Настоящее изобретение относится к изделию, генерирующему аэрозоль, содержащему элемент, охлаждающий аэрозоль, и к способам получения изделия, охлаждающего аэрозоль. В частности, настоящее изобретение относится к экструдированному элементу, охлаждающему аэрозоль, и к способам экструдирования элемента, охлаждающего аэрозоль.
В данной области техники известны изделия, генерирующие аэрозоль, в которых субстрат, генерирующий аэрозоль, такой как табакосодержащий субстрат, нагревают, а не сжигают. Как правило, в таких нагреваемых изделиях аэрозоль генерируется посредством передачи тепла от источника тепла к физически отдельному субстрату, генерирующему аэрозоль, или материалу, который может быть расположен в контакте с источником тепла, внутри, вокруг него или дальше по ходу потока относительно него. Во время использования изделия, генерирующего аэрозоль, летучие соединения высвобождаются из субстрата, генерирующего аэрозоль, посредством передачи тепла от источника тепла и захватываются воздухом, втягиваемым через изделие, генерирующее аэрозоль. По мере охлаждения высвобождаемых соединений они конденсируются с образованием аэрозоля.
Изделия, генерирующие аэрозоль, могут содержать множество элементов, собранных в виде стержня. Эти элементы могут включать субстрат, образующий аэрозоль, и элемент, охлаждающий аэрозоль, расположенный дальше по ходу потока относительно субстрата, образующего аэрозоль.
Элементы, охлаждающие аэрозоль, могут содержать проходы, через которые перемещается аэрозоль, цель которых заключается в поддержании подходящей температуры аэрозоля.
Изготовление элементов, охлаждающих аэрозоль, может предусматривать формование исходного материала в фольгу или полотно. Фольга или полотно затем может быть гофрировано, термин «гофрированный» обозначает лист, имеющий множество по существу параллельных складок или гофров. Гофрированная фольга затем может быть согнута посредством сжатия через раструб с обеспечением непрерывного стержня, имеющего диаметр, подобный диаметру конечного трубчатого стержня или меньше. Непрерывный стержень затем может быть обернут в оберточную бумагу. Клей может быть нанесен на одну кромку оберточной бумаги так, чтобы он мог быть замкнут вокруг непрерывного стержня. Обернутый непрерывный стержень затем может быть сжат в конечную необходимую форму при нагреве для высушивания или отверждения наносимого клея. Обернутый непрерывный стержень затем может быть разрезан на отдельные стержни меньшей длины с получением компонентов охлаждающего элемента для использования в конечных изделиях, генерирующих аэрозоль. Такой элемент имеет большую площадь внутренней поверхности из сложенного гофрированного листа.
Изготовление изделий, генерирующих аэрозоль, содержащих элементы, охлаждающие аэрозоль, как описано выше, может представлять несколько проблем во время производства и в готовом изделии, генерирующем аэрозоль, часто из-за высокого механического сопротивления сжатию используемых материалов. Это может затруднить достижение постоянного профиля элемента, охлаждающего аэрозоль. Кроме того, в некоторых процессах клей может быть неспособным удерживать оберточную бумагу достаточно замкнутой вокруг стержня. Другая проблема может заключаться в неспособности управлять диаметром из-за расширения оберточной бумаги с течением времени. Еще одна проблема может заключаться в неспособности управлять весом из-за изменения фольги или полотна, используемых в производстве таких элементов, охлаждающих аэрозоль.
Следовательно, может быть желательно предоставить альтернативный способ изготовления элементов, охлаждающих аэрозоль, которые сводят к минимуму вышеуказанные проблемы.
Согласно одному аспекту настоящего изобретения предлагается изделие, генерирующее аэрозоль, содержащее элемент, охлаждающий аэрозоль, при этом элемент, охлаждающий аэрозоль, содержит экструдированную часть (экструдированный элемент); экструдированная часть имеет длину, и экструдированная часть содержит: внешнюю поверхность, образующую периметр поперечного сечения, перпендикулярную длине экструдированной части, и внутреннюю поверхность, образующую один или более проходов по длине экструдированной части; при этом внутренняя поверхность или внешняя поверхность или как внутренняя поверхность, так и внешняя поверхность содержат неровности поверхности.
Согласно другому аспекту настоящего изобретения предлагается способ изготовления элемента, охлаждающего аэрозоль, изделия, генерирующего аэрозоль, при этом способ включает: предоставление материала; экструдирование материала через фильеру с образованием непрерывной экструдированной структуры, содержащей внутреннюю поверхность и внешнюю поверхность материала, при этом внутренняя поверхность образует один или более проходов внутри непрерывной экструдированной структуры и внешнюю поверхность, образующую периметр поперечного сечения непрерывной экструдированной структуры; обеспечение неровностей поверхности на внешней поверхности или внутренней поверхности или как внешней поверхности, так и внутренней поверхности; и разрезание непрерывной экструдированной структуры с образованием элемента, охлаждающего аэрозоль.
Согласно другому аспекту настоящего изобретения предлагается способ изготовления изделия, генерирующего аэрозоль, включающий: образование элемента, охлаждающего аэрозоль, согласно вышеуказанным аспектам настоящего изобретения и включение (внедрение) элемента, охлаждающего аэрозоль, в изделие, генерирующее аэрозоль.
В дополнительном аспекте предлагается элемент, охлаждающий аэрозоль, как описано в контексте настоящего документа, для использования в изделии, генерирующем аэрозоль.
В дополнительном аспекте предлагается использование элемента, охлаждающего аэрозоль, как описано в контексте настоящего документа, в изделии, генерирующем аэрозоль.
Посредством образования элемента, охлаждающего аэрозоль, в виде непрерывной экструдированной структуры с помощью процесса экструзии возможно избежать этапов сжатия и обертывания, относящихся к процессам из уровня техники. Экструдированный элемент, охлаждающий аэрозоль, согласно вариантам осуществления настоящего изобретения может сохранять свою форму без необходимости в бумаге или другой обертке, и это помогает избежать проблем, связанных с недостатком клея. Более того, процесс экструзии может привести в результате к образованию элементов, охлаждающих аэрозоль, имеющих четко определенное и постоянное поперечное сечение или профиль, а также по существу постоянное распределение веса по длине элементов. Поскольку варианты осуществления настоящего изобретения не содержат сжимаемого листа, исключаются внутренние напряжения, которые могут вызывать расширение элемента, охлаждающего аэрозоль. Экструзия обеспечивает также по существу постоянный и управляемый наружный диаметр для элементов, охлаждающих аэрозоль, и отсутствует необходимость в клее. Более того, поскольку варианты осуществления настоящего изобретения предусматривают одностадийный процесс для образования элементов, охлаждающих аэрозоль, и требуют только одного материала, существует улучшенная легкость и экономичность изготовления.
Любые ссылки, приведенные ниже в отношении предпочтительных признаков или аспектов, следует рассматривать как применимые ко всем аспектам настоящего изобретения.
В контексте настоящего документа термин «изделие, генерирующее аэрозоль» может относиться к изделию, генерирующему аэрозоль, для получения аэрозоля, содержащему субстрат, генерирующий аэрозоль. Термин «изделие, генерирующее аэрозоль» охватывает изделия, которые предназначены для нагрева с целью высвобождения летучих соединений, которые могут образовывать аэрозоль, необязательно термин «изделие, генерирующее аэрозоль» также может охватывать изделия, которые предназначены для сжигания с целью высвобождения летучих соединений.
В контексте настоящего документа термин «субстрат, генерирующий аэрозоль» может относиться к субстрату, способному высвобождать при нагреве летучие соединения, которые могут образовывать аэрозоль. Аэрозоль, генерируемый из субстратов, генерирующих аэрозоль, изделий, генерирующих аэрозоль, описанных в контексте настоящего документа, может быть видимым или невидимым и может содержать пары (например, тонкодисперсные частицы веществ, находящихся в газообразном состоянии, которые при комнатной температуре обычно являются жидкими или твердыми), а также газы и капли жидкости конденсированных паров.
В контексте настоящего документа термины «раньше по ходу потока» и «дальше по ходу потока» могут описывать относительные положения элементов или частей элементов изделия, генерирующего аэрозоль, по отношению к направлению, в котором аэрозоль транспортируется во время использования через изделие, генерирующее аэрозоль.
В контексте настоящего документа термин «стержень» используется для обозначения обычно цилиндрического элемента с по существу круглым, овальным или эллиптическим поперечным сечением.
В контексте настоящего документа термин «экструдированный» может относиться к части, которая была образована посредством по меньшей мере частичного плавления материала посредством процесса нагрева и затем экструдирования по меньшей мере частично расплавленного материала через фильеру с образованием экструдированной части. Экструдированная часть может отличаться от неэкструдированной части характерными признаками, такими как продольные полоски и/или по существу постоянное поперечное сечение вдоль продольной протяженности части.
В контексте настоящего документа термин «элемент, охлаждающий аэрозоль» используется для описания элемента, имеющего большую площадь поверхности и низкое сопротивление втягиванию. При использовании аэрозоль, образованный летучими соединениями, высвобождаемыми из субстрата, генерирующего аэрозоль, втягивается через элемент, охлаждающий аэрозоль, перед транспортировкой к мундштучному концу изделия, генерирующего аэрозоль. В отличие от фильтров с высоким сопротивлением втягиванию, например, фильтров, выполненных из пучков волокон, и других сегментов мундштука, элементы, охлаждающие аэрозоль, имеют низкое сопротивление втягиванию. Камеры и полости в изделии, генерирующем аэрозоль, такие как расширительные камеры и опорные элементы, также не рассматриваются в качестве элементов, охлаждающих аэрозоль. Однако некоторые элементы, охлаждающие аэрозоль, могут необязательно выполнять функцию фильтрования и/или могут также называться фильтром.
В контексте настоящего документа термин «внешняя поверхность» может относиться к внешней открытой поверхности экструдированной части, например, поверхности, образованной внешним периметром экструдированной части.
В контексте настоящего документа термин «внутренняя поверхность» может относиться к внутренним поверхностям экструдированной части, образующим одну или более стенок прохода (проходов) через экструдированную часть вдоль ее длины от одного конца к другому.
В контексте настоящего документа термин «проходы» может относиться к проходам или туннелям, проходящим через внутренний объем экструдированной части, обеспечивающим прохождение аэрозоля через экструдированную часть вдоль ее длины от субстрата, генерирующего аэрозоль, к мундштуку, когда экструдированная часть выполнена в виде элемента, охлаждающего аэрозоль.
В контексте настоящего документа термин «длина» может относиться к расстоянию от первого конца экструдированной части ко второму концу в продольном направлении, вдоль которого поперечное сечение экструдированной части является по существу постоянным.
Слова «предпочтительный» и «предпочтительно» относятся к вариантам осуществления настоящего изобретения, которые могут обеспечить определенные преимущества при определенных обстоятельствах. Тем не менее, другие варианты осуществления также могут быть предпочтительными при тех же или других обстоятельствах. Кроме того, описание одного или более предпочтительных вариантов осуществления не означает, что другие варианты осуществления не являются полезными, и не предназначено для исключения других вариантов осуществления из объема настоящего изобретения, в том числе формулы изобретения.
По всему описанию и формуле изобретения этого описания изобретения слова «содержит» и «вмещает» и их варианты означают «включающий, но без ограничения», и они не предназначены для исключения других веществ, добавок, компонентов, целых чисел или этапов (и не исключают их). По всему описанию и формуле изобретения этого описания изобретения единственное число охватывает множественное число, если контекст не требует иного. В частности, когда применяется форма единственного числа, описание изобретения следует понимать как предполагающее множественность, а также единственность, если контекст не требует иного.
Элемент, охлаждающий аэрозоль, может содержать один или более проходов через элемент аэрозоля. В некоторых вариантах осуществления один или более проходов могут содержать от 50% до 90%, или необязательно от 60% до 80%, или необязательно от 65% до 75% площади поперечного сечения, образованной внешней поверхностью. Это может быть количественно выражено посредством осмотра поперечного сечения элемента, охлаждающего аэрозоль, с использованием измерительного микроскопа. Проходы могут быть идентифицированы путем применения порогового значения к изображению поперечного сечения элемента для отделения проходов от внутренней структуры элемента. Затем пиксели прохода могут быть подсчитаны для определения общей площади поперечного сечения проходов. В некоторых вариантах осуществления элемент, охлаждающий аэрозоль, может содержать два или более проходов. В вариантах осуществления, где элемент, охлаждающий аэрозоль, содержит два или более проходов, % площади относительно площади поперечного сечения, образованной внешней поверхностью, представляет собой суммарную площадь поперечного сечения, занимаемую проходами.
Экструдированная часть может иметь круглое поперечное сечение диаметра от 5 мм до 10 мм, необязательно от 6 мм до 9 мм или необязательно от 7 мм до 8 мм.
Экструдированная часть может иметь длину от 7 мм до 28 мм, или необязательно от 10 мм до 25 мм, или необязательно от 13 мм до 22 мм, необязательно от 16 мм до 19 мм.
Экструдированная часть может содержать полимерный материал или быть образованной из него. Полимерный материал может представлять собой одно или более из термопластичного полимера, биополимера и биоразлагаемого полимера. Подходящие биоразлагаемые полимеры могут содержать одно или более из крахмала, алифатических полимеров и целлюлозных полимеров. Полимерный материал может быть полукристаллическим. Полимер может содержать лактидный мономер или сополимер и в определенных вариантах осуществления может содержать полимолочную кислоту.
Внутренняя поверхность или внешняя поверхность или как внутренняя поверхность, так и внешняя поверхность содержат неровности поверхности. Такие неровности поверхности могут быть желательными для повышения теплопередачи воздухом. Например, охлаждение экструдированного материала после экструзии посредством контакта с охлажденным веществом может вызвать тепловые напряжения в экструдированном материале. Эти тепловые напряжения могут привести к образованию трещин на внешней поверхности, что может увеличить площадь поверхности и, следовательно, теплопередачу с воздухом, когда экструдированная часть используется в качестве элемента, охлаждающего аэрозоль.
Охлаждение материала может предусматривать быстрое охлаждение, чтобы вызвать неровности поверхности на внешней поверхности и/или внутренней поверхности.
Изделие, генерирующее аэрозоль, может дополнительно содержать субстрат, генерирующий аэрозоль, и фильтр, и элемент, охлаждающий аэрозоль, может быть расположен между фильтром и субстратом, генерирующим аэрозоль.
До разрезания непрерывной экструдированной структуры способ может дополнительно включать предоставление непрерывной экструдированной структуры и экструдирование дополнительного материала через вторую фильеру для покрытия непрерывной экструдированной структуры экструдированным наружным покрытием.
Прохождение материала через фильеру и/или прохождение материала через вторую фильеру может предусматривать обеспечение (провоцирование) неровностей на внешней поверхности и/или внутренней поверхности.
Для управления диаметром внешней поверхности может использоваться изменение скорости экструзии. Более высокая скорость экструзии может привести в результате к меньшему диаметру внешней поверхности, тогда как более низкая скорость экструзии может привести к большему диаметру внешней поверхности. Если определено, например, с помощью системы проверки диаметра, что диаметр внешней поверхности является слишком малым, сигнал может быть отправлен на систему управления устройством для снижения скорости экструзии. Альтернативно, если определено, например, с помощью системы проверки диаметра, что диаметр внешней поверхности является слишком большим, сигнал может быть отправлен на систему управления устройством для увеличения скорости экструзии.
Изделие, генерирующее аэрозоль, согласно настоящему изобретению может быть выполнено с возможностью использования с отдельным нагревательным устройством. Такое нагревательное устройство может взаимодействовать с субстратом, образующим аэрозоль, для генерирования аэрозоля. Изделие, генерирующее аэрозоль, согласно настоящему изобретению может само содержать источник тепла и по меньшей мере один теплопроводный элемент для передачи тепла от источника тепла на субстрат, образующий аэрозоль, изделия.
В некоторых вариантах осуществления изделие, генерирующее аэрозоль, может представлять собой курительное изделие, такое как сигарета с фильтром или другое курительное изделие, в котором субстрат, генерирующий аэрозоль, содержит табачный материал, который сжигается с образованием дыма. Следовательно, в любом из вышеописанных вариантов осуществления субстрат, генерирующий аэрозоль, может содержать табачный стержень. Кроме того, в любом из вышеописанных вариантов осуществления мундштук может представлять собой фильтр. В таких вариантах осуществления фильтр может быть скреплен с табачным стержнем с помощью ободковой бумаги.
Мундштук может содержать один или более сегментов, расположенных раньше по ходу потока относительно мундштучного сегмента. Один или более сегментов могут включать одно или более из опорного элемента, элемента, охлаждающего аэрозоль, и фильтрующего сегмента.
Опорный элемент может быть расположен непосредственно дальше по ходу потока относительно субстрата, образующего аэрозоль, и может упираться в субстрат, образующий аэрозоль. Опорный элемент может быть выполнен из любого подходящего материала или сочетания материалов. Например, опорный элемент может быть выполнен из одного или более материалов, выбранных из группы, состоящей из: ацетилцеллюлозы; картона; гофрированной бумаги, такой как гофрированная теплостойкая бумага или гофрированная пергаментная бумага; и полимерных материалов, таких как полиэтилен низкой плотности (LDPE). В предпочтительном варианте осуществления опорный элемент выполнен из ацетилцеллюлозы. Опорный элемент может содержать полый трубчатый элемент. В предпочтительном варианте осуществления опорный элемент содержит полую ацетилцеллюлозную трубку. Опорный элемент предпочтительно имеет внешний диаметр, который приблизительно равен внешнему диаметру изделия, генерирующего аэрозоль. Опорный элемент может иметь внешний диаметр от приблизительно 5 миллиметров до приблизительно 12 миллиметров, например от приблизительно 5 миллиметров до приблизительно 10 миллиметров или от приблизительно 6 миллиметров до приблизительно 8 миллиметров. В предпочтительном варианте осуществления опорный элемент имеет внешний диаметр 7,2 миллиметра +/- 10%. Опорный элемент может иметь длину от приблизительно 5 миллиметров до приблизительно 15 миллиметров. В предпочтительном варианте осуществления опорный элемент имеет длину приблизительно 8 миллиметров.
Элемент, охлаждающий аэрозоль, может быть расположен дальше по ходу потока относительно субстрата, образующего аэрозоль, например, элемент, охлаждающий аэрозоль, может быть расположен непосредственно дальше по ходу потока относительно опорного элемента и может упираться в опорный элемент.
Элемент, охлаждающий аэрозоль, может иметь большую площадь поверхности, но с низким перепадом давления по своей длине. Фильтры и другие мундштуки могут создавать сравнительно более высокий перепад давления, например, фильтры, выполненные из пучков волокон, не считаются элементами, охлаждающими аэрозоль.
Следует понимать, что предпочтительные признаки, описанные выше в отношении одного аспекта настоящего изобретения, могут быть также применимы к другим аспектам настоящего изобретения.
Варианты осуществления настоящего изобретения будут далее описаны исключительно в качестве примера со ссылкой на сопроводительные графические материалы, на которых:
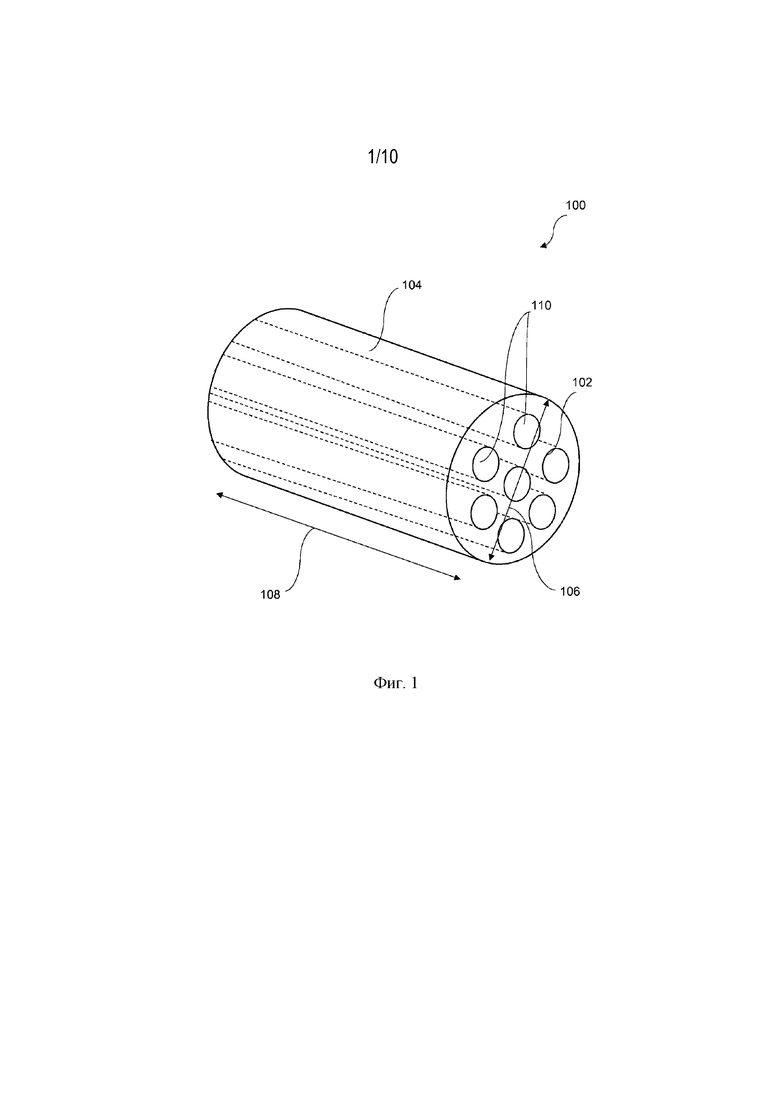
на фиг. 1 показана экструдированная часть согласно варианту осуществления настоящего изобретения;
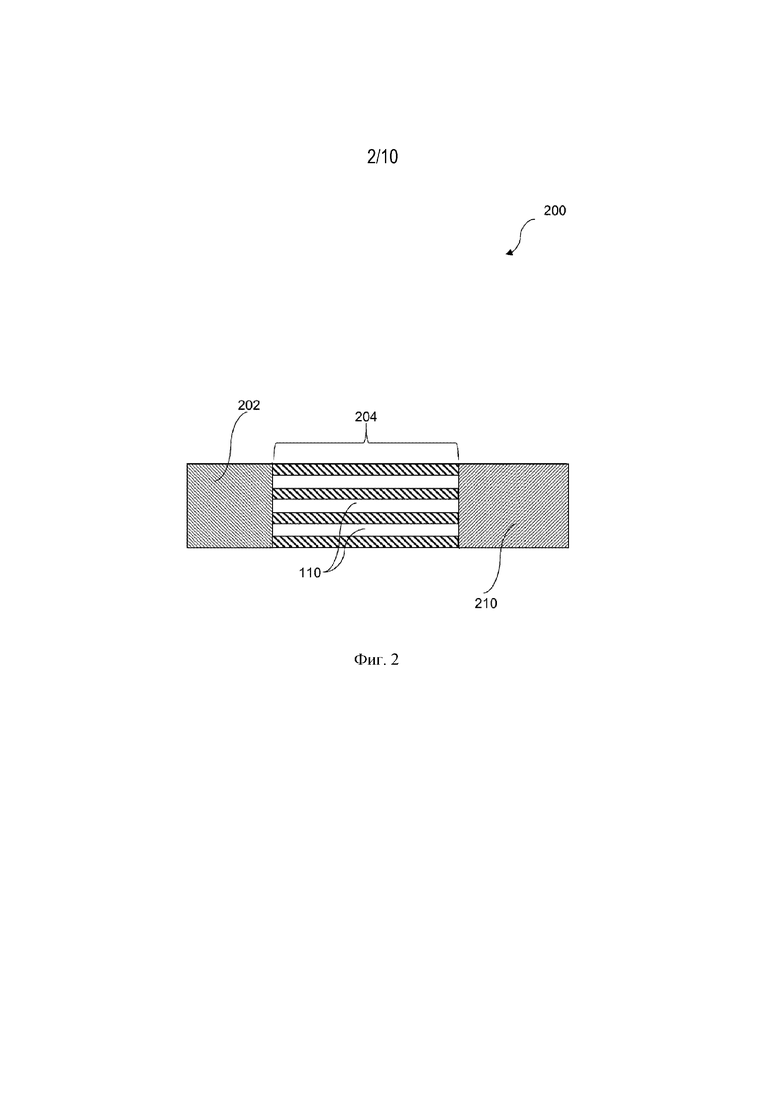
на фиг. 2 показано схематическое изображение в поперечном разрезе изделия, генерирующего аэрозоль, содержащего экструдированную часть, согласно варианту осуществления настоящего изобретения;
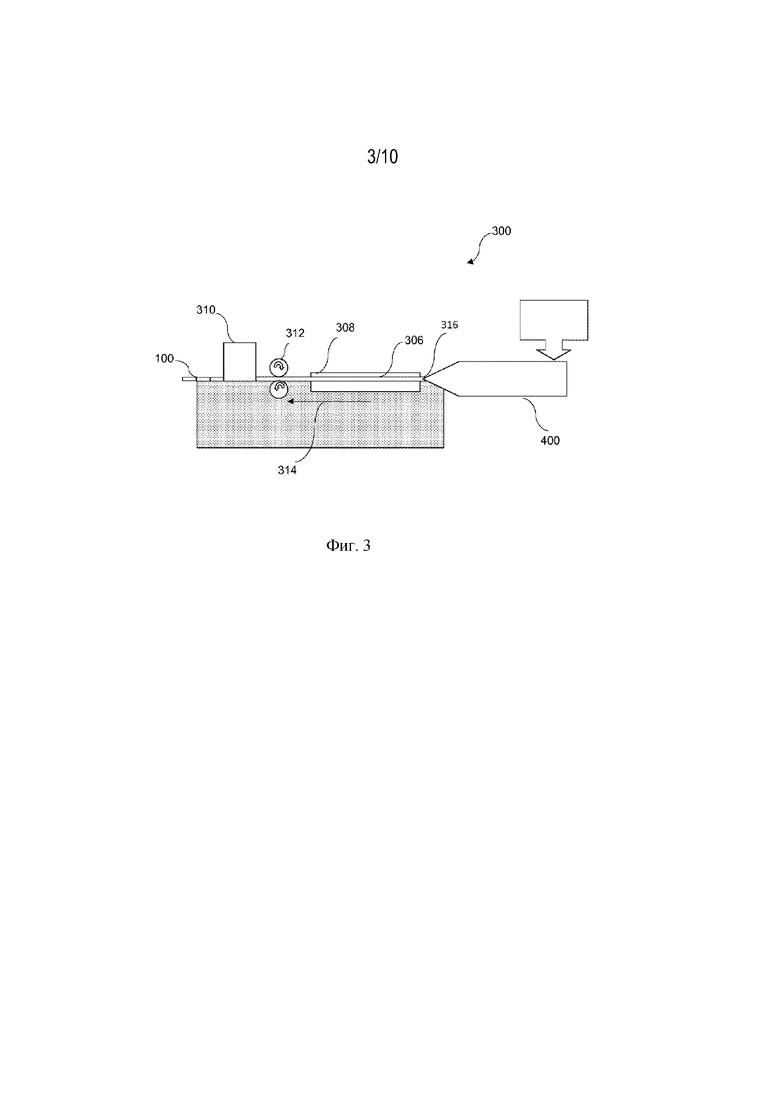
на фиг. 3 показано схематическое изображение устройства для производства элементов, охлаждающих аэрозоль, согласно варианту осуществления настоящего изобретения;
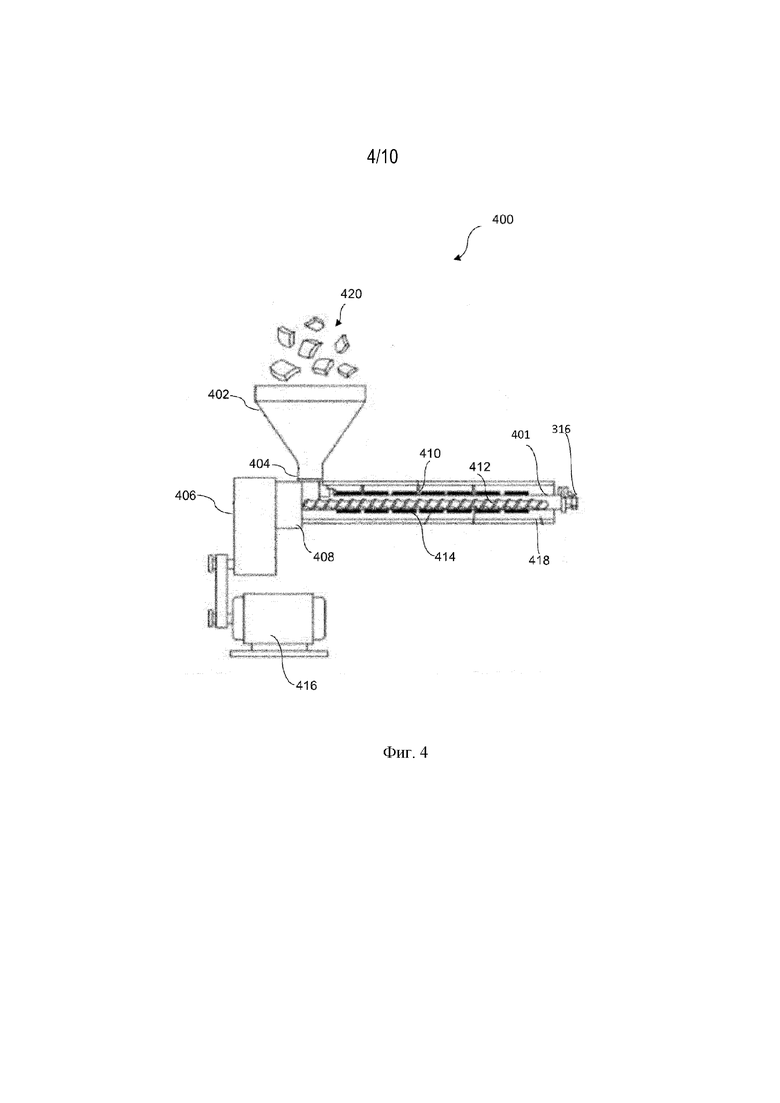
на фиг. 4 показано схематическое изображение пластмассового экструдера;
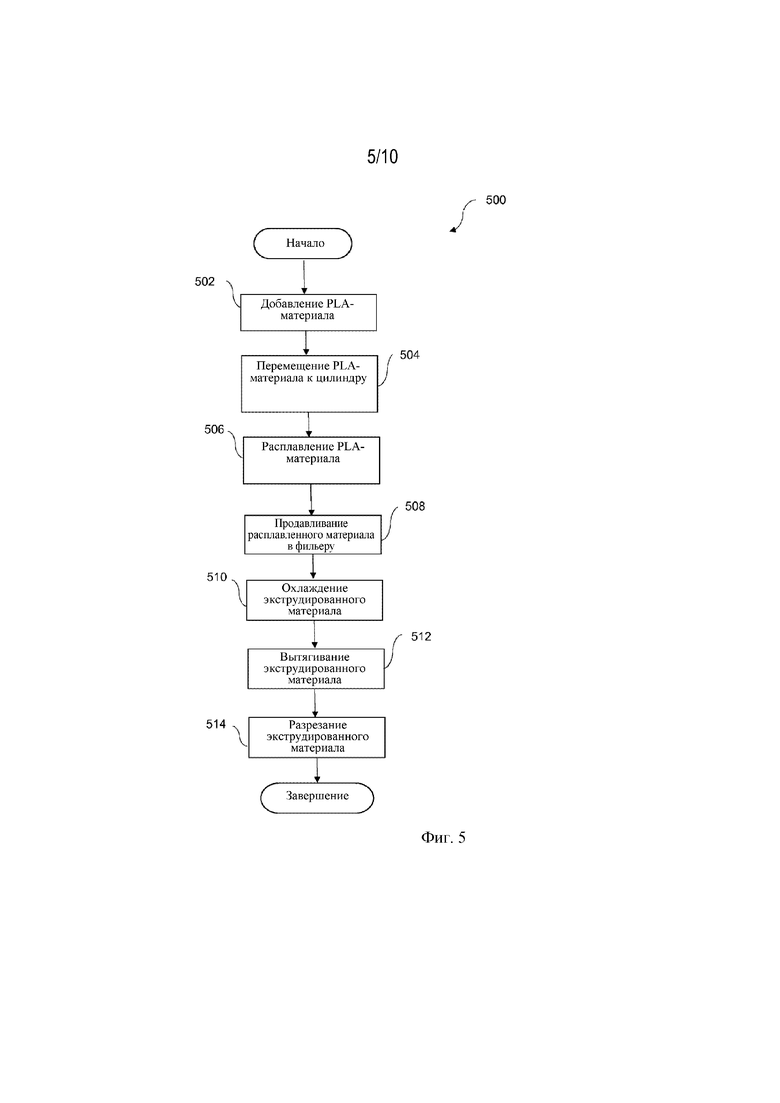
на фиг. 5 показана схема последовательности способа изготовления элемента, охлаждающего аэрозоль, изделия, генерирующего аэрозоль, согласно варианту осуществления настоящего изобретения;
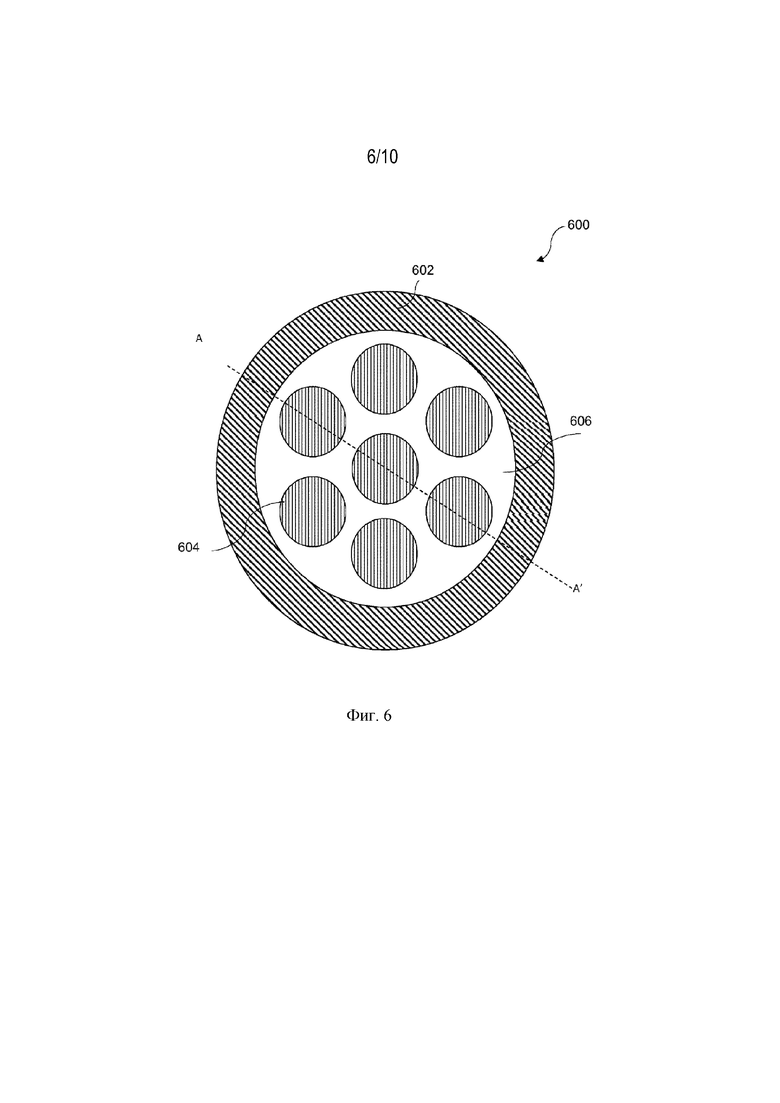
на фиг. 6 показан вид в поперечном сечении фильеры для использования при производстве элементов, охлаждающих аэрозоль, согласно варианту осуществления настоящего изобретения;
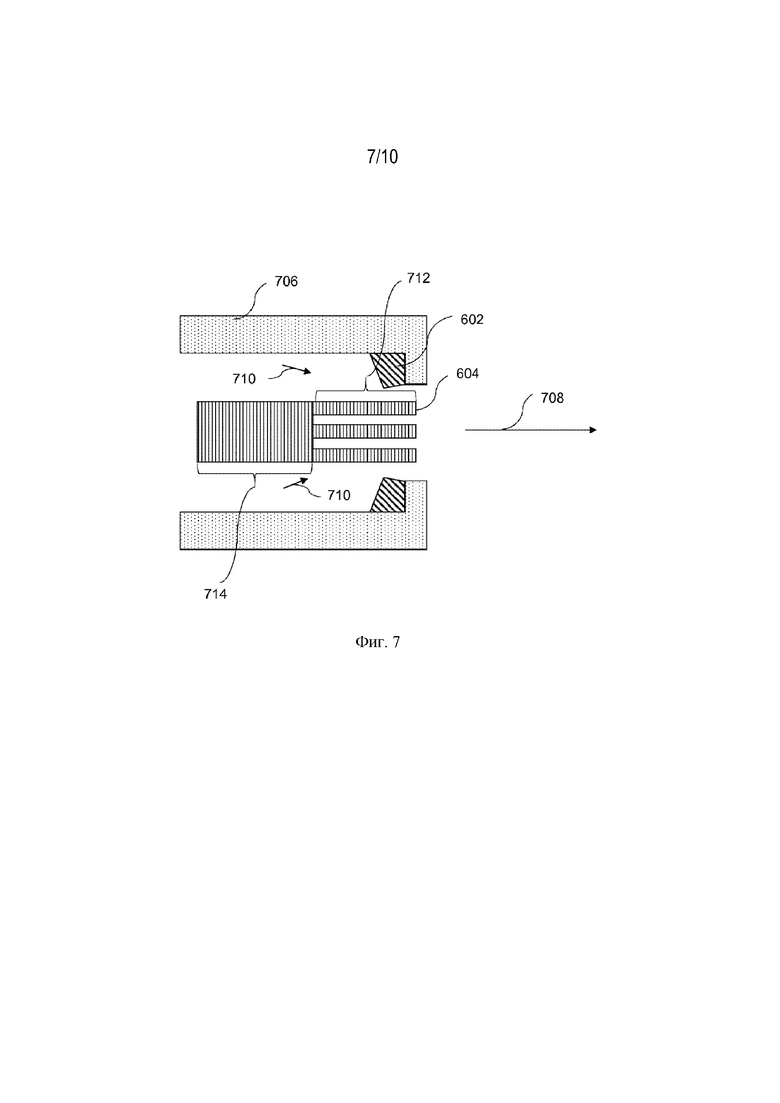
на фиг. 7 показан вид фильеры, показанной на фиг. 6, разрезанной вдоль оси AA’ внутри камеры;
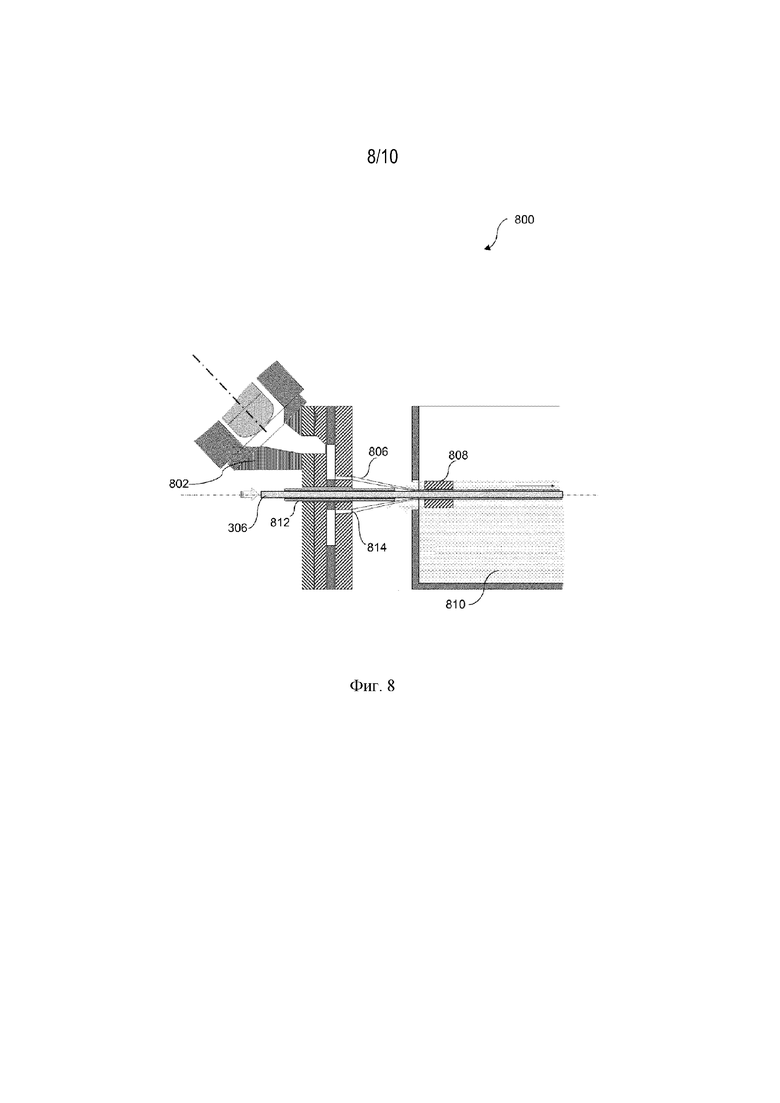
на фиг. 8 показано схематическое изображение устройства для экструзии дополнительного материала для покрытия непрерывной экструдированной структуры экструдированным наружным покрытием согласно варианту осуществления настоящего изобретения;
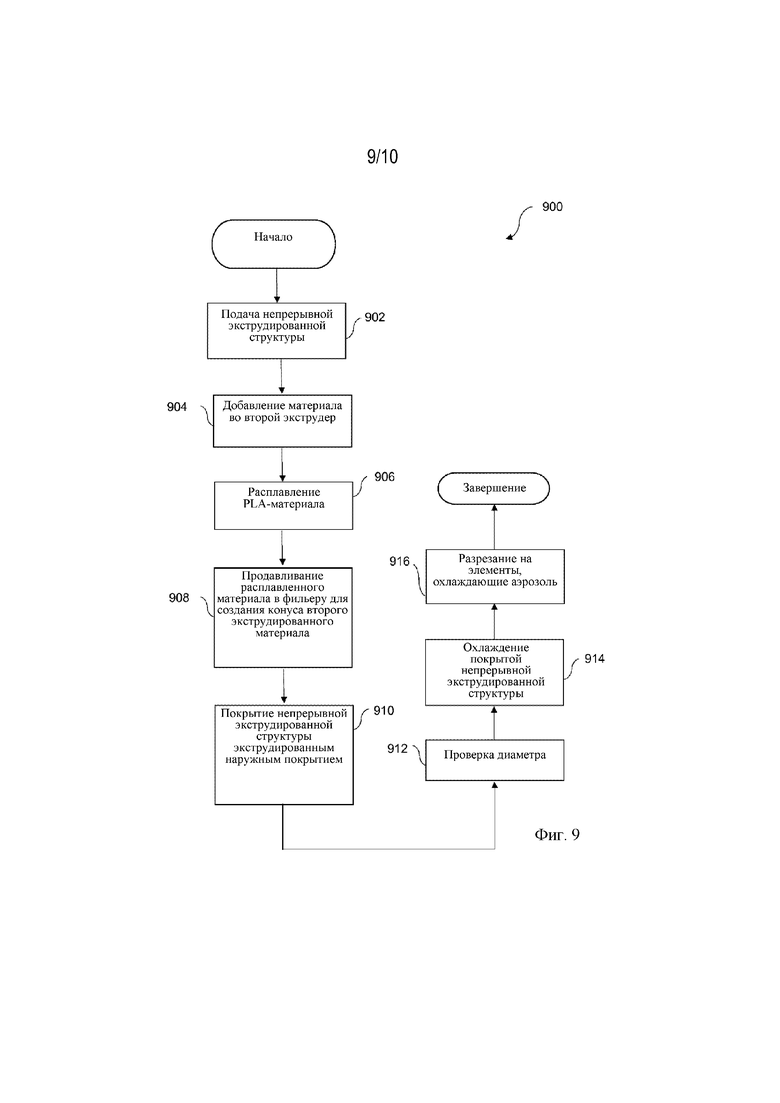
на фиг. 9 показана схема последовательности способа экструзии дополнительного материала для покрытия непрерывной экструдированной структуры экструдированным наружным покрытием согласно варианту осуществления настоящего изобретения; и
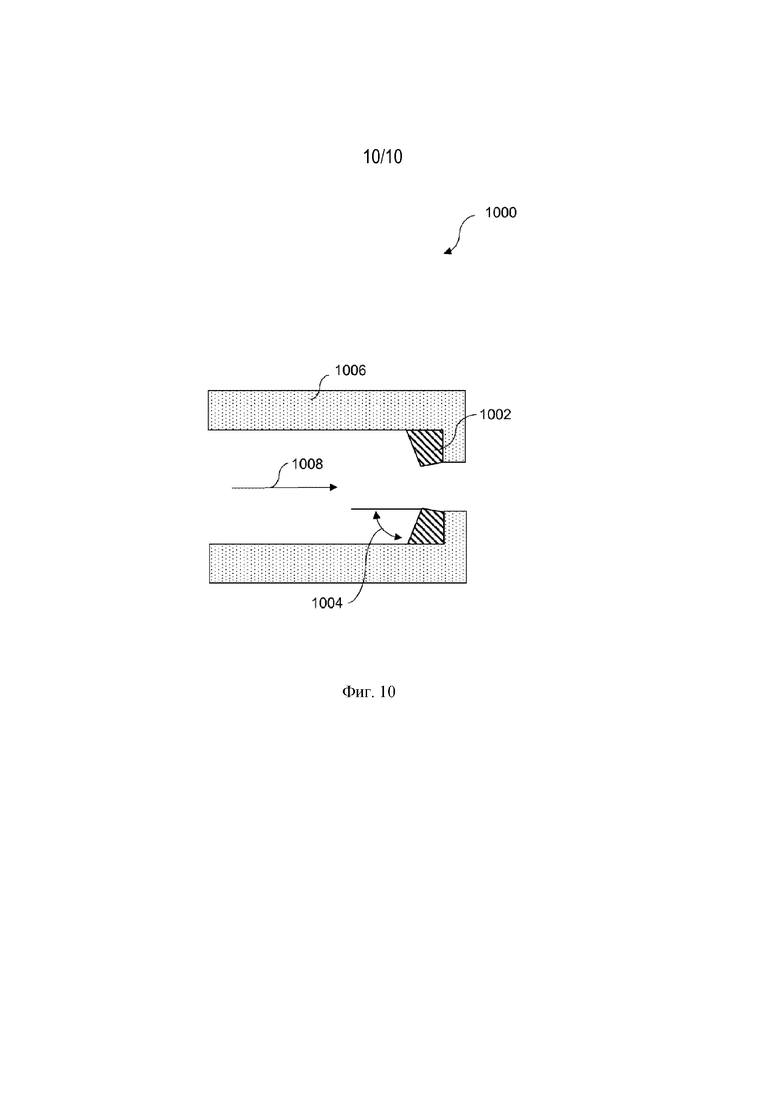
на фиг. 10 показан вид в поперечном сечении экструзионной фильеры.
Настоящее изобретение относится к изделию, генерирующему аэрозоль, содержащему субстрат, образующий аэрозоль, и элемент, охлаждающий аэрозоль, для охлаждения аэрозоля, образованного из субстрата, образующего аэрозоль. Из уровня техники известны изделия, генерирующие аэрозоль, в которых субстрат, образующий аэрозоль, такой как табакосодержащий субстрат, нагревают, а не сжигают. Примеры систем, использующих изделия, генерирующие аэрозоль, включают системы, которые нагревают табакосодержащий субстрат выше 200 градусов Цельсия с получением никотинсодержащего аэрозоля.
Изделие, генерирующее аэрозоль, в варианте осуществления настоящего изобретения содержит элемент, охлаждающий аэрозоль, при этом элемент, охлаждающий аэрозоль, содержит экструдированную часть.
На фиг. 1 показан элемент, охлаждающий аэрозоль, содержащий экструдированную часть 100, согласно варианту осуществления настоящего изобретения. Экструдированная часть 100 имеет длину 108 и содержит внешнюю поверхность 104, образующую периметр поперечного сечения, перпендикулярный длине 108 экструдированной части 100. Показана внутренняя поверхность 102, образующая один или более проходов 110 по длине 108 экструдированной части 100.
В некоторых вариантах осуществления один или более проходов 110 содержат от 50% до 90% площади поперечного сечения, образованной внешней поверхностью 104. Экструдированная часть 100 содержит два или более проходов 110. В этом конкретном варианте осуществления показаны семь проходов.
В некоторых вариантах осуществления экструдированная часть 100 имеет круглое поперечное сечение с диаметром 106 от 5 мм до 10 мм.
В некоторых вариантах осуществления экструдированная часть 100 имеет длину 108 от 7 мм до 28 мм.
В некоторых вариантах осуществления экструдированная часть 100 содержит полимолочную кислоту (PLA) или изготовлена из нее.
В некоторых вариантах осуществления внутренняя поверхность 102 и/или внешняя поверхность 104 экструдированной части 100 содержат неровности поверхности (не показаны на фиг. 1). Неровности поверхности могут представлять собой любые негладкие признаки (например, трещины, отверстия, разломы, выпуклости и т. д.) на внешней поверхности 104 или внутренней поверхности 102 экструдированной части 100.
На фиг. 2 показана схема в поперечном разрезе изделия 200, генерирующего аэрозоль, согласно варианту осуществления настоящего изобретения. Изделие 200, генерирующее аэрозоль, содержит субстрат 202, генерирующий аэрозоль, элемент 204, охлаждающий аэрозоль, и фильтр 210. Как показано на фиг. 2, элемент 204, охлаждающий аэрозоль, расположен между фильтром 210 и субстратом 202, генерирующим аэрозоль. Элемент 204, охлаждающий аэрозоль, может содержать экструдированную часть 100, как показано на фиг. 1, содержащую два или более проходов 110.
В некоторых вариантах осуществления фильтр 210 представляет собой традиционный фильтр мундштука, выполненный из ацетилцеллюлозы, и может иметь длину приблизительно 45 миллиметров.
Элемент 204, охлаждающий аэрозоль, может выполнять функцию снижения температуры потока аэрозоля, втягиваемого через элемент за счет теплопередачи. Компоненты аэрозоля могут взаимодействовать с элементом 204, охлаждающим аэрозоль, и терять тепловую энергию.
Элемент 204, охлаждающий аэрозоль, может выполнять функцию снижения температуры потока аэрозоля, втягиваемого через элемент, за счет воздействия на него фазового превращения, которое потребляет тепловую энергию из потока аэрозоля. Например, материал, образующий элемент, охлаждающий аэрозоль, может подвергаться фазовому превращению, такому как плавление или стеклование, которое требует поглощения тепловой энергии. Если элемент 204 выбран таким образом, что он подвергается эндотермической реакции при температуре, при которой аэрозоль поступает в элемент 204, охлаждающий аэрозоль, то реакция будет потреблять тепловую энергию из потока аэрозоля.
В некоторых вариантах осуществления температура потока аэрозоля по мере его втягивания через элемент 204, охлаждающий аэрозоль, может быть снижена на более чем 10 градусов Цельсия. В некоторых вариантах осуществления температура потока аэрозоля по мере его втягивания через элемент 204, охлаждающий аэрозоль, может быть снижена на более чем 15 градусов Цельсия или более чем 20 градусов Цельсия. Когда аэрозоль поступает в элемент 204, охлаждающий аэрозоль, его температура составляет приблизительно 60 градусов Цельсия. Из-за охлаждения внутри элемента 204, охлаждающего аэрозоль, температура аэрозоля по мере его выхода из элемента, охлаждающего аэрозоль, может составлять приблизительно 40 градусов Цельсия. Кроме того, содержание воды в аэрозоле может быть снижено.
Аэрозоль, образованный в результате нагрева субстрата на основе табака, как правило, содержит фенольные соединения. Использование элемента 204, охлаждающего аэрозоль, в соответствии с вариантами осуществления, рассмотренными в настоящем документе, может снизить уровни фенолов и крезолов на от 90% до 95%. В некоторых примерах фенольные соединения могут удаляться в результате взаимодействия с материалом, образующим элемент 204, охлаждающий аэрозоль. Фенольные соединения (например, фенолы и крезолы) могут адсорбироваться материалом, из которого образован элемент 204, охлаждающий аэрозоль.
На фиг. 3 показано схематическое изображение устройства 300 для изготовления элементов 100, 204, охлаждающих аэрозоль, согласно варианту осуществления настоящего изобретения. Производственное устройство 300 содержит пластиковый экструдер 400 для экструдирования по меньшей мере частично расплавленного полимера через фильеру 316, охлаждающий блок 308 для охлаждения экструдированного полимера таким образом, чтобы он сохранял свою экструдированную форму и не деформировался нежелательным образом, систему 312 для вытягивания с целью вытягивания экструдированного и по меньшей мере частично затвердевшего полимера из фильеры 316 и резак 310 для разрезания экструдированного полимера на отдельные экструдированные части необходимой длины. Пластмассовый экструдер 400 образует непрерывную экструдированную структуру 306, которая дополнительно обрабатывается охлаждающим блоком 308, системой 312 для вытягивания и резаком 310.
На фиг. 4 представлено схематическое изображение примера пластмассового экструдера 400. Пластмассовый экструдер 400 содержит бункер 402 для удерживания чипов из полимерного исходного материала 420, подающее отверстие 404 для подачи чипов исходного материала 420 на вал 401 экструдера 400, двигатель 416, упорный подшипник 408, винт 412, приводимый в движение двигателем 416 посредством зубчатого редуктора 406, причем винт 412 перемещает полимерный исходный материал 420 вдоль вала 401 в направлении экструзионной фильеры 316, термопару 410 для измерения температуры, нагревательные элементы 414 для по меньшей мере частичного плавления полимерного исходного материала 420 и цилиндр 418.
На фиг. 5 представлена блок-схема, на которой изображен способ 500 изготовления элемента 100, 204, охлаждающего аэрозоль, изделия, генерирующего аэрозоль, согласно варианту осуществления настоящего изобретения. В способе 500, показанном на фиг. 5, внутренняя поверхность 102 и внешняя поверхность 104 экструдированной части 100 образованы посредством экструзии одновременно с использованием устройства 300, показанного на фиг. 3 и 4. Ссылаясь на способ 500, показанный на фиг. 5, исходный материал 420 (например, чипы PLA) добавляют 502 в бункер 402, который транспортирует 504 исходный материал 420 к цилиндру 418 пластмассового экструдера 400. Исходный материал 420 постепенно расплавляют 506 нагревательными элементами 414 в расплавленный материал. Винт 412 продавливает 508 расплавленный материал в фильеру 316, соединенную с концом цилиндра 418. Экструдированный материал, выходящий из фильеры 316 в виде непрерывной экструдированной структуры 306 в направлении, как показано стрелкой 314, охлаждают 510 охлаждающим блоком 308. Затем охлажденная непрерывная экструдированная структура 306 вытягивается 512 посредством системы 312 для вытягивания. Затем непрерывную экструдированную структуру 306 разрезают 514 резальной машиной 310 с получением экструдированных частей 100, предназначенных для использования в качестве элементов 204, охлаждающих аэрозоль, для использования в изделиях, генерирующих аэрозоль, например, изделии 200, генерирующем аэрозоль, показанном на фиг. 2.
На фиг. 6 показан вид в поперечном сечении передней стороны (выпускной поверхности) фильеры 600 для использования при производстве непрерывной экструдированной структуры 306 согласно варианту осуществления настоящего изобретения. Фильера содержит охватывающую часть 602, охватываемую часть 604 и полость 606 между ними.
На фиг. 7 показан вид фильеры 600, разрезанной вдоль линии AA’ внутри камеры 706. Стрелки 710 указывают на направления потока расплавленного материала внутри камеры 706. Стрелка 708 указывает на направление потока экструзии, выходящего из экструдера 400. Как можно видеть на фиг. 7, передний конец 712 охватываемой части 604 фильеры содержит профилированную конструкцию, а задний конец 714 охватываемой части 604 фильеры представляет собой твердую конфигурацию.
На фиг. 6 и 7 показан один пример фильеры 600, которая может использоваться в процессе экструзии для образования внутренней поверхности 102 и внешней поверхности 104 одновременно. В этом примере охватываемая часть 604 фильеры 600 содержит центральный столбец и шесть окружающих столбцов. Охватывающая часть 602 фильеры 600 представляет собой кольцевое пространство, окружающее охватываемую часть 604. Преимущественно фильера конфигурации, такая как фильера 600 на фиг. 6 и 7, образует экструдированную часть с периферийными пустыми трубчатыми проходами 110 вокруг центрального пустого трубчатого прохода.
В других примерах могут использоваться фильеры, которые приводят к целому ряду проходов разных размеров и форм в готовой экструдированной части. Например, охватываемая часть 604 может иметь разные формы поперечного сечения, что приведет к проходам с разными формами поперечного сечения в экструдированной части 100. Примеры поперечных сечений могут включать любой многогранник, такой как пятиугольная призма, шестиугольная призма или восьмиугольная призма, концентрические кольцевые формы и т. д. В конкретном примере охватываемая часть с поперечным сечением, выполненным по существу в форме звезды, приведет в результате к проходу с поперечным сечением, выполненным по существу в форме звезды. Это будет иметь эффект увеличения площади поверхности внутренних пустых проходов внутри экструдированной части. Это увеличение площади поверхности внутренних проходов имеет эффект увеличения эффективности стержней при снижении температуры аэрозоля, втягиваемого через него.
В некоторых примерах настоящего изобретения перед разрезанием непрерывной экструдированной структуры 306 на экструдированные части 100 дополнительный материал экструдируют вокруг непрерывной экструдированной структуры 306 для покрытия непрерывной экструдированной структуры экструдированным наружным покрытием.
На фиг. 8 показано схематическое изображение устройства для экструзии дополнительного материала для покрытия непрерывной экструдированной структуры 306 экструдированным наружным покрытием согласно варианту осуществления настоящего изобретения.
Устройство 800 содержит второй экструдер 802, вторую фильеру 814, систему 808 проверки диаметра и область 810 охлаждения. Непрерывная экструдированная структура 306 может подаваться в устройство 800 через проем 812.
На фиг. 9 показана схема последовательности способа экструзии дополнительного материала для покрытия непрерывной экструдированной структуры экструдированным наружным покрытием согласно варианту осуществления настоящего изобретения.
В отношении фиг. 9 непрерывная экструдированная структура 306 подается 902 непрерывно в устройство 800 через проем 812. Исходный материал (например, гранулы PLA) добавляют 904 во второй экструдер 802. Исходный материал расплавляют 906 вторым нагревателем во втором экструдере 802. Расплавленный материал продавливают 908 во вторую фильеру 814 для создания конуса второго экструдированного материала 806. Второй экструдированный материал 806 затем наносят на непрерывную экструдированную структуру 306 по мере того, как она подается через проем 812 для покрытия 910 непрерывной экструдированной структуры 306 экструдированным наружным покрытием. Диаметр покрытия может быть проверен 912 на этом этапе посредством системы 808 проверки диаметра. Затем покрытую непрерывную экструдированную структуру 306 охлаждают 914 в области 810 охлаждения. К тому моменту, когда покрытая непрерывная экструдированная структура 306 достигнет области 810 охлаждения, диаметр покрытия является по существу постоянным. В области 810 охлаждения покрытая непрерывная экструдированная структура 306 погружается в охлаждающий материал или иным образом подвержена его воздействию. Охлаждающий материал может представлять собой жидкость или газовое вещество и может быть приспособлен в соответствии с природой материала, используемого в процессе экструзии для достаточного охлаждения. Наконец, охлажденную покрытую непрерывную экструдированную структуру 306 разрезают 916 на элементы 204, охлаждающие аэрозоль, предназначенные для использования в изделиях, генерирующих аэрозоль.
Диаметр экструдированного материала пропорционален скорости экструзии посредством второго экструдера 802. Чем быстрее расплавленный материал продавливается во вторую фильеру 814 посредством винта экструдера, тем больше диаметр покрытия. Диаметр покрытия также пропорционален скорости, с которой покрытая непрерывная экструдированная структура 306 вытягивается из системы для вытягивания. Чем быстрее покрытая непрерывная экструдированная структура 306 вытягивается из системы для вытягивания, тем меньше диаметр покрытия. Другим фактором, который влияет на диаметр покрытия, является расстояние, на котором находится охлаждающий блок 810 от проема выходного потока второго экструдера 802. Диаметр покрытия может уменьшаться с увеличением расстояния от проема выходного потока. Эти технологии могут быть использованы по отдельности или вместе для достижения требуемого диаметра покрытия элементов 204, охлаждающих аэрозоль.
В некоторых примерах устройство (300, 800) содержит одну или более систем управления. Эти системы управления могут быть способными отслеживать различные параметры. Системы управления могут быть расположены в конце производства, на образцах производства и/или в процессе производства. Например, система 808 проверки диаметра может представлять собой одну из по меньшей мере одной систем измерения диаметра и может представлять собой систему, работающую в режиме онлайн. Система проверки, работающая в режиме онлайн, может отправлять показание на систему управления, которая согласно показанию способна регулировать параметры вышеописанных технологий, влияющих на диаметр, таким образом, чтобы диаметр экструдированного материала оставался в пределах заданного допуска на размер диаметра. Кроме того, система 808 проверки диаметра может быть выполнена с возможностью отправки предупреждающего сигнала на расположенное дальше по ходу потока исполнительное устройство для отбраковки экструдированных частей, которые система 808 проверки диаметра определила как такие, что были изготовлены с экструдированной частью, имеющей неправильный диаметр.
Использование экструзии, как описано в способах 500 и 900, с соответствующими устройствами 300 и 800 согласно настоящему изобретению обеспечивает возможность изготовления элементов 204, охлаждающих аэрозоль, которые являются механически стабильными и имеют постоянный профиль. Экструдированный профиль, создаваемый во время экструзии, является менее изменяемым, чем профиль, создаваемый способами сжатия фольги.
Элементы 204, охлаждающие аэрозоль, полученные на основе способов 500 и 900, имеют дополнительное преимущество, заключающееся в отсутствии этапа склеивания, поскольку непрерывный цилиндр непосредственно образован посредством экструзии. Исключение необходимости в этапе склеивания устраняет связанные проблемы, такие как отверстие на ослабленном шве и неспособность управления диаметром, поскольку диаметр элемента 204, охлаждающего аэрозоль, увеличивается с течением времени из-за расширения оберточного материала. Диаметр элемента 204, охлаждающего аэрозоль, созданного способами согласно настоящему изобретению, является относительно постоянным после того, как экструдированный материал охлажден.
Кроме того, способы согласно настоящему изобретению обеспечивают возможность установки толщины экструдированных частей 100. Это может привести к незначительной неспособности управления весом экструдированных частей 100 или ее отсутствию.
На фиг. 10 показан вид в поперечном сечении фильеры согласно варианту осуществления. Фильера 1000 на фиг. 10 отличается от фильеры 600 на фиг. 6 и 7 тем, что угол 1004 между наиболее приближенной к центру частью охватывающей части 1002 фильеры 1000 и направлением потока поступающего экструдированного материала, проиллюстрированного стрелкой 1008, уменьшен. Уменьшенный угол 1004 может увеличивать силы трения на экструдированном материале по мере того, как он продавливается через фильеру 1000. Это, в свою очередь, может иметь эффект увеличения неровностей поверхности. Неровности поверхности представляют собой любые негладкие признаки (например, трещины, отверстия, разломы, выпуклости и т. д.) на внешней или внутренней поверхности экструдированной части. Эти неровности поверхности могут улучшить свойства теплопередачи элемента, охлаждающего аэрозоль, с воздухом. Это является преимущественным, поскольку можно достичь более низкой температуры аэрозоля в изделии, генерирующем аэрозоль, содержащем элемент, охлаждающий аэрозоль.
Для увеличения неровностей поверхности могут применяться другие технологии. Один пример технологии заключается в том, чтобы быстро охлаждать экструдированный материал, например, посредством погружения в очень холодную текучую среду для получения температурного градиента между внутренней стороной и внешней стороной экструдированного материала. Этот температурный градиент может привести к напряжениям в экструдированном материале и привести в результате к появлению поверхностных трещин. Другие примеры технологий включают: увеличение скорости экструзии, увеличение трения внутри камеры и увеличение трения с помощью фильеры. Все это может привести к неровностям поверхности, что может увеличить теплопередачу элемента, охлаждающего аэрозоль, с окружающим воздухом.
Дополнительные преимущества вышеописанного изобретения могут включать снижение необходимого количества материала и уменьшение общей стоимости изготовления. Необходимый материал может быть уменьшен из-за более низкого веса конечного продукта по сравнению с технологиями изготовления элемента, охлаждающего аэрозоль, не являющимися экструзией, такими как процесс сжатия фольги. Общая стоимость может быть уменьшена, поскольку экструзию осуществляют непосредственно из исходного материала, такого как гранулы. Это отличается от процесса сжатия фольги, в котором необходимо, чтобы гранулы были переделаны в фольгу, которой затем придают форму стержня.
Изобретение относится к табачной промышленности, а именно к изделию и способу изготовления изделия, генерирующего аэрозоль. Изделие, генерирующее аэрозоль, содержит элемент, охлаждающий аэрозоль. Элемент, охлаждающий аэрозоль, содержит экструдированную часть. Экструдированная часть имеет длину. Экструдированная часть содержит внешнюю поверхность, образующую периметр поперечного сечения, перпендикулярный длине экструдированной части. Экструдированная часть содержит внутреннюю поверхность, образующую один или более проходов по длине экструдированной части. Внутренняя поверхность или внешняя поверхность или как внутренняя поверхность, так и внешняя поверхность содержат неровности поверхности. Технический результат заключается в повышении теплопередачи за счет повышения площади поверхности элемента, охлаждающего аэрозоль. Также раскрыты способ изготовления элемента, охлаждающего аэрозоль, и способ изготовления изделия, генерирующего аэрозоль. 3 н. и 12 з.п. ф-лы, 10 ил.
1. Изделие, генерирующее аэрозоль, содержащее элемент, охлаждающий аэрозоль, при этом элемент, охлаждающий аэрозоль, содержит:
экструдированную часть;
при этом экструдированная часть имеет длину, и экструдированная часть содержит:
внешнюю поверхность, образующую периметр поперечного сечения, перпендикулярный длине экструдированной части; и
внутреннюю поверхность, образующую один или более проходов по длине экструдированной части;
при этом внутренняя поверхность или внешняя поверхность или как внутренняя поверхность, так и внешняя поверхность содержат неровности поверхности.
2. Изделие, генерирующее аэрозоль, по п. 1, в котором один или более проходов содержат от 50% до 90% площади поперечного сечения, образованной внешней поверхностью.
3. Изделие, генерирующее аэрозоль, по любому предыдущему пункту, в котором элемент, охлаждающий аэрозоль, содержит два или более проходов.
4. Изделие, генерирующее аэрозоль, по любому предыдущему пункту, в котором экструдированная часть имеет круглое поперечное сечение с диаметром от 5 мм до 10 мм.
5. Изделие, генерирующее аэрозоль, по любому предыдущему пункту, в котором экструдированная часть имеет длину от 7 мм до 28 мм.
6. Изделие, генерирующее аэрозоль, по любому предыдущему пункту, в котором экструдированная часть содержит полимолочную кислоту.
7. Изделие, генерирующее аэрозоль, по любому предыдущему пункту, которое дополнительно содержит субстрат аэрозоля и фильтр, и при этом элемент, охлаждающий аэрозоль, расположен между фильтром и субстратом, генерирующим аэрозоль.
8. Способ изготовления элемента, охлаждающего аэрозоль, изделия, генерирующего аэрозоль, при этом способ включает в себя этапы:
предоставления материала;
экструзии материала через фильеру для образования непрерывной экструдированной структуры, содержащей внутреннюю поверхность и внешнюю поверхность, при этом внутренняя поверхность образует один или более проходов внутри непрерывной экструдированной структуры, а внешняя поверхность образует периметр поперечного сечения непрерывной экструдированной структуры;
обеспечения неровностей поверхности на внешней поверхности или внутренней поверхности или как внешней поверхности, так и внутренней поверхности; и
разрезания непрерывной экструдированной структуры для образования элемента, охлаждающего аэрозоль.
9. Способ по п. 8, в котором материал экструдируют через фильеру таким образом, что один или более проходов образуются с общей площадью поперечного сечения, которая составляет от 50% до 90% площади поперечного сечения непрерывной экструдированной структуры.
10. Способ по п. 8 или 9, в котором материал экструдируют через фильеру таким образом, чтобы образовывались два или более проходов.
11. Способ по любому из пп. 8-10, в котором материал экструдируют через фильеру таким образом, что поперечное сечение непрерывной экструдированной структуры является круглым с диаметром от 5 мм до 10 мм.
12. Способ по любому из пп. 8-11, в котором непрерывную экструдированную структуру разрезают на длину от 7 мм до 28 мм.
13. Способ по любому из пп. 8-12, в котором этап обеспечения неровностей поверхности предусматривает быстрое охлаждение непрерывной экструдированной структуры.
14. Способ по любому из пп. 8-13, в котором до разрезания непрерывной экструдированной структуры способ дополнительно включает в себя этапы:
предоставления непрерывной экструдированной структуры; и
экструдирования дополнительного материала через вторую фильеру для покрытия непрерывной экструдированной структуры экструдированным наружным покрытием.
15. Способ изготовления изделия, генерирующего аэрозоль, включающий в себя этапы:
образования элемента, охлаждающего аэрозоль, способом по любому из пп. 8-14;
внедрения элемента, охлаждающего аэрозоль, в изделие, генерирующее аэрозоль.
| АЭРОЗОЛЬ-ГЕНЕРИРУЮЩЕЕ ИЗДЕЛИЕ, СОДЕРЖАЩЕЕ АЭРОЗОЛЬ-ОХЛАЖДАЮЩИЙ ЭЛЕМЕНТ | 2012 |
|
RU2609394C2 |
| АЭРОЗОЛЬ-ГЕНЕРИРУЮЩЕЕ ИЗДЕЛИЕ, СОДЕРЖАЩЕЕ БИОРАЗЛАГАЕМЫЙ АРОМАТ-ГЕНЕРИРУЮЩИЙ КОМПОНЕНТ | 2012 |
|
RU2581999C2 |
| WO 2015166245 A2, 05.11.2015 | |||
| WO 2013120565 A2, 22.08.2013 | |||
| УСТРОЙСТВО РАЗВОРОТА И ФИКСАЦИИ ГЕРМОКОНТЕЙНЕРА НАУЧНОЙ АППАРАТУРЫ | 2013 |
|
RU2534211C1 |

