ВСПОМОГАТЕЛЬНАЯ ИНФОРМАЦИЯ
1) ОБЛАСТЬ ТЕХНИКИ
[0001] Настоящее изобретение относится в целом к слоистым композитным конструкциям, и системам и способам их изготовления, а в частности, к слоистым композитным пластинчатым стрингерам, лонжеронам и другим конструкциям летательных аппаратов, а также системам и способам их изготовления.
2) УРОВЕНЬ ТЕХНИКИ
[0002] Композитные конструкции используются в самых разных областях. Вследствие своих конструктивных характеристик высокой прочности и низкого веса композитные конструкции все чаще используются в авиастроении для образования фюзеляжа, крыльев, хвостовой части и других деталей. Крылья летательных аппаратов могут включать в себя стрингеры, такие как пластинчатые стрингеры, лонжероны, нервюры и панели обшивки, которые могут быть изготовлены из композитов, например слоистых композитов. Слоистые композиты обычно состоят из множества слоев армированных волокнами композиционных материалов, соединенных вместе связующим материалом, таким как адгезив, для обеспечения полезных свойств, таких как прочность, жесткость при изгибе, жесткость в плоскости и грузонесущая эффективность. В частности, согласно критериям проектирования конструкции летательных аппаратов конструкция крыла должна выдерживать предельные нагрузки с едва заметным повреждением при ударе (barely visible impact damage, BVID), т.е. повреждением, которое может быть не замечено при обычных визуальных осмотрах.
[0003] Однако слоистые композиты могут быть подвержены повреждениям во время изготовления и ремонта в процессе эксплуатации при ударном воздействии на открытые или незащищенные края. Например, при ударном воздействии со стороны объекта, обладающего достаточной энергией для того, чтобы вызвать едва заметное повреждение при ударе, может возникнуть внутреннее повреждение слоистого композита, такое как разрыв волокна и расслаивание, что снижает конструктивные характеристики слоистого композита. Едва заметные повреждения при ударе могут иметь особое значение для геометрических характеристик слоистого композитного пластинчатого стрингера вследствие вертикальной внешней кромки пластинчатого стрингера, которая открыта или незащищена. Такие ударные повреждения слоистых композитов могут быть почти незаметны, даже если внутренние повреждения могут быть весьма значительными. Таким образом, слоистые композитные конструкции обычно должны быть рассчитаны так, чтобы учитывать довольно значительные повреждения, что может привести к увеличению производственных затрат, увеличению веса и в целом снизить рабочие характеристики.
[0004] Существуют известные устройства и способы для уменьшения BVID-повреждения слоистых композитов. Одно из таких известных устройств и способов включает в себя покрытие кромки или полки, состоящее из множества слоев материала, таких как слои из стекловолокна, предназначенные для закрытия открытой вертикальной внешней кромки слоистого композита, такого как слоистый композитный пластинчатый стрингер. Это может улучшить индикацию повреждения, что, в свою очередь, может улучшить порог обнаружения, что позволяет выполнить слоистый композит со сниженным уровнем повреждений. Однако такое известное покрытие кромки или полки может потребовать использования дополнительных материалов во время изготовления слоистого композита, что, в свою очередь, может привести к увеличению производственных затрат. Кроме того, такое известное покрытие кромки или полки может потребовать дополнительных этапов изготовления, что, в свою очередь, может привести к увеличению расходования временных, трудовых ресурсов и увеличению производственных затрат.
[0005] Кроме того, существуют другие известные устройства и способы для уменьшения BVID-повреждений слоистых композитов. Такие известные устройства и способы включают повышение устойчивости к повреждениям путем использования вторичных структур, таких как структурные внешние обертки и прошивание, для слоистых композитов. Структурные внешние обертки могут включать в себя механические устройства, такие как зажимы, которые способствуют удерживанию слоистого композита вместе при ударном воздействии, или могут включать в себя механические индикаторы, которые указывают или показывают начало первоначального повреждения. Прошивание включает прошивание высокопрочного волокна между слоями слоистого композита до отверждения, с тем чтобы уменьшить расслаивание. Однако такие известные структурные внешние обертки и прошивание могут потребовать использования дополнительных материалов во время изготовления слоистого композита, что, в свою очередь, может привести к увеличению производственных затрат. Кроме того, такие известные структурные внешние обертки и прошивание могут потребовать дополнительных этапов изготовления, что, в свою очередь, может привести к увеличению расходования временных, трудовых ресурсов и увеличению производственных затрат.
[0006] Соответственно, в данной области техники существует потребность в усовершенствованных устройстве, системе и способе для обеспечения слоистых композитных конструкций с улучшенной стойкостью к ударным нагрузкам, которые легко могут быть встроены в процесс изготовления без необходимости в дополнительных материалах, вспомогательных структурах и дополнительных производственных этапах, а также обеспечивают преимущества по сравнению с известными устройствами, системами и способами.
РАСКРЫТИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
[0007] Примеры реализации раскрытия настоящего изобретения обеспечивают усовершенствованные устройство, систему и способ для создания слоистых композитных конструкций с улучшенной стойкостью к ударным нагрузкам. Как раскрыто в нижеследующем подробном описании, исполнения улучшенного устройства, системы и способа для создания слоистых композитных конструкций с улучшенной стойкостью к ударным нагрузкам могут обеспечить значительные преимущества по сравнению с известными устройствами, системами и способами.
[0008] В одном исполнении представлена слоистая композитная конструкция, имеющая улучшенную стойкость к ударным нагрузкам и улучшенную прочность. Слоистая композитная конструкция содержит множество уложенных в стопу слоев, выполненных из композиционного материала. Указанное множество уложенных в стопу слоев имеет один или более межслойных гофр, образованных внутри указанного множества уложенных в стопу слоев. Каждый межслойный гофр имеет профиль по существу синусоидальной формы и имеет глубину и длину, зависящие от размера образованной слоистой композитной конструкции. Слоистая композитная конструкция с указанными одним или более межслойными гофрами имеет улучшенную прочность и улучшенную стойкость к ударным нагрузкам на открытой кромке слоистой композитной конструкции при воздействии на открытую кромку ударной силы.
[0009] Еще в одном исполнении представлена система для образования слоистой композитной конструкции, имеющей один или более межслойных гофр и имеющей улучшенную стойкость к ударным нагрузкам и улучшенную прочность. Система содержит слоистую сборку.
[0010] Слоистая сборка содержит первый слоистый материал, соединенный со вторым слоистым материалом. Первый слоистый материал соединен с первой пластиной оснастки, и второй слоистый материал соединен со второй пластиной оснастки. Слоистая сборка также содержит один или более элементов обеспечения зазора, соединенных между первым слоистым материалом и вторым слоистым материалом. Указанные один или более элементов обеспечения зазора образуют область зазора между первым слоистым материалом и вторым слоистым материалом.
[0011] Система также содержит систему повышения давления, соединенную со слоистой сборкой, для создания области низкого давления в области зазора для образования указанных одного или более межслойных гофр во время консолидации и отверждения слоистой сборки и образования слоистой композитной конструкции, имеющей указанные один или более межслойные гофры. Слоистая композитная конструкция с указанными одним или более межслойными гофрами имеет улучшенную прочность и улучшенную стойкость к ударным нагрузкам на открытой кромке слоистой композитной конструкции при воздействии на открытую кромку ударной силы.
[0012] Еще в одном исполнении представлен способ образования слоистой композитной конструкции, имеющей один или более межслойных гофр и имеющей улучшенную стойкость к ударным нагрузкам и улучшенную прочность. Способ включает этап образования слоистой сборки, содержащей по меньшей мере первый слоистый материал, соединенный со вторым слоистым материалом, и один или более элементов обеспечения зазора, соединенных между первым слоистым материалом и вторым слоистым материалом, для образования области зазора между первым слоистым материалом и вторым слоистым материалом.
[0013] Способ также включает этап использования системы повышения давления для консолидации слоистой сборки и для создания области низкого давления в области зазора для образования указанных одного или более межслойных гофр. Способ также включает отверждение слоистой сборки с образованием слоистой композитной конструкции, имеющей указанные один или более межслойные гофры, причем образуемая слоистая композитная конструкция имеет улучшенную стойкость к ударным нагрузкам и улучшенную прочность.
[0014] Указанные признаки, функции и преимущества могут быть получены независимо в различных исполнениях или вариантах реализации раскрытия изобретения или могут быть скомбинированы в других исполнениях или вариантах реализации, дальнейшие подробности которых могут быть рассмотрены со ссылкой на последующее описание и фигуры чертежей.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0015] Раскрытие изобретения может быть более понятным со ссылкой на последующее подробное описание, рассмотренное совместно с сопровождающими чертежами, которые иллюстрируют примерные исполнения или варианты реализации, но которые необязательно выполнены в масштабе, причем:
[0016] на ФИГ. 1 представлена иллюстрация перспективного вида летательного аппарата, который включает в себя один или более исполнений слоистой композитной конструкции согласно раскрытию изобретения;
[0017] на ФИГ. 2 представлена иллюстрация блок-схемы исполнения способа изготовления и обслуживания летательного аппарата;
[0018] на ФИГ. 3 представлена иллюстрация функциональной схемы одного исполнения летательного аппарата;
[0019] на ФИГ. 4A представлена иллюстрация вида снизу известной панели крыла летательного аппарата с показом множества стрингеров;
[0020] на ФИГ. 4B представлено увеличенное сечение известной панели крыла летательного аппарата по ФИГ. 4A, выполненное по линии 4B-4B на ФИГ. 4A;
[0021] на ФИГ. 5A представлена иллюстрация сечения известного слоистого композитного пластинчатого стрингера с показом места ударного воздействия на открытой кромке;
[0022] на ФИГ. 5B представлена иллюстрация перспективного вида известного слоистого композитного пластинчатого стрингера с показом области ударного повреждения;
[0023] на ФИГ. 6A представлена иллюстрация сечения слоистой композитной конструкции, в виде слоистого композитного пластинчатого стрингера, с одним исполнением межслойных гофр согласно раскрытию изобретения;
[0024] на ФИГ. 6B представлена иллюстрация сечения слоистой композитной конструкции, в виде слоистого композитного пластинчатого стрингера, с другим исполнением межслойных гофр согласно раскрытию изобретения;
[0025] на ФИГ. 6C представлена иллюстрация сечения слоистой композитной конструкции, в виде слоистого композитного пластинчатого стрингера, еще с одним исполнением межслойных гофр согласно раскрытию изобретения, и с покрытием кромки;
[0026] на ФИГ. 6D представлена иллюстрация перспективного вида одного исполнения слоистой композитной конструкции, выполненной в виде слоистого композитного пластинчатого стрингера, с показом ширины межслойных гофр согласно раскрытию изобретения;
[0027] на ФИГ. 7 представлена схема увеличенного сечения участка в виде пиков и впадин межслойного гофра с показом глубины и длины;
[0028] на ФИГ. 8A представлен покомпонентный перспективный вид одного исполнения слоистой сборки, концевых пластин и пленочного слоя, которые могут быть использованы в системе для образования слоистой композитной конструкции с межслойными гофрами согласно раскрытию изобретения;
[0029] на ФИГ. 8B представлена схема вида спереди с частичным вырезом системы для образования слоистой композитной конструкции с межслойными гофрами согласно раскрытию изобретения;
[0030] на ФИГ. 8C представлена схема вида спереди с сечением образованной слоистой композитной конструкции с межслойными гофрами согласно раскрытию изобретения;
[0031] на ФИГ. 9 представлена иллюстрация функциональной схемы, показывающей приводимые в качестве примера исполнения системы для образования слоистой композитной конструкции с межслойными гофрами и образованные слоистые композитные конструкции с межслойными гофрами согласно раскрытию изобретения; и
[0032] на ФИГ. 10 представлена иллюстрация блок-схемы приводимого в качестве примера исполнения способа согласно раскрытию изобретения образования слоистой композитной конструкции с межслойными гофрами.
[0033] Каждая фигура чертежей, показанная в этом раскрытии изобретения, показывает изменение аспекта представленных вариантов реализации, и подробно будут раскрыты только отличия.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
[0034] Раскрытые исполнения или варианты реализации будут теперь более подробно описаны ниже со ссылкой на прилагаемые чертежи, на которых показаны некоторые, но не все раскрытые варианты реализации. Фактически может быть обеспечено несколько различных исполнений или вариантов реализации, которые не должны истолковываться как ограниченные исполнениями или вариантами реализации, изложенными в настоящем документе. Напротив, эти исполнения или варианты реализации приведены с тем, чтобы это раскрытие было полным и полностью передавало объем раскрытия изобретения специалистам в данной области техники.
[0035] Со ссылкой на чертежи, на ФИГ. 1 представлена иллюстрация перспективного вида транспортного средства 12, выполненного, например, в виде летательного аппарата 12a, который включает в себя одно или более исполнений слоистой композитной конструкции 10, согласно раскрытию изобретения. Как также показано на ФИГ. 1, транспортное средство 12, выполненное, например, в виде летательного аппарата 12a, содержит фюзеляж 14, носовую часть 16, крылья 18, двигатели 20 и хвостовое оперение 22, содержащее горизонтальные стабилизаторы 24 и вертикальный стабилизатор 26.
[0036] Слоистая композитная конструкция 10 (см. ФИГ. 1, 6A-6D, 8C, 9) имеет один или более межслойных гофр 100 (см. ФИГ. 6A-6D, 8C, 9). Слоистая композитная конструкция 10 (см. ФИГ. 1, 6A-6D, 8C, 9) с указанными одним или более межслойными гофрами 100 (см. ФИГ. 6A-6D, 8C, 9) может быть в виде слоистой композитной готовой детали 28 (см. ФИГ. 1, 9), такой как слоистый композитный пластинчатый стрингер 28a (см. ФИГ. 1, 9), имеющий открытую кромку 80 (см. ФИГ. 6A-6D, 9). Слоистая композитная конструкция 10 (см. ФИГ. 1, 8C, 9) с указанными одним или более межслойными гофрами 100 (см. ФИГ. 6A-6D, 8C, 9) также может содержать слоистую композитную панель 28b обшивки (см. ФИГ. 9), слоистый композитный лонжерон 28c (см. ФИГ. 9), слоистую композитную поверхность 28d управления полетом (см. ФИГ. 9), слоистый композитный испытательный образец 11 (см. ФИГ. 9), или другую подходящую слоистую композитную конструкцию, имеющую открытую кромку. Хотя на ФИГ. 1 показана слоистая композитная конструкция 10, используемая в транспортном средстве 12, таком как летательный аппарат 12a, слоистая композитная конструкция 10 также может быть образована и использована в других транспортных средствах, таких как винтокрыл, водное судно, автомобили или другое подходящее транспортное средство или другая подходящая конструкция, имеющие слоистую композитную конструкцию с открытой кромкой.
[0037] Со ссылкой на ФИГ. 2 и 3, на ФИГ. 2 представлена иллюстрация блок-схемы варианта реализации способа 30 изготовления и обслуживания летательного аппарата. На ФИГ. 3 представлена иллюстрация функциональной схемы варианта реализации летательного аппарата 46. Со ссылкой на ФИГ. 2-3, варианты реализации раскрытия изобретения могут быть описаны в контексте способа 30 изготовления и обслуживания летательного аппарата, как показано на ФИГ. 2, и летательного аппарата 46, как показано на ФИГ. 3. Во время подготовки к изготовлению приводимый в качестве примера способ 30 изготовления и обслуживания летательного аппарата (см. ФИГ. 2) может включать в себя разработку спецификации и проектирование 32 (см. ФИГ. 2) летательного аппарата 46 (см. ФИГ. 3) и материальное снабжение 34 (см. ФИГ. 2). Во время производства происходит изготовление 36 (см. ФИГ. 2) компонентов и сборочных узлов и интеграция 38 систем (см. ФИГ. 2) летательного аппарата 46 (см. ФИГ. 3). После этого летательный аппарат 46 (см. ФИГ. 3) может пройти через стадию сертификации и доставки 40 (см. ФИГ. 2) для ввода в эксплуатацию 42 (см. ФИГ. 2). При эксплуатации 42 (см. ФИГ. 2) заказчиком летательный аппарат 46 (см. ФИГ. 3) может подпадать под регламентное техобслуживание и текущий ремонт 44 (см. ФИГ. 2), которые также могут включать модернизацию, перенастройку, переоборудование и другие подходящие услуги.
[0038] Каждый из процессов способа 30 изготовления и обслуживания летательного аппарата (см. ФИГ. 2) может быть выполнен или осуществлен системным интегратором, третьей стороной и/или оператором (например, заказчиком). Для целей настоящего описания системный интегратор может включать в себя, помимо прочего, любое количество производителей летательных аппаратов, субподрядчиков по основным системам; третья сторона может включать в себя, помимо прочего, любое количество продавцов, субподрядчиков и поставщиков; и оператор может включать в себя авиакомпанию, лизинговую компанию, военную организацию, обслуживающую организацию и иных подходящих операторов.
[0039] Как показано на ФИГ. 3, летательный аппарат 46, полученный приводимым в качестве примера способом 30 изготовления и обслуживания летательного аппарата (см. ФИГ. 2), может включать в себя корпус 48 с множеством систем 50 и внутренней частью 52. Как также показано на ФИГ. 3, примеры систем 50 могут включать в себя одно или более из движительной системы 54, электрической системы 56, гидравлической системы 58 и климатической системы 60. Может быть включено любое количество других систем. Хотя показан пример из аэрокосмической промышленности, принципы раскрытия изобретения могут быть применены в других областях промышленности, таких как автомобильная промышленность.
[0040] Способы и системы, воплощаемые по настоящему документу, могут быть использованы во время любого одного или более этапов способа 30 изготовления и обслуживания летательного аппарата (см. ФИГ. 2). Например, компоненты или сборочные узлы, соответствующие изготовлению 36 (см. ФИГ. 2) компонентов и сборочных узлов, могут быть изготовлены или получены способом, аналогичным получению компонентов или сборочных узлов, когда летательный аппарат 46 (см. ФИГ. 3) находится в эксплуатации 42 (см. ФИГ. 2). Кроме того, один или более вариантов реализации устройств, вариантов реализации способа или комбинация указанного могут быть использованы во время изготовления 36 (см. ФИГ. 2) компонентов и сборочных узлов и интеграции 38 систем (см. ФИГ. 2), например, с существенным ускорением сборки или уменьшением стоимости летательного аппарата 46 (см. ФИГ. 3). Аналогичным образом, один или более вариантов исполнения или реализации устройств, вариантов исполнения или реализации способа или комбинация указанного могут быть использованы, когда летательный аппарат 46 (см. ФИГ. 3) находится в эксплуатации 42 (см. ФИГ. 2), например и без ограничения, для регламентного техобслуживания и текущего ремонта 44 (см. ФИГ. 2).
[0041] Со ссылкой на ФИГ. 4A, на ФИГ. 4A представлена иллюстрация вида снизу известной панели 62 крыла летательного аппарата, такой как композитная панель 62a крыла летательного аппарата, с показом направления вперед, назад, внутрь и наружу. Известная композитная панель 62a крыла летательного аппарата (см. ФИГ. 4A) прикреплена к законцовке 64 крыла (см. ФИГ. 4A) на наружном конце и прикреплена к центральному кессону 65 крыла (см. ФИГ. 4A) на внутреннем конце. Известная композитная панель 62a крыла летательного аппарата (см. ФИГ. 4A) в общем случае армирована множеством стрингеров 66 (см. ФИГ. 4A), в том числе пластинчатыми стрингерами 66a (см. ФИГ. 4A). На ФИГ. 4A показана нижняя сторона 68 указанного множества стрингеров 66 со снятой панелью 70 обшивки (см. ФИГ. 4B).
[0042] На ФИГ. 4B представлено увеличенное сечение известной панели 62 крыла летательного аппарата, такой как композитная панель 62a крыла летательного аппарата, по ФИГ. 4A, выполненное по линии 4B-4B на ФИГ. 4A. На ФИГ. 4B показаны направления вперед и назад, и лонжерон 72, такой как передний лонжерон 72a. На ФИГ. 4B также показаны указанное множество стрингеров 66, в том числе пластинчатые стрингеры 66a и шляпные стрингеры 66b, которые прикреплены к панели 70 обшивки, такой как верхняя панель 70a обшивки или нижняя панель 70b обшивки, в местах 74 внутреннего крепления. Как показано на ФИГ. 4B, каждый пластинчатый стрингер 66a в общем случае включает в себя стенку 76 и основание 78, при этом основание 78 прикреплено к панели 70 обшивки в месте 74 внутреннего крепления, а стенка 76 имеет открытую кромку 80.
[0043] На ФИГ. 5A представлена иллюстрация сечения известного пластинчатого стрингера 66a, прикрепленного к панели 70 обшивки, и с показом ударных сил 88 со стороны объекта (не показано) или объектов (не показано), созданных в месте 90 ударного воздействия, таких как открытая кромка 80, стенки 76. Как показано на ФИГ. 5A, ударная сила 88 может включать в себя одну ударную силу 88a, перпендикулярную открытой кромке 80 стенки 76, и/или может включать в себя другую ударную силу 88b под углом к открытой кромке 80 стенки 76. Ударные силы 88, показанные на ФИГ. 5A, являются просто примерными и не ограничиваются показанными. На ФИГ. 5A показан известный пластинчатый стрингер 66a, содержащий стенку 76, в том числе первую стеночную часть 76a и вторую стеночную часть 76b, основание 78, в том числе полки 82 и нижнюю основную часть 84, и заполнительную часть 86. Полки 82 (см. ФИГ. 5A) включают в себя первую полочную часть 82a (см. ФИГ. 5A) и вторую полочную часть 82b (см. ФИГ. 5A). Первая стеночная часть 76a, вторая стеночная часть 76b и основание 78 в общем случае образованы из множества уложенных в стопу пластов слоев 92. Ударная сила 88 (см. ФИГ. 5A), такая как ударные силы 88a, 88b (см. ФИГ. 5A), воздействующая на стенку 76 (см. ФИГ. 5A) в месте 90 ударного воздействия (см. ФИГ. 5A), может вызвать расслаивание или разрыв волокна между указанным множеством уложенных в стопу пластов слоев 92 (см. ФИГ. 5A) первой стеночной части 76a и второй стеночной части 76b, что может ухудшить конструктивные характеристики известного пластинчатого стрингера 66a. Такое расслаивание или разрыв волокна может быть трудно обнаружить.
[0044] На ФИГ. 5B представлена иллюстрация перспективного вида известного пластинчатого стрингера 66a с показом области 94 ударного повреждения стенки 76. Как показано на ФИГ. 5B, область 94 ударного повреждения, такая как от ударной силы 88 (см. ФИГ. 5A), например ударных сил 88a, 88b (см. ФИГ. 5A), может быть обширной, например, как показано длиной 96 и глубиной 98 области 94 ударного повреждения, однако может быть незаметной. Если поврежденный известный пластинчатый стрингер 66a (см. ФИГ. 5B) подвергнут воздействию сил сжатия, приложенных внутрь к каждому концу стенки 76, область 94 ударного повреждения может изгибаться с разделением указанного множества уложенных в стопу пластов слоев 92 (см. ФИГ. 5A) первой стеночной части 76a (см. ФИГ. 5A) и второй стеночной части 76b (см. ФИГ. 5A), и может еще больше ухудшить конструктивные характеристики известного пластинчатого стрингера 66a (см. ФИГ. 5A). На ФИГ. 5B также показаны стенка 76 и основание 78 известного пластинчатого стрингера 66a, и показан известный пластинчатый стрингер 66a, прикрепленный к панели 70 обшивки.
[0045] Со ссылкой на ФИГ. 6A-6D, на ФИГ. 6A представлена иллюстрация сечения слоистой композитной конструкции 10, выполненной, например, в виде слоистого композитного пластинчатого стрингера 28a, с одним исполнением межслойных гофр 100 согласно раскрытию изобретения. На ФИГ. 6B представлена иллюстрация сечения слоистой композитной конструкции 10, выполненной в виде слоистого композитного пластинчатого стрингера 28a, с другим исполнением межслойных гофр 100 согласно раскрытию изобретения. На ФИГ. 6C представлена иллюстрация сечения слоистой композитной конструкции 10, выполненной в виде слоистого композитного пластинчатого стрингера 28a, еще с одним исполнением межслойных гофр 100 согласно раскрытию изобретения, и с покрытием 104 кромки. На ФИГ. 6D представлена иллюстрация перспективного вида одного исполнения слоистой композитной конструкции 10, выполненной в виде слоистой композитной готовой детали 28, такой как слоистый композитный пластинчатый стрингер 28a, с межслойными гофрами 100.
[0046] На ФИГ. 6A-6D показана слоистая композитная конструкция 10, выполненная, например, в виде слоистого композитного пластинчатого стрингера 28a, содержащего стенку 76, в том числе первую стеночную часть 76a и вторую стеночную часть 76b, основание 78, в том числе полки 82 и нижнюю основную часть 84, и заполнительную часть 86. На ФИГ. 6A-6D также показана стенка 76, имеющая открытую кромку 80, такую как открытая вертикальная внешняя кромка 80a. На ФИГ. 6A-6D также показаны полки 82, содержащие первую полочную часть 82a и вторую полочную часть 82b, и показана нижняя основная часть 84 основания 78, прикрепленная в месте 74 внутреннего крепления к панели 70 обшивки.
[0047] Как показано на ФИГ. 6A-6D, первая стеночная часть 76a и первая полочная часть 82a содержат множество уложенных в стопу слоев 102 или пластов, и предпочтительно образованы из указанного множества уложенных в стопу слоев 102 или пластов, таких как первое множество уложенных в стопу слоев 102a. Как также показано на ФИГ. 6A-6D, вторая стеночная часть 76b и вторая полочная часть 82b содержат множество уложенных в стопу слоев 102 или пластов, и предпочтительно образованы из указанного множества уложенных в стопу слоев 102 или пластов, таких как второе множество уложенных в стопу слоев 102b. Как также показано на ФИГ. 6A-6D, нижняя основная часть 84 содержит множество уложенных в стопу слоев 102 или пластов, и предпочтительно образована из указанного множества уложенных в стопу слоев 102 или пластов, таких как третье множество уложенных в стопу слоев 102c.
[0048] Указанное множество уложенных в стопу слоев 102 (см. ФИГ. 6A-6D) или пластов предпочтительно выполнены из композиционного материала 106 (см. ФИГ. 6D). Композиционный материал 106 (см. ФИГ. 6D) содержит смоляной материал 108 (см. ФИГ. 6D) или полимерную матрицу, армированный или армированную волокнистым материалом 107 (см. ФИГ. 6D). Как показано на ФИГ. 6A-6D, указанное множество уложенных в стопу слоев 102 или пластов, имеют один или более межслойных гофр 100, образованных внутри указанного множества уложенных в стопу слоев 102 или пластов. Каждый межслойный гофр 100 (см. ФИГ. 6A-6D) имеет профиль 101 по существу синусоидальной формы (см. ФИГ. 6A-6D). Каждый межслойный гофр 100 (см. ФИГ. 6A-6D) также имеет глубину 114 (см. ФИГ. 7, 9), длину 116 (см. ФИГ. 7, 9) и ширину 117 (см. ФИГ. 6D, 9), раскрытые более подробно ниже, которые зависят от размера 103 (см. ФИГ. 9) образованной слоистой композитной конструкции 10 (см. ФИГ. 6A-6D). Слоистая композитная конструкция 10 (см. ФИГ. 6A-6D) с указанными одним или более межслойными гофрами 100 (см. ФИГ. 6A-6D) предпочтительно имеет улучшенную прочность 202 (см. ФИГ. 9) и улучшенную стойкость 200 к ударным нагрузкам (см. ФИГ. 9) на открытой кромке 80 (см. ФИГ. 6A-6D), например, на открытой вертикальной внешней кромке 80a (см. ФИГ. 6A-6D), стенки 76 (см. ФИГ. 6A-6D), при воздействии на открытую кромку 80, такую как открытая вертикальная внешняя кромка 80a, одной или более ударных сил 88 (см. ФИГ. 9), например ударных сил 88a, 88b (см. ФИГ. 5A), со стороны объекта или объектов (не показано).
[0049] Как показано на ФИГ. 6A, в одном исполнении межслойные гофры 100, образованные в стенке 76 слоистой композитной конструкции 10, такой как слоистый композитный пластинчатый стрингер 28a, могут содержать крупные межслойные гофры 100a. Такие крупные межслойные гофры 100a (см. ФИГ. 6A) предпочтительно проходят вертикально вдоль по существу всей длины стенки 76 (см. ФИГ. 6A), например, включая первую стеночную часть 76a (см. ФИГ. 6A) и вторую стеночную часть 76b (см. ФИГ. 6A).
[0050] Как показано на ФИГ. 6B, еще в одном исполнении межслойные гофры 100, образованные в стенке 76 слоистой композитной конструкции 10, такой как слоистый композитный пластинчатый стрингер 28a, могут содержать средние межслойные гофры 100b. Такие средние межслойные гофры 100b (см. ФИГ. 6B) предпочтительно проходят вертикально вдоль примерно половины длины стенки 76 (см. ФИГ. 6B), например, включая первую стеночную часть 76a (см. ФИГ. 6B) и вторую стеночную часть 76b (см. ФИГ. 6B).
[0051] Как показано на ФИГ. 6C, еще в одном исполнении межслойные гофры 100, образованные в стенке 76 слоистой композитной конструкции 10, такой как слоистый композитный пластинчатый стрингер 28a, могут содержать небольшие межслойные гофры 100c. Такие небольшие межслойные гофры 100c предпочтительно проходят вертикально вдоль от примерно одной четверти до примерно одной трети длины стенки 76 (см. ФИГ. 6C), например, включая первую стеночную часть 76a (см. ФИГ. 6C) и вторую стеночную часть 76b (см. ФИГ. 6C). Как также показано на ФИГ. 6C, в частном случае может быть использовано покрытие 104 кромки вместе с межслойными гофрами 100 для обеспечения дополнительной защиты открытой кромки 80 стенки 76 посредством дополнительного поглощения и распределения ударной силы 88 (см. ФИГ. 9), или ударных сил 88, и посредством дополнительного препятствования разделению или повреждению указанного множества уложенных в стопу слоев 102 слоистого композитного пластинчатого стрингера 28a.
[0052] Как показано на ФИГ. 6D, ширина 117 каждого межслойного гофра 100 проходит вдоль ширины стенки 76 и проходит параллельно открытой кромке 80 стенки 76. Указанные один или более межслойные гофры 100 (см. ФИГ. 6D) выполнены предпочтительно поперечно стенке 76 (см. ФИГ. 6D) слоистого композитного пластинчатого стрингера 28a (см. ФИГ. 6D).
[0053] Со ссылкой на ФИГ. 7, на ФИГ. 7 представлена схема увеличенного сечения участка 109 в виде пиков и впадин межслойного гофра 100 с показом глубины 114 и длины 116 межслойного гофра 100. Каждый межслойный гофр 100 (см. ФИГ. 6A-6D, 7) содержит множество участков 109 в виде пиков и впадин (см. ФИГ. 7), состоящих из чередующихся пиков 110 (см. ФИГ. 7) и впадин 112 (см. ФИГ. 7). Как показано на ФИГ. 7, каждый участок 109 в виде пиков и впадин межслойного гофра 100 содержит пик 110 и впадины 112, такие как первая часть 112a в виде впадины и вторая часть 112b в виде впадины. Глубина 114 (см. ФИГ. 7) предпочтительно содержит высоту 114a (см. ФИГ. 7) пика 110 (см. ФИГ. 7). Глубина 114 (см. ФИГ. 7) каждого межслойного гофра 100 (см. ФИГ. 7) предпочтительно находится в диапазоне от 0,01 дюйма до 0,35 дюйма (0,254-8,89 мм). Например, крупный межслойный гофр 100a (см. ФИГ. 6A) может иметь глубину 114 (см. ФИГ. 7) в диапазоне от 0,025 дюйма до 0,035 дюйма (0,635-0,889 мм), а небольшой межслойный гофр 100c (см. ФИГ. 6C) может иметь глубину 114 в диапазоне от 0,01 дюйма до 0,024 дюйма (0,254-0,6096 мм). Глубина 114 (см. ФИГ. 7) межслойного гофра 100 (см. ФИГ. 7) предпочтительно определяется по центру текстильного материала или пласта, или под углом 90 градусов к пласту, указанного множества уложенных в стопу слоев 102 (см. ФИГ. 6D) или пластов.
[0054] Как показано на ФИГ. 7, длина 116 каждого межслойного гофра 100 предпочтительно имеет длину 116a искажения, измеряемую между первой точкой 118a прохождения касательной первой части 112a в виде впадины и второй точкой 118b прохождения касательной второй части 112b в виде впадины, при этом между первой частью 112a в виде впадины и второй частью 112b в виде впадины образован пик 110. Длина 116 (см. ФИГ. 7) каждого межслойного гофра 100 (см. ФИГ. 7) предпочтительно находится в диапазоне от 0,20 дюйма до 0,60 дюйма (5,08-15,24 мм). Длина 116 (см. ФИГ. 7) каждого межслойного гофра 100 (см. ФИГ. 7) более предпочтительно находится в диапазоне от 0,35 дюйма до 0,55 дюйма (8,89-13,97 мм). Однако длина 116 может изменяться в зависимости от используемой системы 106 композиционных материалов.
[0055] Каждый межслойный гофр 100 (см. ФИГ. 7, 9) также имеет заданное отношение (L/D) 119 (см. ФИГ. 9) длины 116 (см. ФИГ. 7, 9) к глубине 114 (см. ФИГ. 7, 9). Каждый межслойный гофр 100 (см. ФИГ. 6D, 9) также имеет ширину 117 (см. ФИГ. 6D, 9).
[0056] Со ссылкой на. 8A-8C, на ФИГ. 8A представлен покомпонентный перспективный вид одного исполнения слоистой сборки 120, концевых пластин 160 и пленочного слоя 170, которые могут быть использованы в системе 172 (см. ФИГ. 8B, 9) для образования слоистой композитной конструкции 10 (см. ФИГ. 6A-6D, 8C, 9) с межслойными гофрами 100 (см. ФИГ. 6A-6D, 8C, 9) согласно раскрытию изобретения. На ФИГ. 8B представлена схема вида спереди с частичным вырезом системы 172 для образования слоистой композитной конструкции 10 с межслойными гофрами 100 согласно раскрытию изобретения. На ФИГ. 8C представлена схема вида спереди с сечением образованной слоистой композитной конструкции 10 с межслойными гофрами 100 согласно раскрытию изобретения, образованными с использованием системы 172 (см. ФИГ. 8B).
[0057] Как показано на ФИГ. 8A-8B, в одном исполнении система 172 (см. ФИГ. 8B) содержит слоистую сборку 120 со слоистыми материалами 122, например, в виде первого слоистого материала 122a, соединенного или выполненного с возможностью соединения со вторым слоистым материалом 122b. Каждый из первого слоистого материала 122a (см. ФИГ. 8A-8B) и второго слоистого материала 122b (см. ФИГ. 8A-8B) может предпочтительно содержать половину 124 слоистого материала от общей толщины готовой или образованной слоистой композитной конструкции 10 (см. ФИГ. 6A-6D, 8C, 9), например, слоистого композитного испытательного образца 11 (см. ФИГ. 9) или слоистой композитной готовой детали 28 (см. ФИГ. 9).
[0058] Как показано на ФИГ. 8A, первый слоистый материал 122a содержит первую сторону 126a и вторую сторону 128a, и второй слоистый материал 122b содержит первую сторону 126b и вторую сторону 128b. При соединении друг с другом первая сторона 126a первого слоистого материала 122a предпочтительно соединена с первой стороной 126b второго слоистого материала 122b. Слоистые материалы 122 также могут быть соединены на отличающихся сторонах или другим образом, при условии образования области 145 зазора (см. ФИГ. 8B) или объема зазора между слоистыми материалами 122, соединенными друг с другом.
[0059] Как также показано на ФИГ. 8A, каждый из слоистых материалов 122, таких как первый слоистый материал 122a и второй слоистый материал 122b, содержит первый конец 130a, второй конец 130b, первый боковой конец 132a и второй боковой конец 132b. Когда для образования слоистого композитного испытательного образца 11 (см. ФИГ. 9) используются слоистые материалы 122, слоистые материалы 122 для множества слоистых композитных испытательных образцов 11 могут быть объединены или вложены в один крупный слоистый материал и впоследствии обрезаны, например, ультразвуковым ножом или другим подходящим режущим или подрезающим устройством для улучшения рабочих характеристик. Как показано на ФИГ. 8B, при соединении друг с другом первый слоистый материал 122a и второй слоистый материал 122b предпочтительно находятся в конфигурации 133 с укладкой в стопу.
[0060] Каждый слоистый материал 122 (см. ФИГ. 8A) содержит множество уложенных в стопу слоев 102 (см. ФИГ. 8A) или пластов. Каждый из уложенных в стопу слоев 102 (см. ФИГ. 8A, 8C, 9) или пластов предпочтительно содержит один или более композиционных материалов 106 (см. ФИГ. 8A, 8C, 9). Композиционный материал 106 (см. ФИГ. 8A, 8C, 9) предпочтительно содержит смоляной материал 108 (см. ФИГ. 8A, 8C, 9) или полимерную матрицу, армированную волокнистым материалом 107 (см. ФИГ. 8A, 8C, 9).
[0061] Волокнистый материал 107 (см. ФИГ. 8A, 8C, 9) предпочтительно содержит волокна или текстильный материал. Приводимый в качества примера волокнистый материал 107 может включать в себя углеродные волокна, стеклянные волокна, стекловолокно, арамиды, полимерные волокна, синтетические полимерные волокна, полипропиленовые (PP) волокна, нейлоновые волокна, тканый материал, нетканый материал, комбинацию одного или более из указанного или другие подходящие волокна или ткани.
[0062] Смоляной материал 108 (см. ФИГ. 8A, 8C, 9) предпочтительно содержит материал со смоляной матрицей или материал с полимерной матрицей. Приводимые в качества примера смоляные материалы 108 могут включать в себя термореактивные смоляные материалы, содержащие одно или более из следующего: сложных полиэфиров, полиуретанов, фенолов, эпоксидных смол, бисмалеимидов (BMI) и комбинацию одного или более из указанного или другую подходящую термореактивную смолу; или приводимые в качества примера смоляные материалы 108 могут включать в себя термопластичные смоляные материалы, содержащие одно или более из следующего: полиуретана, полипропилена (PP), полиэтилена (PE), полиэтилентерефталата (PET), политриметилентерефталата (PTT), полиамида (PA), полиэфиримида (PEI), поливинилхлорида (PVC), полиэфирэфиркетона (PEEK), полиэфиркетонкетона (PEKK), полифениленсульфида (PPS), поликарбоната, нейлона, акрилового материала, каучука, комбинацию из указанного или другую подходящую термопластичную смолу.
[0063] Композиционный материал 106, содержащий смоляной материал 108, армированный волокнистым материалом 107, предпочтительно содержит смоляную или полимерную матрицу, армированную волокнами или текстильным материалом. Приводимые в качества примера композиционные материалы 106, или системы композиционных материалов, могут включать в себя одно или более из следующего: армированного волокном пластика, армированного углеродным волокном пластика (CFRP), термопластичных композиционных материалов, бисмалеимидных (BMI) препрегов, армированного углеродным волокном полиэфирэфиркетона (PEEK), армированного углеродным волокном полиэфиркетонкетона (PEKK), армированного углеродным волокном полиэтиленимина (PEI), полиэтилентерефталата (PET), политриметилентерефталата (PTT), полипропилена (PP), полиэтилена (PE), полиамида (PA), полифениленсульфида (PPS), арамидов, сополимеров на основе сложных эфиров, стекловолокна, керамики, нетканого текстильного материала, тканого текстильного материала, комбинацию одного или более из указанного или другого подходящего композиционного материала.
[0064] Как показано на ФИГ. 8A-8B, система 172 (см. ФИГ. 8B) также может содержать пластины 150 оснастки, выполненные, например, в виде первой пластины 150a оснастки и второй пластины 150b оснастки. В предпочтительном варианте реализации пластины 150 оснастки содержат пластины 151 для прессования (см. ФИГ. 8A) или другую подходящую оснастку или формовочную конструкцию. Пластины 150 оснастки (см. ФИГ. 8A) могут быть изготовлены из стали или другого подходящего металлического материала, керамического материала, композиционного материала или других материалов, предназначенных для процессов консолидации и отверждения с образованием слоистых композитных конструкций.
[0065] Как показано на ФИГ. 8A, первая пластина 150a оснастки содержит первую сторону 152a и вторую сторону 154a, а вторая пластина 150b оснастки содержит первую сторону 152b и вторую сторону 154b. В предпочтительном варианте реализации вторая сторона 128a (см. ФИГ. 8A) первого слоистого материала 122a (см. ФИГ. 8A) соединена с первой стороной 152a (см. ФИГ. 8A) первой пластины 150a оснастки (см. ФИГ. 8A), и предпочтительно, вторая сторона 128b (см. ФИГ. 8A) второго слоистого материала 122b (см. ФИГ. 8A) соединена с первой стороной 152b (см. ФИГ. 8A) второй пластины 150b оснастки (см. ФИГ. 8A). Однако слоистые материалы 122 (см. ФИГ. 8A-8B) могут быть соединены с соответствующими пластинами 150 оснастки (см. ФИГ. 8A-8B) на отличающихся сторонах пластин 150 оснастки, или другим образом, при условии сохранения возможности образования области 145 зазора (см. ФИГ. 8B) или объема зазора между соединенными слоистыми материалами 122.
[0066] На ФИГ. 8A показаны пластины 150 оснастки, такие как первая пластина 150a оснастки и вторая пластина 150b оснастки, каждая из которых содержит первый конец 156a, второй конец 156b, первый боковой конец 158a и второй боковой конец 158b. Как показано на ФИГ. 8B, когда первый слоистый материал 122a и второй слоистый материал 122b соединены друг с другом в конфигурации 133 с укладкой в стопу, первая пластина 150a оснастки и вторая пластина 150b оснастки со слоистыми материалами 122, размещенными между пластинами 150 оснастки, также имеют конфигурацию 133 с укладкой в стопу.
[0067] Каждая пластина 150 оснастки (см. ФИГ. 8A) имеет подходящие ширину, длину и толщину, зависящие от размера используемых слоистых материалов 122 (см. ФИГ. 8A). Например, пластина 150 оснастки (см. ФИГ. 8A) может иметь ширину, составляющую примерно 7 дюймов (17,78 см), длину, составляющую примерно 24 дюйма (60,96 см) и толщину, составляющую примерно 0,5 дюйма (12,7 мм). Однако пластина 150 оснастки может иметь другие подходящие ширину, длину и толщину. Когда каждый слоистый материал 122 соединен с соответствующей пластиной 150 оснастки, каждый слоистый материал предпочтительно выровнен на каждой пластине 150 оснастки и размещен заподлицо с кромками пластины 150 оснастки по меньшей мере на одной стороне пластины 150 оснастки. Противоположная сторона слоистого материала 122 предпочтительно обрезана, при необходимости, с выравниванием заподлицо с противоположной кромкой пластины 150 оснастки, так что слоистый материал 122 предпочтительно находится заподлицо с кромками пластины оснастки с обеих сторон. После необходимых соединения и обрезки слоистого материала 122 с пластиной 150 оснастки длина и ширина слоистого материала 122 предпочтительно будут одинаковыми или по существу одинаковыми, как и длина и ширина пластины 150 оснастки, к которой он присоединен или прикреплен. Например, после соединения и обрезки слоистый материал 122 может иметь ширину, составляющую примерно 7 дюймов (17,78 см), и длину, составляющую примерно 24 дюйма (60,96 см), когда ширина пластины 150 оснастки составляет примерно 7 дюймов (17,78 см), а длина пластины 150 оснастки составляет примерно 24 дюйма (60,96 см). Толщина каждого слоистого материала 122 предпочтительно меньше толщины каждой пластины 150 оснастки, к которой слоистый материал 122 присоединен или прикреплен.
[0068] Как показано на ФИГ. 8A-8B, слоистая сборка 120 системы 172 (см. ФИГ. 8B) также содержит один или более элементов 134 обеспечения зазора, соединенных или выполненных с возможностью соединения между первым слоистым материалом 122a и вторым слоистым материалом 122b. Указанные один или более элементов 134 обеспечения зазора (см. ФИГ. 8A-8B) предпочтительно содержат первый элемент 134a обеспечения зазора (см. ФИГ. 8A-8B) и второй элемент 134b обеспечения зазора (см. ФИГ. 8A-8B). Каждый элемент 134 обеспечения зазора (см. ФИГ. 8A-8B) предпочтительно содержит слоистую прокладку 135 (см. ФИГ. 8A) или другой подходящий проставочный элемент или элемент, образующий зазор. Каждый элемент 134 обеспечения зазора, выполненный, например, в виде слоистой прокладки 135 (см. ФИГ. 8A), может содержать множество уложенных в стопу слоев 136 (см. ФИГ. 8A) или пластов. Первый элемент 134a обеспечения зазора (см. ФИГ. 8A), выполненный, например, в виде слоистой прокладки 135 (см. ФИГ. 8A), содержит первое множество уложенных в стопу слоев 136a (см. ФИГ. 8A), и второй элемент 134b обеспечения зазора (см. ФИГ. 8A), выполненный, например, в виде слоистой прокладки 135, содержит второе множество уложенных в стопу слоев 136b (см. ФИГ. 8A). Например, для образования крупного межслойного гофра 100a (см. ФИГ. 6A), элемент 134 обеспечения зазора, выполненный, например, в виде слоистой прокладки 135, который может быть использован, может содержать десятислойную слоистую прокладку или слоистую прокладку со слоями в количестве от двенадцати до пятнадцати, т.е. стопу из десяти (10) пластов или слоев или стопу из пластов или слоев в количестве от двенадцати (12) до пятнадцати (15). Кроме того, например, для образования небольшого межслойного гофра 100c (см. ФИГ. 6C) элемент 134 обеспечения зазора, выполненный, например, в виде слоистой прокладки 135, который может быть использован, может содержать пятислойную слоистую прокладку, т.е. стопу из пяти (5) пластов или слоев.
[0069] Как показано на ФИГ. 8A, первый элемент 134a обеспечения зазора содержит первую сторону 138a и вторую сторону 140a, и второй элемент 134b обеспечения зазора содержит первую сторону 138b и вторую сторону 140b. Как также показано на ФИГ. 8A, каждый из элементов 134 обеспечения зазора, таких как первый элемент 134a обеспечения зазора и второй элемент 134b обеспечения зазора, содержит первый конец 142a, второй конец 142b, первый боковой конец 144a и второй боковой конец 144b. Указанные один или более элементов 134 обеспечения зазора (см. ФИГ. 8A-8B) образуют область 145 зазора (см. ФИГ. 8B) или объема воздушного пространства между первым слоистым материалом 122a (см. ФИГ. 8A-8B) и вторым слоистым материалом 122b (см. ФИГ. 8A-8B) или выполнены с возможностью образования указанного. Эта область 145 зазора (см. ФИГ. 8B) предпочтительно создает расстояние, такое как расстояние удаленного размещения, между слоистыми материалами 122 (см. ФИГ. 8B).
[0070] Указанные один или более элементов 134 обеспечения зазора (см. ФИГ. 8A), выполненных, например, в виде слоистых прокладок 135 (см. ФИГ. 8A), могут быть изготовлены из одного или более композиционных материалов 106 (см. ФИГ. 9). Композиционный материал 106 (см. ФИГ. 9) содержит смоляной материал 108 (см. ФИГ. 9) или полимерную матрицу, армированный или армированную волокнистым материалом 107 (см. ФИГ. 9). Например, указанные один или более элементов 134 обеспечения зазора (см. ФИГ. 8A), например в виде слоистых прокладок 135 (см. ФИГ. 8A), могут быть выполнены из множества пластов пластмассовой ленты, армированной однонаправленным с нулевым углом (0°) углеродным волокном, или другого подходящего композиционного материала, как раскрыто выше в отношении слоистых материалов 122. В предпочтительном варианте реализации элементы 134 обеспечения зазора, например в виде слоистых прокладок 135, представляют собой такой же или аналогичный композиционный материал или композиционные материалы, как композиционный материал 106 или композиционные материалы, образующие такие слоистые материалы 122, как раскрыто выше.
[0071] Как показано на ФИГ. 8A, указанные один или более элементов 134 обеспечения зазора (см. ФИГ. 8A), выполненных, например, в виде слоистых прокладок 135 (см. ФИГ. 8A), предпочтительно соединены или выполнены с возможностью соединения с одной или более продольными кромками 146 на первой стороне 126a (см. ФИГ. 8A) слоистого материала 122, такого как первый слоистый материал 122a. В предпочтительном варианте реализации каждый из указанных одного или более элементов 134 обеспечения зазора (см. ФИГ. 8A), выполненных, например, в виде слоистых прокладок 135 (см. ФИГ. 8A), выровнен заподлицо вдоль соответствующих продольных кромок 146 слоистого материала 122, такого как первый слоистый материал 122a. После надлежащего размещения указанных одного или более элементов 134 обеспечения зазора (см. ФИГ. 8A), выполненных, например, в виде слоистых прокладок 135 (см. ФИГ. 8A), на слоистом материале 122, таком как первый слоистый материал 122a, указанные один или более элементов 134 обеспечения зазора (см. ФИГ. 8A), выполненных, например, в виде слоистых прокладок 135 (см. ФИГ. 8A), присоединяют или прикрепляют, например вакуумным уплотнением, к слоистому материалу 122, такому как первый слоистый материал 122a. В альтернативном варианте реализации указанные один или более элементов 134 обеспечения зазора (см. ФИГ. 8A), выполненных, например, в виде слоистых прокладок 135 (см. ФИГ. 8A), могут быть присоединены или прикреплены к продольным кромкам 146 (см. ФИГ. 8A) первой стороны 126b (см. ФИГ. 8A) слоистого материала 122, такого как второй слоистый материал 122b (см. ФИГ. 8A).
[0072] Каждый элемент 134 обеспечения зазора (см. ФИГ. 8A), такой как слоистая прокладка 135 (см. ФИГ. 8A), имеет подходящие ширину, длину и толщину, зависящие от размера слоистых материалов 122 (см. ФИГ. 8A) и размера используемых пластин 150 оснастки (см. ФИГ. 8A). Например, элемент 134 обеспечения зазора (см. ФИГ. 8A), такой как слоистая прокладка 135 (см. ФИГ. 8A), может иметь ширину, составляющую примерно 0,05 дюйма (1,27 мм), длину, составляющую примерно 24 дюйма (60,96 см), и толщину, составляющую примерно 5-15 пластов. Однако элемент 134 обеспечения зазора (см. ФИГ. 8A), такой как слоистая прокладка 135 (см. ФИГ. 8A), также может иметь другие подходящие ширину, длину и толщину. Длина элемента 134 обеспечения зазора, такого как слоистая прокладка 135, предпочтительно немного меньше длины каждой используемой пластины 150 оснастки.
[0073] Как показано на ФИГ. 8A, первый слоистый материал 122a имеет продольные кромки 146, выполненные, например, в виде первой продольной кромки 147a и второй продольной кромки 147b, противоположной первой продольной кромке 147a. В предпочтительном варианте реализации вторая сторона 140a (см. ФИГ. 8A) первого элемента 134a обеспечения зазора (см. ФИГ. 8A) присоединена или прикреплена к первой продольной кромке 147a (см. ФИГ. 8A) на первой стороне 126a (см. ФИГ. 8A) первого слоистого материала 122a (см. ФИГ. 8A), а вторая сторона 140b (см. ФИГ. 8A) второго элемента 134b обеспечения зазора (см. ФИГ. 8A) предпочтительно соединена со второй продольной кромкой 147b (см. ФИГ. 8A) на первой стороне 126a (см. ФИГ. 8A) первого слоистого материала 122a.
[0074] Как также показано на ФИГ. 8A, второй слоистый материал 122b имеет продольные кромки 146, выполненные, например, в виде первой продольной кромки 148a и второй продольной кромки 148b, противоположной первой продольной кромке 148a. В предпочтительном варианте реализации первая сторона 138a (см. ФИГ. 8A) первого элемента 134a обеспечения зазора (см. ФИГ. 8A) размещена возле первой продольной кромки 148a (см. ФИГ. 8A) на первой стороне 126b (см. ФИГ. 8A) второго слоистого материала 122b (см. ФИГ. 8A), и предпочтительно, первая сторона 138b (см. ФИГ. 8A) второго элемента 134b обеспечения зазора (см. ФИГ. 8A) соединена со второй продольной кромкой 148b (см. ФИГ. 8A) на первой стороне 126a (см. ФИГ. 8A) второго слоистого материала 122b, когда первый слоистый материал 122a и второй слоистый материал 122b соединены друг с другом.
[0075] В альтернативном варианте реализации первый элемент 134a обеспечения зазора (см. ФИГ. 8A), выполненный, например, в виде слоистой прокладки 135 (см. ФИГ. 8A), может быть присоединен или прикреплен к первой продольной кромке 148a (см. ФИГ. 8A) на первой стороне 126b (см. ФИГ. 8A) второго слоистого материала 122b (см. ФИГ. 8A), а второй элемент 134b обеспечения зазора (см. ФИГ. 8A), выполненный, например, в виде слоистой прокладки 135 (см. ФИГ. 8A), может быть присоединен или прикреплен ко второй продольной кромке 148b (см. ФИГ. 8A) первой стороны 126b (см. ФИГ. 8A) второго слоистого материала 122b (см. ФИГ. 8A).
[0076] Как показано на ФИГ. 8A-8B, два элемента 134 обеспечения зазора, выполненные, например, в виде слоистых прокладок 135, соединены или выполнены с возможностью соединения с первым слоистым материалом 122a и размещены напротив друг друга, вдоль продольных кромок 146 первого слоистого материала 122a. Указанные один или более элементов 134 обеспечения зазора, выполненные, например, в виде слоистых прокладок 135, могут быть размещены в различных положениях или конфигурациях, чтобы пользователь мог контролировать размер глубины 114 (см. ФИГ. 7, 9) и длины 116 (см. ФИГ. 7, 9) указанных одного или более межслойных гофр 100 (см. ФИГ. 7, 8C, 9), которые образуются во время консолидации 204 (см. ФИГ. 9) и отверждения 206 (см. ФИГ. 9) слоистой сборки 120 (см. ФИГ. 9). Хотя на ФИГ. 8A-8B показано два элемента 134 обеспечения зазора, выполненных, например, в виде слоистых прокладок 135, в альтернативном варианте реализации один элемент 134 обеспечения зазора, такой как слоистая прокладка 135, может быть соединен с одной продольной кромкой 146 слоистых материалов 122, такой как первая продольная кромка 147a (см. ФИГ. 8A) или вторая продольная кромка 147b (см. ФИГ. 8A) первого слоистого материала 122a (см. ФИГ. 8A), или один элемент 134 обеспечения зазора может быть соединен с первой продольной кромкой 148a (см. ФИГ. 8A) или второй продольной кромкой 148b (см. ФИГ. 8A) второго слоистого материала 122b (см. ФИГ. 8A).
[0077] Как показано на ФИГ. 8A-8B, система 172 (см. ФИГ. 8B) также содержит пару концевых пластин 160, таких как первая концевая пластина 160a и вторая концевая пластина 160b. Концевые пластины 160 (см. ФИГ. 8A) предпочтительно выполнены в виде алюминиевых стержней 161 (см. ФИГ. 8A). Однако концевые пластины 160 (см. ФИГ. 8A) могут быть изготовлены из стали или другого подходящего металлического материала, керамического материала, композиционного материала или других материалов, предназначенных для процессов консолидации и отверждения с образованием слоистых композитных конструкций.
[0078] Как показано на ФИГ. 8A, первая концевая пластина 160a содержит верхнюю сторону 162a и нижнюю сторону 164a, и вторая концевая пластина 160b содержит верхнюю сторону 162b и нижнюю сторону 164b. Как также показано на ФИГ. 8A, каждая из концевых пластин 160, таких как первая концевая пластина 160a и вторая концевая пластина 160b, содержит первый конец 166a, второй конец 166b, первую сторону 168a и вторую сторону 168b.
[0079] Как показано на ФИГ. 8B, первая концевая пластина 160a и вторая концевая пластина 160b предпочтительно соединены с противоположными сторонами 121 слоистой сборки 120. Например, первая концевая пластина 160a и вторая концевая пластина 160b могут быть размещены, соответственно, напротив противоположных сторон 121 слоистой сборки 120, где слоистая сборка 120 может быть обернута пленочным слоем 170, таким как первый пленочный слой 170a. Как показано на ФИГ. 8B, первая концевая пластина 160a размещена напротив или возле первой стороны 121a слоистой сборки 120, которая обернута первым пленочным слоем 170a, и вторая концевая пластина 160b размещена напротив или возле второй стороны 121b слоистой сборки 120. Первая концевая пластина 160a (см. ФИГ. 8A-8B) и вторая концевая пластина 160b (см. ФИГ. 8A-8B) предпочтительно размещены, соответственно, напротив противоположных сторон 121 (см. ФИГ. 8B) слоистой сборки 120 (см. ФИГ. 8B) с закреплением слоистой сборки 120 внутри узла 175 вакуумного мешка (см. ФИГ. 8B) системы 174 повышения давления (см. ФИГ. 8B) и с тем, чтобы способствовать направлению 214 потока (см. ФИГ. 9) смоляного материала 108 (см. ФИГ. 8A, 8C, 9) и волокнистого материала 107 (см. ФИГ. 8A, 8C, 9) композиционного материала 106 (см. ФИГ. 8A, 8C, 9) слоистой сборки 120 в область 145 зазора (см. ФИГ. 8B) во время консолидации 204 (см. ФИГ. 9) и отверждения 206 (см. ФИГ. 9) слоистой сборки 120.
[0080] Как также показано на ФИГ. 8A-8B, слоистая сборка 120 может быть обернута пленочным слоем 170, таким как первый пленочный слой 170a, перед размещением концевых пластин 160 напротив слоистой сборки 120, и перед обработкой слоистой сборки 120 вакуумным мешком. Пленочный слой 170 (см. ФИГ. 8A-8B), такой как первый пленочный слой 170a (см. ФИГ. 8A-8B), предпочтительно может содержать пленочный слой 171 на основе фторированного этиленпропилена (FEP) (см. ФИГ. 8A-8B), или другого подходящего материала на основе полимерной пленки или гибкой пленки, такой как этилентетрафторэтилен (ETFE), политетрафторэтилен (PTFE), поливинилфторид (PVF) или другие полимерные пленки.
[0081] Как показано на ФИГ. 8B, система 172 также содержит систему 174 повышения давления, соединенную с собранной слоистой сборкой 120. Система 174 повышения давления (см. ФИГ. 8B) предпочтительно содержит систему 174a вакуумного уплотнения (см. ФИГ. 8B), содержащую узел 175 вакуумного мешка (см. ФИГ. 8B) и узел 183 вакуумного насоса (см. ФИГ. 8B). Как показано на ФИГ. 8B, узел 175 вакуумного мешка может содержать один или более пленочных слоев 170, таких как первый пленочный слой 170a и второй пленочный слой 170b. Каждый из пленочных слоев 170 (см. ФИГ. 8), таких как первый пленочный слой 170a (см. ФИГ. 8B) и второй пленочный слой 170b (см. ФИГ. 8B), предпочтительно может содержать пленочный слой 171 на основе фторированного этиленпропилена (FEP) (см. ФИГ. 8A, 9), имеющий толщину, составляющую примерно 2 тысячных дюйма (50,4 мкм). Пленочные слои 170 также могут содержать другой подходящий материал на основе полимерной пленки или гибкой пленки.
[0082] Как показано на ФИГ. 8B, первый пленочный слой 170a предпочтительно обернут вокруг слоистой сборки 120, включающей в себя слоистые материалы 122, элементы 134 обеспечения зазора и пластины 150 оснастки. Как также показано на ФИГ. 8B, второй пленочный слой 170b предпочтительно обернут вокруг концевых пластин 160 и слоистой сборки 120, которая обернута первым пленочным слоем 170a.
[0083] Как показано на ФИГ. 8B, узел 175 вакуумного мешка также может содержать один или более слоев 176 дышащего материала, таких как первый слой 176a дышащего материала и второй слой 176b дышащего материала. Каждый из слоев 176 дышащего материала может содержать перфорированную ткань или перфорированный текстильный материал или другой подходящий дышащий материал. Например, первый слой 176a дышащего материала может содержать дышащий материал плотностью 10 унций, а второй слой 176b дышащего материала может содержать дышащий материал плотностью 4 унций или дышащий материал плотностью 10 унций. Первый слой 176a дышащего материала и второй слой 176b дышащего материала также могут содержать другие подходящие дышащие материалы.
[0084] Как показано на ФИГ. 8B, первый слой 176a дышащего материала размещен возле второго пленочного слоя 170b и обернут вокруг второго пленочного слоя 170b, концевых пластин 160 и слоистой сборки 120, которая обернута первым пленочным слоем 170a. Как также показано на ФИГ. 8B, второй слой 176b дышащего материала является необязательным и может быть размещен на устройстве 182 с плоской поверхностью, таком как стол 182a, например стол для уплотнения, или другой плоской поверхности в качестве защитного слоя для защиты слоистой сборки 120, обрабатываемой с вакуумным мешком. Как показано на ФИГ. 8B, слоистая сборка 120 и концевые пластины 160, которые обработаны с вакуумным мешком, размещены на втором слое 176b дышащего материала, который размещен на устройстве 182 с плоской поверхностью, таком как стол 182a.
[0085] Как показано на ФИГ. 8B, узел 175 вакуумного мешка также может содержать пленку 178 вакуумного мешка. Пленка 178 вакуумного мешка (см. ФИГ. 8B) может содержать нейлоновую пленку 178a (см. ФИГ. 8B), имеющую толщину, составляющую примерно 3 тысячных дюйма (76,2 мкм). Пленка 178 вакуумного мешка также может содержать другой подходящий гибкий пленочный материал, такой как силикон, силиконовый каучук или полиимид, имеющий другую подходящую толщину. Как также показано на ФИГ. 8B, пленка 178 вакуумного мешка размещена возле первого слоя 176a дышащего материала и обернута вокруг первого слоя 176a дышащего материала, второго пленочного слоя 170b, концевых пластин 160 и слоистой сборки 120, которая обернута первым пленочным слоем 170a.
[0086] Как показано на ФИГ. 8B, узел 175 вакуумного мешка также может содержать уплотнительный материал 180. Уплотнительный материал 180 (см. ФИГ. 8B) может содержать уплотнительную ленту 180a (см. ФИГ. 8B), такую как политетрафторэтиленовая (PTFE) лента, полиэфирная лента с силиконовым клеем или резиновым клеем, антиадгезионная лента, клейкий материал, такой как липкий клей с антиадгезионной подложкой или без нее, или другую подходящую уплотнительную ленту. Уплотнительный материал 180 также может содержать другой подходящий уплотнительный материал. Как показано на ФИГ. 8B, уплотнительный материал 180 может быть использован для герметичного соединения друг с другом частей пленки 178 вакуумного мешка вокруг первого слоя 176a дышащего материала, второго пленочного слоя 170b, концевых пластин 160 и слоистой сборки 120, которая обернута первым пленочным слоем 170a.
[0087] Как показано на ФИГ. 8B, система 174 повышения давления, такая как система 174a вакуумного уплотнения, системы 172 предпочтительно содержит узел 183 вакуумного насоса. Узел 183 вакуумного насоса (см. ФИГ. 8B) соединен с узлом 175 вакуумного мешка (см. ФИГ. 8B). Как показано на ФИГ. 8B, узел 183 вакуумного насоса содержит один или более вакуумных штуцеров 184, выполненных, например, в виде первого вакуумного штуцера 184a и второго вакуумного штуцера 184b. Вакуумные штуцеры 184 (см. ФИГ. 8B) могут быть вставлены через пленку 178 вакуумного мешка (см. ФИГ. 8B) и прикреплены через первый слой 176a дышащего материала (см. ФИГ. 8B). Хотя на ФИГ. 8B показано два вакуумных штуцера 184, узел 183 вакуумного насоса может включать в себя только один вакуумный штуцер 184, или узел 183 вакуумного насоса может включать в себя более двух вакуумных штуцеров 184.
[0088] Как показано на ФИГ. 8B, узел 183 вакуумного насоса также может содержать одну или более вакуумных линий 186. Вакуумные линии 186 предпочтительно соединяют указанные один или более вакуумных штуцеров 184 с захватным элементом 188, с измерительным элементом 190, с одним или более регулирующими клапанами 192 и с вакуумным насосом 194.
[0089] Когда система 174 повышения давления (см. ФИГ. 8B) повышает давление в слоистой сборке 120 (см. ФИГ. 8B), на элементах 134 обеспечения зазора (см. ФИГ. 8B) и вокруг них, или там, где нет области 145 зазора (см. ФИГ. 8B), создается область 196 высокого давления (см. ФИГ. 8B), и в области 145 зазора (см. ФИГ. 8B) между первым слоистым материалом 122a (см. ФИГ. 8B) и вторым слоистым материалом 122b (см. ФИГ. 8B) создается область 198 низкого давления (см. ФИГ. 8B). Область 198 низкого давления (см. ФИГ. 8B) способствует образованию указанных одного или более межслойных гофр 100 (см. ФИГ. 8C) во время консолидации 204 (см. ФИГ. 9) и отверждения 206 (см. ФИГ. 9) слоистой сборки 120 (см. ФИГ. 8B). Область 198 низкого давления (см. ФИГ. 8B) способствует или вызывает направление 214 потока (см. ФИГ. 9) смоляного материала 108 (см. ФИГ. 8A, 8C, 9) и волокнистого материала 107 (см. ФИГ. 8A, 8C, 9) композиционного материала 106 (см. ФИГ. 8A, 8C, 9) в область 145 зазора, то есть переход или перемещение смоляного материала 108 и волокнистого материала 107 от слоистых материалов 122, в область 145 зазора во время консолидации 204 и отверждения 206. Поток или переход смоляного материала 108 (см. ФИГ. 9) и волокнистого материала 107 (см. ФИГ. 9) в область 145 зазора вместе с низким давлением в области 198 низкого давления вызывает искажение одного или более волокон волокнистого материала 107 (см. ФИГ. 9) композиционного материала 106 (см. ФИГ. 9), что приводит к образованию указанных одного или более межслойных гофр 100 (см. ФИГ. 8C). Давление, используемое в области 198 низкого давления, и давление, используемое в области 196 высокого давления, зависят от композиционного материала 106 (см. ФИГ. 9) или системы композиционных материалов, используемого или используемой для слоистой сборки 120 (см. ФИГ. 9). Например, в некоторых системах 106 композиционных материалов перепад давления между областью 198 низкого давления и областью 196 высокого давления может быть низким или небольшим, например, от 5 до 10 фунтов на квадратный дюйм (34,5-68,4 кПа), при этом в других системах 106 композиционных материалов перепад давления между областью 198 низкого давления и областью 196 высокого давления может быть больше или большим, например от 50 до 100 фунтов на квадратный дюйм (344,7-689,5 кПа).
[0090] Как раскрыто выше, концевые пластины 160 (см. ФИГ. 8A-8B), такие как первая концевая пластина 160a (см. ФИГ. 8A-8B) и вторая концевая пластина 160b (см. ФИГ. 8A-8B), также способствуют направлению 214 потока (см. ФИГ. 9) смоляного материала 108 (см. ФИГ. 8A, 8C, 9) и волокнистого материала 107 (см. ФИГ. 8A, 8C, 9) композиционного материала 106 (см. ФИГ. 8A, 8C, 9) слоистой сборки 120 (см. ФИГ. 8A-8B) в область 145 зазора (см. ФИГ. 8B) во время консолидации 204 (см. ФИГ. 9) и отверждения 206 (см. ФИГ. 9) слоистой сборки 120. Концевые пластины 160 (см. ФИГ. 8A-8B) образуют барьер напротив слоистых материалов 122, который предотвращает или по существу предотвращает выход потока смоляного материала 108 (см. ФИГ. 8A) и волокнистого материала 107 наружу из слоистой сборки 120 и вместо этого способствует поступлению смоляного материала 108 и волокнистого материала 107 внутрь в область 145 зазора и в область 198 низкого давления во время консолидации 204 и отверждения 206.
[0091] При использовании в настоящем документе термин "консолидация" или "консолидировать" означает сжатие или сдавливание слоистой сборки 120 вместе под действием давления и тепла, что приводит к перетеканию или переходу смоляного материала 108 и волокнистого материала 107, и смачивание композиционного материала 106, например, смачивание армирующего волокнистого материала 107 композиционного материала 106, с образованием слоистой композитной конструкции 10. При использовании в настоящем документе термин "отверждение" или "отверждать" означает отверждение или упрочнение слоистой сборки 120 под действием тепла и давления с образованием слоистой композитной конструкции 10.
[0092] На ФИГ. 8C показана образованная слоистая композитная конструкция 10 с межслойными гофрами 100, образованными с использованием системы 172 (см. ФИГ. 8B). Как показано на ФИГ. 8C, слоистая композитная конструкция 10 содержит указанное множество уложенных в стопу слоев 102 или пластов, выполненных из композиционного материала 106. Композиционный материал 106 (см. ФИГ. 8C) содержит смоляной материал 108 (см. ФИГ. 8C) или полимерную матрицу, армированный или армированную волокнистым материалом 107 (см. ФИГ. 8C). Указанное множество уложенных в стопу слоев 102 (см. ФИГ. 8C) имеют межслойные гофры 100 (см. ФИГ. 8C), образованные внутри указанного множества уложенных в стопу слоев 102. Каждый межслойный гофр 100 (см. ФИГ. 8C) имеет профиль 101 по существу синусоидальной формы (см. ФИГ. 8C) или волнообразную конфигурацию, имеющую пики 110 и впадины 112. Слоистая композитная конструкция 10 (см. ФИГ. 8C, 9) с межслойными гофрами 100 (см. ФИГ. 8C) предпочтительно имеет улучшенную прочность 202 (см. ФИГ. 9) и улучшенную стойкость 200 к ударным нагрузкам (см. ФИГ. 9) на открытой кромке 80 (см. ФИГ. 6A-6D, 9), такой как открытая вертикальная внешняя кромка 80a (см. ФИГ. 6A-6D, 9) слоистой композитной конструкции 10, при воздействии на открытую кромку 80, такую как открытая вертикальная внешняя кромка 80a, одной или более ударных сил 88 (см. ФИГ. 9), например ударных сил 88a, 88b (см. ФИГ. 5A), например, со стороны объекта или объектов (не показано).
[0093] Со ссылкой на ФИГ. 9, на ФИГ. 9 представлена иллюстрация функциональной схемы, показывающей приводимые в качестве примера исполнения системы 172 для образования слоистой композитной конструкции 10, имеющей межслойные гофры 100, и с показом образованных слоистых композитных конструкций 10, имеющих межслойные гофры 100. Как показано на ФИГ. 9, и как раскрыто подробно выше в отношении ФИГ. 8B, система 172 содержит слоистую сборку 120, соединенную с системой 174 повышения давления. Как также показано на ФИГ. 9, слоистая сборка 120 предпочтительно содержит два слоистых материала 122, таких как первый слоистый материал 122a (см. ФИГ. 8A) и второй слоистый материал 122b (см. ФИГ. 8A), соединенные друг с другом, и содержит один или более элементов 134 обеспечения зазора, выполненных, например, в виде слоистых прокладок 135, соединенных между двумя слоистыми материалами 122 с образованием области 145 зазора. Как также показано на ФИГ. 9, слоистая сборка 120 также может содержать пластины 150 оснастки, такие первая пластина 150a оснастки (см. ФИГ. 8A), соединенная с первым слоистым материалом 122a (см. ФИГ. 8A), и вторая пластина 150b оснастки (см. ФИГ. 8A), соединенная со вторым слоистым материалом 122b (см. ФИГ. 8A). Пара концевых пластин 160 (см. ФИГ. 9), таких как первая концевая пластина 160a (см. ФИГ. 8A) и вторая концевая пластина 160b (см. ФИГ. 8A), предпочтительно размещены напротив противоположных сторон 121 (см. ФИГ. 8B) слоистой сборки 120 (см. ФИГ. 8A, 9), имеющей конфигурацию 133 с укладкой в стопу (см. ФИГ. 9).
[0094] Как также показано на ФИГ. 9, система 174 повышения давления, как раскрыто подробно выше, содержит систему 174a вакуумного уплотнения, содержащую узел 175 вакуумного мешка и узел 183 вакуумного насоса. Как показано на ФИГ. 9, и как раскрыто подробно выше, узел 175 вакуумного мешка содержит один или более пленочных слоев 170, таких как первый пленочный слой 170a (см. ФИГ. 8B) и второй пленочный слой 170b (см. ФИГ. 8B), и предпочтительно, каждый из пленочных слоев 170 содержит пленочный слой 171 на основе фторированного этиленпропилена (FEP). Как показано на ФИГ. 9, и как раскрыто подробно выше, узел 175 вакуумного мешка также содержит один или более слоев 176 дышащего материала, таких как первый слой 176a дышащего материала (см. ФИГ. 8B) и второй слой 176b дышащего материала (см. ФИГ. 8B), содержит пленку 178 вакуумного мешка и содержит уплотнительный материал 180. Слоистая сборка 120 (см. ФИГ. 9) предпочтительно соединена внутри узла 175 вакуумного мешка системы 174 повышения давления и предпочтительно размещена на устройстве 182 с плоской поверхностью (см. ФИГ. 8B, 9), таком как стол 182a (см. ФИГ. 8B), например стол для уплотнения, или другой подходящей плоской поверхности.
[0095] Как показано на ФИГ. 9, и как раскрыто подробно выше, узел 183 вакуумного насоса содержит один или более вакуумных штуцеров 184, выполненных, например, в виде первого вакуумного штуцера 184a (см. ФИГ. 8B) и второго вакуумного штуцера 184b (см. ФИГ. 8B), одну или более вакуумных линий 186, захватный элемент 188, измерительный элемент 190, один или более регулирующих клапанов 192 и вакуумный насос 194.
[0096] Когда система 174 повышения давления (см. ФИГ. 9) повышает давление в слоистой сборке 120 (см. ФИГ. 9), на элементах 134 обеспечения зазора и вокруг них, или там, где нет области 145 зазора (см. ФИГ. 9), создаются области 196 высокого давления (см. ФИГ. 9), и в области 145 зазора (см. ФИГ. 9) между слоистыми материалами 122 (см. ФИГ. 9) создается область 198 низкого давления (см. ФИГ. 9). Как раскрыто выше, область 198 низкого давления (см. ФИГ. 9) способствует образованию указанных одного или более межслойных гофр 100 (см. ФИГ. 9) во время консолидации 204 (см. ФИГ. 9) и отверждения 206 (см. ФИГ. 9) слоистой сборки 120 (см. ФИГ. 9) посредством способствования направления 214 потока (см. ФИГ. 9) смоляного материала 108 (см. ФИГ. 9) и волокнистого материала 107 (см. ФИГ. 9) композиционного материала 106 (см. ФИГ. 9) в область 145 зазора (см. ФИГ. 9), что вместе с низким давлением в областях 198 низкого давления вызывает искажение одного или более волокон волокнистого материала 107 (см. ФИГ. 9) композиционного материала 106 (см. ФИГ. 9) и приводит к образованию указанных одного или более межслойных гофр 100 (см. ФИГ. 9). Указанные одно или более волокна волокнистого материала 107 могут быть ориентированы таким образом, что направление 214 потока (см. ФИГ. 9) волокнистого материала 107 и смоляного материала 108 может быть поперечным относительно ориентации указанных одного или более волокон волокнистого материала 107.
[0097] Как показано на ФИГ. 9, консолидацию 204 и отверждение 206 слоистой сборки 120 с образованием слоистой композитной конструкции 10, имеющей указанные один или более межслойные гофры 100, предпочтительно выполняют при эффективном давлении 208, эффективной температуре 210 и в течение эффективного периода времени 212. Эффективное давление 208, используемое во время консолидации 204 и отверждения 206 слоистой композитной конструкции 10, может изменяться в зависимости от используемой системы 106 композиционных материалов, например, для некоторых систем композиционных материалов давление во время консолидации 204 и отверждения 206 может изменяться от парциального атмосферного давления менее 14 фунтов на квадратный дюйм (96,5 кПа) до, например, тысяч фунтов на квадратный дюйм для термопластов. Эффективная температура 210 и эффективный период времени 212, используемые во время консолидации 204 и отверждения 206 слоистой композитной конструкции 10, также могут изменяться в зависимости от используемой системы 106 композиционных материалов и могут изменяться в зависимости от типа используемого композиционного материала 106, характеристик потока композиционного материала 106, такого как поток смоляного материала 108 и поток волокнистого материала 107, характеристик вязкости композиционного материала 106, профиль химического изменения композиционного материала 106 и другие свойства материала композиционного материала 106 и системы композиционных материалов.
[0098] Как показано на ФИГ. 9, слоистая композитная конструкция 10, образованная посредством системы 172, может содержать слоистую композитную готовую деталь 28, такую как слоистый композитный пластинчатый стрингер 28a, слоистая композитная панель 28b обшивки, слоистый композитный лонжерон 28c, слоистая композитная поверхность 28d управления полетом, или другую подходящую слоистую композитную готовую деталь 28. Как также показано на ФИГ. 9, слоистая композитная конструкция 10, образованная посредством системы 172, также может содержать слоистый композитный испытательный образец 11.
[0099] Как показано на ФИГ. 9, слоистая композитная конструкция 10, образованная посредством системы 172 и образованная слоистыми материалами 122, такими как первый слоистый материал 122a (см. ФИГ. 8A) и второй слоистый материал 122b (см. ФИГ. 8A), содержит указанное множество уложенных в стопу слоев 102 или пластов, выполненных из композиционного материала 106. Композиционный материал 106 (см. ФИГ. 9) содержит смоляной материал 108 (см. ФИГ. 9) или полимерную матрицу, армированный или армированную волокнистым материалом 107 (см. ФИГ. 9), как раскрыто выше. Как также показано на ФИГ. 9, слоистая композитная конструкция 10, образованная посредством системы 172 и образованная слоистыми материалами 122, такими как первый слоистый материал 122a (см. ФИГ. 8A) и второй слоистый материал 122b (см. ФИГ. 8A), содержит один или более межслойных гофр 100. Каждый межслойный гофр 100 (см. ФИГ. 9) предпочтительно имеет профиль 101 по существу синусоидальной формы (см. ФИГ. 8C, 9), или волнистую конфигурацию или форму, и каждый межслойный гофр 100 (см. ФИГ. 7, 8C, 9) имеет глубину 114 (см. ФИГ. 7, 9), такую как высота 114a пика, имеет длину 116 (см. ФИГ. 7, 9), такую как длина 116a искажения (см. ФИГ. 9) и имеет ширину 117 (см. ФИГ. 9). Глубина 114 (см. ФИГ. 9), длина 116 (см. ФИГ. 9) и ширина 117 (см. ФИГ. 9) зависят от размера 103 (см. ФИГ. 9) слоистой композитной конструкции 10 (см. ФИГ. 8C, 9), образованной посредством системы 172. Как также показано на ФИГ. 9, каждый межслойный гофр 100 имеет множество участков 109 в виде пика и впадин, состоящих из чередующихся пиков 110 и впадин 112.
[00100] Как показано на ФИГ. 9, образуемая слоистая композитная конструкция 10 предпочтительно имеет улучшенную стойкость 200 к ударным нагрузкам и улучшенную прочность 202 при воздействии на открытую кромку 80, такую как открытая вертикальная внешняя кромка 80a, ударной силы 88, или ударных сил 88, например, ударных сил 88a, 88b (см. ФИГ. 5A), со стороны объекта или объектов (не показано). Образованную и готовую слоистую композитную конструкцию 10 (см. ФИГ. 9) предпочтительно используют в транспортном средств 12 (см. ФИГ. 9), таком как летательный аппарат 12a (см. ФИГ. 9), или другом подходящем транспортном средстве.
[00101] Со ссылкой на ФИГ. 10, на ФИГ. 10 представлена иллюстрация блок-схемы приводимого в качестве примера исполнения способа 250 согласно раскрытию изобретения образования слоистой композитной конструкции 10 (см. ФИГ. 6A-6D, 8C), имеющей один или более межслойных гофр 100 (см. ФИГ. 6A-6D, 8C) и имеющей улучшенную стойкость 200 к ударным нагрузкам (см. ФИГ. 9) и улучшенную прочность 202 (см. ФИГ. 9). Как раскрыто выше, слоистая композитная конструкция 10 (см. ФИГ. 9) может содержать слоистую композитную готовую деталь 28 (см. ФИГ. 9), такую как слоистый композитный пластинчатый стрингер 28a (см. ФИГ. 9), слоистая композитная панель 28b обшивки (см. ФИГ. 9), слоистый композитный лонжерон 28c (см. ФИГ. 9), слоистая композитная поверхность 28d управления полетом (см. ФИГ. 9), или другую подходящую слоистую композитную готовую деталь, или слоистая композитная конструкция 10 может содержать слоистый композитный испытательный образец 11 (см. ФИГ. 9) или другую подходящую слоистую композитную конструкцию.
[00102] Как показано на ФИГ. 10, способ 250 включает этап 252 образования слоистой сборки 120 (см. ФИГ. 8A-8B, 9). Слоистая сборка 120 (см. ФИГ. 8A-8B, 9) содержит по меньшей мере первый слоистый материал 122a (см. ФИГ. 8A-8B, 9), соединенный со вторым слоистым материалом 122b (см. ФИГ. 8A-8B, 9). Слоистая сборка 120 (см. ФИГ. 8A-8B, 9) также содержит один или более элементов 134 обеспечения зазора (см. ФИГ. 8A-8B, 9), выполненных, например, в виде слоистых прокладок 135 (см. ФИГ. 8A-8B, 9), соединенных между первым слоистым материалом 122a и вторым слоистым материалом 122b, для образования области 145 зазора (см. ФИГ. 8B, 9) между первым слоистым материалом 122a (см. ФИГ. 8B, 9) и вторым слоистым материалом 122b (см. ФИГ. 8B, 9). Этап 252 (см. ФИГ. 10) образования слоистой сборки 120 (см. ФИГ. 8A-8B, 9) предпочтительно также может включать, перед соединением первого слоистого материала 122a (см. ФИГ. 8A-8B, 9) со вторым слоистым материалом 122b (см. ФИГ. 8A-8B, 9), этап соединения первого слоистого материала 122a с первой пластиной 150a оснастки (см. ФИГ. 8A-8B, 9) и соединение второго слоистого материала 122b со второй пластиной 150b оснастки (см. ФИГ. 8A-8B, 9).
[00103] Этап 252 (см. ФИГ. 10) образования слоистой сборки 120 (см. ФИГ. 8A-8B, 9) согласно способу 250 (см. ФИГ. 10) также включает размещение и соединение двух элементов 134 обеспечения зазора (см. ФИГ. 8A-8B, 9), содержащих слоистые прокладки 135 (см. ФИГ. 8A, 9), напротив друг друга вдоль продольных кромок 146 (см. ФИГ. 8A) первого слоистого материала 122a (см. ФИГ. 8A) (или второго слоистого материала 122b (см. ФИГ. 8A)) для управления глубиной 114 (см. ФИГ. 7, 9) и длиной 116 (см. ФИГ. 7, 9) указанных одного или более межслойных гофр 100 (см. ФИГ. 6A-6D, 7, 8C), образуемых во время консолидации 204 (см. ФИГ. 9) и отверждения 206 (см. ФИГ. 9) слоистой сборки 120 (см. ФИГ. 8A-8B, 9).
[00104] Как показано на ФИГ. 10, способ 250 также включает этап 254 использования системы 174 повышения давления (см. ФИГ. 8B, 9) для консолидации слоистой сборки 120 (см. ФИГ. 8B, 9) и для создания области 198 низкого давления (см. ФИГ. 8B, 9) в области 145 зазора (см. ФИГ. 8B, 9) для образования указанных одного или более межслойных гофр 100 (см. ФИГ. 8C, 9). Этап 254 (см. ФИГ. 10) использования системы 174 повышения давления (см. ФИГ. 8B, 9) включает соединение системы 174 повышения давления со слоистой сборкой 120 и вокруг нее (см. ФИГ. 8B, 9). Как раскрыто выше, система 174 повышения давления (см. ФИГ. 8B, 9) содержит систему 174a вакуумного уплотнения (см. ФИГ. 8B, 9), состоящую из узла (175) вакуумного мешка (см. ФИГ. 8B, 9) и узла 183 вакуумного насоса (см. ФИГ. 8B, 9).
[00105] Как показано на ФИГ. 10, способ 250 также включает этап 256 отверждения слоистой сборки 120 (см. ФИГ. 8A-8B, 9) с образованием слоистой композитной конструкции 10 (см. ФИГ. 8C, 9), имеющей указанные один или более межслойные гофры 100 (см. ФИГ. 8C, 9), причем образуемая слоистая композитная конструкция 10 (см. ФИГ. 8C, 9) имеет улучшенную стойкость 200 к ударным нагрузкам (см. ФИГ. 9) и улучшенную прочность 202 (см. ФИГ. 9), в частности на открытой кромке 80 (см. ФИГ. 6A-6D, 9), такой как открытая вертикальная внешняя кромка 80a (см. ФИГ. 6A-6D, 9) слоистой композитной конструкции 10 (см. ФИГ. 6A-6D, 9), при воздействии на открытую кромку 80 ударной силы 88 (см. ФИГ. 9) или ударных сил 88, например, со стороны объекта или объектов (не показано). Этап 256 (см. ФИГ. 10) отверждения слоистой сборки 120 (см. ФИГ. 8A-8B, 9) с образованием слоистой композитной конструкции 10 (см. ФИГ. 8C, 9) также включает отверждение 256 (см. ФИГ. 9) слоистой сборки 120 (см. ФИГ. 9) с образованием слоистой композитной конструкции 10 (см. ФИГ. 8C, 9), содержащей одно из следующего: слоистый композитный испытательный образец 11 (см. ФИГ. 9), слоистый композитный пластинчатый стрингер 28a (см. ФИГ. 9), слоистую композитную панель 28b обшивки (см. ФИГ. 9), слоистый композитный лонжерон 28c (см. ФИГ. 9), слоистую композитную поверхность 28d управления полетом (см. ФИГ. 9), или другую подходящую слоистую композитную конструкцию.
[00106] Как показано на ФИГ. 10, способ 250 при необходимости также может включать выполнение, после образования 252 слоистой сборки 120 (см. ФИГ. 8A-8B, 9) и перед использованием 254 системы 174 повышения давления, этапа 258 размещения первой концевой пластины 160a (см. ФИГ. 8A-8B, 9) и второй концевой пластины (160b) (см. ФИГ. 8A-8B, 9), соответственно, напротив противоположных сторон 121 (см. ФИГ. 8B) слоистой сборки 120 (см. ФИГ. 8B), с тем чтобы способствовать направлению 214 потока (см. ФИГ. 9) смоляного материала 108 (см. ФИГ. 9) и волокнистого материала 107 (см. ФИГ. 9) слоистой сборки 120 (см. ФИГ. 8A-8B, 9) в область 145 зазора (см. ФИГ. 8B, 9) во время консолидации 204 (см. ФИГ. 9) и отверждения 206 (см. ФИГ. 9) слоистой сборки 120.
ПРИМЕР
[00107] В одном примере слоистая композитная конструкция 10 (см. ФИГ. 9), такая как слоистый композитный испытательный образец 11 (см. ФИГ. 9), была образована с использованием одного исполнения раскрытой системы 172 (см. ФИГ. 9).
[00108] Образование слоистой сборки. Два отдельных слоистых материала 122, в том числе первый слоистый материал 122a (см. ФИГ. 8A) и второй слоистый материал 122b (см. ФИГ. 8A), в виде тонколистовых слоистых материалов, изготовленных из композиционного материала и смоляного материала, были образованы на устройстве для укладки, где каждый слоистый материал представлял половину всего слоистого композитного испытательного образца 11 (см. ФИГ. 9).
[00109] Два отдельных элемента 134 обеспечения зазора, выполненные, например, в виде двух слоистых прокладок 135, были изготовлены из множества пластов пластмассовой ленты, армированной однонаправленным с нулевым углом (0°) углеродным волокном, включая пятислойную (в толщину) слоистую прокладку для тонколистового слоистого материала, для образования небольшого межслойного гофра 100c (см. ФИГ. 6C), и включая десятислойную (в толщину) слоистую прокладку для тонколистового слоистого материала, для образования крупного межслойного гофра 100a (см. ФИГ. 6A). Слоистые прокладки 135 были образованы на устройстве для укладки. Каждая слоистая прокладка 135 была обрезана до размера 0,5 дюйма (12,7 мм) в ширину на 23,85 дюйма (60,58 см) в длину.
[00110] Каждая из двух (2) пластин 150 оснастки, в том числе первая пластина 150a оснастки (см. ФИГ. 8A) и вторая пластина 150b оснастки (см. ФИГ. 8A), выполненная в виде жесткой стальной пластины для уплотнения, имеющей точною шлифовку и длину 24 дюйма (60,96 см), ширину 7 дюймов (17,78 см) и толщину 0,5 дюйма (12,7 мм), была очищена, подготовлена и помещена на стол для уплотнения.
[00111] Первый слоистый материал 122a был расположен и выровнен поверх первой пластины 150a оснастки, и один боковой конец или кромка первого слоистого материала 122a была выровнена заподлицо с одним боковым концом или кромкой первой пластины 150a оснастки. Второй слоистый материал 122b был расположен и выровнен поверх второй пластины 150b оснастки, и один боковой конец или кромка второго слоистого материала 122b была выровнена заподлицо с одним боковым концом или кромкой второй пластины 150b оснастки.
[00112] Первый слоистый материал 122a и второй слоистый материал 122b были покрыты пленочным слоем на основе фторированного этиленпропилена (FEP) для защиты от загрязнения. Первый слоистый материал 122a был подвергнут вакуумному уплотнению с прикреплением к первой пластине 150a оснастки с использованием давления величиной 22 дюйма (588,8 мм) ртутного столба в течение 5 минут, и второй слоистый материал 122b был подвергнут вакуумному уплотнению с прикреплением ко второй пластине 150b оснастки с использованием давления 22 дюйма (588,8 мм) ртутного столба в течение 5 минут.
[00113] Подвергнутые вакуумному уплотнению первый слоистый материал/первая пластина оснастки и второй слоистый материал/вторая пластина оснастки были перемещены к плоской рабочей поверхности. Противоположная сторона (не выровненная заподлицо) первого слоистого материала 122a была обрезана ультразвуковым ножом так, что она была заподлицо с противоположной стороной первой пластины 150a оснастки. Противоположная сторона (не выровненная заподлицо) второго слоистого материала 122b была обрезана ультразвуковым ножом так, что она была заподлицо с противоположной стороной второй пластины 150b оснастки. Первый слоистый материал 122a и второй слоистый материал 122b были проверены для обеспечения того, чтобы оба боковых конца или обе кромки соответствующих первого слоистого материала 122a и второго слоистого материала 122b были надлежащим образом обрезаны так, что они были выровнены заподлицо с соответствующей первой пластиной 150a оснастки и второй пластиной 150b оснастки с обеих сторон.
[00114] Два элемента 134 обеспечения зазора, выполненные, например, в виде двух слоистых прокладок 135, были расположены и выровнены вдоль продольных кромок 146 (см. ФИГ. 8A) первого слоистого материала 122a. Первый элемент 134a обеспечения зазора (см. ФИГ. 8A) был выровнен заподлицо с первой продольной кромкой 147a (см. ФИГ. 8A) первого слоистого материала 122a (см. ФИГ. 8A). Второй элемент 134b обеспечения зазора (см. ФИГ.8A) был выровнен заподлицо вдоль второй продольной кромки 147b (см. ФИГ. 8A) первого слоистого материала 122a.
[00115] Первый элемент 134a обеспечения зазора и второй элемент 134b обеспечения зазора, выполненные, например, в виде слоистых прокладок 135, были подвергнуты вакуумному уплотнению с прикреплением к первому слоистому материалу 122a. Первый слоистый материал 122a с подвергнутым вакуумному уплотнению первым элементом 134a обеспечения зазора и вторым элементом 134b обеспечения зазора был перемещен к устройству 182 с плоской поверхностью (см. ФИГ. 8B), такому как стол 182a (см. ФИГ. 8B).
[00116] Второй слоистый материал 122b с прикрепленной второй пластиной 150b оснастки, прикрепленной к нижней стороне второго слоистого материала 122b, был выровнен с первым слоистым материалом 122a и поверх первого слоистого материала 122a с подвергнутыми вакуумному уплотнению первым и вторым элементами 134a, 134b обеспечения зазора, прикрепленными к верхней стороне и первой пластине 150a оснастки, прикрепленной к нижней стороне первого слоистого материала 122a, так что первый слоистый материал 122a и второй слоистый материал 122b были обращены друг к другу во внутренней части, а первая пластина 150a оснастки и вторая пластина 150b инструмента были обращены наружу на внешней стороне с образованием слоистой сборки 120.
[00117] Обработка слоистой сборки вакуумным мешком. Образованная слоистая сборка 120 была обернута пленочным слоем 170 (см. ФИГ. 9), таким как первый пленочный слой 170a (см. ФИГ. 8B) в виде пленочного слоя 171 на основе фторированного этиленпропилена (FEP) (см. ФИГ. 9), который имел толщину 2 тысячных дюйма (50,4 мкм). Первый пленочный слой в виде слоя пленки на основе фторированного этиленпропилена был закреплен вокруг образованной слоистой сборки несколькими кусками политетрафторэтиленовой (PTFE) ленты.
[00118] Каждая из двух концевых пластин 160 (см. ФИГ. 8A, 9), включающих первую концевую пластину 160a (см. ФИГ. 8A) и вторую концевую пластину 160b (см. ФИГ. 8A), выполненную в виде алюминиевого стержня длиной 24 дюйма (60,96 см), шириной 1 дюйм (25,4 мм) и толщиной 1,5 дюйма (38,1 мм), была размещена напротив каждой противоположной стороны 121 (см. ФИГ. 8B) слоистой сборки 120 (см. ФИГ. 8B), которая была обернута пленочным слоем 170.
[00119] Указанные две концевые пластины 160 и обернутая слоистая сборка 120 были свободно обернуты вторым пленочным слоем 170b в виде пленочного слоя 171 на основе фторированного этиленпропилена (FEP) (см. ФИГ. 9), который имел толщину 2 тысячных дюйма (50,4 мкм). Второй пленочный слой в виде слоя пленки на основе фторированного этиленпропилена был закреплен вокруг образованной слоистой сборки несколькими кусками политетрафторэтиленовой (PTFE) ленты. Второй пленочный слой в виде слоя пленки на основе фторированного этиленпропилена был проверен, чтобы убедиться в наличии ослабления во втором пленочном слое, так что он может заполнить область 145 зазора (см. ФИГ. 8B) на концах слоистой сборки 120.
[00120] Вафельная часть вакуумных штуцеров 184 (см. ФИГ. 8B), в том числе такая часть для первого вакуумного штуцера 184a (см. ФИГ. 8B) и такая часть для второго вакуумного штуцера 184b (см. ФИГ. 8B), были в частном случае обернуты дышащим материалом плотностью 10 унций и размещены на каждом конце слоистой сборки 120.
[00121] Слоистая сборка 120 и обернутые вакуумные штуцеры 184 были обернуты первым слоем 176a дышащего материала в виде слоя дышащего материала плотностью 10 унций, и первый слой дышащего материала был закреплен политетрафторэтиленовой (PTFE) лентой. Основания вакуумных штуцеров 184 (см. ФИГ. 8B) были размещены и прикреплены к первому слою 176a дышащего материала.
[00122] Уплотнительный материал 180 (см. ФИГ. 8B), в виде уплотнительной ленты 180a (см. ФИГ. 8B), был нанесен в U-образной конфигурации на пленку 178 вакуумного мешка, в виде нейлоновой пленки 178a (см. ФИГ. 8B), имеющей толщину 3 тысячных дюйма (76,2 мкм). Кромка пленки вакуумного мешка с уплотнительной лентой была сложена к центру слоистой сборки 120 и концевых пластин 160, обернутых вторым пленочным слоем 170b и первым слоем 176a дышащего материала. Кромка была сложена в обратном направлении, с тем чтобы обнажить антиадгезионную бумагу на уплотнительной ленте. Противоположная кромка пленки вакуумного мешка была сложена к центру обернутой слоистой сборки. Антиадгезионная бумага была удалена, и вакуумный мешок был запечатан в центре обернутой слоистой сборки и на концах пленки вакуумного мешка.
[00123] Через пленку 178 вакуумного мешка (см. ФИГ. 8B) были вставлены вакуумные штуцеры 184 (см. ФИГ. 8B), и с помощью узла 183 вакуумного насоса (см. ФИГ. 8B) был создан вакуум, и была выполнена проверка на предмет каких-либо утечек. В этом примере узел слоистой сборки, обработанный с вакуумным мешком, был подвергнут консолидации и отверждению при эффективном давлении, составляющим примерно 90 (девяносто) фунтов на квадратный дюйм (620 кПа), и при эффективной температуре, составляющей примерно 355 градусов по Фаренгейту (179°C), в течение эффективного периода времени, составляющего примерно два (2) часа, для получения слоистой композитной конструкции 10 с межслойными гофрами 100 (см. ФИГ. 8C, 9). Однако эффективное давление, эффективная температура и эффективный период времени будут изменяться в зависимости от используемой системы композиционных материалов.
[00124] Испытание на удар и сжатие. Готовые и образованные слоистые композитные конструкции 10 с межслойными гофрами 100, в примерной форме слоистого композитного испытательного образца 11 (см. ФИГ. 9) с межслойными гофрами 100, были образованы, как указано выше, и были испытаны на ударную нагрузку и нагрузку сжатия и испытаны в отношении контрольных элементов слоистых композитных конструкций 10 без межслойных гофр 100, например в виде слоистых композитных испытательных образцов без межслойных гофр, которые также были испытаны на ударную нагрузку и нагрузку сжатия.
[00125] Для испытания на удар использовали высокоскоростное устройство для испытания на удар с тяжелым ударным приспособлением весом приблизительно 300 фунтов. Все образцы для испытаний были подвергнуты воздействию одинаковой энергии удара или силы. Испытания на удар были проведены на следующих образцах для испытаний, выполненных в виде слоистых композитных испытательных образцов:
(1) слоистых композитных испытательных образцах типа тонколистовых 32-слойных образцов и 66-слойных образцов средней толщины, имеющих крупные межслойные гофры 100 (см. ФИГ. 6A) (с размером гофра 0,030 дюйма (0,762 мм));
(2) слоистых композитных испытательных образцах типа 66-слойных образцов средней толщины, имеющих небольшие межслойные гофры 100c (см. ФИГ. 6C) (с размером гофра 0,018 дюйма (0,4572 мм));
(3) контрольных слоистых композитных испытательных образцах типа тонколистовых 32-слойных образцов и 66-слойных образцов средней толщины, без межслойных гофр;
(4) слоистых композитных испытательных образцах типа тонколистовых 32-слойных образцов и 66-слойных образцов средней толщины, имеющих крупные межслойные гофры 100 (см. ФИГ. 6A) (с размером гофра 0,030 дюйма (0,762 мм)) и включающих покрытие 104 кромки (см. ФИГ. 6C) или обработку полки;
(5) слоистых композитных испытательных образцах типа тонколистовых 32-слойных образцов и 66-слойных образцов средней толщины, имеющих небольшие межслойные гофры 100c (см. ФИГ. 6C) (с размером гофра 0,018 дюйма (0,4572 мм)) и включающих покрытие 104 кромки (см. ФИГ. 6C) или обработку полки; и
(6) контрольных слоистых композитных испытательных образцах типа тонколистовых 32-слойных образцов и 66-слойных образцов средней толщины, без межслойных гофр, и включающих покрытие 104 кромки (см. ФИГ. 6C) или обработку полки.
[00126] На вышеуказанных слоистых композитных испытательных образцах было выполнено испытание на сжатие для определения их остаточной прочности. Для выполнения испытания на сжатие было использовано устройство для испытания на сжатие, содержащее приспособление со сжимающей оболочкой, имеющее окно, нагрузочные пластины, регулируемое основание и силовую раму с максимальной нагрузкой 200 килофунтов (890 Н).
[00127] Результаты. Для получения результатов испытания на удар сравнивали размер ударного повреждения в контрольных образцах для испытаний без межслойных гофр и для слоистых композитных испытательных образцах с межслойными гофрами, а также с покрытием кромки или обработкой полки. Результаты показали, что слоистые композитные испытательные образцы типа тонколистовых 32-слойных образцов, имеющих крупные межслойные гофры, получили меньшее повреждение (средний размер повреждения 3,1×1,0 дюйма (78,74×25,4 мм)), чем контрольные слоистые композитные испытательные образцы типа тонколистовых 32-слойных образцов без межслойных гофр (средний размер повреждения 4,2×1,4 дюйма (106,68×35,56 мм)). Кроме того, испытания на удар и сжатие показали, что слоистые композитные испытательные образцы типа 66-слойных образцов средней толщины, имеющих крупные межслойные гофры получили меньшее повреждение (средний размер повреждения 3,6×1,4 дюйма (91,44×35,56 мм)), чем контрольные слоистые композитные испытательные образцы типа 66-слойных образцов средней толщины без межслойных гофр (средний размер повреждения 3,8×1,4 дюйма (92,52×35,56 мм)).
[00128] Кроме того, было обнаружено, что полученное в результате увеличение несущей способности для 32-слойных тонколистовых образцов на 29% больше по сравнению с тонколистовыми 32-слойными контрольными образцами без межслойных гофр, и было обнаружено увеличение несущей способности на 10% для 66-слойных образцов средней толщины, по сравнению с 66-слойным образцом средней толщины без межслойных гофр.
[00129] Кроме того, результаты испытания на удар и сжатие показали, что слоистые композитные испытательные образцы с поперечными межслойными гофрами были более устойчивы к внутреннему повреждению от ударов, и соответственно, показали более высокую остаточную прочность. Хотя воздействие производилось с одинаковой энергией, внутреннее расслаивание в слоистых композитных испытательных образцах с межслойными гофрами было меньше. Самой большой была разница для тонколистовых 32-слойных слоистых композитных испытательных образцов без обработки полки. Кроме того, простые, надлежащие и экономически эффективные испытания показали, что межслойные гофры поперечной стенки не оказывали отрицательного влияния на возможность сжатия слоистого композитного пластинчатого стрингера 28a (см. ФИГ. 9) с едва заметным повреждения при ударе (BVID-повреждения), т.е. повреждением, которое почти невозможно обнаружить при визуальных осмотрах.
[00130] Раскрытые варианты реализации слоистой композитной конструкции 10 (см. ФИГ. 6A-6D, 8C, 9), и система 172 (см. ФИГ. 8B, 9) и способ 250 (см. ФИГ. 10) образования слоистой композитной конструкции 10 (см. ФИГ. 6A-6D, 8C, 9) обеспечивают улучшенную прочность 202 (см. ФИГ. 9) и улучшенную стойкость 200 к ударным нагрузкам (см. ФИГ. 9) на открытой кромке 80 (см. ФИГ. 9) слоистой композитной конструкции 10 при воздействии на открытую кромку 80 одной или более ударных сил 88 (см. ФИГ. 9), например ударных сил 88a, 88b (см. ФИГ. 5A), со стороны объекта или объектов (не показано). Использование преднамеренного образования межслойных гофр 100 (см. ФИГ. 6A-6D, 8C, 9) в целях придания стойкости к ударным нагрузкам позволяет избежать внедрения более дорогих вспомогательных структур, таких как структурные внешние обертки и прошивание, в слоистых композитах, благодаря чему уменьшается количество производственных этапов, что, в свою очередь, может привести к уменьшению расходования временных, трудовых ресурсов и производственных затрат. Кроме того, преднамеренное образование межслойных гофр 100 (см. ФИГ. 6A-6D, 8C, 9) исключает необходимость их устранения ради обеспечения характеристик ударного повреждения, если они уже существуют в производственном процессе, поскольку они обеспечивают преимущество, а не ущерб. Кроме того, хотя раскрытые слоистые композитные конструкции 10 с межслойными гофрами 100, например небольшими межслойными гофрами 100c (см. ФИГ. 6C), могут быть использованы с покрытием 104 кромки (см. ФИГ. 6C), такое покрытие кромки является необязательным и не требуется. Это может привести к уменьшению производственных затрат, если можно избежать дополнительного покрытия кромки, и может потребовать меньшего количества производственных этапов, что, в свою очередь, может привести к уменьшению расходования временных, трудовых ресурсов и производственных затрат.
[00131] Кроме того, раскрытые варианты реализации слоистой композитной конструкции 10 (см. ФИГ. 6A-6D, 8C, 9), системы 172 (см. ФИГ. 8B, 9) и способа 250 (см. ФИГ. 10) обеспечивают создание слоистой композитной конструкции 10 с межслойными гофрами 100, которые легко могут быть встроены в основные процессы изготовления или образования без вспомогательных этапов или дополнительных материальных затрат. Кроме того, было обнаружено, что межслойные гофры 100 поперечной стенки не оказывают отрицательного влияния на BVID-повреждение в слоистом композитном пластинчатом стрингере 28a (см. ФИГ. 9).
[00132] Многие модификации и другие варианты реализации раскрытия изобретения окажутся очевидными для специалиста в области техники, к которой относится это раскрытие изобретения, с получением преимущества, обеспечиваемого идеями, представленными в вышеприведенных описаниях и связанных чертежах. Варианты реализации, описанные в настоящем документе, предназначены для иллюстрации и не предназначены для ограничения или исчерпания. Хотя в настоящем документе используются конкретные термины, они используются только в общем и описательном смысле, а не в целях ограничения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВЫСОКОНАГРУЖЕННЫЙ ШПАНГОУТ ФЮЗЕЛЯЖА ЛЕТАТЕЛЬНОГО АППАРАТА СО СТЕНКОЙ РЕШЕТЧАТОЙ КОНСТРУКЦИИ | 2012 |
|
RU2607894C2 |
| КОМПОЗИТНЫЕ РАДИУСНЫЕ ЗАПОЛНИТЕЛИ И СПОСОБЫ ИХ ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2636494C2 |
| Способ и система изготовления композитных конструкций с заполнителями зазора из рубленого волокна | 2014 |
|
RU2646400C9 |
| ПОРОДОРАЗРУШАЮЩИЙ ИНСТРУМЕНТ | 2012 |
|
RU2565307C1 |
| БАНКОМАТ | 2013 |
|
RU2612928C2 |
| ДВИГАТЕЛЬ ВНУТРЕННЕГО СГОРАНИЯ С ВПРЫСКОМ В ЦИЛИНДР | 1996 |
|
RU2119586C1 |
| КОНСТРУКЦИОННАЯ АНТЕННАЯ РЕШЕТКА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2016 |
|
RU2716844C2 |
| СПОСОБЫ ИЗГОТОВЛЕНИЯ КРИВОЛИНЕЙНЫХ ОМЕГА-СТРИНГЕРОВ И Z-ОБРАЗНЫХ СТРИНГЕРОВ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА И ИЗГОТОВЛЕНИЯ УСИЛЕННОЙ ПАНЕЛИ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА С КРИВИЗНОЙ | 2019 |
|
RU2761851C2 |
| СЛОИСТЫЙ КОМПОЗИТНЫЙ РАДИУСНЫЙ ЗАПОЛНИТЕЛЬ С ЭЛЕМЕНТОМ ЗАПОЛНИТЕЛЯ ГЕОМЕТРИЧЕСКОЙ ФОРМЫ И СПОСОБ ЕГО ФОРМИРОВАНИЯ | 2014 |
|
RU2664524C9 |
| УСТРОЙСТВО ДЛЯ СНЯТИЯ ОБОЛОЧКИ С ЛУКОВИЦ | 2011 |
|
RU2532023C2 |







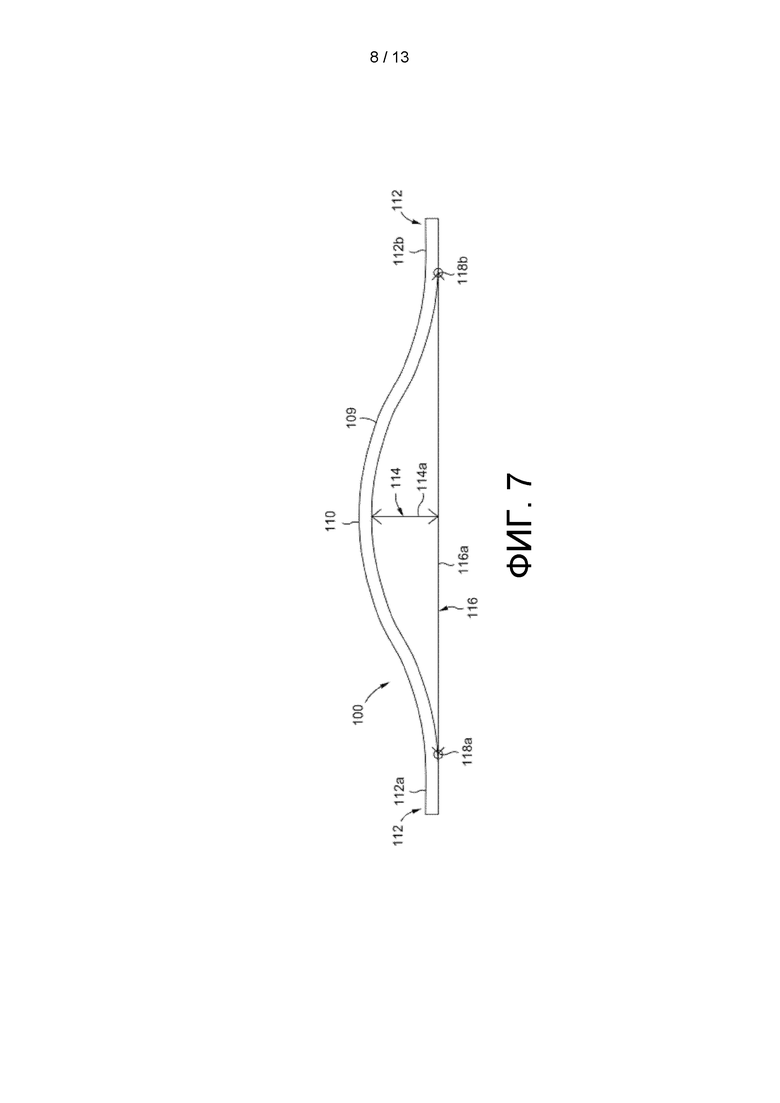




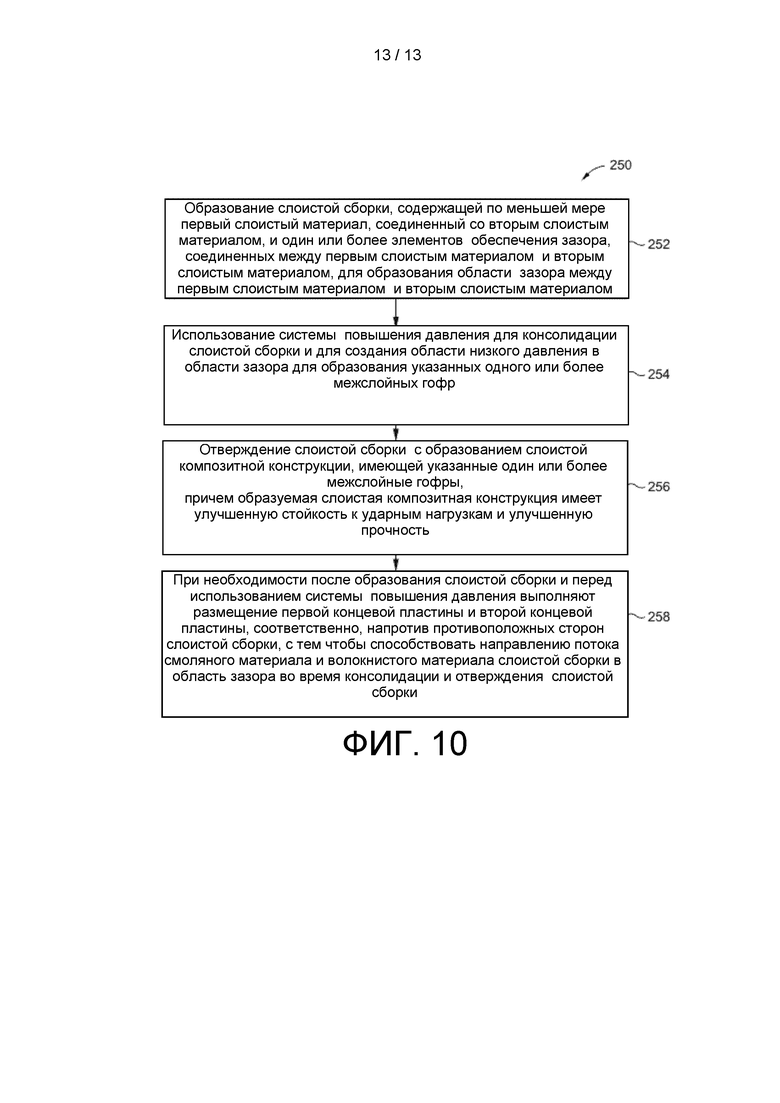
Изобретение относится к слоистым композитным конструкциям, системам и способам их изготовления, в частности к слоистым композитным пластинчатым стрингерам, лонжеронам и другим конструкциям летательных аппаратов, а также системам и способам их изготовления. Слоистая композитная конструкция имеет множество уложенных в стопу слоев из композиционного материала. Указанное множество уложенных в стопу слоев имеют межслойные гофры, образованные внутри указанного множества уложенных в стопу слоев. Каждый межслойный гофр имеет профиль по существу синусоидальной формы и имеет глубину и длину, зависящие от размера образованной слоистой композитной конструкции. Слоистая композитная конструкция с указанными межслойными гофрами имеет улучшенную прочность и улучшенную стойкость к ударным нагрузкам на открытой кромке слоистой композитной конструкции при воздействии на открытую кромку ударной силы. Повышается стойкость к ударным нагрузкам при эксплуатации. 3 н. и 17 з.п. ф-лы, 17 ил.
1. Слоистая композитная конструкция (10), имеющая улучшенную стойкость (200) к ударным нагрузкам и улучшенную прочность (202) и содержащая:
множество уложенных в стопу слоев (102), выполненных из композиционного материала (106) и имеющих один или более межслойных гофров (100), образованных внутри указанного множества уложенных в стопу слоев (102), при этом каждый межслойный гофр (100) имеет профиль (101) по существу синусоидальной формы и имеет глубину (114) и длину (116), зависящие от размера (103) образованной слоистой композитной конструкции (10),
причем слоистая композитная конструкция (10) с указанными одним или более межслойными гофрами (100) имеет улучшенную прочность (202) и улучшенную стойкость (200) к ударным нагрузкам на открытой кромке (80) слоистой композитной конструкции (10) при воздействии на открытую кромку (80) ударной силы (88).
2. Слоистая композитная конструкция (10) по п. 1, в которой глубина (114) каждого межслойного гофра (100) находится в диапазоне от 0,01 дюйма до 0,35 дюйма (0,254-8,89 мм).
3. Слоистая композитная конструкция (10) по п. 1, в которой длина (116) каждого межслойного гофра (100) содержит длину (116a) искажения между первой точкой (118a) прохождения касательной первой части (112a) в виде впадины и второй точкой (118b) прохождения касательной второй части (112b) в виде впадины,
причем между первой частью (112a) в виде впадины и второй частью (112b) в виде впадины образован пик (110).
4. Слоистая композитная конструкция (10) по п. 3, в которой длина (116) каждого межслойного гофра (100) находится в диапазоне от 0,20 дюйма до 0,60 дюйма (5,08-15,24 мм).
5. Слоистая композитная конструкция (10) по п. 1, в которой каждый межслойный гофр (100) имеет заданное отношение (119) длины (116) к глубине (114).
6. Слоистая композитная конструкция (10) по п. 1, которая содержит одно из следующего: слоистый композитный пластинчатый стрингер (28a), слоистую композитную панель (28b) обшивки, слоистый композитный лонжерон (28c), слоистую композитную поверхность (28d) управления полетом и слоистый композитный испытательный образец (11).
7. Слоистая композитная конструкция (10) по п. 6, которая содержит слоистый композитный пластинчатый стрингер (28a),
причем указанные один или более межслойные гофры (100) выполнены поперечно стенке (76) слоистого композитного пластинчатого стрингера (28a).
8. Система (172) для образования слоистой композитной конструкции (10), имеющей один или более межслойных гофров (100) и имеющей улучшенную стойкость (200) к ударным нагрузкам и улучшенную прочность (202), при этом система (172) содержит:
- слоистую сборку (120), содержащую:
первый слоистый материал (122a), соединенный со вторым слоистым материалом (122b), причем первый слоистый материал (122a) соединен с первой пластиной (150a) оснастки, а второй слоистый материал (122b) соединен со второй пластиной (150b) оснастки; и
один или более элементов (134) обеспечения зазора, соединенных между первым слоистым материалом (122a) и вторым слоистым материалом (122b) и образующих область (145) зазора между первым слоистым материалом (122a) и вторым слоистым материалом (122b); и
- систему (174) повышения давления, соединенную со слоистой сборкой (120), для создания области (198) низкого давления в области (145) зазора для образования указанных одного или более межслойных гофров (100) во время консолидации (204) и отверждения (206) слоистой сборки (120) и образования слоистой композитной конструкции (10), имеющей указанные один или более межслойные гофры (100),
причем слоистая композитная конструкция (10) с указанными одним или более межслойными гофрами (100) имеет улучшенную прочность (202) и улучшенную стойкость (200) к ударным нагрузкам на открытой кромке (80) слоистой композитной конструкции (10) при воздействии на открытую кромку (80) ударной силы (88).
9. Система (172) по п. 8, также содержащая первую концевую пластину (160a) и вторую концевую пластину (160b), размещенные, соответственно, напротив противоположных сторон (121) слоистой сборки (120) с закреплением слоистой сборки (120) внутри системы (174) повышения давления и с тем, чтобы способствовать направлению (214) потока смоляного материала (108) и волокнистого материала (107) слоистой сборки (120) в область (145) зазора во время консолидации (204) и отверждения (206) слоистой сборки (120).
10. Система (172) по п. 8, в которой каждый из указанных одного или более межслойных гофров (100) слоистой композитной конструкции (10) имеет профиль (101) по существу синусоидальной формы и каждый имеет глубину (114) и длину (116), зависящие от размера (103) образованной слоистой композитной конструкции (10).
11. Система (172) по п. 10, в которой
глубина (114) каждого межслойного гофра (100) слоистой композитной конструкции (10), образованной посредством системы (172), находится в диапазоне от 0,01 дюйма до 0,35 дюйма (0,254-8,89 мм), а
длина (116) каждого межслойного гофра (100) слоистой композитной конструкции (10), образованной посредством системы (172), находится в диапазоне от 0,20 дюйма до 0,60 дюйма (5,08-15,24 мм).
12. Система (172) по п. 8, в которой указанные один или более элементов (134) обеспечения зазора слоистой сборки (120) содержат две слоистые прокладки (135), размещенные напротив друг друга вдоль продольных кромок (146) первого слоистого материала (122a) для управления глубиной (114) и длиной (116) указанных одного или более межслойных гофров (100), образуемых во время консолидации (204) и отверждения (206) слоистой сборки (120).
13. Система (172) по п. 8, в которой система (174) повышения давления содержит систему (174a) вакуумного уплотнения, имеющую узел (175) вакуумного мешка и узел (183) вакуумного насоса,
причем узел (175) вакуумного мешка содержит первый пленочный слой (170a), второй пленочный слой (170b), первый слой (176a) дышащего материала, пленку (178) вакуумного мешка и уплотнительный материал (180).
14. Система (172) по п. 8, в которой слоистая композитная конструкция (10) содержит одно из следующего: слоистый композитный испытательный образец (11), слоистый композитный пластинчатый стрингер (28a), слоистую композитную панель (28b) обшивки, слоистый композитный лонжерон (28c) и слоистую композитную поверхность (28d) управления полетом.
15. Способ (250) образования слоистой композитной конструкции (10), имеющей один или более межслойных гофров (100) и имеющей улучшенную стойкость (200) к ударным нагрузкам и улучшенную прочность (202), причем способ (250) включает следующие этапы:
(252) образование слоистой сборки (120), содержащей по меньшей мере первый слоистый материал (122a), соединенный со вторым слоистым материалом (122b), и один или более элементов (134) обеспечения зазора, соединенных между первым слоистым материалом (122a) и вторым слоистым материалом (122b), для образования области (145) зазора между первым слоистым материалом (122a) и вторым слоистым материалом (122b);
(254) использование системы (174) повышения давления для консолидации слоистой сборки (120) и для создания области (198) низкого давления в области (145) зазора для образования указанных одного или более межслойных гофров (100); и
(256) отверждение слоистой сборки (120) с образованием слоистой композитной конструкции (10), имеющей указанные один или более межслойные гофры (100), причем образуемая слоистая композитная конструкция (10) имеет улучшенную стойкость (200) к ударным нагрузкам и улучшенную прочность (202).
16. Способ (250) по п. 15, согласно которому после образования (252) слоистой сборки (120) и перед использованием (254) системы (174) повышения давления выполняют размещение (258) первой концевой пластины (160a) и второй концевой пластины (160b), соответственно, напротив противоположных сторон (121) слоистой сборки (120), с тем чтобы способствовать направлению (214) потока смоляного материала (108) и волокнистого материала (107) слоистой сборки (120) в область (145) зазора во время консолидации (204) и отверждения (206) слоистой сборки (120).
17. Способ (250) по п. 15, согласно которому образование (252) слоистой сборки (120) также включает перед соединением первого слоистого материала (122a) со вторым слоистым материалом (122b) соединение первого слоистого материала (122a) с первой пластиной (150a) оснастки и соединение второго слоистого материала (122b) со второй пластиной (150b) оснастки.
18. Способ (250) по п. 15, согласно которому образование (252) слоистой сборки (120) также включает размещение и соединение двух элементов (134) обеспечения зазора напротив друг друга вдоль продольных кромок (146) первого слоистого материала (122a) для управления глубиной (114) и длиной (116) указанных одного или более межслойных гофров (100), образуемых во время консолидации (204) и отверждения (206) слоистой сборки (120).
19. Способ (250) по п. 15, согласно которому использование (254) системы (174) повышения давления включает соединение системы (174) повышения давления со слоистой сборкой (120) и вокруг нее,
причем система (174) повышения давления содержит систему (174a) вакуумного уплотнения с узлом (175) вакуумного мешка и узел (183) вакуумного насоса.
20. Способ (250) по п. 15, согласно которому отверждение (256) слоистой сборки (120) с образованием слоистой композитной конструкции (10) также включает отверждение (256) слоистой сборки (120) с образованием слоистой композитной конструкции (10), содержащей одно из следующего: слоистый композитный испытательный образец (11), слоистый композитный пластинчатый стрингер (28a), слоистую композитную панель (28b) обшивки, слоистый композитный лонжерон (28c) и слоистую композитную поверхность (28d) управления полетом.
| Токарный резец | 1924 |
|
SU2016A1 |
| US 7681835 B2, 23.03.2010 | |||
| Панель крыла или оперения летательного аппарата из слоистых композиционных материалов | 2016 |
|
RU2628416C1 |

