Настоящее изобретение относится к режущему инструменту, в частности к фрезерному инструменту, содержащему корпус инструмента, на котором обеспечена по меньшей мере одна режущая кромка, при этом внутри корпуса инструмента проходит канал подачи смазочно-охлаждающей жидкости.
Такие режущие инструменты известны из уровня техники. Канал подачи смазочно-охлаждающей жидкости обычно используют для снабжения смазочно-охлаждающей жидкостью рабочей зоны станка.
В результате можно достичь более высокой эффективности обработки на станке, чем при обработке на станке в отсутствие смазочно-охлаждающей жидкости. Таким образом, более высокие производительности съема металла могут быть достигнуты, поскольку надежно может рассеиваться тепло, генерируемое в ходе обработки на станке. Оптимальное охлаждение рабочей зоны станка также имеет большое значение в случае материалов, трудно обрабатываемых на станке, чтобы обеспечить достаточный срок службы режущей кромки. Труднообрабатываемым на станке материалом является, например, титан.
Следовательно, основной целью настоящего изобретения является дальнейшее совершенствование режущих инструментов вышеупомянутого типа. В частности, цель заключается в обеспечении эффективного охлаждения рабочей зоны станка так, чтобы достичь более высоких показателей эффективности обработки на станке в сочетании с длительным сроком службы режущего инструмента.
Цель достигается режущим инструментом вышеупомянутого типа, в котором от канала подачи смазочно-охлаждающей жидкости гидравлически ответвляется по меньшей мере один сопловой канал, при этом сопловой канал выполнен с возможностью направления смазочно-охлаждающей жидкости на режущую кромку, и при этом проходное сечение канала подачи смазочно-охлаждающей жидкости уменьшается в одном направлении потока. В данном контексте термин «сопловой канал» относится к проточному каналу, имеющему геометрию сопла. При использовании такого проточного канала смазочно-охлаждающую жидкость можно направлять на режущую кромку с высокой скоростью и также с высокой точностью. Это приводит к эффективному охлаждению режущей кромки и рабочей зоны станка. Кроме того, сопловой канал обеспечивает возможность оптимального, т. е., в частности, экономного, использования смазочно-охлаждающей жидкости. Благодаря целенаправленному применению смазочно-охлаждающей жидкости с высокой скоростью можно обеспечить сравнительно высокую охлаждающую способность при сравнительно небольшом количестве смазочно-охлаждающей жидкости. За счет уменьшения проходного сечения канала подачи смазочно-охлаждающей жидкости, давление смазочно-охлаждающей жидкости в канале подачи смазочно-охлаждающей жидкости можно регулировать целенаправленным образом. В данном контексте термин «проходное сечение» следует понимать как «площадь проходного сечения». В частности, давление, доступное в ветви соплового канала, можно, таким образом, выбирать целенаправленно. Это также применимо, в частности, если от канала подачи смазочно-охлаждающей жидкости ответвляется множество сопловых каналов. Давление смазочно-охлаждающей жидкости можно выбрать, например, таким образом, что оно будет по существу одинаковым во всех ветвях сопловых каналов. Следовательно, на всех режущих кромках может быть обеспечена по существу одинаковая охлаждающая способность. В целом это приводит к равномерному охлаждению режущего инструмента.
В предпочтительном варианте корпус режущего инструмента изготавливают с использованием способа генеративного производства. Такие способы также включают трехмерную печать. Таким образом, можно свободно выбирать геометрическую форму канала подачи смазочно-охлаждающей жидкости и соплового канала так, чтобы вышеупомянутые значения давления можно было регулировать в пределах широкого диапазона.
Режущий инструмент предпочтительно представляет собой цилиндрическую фрезу, торцово-цилиндрическую насадную фрезу или концевую фрезу.
В одном варианте от канала подачи смазочно-охлаждающей жидкости гидравлически ответвляются по меньшей мере два сопловых канала, при этом, в частности, указанные по меньшей мере два сопловых канала расположены на расстоянии друг от друга вдоль центральной оси корпуса инструмента. Таким образом, канал подачи смазочно-охлаждающей жидкости снабжает смазочно-охлаждающей жидкостью по меньшей мере два сопловых канала, которые, в свою очередь, снабжают смазочно-охлаждающей жидкостью по меньшей мере две связанные с ними режущие кромки. Указанные режущие кромки предпочтительно расположены в разных рядах режущих кромок, которые расположены на расстоянии друг от друга вдоль центральной оси корпуса инструмента. В этом варианте проходное сечение канала подачи смазочно-охлаждающей жидкости можно, в частности, выбрать таким образом, что во всех сопловых каналах имеет место давление одинаковой величины. Это приводит к равномерному охлаждению режущего инструмента.
По меньшей мере одна режущая кромка может быть обеспечена на режущей пластине, которая крепится к корпусу инструмента. Режущие пластины также могут быть выполнены как индексируемые пластины. Таким образом, режущие кромки можно легко заменять по мере необходимости посредством изменения ориентации или замены связанных с ними режущих пластин.
Предпочтительно обеспечивается множество сопловых каналов и множество режущих кромок, и каждый сопловой канал связан с одной режущей кромкой для направления смазочно-охлаждающей жидкости на связанную с ним режущую кромку. Следовательно, имеет место соотношение 1:1 между режущими кромками и сопловыми каналами. Это обеспечивает возможность направления смазочно-охлаждающей жидкости на режущие кромки с высокой точностью. Также это обеспечивает экономное использование смазочно-охлаждающей жидкости. Таким образом, для заданной охлаждающей способности требуется сравнительно небольшое количество смазочно-охлаждающей жидкости. Это также приводит к высоким показателям эффективности обработки на станке и длительным срокам службы.
Проходное сечение канала подачи смазочно-охлаждающей жидкости может по существу непрерывно уменьшаться по всей протяженности канала подачи смазочно-охлаждающей жидкости в корпусе инструмента. Это означает, что канал подачи смазочно-охлаждающей жидкости не имеет резкого изменения в поперечном сечении. Непрерывное уменьшение поперечного сечения предпочтительно выбирают таким образом, чтобы компенсировать ослабление потока смазочно-охлаждающей жидкости, выражаемое через потерю давления и по существу обусловленное длиной канала подачи смазочно-охлаждающей жидкости. Таким образом, можно достичь равномерного и надежного охлаждения режущего инструмента.
В альтернативном варианте канал подачи смазочно-охлаждающей жидкости проходит по спирали, в частности, по спирали вокруг центральной оси корпуса инструмента или вокруг параллели относительно центральной оси корпуса инструмента. Таким образом, канал подачи смазочно-охлаждающей жидкости может быть расположен в области, сравнительно близкой к режущим кромкам. Эта область, в частности, находится вблизи поверхности корпуса инструмента. Если корпус инструмента является цилиндрическим, то канал подачи смазочно-охлаждающей жидкости может, следовательно, быть расположен вблизи рубашки цилиндра. Это обеспечивает простую и прямую подачу смазочно-охлаждающей жидкости к отдельным режущим кромкам. Это приводит к эффективному и оптимальному охлаждению указанных режущих кромок.
Альтернативно или дополнительно в корпусе инструмента могут обеспечиваться по меньшей мере две стружечные направляющие канавки, и канал подачи смазочно-охлаждающей жидкости может быть расположен по окружности между стружечными направляющими канавками. Следовательно, с одной стороны, канал подачи смазочно-охлаждающей жидкости компактным образом проходит внутри корпуса инструмента. С другой стороны, это обеспечивает сравнительно непосредственное снабжение отдельных режущих кромок смазочно-охлаждающей жидкостью.
В предпочтительном варианте осуществления торцово-цилиндрическая насадная фреза содержит всего от трех до десяти стружечных направляющих канавок, спирально расположенных в корпусе инструмента. Следовательно, также обеспечивается от трех до десяти каналов подачи смазочно-охлаждающей жидкости, спирально проходящих между стружечными направляющими канавками.
По меньшей мере один сопловой канал преимущественно ответвляется по существу перпендикулярно от канала подачи смазочно-охлаждающей жидкости. Если канал подачи смазочно-охлаждающей жидкости проходит по существу вдоль центральной оси корпуса инструмента, сопловые каналы проходят по существу радиально относительно центральной оси корпуса инструмента. Это обеспечивает возможность надежного направления смазочно-охлаждающей жидкости на режущие кромки.
Кроме того, поперечное сечение соплового канала на конце со стороны отверстия может по существу иметь форму щели, при этом, в частности, продольная ось щели проходит по существу параллельно связанной с ней режущей кромке. Таким образом, смазочно-охлаждающая жидкость может направляться на режущую кромку, связанную с соответствующим сопловым каналом, по всей длине указанной режущей кромки. Это приводит к надежному и равномерному охлаждению этой режущей кромки. Таким образом, увеличивается соответствующий срок службы. Если обеспечено множество режущих кромок, это преимущественно применимо ко всем режущим кромкам. Таким образом, это приводит к равномерному охлаждению режущего инструмента в целом.
Также может обеспечиваться множество каналов подачи смазочно-охлаждающей жидкости, при этом по меньшей мере один сопловой канал гидравлически ответвляется от каждого из каналов подачи смазочно-охлаждающей жидкости, при этом, в частности, все каналы подачи смазочно-охлаждающей жидкости проходят по существу параллельно. В частности, это является преимущественным, если режущий инструмент содержит множество режущих кромок. Это также обеспечивает возможность использования сравнительно высоких объемных расходов смазочно-охлаждающей жидкости, так что могут реализовываться высокие охлаждающие способности.
Согласно одному варианту осуществления, на конце корпуса инструмента со стороны станка обеспечивается камера подачи смазочно-охлаждающей жидкости, из которой гидравлически проходят каналы подачи смазочно-охлаждающей жидкости. Таким образом, режущий инструмент централизованно снабжается смазочно-охлаждающей жидкостью через камеру подачи смазочно-охлаждающей жидкости. Другими словами, режущий инструмент содержит только один впуск смазочно-охлаждающей жидкости. Начиная от камеры подачи смазочно-охлаждающей жидкости, смазочно-охлаждающая жидкость направляется в отдельные каналы подачи смазочно-охлаждающей жидкости, т. е. распределяется в них. Это делает подключение режущего инструмента к подаче смазочно-охлаждающей жидкости особенно простым. Тем не менее, смазочно-охлаждающую жидкость можно надежно направить к каждой отдельно взятой режущей кромке, обеспеченной на режущем инструменте.
Настоящее изобретение разъяснено ниже с помощью примера компоновки, который показан на сопроводительных графических материалах. На фигурах показано:
- на фиг. 1 вид в перспективе режущего инструмента согласно настоящему изобретению;
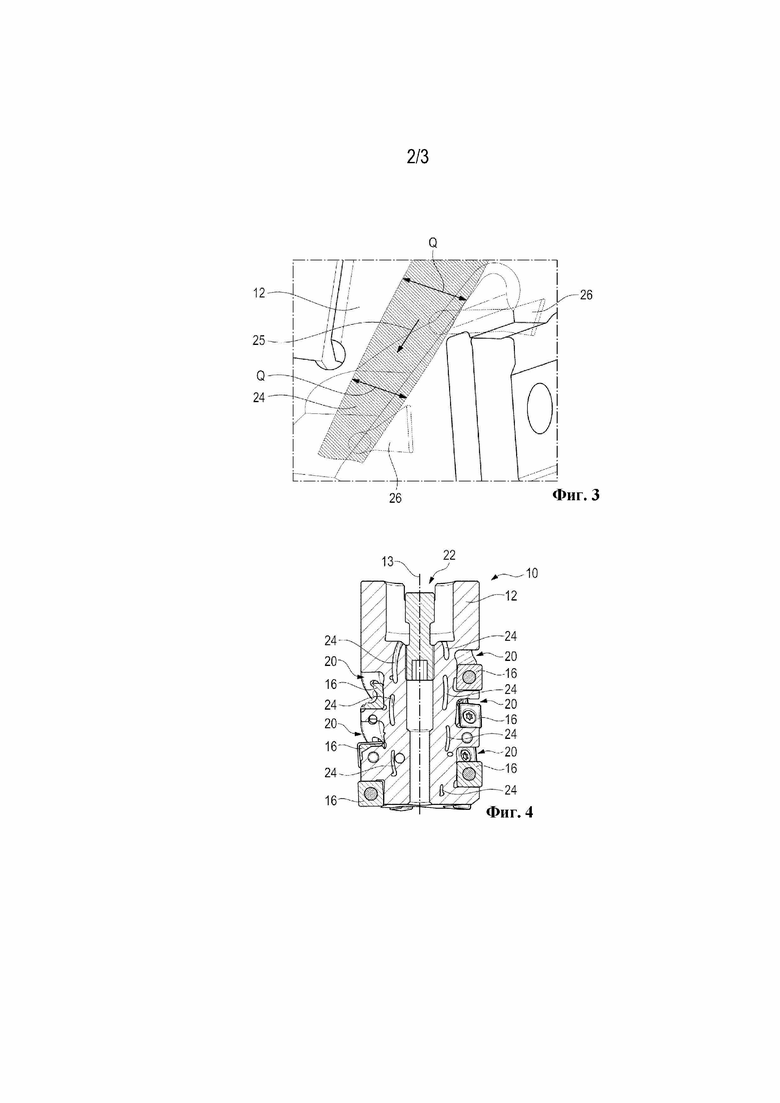
- на фиг. 2 режущий инструмент по фиг. 1 в частично прозрачном изображении, причем режущие пластины не показаны;
- на фиг. 3 подробное изображение участка III режущего инструмента по фиг. 2;
- на фиг. 4 продольное сечение через режущий инструмент по фиг. 1-3;
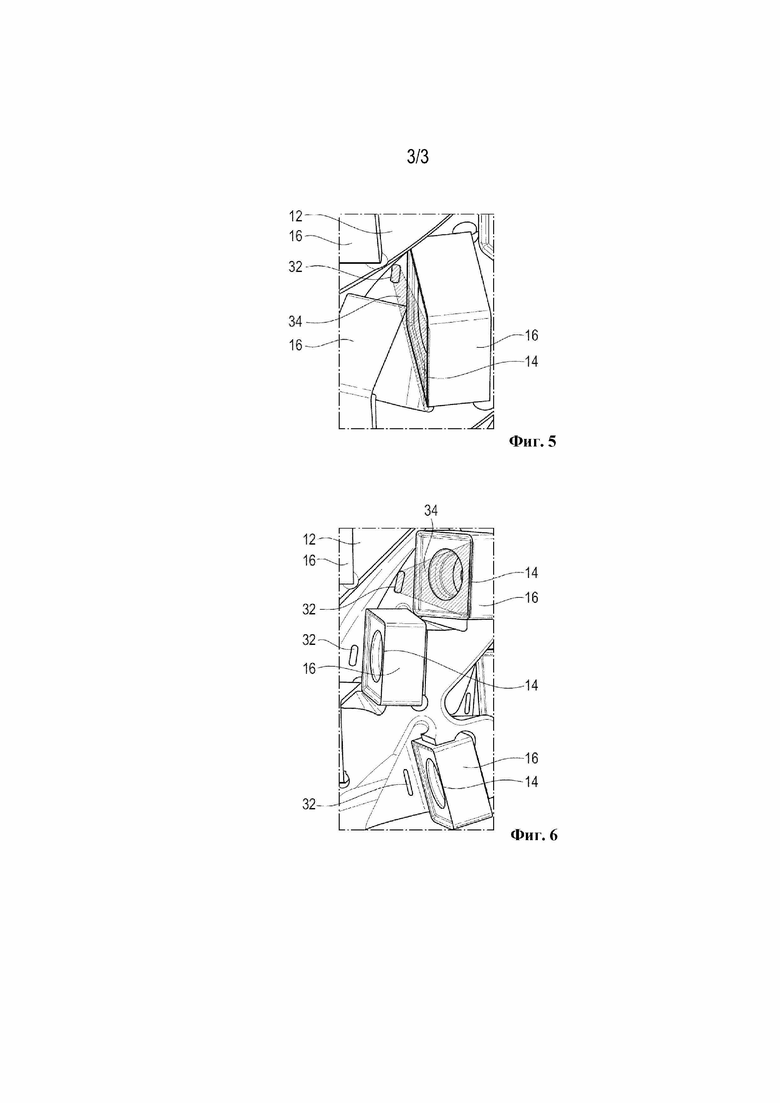
- на фиг. 5 иллюстративный подробный вид режущего инструмента по фиг. 1-4; и
- на фиг. 6 другой иллюстративный подробный вид режущего инструмента по фиг. 1-4.
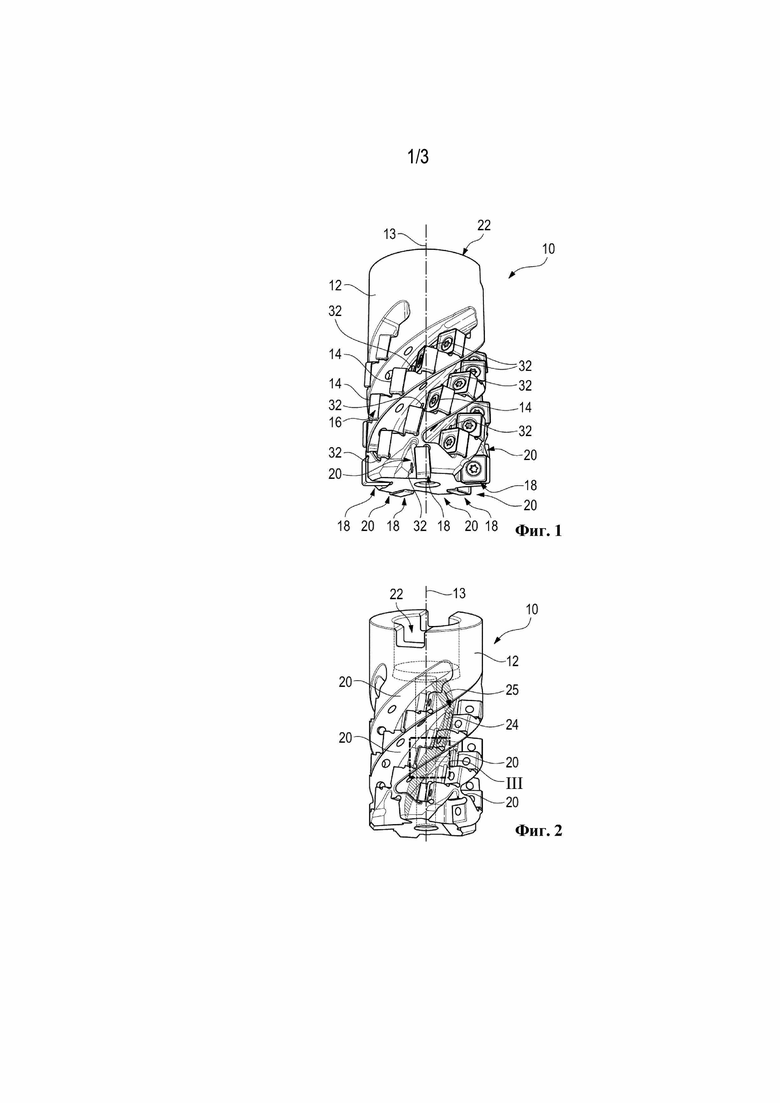
На фиг. 1 показан режущий инструмент 10, который в показанном варианте осуществления представляет собой фрезерный инструмент.
Режущий инструмент 10 содержит корпус 12 инструмента с центральной осью 13 корпуса инструмента, вокруг которой он может вращаться для обработки материалов на станке. В показанном варианте осуществления на корпусе 12 инструмента обеспечено всего 30 подвижных режущих кромок 14, из которых только несколько, для ясности, обеспечены ссылочной позицией на фиг. 1.
Все режущие кромки 14 обеспечены на соответствующей связанной с ней режущей пластине 16, которая крепится к корпусу 12 инструмента. Следовательно, каждой режущей пластиной 16 предусмотрена ровно одна подвижная режущая кромка 14. Также, из числа режущих пластин 16 на фиг. 1, только несколько снабжены ссылочной позицией.
Все 30 режущих пластин 16 расположены вдоль пяти по существу параллельных спиралей 18 на периферии корпуса 12 инструмента. Другими словами, режущие пластины 16 разделены на пять групп по шесть режущих пластин 16, при этом режущие пластины 16 каждой группы спирально расположены на корпусе 12 инструмента.
Также обеспечено пять стружечных направляющих канавок 20 для надежного удаления стружек, вырабатываемых режущими кромками 14. Стружечные направляющие канавки 20 также проходят спирально.
Корпус 12 инструмента выполнен с возможностью снабжения режущих кромок 14 смазочно-охлаждающей жидкостью.
Для этого на конце корпуса 12 инструмента со стороны станка обеспечена камера 22 подачи смазочно-охлаждающей жидкости, через которую режущий инструмент 10 может снабжаться смазочно-охлаждающей жидкостью (см., в частности, фиг. 2 и 4).
В показанном примере компоновки из камеры 22 подачи смазочно-охлаждающей жидкости проходит пять каналов 24 подачи смазочно-охлаждающей жидкости, только один из которых можно видеть на фиг. 2 и 3.
Каналы 24 подачи смазочно-охлаждающей жидкости проходят по существу параллельно друг другу.
В показанном варианте осуществления каналы 24 подачи смазочно-охлаждающей жидкости также проходят спирально относительно центральной оси 13 корпуса инструмента.
Кроме того, они соответственно расположены по окружности между двумя смежными стружечными направляющими канавками 20. Таким образом, стружечные направляющие канавки 20 и каналы 24 подачи смазочно-охлаждающей жидкости чередуются на периферии корпуса 12 инструмента.
Каждый из каналов 24 подачи смазочно-охлаждающей жидкости имеет проходное сечение Q, непрерывно уменьшающееся вдоль направления 25 потока смазочно-охлаждающей жидкости; следовательно, в данном случае, начиная от камеры 22 подачи смазочно-охлаждающей жидкости в направлении режущих кромок 14.
Таким образом, от каждого из каналов 24 подачи смазочно-охлаждающей жидкости гидравлически ответвляется по шесть сопловых каналов 26.
Каждый сопловой канал 26 связан с одной из режущих кромок 14 для направления на нее смазочно-охлаждающей жидкости. Следовательно, имеет место соотношение 1:1 между сопловыми каналами 26 и режущими кромками 14.
Кроме того, сопловые каналы 26, ответвляющиеся от общего канала 24 подачи смазочно-охлаждающей жидкости, расположены на расстоянии друг от друга вдоль центральной оси 13 корпуса инструмента.
Расстояния между отдельными сопловыми каналами 26 соотнесены с уменьшением проходного сечения Q связанного с ними канала 24 подачи смазочно-охлаждающей жидкости таким образом, чтобы в каждой ветви соплового канала 26, проходящей из канала 24 подачи смазочно-охлаждающей жидкости, преобладало одинаковое давление.
Как очевидно, в частности, на основе фиг. 2 и 3, сопловые каналы 26 ответвляются по существу перпендикулярно от соответствующего связанного с ними канала 24 подачи смазочно-охлаждающей жидкости.
Каждый сопловой канал 26 также имеет на конце со стороны отверстия поперечное сечение 32, которое в показанном варианте осуществления (см. фиг. 5 и 6) выполнено в виде прямоугольной щели. Разумеется, поперечное сечение 32 на конце со стороны отверстия также может иметь щелевидную геометрическую форму, отклоняющуюся от прямоугольной формы, например, криволинейную.
Продольная ось щели проходит по существу параллельно связанной с ней режущей кромке 14.
Таким образом, струя 34 смазочно-охлаждающей жидкости может быть направлена точно на связанную с ней режущую кромку 14 так, что вся режущая кромка 14 по существу равномерно снабжается смазочно-охлаждающей жидкостью. В идеальном случае струя 34 смазочно-охлаждающей жидкости при попадании на режущую кромку 14 является линейной и имеет такую же длину, что и режущая кромка 14.
| название | год | авторы | номер документа |
|---|---|---|---|
| ДОЛБЕЖНЫЙ ИНСТРУМЕНТ | 2018 |
|
RU2739744C1 |
| ВРАЩАЮЩИЙСЯ РЕЖУЩИЙ ИНСТРУМЕНТ | 2008 |
|
RU2465107C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ | 2008 |
|
RU2465101C2 |
| ЭЖЕКТОРНАЯ СИСТЕМА СВЕРЛЕНИЯ | 2008 |
|
RU2429948C1 |
| ЭЖЕКТОРНАЯ СИСТЕМА СВЕРЛЕНИЯ | 2008 |
|
RU2559601C2 |
| СВЕРЛО С КАНАЛОМ ДЛЯ СМАЗОЧНО-ОХЛАЖДАЮЩЕГО СРЕДСТВА | 1996 |
|
RU2140341C1 |
| СВЕРЛИЛЬНЫЙ ИНСТРУМЕНТ, В ЧАСТНОСТИ СВЕРЛО | 1996 |
|
RU2268110C2 |
| СВЕРЛО | 1995 |
|
RU2135332C1 |
| СВЕРЛИЛЬНЫЙ ИНСТРУМЕНТ (ВАРИАНТЫ) СО СМЕННЫМИ РЕЖУЩИМИ ПЛАСТИНАМИ И СМЕННЫЕ РЕЖУЩИЕ ПЛАСТИНЫ (ВАРИАНТЫ) ДЛЯ ТАКОГО СВЕРЛИЛЬНОГО ИНСТРУМЕНТА | 2003 |
|
RU2319582C2 |
| ФРЕЗЕРНЫЙ ИНСТРУМЕНТ С УСТРОЙСТВОМ НЕПРЕРЫВНОЙ ПОДАЧИ ЖИДКОСТИ | 2010 |
|
RU2525880C2 |
Режущий инструмент (10), в частности фрезерный инструмент, содержит корпус (12) инструмента, на котором обеспечена по меньшей мере одна режущая кромка (14). Внутри корпуса (12) инструмента проходит канал подачи смазочно-охлаждающей жидкости, от которого гидравлически ответвляется по меньшей мере один сопловой канал. Сопловой канал выполнен с возможностью направления смазочно-охлаждающей жидкости на режущую кромку (14). Кроме того, проходное сечение канала подачи смазочно-охлаждающей жидкости уменьшается в одном направлении потока. Достигается повышение эффективности обработки за счет повышения эффективности охлаждения и повышения стойкости режущего инструмента. 10 з.п. ф-лы, 6 ил. 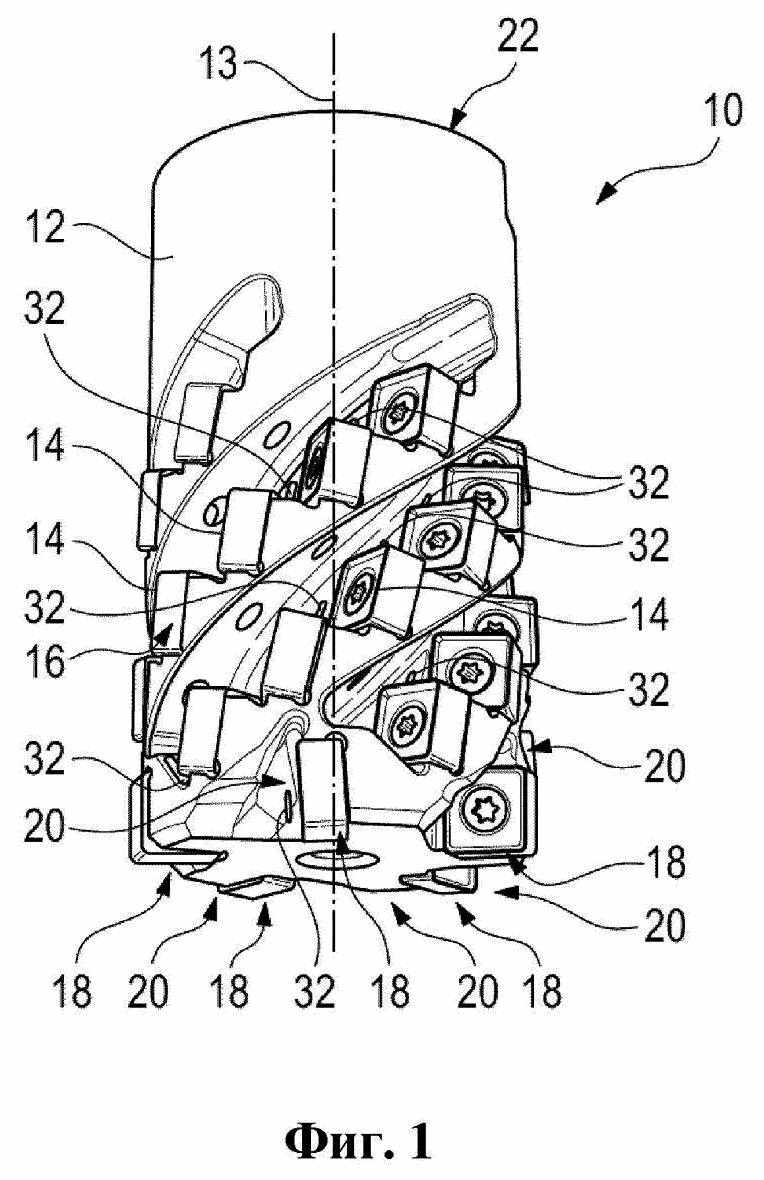
1. Режущий инструмент (10), содержащий корпус (12) инструмента, на котором обеспечена по меньшей мере одна режущая кромка (14), при этом по меньшей мере один канал (24) подачи смазочно-охлаждающей жидкости, от которого гидравлически ответвляется по меньшей мере один сопловой канал (26), проходит внутрь корпуса (12) инструмента, причем сопловой канал (26) выполнен с возможностью направления смазочно-охлаждающей жидкости на режущую кромку (14), а проходное сечение (Q) канала (24) подачи смазочно-охлаждающей жидкости непрерывно уменьшается в направлении (25) потока.
2. Режущий инструмент (10) по п.1, отличающийся тем, что по меньшей мере два сопловых канала (26) гидравлически ответвляются от канала (24) подачи смазочно-охлаждающей жидкости, при этом указанные по меньшей мере два сопловых канала (26) расположены на расстоянии друг от друга вдоль центральной оси (13) корпуса инструмента.
3. Режущий инструмент (10) по п.1 или 2, отличающийся тем, что указанная по меньшей мере одна режущая кромка (14) выполнена на режущей пластине (16), которая закреплена на корпусе (12) инструмента.
4. Режущий инструмент (10) по любому из пп.1-3, отличающийся тем, что выполнено множество сопловых каналов (26) и множество режущих кромок (14), при этом каждый сопловой канал (26) связан с одной режущей кромкой (14) для направления смазочно-охлаждающей жидкости на связанную с ним режущую кромку (14).
5. Режущий инструмент (10) по любому из пп.1-4, отличающийся тем, что канал (24) подачи смазочно-охлаждающей жидкости проходит по спирали вокруг центральной оси (13) корпуса инструмента или вокруг параллели относительно центральной оси (13) корпуса инструмента.
6. Режущий инструмент (10) по любому из пп.1-5, отличающийся тем, что в корпусе (12) инструмента выполнены по меньшей мере две стружечные направляющие канавки (20a-20e), при этом канал (24) подачи смазочно-охлаждающей жидкости расположен по окружности между стружечными направляющими канавками (20a-20e).
7. Режущий инструмент (10) по любому из пп.1-6, отличающийся тем, что по меньшей мере один сопловой канал (26) ответвляется перпендикулярно от канала (24) подачи смазочно-охлаждающей жидкости.
8. Режущий инструмент (10) по любому из пп.1-7, отличающийся тем, что поперечное сечение (32) соплового канала (26) на конце со стороны выхода имеет форму щели, при этом продольная ось щели проходит параллельно связанной с ней режущей кромке (14).
9. Режущий инструмент (10) по любому из пп.1-4, 6-8, отличающийся тем, что выполнено множество каналов (24) подачи смазочно-охлаждающей жидкости, при этом по меньшей мере один сопловой канал (26) гидравлически ответвляется от каждого из каналов (24) подачи смазочно-охлаждающей жидкости, при этом все каналы (24) подачи смазочно-охлаждающей жидкости проходят параллельно.
10. Режущий инструмент (10) по любому из пп.1-9, отличающийся тем, что на конце корпуса (12) инструмента со стороны станка выполнена камера (22) подачи смазочно-охлаждающей жидкости, из которой гидравлически проходят каналы (24) подачи смазочно-охлаждающей жидкости.
11. Режущий инструмент (10) по любому из пп.1-10, отличающийся тем, что он выполнен, в частности, в виде фрезерного инструмента.
| US 20180050397 A1, 22.02.2018 | |||
| RU 2000897 C1, 15.10.1993 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ БЕСКОНТАКТНОГО БИЛЕТА, СОДЕРЖАЩЕГО МИКРОСХЕМУ | 2004 |
|
RU2336565C2 |
| ВРАЩАЮЩИЙСЯ РЕЖУЩИЙ ИНСТРУМЕНТ С РЕГУЛИРУЕМЫМ МЕХАНИЗМОМ ОХЛАЖДЕНИЯ | 2011 |
|
RU2548350C2 |
| Весовой дозатор | 1961 |
|
SU150005A1 |
| СN 102717138 C1, 10.10.2012 | |||
| WO 2016117461 A1, 28.07.2016. | |||

