Область техники, к которой относится изобретение
Настоящее изобретение касается способа изготовления билета, содержащего микросхему и антенну, нанесенную способом трафаретной печати, и, в частности, касается способа изготовления бесконтактного билета и собственно билета, изготовленного этим способом.
Предшествующий уровень техники
Электронные билеты бесконтактного типа с радиочастотной идентификацией (RFID), чаще называемые билетами с бесконтактным считыванием или этикетками с бесконтактным считыванием, содержат антенну и интегральную схему в виде электронной микросхемы, соединенной с антенной, при этом весь комплекс выполняют на гибкой подложке. Электронные билеты бесконтактного типа могут производить обмен данными и передачу данных на расстоянии путем индуктивной связи при помощи своей антенны при наличии считывающего устройства, также содержащего антенну. Гибкую подложку выполняют из бумаги, картона или пластика. В наиболее экономичном варианте изготовления билетов антенну выполняют путем трафаретной печати. При трафаретной печати витки антенны наносят на подложку из электроизолирующего материала, предпочтительно из бумаги, при помощи электропроводящей краски, например, в основном состоящей из серебряного порошка. Изготовление билетов, содержащих антенну, нанесенную трафаретной печатью, можно осуществлять непрерывным способом.
Заявителем был предложен способ изготовления, в котором трафаретная печать антенны осуществляется с одной стороны сплошной бумажной полосы, ширина которой позволяет получать один или несколько билетов. На стороне бумажной полосы, противоположной стороне, содержащей антенну, выполняют метки в виде печатных значков или отверстий для обозначения зоны, соответствующей каждому билету, в направлении перемещения бумажной полосы, и, в случае необходимости, соответствующей рядам билетов по ширине бумажной полосы. Эти метки имеют большое значение при непрерывном способе изготовления билетов. Поскольку на каждом этапе изготовления билетов бумажную полосу полностью разматывают, а затем опять наматывают, чтобы ее можно было перемещать и складировать между двумя этапами изготовления, то необходимо осуществлять разметку для определения точного местонахождения каждого билета. Таким образом, процесс непрерывного изготовления бесконтактных билетов распадается на определенное число этапов, на которых осуществляют печать визуальной информации для клиента, печать антенны, установку микросхемы и конечное ламинирование, во время которого слой с предварительно напечатанной визуальной информацией для клиента наносят на сторону билета, содержащую антенну и микросхему. Печать антенны осуществляют в несколько проходов. При выполнении антенны печатают витки антенны, образующие электропроводящую спираль, выполняют полоску диэлектрика перпендикулярно виткам и на полоске диэлектрика при помощи электропроводящей краски печатают мостик, который будет обеспечивать электрическое соединение с микросхемой.
Этап позиционирования электронной микросхемы на билете в месте, предусмотренном для соединения с антенной, является очень важным этапом при изготовлении билета и требует высокой точности. Благодаря меткам, предварительно нанесенным на противоположную сторону подложки антенны, и оптическому распознаванию меток микросхему устанавливают точно в нужном месте. Однако иногда оказывается, что позиционирование было произведено плохо, и в этом случае возникает дефект соединения микросхемы и антенны. Метки служат также для разрезания полосы на отдельные билеты.
Основным недостатком такого типа способа непрерывного изготовления является то, что серебряная краска, входящая в состав антенны, переносится на оборотную сторону бумажной полосы в результате трения во время последовательных операций наматывания и разматывания, необходимых для завершения изготовления билета. Если на оборотной стороне бумажной полосы ранее была напечатана визуальная информация для клиента, то в этом случае на отпечатке появляется след, видный невооруженным глазом, что портит окончательный внешний вид билета. Кроме того, при переносе краска может также закрыть метки на оборотной стороне бумажной полосы, если они находятся в области антенны, что будет мешать оптическому распознаванию во время этапов изготовления и разрезания билетов. Вследствие этого этапы позиционирования микросхемы и разрезания билетов могут оказаться дефектными, что снижает производительность процесса изготовления билетов.
Краткое изложение сущности изобретения
Технической задачей настоящего изобретения является устранение указанных недостатков путем создания способа непрерывного изготовления бесконтактных билетов на сплошной полосе, который позволяет изготавливать антенну путем трафаретной печати и при этом избежать переноса краски при трении на оборотную сторону полосы, а также отказаться от осуществления дополнительного этапа при изготовлении билета.
Поставленная задача решена путем создания способа изготовления бесконтактных билетов или карточек, содержащих микросхему, соединенную с антенной на подложке из бумаги, в котором осуществляют последовательно трафаретную печать антенн на полосе-подложке, на каждом билете закрепляют микросхему путем соединения контактных площадок микросхемы с контактными площадками антенны и закрывают бумажную полосу-подложку, содержащую напечатанные антенны и соответствующие микросхемы, адгезивной бумажной полосой, при этом каждый этап сопровождается наматыванием бумажной полосы-подложки перед переходом к следующему этапу. Этот способ содержит этап нанесения покрытия на каждую из антенн путем печати защитного слоя, чтобы предотвратить перенос трафаретной краски на оборотную сторону бумажной полосы-подложки во время последовательных операций наматывания после каждого этапа.
Краткое описание чертежей
Задачи, объекты и отличительные признаки настоящего изобретения будут более очевидны из нижеследующего описания со ссылками на сопровождающие чертежи, на которых:
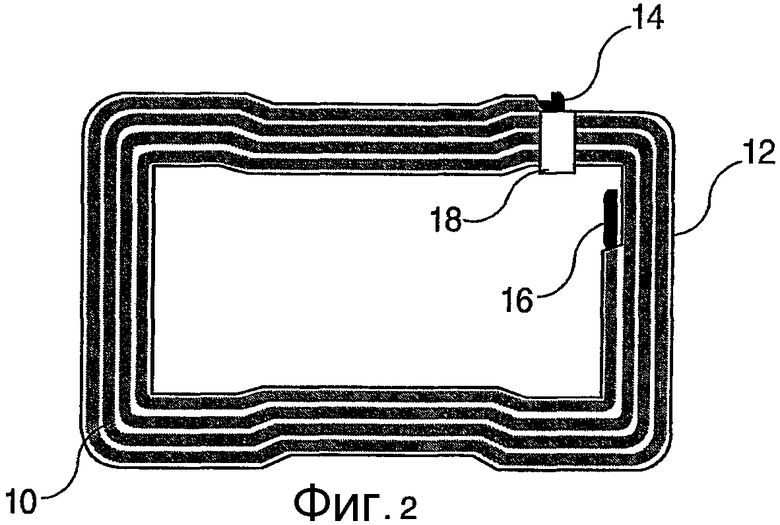
фиг.1 изображает антенну бесконтактного билета, выполненную при помощи трафаретной печати, согласно изобретению;
фиг.2 изображает антенну, покрытую защитным диэлектрическим слоем, согласно изобретению;
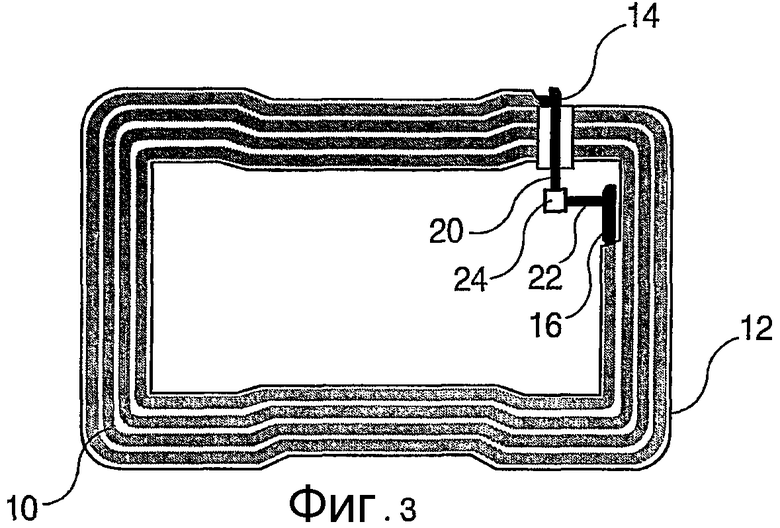
фиг.3 - билет с антенной, нанесенной способом трафаретной печати и покрытой диэлектрическим слоем, после этапа закрепления микросхемы путем соединения с концами антенны согласно изобретению.
Подробное описание предпочтительного варианта воплощения изобретения
В способе изготовления бесконтактного билета в соответствии с настоящим изобретением каждый этап состоит в осуществлении идентичной операции на сплошной полосе, ширина которой позволяет получить один или несколько билетов, например шесть билетов. После осуществления всех этапов производят разрезание полосы на отдельные билеты.
Перед первым этапом изготовления в печатную машину помещают рулон полосы чистой бумаги определенной длины. Рулон разматывают для осуществления первого этапа, во время которого путем трафаретной печати при помощи краски на основе серебра наносят антенну 10.
На следующем этапе также путем трафаретной печати наносят защитный слой 12, закрывающий антенну 10. В предпочтительном варианте выполнения, показанном на фиг.2, защитный слой наносят по всей поверхности антенны 10, закрывая ее полностью. Но можно предусмотреть вариант выполнения, в котором защитный слой закрывает только витки антенны, то есть является ее точным отпечатком. В предпочтительном варианте выполнения защитный слой является диэлектрическим слоем.
Защитный слой необходим для того, чтобы помешать переносу краски, входящей в состав антенны 10, закрепленной на бумажной полосе, при трении во время операций наматывания полосы, следующих за трафаретной печатью.
Как было указано выше, такой перенос краски на обратную сторону портит конечный внешний вид билета и может привести к перекрыванию меток, выполненных на оборотной стороне полосы, и, следовательно, помешать их оптическому распознаванию.
Этот защитный слой, который в дальнейшем тексте следует понимать как диэлектрический слой, характеризуется двумя признаками. Прежде всего, он не должен закрывать концы 14, 16 антенны, которые будут выполнять роль соединений с микросхемой. Во-вторых, трафаретная печать диэлектрического слоя, выполняемая на одном этапе, не относится к прямоугольнику 18, на который в ходе следующего этапа путем печати будет нанесена электропроводящая полоска, предназначенная для соединения конца 14 антенны с контактной площадкой микросхемы.
Печать слоя 12 предпочтительно осуществляют в ходе того же этапа, что и трафаретную печать антенны, чтобы избежать переноса краски на оборотную сторону билета. Вместе с тем, эту печать диэлектрического слоя можно также осуществлять во время последующего этапа, то есть после наматывания полосы, на которую только что путем трафаретной печати была нанесена антенна.
Как уже было указано выше, печать диэлектрического слоя отличается для прямоугольника 18, перекрывающего витки антенны. Действительно, слой диэлектрика на всей антенне должен только препятствовать переносу краски на оборотную сторону билетов, тогда как диэлектрик, наносимый на прямоугольник 18, должен изолировать витки антенны от электропроводящей полоски 20 (фиг.3). Поэтому этот прямоугольник должен быть идеальным электрическим изолятором, что вовсе не обязательно для диэлектрического слоя, выполняемого только в целях защиты. Предпочтительным является использование трафарета, основная часть которого представляет собой сетку, кроме части, соответствующей прямоугольнику 18 и являющейся сплошным участком. Это позволяет получить покрытие, состоящее на 100% из диэлектрика для прямоугольника 18 и только на 30% из диэлектрика - для остальной части диэлектрического слоя 12.
После нового наматывания полосы выполняют следующий этап способа, во время которого путем трафаретной печати наносят соединения антенны с микросхемой, то есть электропроводящую полоску 20, начиная от конца 14 антенны 10, и электропроводящую полоску 22, начиная от конца 16 антенны. Как показано на фиг.3, это позволяет осуществить соединение микросхемы 24 во время следующего этапа путем закрепления контактных площадок микросхемы на концах электропроводящих полосок 20 и 22.
Необходимо отметить, что при трафаретной печати электропроводящих полосок 20 и 22 после печати защитного диэлектрического слоя 12 не возникает таких проблем переноса краски, как при печати антенны. Действительно, после наматывания в рулон продольные витки антенны находятся друг над другом, что создает утолщения и, следовательно, повышает риск переноса краски при трении на оборотную сторону билетов за счет давления, создаваемого этими утолщениями. Что же касается двух электропроводящих полосок 20 и 22, которые к тому же имеют меньшие размеры, то они находятся в разных местах в рулоне после наматывания полосы. Поэтому утолщений не возникает, и, следовательно, уменьшается риск переноса краски от трения на оборотную сторону билетов.
Хотя способ в соответствии с настоящим изобретением описан со ссылкой на изготовление бумажных билетов, он может применяться также и для изготовления бесконтактных карточек или других аналогичных объектов бесконтактного типа (этикетки, бирки), в которых антенну выполняют путем трафаретной печати.
Изобретение относится к области электротехники, в частности к способу изготовления в несколько этапов бесконтактных билетов или карточек, содержащих микросхему (24), соединенную с антенной (10) на подложке из бумаги. Способ заключается в том, что последовательно осуществляют трафаретную печать антенн на подложке в виде полосы, на каждом билете закрепляют микросхему путем соединения контактных площадок микросхемы с контактными площадками (14, 16) антенны и закрывают упомянутую бумажную полосу, содержащую напечатанные антенны и соответствующие микросхемы, адгезивной бумажной полосой, при этом каждый этап сопровождается наматыванием подложки в виде бумажной полосы перед переходом к следующему этапу. Осуществляют нанесение покрытия на каждую из антенн путем трафаретной печати защитного слоя (12), чтобы помешать переносу трафаретной краски на оборотную сторону в виде подложки бумажной полосы во время последовательных операций ее наматывания после каждого этапа способа. Техническим результатом изобретения является увеличение производительности непрерывного процесса изготовления билетов и улучшение качества билетов в процессе их оптического распознавания. 3 з.п. ф-лы, 3 ил.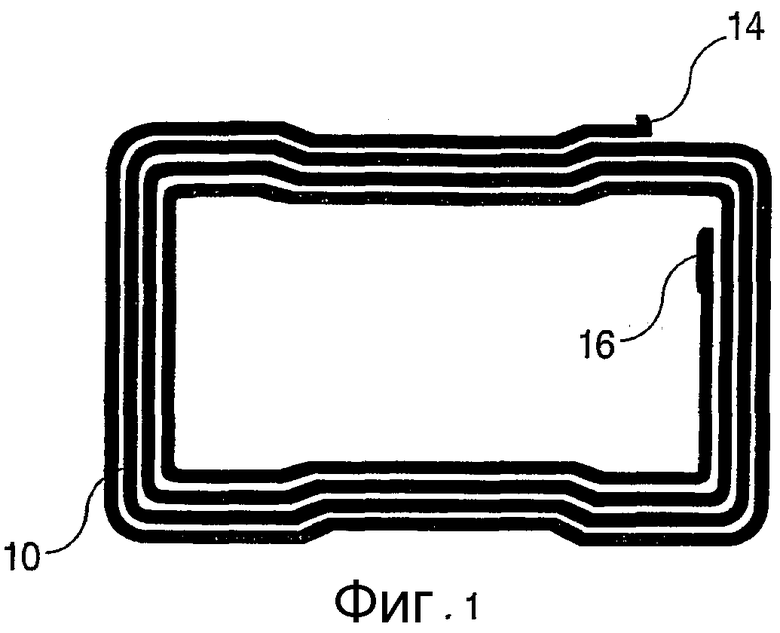
| Прибор, замыкающий сигнальную цепь при повышении температуры | 1918 |
|
SU99A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛАМИНИРОВАННЫХ БЕСКОНТАКТНЫХ ЧИПОВЫХ КАРТ | 2000 |
|
RU2158204C1 |
| НОСИТЕЛЬ ДАННЫХ С ЭЛЕКТРОННЫМ МОДУЛЕМ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1995 |
|
RU2169389C2 |
| КАРТА СО ВСТРОЕННЫМ КРИСТАЛЛОМ ИС И ПОЛУПРОВОДНИКОВЫЙ КРИСТАЛЛ ИС ДЛЯ ПРИМЕНЕНИЯ В КАРТЕ | 1997 |
|
RU2190879C2 |
| Сильфонный пневмогидравлический привод | 1974 |
|
SU595549A1 |

