Изобретение относится к санитарно-техническому прибору.
Санитарно-технические приборы известны в самых разных формах, лишь в качестве примера можно назвать ванны, душевые ванны и поддоны, умывальные раковины или унитазы. Наряду с возможностью изготавливать санитарно-технический прибор из керамики, также известно изготавливать санитарно-технические приборы из композитного материала из наполненной полимерной связующей матрицы. В частности, в области ванн и душевых ванн или душевых поддонов эта технология находит применение. Такой композитный материал, который называется иногда также “твердой поверхностью”, состоит из полимерного связующего средства, отвердителя, а также органических и/или неорганических добавок, которые используются для соответствующих необходимых оптических и тактильных свойств.
В качестве связующего средства используются в большинстве случаев полиэфирные смолы (ненасыщенные полиэфирные смолы) и модифицированные акриловыми мономерами полиэфирные смолы, причем могут также использоваться чистые акриловые смолы. Для полимеризации, то есть для сшивания связующей матрицы, используется чаще всего пероксид метилэтилкетона (MEKP).
Для установления или изменения оптических и тактильных свойств добавляются различные органические/неорганические добавки. Например, добавляются наполнители, например, тригидрат алюминия (ATH), то есть огнезащитное средство, или кварцы, доломит, стекло, полые стеклянные шарики, полимеризованные пластиковые кристаллы и т.д., причем наполнители добавляются, как правило, в порошкообразном или тонкоразмолотом виде. В случае красок добавляется в санитарно-технической области в большинстве случаев неорганический пигмент диоксид титана (TiO2) в виде порошка или, будучи растворен в низковязком растворе смолы или пасте, причем, однако, могут также использоваться другие пигменты на органической или неорганической основе, в зависимости от необходимого цвета.
Использование такого композитного материала или такого продукта “твердая поверхность” разнообразно. С одной стороны, изготовленные подобным образом приборы отличаются своим матовым внешним видом и теплой или мягкой тактильностью. Так как исходный материал является текучим, могут изготавливаться более сложные геометрии в отличие от изготовления санитарно-технических приборов из глубокотянутых акриловых пластин. Благодаря использованию подходящих, служащих в качестве огнезащиты, наполнителей или негорючих наполнителей изготовленный санитарно-технический прибор может классифицироваться как “трудновоспламеняемый” или “негорючий”. Наконец, прокрас композитного материала по всему поперечному сечению продукта вызывает то, что мелкие царапины не видны.
Часто в качестве наполнителя добавляются полые стеклянные шарики, для того чтобы уменьшать вес продукта, причем уменьшение зависит от степени наполнения, то есть от количества добавленных полых стеклянных шариков. Также за счет добавления полых стеклянных шариков могут снижаться расходы, так как полые стеклянные шарики заменяют другие, более дорогие наполнители. Следовательно, из такого, содержащего полые стеклянные шарики композитного материала могут изготавливаться разнообразные продукты, которые имеют разнообразные, даже сложные геометрии, вместе с тем, однако с уменьшенным весом продукта и со сниженными расходами.
Использование такого, наполненного полыми стеклянными шариками композитного материала возможно также в санитарно-технической области. Однако там возникает та проблема, что отлитый при помощи формы санитарно-технический прибор должен после отверждения иногда подвергаться дополнительной обработке поверхности, что, как правило, осуществляется посредством шлифования. Это может приводить к тому, что связанные в связующей матрице полые стеклянные шарики создают поверхностную микропористость, когда они во время механической дополнительной обработки в некотором роде пришлифовываются. Эта микропористость может приводить к тому, что в порах может откладываться грязь, что может приводить к повышенной сложности очистки.
Исходя из этого, в основе изобретения лежит проблема улучшения по сравнению с этим санитарно-технического прибора.
Для решения этой проблемы предусмотрен согласно изобретению санитарно-технический прибор, включающий в себя несущее тело и, по меньшей мере, частично нанесенное на него, образующее наружную сторону санитарно-технического прибора наружное покрытие, причем несущее тело состоит из первого композитного материала из наполненной полимерной связующей матрицы, содержащей по меньшей мере один наполнитель в виде полых стеклянных шариков, а наружное покрытие из второго композитного материала из наполненной по меньшей мере одним наполнителем полимерной связующей матрицы, которая не содержит полых стеклянных шариков.
Соответствующий изобретению санитарно-технический прибор отличается тем, что он с одной стороны обнаруживает преимущества наполненного полыми стеклянными шариками композитного материала, из которого образовано несущее тело, а с другой стороны не имеет недостатков, являющихся следствием наполнения полыми стеклянными шариками в отношении механической дополнительной обработки. Согласно изобретению санитарно-технический прибор состоит из фактического несущего тела, которое определяет форму, а также механические свойства. Это несущее тело образовано из первого композитного материала, состоящего из наполненной полимерной связующей матрицы, в которую введен по меньшей мере один наполнитель в виде полых стеклянных шариков. Это означает, что несущее тело благодаря наполнению полыми стеклянными шариками как имеет соответственно уменьшенный вес, так и может изготавливаться экономично. На это несущее тело нанесено согласно изобретению наружное покрытие, то есть одна или несколько поверхностей несущего тела, которые образуют на готовом санитарно-техническом приборе видимые поверхности, покрыты наружным покрытием. Это очень тонкое по сравнению с толщиной несущего тела наружное покрытие выполнено из второго композитного материала, также состоящего из полимерной связующей матрицы, которая наполнена по меньшей мере одним наполнителем, однако которая не содержит полых стеклянных шариков. Это наружное покрытие определяет поверхность или наружную сторону санитарно-технического прибора.
Таким образом, существует теперь возможность несущее тело после его изготовления соответствующим образом обрабатывать на поверхности, то есть дополнительно обрабатывать и, например, шлифовать, так что может получаться очень гладкая поверхность, на которой присутствует непременно также ввиду пришлифовки полых стеклянных шариков соответствующая микропористость. Однако эта пористая структура полностью закрывается благодаря нанесению наружного покрытия. Наружное покрытие со своей стороны не обязательно должно дополнительно обрабатываться, так как оно, как указано, является крайне тонким и без того наносится на уже дополнительно обработанную поверхность несущего тела. Так как это наружное покрытие или второй композитный материал не содержит полых стеклянных шариков, не возникают являющиеся следствием наличия таких полых стеклянных шариков проблемы на готовом санитарно-техническом приборе.
Это означает, что соответствующий изобретению санитарно-технический прибор обнаруживает с одной стороны преимущества первого, наполненного полыми стеклянными шариками композитного материала, а с другой стороны благодаря наружному покрытию также закрытую, не имеющую микропористость поверхность. Эта поверхность может очень просто очищаться и ввиду того, что отсутствует как раз микропористость, не имеет склонности к поверхностному отложению грязи. Кроме того, превосходные тактильные и оптические свойства, которые предоставляет такой композитный материал на полимерной основе, сохраняются на соответствующем изобретению санитарно-техническом приборе, так как, как указано, также второй композитный материал является таким композитным материалом из наполненной полимерной связующей матрицы, который обнаруживает соответствующие тактильные и оптические свойства.
Согласно целесообразному усовершенствованию изобретения может быть предусмотрено, что компоненты первого композитного материала и компоненты второго композитного материала одинаковы за исключением полых стеклянных шариков. Это означает, что, в конечном счете, оба композитных материала состоят из идентичных составляющих или компонентов за исключением того, что в первом композитном материале содержатся в качестве наполнителя полые стеклянные шарики, в то время как во втором композитном материале они отсутствуют. Это предпочтительно сказывается на изготовлении санитарно-технического прибора, так как обе исходные массы, из которых изготавливаются несущее тело, с одной стороны, и наружное покрытие, с другой стороны, могут изготавливаться из одинаковых материалов.
Однако альтернативно этому существует, естественно, также та возможность, что компоненты первого композитного материала и компоненты второго композитного материала, по меньшей мере, частично различаются наряду с полыми стеклянными шариками. Эта альтернатива предусматривает, следовательно, различные составы закладки для обоих композитных материалов. Это может быть целесообразным в том случае, если, например, первый композитный материал требует для установления определенных механических свойств особые наполнители, которые не обязательно должны содержаться в наружном покрытии.
Второй композитный материал, который, как описано, имеет по меньшей мере один наполнитель, содержит в качестве такого наполнителя по меньшей мере одно огнезащитное средство, в частности тригидрат алюминия (ATH). Благодаря этому обеспечивается, что также второй композитный материал является соответственно трудновоспламеняемым, что, естественно, также справедливо для первого композитного материала, который также в качестве дополнительного к полым стеклянным шарикам наполнителя содержит такое огнезащитное средство, в частности ATH.
Далее целесообразно, если второй композитный материал содержит по меньшей мере одну красящую добавку, в частности органический пигмент или неорганический пигмент. Таким образом, также второй композитный материал окрашивается соответствующим образом, предпочтительно, естественно, как первый композитный материал, так что обеспечен полный прокрас по всему поперечному сечению санитарно-технического прибора. Таким неорганическим пигментом является предпочтительно диоксид титана, который окрашивает наружное покрытие, то есть второй композитный материал, соответственно в белый цвет, что является в большинстве случаев обычным для санитарно-технических приборов.
В конкретизированном варианте осуществления изобретения второй композитный материал может содержать (в весовых процентах отвержденного композитного материала):
полимерное связующее средство: 44,0-65,0;
огнезащитное средство: 35,0-55,0;
красящая добавка: 1,0-5,0.
Это - три минимальных компонента второго композитного материала. Их сумма весовых процентов всегда равна 100 весовым процентам, если не содержатся дополнительные компоненты, такие как дополнительные наполнители и тому подобное.
Первый композитный материал может иметь различную природу. Так, говоря о первом композитном материале, речь может идти об уже известном композитном материале на основе полимерного связующего средства, который уже используется для изготовления санитарно-технических приборов. Такой первый композитный материал содержит (в весовых процентах отвержденного композитного материала):
полимерное связующее средство: 34,0-49,0;
огнезащитное средство+кварц: 47,0-62,0;
полые стеклянные шарики: 1,0-5,1;
красящая добавка: 2,4-2,8.
Также здесь сумма соответствующих компонентов, естественно, равна 100 весовым процентам, если предусмотрены только эти четыре компонента. Если содержится еще один следующий наполнитель или тому подобное, то компоненты указанных веществ варьируются соответствующим образом в пределах выбранных интервалов, причем, естественно, также в этом случае сумма всегда равна 100 весовым процентам.
Альтернативно вышеописанному первому композитному материалу, у которого в качестве наполнителя предусмотрено наряду с полыми стеклянными шариками огнезащитное средство и кварц, также возможно вводить наряду с полыми стеклянными шариками в качестве наполнителя карбонат металла, в частности карбонат кальция. Этот карбонат металла может заменять кварц и при необходимости также огнезащитное средство в виде ATH и при необходимости также красящую добавку, если она не требуется.
Следовательно, такой первый композитный материал содержит в следующем варианте осуществления изобретения (в весовых процентах отвержденного композитного материала):
полимерное связующее средство: 90,0-50,0;
карбонат металла: 45,0-70,0;
полые стеклянные шарики: 0,5-9,5.
Также здесь сумма использованных компонентов равна всегда 100 весовым процентам, то есть также здесь речь идет о минимальном составе, причем количества компонентов варьируются соответствующим образом в пределах указанных интервалов, если добавляется дополнительный наполнитель или цветовой пигмент.
Содержащий карбонат металла первый композитный материал может содержать далее в качестве наполнителя по меньшей мере одно огнезащитное средство, в частности тригидрат алюминия (ATH) максимум до 21 весового процента. Это означает, что в дополнение к карбонату металла или карбонату кальция и полым стеклянным шарикам еще добавляется огнезащитное средство или ATH.
Далее красящая добавка, в частности органический пигмент или неорганический пигмент, максимум до 5,0 весовых процентов может быть добавлена в первый композитный материал, содержащий карбонат металла, причем здесь в качестве неорганического пигмента предпочтительно используется снова диоксид титана.
Выше первый и второй композитные материалы были прописаны в их в некотором роде основополагающих, однако частично различных компонентах. Тем не менее в дополнение к уже описанным выше компонентам также возможно добавлять другие добавки.
Так существует возможность, что первый и/или второй композитный материал содержит далее в качестве наполнителя кварц, причем первый композитный материал содержит кварц максимум до 10,1 весового процента, а второй композитный материал содержит кварц максимум до 5,7 весового процента.
Альтернативно или дополнительно этому может быть предусмотрено, что первый и/или второй композитный материал содержит далее в качестве наполнителя доломит, причем первый и второй композитные материалы содержат доломит в каждом случае максимум до 7,3 весового процента.
Наконец, может быть предусмотрено, что первый и/или второй композитный материал содержит далее один или несколько наполнителей, выбранных из циркона, мусковита, граната, меланита и полевого шпата, в каждом случае максимум до 3,8 весовых процентов. Это означает, что в первом или втором композитном материале содержится максимум 3,8 весовых процентов одного или нескольких из указанных наполнителей в сумме.
Очевидно, что существует тем самым возможность варьирования в пределах конкретных составов первого и второго композитного материала, так что посредством соответствующего выбора компонентов можно реагировать на соответствующие требования или устанавливаемые соответствующим образом свойства.
Как описано, говоря о наружном покрытии, речь идет об относительно тонком покрытии, его толщина должна составлять между 0,1-2,0 мм, в частности между 0,2-1,5 мм. Такая незначительная толщина может получаться без проблем. Это связано с тем, что наружное покрытие предпочтительно распыляется или налакировывается, так как второй композитный материал для нанесения является текучей средой, то есть пригоден для распыления. Благодаря этому распылению может обеспечиваться, что наносится очень равномерное и очень тонкое наружное покрытие. Также возможно нанесение покрытия погружением.
Общая толщина из несущего слоя и наружного слоя должна составлять между 8,0-26,0 мм, то есть очевидно, что толщина несущего слоя в много раз больше толщины наружного покрытия.
Говоря о самом санитарно-техническом приборе, речь идет, как было уже описано вначале, предпочтительно о ванне, однако он может быть равным образом также душевой ванной, душевым поддоном, умывальной раковиной, умывальным столом или унитазом.
Наряду с самим санитарно-техническим прибором изобретение относится далее к способу изготовления санитарно-технического прибора вышеописанного типа. Этот способ отличается в первой альтернативе способа тем, что на несущее тело из первого композитного материала из наполненной связующей матрицы, содержащей по меньшей мере один наполнитель в виде полых стеклянных шариков, по меньшей мере, частично наносится текучее наружное покрытие из наполненного по меньшей мере одним наполнителем, однако не содержащего полых стеклянных шариков полимерного связующего средства, которое затем отверждается, образуя второй композитный материал. Таким образом, здесь на первом шаге изготавливается несущее тело, которое отверждено соответствующим образом и затем на втором шаге покрывается, предпочтительно посредством распыления, текучим материалом, который образует наружное покрытие, то есть текучим вторым композитным материалом. После нанесения наружного покрытия оно отверждается, образуя твердый второй композитный материал.
Конкретно такой способ отличается следующими шагами:
- заливка полимерной заливочной массы из наполненного полимерного связующего средства, содержащего по меньшей мере один наполнитель в виде полых стеклянных шариков, в форму и отверждение заливочной массы с образованием несущего тела,
- термическая и/или механическая дополнительная обработка извлеченного из формы несущего тела,
- нанесение дальнейшей полимерной текучей массы из наполненного по меньшей мере одним наполнителем, однако не содержащего полых стеклянных шариков полимерного связующего средства для образования наружного покрытия,
- термическая дополнительная обработка для отверждения наружного покрытия и при необходимости механическая дополнительная обработка наружного покрытия.
Согласно изобретению сначала таким образом отливается несущее тело, благодаря тому, что полимерная заливочная масса из первого композитного материала, который был определен выше в различных составах, заливается в соответствующую литейную форму. В форме заливочная масса отверждается, образуя первый композитный материал или несущее тело.
На следующем шаге после извлечения несущего тела из формы происходит термическая дополнительная обработка в виде отжига, для того чтобы сокращать возможные напряжения в несущем теле. За этим может следовать механическая дополнительная обработка для обработки поверхности, в частности посредством шлифования, для того чтобы выполнять поверхность соответственно тонкой. Может выполняться как термическая, так и механическая дополнительная обработка, однако также возможно выполнять только одну из них при необходимости.
На следующем шаге происходит затем нанесение массы наружного покрытия, то есть полимерной текучей и тем самым пригодной для распыления массы из наполненного по меньшей мере одним наполнителем, но не содержащего теперь полых стеклянных шариков полимерного связующего средства. Эта пригодная для распыления масса, которая за счет достаточно высокого содержания полимерного связующего средства, как правило, смолы, является соответственно пригодной для распыления, может наноситься очень равномерно и очень тонко, так что может получаться очень однородное наружное покрытие. За распылением следует термическая дополнительная обработка для отверждения наружного покрытия. Опционально существует возможность также наружное покрытие механически дополнительно обрабатывать в высшей степени тонко, причем эта механическая дополнительная обработка служит в первую очередь для того, чтобы придавать матовость наружному покрытию.
Как описано, наружное покрытие наносится текучей массой, что предпочтительно происходит посредством распыления. Альтернативно также возможно наносить массу посредством погружения.
Наряду с вышеописанным способом изобретение относится далее во второй альтернативе к следующему способу изготовления санитарно-технического прибора вышеописанного типа. Этот способ отличается тем, что в форму для покрытия поверхностей формы вводится текучая масса из наполненного по меньшей мере одним наполнителем, однако не содержащего полых стеклянных шариков полимерного связующего средства, которая, по меньшей мере, затвердевает для образования наружного покрытия, после чего в форму вводится, заполняя изнутри наружное покрытие, следующая, содержащая наполнитель в виде полых стеклянных шариков полимерная заливочная масса, после чего масса и заливочная масса отверждаются, образуя два композитных материала.
В этом варианте осуществления способа фактическая литейная форма, в которой, в конечном счете, изготавливается несущее тело, уже перед введением образующей несущее тело заливочной массы заливается текучей массой, которая образует наружное покрытие, то есть поверхности формы покрываются этой текучей массой. Текучая масса, по меньшей мере, затвердевает, то есть она переходит в достаточно твердое состояние, однако она не должна полностью отверждаться. Она должна быть лишь настолько устойчивой, что на следующем шаге образующая несущее тело заливочная масса, содержащая полые стеклянные шарики, может вводиться в форму таким образом, что эта заливочная масса заполняет изнутри массу наружного покрытия. Затем за счет соответствующего регулирования температуры достигается отверждение обеих масс, после чего готовый санитарно-технический прибор извлекается из формы.
В дальнейшем уточнении этого способа он отличается следующими шагами:
- распыление текучей массы из наполненного по меньшей мере одним наполнителем, однако не содержащего полых стеклянных шариков полимерного связующего средства на поверхности формы,
- термическая обработка покрытия таким образом, что покрытие затвердевает, образуя наружное покрытие,
- заливка с заполнением изнутри наружного покрытия следующей, содержащей наполнитель в виде полых стеклянных шариков полимерной заливочной массы в форму,
- отверждение массы и заливочной массы,
- термическая дополнительная обработка санитарно-технического прибора и при необходимости механическая дополнительная обработка наружного покрытия.
Ниже приводятся три таблицы возможных составов первого и второго композитного материала, которые в каждом случае ссылаются на весовые проценты соответствующего компонента в отвержденном продукте, то есть при отвержденном композитном материале.
Таблица I указывает состав первого композитного материала, который составом или использованными компонентами может быть идентичен второму композитному материалу, который указан в таблице III, так как центральные, в некотором роде обязательно содержащиеся минимальные компоненты одинаковы и различаются только соответствующим количеством.
Таблица II указывает состав первого композитного материала, который может обозначаться также как “наполненная смола”, и который содержит в качестве наполнителя наряду с полыми стеклянными шариками по меньшей мере один карбонат металла, в данном случае карбонат кальция.
Таблица III указывает, наконец, состав образующего наружное покрытие второго композитного материала.
Таблица I: первый композитный материал, первая альтернатива.
(d50 3 мкм < x < 150 мкм)
(d50 3 мкм < x < 250 мкм)
(d50 3 мкм < x < 200 мкм)
Таблица II: первый композитный материал, вторая альтернатива (наполненная смола).
Отвержденный конечный продукт
(d50 3 мкм < x < 250 мкм)
(d50 3 мкм < x < 200 мкм)
Таблица III: Второй композитный материал.
Дальнейшие преимущества и подробности данного изобретения следуют из описанных далее примеров осуществления, а также на основе чертежа. При этом на чертеже показаны:
фиг. 1 - принципиальное изображение соответствующего изобретению санитарно-технического прибора на частичном виде согласно первому варианту осуществления;
фиг. 2 - принципиальное изображение соответствующего изобретению санитарно-технического прибора второго варианта осуществления на частичном виде;
фиг. 3 - блок-схема для разъяснения соответствующего изобретению способа первого варианта осуществления; и
фиг. 4 - блок-схема для разъяснения соответствующего изобретению способа второго варианта осуществления.
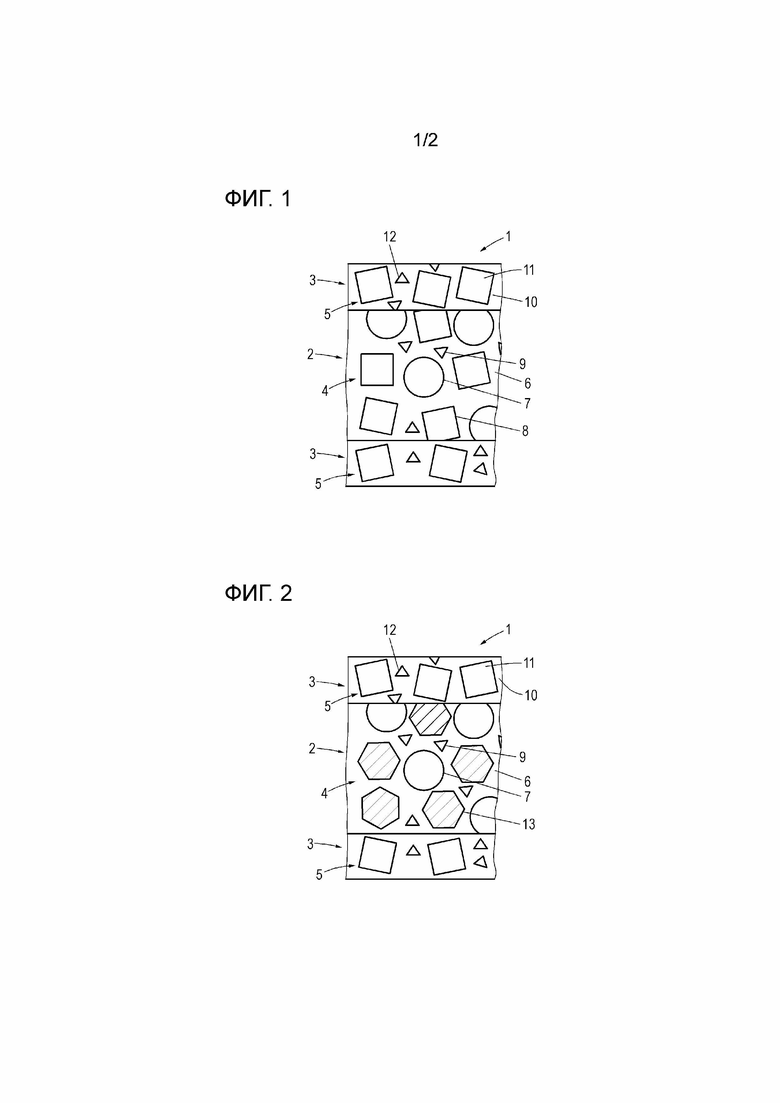
Фиг. 1 показывает принципиальное изображение соответствующего изобретению санитарно-технического прибора 1, говоря о котором, речь идет, например, о ванне, причем здесь показан лишь фрагмент. На принципиальном изображении показано несущее тело 2, которое с обеих сторон снабжено наружным покрытием 3. Несущее тело 2 состоит из первого композитного материала 4, в то время как оба наружных покрытия состоят из второго композитного материала 5.
Первый композитный материал 4 состоит из наполненной полимерной связующей матрицы 6, предпочтительно полиэфирной смолы. В ней содержатся в качестве наполнителя полые стеклянные шарики 7, которые служат для уменьшения веса. В зависимости от добавленного количества полых стеклянных шариков 7 вес может уменьшаться примерно на 15%.
Далее содержится в качестве следующего наполнителя огнезащитное средство 8, в данном случае в виде тригидрата алюминия (ATH). Далее содержится, в данном примере предусмотрен, однако является опциональным, цветовой пигмент 9, в данном случае, например, TiO2, то есть несущее тело 2 вследствие этого окрашено.
Также наружные покрытия 5 состоят из полимерной связующей матрицы 10, говоря о которой, речь снова идет о полиэфирной смоле. В связующей матрице 10 также содержится огнезащитное средство 11, снова тригидрат алюминия. Далее также здесь содержатся цветовые пигменты 12, также снова TiO2.
Очевидно, что здесь в первом композитном материале 4 и втором композитном материале 5 содержатся по возможности идентичные компоненты, однако в разном количестве. В показанном примере композитные материалы 4, 5 различаются лишь в том, что в первом композитном материале 4 содержатся полые стеклянные шарики 7, в то время как во втором композитном материале 5 они отсутствуют.
Толщина слоя каждого наружного покрытия 5 находится в диапазоне 0,1-2,0 мм, предпочтительно 0,2-1,5 мм, в то время как толщина несущего тела 2 в много раз большее ее. Общая толщина из несущего тела 2 и наружного покрытия(й) 5 должна составлять 8,0-26,0 мм.
Существует, как описано, возможность отказаться в первом композитном материале 4 от цветовых пигментов 9, то есть его не прокрашивать. Это возможно и приводит к дальнейшему сокращению расходов, так как, как указано, наружное покрытие 5 содержит соответствующие цветовые пигменты 12.
Кроме того, существует дополнительно возможность добавлять другие наполнители, которые могут заменять огнезащитное средство 8, то есть тригидрат алюминия, который относительно дорого стоит, как, например, кварц, доломит или тому подобное.
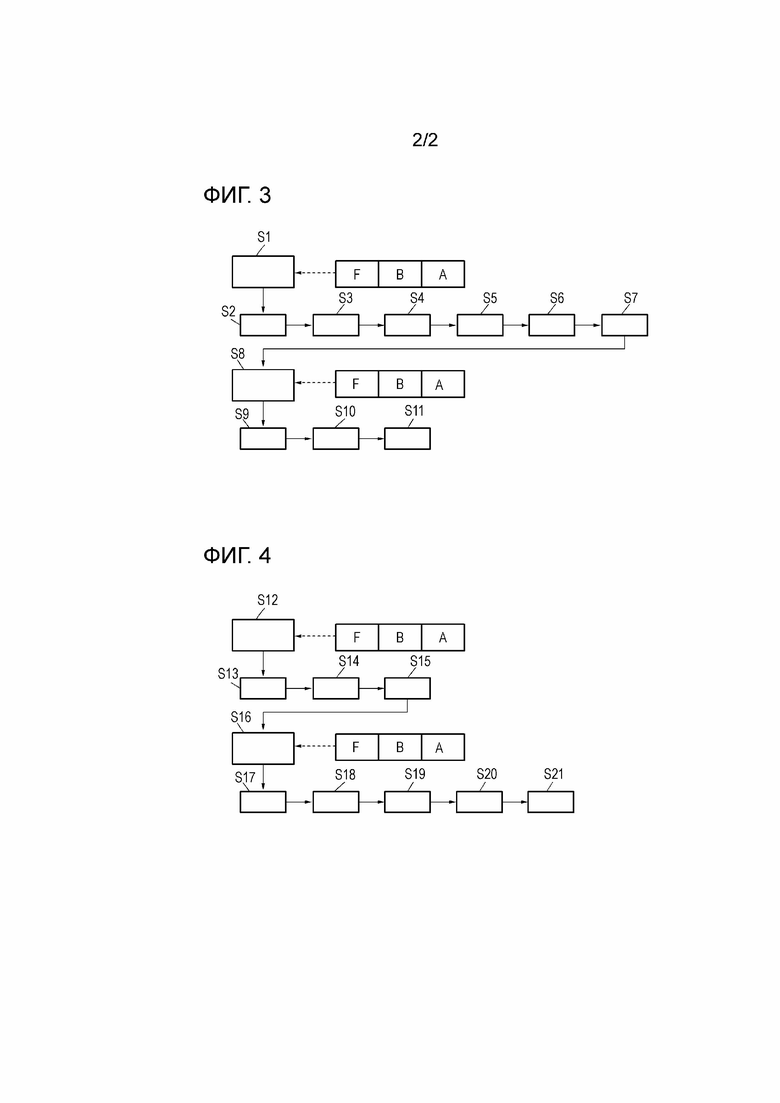
Фиг. 2 показывает дальнейшее принципиальное изображение соответствующего изобретению санитарно-технического прибора 1, например, снова фрагмент ванны. Принципиальная структура соответствует структуре, описанной на фиг. 1, то есть также здесь предусмотрено несущее тело 2, а также расположенные с обеих сторон наружные покрытия 3, причем несущее тело 2 состоит из первого композитного материала 4, а наружные покрытия 3 состоят из второго композитного материала 5. Второй композитный материал 5 состоит, как и в примере согласно фиг. 1, из полимерной связующей матрицы 10, снова матрицы из полиэфирной смолы, причем в связующую матрицу 10 введен наполнитель в виде огнезащитного средства 11, снова тригидрата алюминия, а также цветовые пигменты 12, снова, например, TiO2. Наружное покрытие 5 соответствует таким образом наружному покрытию с фиг. 1.
Однако отличается структура или состав первого композитного материала 4. Он состоит снова из полимерной связующей матрицы 6, в которую снова в соответствующей пропорции введены полые стеклянные шарики 7. Равным образом опционально содержатся цветовые пигменты 9, также здесь снова TiO2.
Однако в показанном здесь первом композитном материале 4 относительно дорогое огнезащитное средство ATH заменено карбонатом 13 металла в виде карбоната кальция, причем в данном случае предполагается полная замена. Было бы также возможно заменять ATH лишь частично. Это означает, что в простейшем варианте осуществления первый композитный материал состоит лишь из связующей матрицы 6 и полых стеклянных шариков 7, а также карбоната 13 металла, но ни цветовые пигменты 9, ни другие добавки, в частности в виде огнезащитного средства 8, не содержатся в нем.
Как видно на обеих фиг. 1 и 2, благодаря механической поверхностной обработке обеих наружных поверхностей несущего тела 2 близкие к поверхности полые стеклянные шарики 7 были открыты, то есть пришлифованы. Это приводит к микропористости на несущем теле 2, которая в свою очередь могла бы приводить к тому, что несущее тело 2, если оно не было бы покрыто предусмотренными согласно изобретению наружными покрытиями 5, имеет склонность к более легкому загрязнению, так как в микропоры, то есть в открытые полые стеклянные шарики 7, могут проникать самые мелкие частицы грязи.
Однако вследствие нанесенных согласно изобретению наружных покрытий 5 на обработанных поверхностях имеет место полное запечатывание сравнимым в отношении принципиальной тактильности наружным покрытием, так как также оно состоит из содержащей наполнители и т.д. связующей матрицы.
Фиг. 1 и 2 являются лишь примерами возможного состава первого и второго композитного материала 4, 5. Принципиально возможно, что показанные композитные материалы 4, 5 содержат дополнительные наполнители, как например кварц, доломит, циркон, мусковит, гранат, меланит или полевой шпат. Эти наполнители содержатся в частности в первом композитном материале 4, так как он, будучи покрыт наружным покрытием 5, которое в свою очередь образует наружную видимую поверхность, в конечном счете, не обязательно должен обладать соответствующими оптическими и тактильными свойствами, которые требуются от наружного покрытия 5. Поэтому без проблем возможно заменять, например, цветовые пигменты 5 другим дешевым наполнителем, таким как кварц или доломит, так как несущее тело 2 не должно прокрашиваться, так как окрашено наружное покрытие 5. Также за счет добавления одного или нескольких из вышеуказанных дополнительных наполнителей может также огнезащитное средство заменяться в соответствующем объеме или, как описано, также полностью.
Фиг. 3 показывает в виде блок-схемы первый соответствующий изобретению вариант способа изготовления соответствующего изобретению санитарно-технического прибора.
На шаге S1 происходит подготовка заливочной массы, которая образует первый композитный материал. Для этого связующее средство B, то есть полиэфирная смола, добавки A, как например отвердитель (MEKP), а также цветовые пигменты, и наполнитель F, в данном случае, так как описывается в качестве примера исполнение согласно фиг. 2, карбонат кальция, смешиваются друг с другом, для того чтобы образовывать соответствующую достаточно текучую массу. В качестве наполнителя F используются полые стеклянные шарики.
На шаге S2 масса отливается в форму, где она на шаге S3 образует гель и отверждается. Это происходит примерно при 35°-40° C в течение 15-40 минут. После отверждения осуществляется на шаге S4 извлечение из формы отлитого в этом случае, готового несущего тела. Оно состоит из первого композитного материала, который содержит полые стеклянные шарики.
На шаге S5 оно термически обрабатывается, то есть отжигается, при температуре в 60°-120° C в течение 2-6 часов, для того чтобы снимать возможные напряжения. За этим следует на шаге S6 механическая дополнительная обработка посредством шлифования поверхности, причем доходит при этом до того, что, как описано, близкие к поверхности полые стеклянные шарики могут пришлифовываться, то есть открываться. На шаге S7 происходит затем подготовка готового несущего тела к последующему нанесению наружного покрытия.
Оно подготавливается на шаге S8. Для этого снова связующее средство B, полиэфирная смола, добавки A, такие как отвердитель и в данном случае обязательно цветовые пигменты, и наполнитель F, в данном случае огнезащитное средство тригидрат алюминия, смешиваются, для того чтобы образовывать текучую, пригодную к распылению массу. По сравнению с изготовленной на шаге S1 массой доля связующего средства изготовленной на шаге S8 массы существенно выше, чтобы задавать способность наноситься распылением. Эта масса не содержит полых стеклянных шариков.
На шаге S9 изготовленная на шаге S8 текучая масса распыляется на шлифованные поверхности несущего тела, толщина слоя составляет 0,1-2 мм в отношении готового отвержденного состояния.
После распыления на шаге S10 происходит для отверждения также здесь шаг темперирования при 60°-110° C в течение 2-3 часов, то есть также здесь возможные напряжения слоя снимаются посредством отжига. Образуется второй, не содержащий полых стеклянных шариков композитный материал.
На шаге S11, который, однако, опционален, осуществляется дополнительная обработка поверхности распыленного покрытия, для того чтобы придавать ей матовость. Это матирование происходит при помощи самого тонкого шлифовального средства, причем при этом отсутствует проблематика в отношении пришлифовывания полых стеклянных шариков, как при механическом шлифовании несущего тела, так как наружное покрытие 5 не содержит полых стеклянных шариков.
Таким образом, в варианте способа согласно фиг. 3 несущее тело изготавливается в виде отдельного конструктивного элемента в соответствующей литейной форме, которое затем покрывается наружным покрытием. Альтернативный вариант способа описывает фиг. 4, при котором оба слоя или обе части наносятся или создаются в одной общей форме.
Согласно фиг. 4 на шаге S12 сначала изготавливается текучая масса, которая служит для образования наружного покрытия 5. Для этого снова связующее средство B, полиэфирная смола, а также добавки A, такие как отвердитель и цветовые пигменты, а также наполнитель F в виде огнезащитного средства соответствующим образом смешиваются, для того чтобы образовывать пригодную к распылению массу.
Затем на шаге S13 она распыляется на поверхности литейной формы, в которой затем отливается фактическое несущее тело, а именно с соответствующей незначительной толщиной слоя, для того чтобы образовывать на конечном продукте тонкое наружное покрытие 5.
На шаге S14 распыленная масса отжигается при 60°-110° C в течение 0,5-3 часов, так что она, по меньшей мере, затвердевает, полное отверждение обязательно не требуется.
На шаге S15 происходит подготовка литейной формы к последующему шагу, на котором, как описывается ниже, наружное покрытие заполняется изнутри образующим несущее тело первым композитным материалом.
На шаге S16 изготавливается текучая масса, которая образует первый композитный материал. Для этого снова связующее средство B, полиэфирная смола, добавки A, такие как отвердитель и цветовые пигменты, а также опять здесь в качестве наполнителя F карбонат металла, а именно карбонат кальция, смешиваются, для того чтобы образовывать пригодную к литью массу, которая затем на шаге S17 отливается в литейную форму. При этом доходит до полного заполнения изнутри затвердевшего наружного покрытия из второго композитного материала.
За литьем следует на шаге S18 процесс образования геля или отверждения, который происходит при 35°-40° C в течение 15-40 минут. После отверждения в данном случае обеих масс, то есть и несущего тела 2, и наружного покрытия 5, почти готовый в этом случае санитарно-технический прибор извлекается на шаге S19 из формы и на шаге S20 отжигается при 60°-110° C в течение 2-6 часов, для того чтобы снимать возможные напряжения в санитарно-техническом приборе. Чтобы санитарно-технический прибор был, в конечном счете, готов, следует лишь еще опциональная механическая обработка поверхности на шаге S21, если поверхности должна придаваться матовость.
В то время, как в вышеописанном примере в качестве наполнителя для образования массы первого композитного материала несущего тела всегда использовался карбонат кальция, существует возможность использовать вместо него также ATH, то есть огнезащитное средство, это означает, что, в конечном счете, структура первого и второго композитного материала относительно похожа в отношении компонентов. Однако наряду с этим существует, естественно, также возможность добавлять также здесь другие дополнительные наполнители, такие как кварц, доломит и тому подобное.
| название | год | авторы | номер документа |
|---|---|---|---|
| БАРЬЕРНЫЙ СЛОЙ И ЕГО ПРИМЕНЕНИЕ В СИСТЕМАХ ПОКРЫТИЙ НА ОСНОВАХ ИЗ ПОЛИМЕРА | 2015 |
|
RU2675369C2 |
| ФАСЕТНО ОТШЛИФОВАННОЕ КОМПОЗИТНОЕ ТЕЛО | 2010 |
|
RU2523996C2 |
| АРМАТУРА КОМПОЗИТНАЯ | 2011 |
|
RU2482248C2 |
| Муфта токопровода (варианты) | 2015 |
|
RU2610479C1 |
| НЕ СОДЕРЖАЩАЯ ИЗОЦИАНАТОВ ОГНЕЗАЩИТНАЯ КОМПОЗИЦИЯ ПОКРЫТИЯ | 2020 |
|
RU2791255C1 |
| АНТИКОРРОЗИОННАЯ ОГНЕСТОЙКАЯ КРАСКА | 2012 |
|
RU2495068C1 |
| Водонаполненный твердофазный полимерный композит и способ его получения | 2018 |
|
RU2688511C1 |
| ПЕЧАТАНИЕ НА НЕТКАНЫХ ПОЛОТНАХ И ИХ ПРИМЕНЕНИЕ В КОМПОЗИТНЫХ МАТЕРИАЛАХ | 2010 |
|
RU2539158C2 |
| Способ получения трехслойного радиопоглощающего покрытия | 2024 |
|
RU2836318C1 |
| Эпоксидная композиция | 2023 |
|
RU2807757C1 |
Изобретение относится к санитарно-техническим приборам, таким как ванны, душевые ванны и поддоны, умывальные раковины или унитазы. Заявленный санитарно-технический прибор включает в себя несущее тело (2), имеющее по меньшей мере частично шлифованную поверхность и нанесенное на эту шлифованную поверхность образующее наружную сторону санитарно-технического прибора наружное покрытие (3). Несущее тело (2) состоит из первого композитного материала (4) из наполненной полимерной связующей матрицы (6), содержащей по меньшей мере один наполнитель в виде полых стеклянных шариков (7), а наружное покрытие (3) - из второго композитного материала (5) из наполненной по меньшей мере одним наполнителем полимерной связующей матрицы (10), которая не содержит полых стеклянных шариков. Изобретение позволяет изготавливать и соответствующим образом обрабатывать на поверхности, в частности шлифовать, санитарно-технический прибор, так что может получаться очень гладкая поверхность, на которой присутствует ввиду пришлифовки полых стеклянных шариков соответствующая микропористость, при этом пористая структура полностью закрывается благодаря нанесению наружного покрытия. 3 н. и 20 з.п. ф-лы, 3 табл., 4 ил.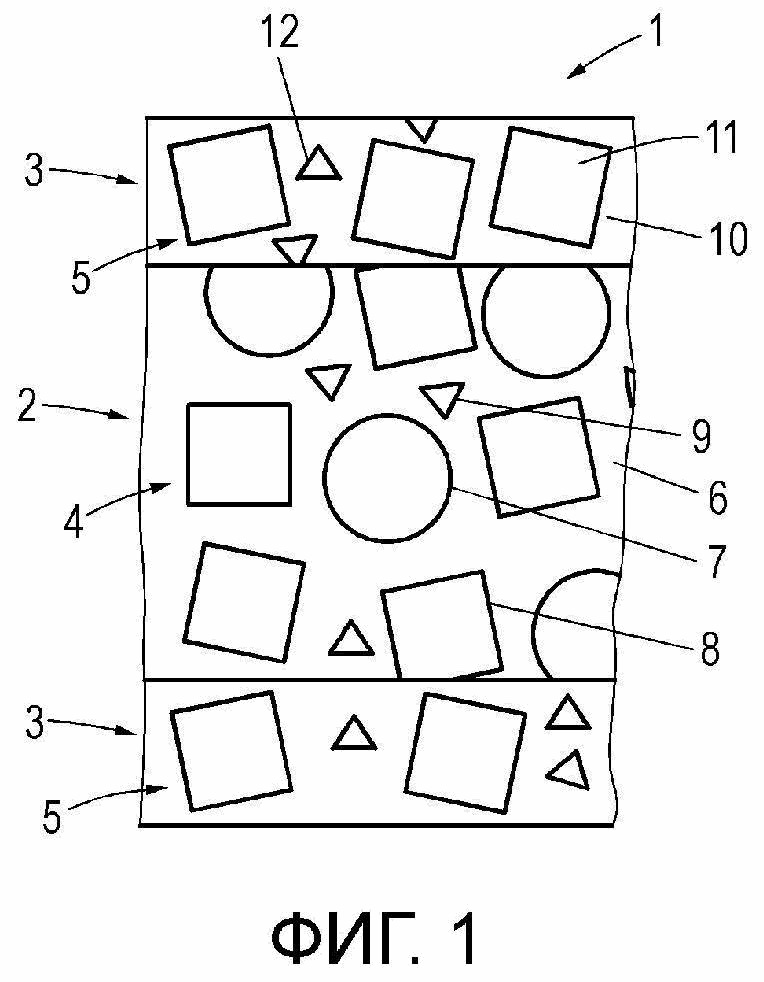
1. Санитарно-технический прибор, включающий в себя несущее тело (2), имеющее по меньшей мере частично шлифованную поверхность и нанесенное на эту шлифованную поверхность образующее наружную сторону санитарно-технического прибора наружное покрытие (3), причем несущее тело (2) состоит из первого композитного материала (4) из наполненной полимерной связующей матрицы (6), содержащей по меньшей мере один наполнитель в виде полых стеклянных шариков (7), а наружное покрытие (3) состоит из второго композитного материала (5) из наполненной по меньшей мере одним наполнителем полимерной связующей матрицы (10), которая не содержит полых стеклянных шариков.
2. Санитарно-технический прибор по п.1, отличающийся тем, что компоненты первого композитного материала (4) и компоненты второго композитного материала (5) одинаковы, за исключением полых стеклянных шариков (7), или что часть компонентов первого композитного материала (4) или все компоненты первого композитного материала (4), наряду с полыми стеклянными шариками (7), различаются с компонентами второго композитного материала (5).
3. Санитарно-технический прибор по п.1 или 2, отличающийся тем, что второй композитный материал (5) содержит в качестве наполнителя по меньшей мере одно огнезащитное средство (11), в частности тригидрат алюминия.
4. Санитарно-технический прибор по любому из пп. 1-3, отличающийся тем, что второй композитный материал (5) содержит по меньшей мере одну красящую добавку (12), в частности органический пигмент или неорганический пигмент.
5. Санитарно-технический прибор по п.4, отличающийся тем, что неорганическим пигментом является диоксид титана.
6. Санитарно-технический прибор по любому из пп. 1-5, отличающийся тем, что второй композитный материал (5) содержит (в вес. % отвержденного композитного материала):
полимерное связующее средство 44,0-64,0;
огнезащитное средство 35,0-55,0;
красящая добавка 1,0-5,0.
7. Санитарно-технический прибор по любому из пп. 1-6, отличающийся тем, что первый композитный материал (4) содержит (в вес. % отвержденного композитного материала):
полимерное связующее средство 34,0-49,0;
огнезащитное средство + при необходимости кварц 47,0-62,0;
полые стеклянные шарики 1,0-5,1;
красящая добавка 2,4-2,8.
8. Санитарно-технический прибор по любому из пп. 1-6, отличающийся тем, что первый композитный материал (4) содержит далее в качестве наполнителя карбонат металла (13), в частности карбонат кальция.
9. Санитарно-технический прибор по любому из пп. 1-8, отличающийся тем, что первый композитный материал (4) содержит (в вес. % отвержденного композитного материала):
полимерное связующее средство 19,0-50,0;
карбонат металла 45,0-70,0;
полые стеклянные шарики 0,5-9,5.
10. Санитарно-технический прибор по п.8 или 9, отличающийся тем, что первый композитный материал (4) содержит в качестве наполнителя по меньшей мере одно огнезащитное средство (8), в частности тригидрат алюминия, максимум до 21 вес. %.
11. Санитарно-технический прибор по любому из пп. 8-10, отличающийся тем, что первый композитный материал (4) содержит по меньшей мере одну красящую добавку (9), в частности органический пигмент или неорганический пигмент, максимум до 5,0 вес. %.
12. Санитарно-технический прибор по п.11, отличающийся тем, что неорганическим пигментом является диоксидом титана.
13. Санитарно-технический прибор по любому из пп. 1-5, 7-12, отличающийся тем, что первый и/или второй композитный материал (4, 5) содержит далее в качестве наполнителя кварц, причем первый композитный материал содержит кварц максимум до 10,1 вес. %, а второй композитный материал содержит кварц максимум до 5,7 вес. %.
14. Санитарно-технический прибор по любому из пп. 1-13, отличающийся тем, что первый и/или второй композитный материал (4, 5) содержит далее в качестве наполнителя доломит, причем первый и второй композитный материал (4, 5) содержит доломит в каждом случае максимум до 7,3 вес. %.
15. Санитарно-технический прибор по любому из пп. 1-14, отличающийся тем, что первый и/или второй композитный материал (4, 5) содержит далее один или несколько наполнителей, выбранных из циркона, мусковита, граната, меланита и полевого шпата, в каждом случае максимум до 3,8 вес. %.
16. Санитарно-технический прибор по любому из пп. 1-15, отличающийся тем, что толщина наружного покрытия (3) составляет между 0,1-2,0 мм, в частности между 0,2-1,5 мм.
17. Санитарно-технический прибор по любому из пп. 1-16, отличающийся тем, что общая толщина несущего тела (2) и наружного покрытия (3) составляет между 8,0-26,0 мм.
18. Санитарно-технический прибор по любому из пп. 1-17, отличающийся тем, что санитарно-технический прибор является ванной, душевой ванной, душевым поддоном, умывальной раковиной, умывальным столом или унитазом.
19. Способ изготовления санитарно-технического прибора по любому из пп. 1-18, отличающийся тем, что на несущее тело (2) из первого композитного материала (3) из наполненной полимерной связующей матрицы (6), содержащей по меньшей мере один наполнитель в виде полых стеклянных шариков (7), наносят текучее наружное покрытие (5) из наполненного по меньшей мере одним наполнителем, однако не содержащего полых стеклянных шариков (7), полимерного связующего средства (10), которое затем отверждается, образуя второй композитный материал (5).
20. Способ по п.19, включающий в себя следующие шаги:
- заливка полимерной заливочной массы из наполненного полимерного связующего средства, содержащего по меньшей мере один наполнитель в виде полых стеклянных шариков (7), в форму и отверждение заливочной массы с образованием несущего тела (2),
- термическая и/или механическая дополнительная обработка извлеченного из формы несущего тела (2),
- нанесение следующей полимерной текучей массы из наполненного по меньшей мере одним наполнителем, однако не содержащего полых стеклянных шариков (7), полимерного связующего средства для образования наружного покрытия (5),
- термическая дополнительная обработка для отверждения наружного покрытия (5) и при необходимости механическая дополнительная обработка наружного покрытия (5).
21. Способ по п.19 или 20, отличающийся тем, что текучую массу распыляют или наносят посредством погружения.
22. Способ изготовления санитарно-технического прибора по любому из пп. 1-18, отличающийся тем, что в форму для покрытия поверхностей формы вводят текучую массу из наполненного по меньшей мере одним наполнителем, однако не содержащего полых стеклянных шариков (7), полимерного связующего средства, которая, по меньшей мере, затвердевает для образования наружного покрытия (5), после чего в форму вводят, заполняя изнутри наружное покрытие (5), следующую содержащую наполнитель в виде полых стеклянных шариков (7) полимерную заливочную массу, после чего массу и заливочную массу отверждают, образуя два композитных материала (4, 5).
23. Способ по п.22, включающий в себя следующие шаги:
- распыление текучей массы из наполненного по меньшей мере одним наполнителем, однако не содержащего полых стеклянных шариков (7) полимерного связующего средства на поверхности формы,
- термическая обработка покрытия таким образом, что покрытие затвердевает, образуя наружное покрытие (5),
- заливка с заполнением изнутри наружного покрытия (5) следующей содержащей наполнитель в виде полых стеклянных шариков (7) полимерной заливочной массы в форму,
- отверждение массы и заливочной массы,
- термическая дополнительная обработка санитарно-технического прибора и при необходимости механическая дополнительная обработка наружного покрытия (5).
| САМООЧИЩАЮЩИЙСЯ КОМПОЗИТНЫЙ МАТЕРИАЛ ДЛЯ ПРОИЗВОДСТВА ФОРМОВАННЫХ ДЕТАЛЕЙ ИНТЕРЬЕРА КУХНИ И ВАННОЙ КОМНАТЫ | 2016 |
|
RU2687917C1 |
| Композиция для ремонта стеклоэмалевого покрытия | 1987 |
|
SU1541195A1 |
| УСТОЙЧИВЫЕ К ЦАРАПИНАМ И ИЗНОСОСТОЙКИЕ ПОКРЫТИЯ НА ПОЛИМЕРНЫХ ПОВЕРХНОСТЯХ | 2007 |
|
RU2447113C9 |
| УСТОЙЧИВЫЕ К ЦАРАПИНАМ И ИЗНОСОСТОЙКИЕ ПОКРЫТИЯ НА ПОЛИМЕРНЫХ ПОВЕРХНОСТЯХ | 2007 |
|
RU2447113C9 |
| WO 2013017651 A1, 07.02.2013. | |||

