Изобретение предусматривает вращающийся режущий инструмент, предпочтительно в исполнении для прецизионной обработки, например, в виде развертки, согласно ограничительной части пункта 1 формулы изобретения.
Подобные инструменты должны соответствовать самым разным требованиям. С одной стороны, от таких инструментов требуется все большая точность обработки, для чего необходима высокая точность соблюдения размеров при позиционировании резцов и высокая стабильность при динамичной нагрузке резцов и тела. С другой стороны, от подобных инструментов требуется все больший срок службы, вследствие чего в подобные инструменты постоянно встраивается система подачи смазочно-охлаждающей жидкости. Система подачи смазочно-охлаждающей жидкости, встроенная в инструмент, должна гарантировать, что подвергающиеся максимальным нагрузкам участки инструмента будут в любой момент работы получать достаточное количество смазочно-охлаждающей жидкости.
В современной технике существуют различные подходы к конструированию типичных инструментов со встроенной системой подачи смазочно-охлаждающей жидкости.
В документе DE 10347755 А1 показан типичный инструмент, выполненный в виде высокопроизводительной развертки, в котором прочная на кручение режущая головка, жестко соединенная с телом в осевом направлении и изготовленная из твердого сплава, например, из порошкового, снабжается смазочно-охлаждающей жидкостью по центральному каналу в теле инструмента и по системе радиальных каналов, расположенной в месте соединения с режущей головкой или на нем. Расположенные снаружи радиальные отверстия системы радиальных каналов закрыты гильзой для направления охлаждающей жидкости, вытянутой в направлении наконечника инструмента, до выпускной зоны стружечных канавок и, таким образом, обеспечивают минимально возможные потери смазочно-охлаждающей жидкости при подаче в стружечные канавки.
Эта известная система подачи смазочно-охлаждающей жидкости, интегрируемая в хвостовой инструмент, подходит и для так называемой технологии минимальной смазки, при которой смазочно-охлаждающая жидкость подается к резцам потоком сжатого воздуха в крайне низких концентрациях - в противоположность так называемой "обработке с поливом". Таким образом, смазка во время обработки подается к резцам в виде аэрозоля, чтобы в непосредственной близости от режущих кромок образовывалась достаточная пленка смазка.
В любом случае, при этой технологии требуется, чтобы смазка подавалась к резцам в точной дозировке и по возможности постоянной концентрации. Для решения этой задачи и одновременного снижения технических расходов на производство инструмента, в документе DE 202004008566 U1 описана высокопроизводительная развертка, оснащенная на участке зажима гильзой, вытянутой до выпускного участка канавок инструмента, причем гильза оснащена цельным участком крепления и надевается на тело развертки для образования осевых каналов подачи смазочно-охлаждающей жидкости. Смазка от центрального смазочного канала в участке зажима подается в осевые смазочные каналы так, что охлаждающий канал имеет постоянное поперечное сечение от конца тела до выпускного участка канавок.
В обоих известных случаях система подачи смазочно-охлаждающей жидкости к резцам требует соответственно высоких расходов на изготовление инструмента. Кроме того, известные инструменты должны состоять из различных компонентов.
Таким образом, цель изобретения заключается в том, чтобы создать вращающийся режущий инструмент вышеописанного вида, обеспечивающий требуемый сегодня срок службы резцов при упрощенной конструкции инструмента. Другая задача состоит в создании новой технологии, с помощью которой можно обеспечить подачу смазочно-охлаждающей жидкости к высоконагруженным резцам типичного инструмента как при обработке с поливом, так и при обработке всухую (технология минимальной смазки) с небольшими расходами, однако с высокой надежностью и в достаточном количестве.
Задача с точки зрения создания инструмента решается с помощью характеристик пункта 1 формулы изобретения, а с точки зрения технологии - с помощью характеристик пункта 17 формулы изобретения.
В рамках изобретения каналы смазочно-охлаждающей жидкости интегрируются в участок зажима инструмента так, что смазочно-охлаждающая жидкость, выступающая из этих каналов в осевом направлении, направляется к соответствующей стружечной канавке режущей части по внешней стороне тела, ведущего к режущей части. На основании тестов выяснилось, что подобная конструкция инструментов позволяет - как при так называемой обработке с поливом, то есть при использовании жидких смазочно-охлаждающих средств, так и при так называемой обработке всухую согласно технологии минимальной смазки, - поддерживать на постоянном уровне подачу достаточного количества смазки в области стружечных канавок и участков резцов, имеющих решающее значение для срока службы, даже в том случае, если рабочее давление смазочно-охлаждающей жидкости находится на уровне, гарантирующем легкое управление, например, свыше 5 бар.
Исследования потока смазочно-охлаждающей жидкости вдоль оси инструмента, то есть от участка зажима до наконечника инструмента показали, что струя жидкости, поступающая из каналов смазочно-охлаждающей жидкости, имеет - даже когда она под действием возникающих центробежных сил должна пройти значительное расстояние в осевом направлении к режущей головке без внешнего радиального ограничения - достаточно большое ядро с высокой скоростью потока в тот момент, когда инструмент погружается в обрабатываемое отверстие, в особенности - в сквозное отверстие, подлежащее точной дополнительной обработке. Более того, при увеличении длины врезания резцов инструмента в сквозном отверстии в отдельных каналах, зависящих от стружечных канавок и стенок отверстия, образуется все более стабильный профиль потока. Благодаря этому можно гарантировать, что резцы инструмента, в особенности на тех участках, где это особенно важно, будут обеспечены достаточным количеством смазочно-охлаждающей жидкости. Так как поток в этих каналах формируется тем лучше, чем больше расстояние от поверхности заготовки, обеспечивается и эффективное охлаждение или смазка относительно высоко нагруженного резца вблизи наконечника инструмента, благодаря чему удается поддерживать срок службы инструмента на высоком уровне.
При этом благодаря мерам согласно изобретению возникает дополнительное преимущество, заключающееся в том, что струи смазочно-охлаждающей жидкости, выходящие из торцевых отверстий на участке зажима, могут быть особенно эффективны при отводе стружки в направлении подачи инструмента. Это дает возможность оснащать высокопроизводительные инструменты для прецизионной обработки, например, высокопроизводительные развертки вышеописанной системой подачи смазочно-охлаждающей жидкости.
Подобные высокопроизводительные развертки эксплуатируются на значительных скоростях резания. Однако выяснилось, что выходящие из осевых отверстий отдельные струи - даже при относительно низких средних значениях давления потока в порядке около 5 бар, то есть в пределах значений, характерных для рабочего давления обычных систем подачи смазочно-охлаждающей жидкости, - достаточно стабильны для того, чтобы обеспечить вышеописанный эффект надежного заполнения каналов, ограниченных стружечными канавками находящейся в зацеплении режущей части, даже при значительных центробежных силах, действующих на струи жидкости. Таким образом, в целом благодаря концепции исполнения инструмента согласно изобретению удается добиться преимущества, заключающегося в том, что благодаря внешней подаче смазочно-охлаждающей жидкости можно значительно увеличить абсолютное количество смазочно-охлаждающей жидкости в стружечных канавках. Потери при подаче смазочно-охлаждающей жидкости к важнейшим участкам инструмента невелики, так как поток смазочно-охлаждающей жидкости не меняет направление. Благодаря этому концепция согласно изобретению подходит не только для обработки с поливом, но и для так называемой сухой обработки либо для технологии минимальной смазки. Таким образом, благодаря исполнению в рамках изобретения увеличение скорости смазочно-охлаждающей жидкости при движении в стружечных канавках или стружечном пространстве в осевом направлении можно эффективно использовать для отвода стружки.
Кроме того, интеграция системы подачи смазочно-охлаждающей жидкости в инструмент дает возможность сконструировать цельный инструмент небольшой массы. Это дает особые преимущества, в первую очередь, в том случае, если инструмент изготовлен из спекаемого твердого сплава, например, из цельного твердого сплава или металлокерамики, по меньшей мере, в области участка зажима или примыкающего к нему тела. Благодаря этому можно добиться экономии сырья более 20%, например, при изготовлении цельной твердосплавной развертки номинальным диаметром 8 мм. Так как исполнение интегрированной в инструмент системы подачи смазочно-охлаждающей жидкости согласно изобретению ведет к значительному уменьшению объема инструмента в области тела и участка зажима, это дает дополнительное преимущество, заключающееся в том, что при изготовлении инструмента требуется снимать меньшее количество стружки. Например, достаточно вышлифовывать стружечные канавки только в области режущей части. В других областях инструмента, то есть в области тела и участка зажима процесс обработки резанием совершенно не требуется. Внутренние каналы подачи смазочно-охлаждающей жидкости на участке зажима и (при наличии) наружные направляющие желобки в теле могут быть полностью закончены уже на этапе изготовления заготовки из порошка.
Задача с точки зрения технологии решается с помощью характеристик пункта 17 формулы изобретения. Выяснилось, что добиться вышеописанного эффекта согласно изобретению, заключающегося в подаче достаточного количества смазочно-охлаждающей жидкости к важнейшим участкам режущей части, можно даже в том случае, если смазочно-охлаждающая жидкость подается под давлением более 5 бар, распространенным на сегодняшний день. С помощью изменения давления в системе можно учесть особенности соответствующих сфер применения инструмента, например, при увеличении длины тела инструмента и (или) при увеличении центробежной силы, действующей на отдельные струи смазочно-охлаждающей жидкости, давление в системе соответствующим образом увеличивается. Предпочтительные варианты изобретения описаны в подпунктах формулы.
Если каналы для смазочно-охлаждающей жидкости на участке зажима продолжаются в образованном в теле направляющем углублении, ведущем к соответствующей стружечной канавке режущей части, то отдельные струи смазочно-охлаждающей жидкости дополнительно стабилизируются на пути к стружечным канавкам, благодаря чему проникновение смазочно-охлаждающей жидкости в области режущей части и, следовательно, вышеописанный эффект охлаждения резцов и отвода стружки еще более усиливается.
Одновременно удается добиться еще большей экономии материала в том случае, когда инструмент изготавливается из спекаемого материала, например, из твердого сплава или металлокерамики. В этом случае удается добиться дополнительного преимущества, заключающегося в том, что выемки точной формы, необходимые для интеграции системы подачи смазочно-охлаждающей жидкости, могут быть с высокой точностью изготовлены или подготовлены уже в заготовке инструмента, благодаря чему можно еще снизить количество стружки, снимаемое при изготовлении инструмента.
Каналы подачи смазочно-охлаждающей жидкости в участке зажима могут быть открытыми наружу в радиальном направлении со всех сторон. В этом случае каналы подачи смазочно-охлаждающей жидкости в участке зажима закрываются зажимным патроном.
Чтобы при больших силах зажима обеспечить большую свободу при проектировании геометрии поперечного сечения каналов подачи смазочно-охлаждающей жидкости, особенно важно сделать эти каналы в участке зажима закрытыми. Такие каналы можно создать с высокой точностью, например, экструдированием еще при изготовлении заготовки - в случае использования порошковых материалов, к примеру, твердых сплавов или металлокерамики. Благодаря этому удается добиться еще большей экономии сырья. При этом форма внутренних каналов достаточно точна для достижения вышеописанного эффекта снабжения смазочно-охлаждающей жидкостью и не требует дополнительной обработки. Помимо этого достигается повышенная стабильность инструмента, ведущая, в свою очередь, к более эффективному подавлению вибрации и улучшенной передаче момента вращения.
Особенно хорошее снабжение резцов смазочно-охлаждающей жидкостью и особо эффективный отвод стружки даже в больших количествах, как например, при использовании высокопроизводительных разверток, обеспечивается благодаря развитию пункта формулы изобретения 4. Стружечные канавки типичного инструмента могут иметь относительно сложную форму. Тем не менее, подобные сложные участки охлаждающего канала можно с высокой точностью сформировать еще в заготовке, в первую очередь, тогда, когда каналы смазочно-охлаждающей жидкости в участке зажима формируются еще на первом этапе, например, экструдированием или объемной штамповкой. Благодаря этому можно добиться максимального объемного потока смазочно-охлаждающей жидкости на таком радиальном расстоянии от оси инструмента, при котором в области врезания инструмента в стружечных канавках создается и стабилизируется особенно мощный и четкий поток смазочно-охлаждающей жидкости, что, в свою очередь, ведет к дальнейшему повышению производительности инструмента.
Наилучших результатов можно добиться в том случае, если в осевой проекции поперечное сечение выходного отверстия внутреннего канала смазочно-охлаждающей жидкости в участке зажима полностью перекрывает смазочную канавку или, по меньшей мере, конгруэнтен ей.
Однако описанных выше преимуществ инструмента согласно изобретению удается добиться в значительном объеме, если смазочная канавка несколько смещена внутрь по отношению к струе смазочно-охлаждающей жидкости. Благодаря этому из одной и той же заготовки с каналами подачи смазочно-охлаждающей жидкости внутри участка зажима можно изготавливать инструменты с различными номинальными рабочими диаметрами, причем участок зажима и геометрия тела остаются неизменными, а обработка резанием различного объема требуется только в области режущей части для достижения окончательного номинального рабочего диаметра и (или) окончательного размера стружечных канавок. В этом случае стружечные канавки в режущей части точно или с плавным переходом соединяются с находящимися в теле направляющими углублениями для отдельных струй смазочно-охлаждающей жидкости.
Испытания показали, что если стружечная канавка в режущей части несколько смещена внутрь в радиальном направлении относительно поперечного сечения струи смазочно-охлаждающей жидкости, геометрия осевого выходного отверстия согласно пункту 6 формулы изобретения должна быть согласована с геометрией стружечной канавки, чтобы в области врезания инструмента в стружечных канавках образовался такой профиль скорости, который гарантировал бы особенно хорошую подачу смазки на плоскости резцов.
Поперечное сечение осевого выходного отверстия должно быть выбрано относительно положения и (или) геометрической формы соответствующей стружечной канавки так, чтобы в осевой проекции соответствующие площади поперечного сечения перекрывались как можно больше. Однако в зависимости от цели применения диаметр участка зажима может отличаться от диаметра режущей части. Для обеспечения подачи достаточного количества смазочно-охлаждающей жидкости к важнейшим участкам режущей части в этом случае каналы смазочно-охлаждающей жидкости в участке зажима могут пролегать под другим углом к соответствующей стружечной канавке режущей части. Таким образом, путем изменения углов каналов смазочно-охлаждающей жидкости можно подавать смазку в режущие части самых разных размеров без необходимости изменения (стандартного) диаметра участка зажима инструмента.
После того, как будет выбран угол каналов смазочно-охлаждающей жидкости относительно оси инструмента, для стабилизации струи смазочно-охлаждающей жидкости следует также расположить направляющее углубление, ведущее к соответствующей стружечной канавке режущей части, под требуемым, предпочтительно под тем же углом.
Выходящая из участка зажима струя смазочно-охлаждающей жидкости стабилизируется особенно хорошо в случае развития пункта 8 формулы изобретения. При изготовлении инструмента из твердого материала, например, из спекаемого материала (твердого сплава или металлокерамики) создать плавный переход проложенных в участке зажима каналов смазочно-охлаждающей жидкости в соответствующие направляющие углубления в теле можно уже на этапе изготовления заготовки, то есть во время первичного формообразования. Однако подобный плавный переход можно также создать путем обработки направляющих углублений резанием, например, их вышлифовыванием.
Решающее значение для достаточного снабжения резцов инструмента смазочно-охлаждающей жидкостью согласно изобретению является подача отдельных струй смазочно-охлаждающей жидкости в осевом направлении в стружечные канавки. Однако эта концепция не требует, чтобы канавки были прорезаны в инструменте прямо. Стружечные канавки могут быть и спиралеобразными. Если стружечные канавки прорезаны прямо, то есть в осевом направлении, можно добиться еще большего заполнения канавок смазочно-охлаждающей жидкостью в области врезания режущей части. При этом удается добиться дополнительного преимущества, заключающегося в упрощении технологии изготовления, так как шлифовальный круг для вышлифовывания стружечных канавок в режущей части можно использовать и для изготовления направляющих углублений в теле инструмента. Кроме того, прямые канавки дают возможность изготавливать цельный инструмент, например, путем экструдирования, что дает особые преимущества в том случае, если инструмент изготавливается из твердого материала, предпочтительно из спекаемого, например, твердого сплава или металлокерамики.
Если, по меньшей мере, тело и участок зажима инструмента изготовлены из спекаемого материала, например, твердого сплава или металлокерамики, каналы смазочно-охлаждающей жидкости в участке зажима и, возможно, направляющие углубления в теле можно предварительно сформовать в заготовке настолько, что дополнительная обработка после спекания не требуется вовсе либо сводится к минимуму. Помимо повышения рентабельности производства инструмента это дает также минимальный расход необходимого сырья.
Подобный режущий инструмент можно использовать в самых разных областях. Он может быть выполнен в виде прецизионного инструмента, инструмента для расточки, в особенности, развертки, фрезерного инструмента или инструмента для нарезки резьбы. Инструмент согласно изобретению дает особое преимущество, заключающееся в снабжении всех стружечных канавок резцов смазочно-охлаждающей жидкостью с одинаковым качеством без увеличения издержек на производство, в первую очередь, в том случае, если режущие зубья инструмента, например, развертки неравномерно распределены по его поверхности. Для подачи достаточного количества смазки к резцам, находящимся в контакте с заготовкой, при распространенных геометрических формах рассматриваемых инструментов достаточны средние значения давления потока от 5 до 70 бар. Это позволяет работать не только с текучими средами различной консистенции, например, со смазочно-охлаждающими жидкостями, но и с аэрозолями, используемыми при сухой обработке или технологии минимальной смазки.
Путем развития пункта 19 формулы изобретения удается дополнительно стабилизировать отдельные струи смазочно-охлаждающей жидкости, поступающие из участка зажима, что необходимо для преодоления больших расстояний в осевом направлении между участком зажима и режущей частью, в результате которого отдельные струи смазочно-охлаждающей жидкости должны попадать в соответствующие смазочные канавки с максимально возможным перекрытием поверхности.
Прочие предпочтительные варианты изобретения описаны в других подпунктах формулы.
Ниже с помощью схематических чертежей подробно показаны несколько примеров реализации изобретения. Здесь представлены:
На фиг.1 представлен схематичный вид сбоку на вращающийся режущий инструмент согласно изобретению в качестве развертки в первом исполнении.
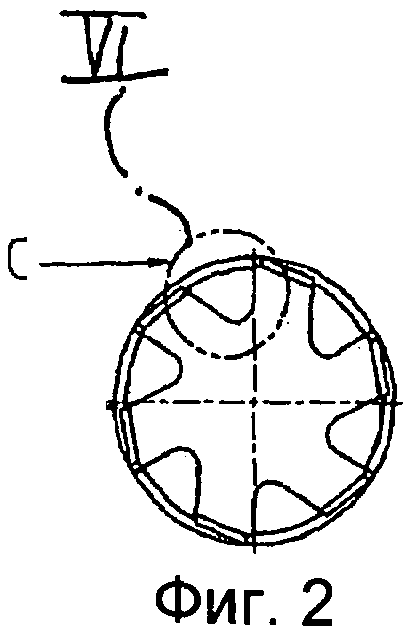
На фиг.2 представлен вид согласно "II" на фиг.1.
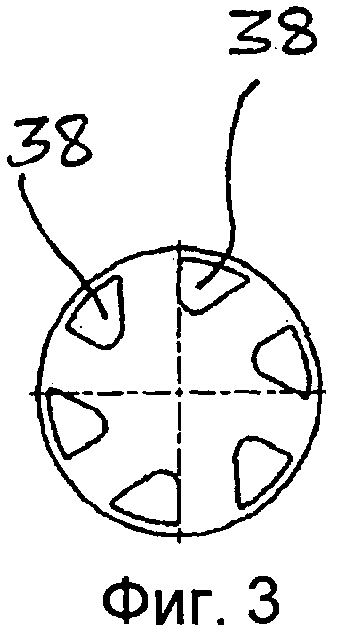
На фиг.3 представлен вид согласно "III" на фиг.1.
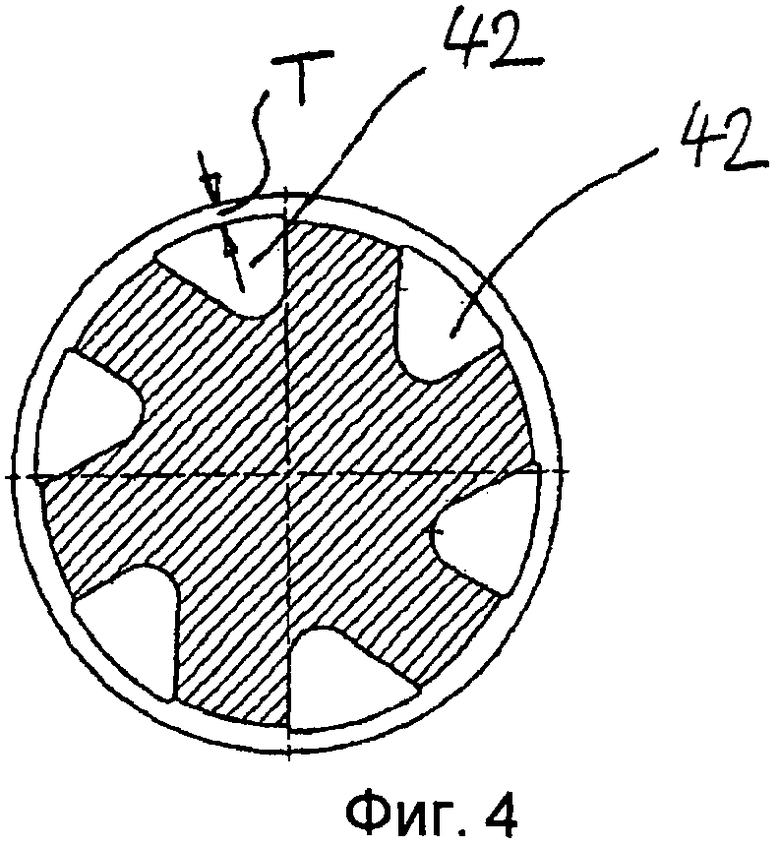
На фиг.4 представлено увеличенное изображение сечения "IV-IV" на фиг.1.
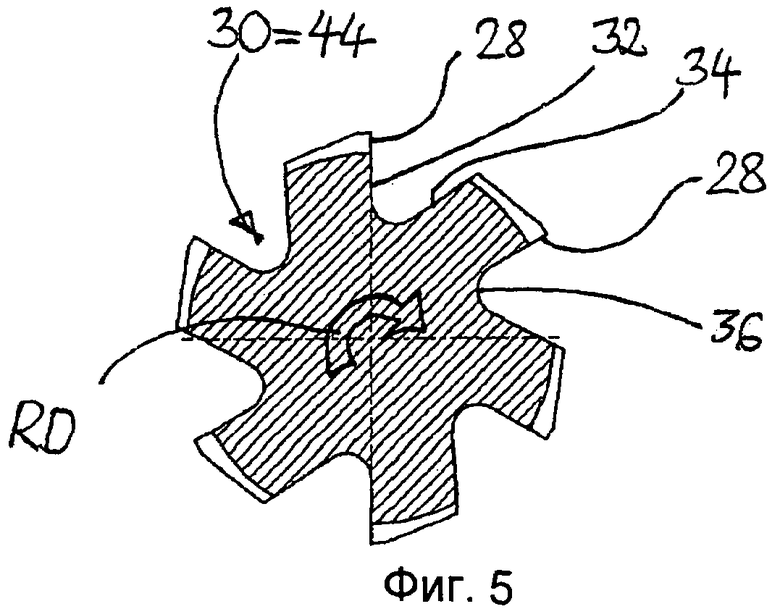
На фиг.5 представлено увеличенное изображение сечения "V-V" на фиг.1.
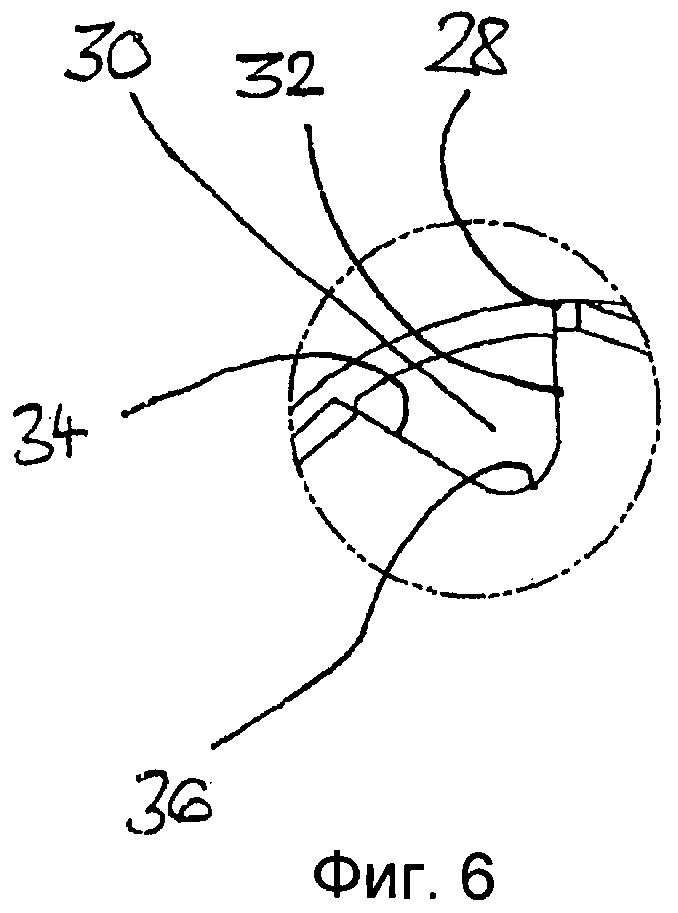
На фиг.6 представлено увеличенное изображение элемента "VI" на фиг.2.
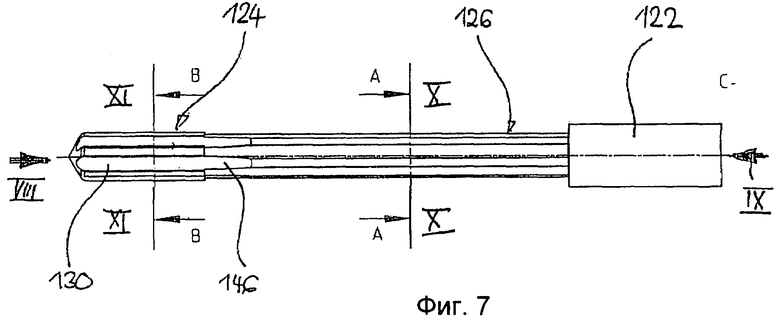
На фиг.7 представлен соответствующий фиг.1 вид сбоку на модифицированное исполнение вращающегося режущего инструмента согласно изобретению в качестве развертки; при этом инструмент согласно фиг.7 может изготавливаться из той же заготовки, что и инструмент согласно фиг.1.
На фиг.8 представлено несколько увеличенное изображение вида сбоку согласно "VIII" на фиг.7.
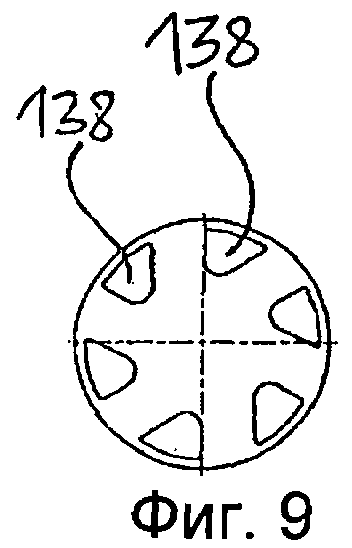
Фиг.9 - это соответствующий фиг.8 вид сбоку согласно "IX" на фиг.7.
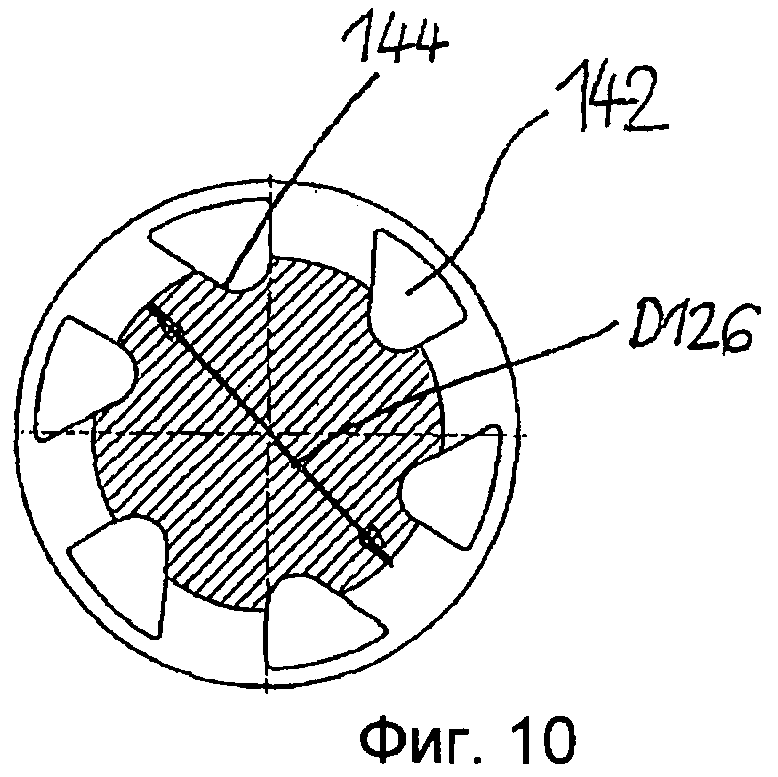
На фиг.10 представлено увеличенное изображение сечения согласно "X-X" на фиг.7.
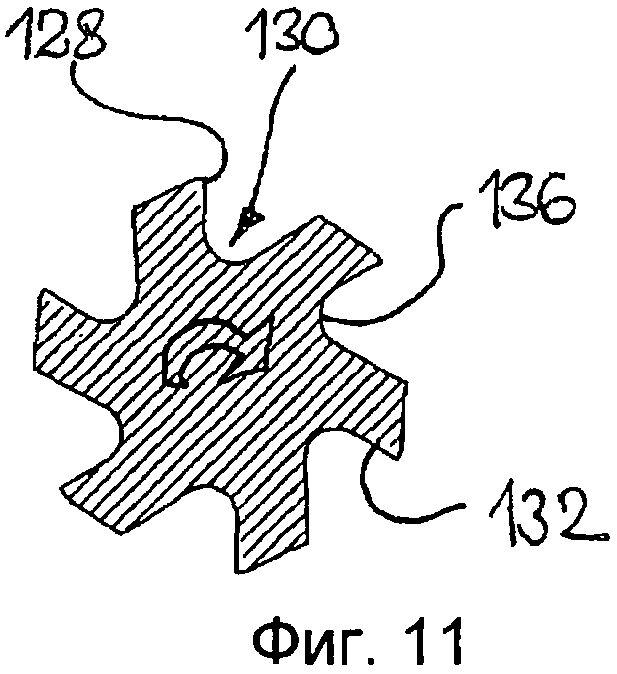
На фиг.11 представлен вид сечения "XI-XI" на фиг.7.
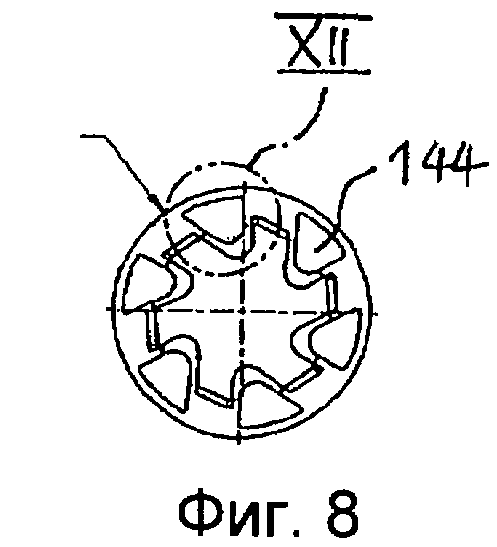
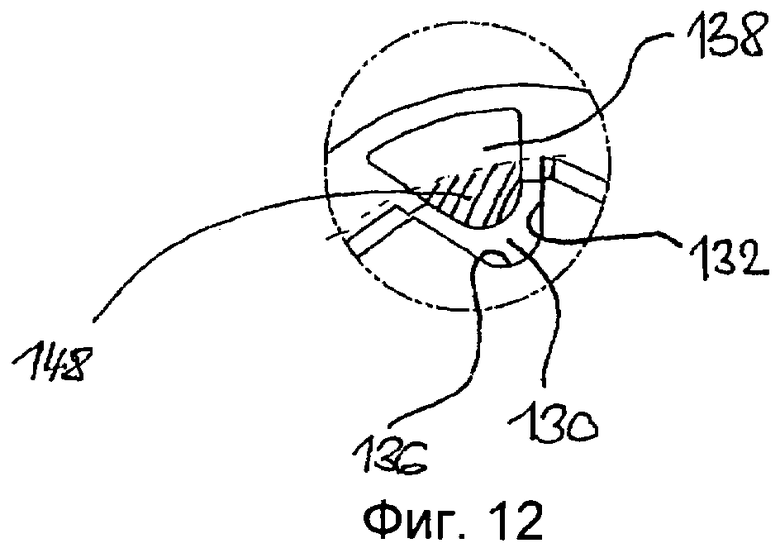
На фиг.12 представлено увеличенное изображение элемента "XII" на фиг.8.
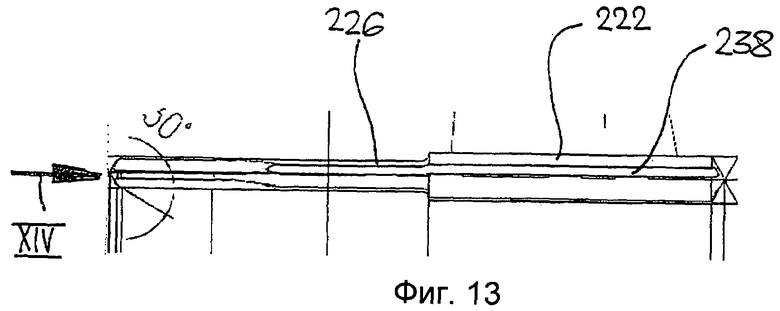
На фиг.13 представлено схематичное изображение третьего варианта исполнения инструмента согласно изобретению в качестве развертки.
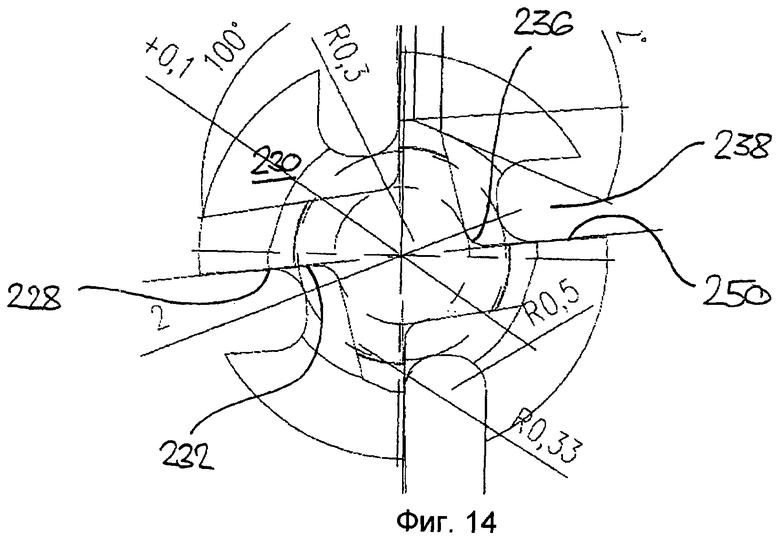
На фиг.14 представлено сильно увеличенное изображение вида сбоку согласно "XIV" на фиг.13.
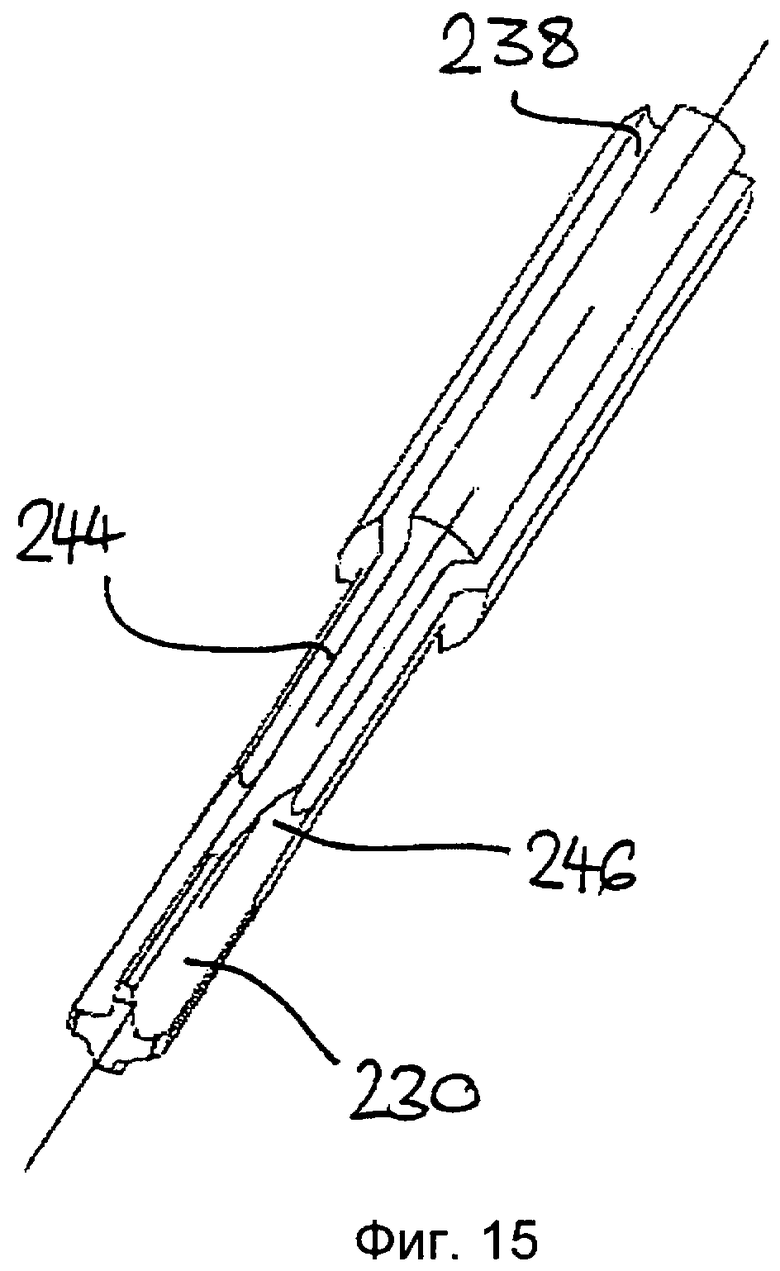
На фиг.15 представлен перспективный вид инструмента согласно фиг.13 и 14.
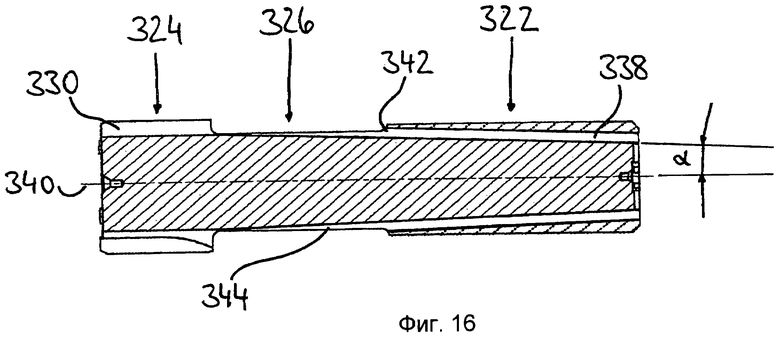
На фиг.16 представлено продольное сечение инструмента согласно изобретению в четвертом варианте исполнения.
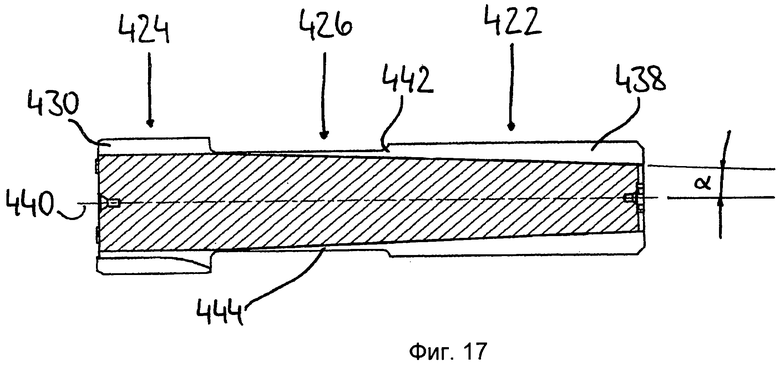
На фиг.17 представлено продольное сечение инструмента согласно изобретению в пятом варианте исполнения.
На фиг.1-6 показан первый вариант исполнения вращающегося режущего инструмента в качестве развертки, в первую очередь, высокопроизводительной развертки. Обозначенный позицией 20 вращающийся прецизионный режущий цельный инструмент изготовлен из спекаемого материала, например, твердого сплава или металлокерамики, причем основным компонентом являются карбиды и нитриды титана (TiC, TiN), а связывающим - преимущественно никель.
Инструмент состоит из трех участков, а именно из участка зажима 22, режущей части 24 и расположенного между ними тела 26, имеющего уменьшенный диаметр. Режущая часть 24 имеет прямые канавки и большое количество режущих кромок 28, между которыми находится по одной стружечной канавке 30. Стружечная канавка имеет две боковые поверхности, а именно первую поверхность 32, ведущую к режущей кромке, проходящую под углом вторую поверхность 34, а также расположенное между ними закругленное дно канавки 36 (см. фиг.6). В варианте исполнения согласно фиг.1-6 режущие кромки 28 равномерно распределены по поверхности инструмента. Тем не менее, распределение может быть и неравномерным, что обеспечивает большую плавность хода и уменьшение вибрации у быстро движущихся высокопроизводительных разверток.
Особенность инструмента, показанного на фиг.1-6, состоит в форме интегрированной в инструмент системы подачи смазочно-охлаждающей жидкости, подробнее описанной ниже:
Внутри участка крепления 22 в осевом направлении на одной линии со стружечными канавками 30 проложены охладительные каналы 38, идущие параллельно оси инструмента 40 и имеющие на обращенной к режущей части 60 стороне участка крепления 22 по одному выходному отверстию 42. Поперечные сечения внутренних каналов смазочно-охлаждающей жидкости 38 и, следовательно, выходных отверстий 42, как правило, конгруэнтны поперечному сечению стружечных канавок. Таким образом, поперечное сечение соответствующего осевого выходного отверстия 42 струи смазочно-охлаждающей жидкости согласовано с поперечным сечением соответствующей стружечной канавки 30.
У варианта согласна фиг.1-6 поперечное сечение осевого выходного отверстия 42 соответствует геометрии соответствующей стружечной канавки 30 в области дна канавки 36 и боковых поверхностей 32 и 34. Только радиальная протяженность выходного отверстия 42 уменьшена на значение Т остаточной толщины стенки в участке зажима 22 относительно глубины стружечной канавки 30.
Между выходным отверстием 42 и стружечной канавкой 30 находится направляющее углубление 44, представляющее собой осевое продолжение стружечной канавки 30 и преимущественно конгруэнтное стружечной канавке 30 в сечении согласно фиг.5. Другими словами, поперечное сечение направляющего углубления в основном совпадает с формой стружечной канавки с боковыми поверхностями 32 и 34 и расположенным между ними дном 36.
На правой согласно фиг.1 стороне участка зажима 22 с помощью подходящего приспособления осуществляется подача смазочно-охлаждающей жидкости - если инструмент закреплен в зажиме - под давлением, например, от 5 до 70 бар. При этом речь может идти о жидкой или газообразной среде, транспортирующей смазку, например, об аэрозоле, то есть о сжатом воздухе, содержащем капли смазки. Направление вращения инструмента показано на фиг.5 стрелкой RD.
Таким образом, смазочно-охлаждающая жидкость, подаваемая в участок зажима 22 через обычное приспособление, с высокой скоростью течет по каналам 38 в участке зажима 22 и выходит из отверстий 42 в осевом направлении. Во внутренней радиальной области отдельные струи смазочно-охлаждающей жидкости направляются боковыми поверхностями и дном направляющего углубления 44, во внешней радиальной области отдельные струи смазочно-охлаждающей жидкости открыты.
Отдельные струи смазочно-охлаждающей жидкости, распределенные согласно расположению на инструменте режущих кромок, после прохождения направляющих углублений 44 попадают в стружечные канавки.
Когда инструмент погружается в обрабатываемое отверстие, предпочтительно сквозное, стенка отверстия полностью закрывает стружечную канавку по всей поверхности инструмента, в результате чего снова образуется практически закрытый канал для подаваемой смазочно-охлаждающей жидкости. Рабочая среда, поступающая в этот канал из соответствующих внутренних каналов смазочно-охлаждающей жидкости 38, - как показали испытания, - уже при средних значениях давления потока выше 5 бар, предпочтительно выше 10 бар имеет настолько высокий массовый расход, что в смазочных канавках образуется профиль потока, гарантирующий надежное снабжение режущих кромок достаточным количеством смазки. Благодаря этому срок службы инструмента можно поддерживать на достаточно высоком уровне.
Благодаря испытаниям удалось выяснить, что расход смазочно-охлаждающей жидкости в смазочных канавках решающим образом зависит от формы профиля каналов смазочно-охлаждающей жидкости, находящихся в участке зажима.
Благодаря внешней подаче смазочно-охлаждающей жидкости согласно изобретению и увеличенному согласно изобретению поперечному сечению внутренних каналов смазочно-охлаждающей жидкости в участке зажима 22 удалось значительно увеличить количество смазочно-охлаждающей жидкости, подаваемой к резцам, по сравнению с инструментами с центральным внутренним каналом подачи. Это ведет не только к увеличению срока службы резцов, но и одновременно к улучшению отвода стружки.
Кроме того, в инструменте согласно изобретению подача смазочно-охлаждающей жидкости осуществляется с очень малыми потерями, так как в данном случае отсутствуют многочисленные изменения направления потока. Так как в участке зажима есть большое количество каналов смазочно-охлаждающей жидкости с относительно большой площадью, а в теле инструмента - дополнительные направляющие углубления, инструмент имеет небольшой вес, а при изготовлении инструмента из спекаемой заготовки расход сырья невелик.
Внутренние каналы смазочно-охлаждающей жидкости в участке зажима, направляющие углубления в теле и стружечные канавки в режущей части можно практически окончательно изготовить в спекаемой заготовке еще на этапе первичного формообразования. Благодаря этому обработка внутренних охладительных каналов в участке зажима не требуется. Кроме того, вышлифовывание направляющих углублений в теле либо не требуется, либо сокращается до минимума. Обработка резанием, а именно шлифование до конечного размера требуется только в области режущей части, благодаря чему при изготовлении инструмента значительно сокращается объем снимаемой стружки.
На фиг.7-12 описан другой вариант исполнения инструмента. При этом те компоненты инструмента, которые соответствуют компонентам варианта исполнения, показанного на фиг.1-6, обозначены теми же позициями, однако перед ними поставлена цифра "1".
Инструмент согласно фиг.6-12 может изготавливаться из той же заготовки, что и инструмент согласно фиг.1-6. Тем не менее, этот инструмент предназначен для меньших номинальных рабочих диаметров. Таким образом, вариант исполнения согласно фиг.7-12 отличается от варианта исполнения согласно фиг.1-6 тем, что номинальный рабочий диаметр режущей части 124 уменьшен по сравнению с диаметром инструмента согласно фиг.1-6. Благодаря этому уменьшен также наружный диаметр тела 126, а участок зажима 122 идентичен участку зажима 22 на фиг.1-6.
Благодаря уменьшенному диаметру D126 тела 126 направляющие углубления 144 в части тела 126 более плоские по сравнению с вариантом исполнения согласно фиг.1-6. По фиг.10 видно, что внутренние каналы смазочно-охлаждающей жидкости в участке зажима 122 плавно переходят в соответствующие направляющие углубления 144.
В любом случае, стружечные канавки 130 в области режущей части 124 дальше уходят вглубь в радиальном направлении по сравнению с каналами смазочно-охлаждающей жидкости 138 или направляющими углублениями 144, что лучше всего видно на фиг.12. Между стружечными канавками 130 и направляющими углублениями 144 находится переходной участок 146, на котором направляющее углубление 144 постепенно расширяется в радиальном направлении внутрь к стружечной канавке 130. Это образует плавный переход дна направляющего углубления 144 в основание 136 стружечной канавки 130.
Снабжение режущих кромок 128 смазочно-охлаждающей жидкостью осуществляется так же, как и в инструменте, описанном ранее согласно фиг.1-6:
Смазочно-охлаждающая жидкость, выходящая из отверстий 144, движется по направляющим углублениям 144 в осевом направлении к режущей части 124. В области переходных поверхностей струи смазочно-охлаждающей жидкости могут несколько расшириться радиально при движении внутрь, после чего они попадают в стружечные канавки 130. Как лучше всего видно на фиг.12, осевые выходные отверстия или охладительные каналы 138 имеют поперечное сечение, геометрически схожее с поперечным сечением соответствующей стружечной канавки 130. Другими словами, геометрия поперечного сечения каналов смазочно-охлаждающей жидкости 138 в области боковых поверхностей и радиально внутреннего ограничения соответствует контуру стружечной канавки 130, то есть в области основания канавки 136 и боковой поверхности 132, ведущей к режущей кромке 128.
Таким образом, поперечное сечение осевого выходного отверстия 142 согласовано с геометрией соответствующей стружечной канавки 130 с точки зрения положения и (или) формы так, чтобы в осевой проекции соответствующие поперечные сечения перекрывались как можно больше, что показано на фиг.12 (заштрихованная поверхность 148).
Инструмент согласно фиг.7-12 был изготовлен в качестве высокопроизводительной развертки с номинальным диаметром 6,2 мм из той же спекаемой заготовки, что и инструмент, показанный на фиг.1-6 и имеющий номинальный рабочий диаметр 8 мм. Расход смазочно-охлаждающей жидкости в области стружечных канавок инструмента согласно фиг.7-12 составляет всего 60% расхода инструмента в варианте исполнения, показанном на фиг.1-6. Давление среды, транспортирующей смазку, находилось в пределах от 10 до 70 бар.
Для этих средних значений давления потока удалось показать, что центробежная сила, воздействующая на отдельные струи смазочно-охлаждающей жидкости, не ухудшает снабжение резцов достаточным количеством смазочно-охлаждающей жидкости. Отклонения соответствующих значений расхода смазочно-охлаждающей жидкости на самих резцах были еще меньше. Инструмент согласно фиг.7-12 также можно изготовить просто и с минимальным расходом сырья. Объем снимаемой стружки при изготовлении, например, при вышлифовывании канавок также сведен к минимуму.
На фиг.13-15 показан третий вариант исполнения прецизионного инструмента в качестве высокопроизводительной твердосплавной развертки. В этом случае те компоненты, которые соответствуют участкам ранее описанных вариантов исполнения, обозначены теми же позициями, перед которыми стоит цифра "2".
Развертка согласно фиг.13-15 отличается от ранее описанных инструментов удлиненным в осевом направлении участком зажима 222. Находящиеся на этом участке, проложенные снаружи каналы смазочно-охлаждающей жидкости 238 образованы шлицами, открытыми в радиальном направлении и плавно переходящими в направляющие углубления 244 тела 226. Стружечные канавки 230 также переходят в соответствующие направляющие углубления 244 через закругленную переходную поверхность 246. Когда инструмент закреплен в зажиме, каналы смазочно-охлаждающей жидкости закрыты в радиальном направлении зажимным патроном. Сочетание положений и геометрии канала смазочно-охлаждающей жидкости 238, направляющего углубления 244 и стружечной канавки 230 показано в подробностях на фиг.14. Видно, что боковая поверхность 250 шлица 238 проложена так, что в основном совпадает с ведущей к режущей кромке 228 боковой поверхностью 232 стружечной канавки.
При исполнении согласно фиг.13-15 речь может идти, например, о металлокерамической развертке номинальным диаметром 4 мм. Таким образом, заготовка для инструмента согласно фиг.13-15 может быть также использована для изготовления развертки номинальным диаметром до 5,5 мм. Однако результаты испытаний показали, что даже при небольшом по сравнению с участком зажима номинальном диаметре, равном 4 мм, отдельные направленные по оси струи смазочно-охлаждающей жидкости подают такое количество смазки к режущим кромкам 228 в области врезания инструмента, которое необходимо для требуемого увеличения срока службы. Благодаря этому при изготовлении спекаемой заготовки инструмента согласно фиг.13-15 экономится еще больше материала, так как внутренние каналы смазочно-охлаждающей жидкости в участке зажима увеличены еще больше. Переходной участок 246 между стружечной канавкой 230 и направляющим углублением 244 можно просто изготовить путем использования шлифовального круга достаточно большого радиуса для вышлифовывания стружечных канавок 230.
Таким образом, при изготовлении инструмента согласно фиг.13-15 поперечное сечение осевого выходного отверстия внутренних каналов смазочно-охлаждающей жидкости в основном совпадает с геометрией соответствующей стружечной канавки 230, по меньшей мере, в области основания канавки 236 и ведущей к режущей кромке 228 боковой поверхности канавки 232, благодаря чему количество смазки на режущих кромках поддерживается на достаточно высоком уровне, и тогда, когда в осевой проекции поперечным сечением струи смазочно-охлаждающей жидкости перекрывается лишь часть поперечного сечения стружечной канавки.
На фиг.16 описан четвертый вариант исполнения инструмента. При этом те компоненты инструмента, которые соответствуют компонентам варианта исполнения, показанного на фиг.1-6, обозначены теми же позициями, однако перед ними поставлена цифра "3".
Четвертый вариант исполнения в основном совпадает с первым вариантом, за тем исключением, что каналы смазочно-охлаждающей жидкости 338 в участке зажима 322 проходят не параллельно оси инструмента 340, а под углом α к ней. Угол α выбран так, чтобы воображаемое продолжение каналов смазочно-охлаждающей жидкости 338 над расположенным между ними участком тела 326 в основном расположено на одной оси со стружечными канавками 330 режущей части 324. Между отверстиями 342 и стружечными канавками 330 в осевом продлении каналов смазочно-охлаждающей жидкости 338 по части тела проходят соответствующие направляющие углубления, которые также находятся под углом α к оси инструмента.
У показанного на фиг.16 четвертого варианта исполнения стружечные канавки 330 режущей части 324 находятся на большей делительной окружности, чем выходные отверстия 342 каналов смазочно-охлаждающей жидкости 338. Однако допустимым представляется и противоположный вариант. Прокладка каналов смазочно-охлаждающей жидкости 338 под углом к оси инструмента 440 позволяет сделать диаметр участка зажима 322 независимым от диаметра режущей части 324 и компенсировать следующую из этого разницу радиальных расстояний от отверстий 342 и стружечных канавок 330 до оси инструмента 340.
На фиг.17 показан пятый вариант исполнения инструмента, представляющий собой сочетание третьего и четвертого вариантов. При этом те компоненты инструмента, которые соответствуют компонентам варианта исполнения, показанного на фиг.13-16, обозначены теми же позициями, однако перед ними поставлена цифра "4".
Инструмент согласно изобретению, показанный на фиг.17, имеет радиально открытые каналы смазочно-охлаждающей жидкости 438 в участке зажима 422, которые проходят под углом α к оси инструмента 440 и по одной оси со стружечными канавками 430 режущей части 424 через соответствующие, расположенные под тем же углом направляющие углубления 444 на части тела 426.
Безусловно, отклонения от описанных примеров исполнения возможны без отклонения от основной идеи изобретения.
Например, не обязательно, чтобы режущая головка и остальная часть инструмента представляли единый элемент. Режущая головка может крепиться к телу известным способом, например, припаиваться жестко на кручение и в осевом направлении. В этом случае вышеописанные преимущества в основном сохраняются.
Кроме того, инструмент не обязательно должен изготавливаться из спекаемого материала.
Различные функциональные участки инструмента могут также иметь известные покрытия. И, наконец, режущая часть инструмента может быть оснащена режущими вставками.
Все вышеописанные инструменты представляют собой развертки. Следует, однако, подчеркнуть, что инструмент согласно изобретению может также представлять собой обычный инструмент для расточки, фрезерный инструмент или инструмент для нарезания резьбы.
Если речь идет об инструменте с канавками, удается добиться дополнительных преимуществ при его изготовлении, в особенности при изготовлении, например, экструдированием или формованием из спекаемой заготовки, в которой уже есть внутренние каналы смазочно-охлаждающей жидкости и (или) направляющие углубления и (или) подготовленные стружечные канавки.
Однако стружечные канавки на режущей части могут быть и спиралевидными. В этом случае предпочтительным может быть вариант, когда режущая часть является отдельным компонентом и крепится на теле.
Расположенные под углом каналы смазочно-охлаждающей жидкости в четвертом и пятом вариантах исполнения могут выходить и из центрального канала, благодаря чему отпадает необходимость в соответствующих радиальных соединительных каналах между линией подачи охлаждающей жидкости и каналами смазочно-охлаждающей жидкости, распределенными между осью инструмента и наружной поверхностью.
Таким образом, изобретение описывает режущий инструмент с возможностью оснащения приводом вращения, предпочтительно в исполнении для прецизионной обработки, например, в качестве высокопроизводительной развертки, с интегрированной системой подачи смазочно-охлаждающей жидкости, для обработки сверленых отверстий, предпочтительно сквозных отверстий. Инструмент имеет режущую часть, на которой находится большое количество резцов либо режущих кромок и стружечных канавок, и тела, участок которого на обращенной от режущей части стороне представляет собой участок зажима. Для эффективного снабжения режущих кромок смазочно-охлаждающей жидкостью и одновременно для улучшения рентабельности технологии изготовления в участке зажима имеется некоторое количество каналов для смазочно-охлаждающей жидкости, равное количеству стружечных канавок; каждый канал имеет осевое выходное отверстие и ведет вдоль тела к соответствующей стружечной канавке режущей части.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВРАЩАЮЩИЙСЯ РЕЖУЩИЙ ИНСТРУМЕНТ | 2008 |
|
RU2465107C2 |
| УЗЕЛ РЕЗЦЕДЕРЖАТЕЛЯ | 1993 |
|
RU2102194C1 |
| ФРЕЗА И СПОСОБ ИЗГОТОВЛЕНИЯ ФРЕЗЫ | 2018 |
|
RU2727459C1 |
| СВЕРЛО С КАНАЛОМ ДЛЯ СМАЗОЧНО-ОХЛАЖДАЮЩЕГО СРЕДСТВА | 1996 |
|
RU2140341C1 |
| СВЕРЛИЛЬНЫЙ ИНСТРУМЕНТ, В ЧАСТНОСТИ СВЕРЛО | 1996 |
|
RU2268110C2 |
| СВЕРЛИЛЬНЫЙ ИНСТРУМЕНТ И ПЛАСТИНА С ВЫПУСКОМ ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ | 2023 |
|
RU2809150C1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ | 2020 |
|
RU2765780C1 |
| Способ механической обработки глубоких отверстий | 2021 |
|
RU2765007C1 |
| Комбинированная головка для обработки отверстий | 1977 |
|
SU878535A1 |
| КОНЦЕВАЯ ФРЕЗА ДЛЯ ОРБИТАЛЬНОГО ФРЕЗЕРОВАНИЯ | 2006 |
|
RU2409454C2 |
Режущий инструмент, например развертка, имеет интегрированную систему подачи смазочно-охлаждающей жидкости, предназначен для обработки просверленных отверстий и содержит режущую часть со стружечными канавками и тело, у которого на стороне, обращенной от режущей части, есть участок зажима. Для повышения стойкости и обеспечения надежной подачи смазочно-охлаждающей жидкости в участке зажима есть соответствующее числу стружечных канавок количество каналов, каждый из которых имеет осевое выходное отверстие и ведет вдоль тела к соответствующей стружечной канавке. Каналы переходят в проложенные по телу направляющие углубления, которые ведут к соответствующим стружечным канавкам режущей части. 2 н. и 17 з.п. ф-лы, 17 ил.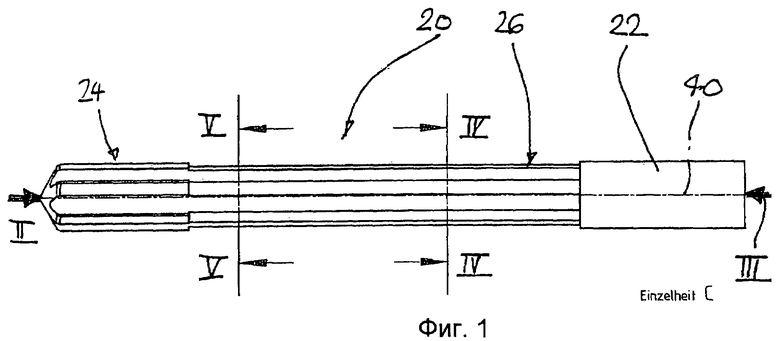
1. Вращающийся режущий инструмент, в особенности прецизионный инструмент, например развертка, с интегрированной системой подачи смазочно-охлаждающей жидкости, для обработки просверленных отверстий, в особенности сквозных отверстий, с режущей частью (24; 124; 224; 324; 424), на которой находится большое количество резцов (28; 128; 228; 328; 428) либо режущих кромок и стружечных канавок (30; 130; 230; 330; 430), и телом (26; 126; 226; 326; 426), у которого на стороне, обращенной от режущей части (24; 124; 224; 324; 424), есть участок зажима (22; 122; 222; 322; 422), отличающийся тем, что в участке зажима (22; 122; 222; 322; 422) есть соответствующее числу стружечных канавок (30; 130; 230; 330; 430) количество каналов смазочно-охлаждающей жидкости (38; 138; 238; 338; 438), каждый из которых имеет осевое выходное отверстие (42; 142; 242; 342; 442) и ведет вдоль тела к соответствующей стружечной канавке (30; 130; 230; 330; 430) режущей части (24; 124; 224; 324; 424), каналы смазочно-охлаждающей жидкости (38; 138; 238; 338; 438) переходят в проложенные по телу (26; 126; 226; 326; 426) направляющие углубления (44; 144; 244; 344; 444), которые в свою очередь ведут к соответствующим стружечным канавкам (30; 130; 230; 330; 430) режущей части (24; 124; 224; 324; 424).
2. Инструмент по п.1, отличающийся тем, что каналы смазочно-охлаждающей жидкости (38; 138; 338) в участке зажима (22; 122; 322) закрыты снаружи.
3. Инструмент по п.1 или 2, отличающийся тем, что каналы смазочно-охлаждающей жидкости (238; 438) в участке зажима (222; 422) открыты в радиальном направлении.
4. Инструмент по п.1 или 2 формулы изобретения, отличающийся тем, что соответствующее осевое выходное отверстие (42; 142; 242; 342; 442) каналов смазочно-охлаждающей жидкости (38; 138; 238; 338; 438) в участке зажима (22; 122; 222; 322; 422) имеет поперечное сечение, согласованное с поперечным сечением соответствующей стружечной канавки (30; 130; 230; 330; 430).
5. Инструмент по п.4, отличающийся тем, что поперечное сечение осевого выходного отверстия (42; 142; 242; 342; 442) в основном соответствует геометрической форме соответствующей стружечной канавки (30; 130; 230), по меньшей мере, в области дна канавки (36; 136; 236; 336; 436) и ведущей к режущей кромке (28; 128; 228; 328; 428) боковой поверхности (32; 132; 232; 332; 432).
6. Инструмент по п.4, отличающийся тем, что поперечное сечение осевого выходного отверстия (42; 142; 242) с точки зрения положения и (или) геометрической формы согласовано с соответствующей стружечной канавкой (30; 130; 230) так, что в осевой проекции площади соответствующих поперечных сечений имеют максимально возможное перекрытие (148).
7. Инструмент по п.4, отличающийся тем, что каналы смазочно-охлаждающей жидкости (338; 438) в участке зажима (322; 422) выходят из участка зажима (322; 422) так, что они располагаются под углом (а) к соответствующей стружечной канавке (330; 430) режущей части (324; 424).
8. Инструмент по п.7, отличающийся тем, что направляющее углубление (44; 144; 244; 344; 444) располагается под углом (а) к соответствующей стружечной канавке (30; 130; 230; 330; 430) режущей части (24; 124; 224; 324; 424).
9. Инструмент по одному из пп.1, 2 или 5-8 формулы изобретения, отличающийся тем, что каналы смазочно-охлаждающей жидкости (38; 138; 238; 338; 438) в участке зажима (22; 122; 222; 322; 422) в радиально внутренней области плавно переходят в соответствующие направляющие углубления (44; 144; 244; 344; 444).
10. Инструмент по одному из пп.1, 2 или 5-8, отличающийся тем, что стружечные канавки (30; 130; 230; 330; 430) проходят по прямой.
11. Инструмент по одному из пп.1, 2 или 5-8 формулы изобретения, отличающийся тем, что он изготовлен из твердого материала, например из твердого сплава или металлокерамики.
12. Инструмент по п.11, отличающийся тем, что направляющие углубления (44; 144; 244; 344; 444) и каналы смазочно-охлаждающей жидкости (38; 138; 238; 338; 438) в участке зажима (22; 122; 222; 322; 422), по меньшей мере, частично предварительно формируются еще на этапе изготовления заготовки инструмента.
13. Инструмент по одному из пп.1, 2, 5-8 или 12, отличающийся исполнением в качестве инструмента для растачивания, в особенности развертки.
14. Инструмент по одному из пп.1, 2, 5-8 или 12, отличающийся исполнением в качестве фрезерного инструмента.
15. Инструмент по одному из пп.1, 2, 5-8 или 12, отличающийся исполнением в качестве инструмента для нарезания резьбы.
16. Способ подачи смазочно-охлаждающей жидкости к резцам режущего инструмента по одному из пп.1-15, в котором смазочно-охлаждающую жидкость подают через участок зажима (22; 122; 222; 322; 422) под давлением от 5 до 80 бар, предпочтительно от 10 до 70 бар.
17. Способ по п.16, отличающийся тем, что смазочно-охлаждающую жидкость подают водной средой.
18. Способ по п.16, отличающийся тем, что смазочно-охлаждающую жидкость подают газообразной средой, в которой содержится смазка.
19. Способ по одному из пп.16-18, отличающийся тем, что поток смазочно-охлаждающей жидкости в участке зажима (22; 122; 222; 322; 422) закручивается вокруг оси потока.
| Способ и приспособление для нагревания хлебопекарных камер | 1923 |
|
SU2003A1 |
| Цилиндрическая развертка | 1978 |
|
SU764883A1 |
| Устройство для наматывания и разматывания желобчатых профилей | 1979 |
|
SU778859A1 |
| РАЗВЕРТКА | 2005 |
|
RU2288815C1 |
| Прибор для промывания газов | 1922 |
|
SU20A1 |

