ОБЛАСТЬ ИЗОБРЕТЕНИЯ
Настоящее изобретение относится к усовершенствованному блоку твердооксидного топливного элемента на металлической подложке, батареям топливных элементов, сборкам батарей топливных элементов и способам их изготовления.
ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
Технические решения топливных элементов, узлов батарей топливных элементов и систем теплообменника, устройств и способов хорошо известны специалистам в данной области техники и, в частности, включают WO 02/35628, WO 03/07582, WO 2004/089848, WO 2005/078843, WO 2006/079800, WO 2006/106334, WO 2007/085863, WO 2007/110587, WO 2008/001119, WO 2008/003976, WO 2008/015461, WO 2008/053213, WO 2008/104760, WO 2008/132493, WO 2009/090419, WO 2010/020797, WO 2010/061190, WO 2015/004419, WO 2015/136295, WO 2016/124929, WO 2016/124928, WO 2016/128721 и WO 2016/083780. Все указанные здесь публикации и их ссылки включены сюда посредством ссылки во всей их полноте. Определение используемых здесь терминов можно найти, при необходимости, в вышеуказанных публикациях.
Батареи топливных элементов, сборки батарей топливных элементов, блоки топливного элемента, включая слои батареи топливных элементов, и расположение топливных элементов в батарее топливных элементов и слое батареи топливных элементов хорошо известны.
По мере того как увеличивается желательная выходная мощность блоков топливного элемента, имеется потребность в увеличении размера блоков топливного элемента и топливного элемента или топливных элементов внутри них. Однако увеличение размера блоков топливного элемента (например, слоев батареи топливных элементов) может привести к механической нестабильности. Перемещение, в частности изгибание, блоков батареи топливных элементов может привести к механическому повреждению топливного(ых) элемента(ов) в них и снижению эффективности/выходной мощности и срока эксплуатации. Это перемещение/изгибание также может снизить газовое уплотнение вокруг блока топливного элемента/слоя батареи топливных элементов и уменьшить электрическую проводимость, в частности, между отдельным(и) блоком(ами) топливного элемента и теми деталями, с которыми они образуют электрическую цепь.
Эти проблемы возрастают в сборках батарей топливных элементов, содержащих множество блоков топливного элемента в виде слоев батареи топливных элементов. Когда желательно увеличить выходную мощность сборки батареи топливных элементов путем увеличения числа слоев батареи топливных элементов или увеличения размера отдельных слоев батареи топливных элементов, можно столкнуться с проблемами. Эти проблемы могут включать поддержание равномерного сжатия по всей батарее для сохранения газонепроницаемого уплотнения и достижение приемлемого электрического сопротивления между слоями батареи топливных элементов и смежными деталями.
Настоящее изобретение стремится улучшить предшествующий уровень техники.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Согласно первому аспекту настоящего изобретения предложен блок твердооксидного топливного элемента на металлической подложке, содержащий:
а) множество пластин металлической подложки и по меньшей мере две вырубные пластины, причем каждая пластина металлической подложки образует первую и вторую противоположные поверхности, и каждая вырубная пластина образует первую и вторую противоположные поверхности, при этом на упомянутой второй поверхности каждой пластины металлической подложки расположен по меньшей мере один твердооксидный топливный элемент;
b) металлическую прокладку, которая образует первую и вторую противоположные поверхности, причем упомянутая металлическая прокладка содержит внешний периметр и множество внутренних периметров выреза, причем каждый внутренний периметр выреза образует вырез, при этом упомянутая первая поверхность каждой пластины металлической подложки и упомянутая первая поверхность каждой вырубной пластины прикреплены к упомянутой второй поверхности упомянутой металлической прокладки, а каждый внутренний периметр выреза упомянутой металлической прокладки полностью перекрывается пластиной металлической подложки; и
c) металлическую соединительную пластину, которая образует первую и вторую противоположные поверхности, причем упомянутая вторая поверхность упомянутой металлической соединительной пластины герметично прикреплена к упомянутой первой поверхности упомянутой металлической прокладки.
Термины «расположенный на» и «прикрепленный к» используются здесь взаимозаменяемо.
Предпочтительно, блок твердооксидного топливного элемента на металлической подложке является слоем батареи топливных элементов, более предпочтительно – слоем батареи твердооксидных топливных элементов на металлической подложке. Таким образом, множество блоков твердооксидного топливного элемента может быть собрано с образованием батареи твердооксидных топливных элементов.
Предпочтительно, каждая пластина металлической подложки (также называемая «пластиной топливного элемента») содержит по меньшей мере одну пористую область. Предпочтительно, эта по меньшей мере одна пористая область окружена непористой областью. Более предпочтительно, каждая пластина металлической подложки содержит одну пористую область. Более предпочтительно, каждая пластина металлической подложки содержит пористую область, окруженную непористой областью. Более предпочтительно, упомянутая или каждая пористая область представляет собой перфорированную область. Предпочтительно, она содержит (то есть образована) множество(м) перфораций, проходящих от первой поверхности ко второй поверхности (то есть между первой поверхностью и второй поверхностью). Более предпочтительно, перфорации представляют собой просверленные лазером перфорации. Предпочтительно, непористая область каждой пластины металлической подложки прикреплена к металлической прокладке.
Предпочтительно, упомянутая по меньшей мере одна пористая область совпадает с (то есть проходит до или перекрывается) соответствующим внутренним периметром выреза металлической подложки, то есть проходит до границы внутреннего периметра выреза. Это особенно предпочтительно в тех вариантах осуществления, где пластина металлической подложки содержит одну единственную пористую область.
Предпочтительно, каждый твердооксидный топливный элемент, расположенный на пластине металлической подложки, содержит слой анода, нанесенный поверх пористой области металлической подложки (связанный с ней), слой электролита, нанесенный поверх слоя анода (связанный с ним), и слой катода, нанесенный поверх слоя электролита. Более предпочтительно, слой электролита проходит поверх анода с герметичным прикреплением к непористой области пластины металлической подложки, окружающей анод.
Упомянутые по меньшей мере две вырубные пластины и множество пластин металлической подложки, прикрепленных к металлической прокладке, вместе образуют металлическую подложку (также называемую «слоем подложки» или «слоем металлической подложки»), прикрепленную к металлической прокладке. Таким образом, каждый блок топливного элемента содержит металлическую подложку, металлическую прокладку и металлическую соединительную пластину.
Пластины металлической подложки предпочтительно расположены между вырубными пластинами и в одной плоскости с ними. Вырубные пластины предпочтительно имеют в целом прямоугольную форму. Предпочтительно, каждая вырубная пластина содержит по меньшей мере один внутренний периметр («внутренний периметр топливного проема»), образующий топливный проем, т.е. образует по меньшей мере один топливный проем. Более предпочтительно, каждая вырубная пластина образует два топливных проема.
Предпочтительно, пластины металлической подложки и вырубные пластины не соприкасаются друг с другом, то есть не примыкают друг к другу. Таким образом, предпочтительно, вырубная пластина (такая как первая вырубная пластина) не примыкает к и не контактирует со смежной пластиной металлической подложки (такой как первая пластина металлической подложки). Таким образом, предпочтительно, смежные пластины металлической подложки не примыкают друг к другу и не контактируют друг с другом. Таким образом, предпочтительно, вторая вырубная пластина не примыкает к смежной, второй пластине металлической подложки или не контактирует с ней.
Наличие вырубных пластин и пластин металлической подложки, прикрепленных к металлической прокладке, и отсутствие их примыкания или контакта друг с другом позволяет образовываться между ними «зазору на допуск» и обеспечивает изменчивость позиционирования деталей во время производственного процесса. Это обеспечивает значительное техническое преимущество с точки зрения производственного процесса и может, например, способствовать увеличению скорости производственного процесса, снижению стоимости, повышению надежности блока топливного элемента и/или увеличению срока службы блока топливного элемента.
Предпочтительно, вырубные пластины представляют собой металлические вырубные пластины. Более предпочтительно, вырубные пластины изготовлены из того же металла, что и пластины металлической подложки. Предпочтительно, вырубные пластины имеют толщину, равную толщине пластин металлической подложки.
Предпочтительно, металлическая прокладка содержит по меньшей мере два внутренних периметра, каждый из которых образует топливный проем. Более предпочтительно, каждая металлическая прокладка образует два топливных проема на первом конце (предпочтительно, конце впуска топлива) и два топливных проема на втором конце (предпочтительно, конце выпуска топлива). Внутренние периметры, образующие вырезы, могут рассматриваться как первый набор внутренних периметров, а внутренние периметры, образующие топливные проемы, могут рассматриваться как второй набор внутренних периметров.
Каждая пластина металлической подложки прикреплена, полностью перекрывая внутренний периметр, образующий вырез, т.е. на вырезе и поверх выреза. Таким образом, каждая пластина металлической подложки покрывает вырез. Каждая пластина металлической подложки прикреплена к металлической прокладке между внутренним периметром по меньшей мере одного выреза, образующим вырез, и внешним периметром металлической прокладки. Более предпочтительно, каждая пластина металлической подложки прикреплена к металлической прокладке между внутренним периметром выреза (т.е. одного из упомянутых внутренних периметров выреза), образующим вырез, и внешним периметром металлической прокладки.
Предпочтительно, упомянутые по меньшей мере две вырубные пластины и множество пластин металлической подложки прикреплены к металлической прокладке сваркой. Более предпочтительно, они прикреплены к металлической прокладке прямошовной сваркой.
Предпочтительно, каждая пластина металлической подложки прикреплена к металлической прокладке между по меньшей мере одним внутренним периметром выреза, образующим вырез, и внешним периметром металлической прокладки. Более предпочтительно, каждая пластина металлической подложки прикреплена к металлической прокладке между внутренним периметром выреза (т.е. одного из упомянутых внутренних периметров выреза), образующим вырез, и внешним периметром металлической прокладки.
Предпочтительно, металлическая соединительная пластина герметично прикреплена к металлической прокладке сваркой.
Предпочтительно, металлическая соединительная пластина герметично прикреплена к металлической прокладке по линии, расположенной между (a) внешним периметром металлической прокладки и (b) множеством внутренних периметров вырезов металлической прокладки. Предпочтительно, эта линия проксимальна внешнему периметру металлической прокладки. Более предпочтительно, эта линия смежна с внешним периметром металлической прокладки. Более предпочтительно, эта линия находится в пределах 10 мм, более предпочтительно в пределах 5 мм, более предпочтительно в пределах 4 мм, более предпочтительно в пределах 3 мм, более предпочтительно в пределах 2 мм, от внешнего периметра металлической прокладки.
Более предпочтительно, сварные швы, прикрепляющие упомянутые по меньшей мере две вырубные пластины и множество пластин металлической подложки к металлической прокладке, и сварной шов, герметично прикрепляющий металлическую соединительную пластину к металлической прокладке, не перекрываются.
Предпочтительно, первая поверхность каждой пластины металлической подложки и первая поверхность каждой вырубной пластины расположены на и прикреплены ко второй поверхности металлической прокладки.
Предпочтительно, вторая поверхность металлической соединительной пластины расположена на и герметично прикреплена к первой поверхности металлической прокладки.
Предпочтительно, имеется всего две вырубные пластины.
Предпочтительно, металлическая соединительная пластина содержит множество углублений, выходящих наружу из первой поверхности, от второй поверхности.
Предпочтительно, металлическая соединительная пластина содержит:
множество углублений, выходящих наружу из первой поверхности, от второй поверхности, и
множество углублений, проходящих от первой поверхности, наружу из второй поверхности.
Предпочтительно, эти углубления чередуются.
В некоторых вариантах осуществления блок топливного элемента содержит по меньшей мере одну объединенную пластину металлической подложки, причем каждая объединенная пластина металлической подложки содержит (объединенную) вырубную пластину и по меньшей мере одну пластину металлической подложки. Таким образом, пластина-основа и по меньшей мере одна пластина металлической подложки прикреплены друг к другу, образуя единую деталь (объединенную пластину металлической подложки), или же с самого начала выполнены заодно, как единая деталь, до того как объединенная пластина металлической подложки будет прикреплена к металлической прокладке. Более предпочтительно, блок топливного элемента содержит две объединенные пластины металлической подложки. Более предпочтительно, блок топливного элемента содержит объединенную пластину металлической подложки, по меньшей мере одну пластину металлической подложки и вырубную пластину. Как вариант, блок топливного элемента содержит две объединенные пластины металлической подложки и по меньшей мере одну пластину металлической подложки.
В вариантах осуществления, включающих по меньшей мере одну объединенную пластину металлической подложки, объединенная пластина металлической подложки предпочтительно не примыкает к и не контактирует со смежной пластиной металлической подложки или объединенной пластиной металлической подложки.
Как и выполнение пластин металлической подложки в последовательном расположении 2×1 (линейный ряд) между вырубными пластинами, также могут быть предусмотрены другие компоновки и количества пластин металлической подложки. Например, пластины металлической подложки могут быть расположены в компоновке 1×2 (параллельно) между вырубными пластинами. Как вариант, пластины металлической подложки могут быть расположены в компоновке 2×2, 3×2 или 4×2, и одни и те же вырубные пластины могут использоваться с этими различными компоновками. Аналогично, блоки топливного элемента могут быть снабжены пластинами металлической подложки в компоновках 2×3, 3×3 или 4×3 с использованием одинаковых вырубных пластин. Вырубные пластины выполнены с подходящими размерами. Другие компоновки будут легко очевидны.
Использование множества пластин металлической подложки позволяет модульно комбинировать пластины металлической подложки с получением диапазона размеров блока топливного элемента и диапазона выходной мощности по желанию, включая, например, больший размер блока топливного элемента и, следовательно, большую выходную мощность. Прикрепление пластин металлической подложки к металлической прокладке также может снизить вероятность изгиба топливных элементов в блоке топливного элемента, а поэтому уменьшается риск снижения электропроводности и снижения герметичности для газов, которые могут возникнуть при изгибе топливного элемента. Использование пластин металлической подложки также означает, что некая данная пластина металлической подложки может быть изготовлена и использована в ряде различных изделий с блоком топливного элемента. Таким образом, например, ее можно использовать в блоке топливного элемента, который содержит только две пластины металлической подложки. Как вариант, ее можно использовать в более крупном блоке топливного элемента, таком как блок, имеющий 4, 6, 8, 9, 10 или 12 пластин металлической подложки. Это может способствовать снижению стоимости и увеличению скорости, качества и надежности изготовления пластины металлической подложки (и ее топливного элемента).
В различных вариантах осуществления предусмотрены две вырубные пластины, расположенные (при прикреплении к металлической прокладке) по одной на каждом конце металлической подложки, то есть одна на первом конце металлической подложки, а другая – на втором конце металлической подложки. В других вариантах осуществления вырубные пластины могут быть разделены на первую и вторую части, то есть первую часть вырубной пластины и вторую часть вырубной пластины. Таким образом, первая вырубная пластина может содержать первую часть вырубной пластины и вторую часть вырубной пластины. Аналогично, вторая вырубная пластина может содержать первую часть вырубной пластины и вторую часть вырубной пластины, причем каждая часть вырубной пластины прикреплена к металлической прокладке.
Блок топливного элемента имеет внутренний топливный коллектор. Когда множество блоков топливного элемента собраны в батарею, между (a) первой поверхностью 21 металлической соединительной пластины первого блока топливного элемента и (b) вторыми поверхностями упомянутых по меньшей мере двух вырубных пластин и множества пластин металлической подложки смежного второго блока топливного элемента образуется проход для потока окислителя (воздуха) с открытым коллектором. Предпочтительно, металлическая соединительная пластина содержит множество углублений, выходящих наружу из первой поверхности, от второй поверхности. Предпочтительно, выходящие наружу углубления соединительной пластины первого блока топливного элемента примыкают к слою катода топливных элементов соседнего второго блока топливного элемента и действуют в качестве токоотвода.
Вышеуказанные необязательные и предпочтительные признаки в равной степени применимы к другим аспектам настоящего изобретения, подробно описанным ниже.
В соответствии с настоящим изобретением также предложена батарея твердооксидных топливных элементов, содержащая множество блоков твердооксидного топливного элемента на металлической подложке в соответствии с настоящим изобретением.
В соответствии с настоящим изобретением также предложена сборка батареи твердооксидных топливных элементов, содержащая: пластину-основу, концевую пластину, батарею твердооксидных топливных элементов в соответствии с настоящим изобретением и рубашку, прикрепленную к пластине-основе и концевой пластине и образующую объем между рубашкой, пластиной-основой и концевой пластиной, внутри которого содержится батарея топливных элементов.
Согласно настоящему изобретению также предложен способ сборки блока твердооксидного топливного элемента на металлической подложке, причем блок твердооксидного топливного элемента на металлической подложке содержит:
a) множество пластин металлической подложки и по меньшей мере две вырубные пластины, причем каждая пластина металлической подложки образует первую и вторую противоположные поверхности, и каждая вырубная пластина образует первую и вторую противоположные поверхности, при этом на второй поверхности каждой пластины металлической подложки расположен по меньшей мере один твердооксидный топливный элемент;
b) металлическую прокладку, которая образует первую и вторую противоположные поверхности, причем металлическая прокладка содержит внешний периметр и множество внутренних периметров выреза, причем каждый внутренний периметр выреза образует вырез; и
c) металлическую соединительную пластину, которая образует первую и вторую противоположные поверхности;
при этом упомянутый способ сборки включает этапы, на которых:
(i) прикрепляют первую поверхность каждой пластины металлической подложки и первую поверхность каждой вырубной пластины ко второй поверхности металлической прокладки, при этом каждый внутренний периметр выреза металлической прокладки полностью перекрывается пластиной металлической подложки; и
(ii) герметично прикрепляют упомянутую вторую поверхность металлической соединительной пластины к первой поверхности упомянутой металлической прокладки,
Предпочтительно, этап (i) включает прижимание металлической прокладки к упомянутым по меньшей мере двум вырубным пластинам и множеству пластин металлической подложки и прикрепление металлической прокладки к упомянутым по меньшей мере двум вырубным пластинам и множеству пластин металлической подложки.
Предпочтительно, этап (ii) включает прижимание металлической соединительной пластины к металлической прокладке и прикрепление металлической соединительной пластины к металлической прокладке.
Предпочтительно, по меньшей мере один из этапа (i) и этапа (ii) включает прикрепление сваркой. Более предпочтительно, оба этапа (i) и (ii) включают прикрепление сваркой.
Предпочтительно, упомянутое множество пластин металлической подложки и множество вырубных пластин совмещают с металлической прокладкой и совмещают с металлической соединительной пластиной.
Предпочтительно, используют установочные средства (также называемые средствами позиционирования) для задания местоположения различных деталей в процессе сборки. Подходящие установочные средства включают базовые кромки, фиксированные штыри и подпружиненные штыри. Другие установочные средства будут очевидны специалисту в данной области.
Предпочтительно, блок твердооксидного топливного элемента собирают путем прикрепления пластин металлической подложки и вырубных пластин к металлической прокладке так, чтобы каждая пластина металлической подложки была прикреплена поверх выреза в металлической прокладке. Упомянутые по меньшей мере две вырубные пластины и множество пластин металлической подложки и металлическую прокладку предпочтительно зажимают вместе с использованием первой зажимной пластины. Предпочтительно, упомянутые по меньшей мере две вырубные пластины и множество пластин металлической подложки располагают на пластине-основе, а поверх их располагают пластину металлической прокладки. Предпочтительно, поверх металлической прокладки располагают первую зажимную пластину. Более предпочтительно, зажимное средство зажимает упомянутые по меньшей мере две вырубные пластины и множество пластин металлической подложки и металлическую прокладку между пластиной-основой и первой зажимной пластиной. Более предпочтительно, первая зажимная пластина образует сварочные пазы, через которые вырубные пластины и пластины металлической подложки приваривают к металлической прокладке.
Предпочтительно, металлическую соединительную пластину прикрепляют к металлической прокладке сваркой. Предпочтительно, металлическую соединительную пластину размещают поверх металлической прокладки, к которой были уже прикреплены пластины металлической подложки и вырубные пластины. Предпочтительно, поверх металлической соединительной пластины располагают вторую зажимную пластину. Более предпочтительно, зажимное средство зажимает упомянутые по меньшей мере две вырубные пластины и множество пластин металлической подложки, металлическую прокладку и металлическую соединительную пластину между пластиной-основой и второй зажимной пластиной. Предпочтительно, вторая зажимная пластина образует отверстие. Более предпочтительно, металлическую соединительную пластину приваривают к металлической подложке через это отверстие. Предпочтительно, сварка происходит между внешними периметрами металлической подложки и металлической соединительной пластины и внутренними периметрами металлической прокладки. Более предпочтительно, сварка проходит через металлическую соединительную пластину, металлическую прокладку и насквозь до упомянутых по меньшей мере двух вырубных пластин и множества пластин металлической подложки.
Упомянутые по меньшей мере две вырубные пластины и множество пластин металлической подложки, прикрепленные к металлической прокладке, вместе образуют металлическую подложку.
Предпочтительно, упомянутые по меньшей мере две вырубные пластины, множество пластин металлической подложки, металлическую прокладку и металлическую соединительную пластину совмещают при сборке посредством базовой кромки.
Далее приведено раскрытие настоящего изобретения, поясняющее его сущность специалисту в данной области техники. Теперь обратимся подробнее к вариантам осуществления изобретения, один или более примеров которых изложены ниже. Каждый пример представлен для объяснения изобретения, а не для ограничения изобретения.
На фигурах:
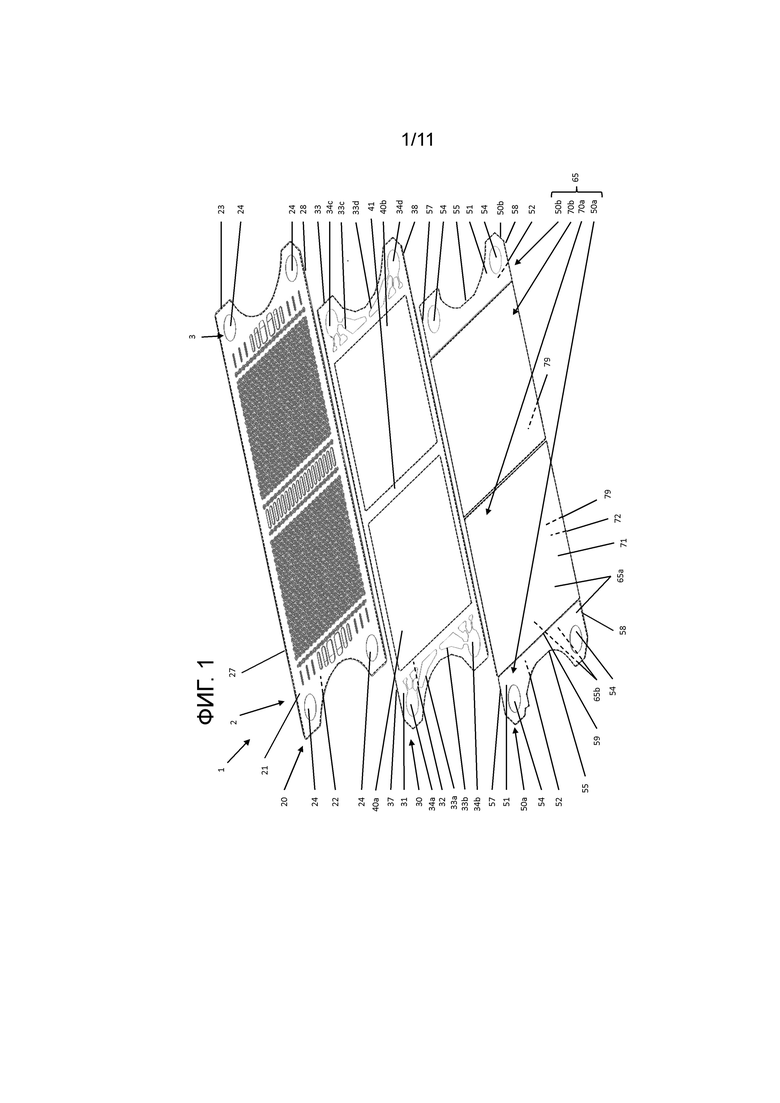
фигура 1 показывает вид в перспективе с пространственным разделением деталей блока топливного элемента по варианту 1;
фигура 2 показывает вид сверху деталей металлической подложки, расположенных на монтажной плите;
фигура 3 показывает вид сверху металлической прокладки, расположенной поверх деталей металлической подложки по фигуре 2;
фигура 4 показывает вид сверху первой зажимной пластины, расположенной сверху металлической прокладки по фигуре 3 для целей сварки;
фигура 5 показывает вид сверху металлической прокладки по фигуре 3 после сварки и снятия первого зажимного средства;
фигура 6 показывает вид сверху металлической соединительной пластины, расположенной сверху металлической прокладки по фигуре 5;
фигура 7 показывает вид сверху второй зажимной пластины, расположенной сверху металлической соединительной пластины по фигуре 6 для целей сварки;
фигура 8 показывает вид сверху металлической соединительной пластины по фигуре 6 после сварки и снятия второго зажимного средства и удаления с монтажной плиты;
фигура 9 показывает сечение пластины металлической подложки;
фигура 10 показывает вид в перспективе с пространственным разделением деталей блока топливного элемента по варианту 2;
фигура 11 показывает составные части блока топливного элемента по варианту 4.
Список использованных здесь ссылочных обозначений приведен в конце конкретных вариантов осуществления. Повторное использование ссылочных символов в настоящем описании и на чертежах предназначено для представления одинаковых или аналогичных признаков или конструктивных элементов.
Специалистам в данной области техники будет очевидно, что в настоящее изобретение можно внести различные модификации и изменения, не выходя за пределы объема прилагаемой формулы изобретения. Например, признаки, описанные как часть одного варианта осуществления, могут использоваться в другом варианте осуществления для получения еще одного варианта осуществления. Таким образом, предполагается, что настоящее изобретение охватывает такие модификации и вариации, которые подпадают под объем прилагаемой формулы изобретения и ее эквивалентов.
Другие объекты, признаки и аспекты настоящего изобретения раскрыты в остальной части описания. Специалисту в данной области техники должно быть понятно, что настоящее обсуждение представляет собой описание только примерных вариантов осуществления и не предназначено для ограничения более широких аспектов настоящего изобретения, причем более широкие аспекты воплощены в примерных конструкциях.
Вариант 1
Изготовление блока 1 твердооксидного топливного элемента на металлической подложке показано на фигурах. Блок 1 твердооксидного топливного элемента на металлической подложке предназначен для применения в качестве слоя батареи твердооксидных топливных элементов.
В этом варианте осуществления изготавливают блок 1 твердооксидного топливного элемента на металлической подложке, содержащий металлическую подложку 65 (также называемую «слоем подложки» или «слоем металлической подложки»), металлическую прокладку 30 и металлическую соединительную пластину 20 (т.е. межсоединение).
Каждая из пластин 70a и 70b металлической подложки содержит пористую область 78, образованную просверленными лазером перфорациями 78a, проходящими между первой поверхностью 71 и второй поверхностью 72. Топливный элемент 79 расположен поверх пористой области 78 на второй поверхности 72 пластин 70a и 70b металлической подложки и содержит слой анода, нанесенный поверх пористой области 78 (связанный с нею) пластин 70a, 70b металлической подложки, слой электролита, нанесенный поверх слоя анода (связанный с ним), и слой катода, нанесенный поверх слоя электролита. Пористая область 78 окружена непористой областью 78b.
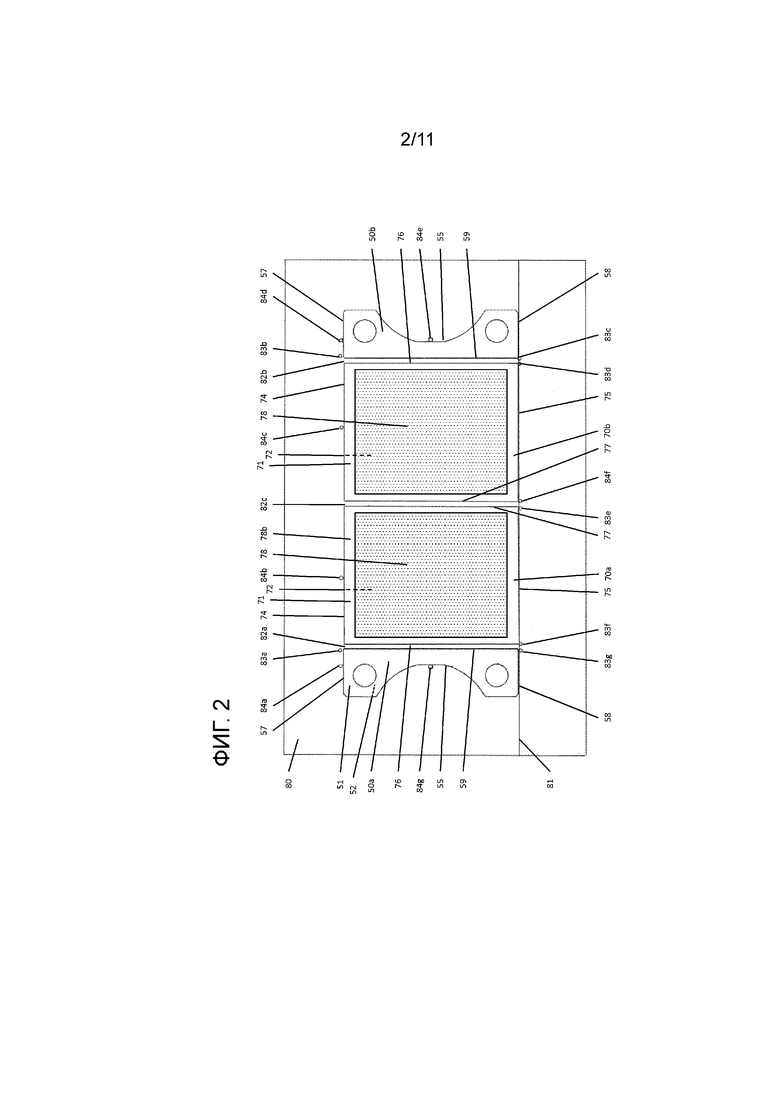
Как показано на фигуре 2, монтажная плита 80 содержит фиксированные штыри 83a, 83b, 83c, 83d, 83e, 83f, 83g и подпружиненные штыри 84a, 84b, 84c, 84d, 84e, 84f, 84g. Монтажная плита 80 также образует (содержит) базовую кромку 81.
Пластины 70а и 70b металлической подложки и вырубные пластины 50a и 50b выставляют на монтажной плите 80, и выставление достигается за счет фиксированных штырей 83a, 83b, 83c, 83d, 83e, 83f, 83g, подпружиненных штырей 84a, 84b, 84c, 84d, 84e, 84f, 84g и базовой кромки 81.
Вторую поверхность 52 вырубной пластины 50а располагают на монтажной плите 80 (т.е. она контактирует с ней/опирается на нее). Второй край 58 вырубной пластины 50а выставляют по базовой кромке 81 с помощью фиксированного штыря 83g, а первый край 57 вырубной пластины 50а выставляют по фиксированному штырю 83a и подпружиненному штырю 84a. Изогнутый край 55 вырубной пластины 50a совмещают с подпружиненным штифтом 84g.
Вторую поверхность 52 вырубной пластины 50b располагают на монтажной плите 80 (т.е. она контактирует с ней/опирается на нее). Второй край 58 вырубной пластины 50b выставляют по базовой кромке 81 с помощью фиксированного штыря 83c, а первый край 57 вырубной пластины 50b выставляют по фиксированному штырю 83b и подпружиненному штырю 84d. Изогнутый край 55 вырубной пластины 50b совмещают с подпружиненным штырем 84е.
Вторую поверхность 72 пластины 70а металлической подложки располагают на плите 80 (т.е. она контактирует с ней/опирается на нее).
Пластины 70a и 70b металлической подложки располагают на монтажной плите 80 между вырубными пластинами 50a и 50b. Вторую короткую сторону 75 пластины 70а металлической подложки выставляют по базовой кромке 81 с помощью фиксированных штырей 83f и 83e. Первую короткую сторону 74 пластины 70а металлической подложки выставляют с помощью подпружиненного штыря 84b.
Вторую короткую сторону 75 пластины 70b металлической подложки выставляют по базовой кромке 81 с помощью фиксированного штыря 83d и подпружиненного штыря 84f. Первую короткую сторону 74 пластины 70b металлической подложки выставляют с помощью подпружиненного штыря 84c.
Наружную длинную сторону 76 пластины 70а металлической подложки выставляют параллельно внутреннему краю 59 вырубной пластины 50а, образуя зазор 82а на допуск между пластиной 70а металлической подложки и вырубной пластиной 50а.
Наружную длинную сторону 76 пластины 70b металлической подложки выставляют параллельно внутреннему краю 59 вырубной пластины 50b, образуя зазор 82b на допуск между пластиной 70b металлической подложки и вырубной пластиной 50b.
Между внутренней длинной стороной 77 пластины 70a металлической подложки и внутренней длинной стороной 77 пластины 70b металлической подложки образуется зазор 82c на допуск.
Как показано на фигуре 3, затем помещают металлическую прокладку 30 сверху на вырубную пластину 50а, пластину 70а металлической подложки, пластину 70b металлическую подложку и вырубную пластину 50b.
Вторую поверхность 32 металлической прокладки 30 располагается на (т.е. контактирует с/опирается на) первой поверхности 51 вырубной пластины 50a, первой поверхности 71 пластины 70а металлической подложки, первой поверхности 71 пластины 70b металлической подложки и первой поверхности 51 вырубной пластины 50b.
Металлическую прокладку 30 совмещают с вырубной пластиной 50а, пластиной 70a металлической подложки, пластиной 70b металлической подложки и вырубной пластиной 50b с помощью фиксированного штыря 83е, подпружиненных штырей 84a, 84d, 84e, 84f и 84g и базовой кромки 81.
Второй длинный край 38 металлической прокладки 30 совмещают с базовой кромкой 81 и вторым краем 58 вырубных пластин 50a и 50b и вторыми короткими сторонами 75 пластин 70a и 70b металлической подложки, используя фиксированный штырь 83e и подпружиненный штырь 84f. Первый длинный край 37 металлической прокладки 30 совмещают с первыми краями 57 вырубных пластин 50a и 50b и первыми короткими сторонами 74 пластин 70a и 70b металлической подложки, используя подпружиненные штыри 84a и 84d.
Внешние периметры вырубной пластины 50а, пластины 70а металлической подложки, пластины 70b металлической подложки и вырубной пластины 50b не выходят за пределы внешнего периметра 33 металлической прокладки 30.
Металлическая прокладка 30 содержит внутренние периметры 39a и 39b выреза, причем каждый внутренний периметр образует соответствующий вырез 40a и 40b и поперечину 41 между ними. Пластины 70a и 70b металлической подложки полностью перекрывают внутренние периметры 39a и 39b металлической прокладки 30, т.е. пластины 70a и 70b металлической подложки полностью закрывают вырезы 40a и 40b.
Металлическая прокладка 30 также содержит множество внутренних периметров 33а, 33b впуска топлива и внутренних периметров 33с, 33d выпуска топлива, образующих топливные проемы 34а, 34b, 34с и 34d. Каждый топливный проем содержит ряд областей – область 44а топливопровода, область 44b топливной горловины и область 44с распределяющего топливо канала.
Как показано на фигуре 4, затем помещают первую зажимную пластину 90 сверху металлической прокладки 30, то есть она контактирует с/упирается в первую поверхность 31 металлической прокладки 30.
Первая зажимная пластина 90 образует отверстия 92а и 92b. Подпружиненный штырь 84h выступает через отверстие 92a, а фиксированный штырь 83e выступает через отверстие 92b, позволяя совместить первую зажимную пластину 90 с металлической прокладкой 30 (и, следовательно, также с вырубной пластиной 50a, пластиной 70a металлической подложки, пластиной 70b металлической подложки и вырубной пластиной 50b).
Зажимное средство (не показано) зажимает первую зажимную пластину 90 и монтажную плиту 80, т.е. зажимает металлическую прокладку 30, вырубную пластину 50a, пластину 70a металлической подложки, пластину 70b металлической подложки и вырубную пластину 50b.
Первая прижимная пластина также образует сварные пазы 91a, 91b и 91c.
Сварочные средства (не показаны) используют для создания прямолинейного сварного шва 100а между металлической прокладкой 30 и вырубной пластиной 50а, прямолинейных сварных швов 100b и 100с между металлической прокладкой 30 и пластиной 70а металлической подложки, прямолинейных сварных швов 100d и 100е между металлической прокладкой 30 и пластиной 70b металлической подложки и прямолинейного сварного шва 100f между металлической прокладкой 30 и вырубной пластиной 50b.
Непористая область 78b пластин 70a, 70b металлической подложки прикреплена к металлической прокладке 30.
Вырубная пластина 50a, пластина 70а металлической подложки, пластина 70b металлической подложки и вырубная пластина 50b, прикрепленные к металлической прокладке 30, образуют/составляют металлическую подложку 65, т.е. металлическую подложку 65, прикрепленную к металлической прокладке 30.
Затем сначала снимают первую зажимную пластину 90, как показано на фигуре 5 (фиксированный штырь 83e и подпружиненные штыри 84a, 84d и 84f не показаны).
Как показано на фигуре 6, затем помещают металлическую соединительную пластину 20 сверху металлической прокладки 30.
Вторую поверхность 22 металлической соединительной пластины 20 располагают на первой поверхности 31 металлической прокладки 30 (т.е. она контактирует с ней/опирается на нее).
Металлическую соединительную пластину 20 совмещают с металлической прокладкой 30 (и, следовательно, также с вырубной пластиной 50а, пластиной 70а металлической подложки, пластиной 70b металлической подложки и вырубной пластиной 50b) фиксированным штырем 83е, подпружиненными штырями 84a, 84d и 84f и базовой кромкой 81. Подпружиненные штыри 84a и 84d упираются в первый край 27 металлической соединительной пластины 20. Второй край 28 металлической соединительной пластины 20 упирается в базовую кромку 81, фиксированный штырь 83e и подпружиненный штырь 84f.
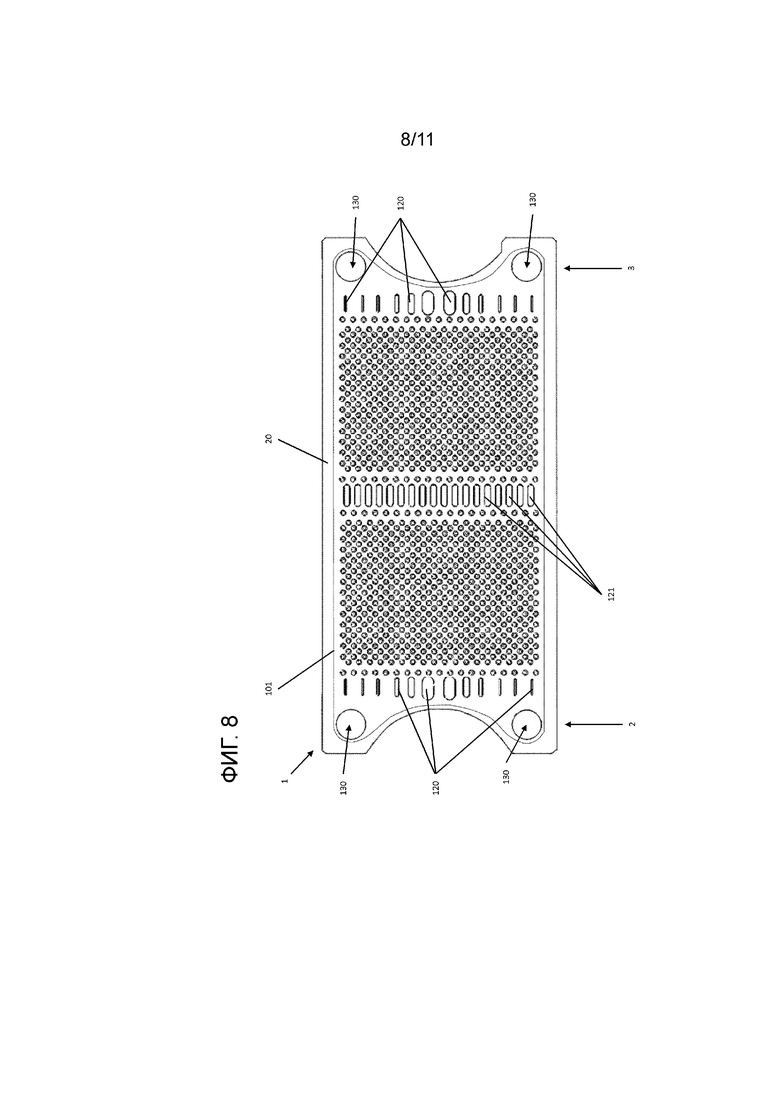
Металлическая соединительная пластина 20 содержит множество углублений 110 и удлиненных мостиковых углублений 120, 121, которые выходят наружу из первой поверхности 21, то есть от второй поверхности 22 и от металлической прокладки 30 и металлической подложки 65, прикрепленной к металлической прокладке 30.
Углубления 110 сформированы в ряде областей, включая области, соответствующие местоположению топливных элементов 79 на пластинах 70а, 70b металлической подложки, так что в компоновке батареи топливных элементов, содержащей множество блоков 1 топливного элемента в виде стопки («стека»), углубления 110 первого блока 1 топливного элемента контактируют с топливными элементами 79 смежного блока 1 топливного элемента, с которыми он уложен в стопку. Таким образом, углубления 110 образуют электрическое соединение с внешней (катодной) поверхностью топливных элементов 79, при этом электрический ток течет от первой поверхности 21 металлической соединительной пластины 20 к слою катода смежного топливного элемента/смежных топливных элементов 79 смежного блока 1 топливного элемента.
Как более подробно описано позже, удлиненные мостиковые углубления 120, 121 действуют как мостики для потока текучей среды между отдельными зонами/областями/объемами конечного блока 1 топливного элемента.
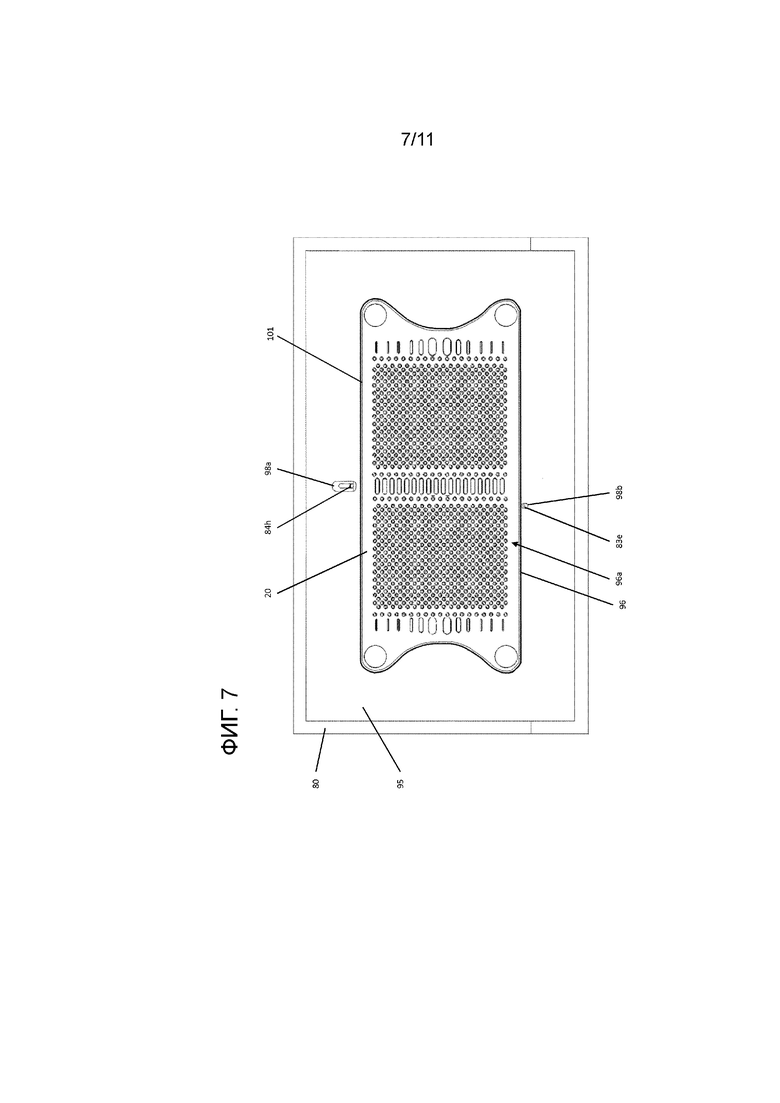
Как показано на фигуре 7, затем помещают вторую зажимную пластину 95 сверху металлической соединительной пластины 20, то есть она контактирует с/опирается на первую поверхность 21 металлической соединительной пластины 20.
Вторая зажимная пластина 95 образует отверстия 98а и 98b. Подпружиненный штырь 84h выступает через отверстие 98a, а фиксированный штырь 83e выступает через отверстие 98b, позволяя совместить вторую зажимную пластину 95 с металлической соединительной пластиной 20 (и, следовательно, также с металлической прокладкой 30, вырубной пластиной 50a, пластиной 70a металлической подложки, пластиной 70b металлической подложки и вырубной пластиной 50b).
Вторая зажимная пластина 95 содержит внутренний периметр 96, который образует отверстие 96а.
Зажимное средство (не показано) зажимает вторую зажимную пластину 95 и монтажную плиту 80, т.е. зажимает металлическую соединительную пластину 20, металлическую прокладку 30, вырубную пластину 50a, пластину 70а металлической подложки, пластину 70b металлической подложки и вырубную пластину 50b.
Сварочное средство (не показано) используют для создания непрерывного сварного шва 101 по периметру между металлической соединительной пластиной 20, металлической прокладкой 30 и вырубной пластиной 50а, пластиной 70а металлической подложки, пластиной 70b металлической подложки и вырубной пластиной 50b.
Затем снимают вторую зажимную пластину 95, и законченный блок 1 твердооксидного топливного элемента на металлической подложке удаляют с монтажной плиты 80.
В законченном блоке 1 твердооксидного топливного элемента на металлической подложке топливопроводы 130 образованы топливными проемами 24, областями 44а топливопровода топливных проемов 34а-d, которые все совмещены друг с другом. Топливопроводы 130 проходят между первой поверхностью 21 металлической соединительной пластины 20 и второй поверхностью 52 вырубных пластин 50a, 50b.
На первом конце 2 блока 1 топливного элемента (см., например, фигуру 3) образованы первые объемы (объемы 35а проема впуска топлива) между первой поверхностью 51 вырубной пластины 50а, внутренними периметрами 33а, 33b впуска топлива металлической прокладки 30 и второй поверхностью 22 металлической соединительной пластины 20.
Второй объем (объем 35b выреза) образован между первой поверхностью 71 пластины 70а металлической подложки, внутренним периметром 39а выреза металлической прокладки 30 и второй поверхностью 22 металлической соединительной пластины 20.
Третий объем (объем 35b выреза) образован между первой поверхностью 71 пластины 70b металлической подложки, внутренним периметром 39b выреза металлической прокладки 30 и второй поверхностью 22 металлической соединительной пластины 20.
На втором конце 3 блока 1 топливного элемента образованы четвертые объемы (объемы 35c проема выпуска топлива) между первой поверхностью 51 вырубной пластины 50b, внутренними периметрами 33c и 33d выпуска топлива металлической прокладки 30 и второй поверхностью 22 металлической соединительной пластины 20.
На первом конце 2 блока 1 топливного элемента удлиненные углубления 120 служат для образования прохода потока текучей среды между первыми и вторым объемами, то есть действуют как мостики для потока текучей среды между первыми и вторым объемами. Мостики для потока текучей среды представляют собой объемы между удлиненными углублениями 120 и металлической прокладкой 30.
Удлиненные углубления 121 служат для образования прохода потока текучей среды между вторым и третьим объемами (т.е. между объемами 35b смежных вырезов). Мостики для потока текучей среды представляют собой объемы между удлиненными углублениями 121 и металлической прокладкой 30.
На втором конце 3 блока 1 топливного элемента удлиненные углубления 120 служат для образования прохода потока текучей среды между третьим и четвертыми объемами, то есть действуют как мостики для потока текучей среды между первыми и вторым объемами. Мостики для потока текучей среды представляют собой объемы между удлиненными углублениями 120 и металлической прокладкой 30.
Таким образом, образуется путь потока текучей среды (используя объемы 35а проема впуска топлива, объемы 35b выреза, объемы 35с проема выпуска топлива и мостики для потока текучей среды) из:
(1) областей 44а топливопровода топливных проемов 34а, 34b в
(2) области 44b топливной горловины топливных проемов 34а, 34b в
(3) области 44с распределяющих топливо каналов топливных проемов 34а, 34b, в
(4) удлиненные углубления 120 на первом конце 2 блока 1 топливного элемента, во
(5) второй объем, образованный между первой поверхностью 71 пластины 70а металлической подложки, внутренним периметром 39а выреза металлической прокладки 30 и второй поверхностью 22 металлической соединительной пластины 20, в
(6) удлиненные углубления 121, в
(7) третий объем, образованный между первой поверхностью 71 пластины 70b металлической подложки, внутренним периметром 39b выреза металлической прокладки 30 и второй поверхностью 22 металлической соединительной пластины 20, в
(8) области 44с распределяющих топливо каналов топливных проемов 34с, 34d, в
(9) области 44b топливной горловины топливных проемов 34c, 34d в
(10) области 44а топливопровода топливных проемов 34с, 34d.
Таким образом, путь потока текучей среды (т.е. путь течения топлива) образован внутри блока 1 топливного элемента от топливопроводов 130 на первом конце 2 до топливопроводов 130 на втором конце 3.
Подходящий материал для различных деталей включает:
Таблица 1
Вариант 2
Как показано на фигуре 10, вариант 2 соответствует варианту 1, за исключением того, что в блоке 1 твердооксидного топливного элемента на металлической подложке:
(i) вырубная пластина 50а и пластина 70а металлической подложки выполнены в виде объединенной пластины 170а металлической подложки, и
(ii) вырубная пластина 50b и пластина 70b металлической подложки выполнены в виде объединенной пластины 170b металлической подложки.
Изготовление и работа в остальном идентичны варианту 1.
Вариант 3
В соответствии с WO2015/136295 сборка батареи топливных элементов выполнена с использованием множества блоков 1 топливного элемента. Более подробно, комплект блоков 1 топливного элемента собран сверху металлической пластины-основы (ферритная нержавеющая сталь 3CR12) с прокладкой из Термикулита 866 (Thermiculite 866), электрически изолирующей пластину-основу от смежного блока 1 топливного элемента, и отводом мощности, расположенным между прокладкой из Термикулита 866 и смежным блоком 1 топливного элемента. Прокладки из Термикулита 866 располагают между первыми концами 2 смежных блоков 1 топливного элемента и между вторыми концами 3 смежных блоков топливного элемента. Затем располагают отвод мощности на верхнем (то есть открытом) блоке 1 топливного элемента, затем помещают прокладку из Термикулита 866 сверху отвода мощности, а на прокладке из Термикулита помещают металлическую концевую пластину (ферритная нержавеющая сталь 3CR12). Затем прикладывают сжимающее усилие с помощью средств сжатия между пластиной-основой и концевой пластиной и рубашкой, прикрепленной к пластине-основе и концевой пластине с образованием между ними объема, в котором содержится батарея топливных элементов и ее блоки топливного элемента.
Вариант 4
Как показано на фигуре 11, блок 1 топливного элемента изготовлен согласно варианту 1. В этом варианте имеется всего шесть пластин 70 металлической подложки и шесть соответствующих вырезов 40.
Специалистам в данной области техники будут очевидны различные модификации, адаптации и альтернативные варианты осуществления, не выходящие за рамки прилагаемой формулы изобретения. Ссылочные обозначения включены в формулу изобретения исключительно для облегчения ее понимания и не ограничивают объем формулы изобретения.
Ссылочные обозначения:
1 Блок твердооксидного топливного элемента на металлической подложке
2 Первый конец
3 Второй конец
20 Металлическая соединительная пластина
21 Первая поверхность (металлической соединительной пластины 20)
22 Вторая поверхность (металлической соединительной пластины 20)
23 Внешний периметр (металлической соединительной пластины 20)
24 Топливный проем (металлической соединительной пластины 20)
27 Первый край (металлической соединительной пластины 20)
28 Второй край (металлической соединительной пластины 20)
30 Металлическая прокладка
31 Первая поверхность (металлической прокладки 30)
32 Вторая поверхность (металлическая прокладки 30)
33 Внешний периметр (металлической прокладки 30)
33a Внутренний периметр впуска топлива
33b Внутренний периметр впуска топлива
33с Внутренний периметр выпуска топлива
33d Внутренний периметр выпуска топлива
34а Топливный проем
34b Топливный проем
34c Топливный проем
34d Топливный проем
35a Объем проема впуска топлива
35b Объем выреза
35c Объем проема выпуска топлива
37 Первый длинный край (металлической прокладки 30)
38 Второй длинный край (металлической прокладки 30)
39а Внутренний периметр выреза
39b Внутренний периметр выреза
40 Вырез
40а Вырез
40b Вырез
41 Поперечина
44а Область топливопровода
44b Область топливной горловины
44c Область распределяющего топливо канала
50a Вырубная пластина
50b Вырубная пластина
51 Первая поверхность (вырубной пластины)
52 Вторая поверхность (вырубной пластины)
54 Топливный проем (вырубной пластины)
55 Изогнутый край (вырубной пластины)
57 Первый край (вырубной пластины)
58 Второй край (вырубной пластины)
59 Внутренний край (вырубной пластины)
65 Металлическая подложка
70 Пластина металлической подложки
70a Пластина металлической подложки
70b Пластина металлической подложки
71 Первая поверхность (пластины металлической подложки)
72 Вторая поверхность (пластины металлической подложки)
74 Первая короткая сторона (пластины металлической подложки)
75 Вторая короткая сторона (пластины металлической подложки)
76 Наружная длинная сторона (пластины металлической подложки)
77 Внутренняя длинная сторона (пластины металлической подложки)
78 Пористая область (пластины металлической подложки)
78а Перфорация
78b Непористая область (пластины металлической подложки)
79 Твердооксидный топливный элемент
80 Монтажная плита
81 Базовая кромка
82а Зазор на допуск
82b Зазор на допуск
82с Зазор на допуск
83a Фиксированный штырь
83b Фиксированный штырь
83c Фиксированный штырь
83d Фиксированный штырь
83e Фиксированный штырь
83f Фиксированный штырь
83g Фиксированный штырь
84a Подпружиненный штырь
84b Подпружиненный штырь
84c Подпружиненный штырь
84d Подпружиненный штырь
84e Подпружиненный штырь
84f Подпружиненный штырь
84g Подпружиненный штырь
84h Подпружиненный штырь
90 Первая зажимная пластина
91a Сварочный паз
91b Сварочный паз
91c Сварочный паз
92а Отверстие
92b Отверстие
95 Вторая зажимная пластина
96 Внутренний периметр
96а Отверстие
98а Отверстие
98b Отверстие
100a Прямолинейный сварной шов
100b Прямолинейный сварной шов
100с Прямолинейный сварной шов
100d Прямолинейный сварной шов
100е Прямолинейный сварной шов
100f Прямолинейный сварной шов
101 Сварной шов по периметру
110 Углубление
120 Удлиненное мостиковое углубление
121 Удлиненное мостиковое углубление
130 Топливопровод
170a Объединенная пластина металлической подложки
170b Объединенная пластина металлической подложки.
| название | год | авторы | номер документа |
|---|---|---|---|
| БЛОК ТВЕРДООКСИДНОГО ТОПЛИВНОГО ЭЛЕМЕНТА | 2018 |
|
RU2763958C2 |
| УЗЕЛ ПАКЕТОВ ТОПЛИВНЫХ ЭЛЕМЕНТОВ | 2018 |
|
RU2757415C2 |
| ЗАКРЫВАЮЩИЙ ЭЛЕМЕНТ | 2020 |
|
RU2811531C1 |
| ИСКУССТВЕННЫЙ СПУТНИК ПАНЕЛЬНОГО ТИПА И СИСТЕМА ИСКУССТВЕННЫХ СПУТНИКОВ НА ЕГО ОСНОВЕ | 2011 |
|
RU2499749C2 |
| УСТРОЙСТВО БАТАРЕИ ТОПЛИВНЫХ ЭЛЕМЕНТОВ | 2015 |
|
RU2677269C2 |
| УЗЕЛ ПЛАВКОГО ПРЕДОХРАНИТЕЛЯ | 2011 |
|
RU2518179C2 |
| СИСТЕМА СОЛНЕЧНЫХ ЭЛЕМЕНТОВ, А ТАКЖЕ СПОСОБ СОЕДИНЕНИЯ ЦЕПОЧКИ СОЛНЕЧНЫХ ЭЛЕМЕНТОВ | 2005 |
|
RU2360325C2 |
| ТВЕРДООКСИДНЫЙ ТОПЛИВНЫЙ ЭЛЕМЕНТ | 2006 |
|
RU2411617C2 |
| СОЕДИНИТЕЛЬНЫЙ УЗЕЛ ДЛЯ ЭЛЕКТРИЧЕСКИХ КАБЕЛЕЙ | 2010 |
|
RU2557796C2 |
| КОНФИГУРАЦИИ БАТАРЕЙ ТРУБЧАТЫХ ТВЕРДООКСИДНЫХ ТОПЛИВНЫХ ЭЛЕМЕНТОВ | 2006 |
|
RU2415498C2 |







Изобретение относится к усовершенствованным блоку твердооксидного топливного элемента на металлической подложке, батареям топливных элементов, сборкам батарей топливных элементов и способам их изготовления. Техническим результатом является поддержание равномерного сжатия по всей батарее для сохранения газонепроницаемого уплотнения и достижение приемлемого электрического сопротивления между слоями батареи топливных элементов и смежными деталями. В блоке твердооксидного топливного элемента на металлической подложке пластины металлической подложки и вырубные пластины образуют первую и вторую противоположные поверхности, при этом на второй поверхности каждой пластины металлической подложки расположен по меньшей мере один твердооксидный топливный элемент; металлическая прокладка содержит внешний периметр и множество внутренних периметров выреза, при этом первая поверхность каждой пластины металлической подложки и первая поверхность каждой вырубной пластины прикреплены к второй поверхности металлической прокладки, а каждый внутренний периметр выреза металлической прокладки полностью перекрыт пластиной металлической подложки; вторая поверхность металлической соединительной пластины герметично прикреплена к первой поверхности металлической прокладки. 4 н. и 11 з.п. ф-лы, 11 ил., 1 табл., 4 пр.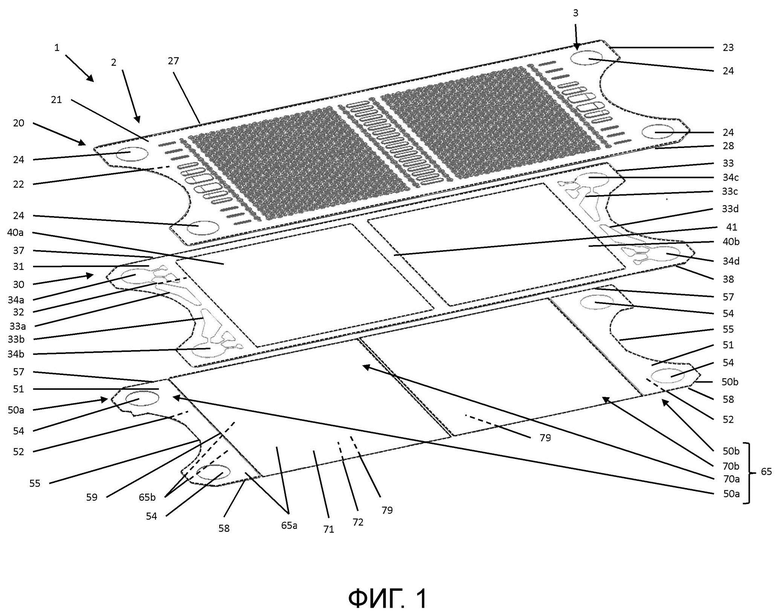
1. Блок 1 твердооксидного топливного элемента на металлической подложке, содержащий:
a) множество пластин 70a, 70b металлической подложки и по меньшей мере две вырубные пластины 50a, 50b, причем каждая пластина 70a, 70b металлической подложки образует первую и вторую противоположные поверхности 71, 72 и каждая вырубная пластина 50a, 50b образует первую и вторую противоположные поверхности 51, 52, при этом на упомянутой второй поверхности 72 каждой пластины 70a, 70b металлической подложки расположен по меньшей мере один твердооксидный топливный элемент 79;
b) металлическую прокладку 30, которая образует первую и вторую противоположные поверхности 31, 32, причем упомянутая металлическая прокладка 30 содержит внешний периметр 33 и множество внутренних периметров 39a, 39b выреза, и каждый внутренний периметр 39a, 39b выреза образует вырез 40, при этом упомянутая первая поверхность 71 каждой пластины 70а, 70b металлической подложки и упомянутая первая поверхность 51 каждой вырубной пластины 50а, 50b прикреплены к упомянутой второй поверхности 32 упомянутой металлической прокладки 30, а каждый внутренний периметр 39а, 39b выреза упомянутой металлической прокладки 30 полностью перекрыт пластиной 70а, 70b металлической подложки; и
c) металлическую соединительную пластину 20, которая образует первую и вторую противоположные поверхности 21, 22, причем упомянутая вторая поверхность 22 упомянутой металлической соединительной пластины 20 герметично прикреплена к упомянутой первой поверхности 31 упомянутой металлической прокладки 30.
2. Блок 1 твердооксидного топливного элемента на металлической подложке по п. 1, причем упомянутый блок 1 твердооксидного топливного элемента на металлической подложке является слоем батареи твердооксидных топливных элементов на металлической подложке.
3. Блок 1 твердооксидного топливного элемента на металлической подложке по п. 1 или 2, в котором каждая пластина 70а, 70b металлической подложки прикреплена к упомянутой металлической прокладке 30 между внутренним периметром 39а, 39b выреза и упомянутым внешним периметром 33.
4. Блок 1 твердооксидного топливного элемента на металлической подложке по п. 3, в котором каждая пластина 70a, 70b металлической подложки содержит пористую область 78, окруженную непористой областью 78b, и упомянутая непористая область 78b каждой пластины 70a, 70b металлической подложки прикреплена к упомянутой металлической прокладке 30.
5. Блок 1 твердооксидного топливного элемента на металлической подложке по любому из предшествующих пунктов, в котором упомянутая металлическая соединительная пластина 20 герметично прикреплена к упомянутой первой поверхности 31 упомянутой металлической прокладки 30 между упомянутым внешним периметром 33 упомянутой металлической прокладки 30 и упомянутым множеством внутренних периметров 39a, 39b выреза упомянутой металлической прокладки 30.
6. Блок 1 твердооксидного топливного элемента на металлической подложке по любому из предшествующих пунктов, в котором каждая пластина 70а, 70b металлической подложки прикреплена к упомянутой металлической прокладке 30 посредством сварки.
7. Блок 1 твердооксидного топливного элемента на металлической подложке по любому из предшествующих пунктов, в котором упомянутые по меньшей мере две вырубные пластины 50a, 50b и упомянутое множество пластин 70a, 70b металлической подложки прикреплены к упомянутой металлической прокладке 30.
8. Блок 1 твердооксидного топливного элемента на металлической подложке по любому из предыдущих пунктов, содержащий по меньшей мере одну объединенную пластину 170а, 170b металлической подложки, причем каждая объединенная пластина 170а, 170b металлической подложки содержит вырубную пластину 50а, 50b и по меньшей мере одну пластину 70а, 70b металлической подложки.
9. Батарея твердооксидных топливных элементов, содержащая множество блоков 1 твердооксидного топливного элемента на металлической подложке по любому из предыдущих пунктов.
10. Сборка батареи твердооксидных топливных элементов, содержащая: пластину-основу, концевую пластину, батарею твердооксидных топливных элементов по п. 9 и рубашку, прикрепленную к упомянутой пластине-основе и упомянутой концевой пластине и образующую объем между упомянутой рубашкой, упомянутой пластиной-основой и упомянутой концевой пластиной, внутри которого содержится упомянутая батарея топливных элементов.
11. Способ сборки блока 1 твердооксидного топливного элемента на металлической подложке, содержащего:
a) множество пластин 70a, 70b металлической подложки и по меньшей мере две вырубные пластины 50a, 50b, причем каждая пластина 70a, 70b металлической подложки образует первую и вторую противоположные поверхности 71, 72 и каждая вырубная пластина 50a, 50b образует первую и вторую противоположные поверхности 51, 52, при этом на упомянутой второй поверхности 72 каждой пластины 70а, 70b металлической подложки расположен по меньшей мере один твердооксидный топливный элемент 79;
b) металлическую прокладку 30, которая образует первую и вторую противоположные поверхности 31, 32, причем упомянутая металлическая прокладка 30 содержит внешний периметр 33 и множество внутренних периметров 39a, 39b выреза, причем каждый внутренний периметр 39a, 39b выреза образует вырез 40; и
c) металлическую соединительную пластину 20, которая образует первую и вторую противоположные поверхности 21, 22;
при этом упомянутый способ сборки включает этапы, на которых:
(i) прикрепляют упомянутую первую поверхность 71 каждой пластины 70a, 70b металлической подложки и упомянутую первую поверхность 51 каждой вырубной пластины 50a, 50b к упомянутой второй поверхности 32 упомянутой металлической прокладки 30, при этом каждый внутренний периметр 39a, 39b выреза упомянутой металлической прокладки 30 полностью перекрывается пластиной 70а, 70b металлической подложки; и
(ii) герметично прикрепляют упомянутую вторую поверхность 22 упомянутой металлической соединительной пластины 20 к упомянутой первой поверхности 31 упомянутой металлической прокладки 30.
12. Способ сборки блока 1 твердооксидного топливного элемента на металлической подложке по п. 11, в котором этап (i) включает прижимание упомянутой металлической прокладки 30 к упомянутым по меньшей мере двум вырубным пластинам 50а, 50b и упомянутому множеству пластин 70а, 70b металлической подложки и прикрепление упомянутой металлической прокладки 30 к упомянутым по меньшей мере двум вырубным пластинам 50a, 50b и упомянутому множеству пластин 70a, 70b металлической подложки.
13. Способ сборки блока 1 твердооксидного топливного элемента на металлической подложке по п. 11 или 12, в котором этап (ii) включает прижимание упомянутой металлической соединительной пластины 20 к упомянутой металлической прокладке 30 и прикрепление упомянутой металлической соединительной пластины 20 к упомянутой металлической прокладке 30.
14. Способ сборки блока 1 твердооксидного топливного элемента на металлической подложке по п. 12 или 13, в котором по меньшей мере один из этапа (i) и этапа (ii) включает прикрепление сваркой.
15. Способ сборки блока 1 твердооксидного топливного элемента на металлической подложке по любому из пп. 11-14, в котором упомянутое множество пластин 70а, 70b металлической подложки и упомянутое множество вырубных пластин 50а, 50b совмещают с упомянутой металлической прокладкой 30 и совмещают с упомянутой металлической соединительной пластиной 20.
| US 2016380298 A1, 29.12.2016 | |||
| СБОРКА КАТОД-ЭЛЕКТРОЛИТ-АНОД ДЛЯ ТВЕРДООКСИДНОГО ТОПЛИВНОГО ЭЛЕМЕНТА | 2003 |
|
RU2303838C9 |
| СБОРНЫЙ МОДУЛЬ ИЗ БАТАРЕЙ ТВЕРДООКСИДНЫХ ТОПЛИВНЫХ ЭЛЕМЕНТОВ И СПОСОБ ЕГО ЭКСПЛУАТАЦИИ | 2010 |
|
RU2534021C2 |
| ТОПЛИВНЫЙ ЭЛЕМЕНТ И БАТАРЕЯ ТОПЛИВНЫХ ЭЛЕМЕНТОВ | 2006 |
|
RU2328060C1 |
| US 2004265667 A1, 30.12.2004 | |||
| US 2015086886 A1, 26.03.2015. | |||

