Изобретение относится к технологии нанесения изображений на изделия, в частности, лазерной маркировки изделий из стекла, как плоских, так и имеющих сложную геометрию поверхности, и может быть использовано в авиационной, космической, а также автомобильной промышленности.
Известен способ нанесения идентификационных меток на прозрачные материалы, заключающийся в гравировке лазерным лучом углублений на поверхности прозрачного материала, образующих рассеивающие центры, создающие видимый рисунок [US3657085A, B44F1/06, C03C23/00, G02C7/02; H01J37/30, H01J37/301, опубл. 18.04.1972]. При этом методе нарушается целостность заготовки и недостаточно чётко видна маркировка.
Известен также способ маркировки посредством лазерной гравировки (RU2473414, МПК В23К26/08, В41М5/24, опубл. 27.01.2013], включающий в себя этап, на котором прикладывают выходной сигнал лазера к материалу, причем выходной сигнал лазера перемещают относительно материала с высокой скоростью, более 10 м/с, при этом выходной сигнал лазера имеет высокую постоянную мощность более 500 Вт на протяжении всего периода времени гравировки на поверхности материала.
Такая система, в силу технических и конструктивных особенностей, может быть использована только для выпуска изделий плоской формы, и непригодна для гравировки изделий сложной формы. Кроме того, в данном способе повреждается поверхность маркируемого изделия, что приводит к снижению его прочности.
Наиболее близким к заявленному изобретению является способ маркировки изделия, выполненного из прозрачного для лазерного излучения материала, путем нанесения на подложку красящего вещества, обеспечения прижатия подложки к изделию с одной его стороны, разогрева красящего вещества пучком импульсно-периодического лазера с противоположной стороны изделия, испарения и осаждения паров красящего вещества на поверхность изделия с формированием на нем изображения [WO0107197A1, МПК B41M5/24, C23C14/04, опубл. 01.02.2001 - прототип].
В качестве источника лазерного разогрева красящего вещества используют излучение импульсно-периодического Nd:YAG-лазера мощностью 90 Ватт, с диаметром пучка 1,2 мм, фокусируемого линзой с фокусным расстоянием 160 мм. При этом диаметр сфокусированного пятна на красящем веществе составляет 80 мкм.
В указанном источнике информации в качестве красящего вещества используют чистые металлы, например, алюминий, медь, хром, золото, свинец, молибден, никель, серебро, олова, титан, вольфрама или сплавы металлов, например, латунь.
Указанный выше способ пригоден для маркировки прозрачных для лазерного излучения изделий.
Недостатками данного способа является необходимость механического перемещения маркируемого изделия в процессе нанесения изображения, что усложняет процесс нанесения маркировки на крупногабаритные изделия и имеет невысокую точность воспроизводства изображения на поверхности изделия. Также данный способ не обеспечивает возможность эффективной работы с поверхностями сложной геометрии.
Задачей изобретения является осуществление способа лазерной маркировки изделия с устранением недостатков, присущих прототипу.
Техническим результатом является обеспечение маркировки изделия, имеющего сложную геометрию поверхности, без повреждения его поверхности, а также возможность нанесения изображения на участок поверхности изделия, имеющий неплоскую форму.
Технический результат достигается тем, что в способе лазерной маркировки изделий, выполненных из прозрачного для лазерного излучения материала, к маркируемой поверхности изделия прижимают подложку с нанесенным на ее поверхность красящим составом, после чего разогревают красящий состав путем сканирования подложки сфокусированным пучком излучения импульсно-периодического лазера с противоположной стороны изделия, испаряют и осаждают пары красящего состава на поверхность изделия с формированием на нем изображения. При этом пучок излучения импульсно-периодического лазера для формирования изображения на изделии направляют при помощи сканатора, который закреплен на устройстве для его перемещения к месту формирования изображения, фокусное расстояние объектива сканатора составляет 201-204 мм, длительность импульсов составляет 95 – 105 нс при частоте следования 30 – 50 кГц и энергии в импульсе 0,95 – 1,05 мДж, а скорость относительного перемещения пучка излучения импульсно-периодического лазера в фокальной плоскости по обрабатываемой поверхности красящего состава составляет 1 – 2 м/c.
Существует вариант, в котором в качестве устройства для перемещения сканатора к месту формирования изображения используют робот-манипулятор.
Существует вариант, в котором в качестве материала изделия используют стекло.
Существует вариант, в котором на подложку нанесен красящий состав, включающий технический углерод и полимерное связующее, содержащее функциональные группы −N=C=O.
Существует вариант, в котором в качестве материала подложки используют латунную фольгу.
Предлагаемый способ позволяет наносить буквенно-цифровые обозначения, QR-коды и/или штрих-коды на поверхность изделия с помощью импульсно-периодического лазера, например, иттербиевого волоконного лазера. При этом изделие выполнено из прозрачного для лазерного излучения материала, например, стекла. В качестве подложки, на которую нанесен красящий состав, могут быть использованы материалы, способные выдерживать излучение лазера без разрушения и загрязнения красящего вещества, а также плотно прилегать к поверхности стекла (например, стекло той же кривизны, медная фольга, латунная фольга и др.). В результате разогрева красящего состава путем сканирования подложки сфокусированным пучком излучения импульсно-периодического лазера происходит перенос красящего состава с подложки на поверхность изделия с формированием на нем изображения за счет испарения и осаждения паров красящего состава.
В частном варианте осуществления изобретения красящий состав включает технический углерод и полимерное связующее, содержащее функциональные группы −N=C=O, а также обладает высокой адгезией к материалу изделия.
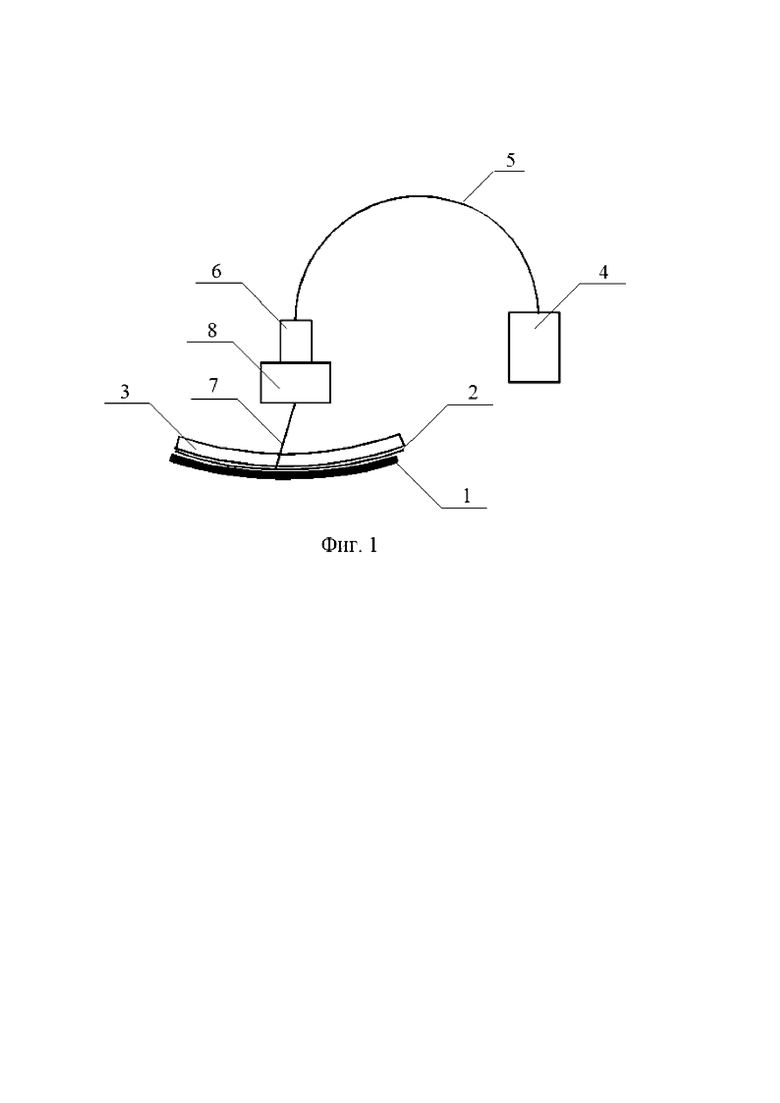
На фиг. 1 приведена схема устройства для лазерной маркировки изделия.
Лазерную маркировку осуществляют следующим образом. Обеспечивают прижатие подложки 1 с нанесенным на нее красящим составом 2 к изделию 3 с одной его стороны в области нанесения маркировки, например, путем закрепления подложки 1 при помощи бумажного скотча к изделию 3.
Далее включают импульсно-периодический лазер 4. Его излучение передаётся по оптоволоконному кабелю 5 в коллиматор 6, формирующий параллельный пучок 7 излучения, который посредством сканатора 8, управляемого предварительно составленной компьютерной программой, рисует нужное изображение (QR-код, надпись, рисунок и т.п.) на слое красящего состава 1.
Сканатор 8 имеет на выходе объектив, состоящий из трех линз, и позволяет формировать изображение пучком 7 излучения лазера, сфокусированным до диаметра 50 мкм. Пучок 7 направляют с противоположной стороны изделия 3. Красящий состав 1, поглощая лазерное излучение, разогревается, испаряется и осаждается на изделии 3.
Перемещение сканатора 8 к месту формирования изображения осуществляется, в частности, роботом-манипулятором.
Предлагаемый способ иллюстрируется следующими примерами осуществления.
Пример 1. Маркировку изделия из стекла, имеющего сложную геометрию поверхности, проводят по вышеописанному способу, при этом используют иттербиевый импульсно-периодический волоконный лазер YLP-RA-1-100-30-30 с основным инфракрасным излучением (λ=1,065 мкм) с длительностью импульсов 95 нс при частоте следования 30 кГц и энергии в импульсе 0,95 мДж, фокусное расстояние объектива сканатора составляет 201 мм, скорость относительного перемещения пучка излучения лазера в фокальной плоскости по обрабатываемой поверхности красящего состава составляет 1 м/c, а в качестве материала подложки используют латунную фольгу.
Пример 2. Маркировку изделия из стекла плоской формы проводят по вышеописанному способу, при этом используют иттербиевый импульсно-периодический волоконный лазер YLP-RA-1-100-30-30 с основным инфракрасным излучением (λ=1,065 мкм) с длительностью импульсов 100 нс при частоте следования 45 кГц и энергии в импульсе 1 мДж, фокусное расстояние объектива сканатора составляет 203 мм, скорость относительного перемещения пучка излучения лазера в фокальной плоскости по обрабатываемой поверхности красящего состава составляет 1,5 м/c, а в качестве материала подложки используют медную фольгу.
Пример 3. Маркировку изделия из стекла, имеющего сложную геометрию поверхности, проводят по вышеописанному способу, при этом используют иттербиевый импульсно-периодический волоконный лазер YLP-RA-1-100-30-30 с основным инфракрасным излучением (λ=1,065мкм) с длительностью импульсов 105 нс при частоте следования 50 кГц и энергии в импульсе 1,05 мДж, фокусное расстояние объектива сканатора составляет 204 мм, скорость относительного перемещения пучка излучения лазера в фокальной плоскости по обрабатываемой поверхности красящего состава составляет 2 м/c, а в качестве материала подложки используют стекло той же кривизны, как у маркируемого изделия.
Проверка читаемости осуществлялась визуально, а также посредством программы чтения QR-кодов и камеры.
Отсутствие влияния нанесения маркировки на прочность изделия подтверждают результаты испытаний изделий на центрально-симметричный изгиб (ЦСИ).
Образцы изделий с нанесенной маркировкой были использованы для сборки триплекса с применением альтернативных технологических процессов, а именно полимерная заливка, либо склейка триплекса полиуретановой пленкой.
Образцы с нанесёнными изображениями прошли процедуру полимерной заливки и при этом показали хорошие результаты по термостойкости (изображение выдержало воздействие температуры 150°С в течении 5 часов) в отличие от традиционной ручной маркировки тушью, которая не всегда выдерживает операцию полимерной заливки. Качество изображения в процессе обработки не изменилось, QR-код читаем.
Образцы склеенные на полиуретановой пленке прошли прессование в автоклаве при температуре 145°С и давлении 14 атм, качество изображения сохранилось.
После сборки триплекс с нанесенной лазерной маркировкой прошел термофизические испытания на морозоустойчивость при температуре – 60°С в течение 6 часов, а также на теплоустойчивость при температурах 90°С, 110°С, 125°С в течение 6 часов.
По результатам проведенных работ, можно сделать вывод о возможности применения вышеописанного способа для маркировки изделий, как плоских, так и имеющих сложную геометрию поверхности.
Использование в способе лазерной маркировки изделия сканатора, закрепленного на устройстве для его перемещения к месту формирования изображения, у которого фокусное расстояние объектива составляет 201-204 мм, а также импульсно-периодического лазера с длительностью импульса 95-105 нс при частоте следования 30-50 кГц и энергии в импульсе 0,95–1,05 мДж и скорости относительного перемещения пучка в фокальной плоскости по обрабатываемой поверхности красящего состава 1-2 м/c позволяет осуществить изобретение с решением поставленной задачи и достижением заявленного технического результата
В качестве устройства для перемещения сканатора к месту формирования изображения на изделиях, имеющих сложную геометрию поверхности, предпочтительно использовать робот-манипулятор
В частном варианте осуществления изобретения используют красящий состав, включающий технический углерод и полимерное связующее, содержащее функциональные группы −N=C=O, поскольку такой состав обладает хорошей адгезией к материалу изделия.
Латунная фольга имеет преимущества перед другими материалами, из которых может быть выполнена подложка. Она обладает прочностью, термостойкостью, а кроме того при нагреве лазерным излучением латунная фольга отражает до 85% прошедшего через красящий состав излучения. Это позволяет осуществлять способ маркировки при меньших значениях мощности импульсно-периодического лазера.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЛАЗЕРНОЙ МАРКИРОВКИ ПОВЕРХНОСТИ МЕТАЛЛА ИЛИ СПЛАВА | 2009 |
|
RU2392100C1 |
| УСТАНОВКА ДЛЯ СКОРОСТНОГО ЛАЗЕРНОГО КЛЕЙМЕНИЯ | 2002 |
|
RU2240225C2 |
| СИСТЕМА ЛАЗЕРНОЙ МАРКИРОВКИ ПРОЗРАЧНЫХ И ПОЛУПРОЗРАЧНЫХ, ПРЕИМУЩЕСТВЕННО ТОНКОСТЕННЫХ КРИВОЛИНЕЙНЫХ, ИЗДЕЛИЙ В КОНВЕЙЕРНОМ ПРОИЗВОДСТВЕ | 2003 |
|
RU2243873C1 |
| СПОСОБ ФОРМИРОВАНИЯ ТОКОПРОВОДЯЩЕГО ЭЛЕМЕНТА ЭЛЕКТРИЧЕСКОЙ ЦЕПИ НА ДИЭЛЕКТРИЧЕСКОЙ ПОДЛОЖКЕ МЕТОДОМ ОДНОСТАДИЙНОГО ЛАЗЕРНО-ИНДУЦИРОВАННОГО ПРЯМОГО ПЕРЕНОСА СЕРЕБРЯНОЙ ПЛЕНКИ | 2023 |
|
RU2821014C1 |
| ЛАЗЕРНЫЙ КЛЕЙМИТЕЛЬ | 1996 |
|
RU2111849C1 |
| СПОСОБ РЕЛЬЕФНОЙ ЛАЗЕРНОЙ ГРАВИРОВКИ | 2008 |
|
RU2472629C2 |
| СПОСОБ ФОРМИРОВАНИЯ ПОДПОВЕРХНОСТНОЙ МЕТКИ В МАТЕРИАЛЕ ИЗДЕЛИЯ И ИЗДЕЛИЕ, СОДЕРЖАЩЕЕ СФОРМИРОВАННУЮ МЕТКУ | 1996 |
|
RU2105669C1 |
| СПОСОБ ФОРМИРОВАНИЯ ИЗОБРАЖЕНИЯ ВНУТРИ ПРОЗРАЧНЫХ ИЛИ ПОЛУПРОЗРАЧНЫХ МАТЕРИАЛОВ, УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ТАКОГО ИЗОБРАЖЕНИЯ И ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ СОГЛАСНО УКАЗАННОМУ СПОСОБУ | 2003 |
|
RU2245254C1 |
| УСТРОЙСТВО ФОРМИРОВАНИЯ ИЗОБРАЖЕНИЙ С ВЫСОКИМ РАЗРЕШЕНИЕМ ВНУТРИ ПРОЗРАЧНОГО ИЛИ МАЛОПРОЗРАЧНОГО ТВЕРДОГО МАТЕРИАЛА | 2005 |
|
RU2288845C1 |
| Способ маркировки поверхности контролируемыми периодическими структурами | 2018 |
|
RU2696804C1 |
Изобретение относится к технологии нанесения изображений на изделия, в частности лазерной маркировки изделий из стекла, как плоских, так и имеющих сложную геометрию поверхности, и может быть использовано в авиационной, космической, а также автомобильной промышленности. Техническим результатом является обеспечение маркировки изделия сложной геометрической формы без повреждения его поверхности, а также возможность нанесения изображения на участок поверхности изделия, имеющий неплоскую форму. Способ лазерной маркировки изделий, выполненных из прозрачного для лазерного излучения материала, путем прижатия к маркируемой поверхности изделия подложки с нанесенным на нее красящим составом, его разогрева путем сканирования подложки сфокусированным пучком излучения импульсно-периодического лазера с противоположной стороны изделия, испарения и осаждения паров красящего состава на поверхность изделия с формированием на нем изображения, при этом пучок излучения импульсно-периодического лазера для формирования изображения на изделии направляют при помощи сканатора, который закреплен на устройстве для его перемещения к месту формирования изображения, фокусное расстояние объектива сканатора составляет 201-204 мм, длительность импульсов составляет 95-105 нс при частоте следования 30-50 кГц и энергии в импульсе 0,95-1,05 мДж, а скорость относительного перемещения пучка излучения импульсно-периодического лазера в фокальной плоскости по обрабатываемой поверхности красящего состава составляет 1-2 м/c. 4 з.п. ф-лы, 1 ил.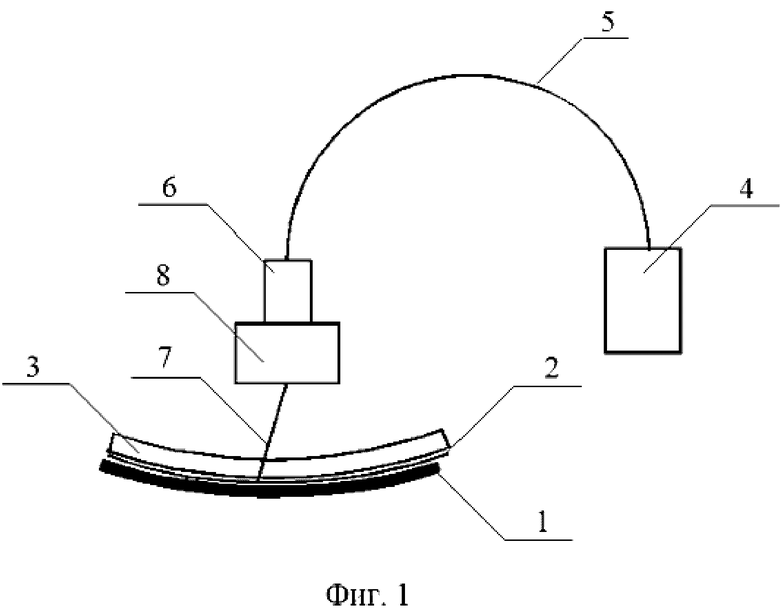
1. Способ лазерной маркировки изделий, выполненных из прозрачного для лазерного излучения материала, путем прижатия к маркируемой поверхности изделия подложки с нанесенным на нее красящим составом, его разогрева путем сканирования подложки сфокусированным пучком излучения импульсно-периодического лазера с противоположной стороны изделия, испарения и осаждения паров красящего состава на поверхность изделия с формированием на нем изображения, отличающийся тем, что пучок излучения направляют на подложку при помощи сканатора, который закреплен на устройстве для его перемещения к месту формирования изображения, при этом фокусное расстояние объектива сканатора составляет 201-204 мм, длительность импульсов излучения составляет 95-105 нс при частоте следования импульсов 30-50 кГц и энергии в импульсе 0,95-1,05 мДж, а скорость относительного перемещения пучка излучения лазера в фокальной плоскости по обрабатываемой поверхности подложки составляет 1-2 м/c.
2. Способ по п. 1, отличающийся тем, что в качестве устройства для перемещения сканатора к месту формирования изображения используют робот-манипулятор.
3. Способ по п. 1, отличающийся тем, что в качестве материала изделия используют стекло.
4. Способ по п. 1, отличающийся тем, что на подложку нанесен красящий состав, включающий технический углерод и полимерное связующее, содержащее функциональные группы −N=C=O.
5. Способ по п. 1, отличающийся тем, что в качестве материала подложки используют латунную фольгу.
| Штепсельная вилка | 1955 |
|
SU107197A1 |
| Мелющее тело | 1989 |
|
SU1636047A1 |
| US 2007131663 A1, 14.06.2007 | |||
| WO 2019058138 A1, 28.03.2019. | |||

