Настоящее изобретение относится к охлаждающим аэрозоль элементам для генерирующих аэрозоль изделий и к способам их изготовления. В частности, настоящее изобретение относится к охлаждающим аэрозоль элементам, содержащим оберточный материал, закрепленный с помощью сварки.
Генерирующие аэрозоль изделия могут содержать множество элементов, собранных в форме стержня. Указанные элементы могут включать образующий аэрозоль субстрат и охлаждающий аэрозоль элемент, расположенный дальше по потоку относительно образующего аэрозоль субстрата.
В контексте данного документа термин «стержень» используется для описания по существу цилиндрического элемента с по существу круглым, овальным или эллиптическим поперечным сечением.
В контексте данного документа термин «продольное направление» относится к направлению, проходящему вдоль длины или параллельно длине оси цилиндра стержня.
Термины «раньше по потоку» и «дальше по потоку» могут использоваться для описания относительных положений элементов или компонентов генерирующего аэрозоль изделия. Для простоты, термины «раньше по потоку» и «дальше по потоку» в контексте данного документа относятся к относительному положению вдоль стержня генерирующего аэрозоль изделия применительно к направлению, в котором аэрозоль втягивается через стержень.
Изготовление генерирующих аэрозоль изделий, содержащих охлаждающие аэрозоль элементы, может включать придание исходному материалу формы листа. Затем лист может быть гофрирован между двумя валиками для включения параллельных линий ослабления в лист. Гофрированный лист затем может быть собран в стержень путем сгибания листа по линиям ослабления с образованием стержня, имеющего внутреннюю складчатую конструкцию. Это может быть достигнуто путем протягивания гофрированного листового материала через раструб для сжатия листа в непрерывный стержень, имеющий диаметр, приблизительно равный диаметру конечного трубчатого стержня. Непрерывный стержень затем может быть обернут в обертку. Обертка может представлять собой оберточную бумагу или другой подходящий оберточный материал. Например, на одну кромку обертки может быть нанесен клей, так что она может быть обернута вокруг непрерывного стержня. Обернутый непрерывный стержень может быть сжат до конечной требуемой формы одновременно с нагревом для сушки нанесенного клея. Обернутый непрерывный стержень затем может быть нарезан на стержни меньшей длины для получения охлаждающих элементов требуемой длины для использования в генерирующих аэрозоль изделиях. Вышеописанные охлаждающие элементы имеют большую площадь внутренней поверхности, которая способна обеспечивать улучшенный теплообмен между охлаждающим элементом и проходящим через него аэрозолем.
Изготовление генерирующих аэрозоль изделий, содержащих охлаждающие аэрозоль элементы, может сталкиваться с рядом проблем в процессе производства и в готовом изделии. Одна возможная проблема, которая может быть усугублена высокой механической стойкостью к сжатию листового материала, состоит в том, что клей может не удержать обертку вокруг стержня. Это может привести к расширению обертки с течением времени и, таким образом, к ненадлежащему регулированию диаметра стержня. Кроме того, оберточный шов может полностью разойтись. Это может привести к проблемам в дальнейших процессах, в которых стержень ненадлежащего качества может заклинить последующее оборудование. Например, объединительную машину, которая объединяет элементы генерирующего аэрозоль изделия и собирает их в изделие, может заклинить из-за раскрывшихся или расширившихся охлаждающих аэрозоль элементов.
Еще одна возможная проблема представляет собой загрязнение клеем, когда избыточный клей от уплотнения может загрязнять последующее оборудование.
Задача настоящего изобретения состоит в нивелировании одной или более проблем, связанных с изготовлением охлаждающих аэрозоль элементов.
Согласно одному аспекту настоящего изобретения, предложен охлаждающий аэрозоль элемент для генерирующего аэрозоль изделия, содержащий:
внутреннюю конструкцию, выполненную путем гофрирования и сгибания листового материала с образованием цилиндрического стержня, имеющего среднюю длину С1 окружности в отсутствие каких-либо наружных усилий сжатия; и
оберточный материал, закрепленный вокруг внутренней конструкции с образованием стержня с заданной длиной С2 окружности;
причем оберточный материал содержит первый участок, сваренный со вторым участком оберточного материала;
внутренняя конструкция сжимается под действием оберточного материала при закреплении оберточного материала вокруг внутренней конструкции;
и C1/C2 находится в диапазоне от 1,2 до 6.
В некоторых вариантах осуществления C1/C2 находится в диапазоне от 1,3 до 4. В некоторых вариантах осуществления C1/C2 находится в диапазоне от 1,4 до 2,5.
Среднюю длину окружности определяют путем измерения средней длины окружности цилиндрического стержня, образованного после гофрирования и собирания листового материала. C1 определяют на испытательном стенде путем пропускания листа, идентичного тому, который используется на производственной линии, через раструбную конструкцию тех же размеров, что и используемая на производственной линии, без обертывания собранного листа. C1 измеряют по истечении заданного времени, равного 2 минутам, после собирания и сгибания листового материала. Это делается с целью обеспечения возможности установления собранного и согнутого листового материала в несжатое собранное состояние. Затем измеряют С1 с помощью измерительной ленты, пропускаемой вокруг цилиндрического стержня, образованного после гофрирования и сгибания листового материала, следя за тем, чтобы цилиндрический стержень не сжимался измерительной лентой при измерении C1.
C2 измеряют таким же образом, что и С1, путем измерения длины окружности стержня, образованного оберточным материалом, закрепленным вокруг внутренней конструкции.
Обертку приваривают вокруг внутренней конструкции, а не закрепляют путем нанесения клея, устраняя таким образом проблемы, связанные с клеевым швом в материале обертки.
Поскольку C2 меньше, чем C1, следует понимать, что внутренняя конструкция сжимается посредством обертки. В результате внутренняя конструкция будет иметь тенденцию к приложению направленного наружу усилия к обертке. Соответственно, использование известного клеевого шва в оберточном материале будет проблематичным, поскольку направленное наружу усилие может привести к расхождению шва перед схватыванием клея.
Эта проблема может быть устранена путем сжатия внутренней конструкции и оберточного материала при закреплении оберточного материала вокруг внутренней конструкции путем сварки первого участка оберточного материала со вторым участком оберточного материала.
В контексте данного документа термин «сварной» может относиться к любой технологии связывания или сплавления, в которой применяется тепло для обеспечения связывания в отсутствие адгезива. В неограничивающем примере сварка может включать по меньшей мере частично плавление материала.
В контексте данного документа термин «генерирующее аэрозоль изделие» относится к изделию, содержащему образующий аэрозоль субстрат, способный выделять летучие соединения, которые могут образовывать аэрозоль, например, в результате нагрева, сгорания или химической реакции.
В контексте данного документа термин «образующий аэрозоль субстрат» используется для описания субстрата, способного выделять летучие соединения, которые могут образовывать аэрозоль. Аэрозоли, генерируемые из образующих аэрозоль субстратов в генерирующих аэрозоль изделиях согласно настоящему изобретению, могут быть видимыми или невидимыми, и они могут содержать пары (например, тонкодисперсные частицы находящихся в газообразном состоянии веществ, которые при комнатной температуре обычно являются жидкими или твердыми), а также газы и капли жидкости конденсированных паров.
В контексте данного документа термин «охлаждающий аэрозоль элемент» используется для описания элемента, имеющего большую площадь поверхности и заданное сопротивление затяжке. При использовании аэрозоль, образуемый летучими соединениями, выделяющимися из образующего аэрозоль субстрата, перед его вдыханием пользователем проходит по элементу для охлаждения аэрозоля и охлаждается им. В отличие от фильтров и других мундштучных элементов с высоким сопротивлением затяжке, охлаждающие аэрозоль элементы имеют низкое сопротивление затяжке. Камеры и полости в генерирующем аэрозоль изделии также не считаются охлаждающими аэрозоль элементами.
В контексте данного документа термины «лист» и «полотно» обозначают плоский элемент, ширина и длина которого существенно превышают его толщину.
В контексте данного документа термин «гофрированный» обозначает лист или полотно с множеством гофров, неровностей или борозд, ориентированных в по существу одном и том же направлении.
В контексте данного документа термин «гофры» обозначает множество по существу параллельных гребней, состоящих из чередующихся вершин и впадин, соединенных посредством боковых стенок гофров. К ним относятся, но без ограничения, гофры, имеющие квадратный волновой профиль, синусоидальный волновой профиль, треугольный профиль, пилообразный профиль или любую их комбинацию.
В контексте данного документа термин «гофрированный» обозначает лист или полотно с множеством гофров.
В контексте данного документа термины «собранный» или «собирание» означают, что полотно или лист свернуты или иным образом сжаты или сужены в по существу поперечном направлении относительно оси цилиндра стержня.
Аспекты настоящего изобретения не требуют предварительного нанесения клея на оберточный материал. Кроме того, сварка может быть проведена с более высокой скоростью, чем нанесение клея, который может требовать сушки или равномерного приложения давления.
Внутренняя конструкция может содержать гофрированный, плиссированный или согнутый листовой материал. Это обеспечивает преимущество, состоящее в увеличении площади поверхности внутренней конструкции, что обеспечивает возможность повышения ее охлаждающей способности.
Первый участок оберточного материала может представлять собой область, смежную с первой кромкой оберточного материала и параллельную ей, а второй участок может представлять собой область, смежную со второй кромкой оберточного материала и параллельную ей. Это обеспечивает преимущество, состоящее в возможности обеспечения однородного симметричного охлаждающего элемента.
Внутренняя конструкция может содержать продольную ось, и вторая кромка оберточного материала может быть выровнена под ненулевым углом к продольной оси.
Первый участок может быть сварен со вторым участком с помощью проводящего элемента. В вариантах осуществления проводящий элемент может содержать металлическую полоску. В вариантах осуществления проводящий элемент может находиться в контакте с первым или вторым участком, или он может быть расположен между первым и вторым участками. Проводящий элемент может подводить тепло к первому и/или второму участку для обеспечения сварки первого участка со вторым участком. Таким образом обеспечивается преимущество, состоящее в возможности повышения легкости и/или скорости сварки.
Первый участок может быть сварен со вторым участком с помощью индукционной сварки. Индукционная сварка использует электромагнитную индукцию для нагрева проводящего элемента. Таким образом обеспечивается возможность быстрого и, при необходимости, бесконтактного процесса сварки первого участка со вторым участком.
В качестве альтернативы, первый участок может быть сварен со вторым участком с помощью ультразвуковой сварки. Ультразвуковая сварка может использовать высокочастотные колебания для сварки одного участка к другому. Колебания могут прикладываться, например, с помощью сонотрода. Таким образом обеспечивается преимущество, состоящее в возможности обеспечения быстрого способа сварки, не требующего наличия проводящего элемента.
Охлаждающий аэрозоль элемент может иметь длину от 7 мм до 28 мм, или, при необходимости, от 10 до 25 мм, или, при необходимости, от 13 до 22 мм, или, при необходимости, от 16 до 19 мм.
Охлаждающий аэрозоль элемент может иметь диаметр от 5 мм до 12 мм, при необходимости от 6 до 9 мм, или, при необходимости, от 7 до 8 мм.
Оберточный материал может содержать термопластичный полимер. Термопластичный полимер обеспечивает преимущество, состоящее в возможности легкого сварки к нему для обеспечения прочного уплотнения. Кроме того, полимерные материалы могут быть приготовлены с таким составом, чтобы их температура плавления была оптимизирована для конкретного процесса сварки. При необходимости, внутренняя конструкция может содержать полимолочную кислоту.
Первый участок и/или второй участок обертки могут содержать дополнительный материал, который может быть расплавлен или нагрет для создания липкости. Дополнительный материал может присутствовать в форме одной или более областей, добавленных к обертке, например, в форме термопластичной полоски, добавленной к первому участку и/или со вторым участком обертки. Дополнительный материал может обеспечивать возможность сварки оберток, выполненных из материала, который не может быть подвергнут сварке обычным образом, или он также может улучшать сварочные характеристики обертки.
Согласно еще одному аспекту настоящего изобретения, предложено генерирующее аэрозоль изделие, содержащее любой охлаждающий аэрозоль элемент согласно любому аспекту, описанному в данном документе.
Генерирующее аэрозоль изделие может содержать образующий аэрозоль субстрат, и охлаждающий аэрозоль элемент может быть расположен дальше по потоку относительно образующего аэрозоль субстрата.
Согласно еще одному аспекту настоящего изобретения, предложен способ изготовления охлаждающего аэрозоль элемента для генерирующего аэрозоль изделия, включающий этапы, на которых:
обеспечивают внутреннюю конструкцию охлаждающего аэрозоль элемента путем гофрирования и сгибания листового материала с приданием ему формы стержня;
обертывают внутреннюю конструкцию охлаждающего аэрозоль элемента с помощью оберточного материала;
закрепляют оберточный материал вокруг внутренней конструкции путем сварки первого участка оберточного материала со вторым участком оберточного материала; и
сжимают внутреннюю конструкцию и оберточный материал при закреплении оберточного материала вокруг внутренней конструкции.
Обеспечение внутренней конструкции может включать придание листовому материалу формы стержня. Придание листовому материалу формы стержня может включать гофрирование листового материала и/или сгибание листового материала. Плиссировка или сгибание листового материала может включать пропускание листового материала через раструб, у которого диаметр выпускного отверстия близок к диаметру стержня требуемой формы.
Первый участок оберточного материала может представлять собой область, смежную с первой кромкой оберточного материала и параллельную ей, а второй участок может представлять собой область, смежную со второй кромкой оберточного материала и параллельную ей.
Внутренняя конструкция может содержать продольную ось, и обертывание внутренней конструкции охлаждающего аэрозоль элемента может включать размещение второй кромки в контакте с внутренней конструкцией под углом к продольной оси, и размещение первой кромки поверх второй кромки.
Способ изготовления охлаждающего аэрозоль элемента также может включать этапы, на которых размещают проводящий элемент между первым участком и вторым участком оберточного материала; и нагревают проводящий элемент для по меньшей мере частичного плавления первого участка оберточного материала. При необходимости, проводящий элемент может быть расположен в контакте лишь с одним из первого участка или второго участка для сварки одного участка с другим.
Способ может включать этап, на котором выполняют сварку методом индукционной сварки. Она может включать наведение тока в проводящем элементе для плавления участка обертки. В качестве альтернативы, способ может включать этап, на котором выполняют сварку методом ультразвуковой сварки. Ультразвуковая сварка может включать использование сонотрода для по меньшей мере частичного плавления оберточного материала.
Способ изготовления охлаждающего аэрозоль элемента также может включать этап, на котором выполняют сжатие внутренней конструкции и оберточного материала при закреплении обертки вокруг внутренней конструкции.
Согласно еще одному аспекту настоящего изобретения, предложен способ изготовления генерирующего аэрозоль изделия, включающий этапы, на которых: изготавливают охлаждающий аэрозоль элемент согласно вышеизложенным аспектам настоящего изобретения; и включают указанный охлаждающий аэрозоль элемент в генерирующее аэрозоль изделие.
Способ также может включать этап, на котором включают образующий аэрозоль субстрат в генерирующее аэрозоль изделие и включают элемент для охлаждения аэрозоля, расположенный дальше по потоку относительно образующего аэрозоль субстрата.
Согласно еще одному аспекту настоящего изобретения, предложено устройство для изготовления охлаждающего аэрозоль элемента для генерирующего аэрозоль изделия, содержащее:
собирающий блок для собирания и сгибания исходного гофрированного листового материала с образованием внутренней конструкции в форме стержня для охлаждающего аэрозоль элемента в форме стержня;
обертывающий блок для обертывания внутренней конструкции в форме стержня вокруг ее продольной оси оберточным материалом и закрепления оберточного материала вокруг внутренней конструкции путем сварки первого участка оберточного материала со вторым участком оберточного материала; и
сжимающий элемент для сжатия внутренней конструкции и оберточного материала при закреплении оберточного материала вокруг внутренней конструкции.
Следует понимать, что предпочтительные признаки, описанные в отношении одного аспекта настоящего изобретения, также могут быть применимы к другим аспектам настоящего изобретения.
Варианты осуществления настоящего изобретения далее будут описаны исключительно на примерах со ссылками на сопроводительные чертежи, на которых:
на фиг. 1 показано схематическое изображение охлаждающего аэрозоль элемента согласно варианту осуществления настоящего изобретения;
на фиг. 2 показано схематическое изображение в продольном сечении генерирующего аэрозоль изделия, содержащего охлаждающий аэрозоль элемент согласно варианту осуществления настоящего изобретения;
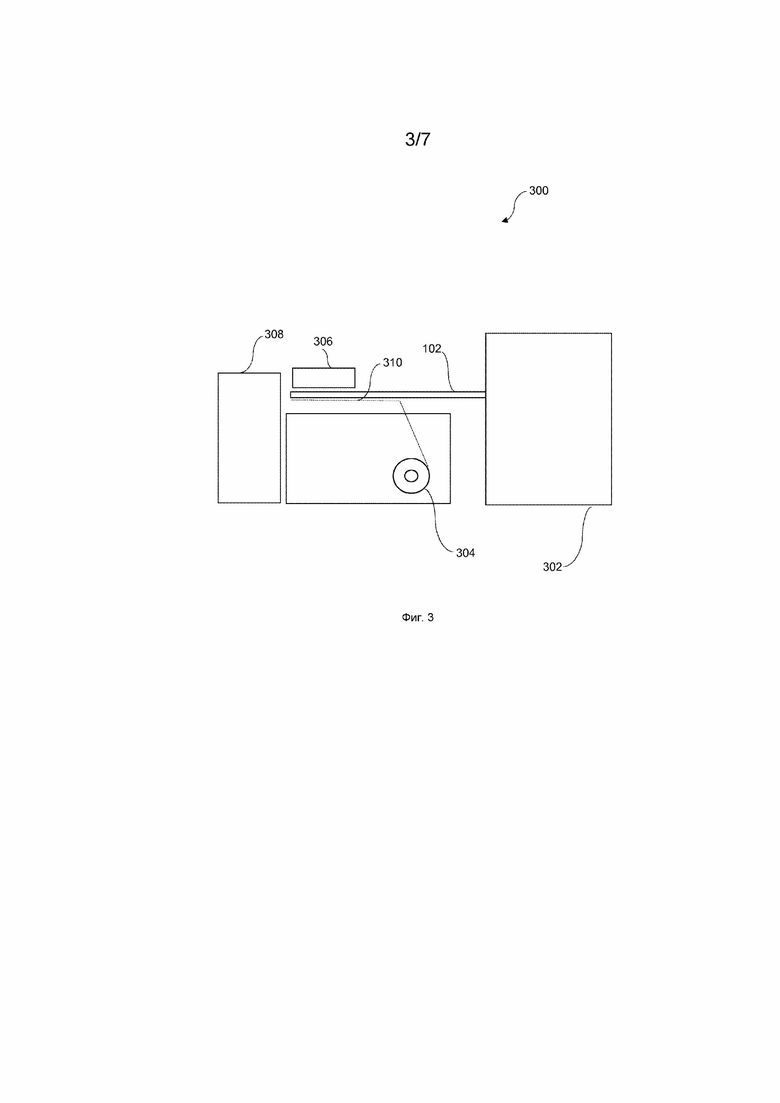
на фиг. 3 показано схематическое изображение устройства для производства охлаждающих аэрозоль элементов согласно варианту осуществления настоящего изобретения;
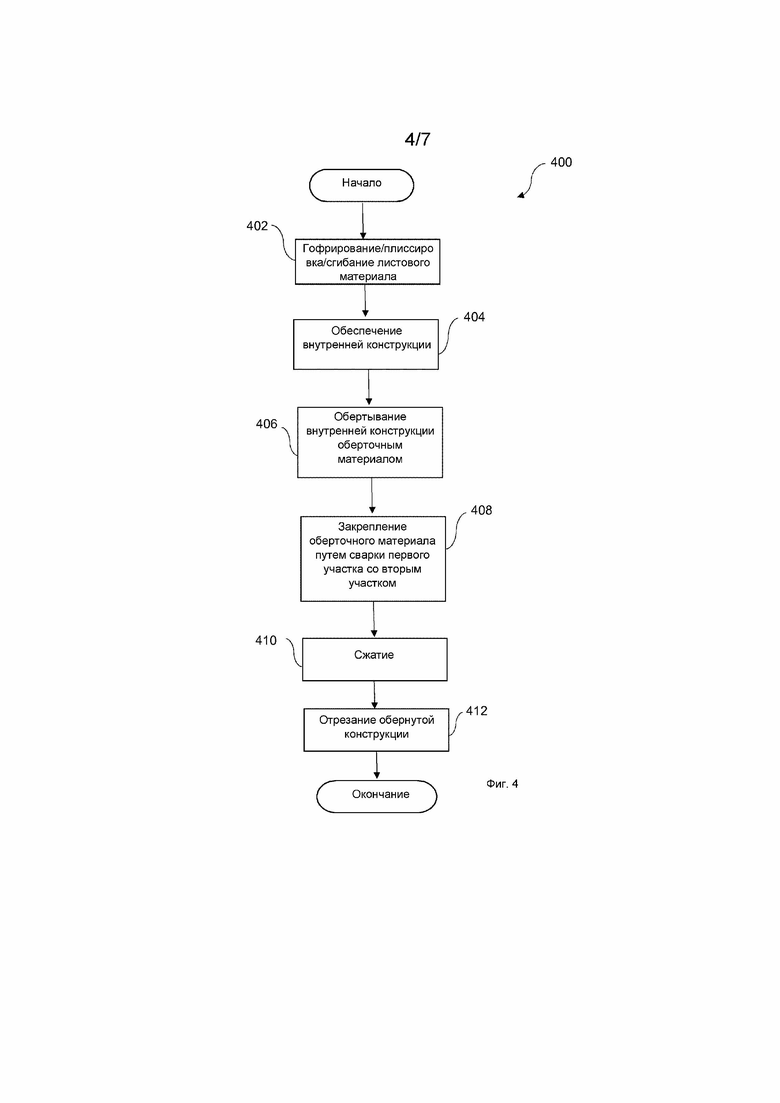
на фиг. 4 показана блок-схема способа изготовления охлаждающих аэрозоль элементов согласно варианту осуществления настоящего изобретения;
на фиг. 5 показана блок-схема способа закрепления оберточного материала согласно варианту осуществления настоящего изобретения;
на фиг. 6 показана блок-схема способа закрепления оберточного материала согласно еще одному варианту осуществления настоящего изобретения; и
на фиг. 7 показана блок-схема способа закрепления оберточного материала согласно еще одному варианту осуществления настоящего изобретения.
Настоящее изобретение относится к охлаждающему аэрозоль элементу для генерирующего аэрозоль изделия. Из уровня техники известны генерирующие аэрозоль изделия, в которых образующий аэрозоль субстрат, такой как содержащий табак субстрат, нагревают, а не сжигают. Примеры систем, использующих генерирующие аэрозоль изделия, включают системы, которые нагревают содержащий табак субстрат до температуры свыше 200 градусов по Цельсию для образования содержащего никотин аэрозоля.
Охлаждающий аэрозоль элемент может иметь функцию снижения температуры потока аэрозоля, втягиваемого через элемент, за счет теплопередачи. Компоненты аэрозоля будут взаимодействовать с охлаждающим аэрозоль элементом и терять тепловую энергию.
Охлаждающий аэрозоль элемент может выполнять функцию снижения температуры потока аэрозоля, втягиваемого через этот элемент, в результате того, что он претерпевает фазовое превращение, которое потребляет тепловую энергию из потока аэрозоля. Например, материал, образующий охлаждающий аэрозоль элемент, может претерпевать фазовое превращение, такое как плавление или стеклование, которое требует поглощения тепловой энергии. Если элемент выбран таким образом, что он претерпевает указанную эндотермическую реакцию при температуре, при которой аэрозоль поступает в охлаждающий аэрозоль элемент, то указанная реакция будет потреблять тепловую энергию из потока аэрозоля.
В некоторых вариантах осуществления температура потока аэрозоля при его втягивании через охлаждающий аэрозоль элемент может быть снижена на более чем 10 градусов по Цельсию. В некоторых вариантах осуществления температура потока аэрозоля при его втягивании через охлаждающий аэрозоль элемент может быть снижена на более чем 15 градусов по Цельсию или на более чем 20 градусов по Цельсию.
На фиг. 1 показано схематическое изображение охлаждающего аэрозоль элемента 100 для генерирующего аэрозоль изделия согласно варианту осуществления настоящего изобретения. Охлаждающий аэрозоль элемент 100 содержит внутреннюю конструкцию 102 и оберточный материал 104, закрепленный вокруг внутренней конструкции 102. Оберточный материал 104 содержит первый участок 106, сваренный со вторым участком 108 оберточного материала 104.
Внутренняя конструкция 102 содержит гофрированный, плиссированный или согнутый листовой материал.
В контексте данного документа термин «гофрированный» обозначает лист, имеющий множество по существу параллельных складок или гофров. Предпочтительно, когда генерирующее аэрозоль изделие собрано, по существу параллельные складки или гофры проходят в продольном направлении относительно стержня. В контексте данного документа термины «собранный», «плиссированный» или «согнутый» означают, что лист материала свернут, сложен или иным образом сжат или сужен в по существу поперечном направлении относительно оси цилиндра стержня. Лист может быть гофрирован до собирания, плиссировки или сгибания. Лист может быть собран, плиссирован или согнут без предварительного гофрирования.
В некоторых вариантах осуществления листовой материал может содержать листовой материал, выбранный из группы, включающей металлическую фольгу, полимерный лист и по существу непористую бумагу или картон. В некоторых вариантах осуществления охлаждающий аэрозоль элемент может содержать листовой материал, выбранный из группы, состоящей из полиэтилена (ПЭ), полипропилена (ПП), поливинилхлорида (ПВХ), полиэтилентерефталата (ПЭТ), полимолочной кислоты (ПМК), ацетилцеллюлозы (АЦ) и алюминиевой фольги.
Внутренняя конструкция 102, изготовленная из листа гофрированного, плиссированного или сложенного материала, увеличивает площадь поверхности внутренней конструкции и, следовательно, способность внутренней конструкции 102 к охлаждению проходящего через нее аэрозоля.
Внутренняя конструкция 102 может быть выполнена из материала, который имеет удельную площадь поверхности от приблизительно 10 квадратных миллиметров на миллиграмм (мм2/мг) до приблизительно 100 квадратных миллиметров на миллиграмм (мм2/мг). В некоторых вариантах осуществления удельная площадь поверхности может составлять приблизительно 35 мм2/мг. Удельная площадь поверхности может быть определена с использованием материала, имеющего известные ширину и толщину. Например, материал может представлять собой материал из полимолочной кислоты, имеющий среднюю толщину 50 микрометров с отклонением ± 2 микрометра. Если материал также имеет известную ширину, например, от приблизительно 200 миллиметров до приблизительно 250 миллиметров, то могут быть вычислены удельная площадь поверхности и плотность.
Первый участок 106 оберточного материала 104 представляет собой область, смежную с первой кромкой 110 оберточного материала 104 и параллельную ей, а второй участок 108 представляет собой область, смежную со второй кромкой 112 оберточного материала 104 и параллельную ей.
Внутренняя конструкция 102 имеет продольную ось. Вторая кромка 112 оберточного материала 104 выровнена под ненулевым углом 116 относительно продольной оси. Например, вторая кромка 112 может находиться под углом 116 (к продольной оси), составляющим приблизительно 20 градусов, 30 градусов или 40 градусов.
Первый участок 106 может быть термически сварен со вторым участком 108 посредством металлической полоски (не показана). В качестве альтернативы, первый участок 106 может быть сварен со вторым участком 108 с помощью индукционной сварки. Первый участок 106 может быть сварен со вторым участком 108 с помощью ультразвуковой сварки.
Охлаждающий аэрозоль элемент 100 может иметь длину 114 от 7 мм до 28 мм и, он может иметь диаметр 118 от 5 мм до 12 мм.
Оберточный материал 104 может содержать или быть изготовлен из полимера. В некоторых примерах внутренняя конструкция 102 содержит или изготовлена из полимолочной кислоты.
На фиг. 2 показано в поперечном сечении генерирующее аэрозоль изделие 200, содержащее охлаждающий аэрозоль элемент 100 по фиг. 1. Генерирующее аэрозоль изделие 200 также содержит образующий аэрозоль субстрат 204 и фильтр 206. Охлаждающий аэрозоль элемент 100 расположен дальше по потоку относительно образующего аэрозоль субстрата 204 и раньше по потоку относительно фильтра 206.
Элементы генерирующего аэрозоль изделия 200 предпочтительно удерживаются вместе посредством подходящей обертки, например, ободковой бумаги. Ободковая бумага может содержать любой подходящий материал для обертывания компонентов генерирующего аэрозоль изделия 200 в форме стержня. Необходимо, чтобы ободковая бумага зажимала составляющие элементы генерирующего аэрозоль изделия 200 при их сборке и удерживала их на своем месте внутри стержня. Подходящие материалы хорошо известны из уровня техники.
Генерирующее аэрозоль изделие 200 может иметь общую длину от приблизительно 30 мм до приблизительно 100 мм. Генерирующее аэрозоль изделие 200 может иметь наружный диаметр 208 от приблизительно 5 мм до приблизительно 12 мм. Фильтр 206 может быть расположен на находящемся дальше по потоку конце генерирующего аэрозоль изделия 200. Фильтр 206 может представлять собой ацетилцеллюлозную фильтрующую заглушку. Фильтр 206 в одном варианте осуществления может иметь длину приблизительно 7 мм, но он может иметь длину от приблизительно 5 мм до приблизительно 10 мм. Генерирующее аэрозоль изделие 200 может содержать разделительный элемент (не показан), расположенный дальше по потоку относительно образующего аэрозоль субстрата 204. В одном примере генерирующее аэрозоль изделие 200 имеет общую длину приблизительно 45 мм. Генерирующее аэрозоль изделие 200 может иметь наружный диаметр 208 приблизительно 7,2 мм. Кроме того, образующий аэрозоль субстрат 204 может иметь длину приблизительно 10 мм. В качестве альтернативы, образующий аэрозоль субстрат 204 может иметь длину приблизительно 12 мм. Кроме того, диаметр образующего аэрозоль субстрата 204 может составлять от приблизительно 5 мм до приблизительно 12 мм.
На фиг. 3 показано схематическое изображение устройства 300 для производства охлаждающих аэрозоль элементов 100 согласно варианту осуществления настоящего изобретения. Устройство 300 содержит гофрирующее устройство 302, которое создает непрерывно гофрированную внутреннюю конструкцию 102; бобину 304 материала, которая подает материал для выполнения слоя материала вокруг непрерывной внутренней конструкции 102; блок 306 нагрева и прессования; и режущий блок 308.
На фиг. 4 показана блок-схема способа 400 изготовления охлаждающих аэрозоль элементов 100 согласно варианту осуществления настоящего изобретения. Согласно способу 400, обеспечивают внутреннюю конструкцию 404 путем гофрирования, плиссировки или сгибания 402 листового материала с образованием внутренней конструкции 102 в форме непрерывного стержня. Обертывают 406 внутреннюю конструкцию 102 оберточным материалом 310. Затем оберточный материал 310 закрепляют 408 вокруг непрерывной внутренней конструкции 102 путем сварки первого участка 106 оберточного материала 310 со вторым участком 108 оберточного материала 310. Первый участок 106 оберточного материала 310 представляет собой область, смежную с первой кромкой 110 оберточного материала 310 и параллельную ей, а второй участок 108 представляет собой область, смежную со второй кромкой 112 оберточного материала 310 и параллельную ей.
Непрерывная внутренняя конструкция 102 имеет продольную ось. Обертывание 406 непрерывной внутренней конструкции 102 включает размещение второй кромки 112 в контакте с непрерывной внутренней конструкцией 102 под ненулевым углом 114 к продольной оси и размещение первой кромки 110 поверх второй кромки 112.
Непрерывная внутренняя конструкция 102 и оберточный материал 310 сжимают 410 для закрепления оберточного материала 310 вокруг непрерывной внутренней конструкции 102. Затем обернутую непрерывную внутреннюю конструкцию 102 обрабатывают с помощью режущего блока 308, причем обработка представляет собой разрезание 412 на охлаждающие аэрозоль элементы 100 требуемой длины 114, как показано на фиг. 1.
На фиг. 5 показана блок-схема способа 408A закрепления оберточного материала 310 путем термической сварки согласно варианту осуществления настоящего изобретения.
Согласно способу 408A, сгибают второй участок 108 на наружную поверхность первого участка 106. Тепло от блока 306 нагрева и прижатия регулируют таким образом, чтобы расплавить 508 первый и второй участки 106, 108. Как показано на фиг. 4, расплавленные участки 106, 108 затем подвергают прижатию 410. Во время прижатия 410 первый и второй участки 106, 108 зажимают между вышеуказанным блоком 306 нагрева и прижатия и непрерывной внутренней конструкцией 102. Непрерывная внутренняя конструкция 102 может действовать как упорный блок, благодаря ее сопротивлению сжатию. Оберточный материал 310 удерживают и/или прижимают с помощью блока 306 нагрева и прижатия до тех пор, пока первый и второй участки 106, 108 по меньшей мере вновь не затвердеют.
В некоторых примерах способ 408A дополнительно включает этапы, на которых размещают 504 металлический материала между первым участком 106 и вторым участком 108 оберточного материала 310; и нагревают 506 указанный металлический материал для по меньшей мере частичного плавления первого участка 106 оберточного материала 310.
Форма нагревательной части блока 306 нагрева и прижатия может быть вогнутой и иметь диаметр в районе среднего диаметра охлаждающего аэрозоль элемента 100. Нагревательная часть также может быть гладкой, так что нагретый оберточный материал 310 остается гладким и цилиндрическим. Кроме того, блок 306 нагрева и прижатия может иметь наружное покрытие, изготовленное из нелипкого материала, для предотвращения того, чтобы любой оберточный материал 310 имел слишком высокое сопротивление трению или захватывался на поверхности нагревательной части. Это особенно вероятно, если оберточный материал находится в расплавленном состоянии. В некоторых примерах наружное покрытие изготовлено из политетрафторэтилена (ПТФЭ) или подобного материала.
На фиг. 6 показана блок-схема альтернативного способа 408B закрепления оберточного материала 310 с использованием индукционной сварки согласно варианту осуществления настоящего изобретения. Согласно способу 408В закрепления оберточного материала 310, блок 306 нагрева и прижатия содержит индукционный нагреватель. Индукционный нагреватель содержит электромагнит и электронный генератор, который пропускает высокочастотный переменный ток через электромагнит. Между первым участком 106 и вторым участком 108 размещают 602 тонкую проводящую пленку. Тонкая проводящая пленка может быть неплотно приклеена 604 таким образом, чтобы она оставалась в правильном положении во время индукционной сварки. Через витки пропускают переменный ток для генерирования 606 переменного магнитного поля. Область, где расположены первый участок 106, проводящая пленка и второй участок 108, пропускают 608 через переменное магнитное поле. Переменное магнитное поле проникает в пленку, индуцируя 610 вихревые токи в пленке. Электрические вихревые токи, протекающие через сопротивление пленки, генерируют тепло 612. Генерируемое тепло плавит 614 первый участок 106 и второй участок 108 оберточного материала 310. Согласно фиг. 4, расплавленные первый и второй участки 106, 108 затем прижимают 410 друг к другу с помощью блока 306 нагрева и прижатия до тех пор, пока они по меньшей мере частично вновь не затвердеют.
На фиг. 7 показана блок-схема еще одного альтернативного способа 408C закрепления оберточного материала 310 с использованием ультразвуковой сварки согласно варианту осуществления настоящего изобретения. Согласно способу 408С закрепления оберточного материала 310, блок 306 нагрева и прижатия содержит сонотрод. Способ 408C включает этап, на котором сгибают 702 второй участок 108 на наружную поверхность первого участка 106. Удерживают 704 первый и второй участки между непрерывной внутренней конструкцией 102 и/или блоком нагрева и прижатия и сонотродом. Сонотрод соединен с преобразователем таким образом, что генерируются высокочастотные акустические колебания 706. Генерируемые колебания поглощаются 708 первым и вторым участками 106, 108, что приводит к их плавлению. Согласно фиг. 4, расплавленные первый участок 106 и второй участок 108 затем сжимают 410 до тех пор, пока они по меньшей мере частично повторно не затвердеют.
Оберточный материал 310 может содержать или быть изготовлен из термопластичной пленки, такой как пленка из полимолочной кислоты. Непрерывная внутренняя конструкция 102 может содержать или быть изготовлена из стойкого к сжатию материала, такого как полимолочная кислота.
Со ссылкой на фиг. 2, способ изготовления генерирующего аэрозоль изделия 200 может включать этап, на котором включают образующий аэрозоль субстрат 204, фильтр 206 и охлаждающий аэрозоль элемент 100 в стержень, причем охлаждающий аэрозоль элемент 100 включают дальше по потоку относительно образующего аэрозоль субстрата 206.
В некоторых вариантах осуществления фильтр 206 представляет собой обычный мундштучный фильтр, выполненный из ацетилцеллюлозы. Фильтр 206 может иметь длину приблизительно 45 миллиметров.
Тепло, генерируемое при осуществлении способов 408A, 408B и 408C сварки, может изменять внешнюю поверхность охлаждающего аэрозоль элемента 100. Однако наружная поверхность охлаждающего аэрозоль элемента 100 может быть покрыта по меньшей мере одной ободковой бумагой в конечном генерирующем аэрозоль изделии 200. Эта ободковая бумага обычно используется для удержания элементов генерирующего аэрозоль изделия 200. Таким образом, какие-либо незначительные изменения или дефекты наружной поверхности охлаждающего аэрозоль элемента 100 не обязательно должны быть видны в конечном генерирующем аэрозоль изделии 200.
Охлаждающий аэрозоль элемент 100 может выполнять функцию снижения температуры потока аэрозоля, втягиваемого через этот элемент, за счет теплопередачи. Компоненты аэрозоля будут взаимодействовать с охлаждающим аэрозоль элементом 100 и терять тепловую энергию.
Охлаждающий аэрозоль элемент 100, изготовленный способом 400 с помощью способа закрепления 408 оберточного материала 310 посредством сварки согласно способам 408A, 408B или 408C, имеет преимущество, состоящее в том, что оберточный материал 310 удерживается в результате сварки самого оберточного материала, в отличие от удержания с помощью клея. Благодаря замене склеивания на более сильный удерживающий механизм, обеспечиваемый сваркой, устраняются проблемы, поскольку склеивание с помощью клея является недостаточно прочным для удержания листового материала, который может обладать высокой стойкостью к механическому сжатию, в цилиндре.
Таким образом обеспечивается возможность нивелирования сопутствующих проблем, которые могут возникать в результате склеивания, таких как: расширение оберточного материала, раскрывание цилиндра, ненадлежащее регулирование диаметра цилиндра и загрязнение клеем оборудования, связанного с изготовлением.
Еще одно преимущество настоящего изобретения состоит в том, что отсутствует необходимость в значительной модификации существующего оборудования, используемого при изготовлении генерирующих аэрозоль изделий. Эффект от вышеуказанного состоит в том, что описанный в данном документе способ изготовления генерирующих аэрозоль изделий может быть легко и экономично применен в существующем оборудовании и системах, причем требуются лишь незначительные модификации. Оборудование, которое может не нуждаться в модификации для реализации способа изготовления генерирующих аэрозоль изделий, описанных в данном документе, включает: оборудование 302 для процесса гофрирования, оборудование для подачи оберточного материала 310, такое как бобина, и оборудование 308 для резки стержней. Таким образом обеспечивается преимущество, состоящее в сохранении низких затрат на внедрение.





Группа изобретений относится к табачной промышленности, а именно к охлаждающему аэрозоль элементу для генерирующего аэрозоль изделия, генерирующему аэрозоль изделию, способу изготовления охлаждающего аэрозоль элемента, способу изготовления генерирующего аэрозоль изделия, устройству для изготовления охлаждающего аэрозоль элемента. Охлаждающий аэрозоль элемент для генерирующего аэрозоль изделия содержит внутреннюю конструкцию, выполненную путем гофрирования и сгибания листового материала с образованием цилиндрического стержня, имеющего длину С1 окружности в отсутствие каких-либо наружных усилий сжатия. Охлаждающий элемент содержит оберточный материал, закрепленный вокруг внутренней конструкции с образованием стержня с длиной С2 окружности. Оберточный материал имеет первый участок, сваренный со вторым участком оберточного материала. Внутренняя конструкция сжата под действием оберточного материала при закреплении оберточного материала вокруг внутренней конструкции. Частное C1/C2 находится в диапазоне от 1,2 до 6. Также раскрыты генерирующее аэрозоль изделие, способ изготовления охлаждающего аэрозоль элемента, способ изготовления генерирующего аэрозоль изделия, устройство для изготовления охлаждающего аэрозоль элемента. Технический результат заключается в повышении качества сборки охлаждающего аэрозоль элемента и улучшении теплообмена между охлаждающим элементом и проходящим через него аэрозолем. 5 н. и 18 з.п. ф-лы, 7 ил. 
1. Охлаждающий аэрозоль элемент для генерирующего аэрозоль изделия, содержащий:
внутреннюю конструкцию, выполненную путем гофрирования и сгибания листового материала с образованием цилиндрического стержня, имеющего длину С1 окружности в отсутствие каких-либо наружных усилий сжатия; и
оберточный материал, закрепленный вокруг внутренней конструкции с образованием стержня с длиной С2 окружности;
причем оберточный материал имеет первый участок, сваренный со вторым участком оберточного материала;
при этом внутренняя конструкция сжата под действием оберточного материала при закреплении оберточного материала вокруг внутренней конструкции;
причем C1/C2 находится в диапазоне от 1,2 до 6.
2. Охлаждающий аэрозоль элемент по п. 1, в котором C1/C2 находится в диапазоне от 1,3 до 4, при необходимости в диапазоне от 1,4 до 2,5.
3. Охлаждающий аэрозоль элемент по п. 1 или 2, в котором первый участок оберточного материала представляет собой область, смежную с первой кромкой оберточного материала и параллельную ей, а второй участок представляет собой область, смежную со второй кромкой оберточного материала и параллельную ей.
4. Охлаждающий аэрозоль элемент по п. 3, в котором внутренняя конструкция содержит продольную ось, и вторая кромка оберточного материала выровнена под ненулевым углом к указанной продольной оси.
5. Охлаждающий аэрозоль элемент по любому из предыдущих пунктов, в котором первый участок сварен со вторым участком с помощью металлической полоски.
6. Охлаждающий аэрозоль элемент по п. 5, в котором первый участок сварен со вторым участком с помощью индукционной сварки.
7. Охлаждающий аэрозоль элемент по любому из пп. 1-4, в котором первый участок сварен со вторым участком с помощью ультразвуковой сварки.
8. Охлаждающий аэрозоль элемент по любому из предыдущих пунктов, имеющий длину от 7 до 28 мм.
9. Охлаждающий аэрозоль элемент по любому из предыдущих пунктов, имеющий диаметр от 5 до 12 мм.
10. Охлаждающий аэрозоль элемент по любому из предыдущих пунктов, в котором оберточный материал содержит полимер, а внутренняя конструкция при необходимости содержит полимолочную кислоту.
11. Генерирующее аэрозоль изделие в форме стержня, содержащее охлаждающий аэрозоль элемент по любому из предыдущих пунктов.
12. Генерирующее аэрозоль изделие по п. 11, содержащее образующий аэрозоль субстрат, причем охлаждающий аэрозоль элемент расположен дальше по потоку относительно образующего аэрозоль субстрата.
13. Способ изготовления охлаждающего аэрозоль элемента для генерирующего аэрозоль изделия, при котором:
обеспечивают внутреннюю конструкцию охлаждающего аэрозоль элемента путем гофрирования и сгибания листового материала с образованием стержневой формы;
обертывают внутреннюю конструкцию охлаждающего аэрозоль элемента оберточным материалом;
закрепляют оберточный материал вокруг внутренней конструкции путем сварки первого участка оберточного материала со вторым участком оберточного материала; и
прижимают внутреннюю конструкцию и оберточный материал при закреплении оберточного материала вокруг внутренней конструкции.
14. Способ изготовления охлаждающего аэрозоль элемента по п. 13, при котором первый участок оберточного материала представляет собой область, смежную с первой кромкой оберточного материала и параллельную ей, а второй участок представляет собой область, смежную со второй кромкой оберточного материала и параллельную ей.
15. Способ изготовления охлаждающего аэрозоль элемента по п. 14, при котором внутренняя конструкция содержит продольную ось, причем обертывание внутренней конструкции охлаждающего аэрозоль элемента включает размещение второй кромки в контакте с внутренней конструкцией под ненулевым углом к указанной продольной оси и размещение первой кромки поверх второй кромки.
16. Способ изготовления охлаждающего аэрозоль элемента по п. 13 или 14, при котором размещают проводящий элемент между первым участком и вторым участком оберточного материала; и нагревают проводящий элемент для сварки первого участка оберточного материала.
17. Способ изготовления охлаждающего аэрозоль элемента по п. 13 или 14, при котором сварка первого участка оберточного материала со вторым участком оберточного материала включает индукционную сварку.
18. Способ изготовления охлаждающего аэрозоль элемента по п. 13 или 14, при котором сварка первого участка оберточного материала со вторым участком оберточного материала включает ультразвуковую сварку.
19. Способ изготовления охлаждающего аэрозоль элемента по п. 18, при котором ультразвуковая сварка включает использование сонотрода для по меньшей мере частичного плавления оберточного материала.
20. Способ изготовления охлаждающего аэрозоль элемента по любому из пп. 13-19, при котором оберточный материал содержит полимер, а внутренняя конструкция при необходимости содержит полимолочную кислоту.
21. Способ изготовления генерирующего аэрозоль изделия, при котором изготавливают охлаждающий аэрозоль элемент способом по любому из пп. 13-20; и включают охлаждающий аэрозоль элемент в генерирующее аэрозоль изделие.
22. Способ изготовления генерирующего аэрозоль изделия по п. 21, при котором генерирующее аэрозоль изделие содержит образующий аэрозоль субстрат, и охлаждающий аэрозоль элемент включают дальше по потоку относительно образующего аэрозоль субстрата.
23. Устройство для изготовления охлаждающего аэрозоль элемента для генерирующего аэрозоль изделия, содержащее:
собирающий блок для собирания и сгибания исходного гофрированного листового материала с образованием внутренней конструкции в форме стержня для охлаждающего аэрозоль элемента в форме стержня;
обертывающий блок для обертывания внутренней конструкции в форме стержня вокруг ее продольной оси оберточным материалом и закрепления оберточного материала вокруг внутренней конструкции путем сварки первого участка оберточного материала со вторым участком оберточного материала; и
сжимающий блок для сжатия внутренней конструкции и оберточного материала при закреплении оберточного материала вокруг внутренней конструкции.
| US 2014305448 A1, 16.10.2014 | |||
| WO 2015166245 A2, 05.11.2015 | |||
| АЭРОЗОЛЬ-ГЕНЕРИРУЮЩЕЕ ИЗДЕЛИЕ, СОДЕРЖАЩЕЕ БИОРАЗЛАГАЕМЫЙ АРОМАТ-ГЕНЕРИРУЮЩИЙ КОМПОНЕНТ | 2012 |
|
RU2581999C2 |
| WO 2013098405 A2, 04.07.2013 | |||
| CN 109043654 A, 21.12.2018. | |||

