Настоящее изобретение относится к рисунку на оберточной бумаге для изделия, генерирующего аэрозоль, имеющего сжимаемый источник тепла для нагревания субстрата, образующего аэрозоль.
Из известного уровня техники известны изделия, генерирующие аэрозоль, в которых табак нагревается, а не сгорает. Задача таких «нагреваемых» изделий состоит в уменьшении количества определенных составляющих дыма, образующихся в результате сгорания и пиролитической деградации табака в обычных сигаретах. В нагреваемом изделии, генерирующем аэрозоль, одного известного типа аэрозоль генерируется в результате передачи теплоты от горючего источника теплоты к субстрату, образующему аэрозоль, например, содержащему табак. Субстрат, образующий аэрозоль, может быть расположен дальше по ходу потока относительно горючего источника теплоты. Наружный оберточный лист изделия, генерирующего аэрозоль, может быть использован для окружения субстрата, образующего аэрозоль, и по меньшей мере части горючего источника теплоты, содержащегося во внутреннем оберточном листе. При использовании летучие соединения выделяются из субстрата, образующего аэрозоль, в результате теплопередачи от горючего источника тепла и захватываются воздухом, втягиваемым через нагреваемое изделие, генерирующее аэрозоль. По мере охлаждения высвобождаемых соединений они конденсируются с образованием аэрозоля.
Некоторые горючие источники теплоты может быть сложно тушить, или может потребоваться тушение источника теплоты до того, как он сам потухнет. Желательно предоставить изделие, генерирующее аэрозоль, которое может накрывать горючий источник теплоты для тушения или экранирования источника теплоты. Способом достижения этого является расположение наружного оберточного листа таким образом, чтобы в нем было внутреннее углубление, в которое может быть втянут горючий источник теплоты.
В публикации WO 2017/115196 раскрыто изделие, генерирующее аэрозоль, имеющее сжимаемую конструкцию для втягивания источника теплоты во внутреннее «пустое пространство». Раскрытая конструкция содержит внутренний трубчатый элемент, который содержит по порядку от дальнего крайнего конца в направлении ближнего конца мундштука: источник теплоты, субстрат, генерирующий аэрозоль, первый элемент рассеивания, пустое пространство, второй элемент рассеивания и элемент, охлаждающий аэрозоль. При использовании внутренний трубчатый элемент удерживается внутри трубчатого корпуса, который содержит фильтрующий элемент мундштука. Наружный оберточный лист может быть приклеен в месте соединения внутреннего трубчатого элемента с образованием трубчатого корпуса, который удерживает внутренний трубчатый элемент внутри трубчатого корпуса. Внутренний трубчатый элемент содержит область пониженной прочности, при этом крайний конец может сжиматься внутри трубчатого корпуса в пустое пространство.
Изделия, генерирующие аэрозоль, как правило, изготавливают в конфигурации встык путем сворачивания оберточного листа вокруг стержня, образованного из первого и второго внутренних трубчатых элементов, установленных на соответствующих первом и втором фильтрах мундштука. Фильтры мундштука могут быть объединены для образования фильтрующего элемента мундштука. Затем обернутый стержень может быть разрезан через фильтр мундштука для получения двух изделий, генерирующих аэрозоль. Такая компоновка обеспечивает более высокую скорость производственной линии по сравнению с обертыванием отдельных изделий, генерирующих аэрозоль. Во время изготовления сжимаемых изделий, генерирующих аэрозоль, предполагается, что на стержень могут быть нанесены две обертки. Первая обертка может быть приклеен к стержню на ближнем конце стрежня. Например, первая обертка может закрепить оберточный лист на фильтре мундштука и необязательно на ближней части внутренних трубчатых элементов и фильтра мундштука. Вторая обертка может закрепить наружный оберточный лист на первой обертке. Вторая обертка может быть прикреплена по всей своей длине к нижележащей первой обертке. Это может создавать наружный трубчатый элемент, который жестко поддерживает и защищает стержень или внутренний трубчатый элемент, при этом позволяя внутреннему трубчатому элементу сжиматься внутри наружного трубчатого элемента и, таким образом, сжиматься при «гашении».
Тем не менее, рисунок нанесения клея, предлагаемый для использования при приклеивании наружного оберточного листа сначала к стержню, а затем к самому себе, не закрепляет концы наружного оберточного листа на стержне во всех точках, в частности, во время нанесения первой обертки, поскольку нанесение клея по всей площади наружного оберточного листа для такой первой обертки уменьшит способность к сжатию внутреннего трубчатого элемента. Следовательно, наружная оберточная бумага предназначена исключительно для приклеивания к фильтру мундштука и части первого и второго внутренних трубчатых элементов на первой обертке. Вращающийся барабан, содержащий вакуум для временного приклеивания наружного оберточного листа к вращающемуся барабану, является стандартным способом сворачивания изделия, генерирующего аэрозоль. Поскольку адгезив нанесен только на центральную часть наружного оберточного листа для части, которая образует первую обертку, только центральная часть будет надежно прикреплена к стержню. Вершины наружного оберточного листа не приклеены к стержню на данном этапе, и соответственно будут более расположены к тому, чтобы оставаться прикрепленными к вращающемуся барабану. Следовательно, нецентральные части наружного оберточного листа могут оставаться закрепленными на вращающемся барабане, тогда как центральные части надежно обернуты вокруг стержня во время первого кругового оборота, что может привести к неравномерному оборачиванию наружного оберточного листа и образованию изделия, генерирующие аэрозоль, конической формы.
Было бы желательно представить изделие, генерирующее аэрозоль, которое имеет конструкцию, содержащую наружный лист, который не был бы причиной получения изделий, генерирующих аэрозоль, конической формы и при этом сохранял сжимаемую часть. Было бы желательно предоставить изделие, генерирующее аэрозоль, которое можно изготовить с использованием существующих производственных процессов и которое можно произвести с существующими производственными мощностями.
В соответствии с настоящим изобретением предоставляется изделие, генерирующее аэрозоль, имеющее ближний конец и дальний конец, причем изделие, генерирующее аэрозоль, содержит:
- внутренний трубчатый элемент, содержащий внутренний оберточный лист, окружающий горючий источник теплоты, размещенный вблизи от дальнего конца изделия, генерирующего аэрозоль;
- наружный оберточный лист для образования наружного трубчатого элемента изделия, генерирующего аэрозоль, при сворачивании вдоль продольной оси, причем наружный оберточный лист содержит: первую кромку, содержащую ближнюю часть и дальнюю часть, при этом ближняя часть содержит склеивающую секцию, и при этом дальняя часть проходит от ближней части под острым углом относительно продольной оси.
Согласно первому аспекту настоящего изобретения предусмотрен оберточный лист для образования трубчатого элемента изделия, генерирующего аэрозоль, при сворачивании вокруг продольной оси. Оберточный лист содержит первую кромку, содержащую ближнюю часть и дальнюю часть. Ближняя часть содержит склеивающую секцию. Дальняя часть проходит от ближней части под острым углом относительно продольной оси.
Оберточный лист согласно настоящему изобретению преимущественно предоставляет изделие, генерирующее аэрозоль, которое имеет менее конический профиль, чем изделия из известного уровня техники. Это частично обусловлено склеивающей секцией на ближнем конце первой кромки, которая изначально контактирует с внутренним трубчатым элементом во время процедуры обертывания для формирования изделия, генерирующего аэрозоль. Эта склеивающая секция обеспечивает возможностью тугого оборачивания оберточного листа вокруг внутреннего трубчатого элемента без какого-либо разъединения оберточного листа и внутреннего трубчатого элемента во время первого кругового оборота. Дополнительно, согнутая под углом дальняя часть первой кромки обеспечивает сцепление между оберточным листом и внутренним трубчатым элементом, поскольку оберточный лист обернут вокруг внутреннего трубчатого элемента. Это вызывает притягивание оберточного листа к внутреннему трубчатому элементу по мере оборачивания оберточного листа вокруг внутреннего трубчатого элемента. Это дополнительно уменьшает вероятность любого разъединения между оберточным листом и внутренним трубчатым элементом.
В некоторых вариантах осуществления ближняя часть первой кромки по существу параллельна продольной оси.
В некоторых вариантах осуществления оберточный лист дополнительно содержит вторую кромку, противоположную первой кромке. Вторая кромка содержит ближнюю часть второй кромки и дальнюю часть второй кромки, при этом первая и вторая кромки определяют ширину листа. Ближняя часть второй кромки может быть по существу параллельна ближней части первой кромки. Ближняя часть второй кромки может также по существу иметь ту же длину, что и ближняя часть первой кромки. Дальняя часть второй кромки может быть по существу параллельна дальней части первой кромки. Дальняя часть второй кромки может также по существу иметь ту же длину, что и дальняя часть первой кромки. В некоторых вариантах осуществления оберточный лист дополнительно содержит кромки ближнего и дальнего концов, проходящие между первой и второй кромками на их соответствующих ближнем и дальнем концах. Расстояние между первой и второй кромками может быть постоянным вдоль длины листа. Кромки ближнего и дальнего концов могут проходить по существу перпендикулярно продольной оси.
В некоторых вариантах осуществления первая область определяется участком листа между ближней частью первой кромки и ближней частью второй кромки. Первый рисунок нанесения клея, который содержит склеивающую секцию, нанесен на первую область, таким образом образуя полосу клея по ширине листа в ближней части. Первый рисунок нанесения клея может быть нанесен по всей протяженности первой области, например, в виде непрерывного клеевого слоя. Рисунок нанесения клея может быть прерывистым, например, представлять собой ряд полос, полосок, точек или т. п., или массив правильной или неправильной формы.
В некоторых вариантах осуществления вторая область определяется участком листа между дальней частью первой кромки и дальней частью второй кромки. Вторая область разделена на первую зону, смежную с первой кромкой, и вторую зону, смежную со второй кромкой, посредством граничной линии, проходящей от кромки дальнего конца к первой области. Второй рисунок нанесения клея нанесен на вторую зону. Второй рисунок нанесения клея может быть нанесен по всей протяженности второй зоны. Как и первый рисунок нанесения клея, второй рисунок нанесения клея может быть нанесен в виде непрерывного слоя или может быть прерывистым, например, рядом полос, полосок, точек или т. п., или в виде массива правильной или неправильной формы. Обычно клей не нанесен на первую зону.
Граничная линия может быть по существу параллельна дальней части первой кромки.
В некоторых вариантах осуществления первая область проходит на первое расстояние от кромки ближнего конца, при этом первое расстояние находится в диапазоне от 1 мм до 60 мм. Первое расстояние находится предпочтительно в диапазоне от 5 мм до 15 мм.
В некоторых вариантах осуществления первая зона проходит на второе расстояние от дальней части первой кромки, при этом второе расстояние находится в диапазоне от 10 мм до 40 мм. Второе расстояние находится предпочтительно в диапазоне от 10 мм до 25 мм.
В данном документе раскрыто изделие, генерирующее аэрозоль, имеющее ближний конец и дальний конец. Изделие, генерирующее аэрозоль, как правило, содержит фильтр мундштука на ближнем конце. Изделие, генерирующее аэрозоль, содержит внутренний трубчатый элемент, как правило, имеющий конец источника тепла, расположенный на дальнем конце изделия, генерирующего аэрозоль. Внутренний трубчатый элемент, как правило, содержит внутренний оберточный лист, окружающий горючий источник теплоты, размещенный вблизи от дальнего конца изделия, генерирующего аэрозоль. Внутренний оберточный лист, как правило, окружает субстрат, образующий аэрозоль, дальше по ходу потока относительно горючего источника теплоты. Внутренний оберточный лист может окружать пустое пространство между субстратом, образующим аэрозоль, и концом мундштука. Горючий источник теплоты, субстрат, образующий аэрозоль, и, при наличии, пустое пространство предоставлены в коаксиальной компоновке. Наружный трубчатый элемент проходит от ближнего конца изделия, генерирующего аэрозоль, в направлении его дальнего конца. Наружный трубчатый элемент, как правило, окружает по меньшей мере конец мундштука внутреннего трубчатого элемента и пустое пространство. Наружный трубчатый элемент, как правило, заканчивается дальше по ходу потока относительно источника теплоты. Наружный трубчатый элемент содержит оберточный лист в соответствии с аспектом, описанным выше. Внутренний оберточный лист может содержать сжимаемую часть, окружающую по меньшей мере пустое пространство таким образом, что дальний конец, содержащий горючий источник теплоты и субстрат, образующий аэрозоль, выполнен с возможностью скользящего перемещения относительно наружного трубчатого элемента. Дальний конец, следовательно, может скользящим образом перемещаться из выдвинутого положения, характеризующегося первой длиной изделия, во втянутое положение, характеризующееся второй длиной изделия, которая меньше первой длины изделия.
Ширина листа между первой и второй противоположными кромками, как правило, по меньшей мере равна удвоенной длине окружности внутреннего трубчатого элемента, вокруг которого он обернут. Граничная линия может отстоять от дальней части первой кромки на расстоянии (т.е. втором расстоянии), по меньшей мере равном длине окружности внутреннего трубчатого элемента, который подлежит обертыванию.
Первое расстояние может быть выбрано так, что при сворачивании в форму наружного трубчатого элемента оберточный лист адгезивно соединяют с внутренним трубчатым элементом только на его ближнем конце для первого кругового оборота полосой клея, образованной в виде первого рисунка нанесения клея, и приклеивают к самому себе по существу по всей длине для второго оборота с помощью второго рисунка нанесения клея второй зоны и по прилегающим остальным частям полосы клея, образованной первым рисунком нанесения клея, образуя таким образом прочное уплотнение по изделию, генерирующему аэрозоль.
В соответствии с настоящим изобретением предоставляется способ изготовления изделия, генерирующего аэрозоль, при этом изделие, генерирующее аэрозоль, имеет ближний конец и дальний конец, причем способ изготовления изделия, генерирующего аэрозоль, включает этапы:
- предоставления внутреннего трубчатого элемента, содержащего внутренний оберточный лист, окружающий горючий источник теплоты, размещенный вблизи от дальнего конца изделия, генерирующего аэрозоль;
- предоставления наружного оберточного листа, содержащего первую кромку, содержащую ближнюю часть и дальнюю часть, при этом ближняя часть содержит склеивающую секцию, и при этом дальняя часть проходит от ближней части под острым углом относительно продольной оси;
- обертывания по меньшей мере части внутреннего трубчатого элемента наружным оберточным листом, начиная от первой кромки наружного оберточного листа;
- адгезивного соединения ближней части первой кромки с внутренним трубчатым элементом путем обеспечения контакта склеивающей секции с ближним концом внутреннего трубчатого элемента; и
- обертывания наружного оберточного листа вокруг внутреннего трубчатого элемента путем сворачивания.
Согласно аспекту настоящего изобретения предоставлен способ изготовления изделия, генерирующего аэрозоль. Способ включает предоставление оберточного листа согласно аспекту, описанному выше. Способ дополнительно включает предоставление внутреннего трубчатого элемента. Способ дополнительно включает обертывание по меньшей мере части внутреннего трубчатого элемента оберточным листом, начиная от первой кромки оберточного листа; адгезивное соединение ближней части первой кромки с внутренним трубчатым элементом; и оборачивание оберточного листа вокруг внутреннего трубчатого элемента путем сворачивания. Соединение ближней части первой кромки с внутренним трубчатым элементом достигается путем обеспечения контакта склеивающей секции с ближним концом внутреннего трубчатого элемента.
В некоторых вариантах осуществления процедура обертывания включает нанесение оберточного листа с использованием вращающегося барабана. Обертывание может включать сворачивание внутреннего трубчатого элемента посредством сужения между вращающимся барабаном, на котором временно прикреплен оберточный лист, и неподвижной направляющей пластиной, причем лист оборачивается вокруг внутреннего трубчатого элемента во время прохождения через сужение.
В некоторых вариантах осуществления способ включает изготовление пары изделий, генерирующих аэрозоль, встык, в том числе обеспечение единого фильтрующего элемента мундштука, имеющего первый и второй концы, соответствующие изначально объединенным первому и второму фильтрам мундштука. Предоставление внутреннего трубчатого элемента включает предоставление первого и второго внутренних трубчатых элементов, которые установлены на соответствующие первый и второй концы единого фильтрующего элемента мундштука. Обертывание первого и второго внутренних трубчатых элементов осуществляется одновременно с использованием одного оберточного листа, расположенного симметрично относительно центра фильтрующего элемента мундштука для образования изначально объединенных первого и второго наружных трубчатых элементов. Способ дополнительно включает разрезание объединенных наружных трубчатых элементов и фильтрующего элемента мундштука для разделения объединенных изделий на первое и второе изделия, генерирующие аэрозоль.
В определенных вариантах осуществления способ изготовления изделия, генерирующего аэрозоль, дополнительно включает предоставление внутреннего трубчатого элемента, который содержит сжимаемую часть. В оптимальном случае сжимаемая часть внутреннего трубчатого элемента окружает по меньшей мере пустое пространство элемента, генерирующего аэрозоль.
Все научные и технические термины, применяемые в этом документе, имеют значения, обычно применяемые в данной области техники, если не указано иное. Приведенные в данном документе определения предназначены для облегчения понимания определенных терминов, часто применяемых в данном документе.
В данном контексте термин «изделие, генерирующее аэрозоль» относится к изделию, содержащему субстрат, образующий аэрозоль, способный высвобождать летучие соединения, которые могут образовывать аэрозоль, например, за счет нагревания, сгорания или химической реакции.
В контексте настоящего документа термин «субстрат, образующий аэрозоль» используется для описания субстрата, способного выделять летучие соединения, которые могут образовывать аэрозоль. Аэрозоли, генерируемые из субстратов, образующих аэрозоль, в изделиях, генерирующих аэрозоль, согласно настоящему изобретению могут быть видимыми или невидимыми и могут содержать пары (например, тонкодисперсные частицы находящихся в газообразном состоянии веществ, которые при комнатной температуре обычно являются жидкими или твердыми), а также газы и капли жидкости конденсированных паров.
В контексте настоящего документа термин «лист» обозначает пластинчатый элемент, имеющий ширину и длину, превышающие его толщину.
Термины «раньше по ходу потока» и «дальше по ходу потока» относятся к относительным положениям элементов изделия, генерирующего аэрозоль, описываемым относительно направления вдыхаемого потока воздуха, когда он втягивается через корпус изделия, генерирующего аэрозоль, от дальнего конца к концу мундштука. Другими словами, как используется в данном документе, термин «дальше по ходу потока» определяется относительно потока воздуха во время использования изделия, генерирующего аэрозоль, причем конец изделия, подносимый ко рту, является концом, расположенным дальше по ходу потока, через который втягиваются воздух и аэрозоль. Конец, противоположный концу мундштука, является концом, расположенным раньше по ходу потока.
Слова «предпочтительный» и «предпочтительно» относятся к вариантам осуществления настоящего изобретения, которые могут обеспечить определенные преимущества при определенных обстоятельствах. Тем не менее, другие варианты осуществления также могут быть предпочтительными при тех же или других обстоятельствах. Кроме того, описание одного или более предпочтительных вариантов осуществления не означает, что другие варианты осуществления не являются полезными, и не предназначено для исключения других вариантов осуществления из объема настоящего изобретения, в том числе формулы изобретения.
По всему описанию и формуле изобретения этого описания изобретения слова «содержит» и «вмещает» и их варианты означают «включающий, но без ограничения», и они не предназначены для исключения других веществ, добавок, компонентов, целых чисел или этапов (и не исключают их). По всему описанию и формуле изобретения этого описания изобретения единственное число охватывает множественное число, если контекст не требует иного. В частности, когда применяется форма единственного числа, описание изобретения следует понимать как предполагающее множественность, а также единственность, если контекст не требует иного.
Здесь и далее дополнительно описаны варианты осуществления изобретения со ссылками на прилагаемые чертежи, на которых:
на фиг. 1 показано схематическое изображение стержня из известного уровня техники и предложенного наружного оберточного листа;
на фиг. 2 показано схематическое изображение изделия, генерирующего аэрозоль, приведенного в качестве примера;
на фиг. 3 показано схематическое изображение стержня и наружного оберточного листа согласно настоящему изобретению;
на фиг. 4 показано схематическое изображение наружного оберточного листа, частично обернутого вокруг стержня; и
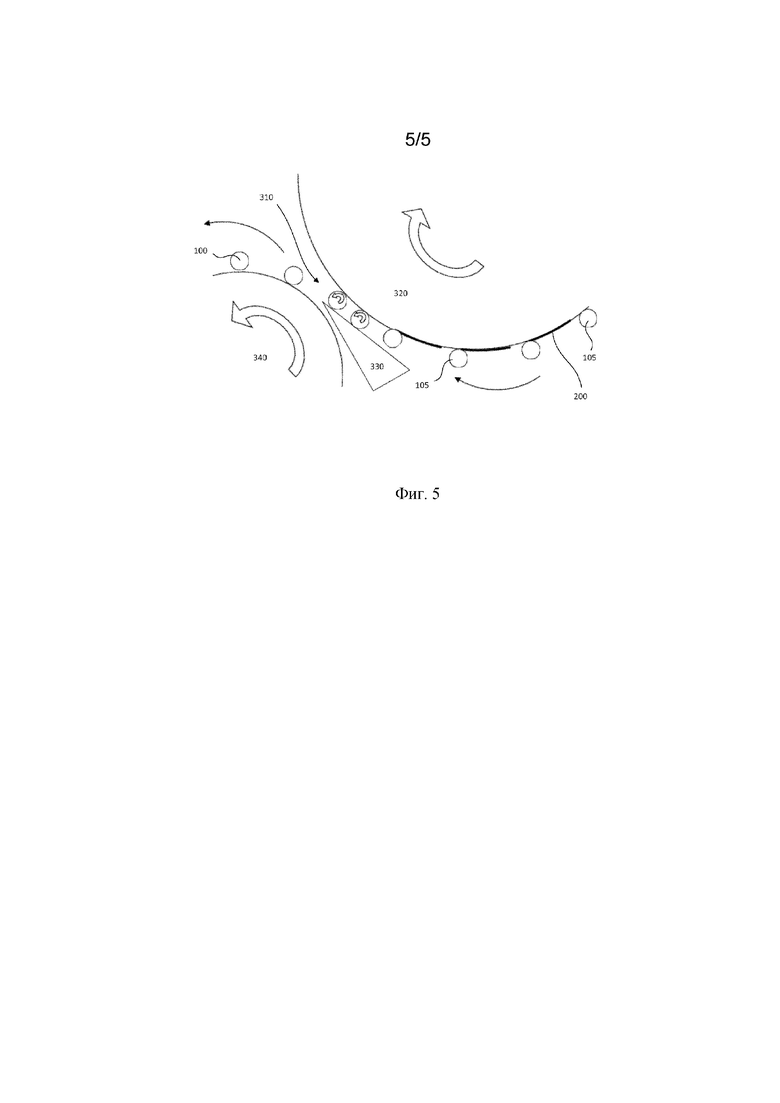
на фиг. 5 проиллюстрирован вид сбоку станции обертывания, используемой для оборачивания наружного оберточного листа вокруг стержня.
Схематические графические материалы не обязательно выполнены в масштабе и представлены для целей иллюстрации, а не для ограничения. На графических материалах изображен один или более аспектов, описанных в настоящем раскрытии. Однако следует понимать, что и другие аспекты, не изображенные на графических материалах, попадают в рамки объема настоящего изобретения.
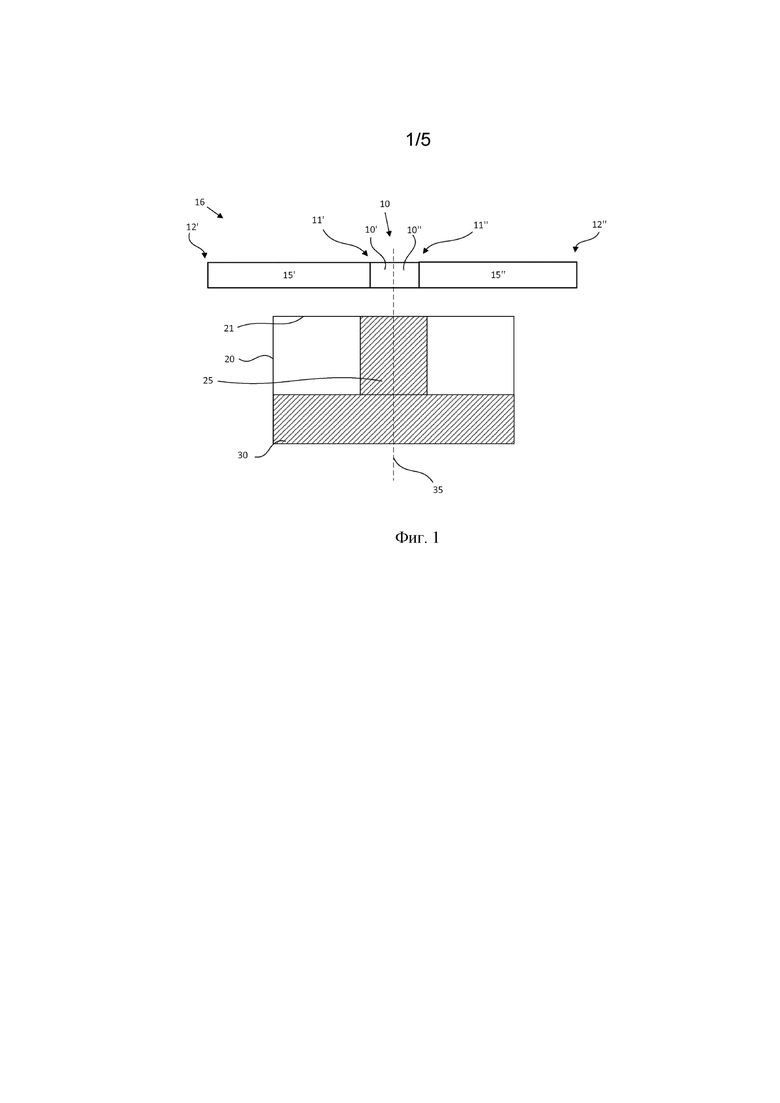
На фиг. 1 показано схематическое изображение стержня 16 известного уровня техники и предложенного наружного оберточного листа 20. Стержень 16 расположен в конфигурации встык и содержит первый 15’ внутренний трубчатый элемент, имеющий дальний конец 12’ и конец 11’ фильтра мундштука. Фильтр 10’ мундштука установлен на первом внутреннем трубчатом элементе 15’ на конце 11’ фильтра мундштука. Стержень 16 дополнительно содержит второй внутренний трубчатый элемент 15’’, который представляет собой зеркальное отображение первого 15’ внутреннего трубчатого элемента, и одинаковые части обозначены одинаковыми ссылочными позициями, но имеют верхний индекс в виде двойного штриха (’’). Каждый из первого 10’ и второго 10’’ фильтров мундштука имеет ближний конец, и первый 10’ и второй 10’’ фильтры мундштука соединены на своих ближних концах для образования фильтрующего элемента 10 мундштука. Каждый из первого 15’ и второго 15’’ внутренних трубчатых элементов содержит источник теплоты, субстрат, образующий аэрозоль, и пространство (см. фиг. 2). Предложенный наружный оберточный лист 20 показан на фиг. 1 в виде по существу прямоугольного листа, имеющего первую кромку 21, первую область 25 клея и вторую область 30 клея. При введении первой кромки 21 в контакт со стержнем 16, первая область 25 клея может приклеить наружный оберточный лист 20 к первому 15’ и второму 15’’ внутренним трубчатым элементам и фильтрующему элементу 10 мундштука. Однако рисунок нанесения клея связывает только наружный оберточный лист 20 с внутренними трубчатыми элементами 15’, 15’’ возле их соответствующих концов 11’, 11’’ фильтра мундштука; поскольку клей отсутствует вблизи от наружных концов наружного оберточного листа по меньшей мере на начальных этапах процесса обертывания - т.е. по меньшей мере в течение первого оборота вокруг внутренних трубчатых элементов 15’, 15’’.
При изготовлении изделия, генерирующего аэрозоль, в конфигурации встык, ряд наружных оберточных листов, как правило, временно прикрепляют к вращающемуся барабану, например, с помощью вакуума, и соответствующие стержни 16 вводят в контакт с первой кромкой связанного наружного оберточного листа 20. По мере вращения вращательного барабана каждый стержень 16 с прикрепленным наружным оберточным листом 20 приводится во вращение в направлении неподвижной направляющей пластины. Вращающийся барабан и неподвижная направляющая пластина создают сужение и трение между необернутым изделием, генерирующим аэрозоль, неподвижной направляющей пластиной и вращающимся барабаном, в результате чего наружный оберточный лист 20 оборачивается вокруг стержня 16, таким образом образуя обернутое изделие, генерирующее аэрозоль. Хотя наружный оберточный лист 20 изначально оборачивается вокруг стержня 16 за первый оборот, только участок наружного оберточного листа, который приклеен к стержню 16, остается прочно связанным со стержнем 16 первой областью 25 клея. Остальная часть наружного оберточного листа 20 не приклеена к стержню 16, поэтому может оставаться прикрепленной к вращающемуся барабану. Это может создавать натяжение по первой кромке 21, где клей тянет наружный оберточный лист 20 в направлении стержня 16, и вращающийся барабан вытягивает наружный оберточный лист 20 в сторону от стержня 16. Следовательно, свернутые изделия, генерирующие аэрозоль, могут быть образованы с коническим профилем, при этом готовое изделие, генерирующее аэрозоль, имеет меньший диаметр на конце 11’, 11’’ фильтра мундштука по сравнению с дальним концом 12’, 12’’. Далее это будет называться «конусным эффектом». При изготовлении в конфигурации встык, элемент наружного оберточного листа, образованный из двух симметричных наружных оберточных листов 20, прикрепленных на соответствующих ближних концах, может быть использован для одновременного образования двух объединенных наружных трубчатых элементов (как показано на фиг. 1). Объединенный наружный трубчатый элемент может затем быть разрезан вдоль центральной линии 35 для образования отдельного первого и второго изделий, генерирующих аэрозоль.
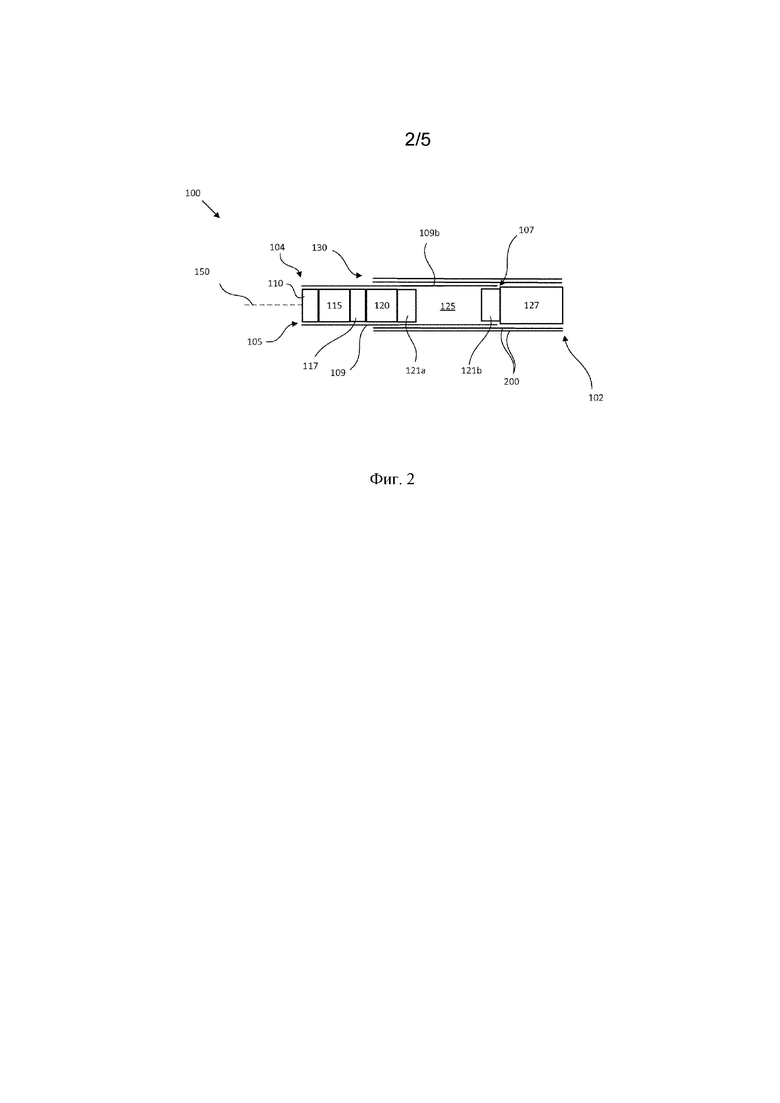
На фиг. 2 показано схематическое изображение приведенного в качестве примера изделия 100, генерирующего аэрозоль, относящегося к аспектам настоящего изобретения. Изделие 100, генерирующее аэрозоль, проходит между ближним концом 102 и дальним концом 104 вдоль продольной оси 150 и содержит внутренний трубчатый элемент 105, имеющий конец 107 мундштука и противоположный конец источника теплоты, расположенный на дальнем конце 104 изделия 100, генерирующего аэрозоль. Внутренний трубчатый элемент 105 содержит внутренний оберточный лист 109, окружающий: горючий источник 115 теплоты, расположенный вблизи от дальнего конца 104 изделия 100, генерирующего аэрозоль, субстрат 120, образующий аэрозоль, расположенный дальше по ходу потока относительно горючего источника 115 теплоты, и пустое пространство 125, расположенное между субстратом 120, образующим аэрозоль, и концом 107 мундштука. Горючий источник 115 теплоты, субстрат 120, образующий аэрозоль, и, при его наличии, пустое пространство 125 предоставлены в коаксиальной компоновке. Часть внутреннего оберточного листа 109, окружающая пустое пространство, может считаться сжимаемой частью 109b. Фильтр 127 мундштука обеспечен на ближнем конце 102 и показан установленным на внутреннем трубчатом элементе 105 на конце 107 мундштука. Съемная крышка 110 может быть также установлена на дальнем конце внутреннего трубчатого элемента 105 с целью обеспечения сохранения субстрата 115, образующего аэрозоль, за счет формирования уплотнения на дальнем конце 104 внутреннего трубчатого элемента 105.
Показано изделие 100, генерирующее аэрозоль, дополнительно содержащее наружный трубчатый элемент 130, проходящий от ближнего конца 102 изделия 100, генерирующего аэрозоль, в направлении его дальнего конца 104. Наружный трубчатый элемент 130 окружает по меньшей мере конец 107 мундштука внутреннего трубчатого элемента 105 и пустое пространство 125 и образован путем оборачивания наружного оберточного листа 200 вокруг фильтра 127 мундштука и части внутреннего трубчатого элемента 105. Наружный трубчатый элемент 130 заканчивается дальше по ходу потока относительно источника 115 теплоты. Дальний конец 104, содержащий горючий источник 115 теплоты и субстрат 120, образующий аэрозоль, выполнен с возможностью скользящего перемещения относительно наружного трубчатого элемента 130 из выдвинутого положения, характеризующегося первой длиной изделия, например, L1, во втянутое положение, характеризующееся второй длиной изделия, которая меньше первой длины изделия, например, L2. Изделие, генерирующее аэрозоль, может иметь длину обычной сигареты. Изделие, генерирующее аэрозоль, может иметь диаметр обычной сигареты. В результате скользящего перемещения дальнего конца 104 из выдвинутого положения во втянутое положение происходит по меньшей мере частичное сжатие пустого пространства 125 с получением осевой сжатой конфигурации. Перемещаемый со скольжением дальний конец, содержащий горючий источник 115 теплоты и субстрат 120, образующий аэрозоль, позволяет перемещаемому со скольжением дальнему концу сжиматься в пустое пространство из выдвинутого положения во втянутое положение. Втянутое положение может быть таким, при котором источник теплоты расположен внутри наружного трубчатого элемента. Втянутое положение может быть достигнуто путем приложения давления или усилия на дальнем конце изделия 100, генерирующего аэрозоль, например, при выполнении действия «гашения». Не обязательно, чтобы пустое пространство 125 было полностью сжато при нахождении в осевой сжатой конфигурации. Как показано на фиг. 2, внутренний трубчатый элемент 105 дополнительно содержит первый 121a и второй 121b перемещающие элементы, расположенные на концах пустого пространства 125. Внутренний трубчатый элемент 105 может дополнительно содержать дополнительный перемещающий элемент 117, расположенный между горючим источником 115 теплоты и субстратом 120, образующим аэрозоль. Пустое пространство 125 обеспечивает углубление, внутри которого дальний конец может сжиматься для накрывания горючего источника 115 теплоты. В вариантах осуществления пустое пространство не обязательно должно быть пустым, но может альтернативно содержать любую сжимаемую область.
Хотя показано, что наружный трубчатый элемент 130 изделия, генерирующего аэрозоль, заканчивается дальше по ходу потока относительно субстрата 120, образующего аэрозоль, специалисту в данной области техники будет очевидно, что такая компоновка является исключительно иллюстративной, и что возможны другие компоновки, например, когда наружный трубчатый элемент 130, заканчивающийся на субстрате 120, образующем аэрозоль, будет в равной степени включен в данное описание.
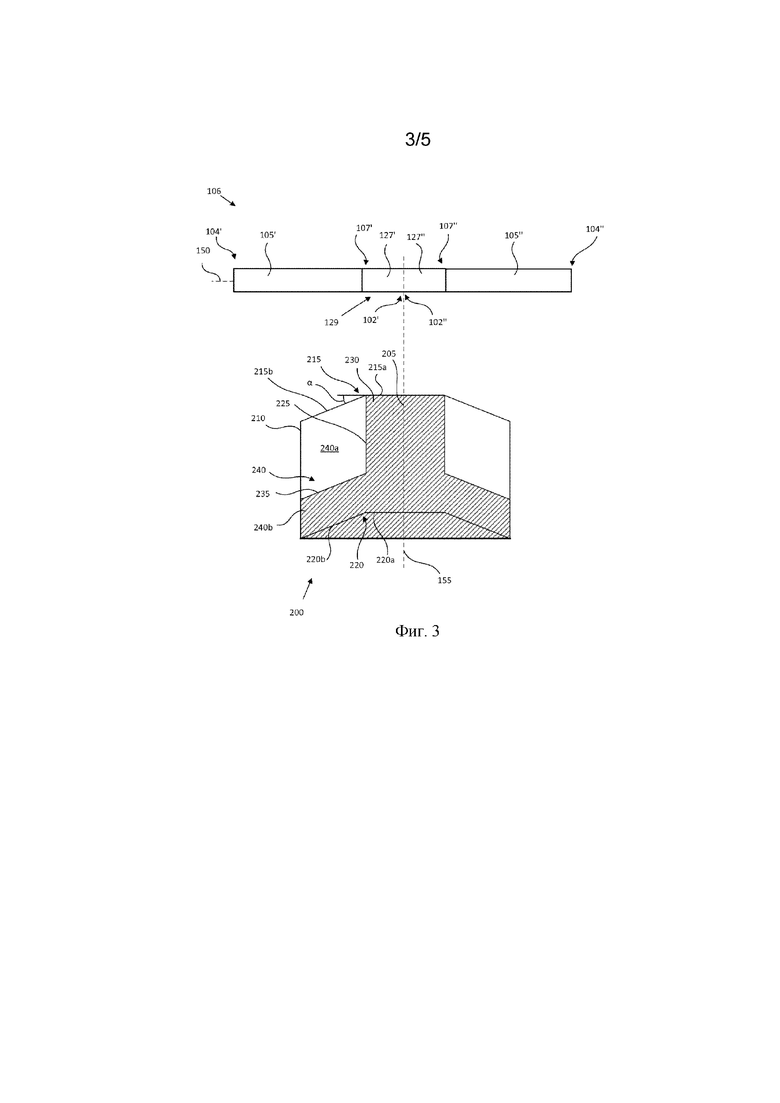
На фиг. 3 проиллюстрирован наружный оберточный лист 200 согласно настоящему изобретению. Поскольку проиллюстрированный наружный оберточный лист 200 предназначен для обертывания пары внутренних трубчатых элементов 105’, 105’’ одновременно встык, наружный оберточный лист симметричен относительно центральной линии 155. Для краткости будет описана только левая сторона зеркально симметричного листа. Такой один наружный оберточный лист может быть использован для оборачивания одного внутреннего трубчатого элемента 105’. Как показано, наружный оберточный лист 200 имеет кромки ближнего 205 и дальнего 210 концов, причем кромки проходят по существу перпендикулярно продольной оси 150, при этом первая 215 и вторая 220 кромки проходят между ними параллельно продольной оси 150. Ширина листа 200 между первой 215 и второй 220 противоположными кромками, как правило, по меньшей мере равна удвоенной длине окружности первого внутреннего трубчатого элемента 105’. Промежуточная линия 225 проходит между первой кромкой 215 и второй кромкой 220 и образует первую 230 и вторую области 240. Промежуточная линия 225 отстоит от кромки 205 ближнего конца на первом расстоянии. Первое расстояние может быть в диапазоне от 1 мм до 60 мм и предпочтительно в диапазоне от 5 мм до 15 мм. В этом варианте осуществления точка, в которой промежуточная линия 225 соединяется с первой кромкой 215, разделяет первую кромку 215 на ближнюю часть 215a первой кромки и дальнюю часть 215b первой кромки. Промежуточная линия 225 может отстоять от кромки 210 дальнего конца на расстоянии в диапазоне от 6 мм до 140 мм и предпочтительно от 9 мм до 50 мм. Однако в некоторых вариантах осуществления начало дальней части 215b первой кромки может не совпадать с промежуточной линией 228. Дальняя часть 215b первой кромки показана, как образующая острый угол α с продольной осью 150. Угол α между дальней частью 215b первой кромки и продольной осью 150 может быть в диапазоне от 1° до 40° и предпочтительно в диапазоне от 7° до 31°. Когда промежуточная линия 225 соединяется со второй кромкой 220, вторая кромка 220 может быть разделена на ближнюю часть 220a второй кромки и дальнюю часть 220b второй кромки. Первая область 230 по существу покрыта адгезивом в виде первого рисунка нанесения клея, подходящего для связывания наружного оберточного листа 200 со стержнем 105 во время первого кругового оборота, и для связывания ближнего конца наружного оберточного листа, соответствующего первой области, с самим собой для второго оборота.
Дополнительно показана граничная линия 235, проходящая между кромкой 210 дальнего конца и промежуточной линией 225. Граничная линия 235 может отстоять от дальней части 215b первой кромки на втором расстоянии, по меньшей мере равном длине окружности внутреннего трубчатого элемента. Второе расстояние может быть в диапазоне от 10 мм до 40 мм и предпочтительно в диапазоне от 10 мм до 25 мм. Граничная линия может отстоять от дальней части 220b второй кромки на расстоянии в диапазоне от 5 мм до 20 мм и предпочтительно в диапазоне от 7 мм до 15 мм. Граничную линию 235 используют для разделения второй области 240 на первую 240a и вторую 240b зоны. Вторая зона 240b по существу покрыта адгезивом в виде второго рисунка нанесения клея и ее можно считать склеивающим участком. Адгезив подходит для связывания наружного оберточного листа 200 с самим собой во время второго кругового оборота. Адгезив, нанесенный на первую область 230, может быть подобным или отличаться от адгезива, нанесенного на вторую зону 240b. Первая зона 240a оставлена без клея и может считаться несклеивающим участком.
Хотя ближняя часть 215a первой кромки показана на фиг. 3, как параллельная продольной оси 150, это не является обязательным для настоящего изобретения. Хотя дальняя часть 220b второй кромки предпочтительно образует острый угол с продольной осью 150, это не является важным для настоящего изобретения. Хотя ближняя часть 220a второй кромки показана, как параллельная продольной оси 150, это не является обязательным для настоящего изобретения. Хотя дальняя часть 215b первой кромки предпочтительно параллельна дальней части 220b второй кромки, это не является обязательным для настоящего изобретения. Точка, где граничная линия 235 проходит от промежуточной линии 225, может отстоять от ближней части 220a второй кромки на расстоянии в диапазоне от 6 мм до 30 мм и предпочтительно в диапазоне от 10 мм до 21 мм. Точка, где граничная линия 235 проходит от промежуточной линии 225, может отстоять от ближней части 215a первой кромки на расстоянии в диапазоне от 9 мм до 35 мм и предпочтительно в диапазоне от 13 мм до 26 мм. Хотя расстояние между первой 215 и второй 220 кромками предпочтительно является по существу постоянным, это не является обязательным для настоящего изобретения. Хотя граничная линия 235 показана, как параллельная дальней части 215b первой кромки, это не является обязательным для настоящего изобретения.
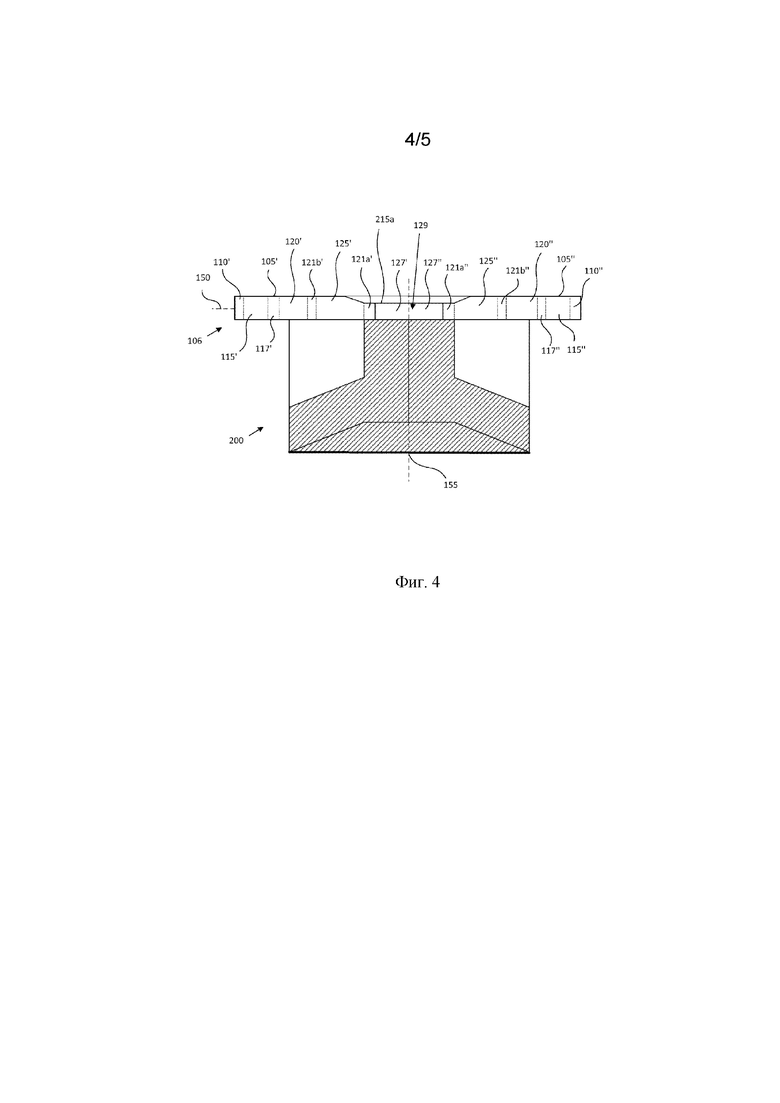
Как показано на фиг. 3 и 4, наружный оберточный лист 200 может быть использован для изготовления изделий, генерирующих аэрозоль, в конфигурации встык путем предоставления симметричных наружных оберточных листов 200, полностью прикрепленных на их соответствующих ближних концах 205. Это позволяет осуществлять одновременное обертывание стержня 106, содержащего первый 105’ и второй 105’’ внутренние трубчатые элементы, и фильтрующего элемента 129 мундштука. Показаны первый 105’ и второй 105’’ внутренние трубчатые элементы, имеющие соответствующие концы 107’, 107’’ фильтра мундштука и соответственно дальние концы 104’, 104’’. Первый 105’ и второй 105’’ внутренние трубчатые элементы показаны, как установленные на фильтрующий элемент 129 мундштука на соответствующих концах 107’, 107’’ фильтра мундштука. Первый 105’ и второй 105’’ внутренние трубчатые элементы также показаны, как содержащие соответствующие первое 125’ и второе 125’’ пустые пространства. При изготовлении изделий, генерирующих аэрозоль, в конфигурации встык, может использоваться фильтрующий элемент 129 мундштука, содержащий объединенные первый 127’ и второй 127’ фильтры мундштука. Как показано на фиг. 3, вторая дальняя кромка 220b может образовывать острый угол относительно второй ближней кромки 220a. Как показано на фиг. 3, вторая дальняя кромка 220b может быть параллельна первой дальней кромке 215b. В других вариантах осуществления форма второй кромки может соответствовать форме первой кромки. Это позволяет исключить отходы при резке. Размер наружного оберточного листа может быть выбран таким образом, чтобы вторая кромка была ближе к первой кромке при оборачивании вокруг изделия, генерирующего аэрозоль. Это может гарантировать, что наружный оберточный лист будет иметь единый постоянный диаметр вдоль своей длины на готовом изделии 100, генерирующем аэрозоль. Однако, хотя данная компоновка является предпочтительной, специалисту в данной области техники будет очевидно, что такая компоновка не является обязательной для настоящего изобретения.
По мере оборачивания наружного оберточного листа 200 вокруг первого внутреннего трубчатого элемента 105’ и фильтра 127’ мундштука в течение первого кругового оборота (см. также фиг. 5), первый внутренний трубчатый элемент 105’ изначально прикрепляется к наружному оберточному листу 200е на ближней части 215a первой кромки посредством адгезива. При наличии фильтр 127’ мундштука также может быть прикреплен к наружному оберточному листу 200. По мере оборачивания наружного оберточного листа 200 вокруг первого внутреннего трубчатого элемента 105’, клей, нанесенный на первую область 230, приклеивает наружный оберточный лист 200 к части первого внутреннего трубчатого элемента 105’ на ближней части 215a первой кромки. При наличии, клей, нанесенный на первую область 230, может также приклеить наружный оберточный лист 200 к фильтру 127’ мундштука. По мере оборачивания наружного оберточного листа 200 вокруг первого внутреннего трубчатого элемента 105’, первая дальняя кромка 215b вводится в контакт с первым внутренним трубчатым элементом 105’ и первая несклеивающая зона 240a оборачивается вокруг следующей части первого внутреннего трубчатого элемента 105’. Несклеивающая зона 240a наружного оберточного листа 200 не приклеена к внутреннему трубчатому элементу 105’. По мере нанесения клея по длине ближней части 215a первой кромки, любое натяжение, образованное вдоль первой кромки 215 вследствие временного закрепления наружного оберточного листа 200 на вращающемся барабане 320, будет вытягивать дальнюю кромку 215b в направлении первого внутреннего трубчатого элемента 105’, усиливая контакт между несклеивающей зоной 240a и первым внутренним трубчатым элементом 105’. Острый угол между дальней частью 215b первой кромки и первой ближней кромкой 215a дополнительно усиливает контакт между несклеивающей зоной 240a и первым внутренним трубчатым элементом 105’. В этом состоит отличие от решений из известного уровня техники, в которых натяжение по первой кромке 21 может вызывать отделение несклеивающего участка наружного оберточного листа 200 от первого внутреннего трубчатого элемента 105’ во время процесса обертывания. Настоящее изобретение позволяет осуществить тугое обертывание несклеивающего участка 240a вокруг первого внутреннего трубчатого элемента 105’, уменьшая конусный эффект, наблюдаемый в известном уровне техники.
Хотя процесс изготовления был описан с фильтром 127’ мундштука, специалисту в данной области техники было бы очевидно, что это не является обязательным для настоящего изобретения. Хотя способ изготовления был описан в контексте одного изделия 100, генерирующего аэрозоль, специалисту в данной области техники будет очевидно, что данное описание будет применимо, при всех равных условиях, к изготовлению изделий, генерирующих аэрозоль, изготовленных в конфигурации встык, которые могут быть предпочтительными для эффективности процесса, при этом можно производить два изделия одновременно на одной производственной линии.
При оборачивании наружного оберточного листа 200 вокруг фильтра 127’ мундштука и первого внутреннего трубчатого элемента 105’ в течение второго кругового оборота, оставшийся клей, нанесенный на первую область 230, и клей, нанесенный на вторую зону 240b, обеспечивает приклеивание наружного оберточного листа 200 к самому себе вдоль по существу своей собственной длины с образованием наружного трубчатого элемента. При изготовлении в конфигурации встык образуются соединенные первый и второй наружные трубчатые элементы.
На фиг. 5 проиллюстрирован вид сбоку станции обертывания, используемой для оборачивания наружного оберточного листа 200 вокруг стержня 106. Станция обертывания, как правило, содержит первый вращающийся барабан 320, проход или сужение 310, ограниченные первым вращающимся барабаном 320 и неподвижной направляющей пластиной 330, и второй вращающийся барабан 340. Наружный оберточный лист 200, имеющий описанный рисунок нанесения клея, как правило, временно прикреплен к поверхности первого вращающего барабана 320. Это временное прикрепление может быть создано посредством вакуума, удерживающего наружный оберточный лист 200 на поверхности первого вращающего барабана 320. Это может быть достигнуто путем включения массива отверстий во внешнюю поверхность первого вращающегося барабана 320, через которые воздух может втягиваться для создания вакуума, как известно из уровня техники. Стержень 106 также показан прикрепленным к ближней части 215a первой кромки наружного оберточного листа 200. При вращении первого вращающегося барабана 320 стержень 106 и наружный оберточный лист 200 проходят в направлении прохода или сужения 310, ограниченных первым вращающимся барабаном 320 и неподвижной направляющей пластиной 330. При прохождении стержня 106 через сужение 310 за счет вращения первого вращающегося барабана 320 стержень 106 проворачивается по неподвижной пластине 330, в результате чего наружный оберточный лист 200 оборачивается вокруг стержня 106. Хотя описанная станция обертывания содержит сужение 310 для обертывания наружного оберточного листа 200 вокруг стержня 106, специалисту в данной области техники будет очевидно, что это не является обязательным для настоящего изобретения и могут быть использованы другие способы обертывания, известные из уровня техники.
После обертывания наружного оберточного листа 200 вокруг стержня 106, образуется изделие 100, генерирующее аэрозоль, которое может быть извлечено из сужения 310 с помощью второго вращающегося барабана 340. При изготовлении конфигурации встык объединенный наружный трубчатый элемент будет образован вокруг стержня 106 и может быть извлечен из сужения 310 с помощью второго вращающегося барабана 340. В этом случае объединенные наружные трубчатые элементы могут быть разрезаны вдоль центральной линии 155 через объединенные наружные трубчатые элементы и объединенный фильтрующий элемент 129 мундштука с образованием первого и второго изделий 100, генерирующих аэрозоль. Такая компоновка является предпочтительной, поскольку изделия 100, генерирующие аэрозоль, могут быть изготовлены с использованием существующих процессов и существующих скоростей линии. Хотя процесс обертывания был описан в контексте изготовления изделий, генерирующих аэрозоль, в конфигурации встык, специалисту в данной области техники будет очевидно, что данное описание в равной степени применимо к изготовлению изделий, генерирующих аэрозоль, по отдельности, и что изготовление изделий, генерирующих аэрозоль, в конфигурации встык не является обязательным для настоящего изобретения. Разрезание объединенных наружных трубчатых элементов и объединенного фильтрующего элемента 129 мундштука может быть выполнено на станции обертывания или на отдельной станции разрезания.
Изделие 100, генерирующее аэрозоль, может иметь длину и диаметр, подобные длине и диаметру обычной сигареты. Вторая длина L2 может составлять приблизительно 90% или менее от первой длины изделия. Вторая длина изделия может составлять приблизительно 80% или менее от первой длины изделия. Вторая длина изделия может составлять приблизительно 70% или менее от первой длины изделия.
Хотя фильтр 127 мундштука и фильтрующий элемент 129 мундштука были включены в данное описание для ясности, они не являются обязательными для настоящего изобретения. Аналогично, хотя была описана съемная крышка 110 как способ сохранения субстрата, образующего аэрозоль, съемная крышка 110 не является обязательной для настоящего изобретения. Аналогично, хотя был описан перемещающий элемент 117, он не является обязательным для настоящего изобретения. Хотя клей был описан как способ прикрепления наружного оберточного листа 200 к внутреннему трубчатому элементу 105 и к самому себе, это не является обязательным для настоящего изобретения и другие способы фиксации, включая способы механической фиксации, такие как перфорации или поверхностные элементы, включены в настоящее описание. Хотя наружный оберточный лист 200 описан как приклеенный к самому себе вдоль по существу всей длины наружного оберточного листа 200, это не является обязательным для настоящего изобретения. Приклеивание вдоль менее чем всей длины наружного оберточного листа 200 по-прежнему может обеспечивать преимущества настоящего изобретения.
Признаки, целые числа, характеристики или группы, описанные относительно конкретного аспекта, варианта осуществления или примера настоящего изобретения, следует рассматривать как применимые к любому другому аспекту, варианту осуществления или примеру, описанному в данном документе, за исключением не совместимых с ним. Все признаки, раскрытые в настоящем описании (включая любые прилагаемые формулы изобретения, реферат и графические материалы) и/или все этапы любого способа или процесса, таким образом раскрытые, могут быть объединены в любой комбинации, за исключением комбинаций, в которых по меньшей мере некоторые из таких признаков и/или этапов являются взаимоисключающими. Настоящее изобретение не ограничивается подробностями любых вышеуказанных вариантов осуществления. Настоящее изобретение распространяется на любой новый признак или любую новую комбинацию признаков, раскрытых в настоящем описании (включая любые прилагаемые формулы изобретения, реферат и графические материалы) или на любой новый этап, или любую новую комбинацию этапов любого способа или процесса, раскрытых в нем.
Примеры
1. Оберточный лист для образования трубчатого элемента изделия, генерирующего аэрозоль, при сворачивании вокруг продольной оси, при этом оберточный лист содержит:
первую кромку, содержащую ближнюю часть и дальнюю часть, причем ближняя часть содержит склеивающую секцию, при этом дальняя часть проходит от ближней части под острым углом относительно продольной оси.
2. Оберточный лист согласно примеру 1, в котором ближняя часть первой кромки по существу параллельна продольной оси.
3. Оберточный лист согласно примеру 1 или примеру 2, дополнительно содержащий вторую кромку, противоположную первой кромке и содержащую ближнюю часть второй кромки и дальнюю часть второй кромки, при этом первая и вторая кромки определяют ширину листа.
4. Оберточный лист согласно примеру 3, в котором ближняя часть второй кромки по существу имеет такую же длину, что и ближняя часть первой кромки, и по существу параллельна ей.
5. Оберточный лист согласно примеру 3 или примеру 4, в котором дальняя часть второй кромки по существу имеет такую же длину, что и дальняя часть первой кромки, и по существу параллельна ей.
6. Оберточный лист согласно любому из примеров 3-5, дополнительно содержащий кромки ближнего и дальнего концов, проходящие между первой и второй кромками на их соответствующих ближнем и дальнем концах.
7. Оберточный лист согласно любому из примеров 3-6, в котором первая область определена участком листа между ближней частью первой кромки и ближней частью второй кромки, и при этом первый рисунок нанесения клея, который содержит склеивающую секцию, нанесен на первую область.
8. Оберточный лист согласно примеру 7, в котором первый рисунок нанесения клея нанесен по всей протяженности первой области.
9. Оберточный лист согласно любому из примеров 3-8, в котором вторая область определена участком листа между дальней частью первой кромки и дальней частью второй кромки, и при этом вторая область разделена на первую зону, смежную с первой кромкой, и вторую зону, смежную со второй кромкой, посредством граничной линии, проходящей от кромки дальнего конца к первой области, и при этом второй рисунок нанесения клея нанесен на вторую зону.
10. Оберточный лист согласно примеру 9, в котором второй рисунок нанесения клея нанесен по всей протяженности второй зоны.
11. Оберточный лист согласно примеру 9 или примеру 10, в котором граничная линия по существу параллельна дальней части первой кромки.
12. Способ изготовления изделия, генерирующего аэрозоль, включающий:
- предоставление оберточного листа в соответствии с любым предыдущим примером;
- предоставление внутреннего трубчатого элемента;
- обертывание по меньшей мере части внутреннего трубчатого элемента оберточным листом, начиная от первой кромки оберточного листа;
- адгезивное соединение ближней части первой кромки с внутренним трубчатым элементом путем обеспечения контакта склеивающей секции с ближним концом внутреннего трубчатого элемента; и
- обертывание оберточного листа вокруг внутреннего трубчатого элемента путем сворачивания.
13. Способ согласно примеру 12, в котором процедура обертывания включает нанесение оберточного листа с использованием вращающегося барабана.
14. Способ согласно примеру 13, в котором обертывание включает сворачивание внутреннего трубчатого элемента посредством сужения между вращающимся барабаном, на котором временно прикреплен оберточный лист, и неподвижной направляющей пластиной, причем лист оборачивается вокруг внутреннего трубчатого элемента во время прохождения через сужение.
15. Способ согласно любому из примеров 12-14, включающий изготовление пары изделий, генерирующих аэрозоль, встык, в том числе обеспечение единого фильтрующего элемента мундштука, имеющего первый и второй концы, соответствующие изначально объединенным первому и второму фильтрам мундштука, при этом обеспечение внутреннего трубчатого элемента включает обеспечение первого и второго внутренних трубчатых элементов, которые установлены на соответствующих первом и втором концах единого фильтрующего элемента мундштука, при этом обертывание первого и второго внутренних трубчатых элементов осуществляют одновременно с использованием одного оберточного листа, расположенного симметрично относительно центра фильтрующего элемента мундштука для образования изначально объединенных первого и второго наружных трубчатых элементов, причем способ включает разрезание объединенных наружных трубчатых элементов и фильтрующего элемента мундштука для разделения объединенных изделий на первое и второе изделия, генерирующие аэрозоль.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИЗДЕЛИЕ, ГЕНЕРИРУЮЩЕЕ АЭРОЗОЛЬ, И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2019 |
|
RU2783206C2 |
| МНОГОСЕГМЕНТНЫЙ КОМПОНЕНТ ДЛЯ ИЗДЕЛИЯ, ГЕНЕРИРУЮЩЕГО АЭРОЗОЛЬ | 2016 |
|
RU2774266C2 |
| МНОГОСЕГМЕНТНЫЙ КОМПОНЕНТ ДЛЯ ИЗДЕЛИЯ, ГЕНЕРИРУЮЩЕГО АЭРОЗОЛЬ | 2016 |
|
RU2674512C1 |
| МНОГОКОМПОНЕНТНЫЙ ЭЛЕМЕНТ ДЛЯ ИЗДЕЛИЯ, ГЕНЕРИРУЮЩЕГО АЭРОЗОЛЬ | 2016 |
|
RU2706810C2 |
| ПЕРЕМЕЩАЕМЫЙ СО СКОЛЬЖЕНИЕМ ГАСИТЕЛЬ | 2015 |
|
RU2688895C2 |
| ВЫДВИЖНОЙ ИСТОЧНИК ТЕПЛОТЫ ДЛЯ ИЗДЕЛИЯ, ГЕНЕРИРУЮЩЕГО АЭРОЗОЛЬ | 2016 |
|
RU2713242C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ КОМПОНЕНТОВ КУРИТЕЛЬНОГО ИЗДЕЛИЯ С УДАЛЯЕМЫМ ЭЛЕМЕНТОМ ОБЕРТКИ | 2013 |
|
RU2652478C2 |
| КОМПОНЕНТ, ГЕНЕРИРУЮЩИЙ АЭРОЗОЛЬ, ДЛЯ ПРИМЕНЕНИЯ В ИЗДЕЛИИ, ГЕНЕРИРУЮЩЕМ АЭРОЗОЛЬ | 2016 |
|
RU2721842C2 |
| РАЗРУШАЕМОЕ ИЗДЕЛИЕ, ГЕНЕРИРУЮЩЕЕ АЭРОЗОЛЬ | 2016 |
|
RU2719273C2 |
| ДЕРЖАТЕЛЬ ДЛЯ ГЕНЕРИРУЮЩЕГО АЭРОЗОЛЬ ИЗДЕЛИЯ | 2016 |
|
RU2713252C2 |
Группа изобретений относится к изделиям, генерирующим аэрозоль. Устройство содержит ближний конец и дальний конец и включает внутренний трубчатый элемент, содержащий внутренний оберточный лист, окружающий горючий источник теплоты, размещенный вблизи от дальнего конца изделия, генерирующего аэрозоль, наружный оберточный лист для образования наружного трубчатого элемента изделия, генерирующего аэрозоль, при сворачивании вдоль продольной оси. Наружный оберточный лист содержит первую кромку, содержащую ближнюю часть и дальнюю часть. Ближняя часть содержит склеивающую секцию, причем дальняя часть проходит от ближней части под острым углом относительно продольной оси. Предотвращается создание конической формы изделия, сохраняется сжимаемая часть изделия для тушения, обеспечивается возможность использования существующих производственных процессов и мощностей. 2 н. и 18 з.п. ф-лы, 5 ил.
1. Изделие, генерирующее аэрозоль, имеющее ближний конец и дальний конец и содержащее:
внутренний трубчатый элемент, содержащий внутренний оберточный лист, окружающий горючий источник теплоты, размещенный вблизи от дальнего конца изделия, генерирующего аэрозоль;
наружный оберточный лист для образования наружного трубчатого элемента изделия, генерирующего аэрозоль, при сворачивании вдоль продольной оси, причем наружный оберточный лист содержит: первую кромку, содержащую ближнюю часть и дальнюю часть, при этом ближняя часть содержит склеивающую секцию, причем дальняя часть проходит от ближней части под острым углом относительно продольной оси.
2. Изделие, генерирующее аэрозоль, по п. 1, в котором ближняя часть первой кромки параллельна продольной оси.
3. Изделие, генерирующее аэрозоль, по п. 1 или 2, в котором наружный оберточный лист дополнительно содержит вторую кромку, противоположную первой кромке и содержащую ближнюю часть второй кромки и дальнюю часть второй кромки, при этом первая и вторая кромки определяют ширину листа.
4. Изделие, генерирующее аэрозоль, по п. 3, в котором ближняя часть второй кромки параллельна ближней части первой кромки и имеет такую же длину.
5. Изделие, генерирующее аэрозоль, по п. 3 или 4, в котором дальняя часть второй кромки параллельна дальней части первой кромки и имеет такую же длину.
6. Изделие, генерирующее аэрозоль, по любому из пп. 3-5, в котором наружный оберточный лист дополнительно содержит кромки ближнего и дальнего концов, проходящие между первой и второй кромками на их соответствующих ближнем и дальнем концах.
7. Изделие, генерирующее аэрозоль, по любому из пп. 3-6, в котором участком листа между ближней частью первой кромки и ближней частью второй кромки определена первая область, при этом на первую область нанесен первый образец нанесения клея, который содержит склеивающую секцию.
8. Изделие, генерирующее аэрозоль, по п. 7, в котором первый образец нанесения клея нанесен по всей протяженности первой области.
9. Изделие, генерирующее аэрозоль, по любому из пп. 3-8, в котором вторая область определена участком листа между дальней частью первой кромки и дальней частью второй кромки, при этом вторая область разделена на первую зону, смежную с первой кромкой, и вторую зону, смежную со второй кромкой, посредством граничной линии, проходящей от кромки дальнего конца к первой области, причем второй образец нанесения клея нанесен на вторую зону.
10. Изделие, генерирующее аэрозоль, по п. 9, в котором второй образец нанесения клея нанесен по всей протяженности второй зоны.
11. Изделие, генерирующее аэрозоль, по п. 9 или 10, в котором граничная линия параллельна дальней части первой кромки.
12. Изделие, генерирующее аэрозоль, по любому из предыдущих пунктов, в котором наружный трубчатый элемент проходит от ближнего конца изделия, генерирующего аэрозоль, в направлении его дальнего конца.
13. Изделие, генерирующее аэрозоль, по любому из предыдущих пунктов, в котором по меньшей мере часть внутреннего трубчатого элемента обернута наружным оберточным листом.
14. Изделие, генерирующее аэрозоль, по любому из предыдущих пунктов, в котором склеивающая секция ближней части первой кромки адгезивно соединена с ближним концом внутреннего трубчатого элемента.
15. Изделие, генерирующее аэрозоль, по любому из предыдущих пунктов, в котором изделие, генерирующее аэрозоль, дополнительно содержит пустое пространство.
16. Изделие, генерирующее аэрозоль, по п. 15, в котором внутренний оберточный лист содержит сжимаемую часть, окружающую по меньшей мере пустое пространство.
17. Способ изготовления изделия, генерирующего аэрозоль и имеющего ближний конец, дальний конец и продольную ось, включающий этапы:
предоставления внутреннего трубчатого элемента, содержащего внутренний оберточный лист, окружающий горючий источник теплоты, размещенный вблизи от дальнего конца изделия, генерирующего аэрозоль;
предоставления наружного оберточного листа, содержащего первую кромку, имеющую ближнюю часть и дальнюю часть, при этом ближняя часть включает в себя склеивающую секцию, причем дальняя часть проходит от ближней части под острым углом относительно продольной оси;
обертывания по меньшей мере части внутреннего трубчатого элемента наружным оберточным листом, начиная от первой кромки наружного оберточного листа;
адгезивного соединения ближней части первой кромки с внутренним трубчатым элементом путем обеспечения контакта склеивающей секции с ближним концом внутреннего трубчатого элемента; и
обертывания наружного оберточного листа вокруг внутреннего трубчатого элемента путем сворачивания.
18. Способ по п. 17, при котором процедура обертывания включает нанесение наружного оберточного листа с использованием вращающегося барабана.
19. Способ по п. 18, при котором обертывание включает сворачивание внутреннего трубчатого элемента посредством сужения между вращающимся барабаном, на котором временно прикреплен наружный оберточный лист, и неподвижной направляющей пластиной, причем наружный оберточный лист оборачивается вокруг внутреннего трубчатого элемента во время прохождения через сужение.
20. Способ по любому из пп. 17-19, включающий изготовление пары изделий, генерирующих аэрозоль, встык, в том числе обеспечение единого фильтрующего элемента мундштука, имеющего первый и второй концы, соответствующие изначально объединенным первому и второму фильтрам мундштука, при этом обеспечение внутреннего трубчатого элемента включает обеспечение первого и второго внутренних трубчатых элементов, которые установлены на соответствующих первом и втором концах единого фильтрующего элемента мундштука, причем обертывание первого и второго внутренних трубчатых элементов осуществляют одновременно с использованием одного наружного оберточного листа, расположенного симметрично относительно центра фильтрующего элемента мундштука для образования изначально объединенных первого и второго наружных трубчатых элементов, при этом способ включает разрезание объединенных наружных трубчатых элементов и фильтрующего элемента мундштука для разделения объединенных изделий на первое и второе изделия, генерирующие аэрозоль.
| WO 2017115196 A1, 06.07.2017 | |||
| КУРИТЕЛЬНОЕ ИЗДЕЛИЕ И ЕГО ИЗГОТОВЛЕНИЕ | 2012 |
|
RU2571047C2 |
| ОБЕРТКА КУРИТЕЛЬНОГО ИЗДЕЛИЯ | 2012 |
|
RU2613858C1 |
| СПОСОБ ПОДГОТОВКИ ОЖОГОВОГО БЕЛЬМА РОГОВИЦЫ К КЕРАТОПРОТЕЗИРОВАНИЮ | 2014 |
|
RU2570041C1 |
| WO 2017141142 A1, 24.08.2017. | |||

