Настоящее изобретение относится к технологическому процессу изготовления вафельных полуоболочек или подобных пищевых материалов типа, используемого в кондитерской промышленности для изготовления заполняемых пищевых продуктов, образуемых посредством пары вышеуказанных полуоболочек, соединенных вместе отверстие к отверстию, и включающих начинку.
В частности, изобретение относится к способу, в котором указанные полуоболочки получают посредством отделения от вафельного листа, содержащего множество полуоболочек, соединенных друг с другом посредством соединительной стенки, которая в свою очередь соединена с каждой полуоболочкой через кольцевой участок, окружающий полуоболочку, имеющий меньшую толщину, чем толщина указанной соединительной стенки.
Вафельный лист, обладающий вышеуказанными характеристиками, может быть получен, например, посредством способа, описанного в WO2011/067733, который включен в данный документ посредством ссылки.
В способе, описанном в данном документе, для изготовления вафельного листа используют форму, содержащую негативную полуформу и позитивную полуформу, образующие в совокупности формующую полость для вафли; причем негативная полуформа содержит множество ячеек, имеющих форму, соответствующую изготавливаемым полуоболочкам, передняя поверхность которых, повернутая к позитивной полуформе, содержит кольцевые элементы, выступающие к передней поверхности позитивной полуформы и окружающие каждую ячейку, которые образуют в тесте, подвергаемом выпеканию в формующей полости, углубление в соединительной стенке, примыкающей к каждой полуоболочке.
Вафельный лист, получаемый данным способом, содержит множество полуоболочек, соединенных с соединительной стенкой посредством кольцевой перемычки, имеющей уменьшенную толщину относительно толщины соединительной стенки.
Как описано в WO 2011/067733, полуоболочки могут быть отделены от вафельного листа, полученного в результате выпекания, посредством давления в направлении, перпендикулярном плоскости соединительной стенки; для этого отвержденный вафельный лист может быть отделен от формы и размещен на основании, содержащем полости, которое поддерживает полуоболочки или соединительную стенку, отделяющем полуоболочки посредством давления, оказываемого на полуоболочки или соответственно на соединительную стенку.
Полуоболочки, получаемые посредством данного способа, содержат законченную поверхность, по существу по всей их стенке, а также на их кольцевой приемной поверхности (т.е. на кольцевой поверхности, соединяющей внутреннюю поверхность с внешней поверхностью удерживающей стенки полуоболочки), и таким образом выпекание осуществляется с тестом в контакте с полированными поверхностями двух полуформ.
Термин «законченная поверхность» означает гладкую поверхность, подобную коже, по существу не содержащую макропор; термин «законченная» используется для того чтобы отличать морфологические характеристики данной поверхности относительно морфологических характеристик поверхности, получаемой в результате разрезания вафельной стенки, которая благодаря пористой внутренней структуре вафли, содержит макропористую и/или раскрошенную поверхность с открытыми ячейками.
Получение полуоболочек с законченной краевой поверхностью очень желательно при изготовлении заполняемых полых продуктов, включающих текучую начинку, поскольку наличие сопрягающихся поверхностей с законченными краями ограничивает риск утечки текучей среды. Кроме того, завершение полуоболочки законченным краем предпочтительно в процессе уплотнения полуоболочек посредством увлажнения сопрягающихся краев, описанного в ЕР-А-1 647 190. Поэтому необходимо, чтобы операция разделения полуоболочек от соединительной стенки не повреждала или ухудшала чистоту поверхности края кольцевого отверстия полуоболочек.
Хотя особенности формы вафельного листа, описанные в WO 2011/067733, приспособлены для облегчения отделения полуоболочек от соединительной стенки при переходе на промышленный масштаб процесса производства полуоболочек, в котором необходимо использовать вафельные листы больших размеров с большим количеством полуоболочек, выяснилось, что операция отделения, осуществляемая посредством сжатия или разрезания, связана с серьезными проблемами, которые приводят к изготовлению большого количества дефектных полуоболочек, например, имеющих раскрошенный или неровный выходной контур, что вызывает большие потери производительности.
Задачей настоящего изобретения является создание способа, который устраняет вышеуказанные недостатки и соответственно является особенно пригодным для реализации в промышленном производстве посредством значительного ограничения производства отходов и увеличения производительности.
В связи с такой задачей, целью изобретения является способ, в соответствии с определением в приведенной ниже формуле изобретения, который представляет собой неотъемлемую составную часть настоящего описания.
Другие преимущества и признаки способа в соответствии с изобретением станут очевидными из подробного описания, которое приведено ниже, представлено только в качестве примера, снабжено ссылками на прилагаемые чертежи, из которых:
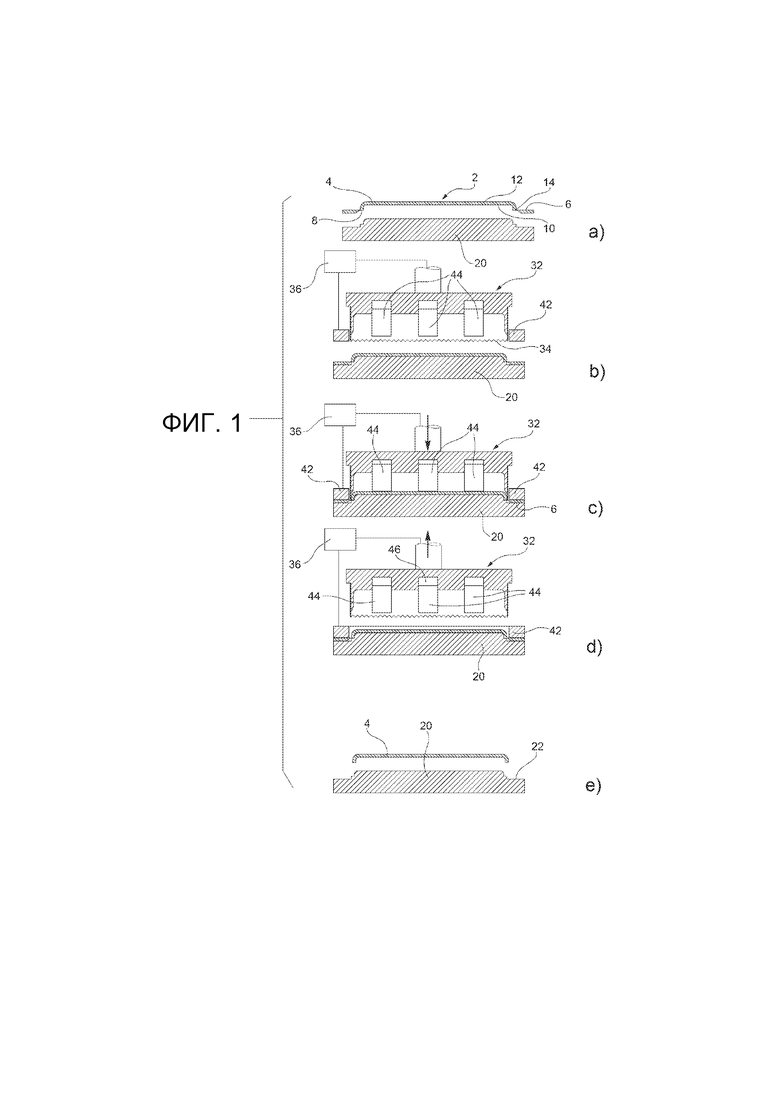
- фиг.1 представляет собой схематичное изображение этапов а)-е) способа, начинающегося с этапа а), на котором вафельный лист размещают на основании, чтобы затем подвергнуть операции пробивания, до этапа е), на котором полуоболочку отделяют от вафли;
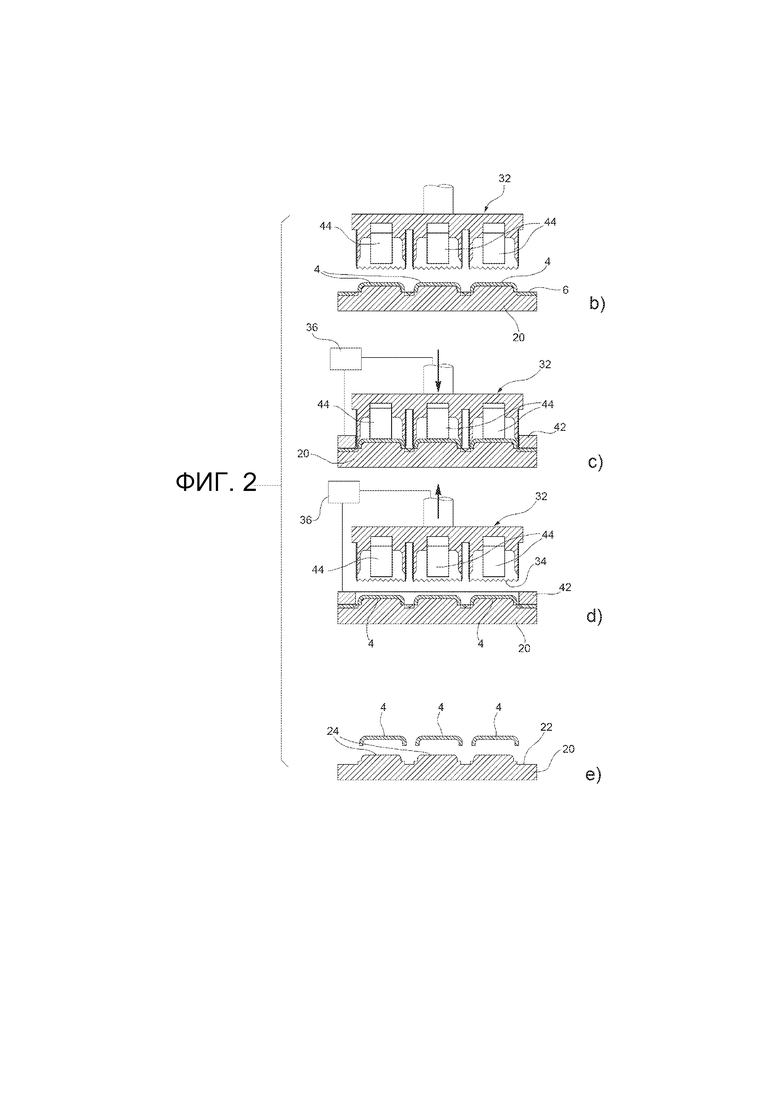
- фиг.2 представляет собой схематичное изображение этапов b), c), d) и e) в соответствии с фиг.1, показывающее виды в разрезе соответствующих изображений на фиг.1;
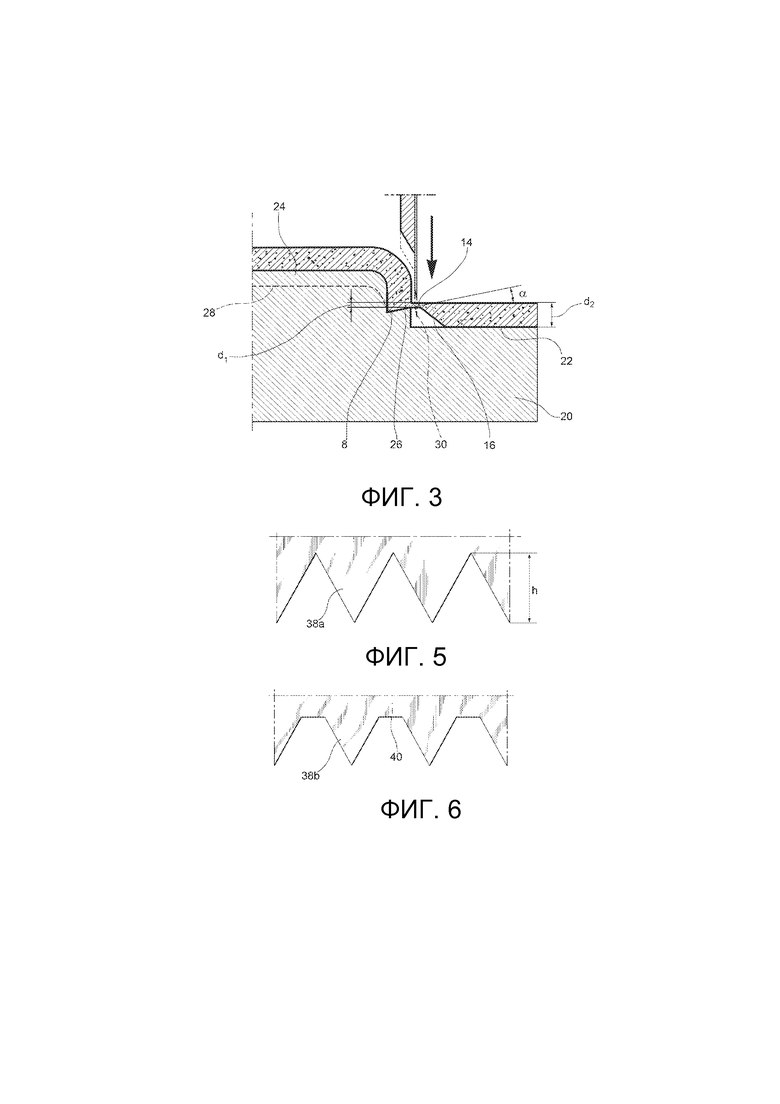
- фиг.3 представляет собой схематичное изображение детали операции пробивания;
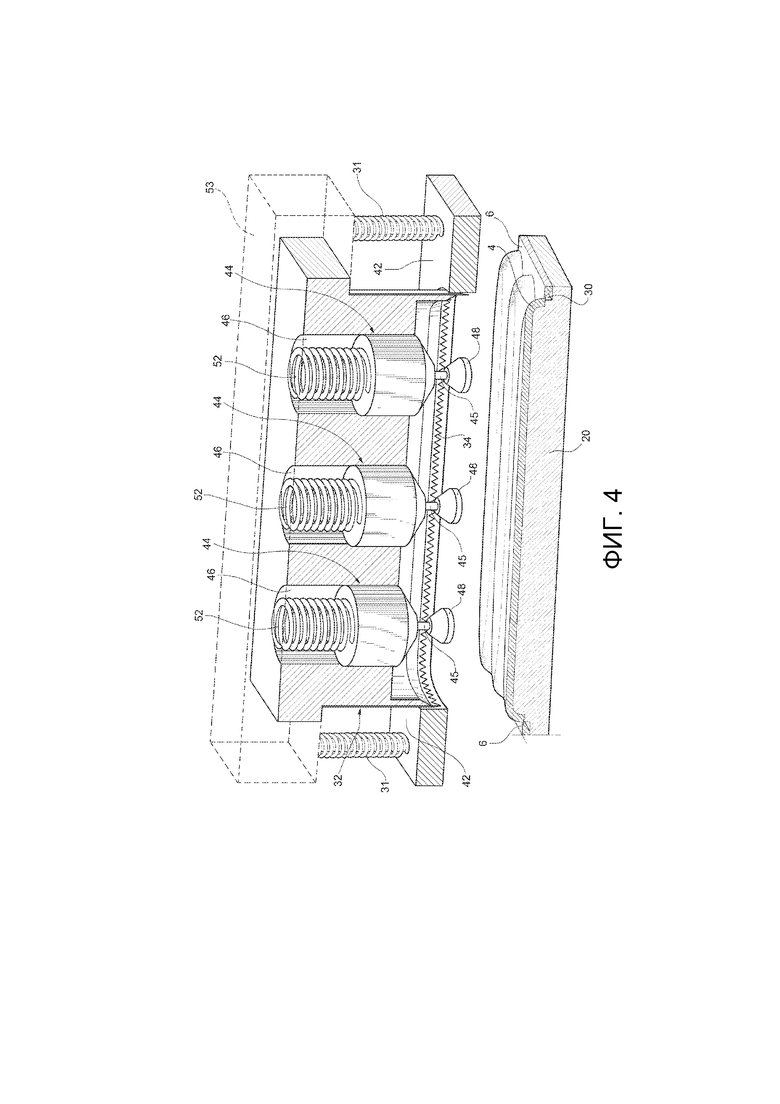
- фиг.4 представляет собой вид в разрезе части пробивного устройства, используемого в контексте фиг.1 и фиг.2;
Фиг.5 и 6 показывают две режущие кромки вырубного штампа; и
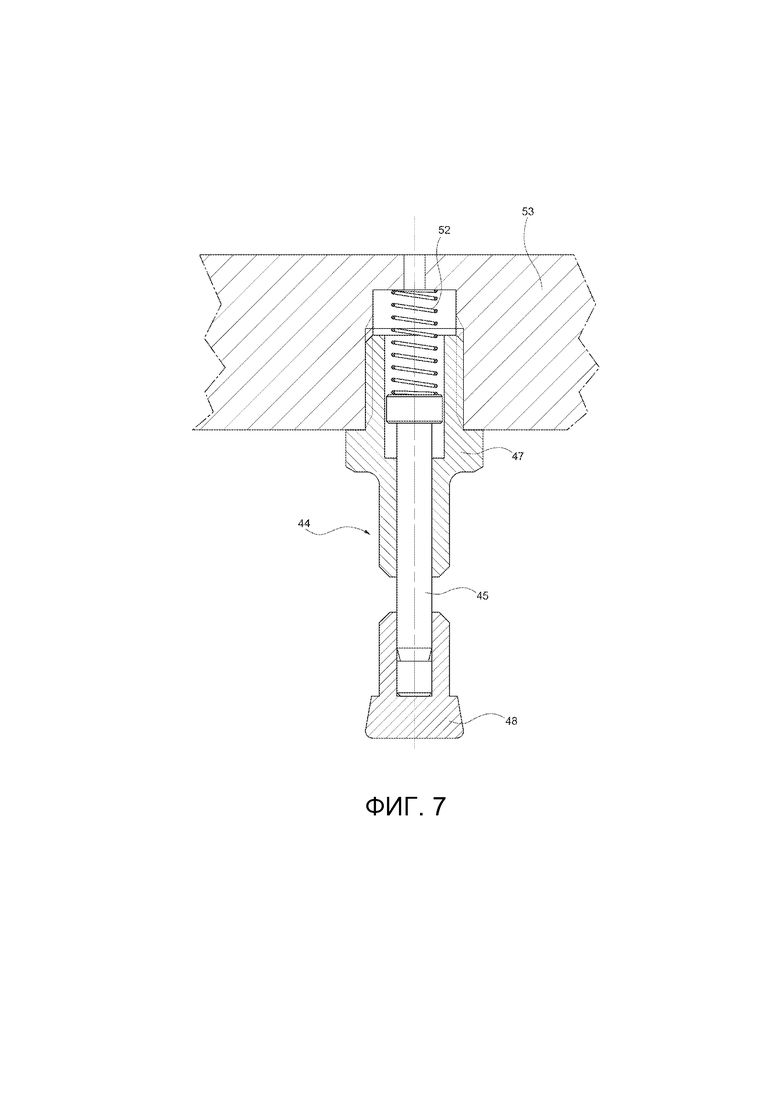
Фиг.7 представляет собой вид в разрезе выталкивающих элементов, взаимодействующих с вырубными штампами при операции вырубания.
Со ссылкой на чертежи, ссылочной позицией 2 обозначен вафельный лист, который содержит множество полуоболочек 4, соединенных вместе посредством соединительной стенки 6. Хотя на фиг.1 и 2 показан один ряд полуоболочек, в промышленном производстве вафля будет содержать множество полуоболочек 4, размещенных в виде матрицы, т.е. в соответствии с множеством рядов, преимущественно параллельных друг другу, и столбцов, параллельных друг другу и перпендикулярных указанным рядам.
Форма полуоболочек не является ограничительной и может выбираться в соответствии с формой изготавливаемого продукта.
Полуоболочки 4 содержат кольцевую приемную поверхность 8, которая образует соединительную поверхность между внутренней поверхностью 10 и внешней поверхностью 12 вогнутой стенки, образующей полуоболочку, причем такая приемная поверхность представляет собой законченную краевую поверхность, поскольку вафлю получают посредством выпекания в форме, содержащей поверхности в контакте с такой поверхностью.
Полуоболочки соединены с соединительной стенкой 6 посредством кольцевого участка или перемычки 14, которая предпочтительно имеет толщину d1, уменьшенную относительно толщины d2 соединительной стенки (см. деталь на фиг.3). В обычном изделии данного типа, d1 составляет порядка 0,1-0,8 мм, а d2 составляет порядка 1-3 мм. Предпочтительно, соединительная стенка 6, примыкающая к вышеуказанной кольцевой перемычке, содержит фаску 16.
Как показано в детали поперечного сечения фиг.3, со ссылкой на предпочтительный вариант осуществления, кольцевая приемная поверхность 8 наклонена относительно главной плоскости соединительной стенки, образуя с ней угол α, предпочтительно находящийся в пределах приблизительно 5-15°.
Решение, в котором две полуоболочки, используемые для изготовления закрытого полого тела, содержат кольцевые приемные поверхности, обе наклоненные (относительно плоскости соединения двух полуоболочек) с одинаковым углом наклона, показано на фиг.7 и 8 в ЕР 1 433 386 и описано в данном документе как полезное для улучшения центрирования двух полуоболочек. Однако в пределах объема настоящего изобретения, такое решение желательно и предпочтительно как дополнительный признак для получения чистого вырубания кольцевого участка 14 без ухудшения законченных поверхностей кольцевого приемного края.
Для осуществления операции отделения полуоболочек 4 от вафельного листа 2, вначале вафлю размещают на основании, состоящем из опорной плиты 20 с по меньшей мере ее соединительной стенкой 6 в контакте с дополняющей поверхностью 22 указанной опорной плиты.
Опорная плита 20 в соответствии с изобретением выполнена из пластичного материала, предпочтительно полукарбоната.
Опорная плита 20 представляет собой преимущественно другую плиту, помимо плиты, в которой образуют и выпекают вафельный лист 2, поскольку плиты для выпечки в печи представляют собой по существу чугунные плиты, которые не приспособлены для поддержки операций вырубания. Таким образом, плита 20 предпочтительно представляет собой специально изготовленную опорную плиту, на которую переносят вафельный лист после его отверждения.
В предпочтительном варианте осуществления, опорная плита 20 содержит множество выступающих элементов 24, форма которых соответствует форме полуоболочек и выполненных так, чтобы содержать опорную поверхность 26 (фиг.3) для кольцевой приемной поверхности 8 каждой полуоболочки, а также поверхность 22, поддерживающую соединительную стенку 6. Однако можно также осуществлять операцию отделения с использованием плиты, в которой выступающие элементы 24 являются пониженными (например, на 0,1-0,2 мм) по сравнению с внутренней поверхностью 10 полуоболочек, например, данная пониженная поверхность обозначена пунктирной линией 28 на фиг.3.
При этом в другом варианте осуществления можно также осуществлять операцию отделения посредством размещения вафельного листа с полостями полуоболочек, обращенными вверх, то есть по направлению к режущему элементу, т.е. используя опорную плиту с полостями, имеющими вогнутость, обращенную вверх, и с соединительной стенкой 6, поддерживаемой опорной поверхностью, дополняющей к ней, как было указано выше.
В соответствии с предпочтительным вариантом осуществления, показанным на фиг.3, в котором полости полуоболочек обращены вниз и поддерживаются посредством элементов 24, предпочтительно так, что кольцевой переходный участок 14, где осуществляется операция вырубания, описанная ниже, не опирается непосредственно на поверхность опорной плиты, соответственно оставляя пустое пространство 30 под указанным кольцевым участком.
Операция отделения полуоболочки осуществляется с использованием множества вырубных штампов или перфораторов 32, каждый содержащий режущий профиль, соответствующий контуру полуоболочки в вышеуказанном кольцевом участке 14 с уменьшенной толщиной.
На практике, в производственной системе, опорные плиты 20 с соответствующим вафельным листом 2, связанным с ними, перемещают, например, посредством ступенчатого подвижного конвейера, в положение временной остановки, в котором режущая кромка вырубных штампов 32 находится в точном совмещении с контуром полуоболочек, как было указано выше; в качестве альтернативы, операцию отделения можно осуществлять непрерывно, т.е. с отслеживанием, так что вырубные штампы выполнены с возможностью перемещения со скоростью подачи, соответствующей скорости подачи конвейера, который перемещает опорные плиты.
На этапе b), показанном на фиг.1 и 2, вырубные штампы 32 размещают над опорной плитой 20 так, что их режущие кромки 34 находятся в точном совмещении с кольцевым участком 14; предпочтительно, точность центрирования составляет порядка 0,1-0,4 мм. Вырубные штампы 32 выполнены с возможностью вертикального перемещения и при этом приводятся в движение посредством электродвигателя 36, который обеспечивает перемещение между поднятым положением, показанным на фиг.1b) и 2b), и опущенным положением, показанным на фиг.1с) и 2с), в котором режущие профили 34 вырубных штампов вырубают кольцевой участок 14, останавливаясь рядом и предпочтительно предотвращая контакт с поверхностью 22 опорной плиты.
В пределах объема изобретения, было выяснено, что для предотвращения или уменьшения производства дефектных полуоболочек, столкновение режущего профиля с кольцевым участком 14 и соответственно его первоначальное вырубание должны быть выполнены посредством разнесенных точек или пунктирных линий. Поэтому применяется зубчатый режущий профиль, предпочтительно с треугольными зубьями 38а, 38b (фиг.5 и 6). Предпочтительно, использовать режущий профиль, в котором следующие друг за другом зубья соединены под острым углом, как показано на фиг.5; однако возможны другие профили, такие как профили, показанные на фиг.6, в которых следующие друг за другом зубья соединены прямолинейным участком 40. Предпочтительно, высота h каждого зуба больше толщины соединительной стенки, обозначенной d1 на фиг.3.
В сочетании с зубчатым режущим профилем, применение кольцевого приемного края 8 полуоболочек, наклоненного относительно плоскости соединительной стенки, как было описано выше, дополнительно повышает точность вырубания, предположительно, поскольку это предотвращает распространение разрыва указанной кольцевой приемной поверхности, предотвращая ее ухудшение.
Вырубные штампы и в частности их режущие профили преимущественно выполнены из стали, например, инструментальной стали.
Для оптимизации операции вырубания, предпочтительно, чтобы во время ее выполнения соединительная стенка 6 вафли была связана с опорной плитой. С этой целью вырубной штамп предпочтительно соединен с удерживающим элементом, содержащим стопорную плиту 42, выполненную с возможностью вертикального перемещения между поднятым положением и опущенным положением, для удерживания соединительной стенки 6 запертом положении и таким образом в контакте с поверхностью опорной плиты. Давление, оказываемое стопорной плитой 42 на вафельный лист, можно регулировать посредством упругих средств, таких как цилиндрические винтовые пружины 31.
Стопорная плита 42 может содержать множество отверстий, в которых соответствующий вырубной штамп 32 или ряд режущих штампов выполнены с возможностью перемещения или приведения в движение, в вертикальном перемещении, посредством указанного электродвигателя 36, который управляет вертикальным перемещением вырубных штампов, компенсирующим избыточный ход пружин 31 (фиг.4). Для того чтобы осуществить операцию вырубания, электродвигатель 36 вызывает продвижение стопорной плиты 42 из поднятого положения (фиг.1b) и 2b)) в опущенное положение (фиг.1с) и 2с)), в котором стопорная плита 42 соединяет соединительную стенку 6 с опорной плитой. Данная операция может осуществляться одновременно с продвижением вырубных штампов 32 к опорной плите 20, но до того, как вырубные штампы входят в контакт с кольцевым участком 14. Одновременно с удерживающим действием, оказываемым на вафельный лист плитой 42, выталкивающие элементы 44, приводимые в движение электродвигателем 36 и компенсируемые, при опускающем перемещении, посредством пружин 52, взаимодействуют с плитой 42, чтобы удерживать вафлю 4 на основании 20.
Как показано на фиг.4 и 7, с каждым вырубные штампом связан один или несколько подвижных выталкивающих элементов 44, который предотвращает задерживание пробитой полуоболочки в соответствующем вырубном штампе 32 во время последующего перемещения вырубных штампов от опорной плиты. Такие выталкивающие элементы могут, например, содержать поршень 45, выполненный с возможностью перемещения в пределах соответствующего отверстия 46, образованного в корпусе вырубного штампа.
Фиг.4 представляет собой схематичное изображение вырубного штампа в пределах объема указанного способа, и обеспечивает перспективный вид в разрезе, который позволяет увидеть внутреннее устройство. На фиг.4 детали, соответствующие деталям, показанным на фиг.1-3, обозначены одинаковыми ссылочными позициями. В частности, на данном чертеже показаны вышеуказанные выталкивающие элементы 44, выполненные с возможностью вертикального перемещения в цилиндрических отверстиях 46 и содержащие концевые части 48, предпочтительно из эластомерного материала, такого как силикон, приспособленные для оказания давления на полуоболочку 4 после ее вырубания для предотвращения ее возможного зацепления в режущем профиле при опускающемся перемещении вырубного штампа.
Конструктивная деталь выталкивающих элементов показана в техническом чертеже на фиг.7, в котором элементы, соответствующие элементам на фиг.4, обозначены одинаковыми ссылочными позициями, хотя и показаны с другой конфигурацией.
Как показано, выталкивающие элементы 44 содержат концевую часть 48 из эластомерного материала, прикрепленную к скользящему стержневому поршню 45.
Выталкивающие элементы 44 прикреплены к вертикально подвижной плите 53, к которой также прикреплены вырубные штампы 32 посредством стержневого направляющего элемента 47 с резьбой.
Упругий элемент 52, в форме цилиндрической винтовой пружины, оказывает давление на стержень 45 с заданной предварительной нагрузкой, вынуждая стержень оказывать усилие на вафельный лист, так что оно удерживает вафельный лист на месте перед и после вырубания.
После осуществления операции вырубания, электродвигатель 36 вызывает вертикальное перемещение вырубных штампов от опорной плиты 20 и одновременно или после этого вертикальное перемещение стопорной плиты 42 и выталкивающих элементов 44 так, чтобы высвобождать соединительную стенку 6 (фиг.1d и 2d) и множество полуоболочек 4 (фиг.4), как было отмечено выше.
Способ в соответствии с изобретением, благодаря его инновационным признакам, обеспечивает значительное повышение производительности, в частности предотвращая ухудшение или выкрашивание кольцевой краевой поверхности получаемых полуоболочек.
Конечно, без ограничения идеи настоящего изобретения, варианты осуществления и детали реализации могут отличаться от описанных и показанных без отхода от объема приведенной ниже формулы изобретения.
Изобретение относится к пищевой промышленности, в частности к способу изготовления вафельных полуоболочек. Способ изготовления полуоболочек (4) включает изготовление вафельного листа (2), содержащего множество полуоболочек (4), соединенных друг с другом соединительной стенкой (6). Соединительная стенка (6) соединена с каждой полуоболочкой посредством кольцевого участка (14), окружающего полуоболочку. Способ также включает отделение полуоболочек от соединительной стенки (6) вдоль режущего профиля в кольцевом участке (14). При операции отделения соединительная стенка (6) опирается на основание (20), выполненное из пластичного материала. Операция отделения осуществляется посредством вырубного элемента (32), имеющего зубчатый режущий профиль (34). Использование изобретения позволит повысить качество готового продукта. 7 з.п. ф-лы, 7 ил.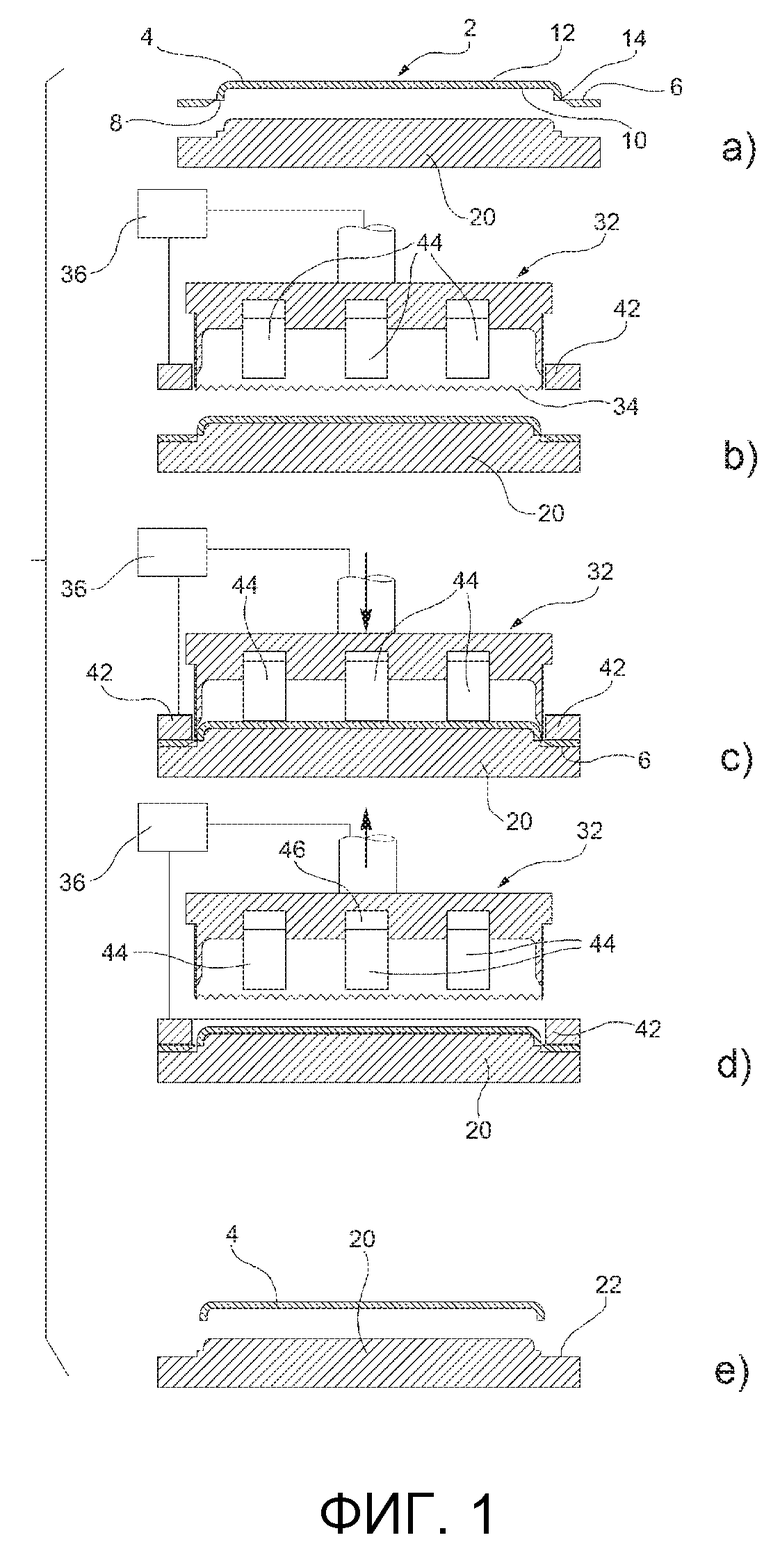
1. Способ изготовления вафельных полуоболочек (4), включающий стадии:
- обеспечения наличия вафельного листа (2), содержащего множество полуоболочек (4), соединенных друг с другом соединительной стенкой (6), при этом указанная соединительная стенка соединена с каждой полуоболочкой посредством кольцевого участка (14), окружающего полуоболочку, имеющего толщину меньше, чем толщина соединительной стенки, и
- отделения полуоболочек от соединительной стенки (6) вдоль режущего профиля, соответствующего контуру полуоболочки, на указанном кольцевом участке (14) с меньшей толщиной, посредством операции вырубания, осуществляемой в направлении, перпендикулярном плоскости соединительной стенки,
отличающийся тем, что при операции отделения соединительную стенку (6) поддерживают посредством основания (20), выполненного из пластичного материала, и операцию отделения осуществляют посредством вырубного элемента (32), имеющего зубчатый режущий профиль (34);
в вафельном листе (2) указанные полуоболочки (4) содержат кольцевую приемную поверхность (8), наклоненную относительно главной плоскости указанной соединительной стенки (6), при этом
кольцевая приемная поверхность (8) образует угол в пределах от 5° до 15° относительно главной плоскости указанной соединительной стенки, а
основание (20) содержит множество выступающих элементов (24), каждый из которых имеет форму, дополняющую форму соответствующей полуоболочки (4), причем указанные полуоболочки размещены на основании так, что их полость обращена к основанию, кроме того,
вырубной элемент (32) представляет собой вырубной штамп, выполненный с возможностью перемещения между поднятым положением и положением вырубания под действием электродвигателя (36), причем вырубной штамп соединен с пластинчатым удерживающим элементом (42), который связывает соединительную стенку (6) с основанием (20) посредством удерживания ее в контакте с ним перед и во время операции вырубания.
2. Способ по п.1, отличающийся тем, что основание (20), выполненное из пластичного материала, приспособлено для поддержки нижней поверхности указанной соединительной стенки (6) и кольцевой приемной поверхности (8).
3. Способ по п.1, отличающийся тем, что указанное основание выполнено из поликарбоната.
4. Способ по п.1, отличающийся тем, что соединительная стенка (6) удерживается в контакте с основанием (20) посредством удерживающего элемента (42) перед и во время операции отделения.
5. Способ по п.1, отличающийся тем, что с каждым вырубным штампом соединен один или более выталкивающих элементов (44), которые выполнены с возможностью удерживания вырубленных полуоболочек (4) в контакте с основанием после операции отделения и вырубания.
6. Способ по п.5, отличающийся тем, что указанные один или более выталкивающих элементов (44) выполнены с возможностью вертикального перемещения в соответствующем отверстии в корпусе вырубного штампа.
7. Способ по п.1, отличающийся тем, что зубчатый профиль (34) содержит треугольные зубья (38а, 38b).
8. Способ по п.7, отличающийся тем, что треугольные зубья (38а, 38b) имеют высоту (h), которая больше, чем толщина (d1) соединительной стенки (6).
| WO 2011067733 A1, 09.06.2011 | |||
| Устройство для прямолинейного перемещения | 1988 |
|
SU1647190A1 |
| EP 1433386 A1, 30.06.2004 | |||
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ВЫПЕЧНЫХ ИЗДЕЛИЙ В ФОРМЕ ПОЛУОБОЛОЧЕК | 2010 |
|
RU2541651C2 |

