ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Это изобретение относится к способу изготовления криволинейных омега–стрингеров и Z–образных стрингеров из композиционного материала, которые могут быть использованы в усиленных панелях из композиционного материала с кривизной на летательном аппарате (например, панелях фюзеляжа, кожухах вентиляторов, и т.д.).
Это изобретение также относится к способам изготовления усиленной панели из композиционного материала с кривизной.
УРОВЕНЬ ТЕХНИКИ, К КОТОРОМУ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
В настоящее время, стрингеры, имеющие большую кривизну, изготавливаются вручную вследствие их большой кривизны. В некоторых способах изготовления имеется этап автоматического вырезания образцов материала, после чего следует ручная укладка образцов материала на охватываемую инструментальную оснастку.
Документ US 2013/0340928 A1 описывает способ и устройство инструментальной оснастки для образования из композиционного наполнителя композиционного пластинчатого стрингера сложной формы, включающее в себя удлиненный пуансон и удлиненную матрицу, гибкие вдоль их длин. Наполнитель штампуют с использованием пуансона для направления наполнителя в матрицу. Пуансон и матрица установлены между двумя гибкими пластинами. Пресс, соединенный с пластинами, придают контур наполнителю посредством изгибания пластин в требуемый контур. Стрингеру дают возможность охладиться до комнатной температуры при нахождении в закрепленном положении перед извлечением стрингера из устройства инструментальной оснастки для уменьшения сморщивания.
Документ US 2013/0036922 A1 относится к способу и устройству для транспортирования, размещения и уплотнения композиционных элементов жесткости. Он раскрывает устройство для уплотнения удлиненного композитного многослойного пакета сложной формы, который включает в себя гибкие первую и вторую гибкие секции на основе армированной волокнами смолы, гибкие вдоль их длин. Первая секция является гибкой в первой плоскости, и вторая секция является гибкой в первой плоскости, а также во второй плоскости.
Документ US 7708546 B2 относится к устройству для образования конструктивных элементов и обеспечивает способ и соответствующее устройство для образования композитного конструктивного элемента из наполнителя. Наполнитель может быть расположен на первом штампе устройства и отформован до требуемой конфигурации, определяемой углублением этого штампа, посредством вставки второго штампа или инструментальной оснастки в это углубление. В некоторых случаях, первый штамп может включать в себя два участка, которые являются регулируемыми в поперечном направлении таким образом, чтобы углубление могло быть открыто посредством вставки второго штампа или инструментальной оснастки. Второй штамп или инструментальная оснастка может быть по существу жестким элементом или надувным эластичным баллоном. В любом случае, наполнитель может быть расположен на первом штампе, отформован, и затем дополнительно обработан на первом штампе, посредством чего облегчается совмещение наполнителя для каждой операции.
Документ WO 2010047980 A1, относящийся к способу и устройству для образования композитных деталей с очень сложной формой, раскрывает способ образования из плоского композиционного наполнителя композитной детали сложной формы, который уменьшает складки на детали при формовании наполнителя. Штампы используются для образования на участке наполнителя наиболее крутого контура детали, в то время как на наполнителе поддерживается натяжение, когда формуются остальные участки наполнителя.
Хотя эти способы позволяют изготавливать стрингеры, имеющие большую кривизну, было бы желательно получить способ изготовления с высоким уровнем автоматизации, который предотвращает любые деформации, волны и складки на головной части стрингеров.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Соответственно, целью настоящего изобретения является обеспечение автоматического способа изготовления больших и сложных омега–стрингеров с большой кривизной, который предотвращает упомянутые недостатки.
Настоящее изобретение относится к способу изготовления криволинейных омега–стрингеров из композиционного материала, который содержит следующие этапы:
– автоматически укладывают ленту в ATL–машине (машине для «автоматической укладки ленты» (Automated Tape Lay–up – ATL)) или в AFP–машине (машине для «автоматического размещения волокон» (Automated Fibre Placement – AFP)) или в FLU–машине (машине для «укладки волокон» (Fibre Lay–Up – FLU) и автоматически вырезают контур, после чего получается прямая заготовка с элементами жесткости,
– плоско формуют прямую заготовку для получения на ней омега–образной формы для преобразования ее в прямую омега–образную заготовку, и
– этап формирования кривизны, на котором прямую омега–образную заготовку размещают в гибкой инструментальной оснастке, содержащей продольно встроенную жесткую полосу и несколько средств закрепления слоистого материала, причем средства закрепления слоистого материала расположены на краях гибкой инструментальной оснастки, причем гибкую инструментальную оснастку покрывают механическим закрывающим средством, таким образом, что головная часть прямой омега–образной заготовки имеет элементы жесткости на обоих краях, причем элементы жёсткости удерживаются средствами закрепления слоистого материала во время процесса формования, и затем прямую омега–образную заготовку нагревают и преобразуют в криволинейный омега–стрингер.
Продольно встроенная жесткая полоса предотвращает любую деформацию по длине головной части стрингера, и средства закрепления слоистого материала позволяют удалять волны или складки, которые могут появляться в краевых элементах жесткости головной части стрингера.
Настоящее изобретение также обеспечивает способ изготовления криволинейных Z–образных стрингеров из композиционного материала, содержащий этапы способа изготовления криволинейного омега–стрингера из композиционного материала и дополнительный этап, на котором криволинейный омега–стрингер разрезают на две части для получения двух криволинейных Z–образных стрингеров.
Настоящее изобретение также обеспечивает способ изготовления усиленной панели из композиционного материала с кривизной, причем упомянутая панель содержит обшивку, который содержит следующие этапы:
– изготавливают по меньшей мере один криволинейный омега–стрингер согласно способу изготовления криволинейных омега–стрингеров из композиционного материала настоящего изобретения,
– отверждают упомянутый по меньшей мере один криволинейный омега–стрингер, и
– объединяют упомянутый по меньшей мере один отвержденный криволинейный омега–стрингер с обшивкой для получения объединенной усиленной панели из композиционного материала с кривизной.
Настоящее изобретение также обеспечивает способ изготовления усиленной панели из композиционного материала с кривизной, причем упомянутая панель содержит обшивку, который содержит следующие этапы:
– изготавливают по меньшей мере один криволинейный омега–стрингер согласно способу изготовления криволинейных омега–стрингеров из композиционного материала настоящего изобретения,
– объединяют упомянутый по меньшей мере один отвержденный криволинейный омега–стрингер с обшивкой, и
– совместно отверждают упомянутый по меньшей мере один отвержденный криволинейный омега–стрингер с обшивкой для получения совместно отвержденной, усиленной панели из композиционного материала с кривизной.
Настоящее изобретение также обеспечивает несколько преимуществ по сравнению с процессами предшествующего уровня техники:
– оно позволяет обеспечить высококачественный и повторяющийся процесс для получения формы омега–стрингера,
– оно позволяет обеспечить высокий уровень автоматизации процесса изготовления.
– оно уменьшает периодические расходы и время производственного цикла в серийном производстве.
Другие характеристики и преимущества настоящего изобретения станут понятны из нижеследующего подробного описания нескольких вариантов осуществления, иллюстрирующих цель настоящего изобретения, в связи с прилагаемыми фигурами.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
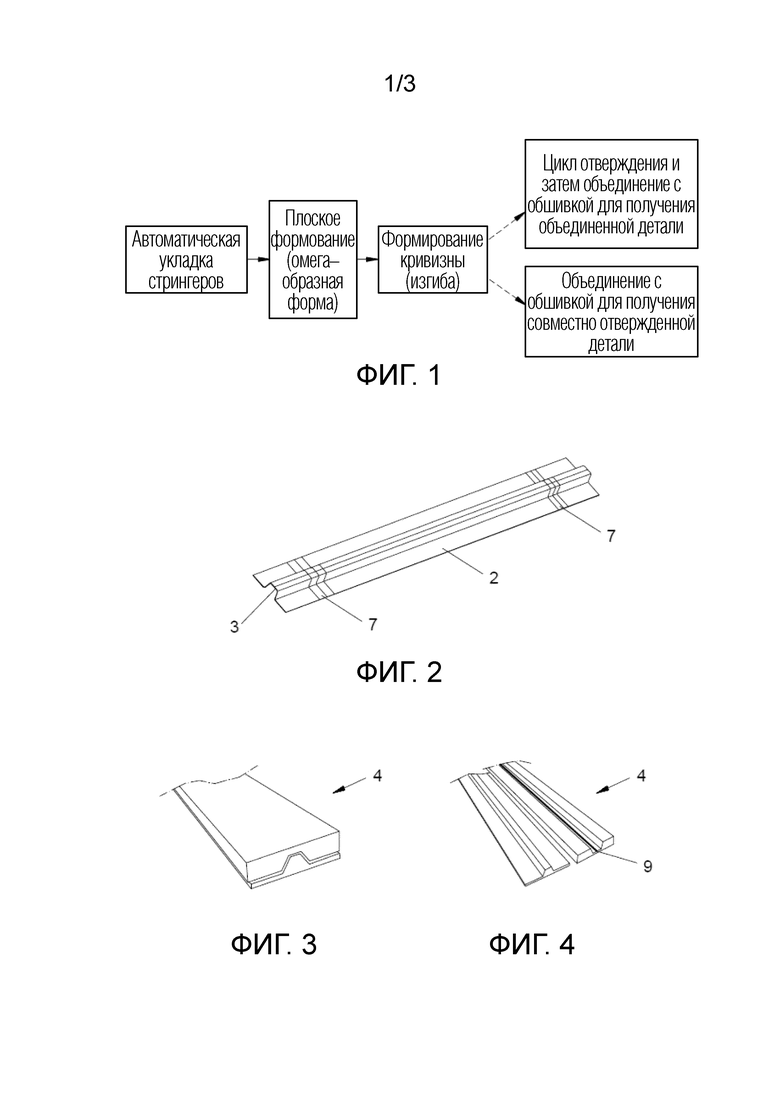
Фиг. 1 является схематическим изображением способа настоящего изобретения.
Фиг. 2 является перспективным изображением прямой заготовки, полученной на промежуточных этапах настоящего изобретения.
Фиг. 3 и 4 показывают гибкую инструментальную оснастку, используемую в способе настоящего изобретения.
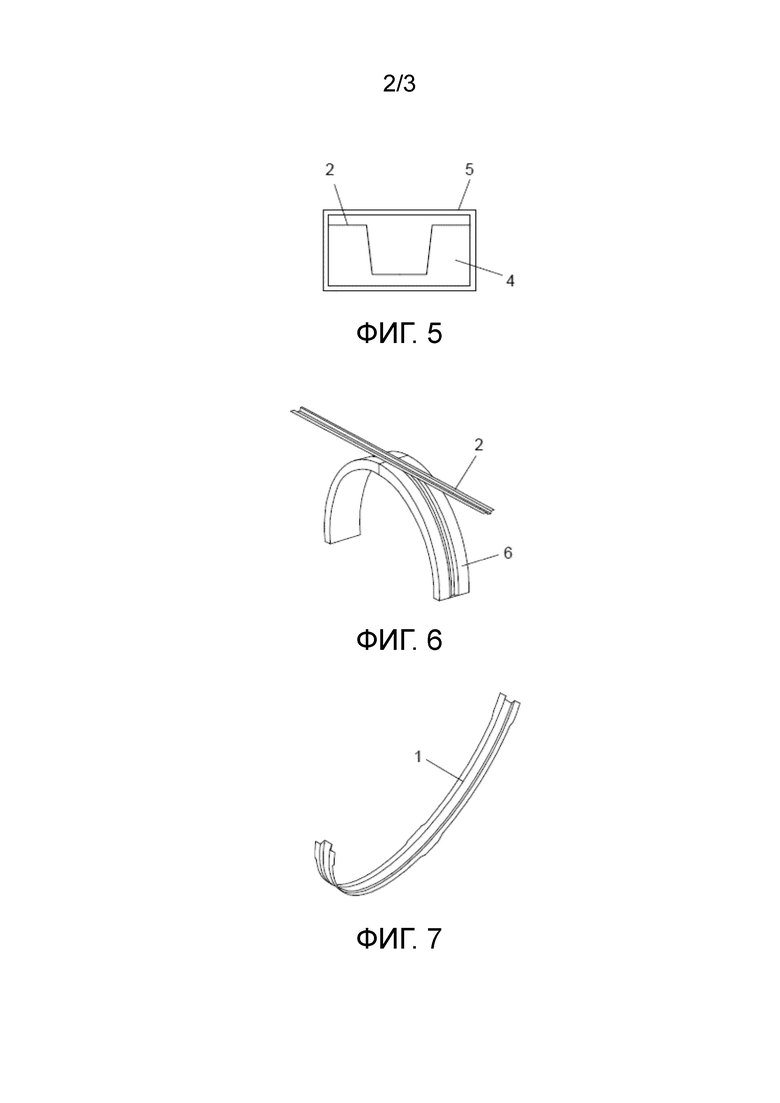
Фиг. 5 показывает заготовку, гибкую инструментальную оснастку и вакуумный мешок в сборе.
Фиг. 6 показывает охватываемую инструментальную оснастку для формирования кривизны и гибкую инструментальную оснастку с заготовкой.
Фиг. 7 показывает криволинейный омега–стрингер, изготовленный согласно способу настоящего изобретения.
Фиг. 8 показывает гибкую инструментальную оснастку со средствами закрепления слоистого материала.
Фиг. 9 показывает Z–образный стрингер, изготовленный согласно настоящему изобретению.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
На фиг. 1 кратко описан способ изготовления криволинейных омега–стрингеров 1 из композиционного материала настоящего изобретения. Способ содержит основные этапы, на которых:
– автоматически укладывают ленту в ATL–машине или в AFP–машине или в FLU–машине (машине для «укладки волокон» (Fibre Lay–Up – FLU) и автоматически вырезают контур, после чего получается прямая заготовка с элементами жесткости 7,
– плоско формуют прямую заготовку для получения на ней омега–образной формы для преобразования ее в прямую омега–образную заготовку 2, и
– осуществляют этап формирования кривизны для получения криволинейного омега–стрингера 1.
Омега–стрингер 1 с большой кривизной может быть отвержден и затем объединен с обшивкой усиленных панелей с кривизной или фюзеляжа летательного аппарата для получения объединенной детали (как в текущих процессах предшествующего уровня техники), или он может быть непосредственно объединен с обшивкой для получения совместно отвержденной детали.
Первый этап состоит из автоматической укладки ленты и автоматического вырезания. Заготовка омега–стрингера укладывается автоматически ATL–машиной или AFP–машиной или FLU–машиной, и вырезается контур. Несколько заготовок могут укладываться одновременно, и заготовки получаем после этапа вырезания. Это уменьшает периодические расходы и время производственного цикла.
Слои в направлении 0° могут быть расположены только в головной части стрингера для обеспечения возможности выполнения процесса горячего формования без складок.
Второй этап состоит из плоского формования для получения омега–образной формы 3 на прямой заготовке (см. фиг. 2), преобразующего ее в прямую омега–образную заготовку 2. Может быть использована система горячего формования или пресс.
Этап формирования кривизны позволяет получить большую кривизну в стрингере. На этом этапе, прямую омега–образную заготовку 2 располагают в гибкой инструментальной оснастке 4 (фиг. 3 и 4) для обеспечения возможности формования стрингера без складок или волн.
Гибкая инструментальная оснастка 4 содержит продольно встроенную жесткую полосу 9 для предотвращения любой деформации по длине головной части стрингера и обеспечения правильной геометрии после процесса формования.
Гибкая инструментальная оснастка 4 может содержать две части, показанные на фиг. 3 и 4.
Продольно встроенная жесткая полоса 9 может быть металлической полосой.
Стрингер (в виде прямой омега–образной заготовки 2 на этом этапе) размещают в гибкой инструментальной оснастке 4 и покрывают механическим закрывающим средством, предпочтительно вакуумным мешком 5, для создания жесткого твердого тела с вакуумом и для предотвращения складок (см. фиг. 5).
Дополнительно, несколько средств 8 закрепления слоистого материала размещают на краях гибкой инструментальной оснастки 4 (см. фиг. 8) для удаления волн или складок, которые появляются в краевых элементах жесткости 7 головной части стрингера. Элементы жесткости 7 могут быть изготовлены со смещением и могут быть более длинными, чем слоистый материал, чтобы они удерживались средствами 8 закрепления слоистого материала во время процесса формования.
Предпочтительно, средства 8 закрепления слоистого материала могут быть абразивными средствами; например, они могут быть изготовлены из наждачной бумаги.
Затем стрингер нагревают и преобразуют в криволинейный омега–стрингер 1 на инструментальной оснастке. Необходимо иметь достаточный вакуум во время формования для предотвращения складок.
Абразивные средства могут быть абразивными пленками, и гибкая инструментальная оснастка 4 может быть изготовлена из каучука.
Предпочтительно, охватываемую инструментальную оснастку 6 используют для преобразования прямой омега–образной заготовки 2 в криволинейный омега–стрингер 1 (см. фиг. 6 и 7).
Криволинейные омега–стрингеры 1, изготовленные согласно описанному выше способу, могут быть разрезаны на две части для получения двух криволинейных Z–образных стрингеров 10.
Способ изготовления усиленной панели из композиционного материала с кривизной, причем упомянутая панель содержит обшивку, содержит следующие этапы:
– изготавливают по меньшей мере один криволинейный омега–стрингер 1 согласно описанным выше способам,
– отверждают упомянутый по меньшей мере один криволинейный омега–стрингер 1, и
– объединяют упомянутый по меньшей мере один отвержденный криволинейный омега–стрингер 1 с обшивкой для получения объединенной усиленной панели из композиционного материала с кривизной.
Другой способ изготовления усиленной панели из композиционного материала с кривизной, причем упомянутая панель содержит обшивку, содержит следующие этапы:
– изготавливают по меньшей мере один криволинейный омега–стрингер 1 согласно описанным выше способам,
– объединяют упомянутый по меньшей мере один отвержденный криволинейный омега–стрингер 1 с обшивкой, и
– совместно отверждают упомянутый по меньшей мере один отвержденный криволинейный омега–стрингер 1 с обшивкой для получения совместно отвержденной, усиленной панели из композиционного материала с кривизной.
Хотя настоящее изобретение было полностью описано в связи с предпочтительными вариантами осуществления, очевидно, что могут быть введены модификации, находящиеся в пределах объема настоящего изобретения, который следует считать ограниченным не этими вариантами осуществления, а содержанием нижеследующей формулы изобретения.

Изобретение относится к способу изготовления криволинейных омега-стрингеров. Техническим результатом является повышение уровня автоматизации и предотвращение любых деформаций, волн и складок на головной части стрингеров. Технический результат достигается способом изготовления криволинейных омега–стрингеров из композиционного материала, который содержит следующие этапы. Автоматически укладывают ленту в ATL–машине или в AFP–машине или в FLU–машине и автоматически вырезают контур, после чего получается прямая заготовка с элементами жесткости. Плоско формуют прямую заготовку для получения на ней омега–образной формы для преобразования ее в прямую омега–образную заготовку. Этап формирования кривизны, на котором прямую омега–образную заготовку размещают в гибкой инструментальной оснастке, содержащей продольно встроенную жесткую полосу и несколько средств закрепления слоистого материала. Причем средства закрепления слоистого материала расположены на краях гибкой инструментальной оснастки. При этом гибкую инструментальную оснастку покрывают механическим закрывающим средством, таким образом, что головная часть прямой омега–образной заготовки имеет элементы жесткости на обоих краях. Причем элементы жесткости удерживаются средствами закрепления слоистого материала во время процесса формования, и затем прямую омега–образную заготовку нагревают и преобразуют в криволинейный омега–стрингер. 4 н. и 8 з.п. ф-лы, 9 ил.
1. Способ изготовления криволинейных омега–стрингеров (1) из композиционного материала, включающий следующие этапы:
– автоматически укладывают ленту в ATL–машине или в AFP–машине или в FLU–машине и автоматически вырезают контур, после чего получается прямая заготовка с элементами жесткости (7),
– плоско формуют прямую заготовку для получения на ней омега–образной формы (3) для преобразования ее в прямую омега–образную заготовку (2),
отличающийся тем, что он дополнительно содержит:
– этап формирования кривизны, на котором прямую омега–образную заготовку (2) размещают в гибкой инструментальной оснастке (4), содержащей продольно встроенную жесткую полосу (9) и несколько средств (8) закрепления слоистого материала, причем средства (8) закрепления слоистого материала расположены на краях гибкой инструментальной оснастки (4), причем гибкую инструментальную оснастку (4) покрывают механическим закрывающим средством, так что головная часть прямой омега–образной заготовки (2) имеет элементы жесткости (7) на обоих краях, причем элементы жесткости (7) удерживаются средствами (8) закрепления слоистого материала во время процесса формования, и затем прямую омега–образную заготовку (2) нагревают и преобразуют в криволинейный омега–стрингер (1).
2. Способ изготовления криволинейных омега–стрингеров (1) из композиционного материала по п. 1, в котором этап плоского формования выполняют в прессе.
3. Способ изготовления криволинейных омега–стрингеров (1) из композиционного материала по п. 1, в котором этап плоского формования выполняют в системе горячего формования.
4. Способ изготовления криволинейных омега–стрингеров (1) из композиционного материала по любому из предшествующих пунктов, в котором средства (8) закрепления слоистого материала являются абразивными средствами.
5. Способ изготовления криволинейных омега–стрингеров (1) из композиционного материала по п. 4, в котором абразивные средства изготовлены из наждачной бумаги.
6. Способ изготовления криволинейных омега–стрингеров (1) из композиционного материала по любому из предшествующих пунктов, в котором гибкая инструментальная оснастка (4) изготовлена из каучука.
7. Способ изготовления криволинейных омега–стрингеров (1) из композиционного материала по любому из предшествующих пунктов, в котором механическое закрывающее средство является вакуумным мешком (5).
8. Способ изготовления криволинейных омега–стрингеров (1) из композиционного материала по любому из предшествующих пунктов, в котором продольно встроенная жесткая полоса (9) является металлической полосой.
9. Способ изготовления криволинейных омега–стрингеров (1) из композиционного материала по любому из предшествующих пунктов, в котором используют охватываемую инструментальную оснастку (6) для преобразования прямой омега–образной заготовки (2) в криволинейный омега–стрингер (1).
10. Способ изготовления криволинейных Z–образных стрингеров (10) из композиционного материала, включающий этапы способа по любому из пп. 1–9 и дополнительный этап, на котором криволинейный омега–стрингер (1) разрезают на две части с получением двух криволинейных Z–образных стрингеров (10).
11. Способ изготовления усиленной панели из композиционного материала с кривизной, причем упомянутая панель содержит обшивку, отличающийся тем, что он включает следующие этапы:
– изготавливают по меньшей мере один криволинейный омега–стрингер (1) по любому из пп. 1–9,
– отверждают упомянутый по меньшей мере один криволинейный омега–стрингер (1), и
– объединяют упомянутый по меньшей мере один отвержденный криволинейный омега–стрингер (1) с обшивкой для получения объединенной усиленной панели из композиционного материала с кривизной.
12. Способ изготовления усиленной панели из композиционного материала с кривизной, причем упомянутая панель содержит обшивку, отличающийся тем, что он включает следующие этапы:
– изготавливают по меньшей мере один криволинейный омега–стрингер (1) по любому из пп. 1–9,
– объединяют упомянутый по меньшей мере один отвержденный криволинейный омега–стрингер (1) с обшивкой, и
– совместно отверждают упомянутый по меньшей мере один отвержденный криволинейный омега–стрингер (1) с обшивкой для получения совместно отвержденной усиленной панели из композиционного материала с кривизной.
| US 7708546 B2, 04.05.2010 | |||
| FR 2928295 A1, 11.09.2009 | |||
| US 20100285265 A1, 11.11.2010 | |||
| US 9096305 B2, 04.08.2015 | |||
| WO 2009097514 A1, 06.08.2009 | |||
| СПОСОБ И ОСНАСТКА ДЛЯ ПРОИЗВОДСТВА КОМПОЗИТНЫХ КОЛЬЦЕВЫХ РАМ | 2005 |
|
RU2390417C2 |

