмотренных выше типичных примеров.
Кроме того, в качестве металлического материала, ламинируемого посредством трехмерного аддитивного производства, предполагается использовать высокотемпературный материал, такой как сплав никель(Ni)-хром(Cr) - ион(Fe), который зарегистрирован под названием, например, Inconel 718 (зарегистрированный товарный знак) или т.п., однако настоящее изобретение применимо к широкому диапазону металлических материалов.
Как описано выше, деталь горелки в соответствии с первым вариантом осуществления имеет первый участок (область 61), который используется в первом диапазоне температур (в диапазоне высоких температур) и/или в первом диапазоне напряжений (в диапазоне высоких напряжений), и второй участок (область 60), который используется во втором диапазоне температур (в диапазоне низких температур), который ниже первого диапазона температур (диапазон высоких температур), и/или во втором диапазоне напряжений (в диапазоне низких напряжений), который ниже первого диапазона напряжений (диапазон высоких напряжений). Скорость ламинирования, с которой металлический материал ламинируется на первом участке (в области 61) посредством трехмерного аддитивного производства, ниже скорости ламинирования, с которой металлический материал ламинируется на втором участке (во второй области 60).
При этом относительная плотность металлического материала на первом участке (в области 61) выше относительной плотности металлического материала на втором участке (в области 60).
Таким образом, в камере сгорания газовой турбины, которая включает в себя деталь горелки, формованную посредством трехмерного аддитивного производства, появляется возможность реализовать камеру сгорания газовой турбины, которая включает в себя деталь горелки, прочность материала которой оптимизирована для каждого участка.
Кроме того, в способе изготовления детали горелки посредством трехмерного аддитивного производства способ изготовления детали горелки в соответствии с первым вариантом осуществления включает в себя этапы: (а) ламинирования металлического материала на первом участке, который используется в диапазоне высоких температур и/или высоких напряжений детали горелки, при первой скорости ламинирования и (b) ламинирования металлического материала на втором участке, который используется в диапазоне, который ниже по температуре и/или напряжению диапазона первого участка, при второй скорости ламинирования, которая выше первой скорости ламинирования.
Таким образом, в способе изготовления детали горелки посредством трехмерного аддитивного производства появляется возможность реализовать способ изготовления детали горелки, который позволяет изготавливать деталь горелки, прочность материала которой может быть оптимизирована для каждого участка, за сравнительно короткое время.
Второй вариант осуществления
Описание конструкции и способа изготовления детали горелки в соответствии со вторым вариантом осуществления настоящего изобретения приводится со ссылками на фиг. 5 и фиг. 6. Во втором варианте осуществления точно так же, как и в первом варианте осуществления, в качестве одного примера детали горелки описывается перфорированная пластина 12.
Фиг. 5 иллюстрирует один пример другого распределения относительной плотности металлического материала на перфорированную пластину 12 в соответствии со вторым вариантом осуществления. На фиг. 5 представлен схематический вид, на котором к схематическому виду на фиг. 3 добавлена область 70 перехода скорости ламинирования. В способе изготовления в соответствии с первым вариантом осуществления на фиг. 4 скорости ламинирования области 60 и области 61 переключаются между собой скачкообразно. Однако в случае, когда скачкообразное переключение скоростей ламинирования невозможно вследствие проблем управления устройством изготовления, или в случае, когда в результате скачкообразного переключения скоростей ламинирования снижается прочность материала, в способе изготовления с иллюстрацией на фиг. 6 можно предусмотреть область 70 перехода.
То есть, как показано на фиг. 6, за счет области 70 перехода появляется возможность непрерывного взаимного переключения скоростей ламинирования.
Третий вариант осуществления
Описание конструкции и способа изготовления детали горелки в соответствии с третьим вариантом осуществления настоящего изобретения приводится со ссылками на фиг. 7. В третьем варианте осуществления точно так же, как и в первом варианте осуществления, в качестве одного примера детали горелки описывается перфорированная пластина 12.
Фиг. 7 иллюстрирует один пример еще одного другого распределения относительной плотности металлического материала на участке 80, который примыкает к внутренней поверхности 62 каждого отверстия 20 для форсунки в перфорированной пластине 12, в третьем варианте осуществления. Кроме того, на фиг. 7 представлен схематический вид в разрезе по А-А на фиг. 3 или фиг. 5. Так как внутренняя поверхность 62 каждого отверстия 20 для форсунки охлаждается сжатым воздухом 4, термическое напряжение создается на примыкающем участке 80 внутренней поверхности 62 каждого отверстия 20 для форсунки.
Следовательно, в третьем варианте осуществления перфорированную пластину 12 изготавливают таким образом, что, скорость ламинирования металлического материала на примыкающем участке 80 внутренней поверхности 62 делается ниже скорости ламинирования металлического материала в области 81, где термическое напряжение снижается, и, таким образом, приоритет отдается прочности материала примыкающего участка 80 внутренней поверхности 62. В то же время перфорированную пластину 12 также изготавливают таким образом, что в области 81, где термическое напряжение снижается, скорость ламинирования металлического материала делается выше скорости ламинирования металлического материала на примыкающем участке 80 внутренней поверхности 62, и, таким образом, время изготовления и стоимость сокращаются.
То есть скорость ламинирования металлического материала на примыкающем участке 80 внутренней поверхности 62 отверстия 20 для форсунки, которое сформировано в перфорированной пластине 12, ниже скорости ламинирования металлического материала в области 81, которая расположена за пределами примыкающего участка 80.
Четвертый вариант осуществления
Описание конструкции и способа изготовления детали горелки в соответствии с четвертым вариантом осуществления настоящего изобретения приводится со ссылками на фиг. 8 и фиг. 9. В четвертом варианте осуществления в качестве одного примера детали горелки описывается одна из топливных форсунок 14.
Фиг. 8 иллюстрирует один пример еще одного распределения относительной плотности металлического материала на топливной форсунке 14 в четвертом варианте осуществления. Фиг. 8 представляет собой увеличенный схематический вид, иллюстрирующий один пример участка 55 топливной форсунки 14 на фиг. 2. Топливная форсунка 14 имеет консольную конструкцию, при которой эта топливная форсунка 14 поддерживается на своем основании 53 пластиной 13 с топливными форсунками.
Под действием сжатого воздуха 4, который проходит вокруг топливной форсунки 14, и вибрации пластины 13 с топливными форсунками в топливной форсунке 14 может возникать вибрация. Как правило, вибрационное напряжение является максимальным в основании 53. Кроме того, под действием теплового излучения пламени 23 может повыситься температура на переднем торце 52 топливной форсунки 14.
Следовательно, с учетом вибрационного напряжения и теплового излучения необходимо повысить прочность материала в области 90 и области 92 топливной форсунки 14. В то же время, так как область 91 имеет низкое вибрационное напряжение и низкую температуру, проблем не возникает, даже в случае, когда прочность материала в области 91 является низкой.
Следовательно, в четвертом варианте осуществления, как показано на фиг. 9, топливную форсунку 14 изготавливают таким образом, что скорости ламинирования металлического материала в области 90 и области 92 топливной форсунки 14 снижаются, и, таким образом, приоритет отдается прочности материала. В то же время топливную форсунку 14 также изготавливают таким образом, что в области 91 скорость ламинирования металлического материала повышается и, таким образом, приоритет отдается времени изготовления и стоимости. Таким образом, появляется возможность реализовать способ изготовления, который позволяет оптимизировать прочность материала и стоимость изготовления для каждого участка топливной форсунки 14.
То есть скорости ламинирования металлического материала на участке со стороны основания (в области 90) и участке со стороны переднего торца (в области 92) топливной форсунки 14 ниже скорости ламинирования металлического материала в области 91 между участком со стороны основания (в области 90) и участком со стороны переднего торца (в области 92).
При этом настоящее изобретение не ограничивается рассмотренными выше вариантами осуществления и включает в себя самые различные модификации. Например, рассмотренные выше варианты осуществления были подробно описаны, чтобы помочь в понимании настоящего изобретения, и настоящее изобретение не обязательно ограничивается вариантами, которые включают в себя все конструкции, описанные выше. Кроме того, можно также заменить одну конструкцию в соответствии с одним вариантом осуществления одной конструкцией в соответствии с другим вариантом осуществления. Кроме того, можно также добавить одну конструкцию другого варианта осуществления к одной конструкции одного варианта осуществления. Кроме того, можно добавить/удалить/заменить одну конструкцию в соответствии с каждым вариантом осуществления другой конструкцией в соответствии с каждым вариантом осуществления.
СПИСОК ССЫЛОЧНЫХ ПОЗИЦИЙ
1 - газотурбинная установка,
2 - воздух,
3 - компрессор,
4 - сжатый воздух,
5 - топливо,
6 - газ сгорания,
7 - камера сгорания,
8 - газовая турбина,
9 - генератор,
10 - торцевой фланец,
11 - внешний цилиндр,
12 - перфорированная пластина,
13 - пластина с топливными форсунками,
14 - топливная форсунка,
15 - вкладыш,
16 - канал потока,
17 - горелка,
18 - охлаждающий воздух,
19 - трубопровод подачи топлива,
20 - отверстие для форсунки,
21 - воздушно-топливная смесь,
22 - секция камеры сгорания,
23 - пламя,
30 - верхней по потоку торец (топливной форсунки 14),
40 - центральные оси (перфорированной пластины 12 и пластины 13 с топливными форсунками),
50 - нижняя по потоку торцевая поверхность (перфорированной пластины 12),
51 - верхняя по потоку торцевая поверхность (перфорированной пластины 12),
52 - передний торец (топливной форсунки 14),
53 - основание (топливной форсунки 14),
54 - участок перфорированной пластины 12,
55 - участок топливной форсунки 14,
60 - область (где скорость ламинирования перфорированной пластины 12 высока),
61 - область (где скорость ламинирования перфорированной пластины 12 низка),
62 - внутренняя поверхность (отверстия 20 для форсунки),
70 - область перехода (скорости ламинирования),
80 - участок, который примыкает к внутренней поверхности 62 (отверстия 20 для форсунки),
81 - область (где термическое напряжение уменьшается),
90 - область (где скорость ламинирования топливной форсунки 14 низка),
91 - область (где скорость ламинирования топливной форсунки 14 высока),
92 - область (где скорость ламинирования топливной форсунки 14 низка).
| название | год | авторы | номер документа |
|---|---|---|---|
| КАМЕРА СГОРАНИЯ ГАЗОВОЙ ТУРБИНЫ И СПОСОБ ИЗГОТОВЛЕНИЯ ТОПЛИВНОЙ ФОРСУНКИ | 2021 |
|
RU2766382C1 |
| КАМЕРА СГОРАНИЯ ГАЗОВОЙ ТУРБИНЫ | 2021 |
|
RU2766495C1 |
| ГОРЕЛКА | 2013 |
|
RU2624421C2 |
| Топливная форсунка камеры сгорания газовой турбины и способ ее изготовления, а также камера сгорания газовой турбины | 2017 |
|
RU2665605C9 |
| КАМЕРА СГОРАНИЯ ГАЗОВОЙ ТУРБИНЫ | 2017 |
|
RU2674819C1 |
| ГОРЕЛОЧНОЕ УСТРОЙСТВО И СПОСОБ РАБОТЫ ГОРЕЛОЧНОГО УСТРОЙСТВА | 2014 |
|
RU2665199C2 |
| КАМЕРА СГОРАНИЯ В СБОРЕ ДЛЯ ГАЗОТУРБИННОГО АГРЕГАТА СО СЛОЕМ ТВЕРДОГО ПРИПОЯ БЕЗ УЧАСТКА ЭВТЕКТИЧЕСКОГО СПЛАВА | 2015 |
|
RU2686250C1 |
| ТРУБЧАТЫЙ ИНЖЕКТОР ДЛЯ ВПРЫСКА ТОПЛИВА В КАМЕРУ СГОРАНИЯ ГАЗОВОЙ ТУРБИНЫ | 2015 |
|
RU2693202C2 |
| КАМЕРА СГОРАНИЯ ГАЗОВОЙ ТУРБИНЫ | 2017 |
|
RU2676496C1 |
| УЗЕЛ КАМЕРЫ СГОРАНИЯ, В ЧАСТНОСТИ ДЛЯ ГАЗОВОЙ ТУРБИНЫ | 2013 |
|
RU2573090C2 |




Изобретение относится к камере сгорания газовой турбины. Камера сгорания газовой турбины содержит деталь горелки, которая формована посредством трехмерного аддитивного производства, причем эта деталь горелки включает в себя первый участок, который используется в первом диапазоне температур и/или первом диапазоне напряжений, и второй участок, который используется во втором диапазоне температур, который ниже первого диапазона температур, и/или во втором диапазоне напряжений, который ниже первого диапазона напряжений, при этом скорость ламинирования, с которой металлический материал ламинируется на первом участке посредством трехмерного аддитивного производства, ниже скорости ламинирования, с которой металлический материал ламинируется на втором участке. Деталь горелки представляет собой перфорированную пластину, которая смешивает топливо с воздухом. Первый участок располагается на перфорированной пластине со стороны пламени, а второй участок располагается на перфорированной пластине с противоположной от пламени стороны. Скорость ламинирования, с которой металлический материал ламинируется на первом участке, и скорость ламинирования, с которой металлический материал ламинируется на втором участке, переключаются между собой непрерывно. Изобретение позволяет подавлять образование высокотемпературного пламени и реализовать равномерное горение. 2 н. и 13 з.п. ф-лы, 2 табл., 9 ил.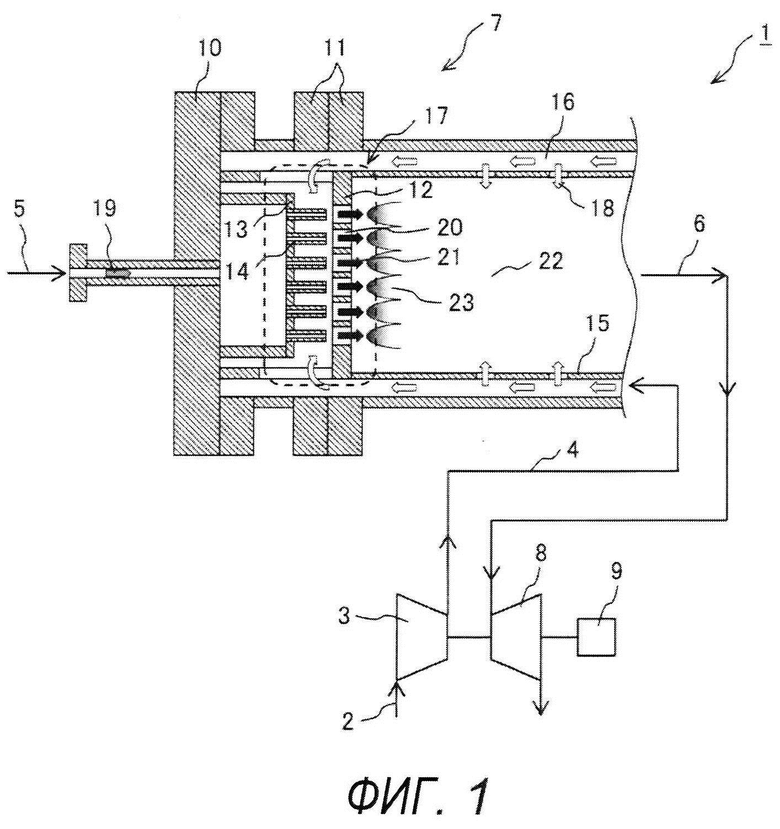
1. Камера сгорания газовой турбины, содержащая деталь горелки, которая формована посредством трехмерного аддитивного производства,
причем эта деталь горелки включает в себя
первый участок, который используется в первом диапазоне температур и/или первом диапазоне напряжений, и
второй участок, который используется во втором диапазоне температур, который ниже первого диапазона температур, и/или во втором диапазоне напряжений, который ниже первого диапазона напряжений, при этом
скорость ламинирования, с которой металлический материал ламинируется на первом участке посредством трехмерного аддитивного производства, ниже скорости ламинирования, с которой металлический материал ламинируется на втором участке.
2. Камера сгорания газовой турбины по п. 1, отличающаяся тем, что
деталь горелки представляет собой перфорированную пластину, которая смешивает топливо с воздухом.
3. Камера сгорания газовой турбины по п. 2, отличающаяся тем, что
первый участок располагается на перфорированной пластине со стороны пламени, а
второй участок располагается на перфорированной пластине с противоположной от пламени стороны.
4. Камера сгорания газовой турбины по п. 1, отличающаяся тем, что
скорость ламинирования, с которой металлический материал ламинируется на первом участке, и скорость ламинирования, с которой металлический материал ламинируется на втором участке, переключаются между собой непрерывно.
5. Камера сгорания газовой турбины по п. 2, отличающаяся тем, что
скорость ламинирования, с которой металлический материал ламинируется на участке, который примыкает к внутренней поверхности отверстия форсунки, которое сформировано в перфорированной пластине, ниже скорости ламинирования, с которой металлический материал ламинируется в области, которая расположена за пределами участка, который примыкает к внутренней поверхности отверстия форсунки.
6. Камера сгорания газовой турбины по п. 1, отличающаяся тем, что
деталь горелки представляет собой топливную форсунку для использования в системе подачи топлива.
7. Камера сгорания газовой турбины по п. 6, отличающаяся тем, что
скорость ламинирования, с которой металлический материал ламинируется на участке со стороны основания и участке со стороны переднего торца топливной форсунки, ниже скорости ламинирования, с которой металлический материал ламинируется в области между участком со стороны основания и участком со стороны переднего торца топливной форсунки.
8. Камера сгорания газовой турбины по п. 1, отличающаяся тем, что
относительная плотность металлического материала на первом участке выше относительной плотности металлического материала на втором участке.
9. Способ изготовления детали горелки посредством трехмерного аддитивного производства, содержащий этапы:
(a) ламинирования металлического материала на первом участке, который используется в диапазоне высоких температур и/или диапазоне высоких напряжений детали горелки, при первой скорости ламинирования; и
(b) ламинирования металлического материала на втором участке, который используется в диапазоне высоких температур и/или диапазоне высоких напряжений, который ниже диапазона температур и/или диапазона напряжений первого участка, при второй скорости ламинирования, которая выше первой скорости ламинирования.
10. Способ изготовления детали горелки по п. 9, отличающийся тем, что
деталь горелки представляет собой перфорированную пластину, которая смешивает топливо с воздухом.
11. Способ изготовления детали горелки по п. 10, отличающийся тем, что
первый участок располагается на перфорированной пластине со стороны пламени, а
второй участок располагается на перфорированной пластине с противоположной от пламени стороны.
12. Способ изготовления детали горелки по п. 9, отличающийся тем, что
первая скорость ламинирования на этапе (а) и вторая скорость ламинирования на этапе (b) переключаются между собой непрерывно.
13. Способ изготовления детали горелки по п. 10, отличающийся тем, что
скорость ламинирования, с которой металлический материал ламинируется на участке, который примыкает к внутренней поверхности отверстия форсунки, которое сформировано в перфорированной пластине, ниже скорости ламинирования, с которой металлический материал ламинируется в области, которая расположена за пределами участка, который примыкает к внутренней поверхности отверстия форсунки.
14. Способ изготовления детали горелки по п. 9, отличающийся тем, что
деталь горелки представляет собой топливную форсунку для применения в системе подачи топлива.
15. Способ изготовления детали горелки по п. 14, отличающийся тем, что
скорость ламинирования, с которой металлический материал ламинируется на участке со стороны основания и участке со стороны переднего торца топливной форсунки, ниже скорости ламинирования, с которой металлический материал ламинируется в области между участком со стороны основания и участком со стороны переднего торца топливной форсунки.
| JP 6535525 B2, 26.06.2019 | |||
| KR 1020180126551 A, 27.11.2018 | |||
| Устройство для закрепления лыж на раме мотоциклов и велосипедов взамен переднего колеса | 1924 |
|
SU2015A1 |
| DE 102015111396 A1, 21.01.2016 | |||
| КАМЕРА СГОРАНИЯ ГАЗОТУРБИННОЙ УСТАНОВКИ С ВЫНОСНЫМИ ЖАРОВЫМИ ТРУБАМИ И МАЛОЭМИССИОННЫМ ГОРЕЛОЧНЫМ УСТРОЙСТВОМ | 2020 |
|
RU2744963C1 |

