В настоящий документ в виде ссылки включено содержание заявки на патент Германии DE 102011089682.1.
Настоящее изобретение относится к матрице для вырубного устройства. В частности, настоящее изобретение относится к вырубному инструменту для вырубного устройства, которое содержит соответствующую матрицу. Настоящее изобретение относится также к способу вырубки частей заготовки из заготовок при помощи соответствующей матрицы.
Известны вырубные устройства, пуансоны и матрицы которых могут последовательно делать зарубки или надрезы на заготовках. Части заготовки, выгнутые из соответствующей заготовки, на конце подвергают резке по длине при помощи приспособления для резки по длине, в результате чего в заготовке образуются отверстия. Резка по длине происходит при помощи матрицы и пуансона. Недостаток этих известных вырубных устройств заключается в том, что концевые части, подвергаемые резке по длине, часто застревают в матрице, что приводит к повреждению или остановке всего вырубного устройства.
Целью настоящего изобретения является создание такой матрицы для вырубного устройства, которая чрезвычайно проста по форме и к тому же является чрезвычайно надежной с функциональной точки зрения. Целью настоящего изобретения является также создание соответствующего вырубного инструмента. Кроме того, предлагается также соответствующий способ вырубания. Заготовки с кромками без выступов (заусениц), в частности, кромки листового металла, могут быть также изготовлены чрезвычайно простым образом.
Эта цель достигается за счет отличительных признаков, раскрытых в независимых пунктах 1, 11 и 14 формулы изобретения. Суть настоящего изобретения заключается в том, что матрица сама по себе имеет функциональный режущий механизм для резки заготовки по длине, т.е. продольной резки, для получения части заготовки. Заготовка может быть подвергнута резке по длине или укорочена при помощи этого механизма резки по длине. Относительное смещение между элементом для резки по длине и контрэлементом для резки по длине может быть осуществлено путем перемещения элемента для резки по длине и/или контрэлемента для резки по длине. Соответственно, для этого применимы известные приводы.
Часть заготовки выгибают из соответствующей заготовки, подвергающейся резке по длине, в матрице. Часть заготовки остается соединенной с имеющейся заготовкой при помощи соединительной концевой части заготовки. Под понятием «соединительная концевая часть» имеется в виду концевая часть (концевой участок) части заготовки, которая неподвижно соединена с конкретной заготовкой во время резки по длине.
Направляющий механизм предпочтительно позволяет обеспечить надежное направление части заготовки к механизму для разрезания по длине и/или надежный выпуск свободной части заготовки из матрицы.
Другие преимущественные конструкции согласно настоящему изобретению приведены в зависимых пунктах формулы изобретения.
Описанное в пункте 2 формулы изобретения относительное перемещение между опорой для заготовки и основным корпусом матрицы может быть осуществлено за счет перемещения опоры для заготовки и/или основного корпуса матрицы. Преимущественно, происходит перемещение опоры для заготовки относительно основного корпуса матрицы. Преимущественно, опора для заготовки может быть приведена в действие при помощи пуансона вырубного устройства.
Согласно пункту 3 формулы изобретения элемент для резки по длине расположен на основном корпусе матрицы. Предпочтительно, он выполнен в виде отдельного компонента. Это целесообразно в том случае, если элемент для резки по длине является сменным. И наоборот, элемент для резки по длине может быть выполнен в виде единого целого с основным корпусом матрицы.
Согласно пункту 4 формулы изобретения элемент для резки по длине расположен на опоре для заготовки. Преимущественным является, если элемент для резки по длине выполнен в виде отдельного компонента. Контрэлемент для резки по длине является, преимущественно, сменным. И наоборот, элемент для резки по длине выполнен в виде единого целого с опорой для заготовки. Возможно обратное расположение элемента для резки по длине и контрэлемента для резки по длине.
По меньшей мере один пружинный элемент согласно пункту 5 предпочтительно выполнен в виде винтовой пружины. Однако он может быть, например, выполнен в виде пластинчатой пружины или блока из упругого материала. Преимущественным является, если пружинный элемент является пружинным элементом, работающим на сжатие. Опора для заготовки и основной корпус матрицы могут быть приведены, согласно пункту 5 формулы изобретения, в противовес пружинящему действию пружинного элемента, в их положение для резки по длине. Вывполнение в виде пружинного элемента, работающего на растяжение, возможно в качестве альтернативы в случае измененной конфигурации матрицы.
Сквозное отверстие согласно пункту 6 формулы изобретения является, предпочтительно, закрытым на периферийной стороне. Это позволяет простым образом направить часть заготовки при помощи опоры для заготовки или в матрицу.
Свободная часть заготовки или свободная соединительная концевая часть части заготовки может быть выпущена без проблем и без заедания в конце процесса резки по длине благодаря совмещению сквозного отверстия и первого выпускного отверстия согласно пункту 6 формулы изобретения.
Направляющий скос согласно пункту 7 позволяет особенно надежно направить часть заготовки к механизму для резки по длине. Направляющий скос, предпочтительно, предусмотрен непосредственно на опоре для заготовки или на компоненте, который неподвижно соединен с опорой для заготовки.
Выпускной скос согласно пункту 8 позволяет особенно надежно выпустить свободную часть заготовки из матрицы. Он, предпочтительно, предусмотрен непосредственно на основном корпусе матрицы или на компоненте, неподвижно соединенном с основным корпусом матрицы. Выпускной скос, предпочтительно, позволяет также особенно надежно направить часть заготовки к механизму для резки по длине.
Вводной элемент согласно пункту 9 формулы изобретения позволяет чрезвычайно надежно с функциональной точки зрения направить часть заготовки к выпускному механизму. Вводной элемент, предпочтительно, выполнен в виде отдельного компонента или предусмотрен непосредственно на опоре для заготовки. Преимущественным является, если вводная наклонная плоскость совмещена с направляющим скосом.
По меньшей мере один пружинный элемент предпочтительно также оказывает действие на вводной элемент согласно пункту 9, возможно смещение вводного элемента при помощи опоры для заготовки. Таким образом, становится возможным направлять особенно надежно с функциональной точки зрения часть заготовки к механизму для резки по длине. Преимущественным является, если пружинный элемент выполнен в виде винтовой пружины. В качестве альтернативы возможна другая конфигурация, такая как конфигурация в виде пластинчатой пружины или в виде блока из упругого материала. Целесообразным является, если пружинный элемент представляет собой пружинный элемент, работающий на сжатие.
Преимущественным является, если вводной элемент направлен на или в опору для заготовки. Вводной элемент, предпочтительно, подвергается воздействию предварительного напряжения относительно опоры для заготовки при помощи по меньшей мере одного элемента предварительного напряжения.
Второе выпускное отверстие согласно пункту 10 формулы изобретения позволяет простым способом и без заедания выпустить свободные концевые участки части заготовки из матрицы после резки по длине.
Корпус пружины согласно пункту 12 формулы изобретения, предпочтительно, выполнен в виде винтовой пружины. В качестве альтернативы, последний выполнен в виде пластинчатой пружины или блока из упругого материала. Корпус пружины, предпочтительно, представляет собой корпус пружины, работающей на сжатие, который отжимает опорный элемент и корпус пуансона друг от друга или воздействует на них соответственно.
Трапецеидальная форма оправки пуансона согласно пункту 13 формулы изобретения позволяет особенно хорошо и точно получать внутренние высечки или внутренние выемки на заготовке. Оправка пуансона имеет переднюю режущую кромку и заднюю кромку, которая простирается параллельно режущей кромке. Режущая кромка расположена впереди задней кромки в направлении подачи заготовки. Косые кромки простираются между режущей кромкой и задней кромкой. Режущая кромка длиннее, чем задняя кромка. Таким образом, косые кромки простираются по направлению друг к другу от режущей кромки к задней кромке.
Преимущественным является, если по меньшей мере одна выступающая назад свободная задняя направляющая, которая преимущественно является стержнеобразной и имеет, например, треугольное сечение, расположена также на пуансоне или на оправке пуансона. Поперечные силы, воздействующие на инструменты, могут быть легко амортизированы при помощи задней направляющей. Тем самым инструмент не может совершать поперечные перемещения в сторону. Тем самым он является практически зафиксированным.
Корпус пружины согласно пункту 15 предпочтительно выполнен в виде винтовой пружины. В качестве альтернативы, она может быть выполнена в виде пластинчатой пружины или блока из упругого материала. Корпус пружины, предпочтительно, представляет собой корпус пружины, работающей на сжатие, который отжимает опорный элемент и корпус пуансона друг от друга или воздействует на них соответственно.
Ниже приводится описание двух предпочтительных вариантов осуществления настоящего изобретения в виде примера со ссылкой на прилагаемые чертежи, на которых изображены:
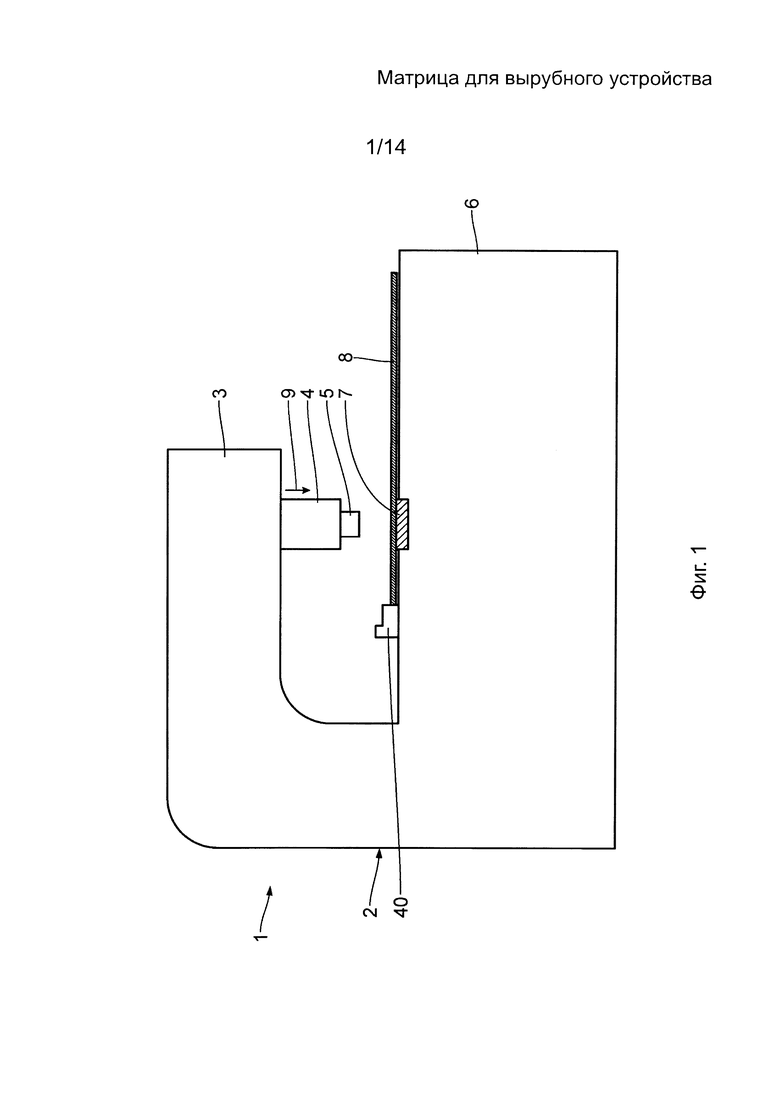
на Фиг. 1 - схематический вид вырубного устройства с вырубным инструментом согласно настоящему изобретению;
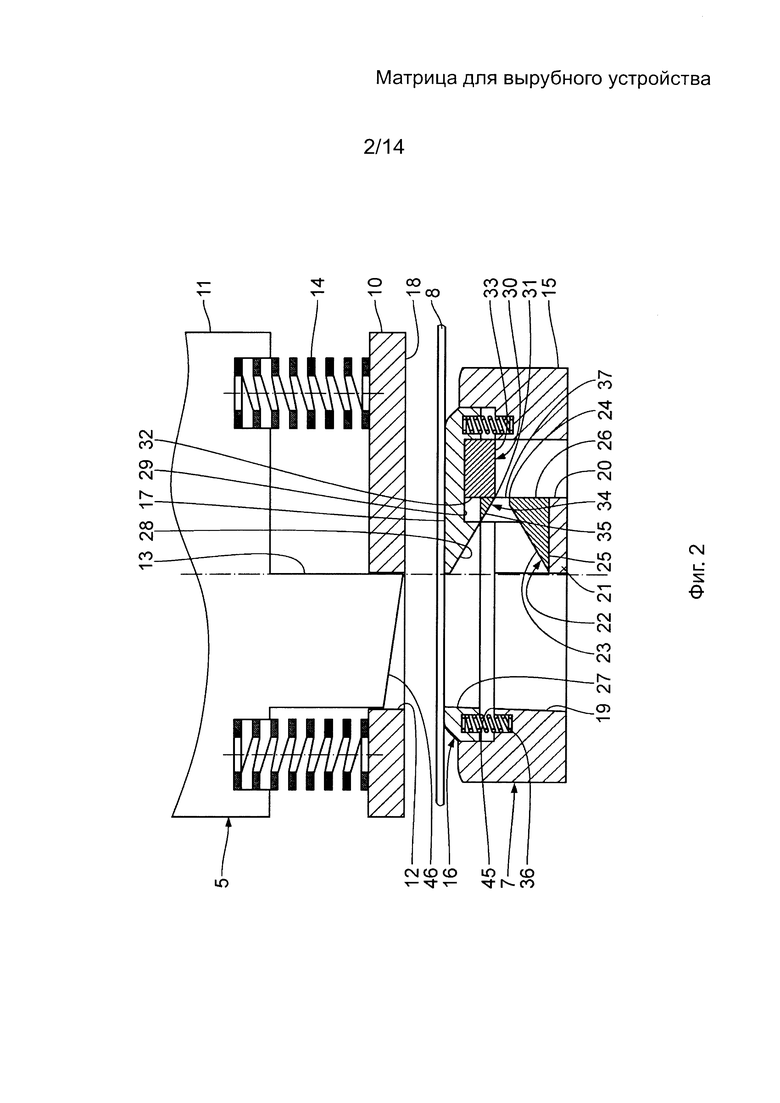
на Фиг. 2 - схематический вид в разрезе вырубного инструмента, показанного на Фиг. 1 и находящегося в исходном положении;
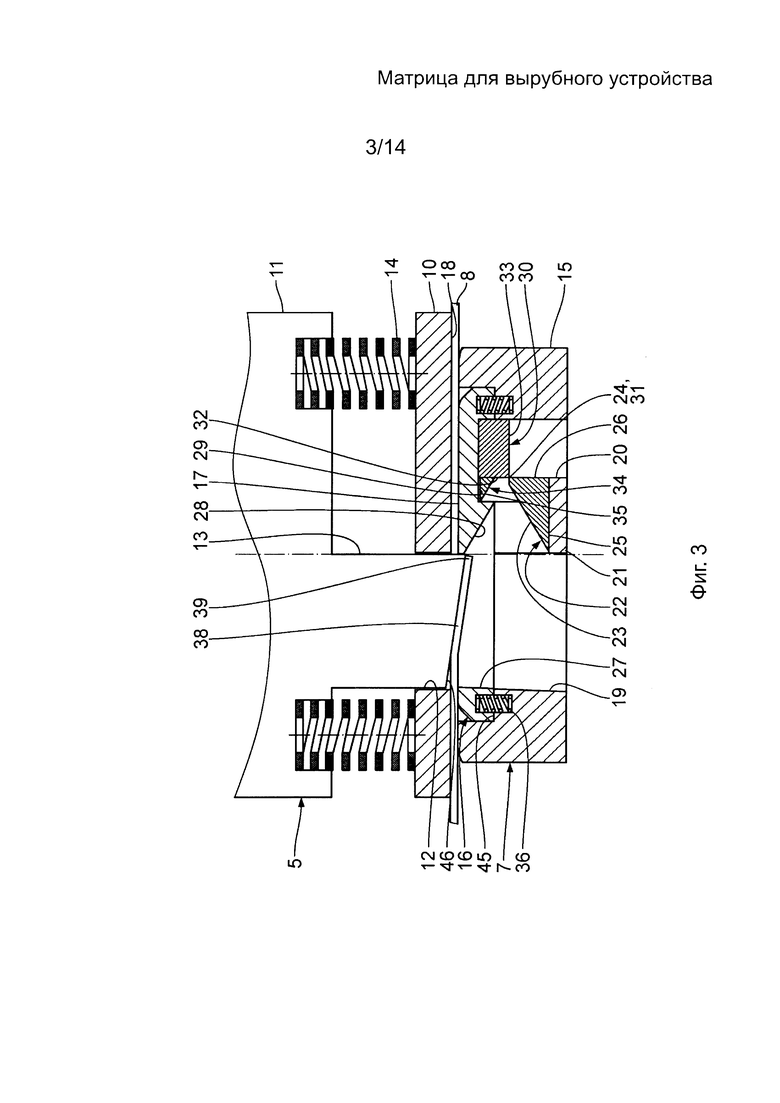
на Фиг. 3 - схематический вид в разрезе вырубного инструмента, который находится в первом положении резки;
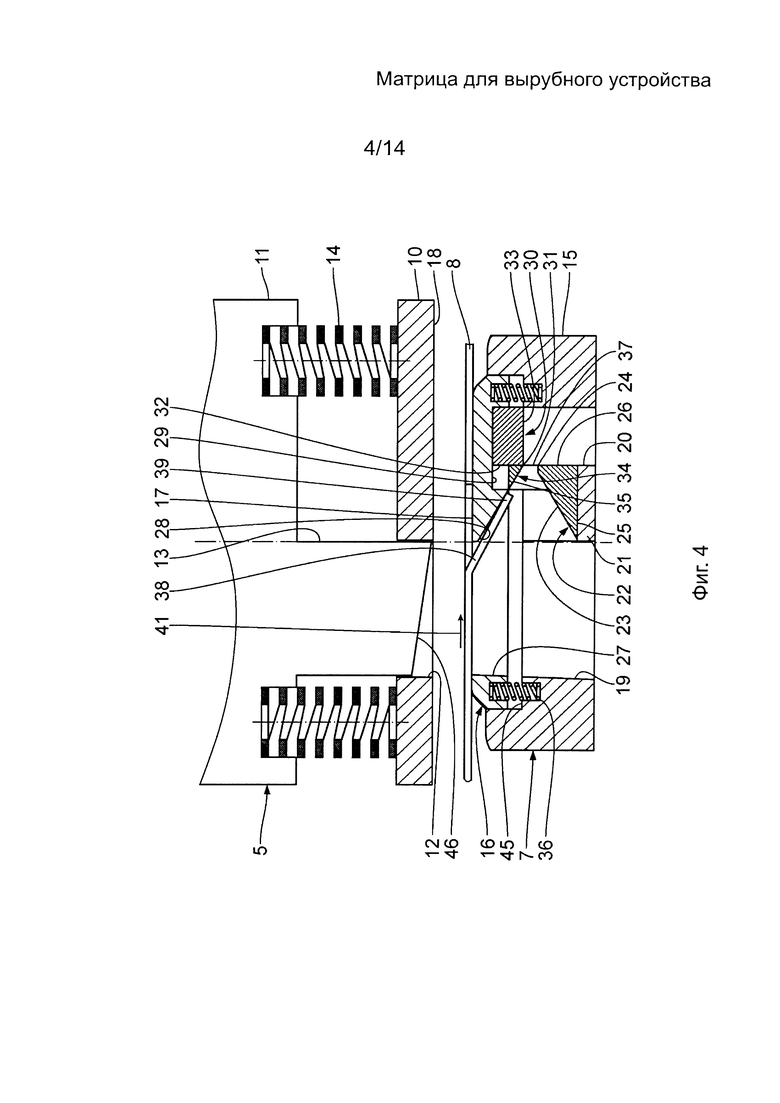
на Фиг. 4 - схематический вид в разрезе вырубного инструмента, на котором показана заготовка в положении перемещения по направлению к механизму резки по длине;
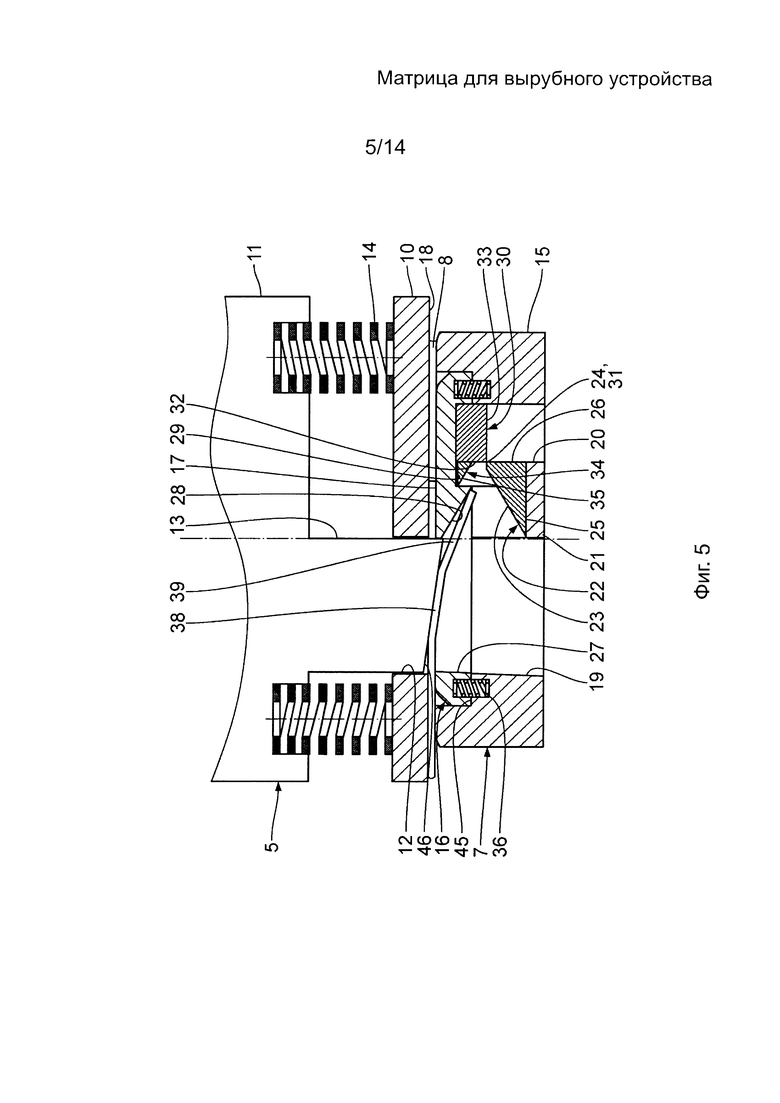
на Фиг. 5 - схематический вид в разрезе вырубного инструмента, который находится во втором положении резки;
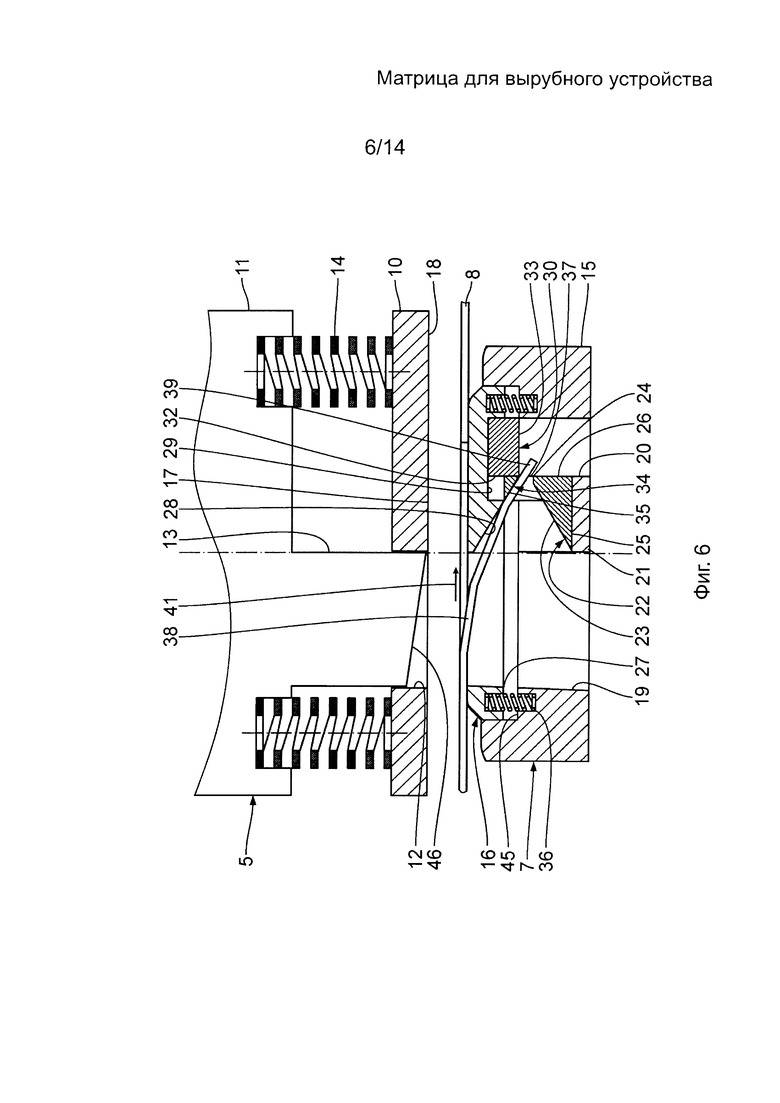
на Фиг. 6 - схематический вид в разрезе вырубного инструмента, на котором показана заготовка, которая находится в положении дальнейшего перемещения в направлении механизма резки по длине и поступает в разомкнутый механизм резки по длине;
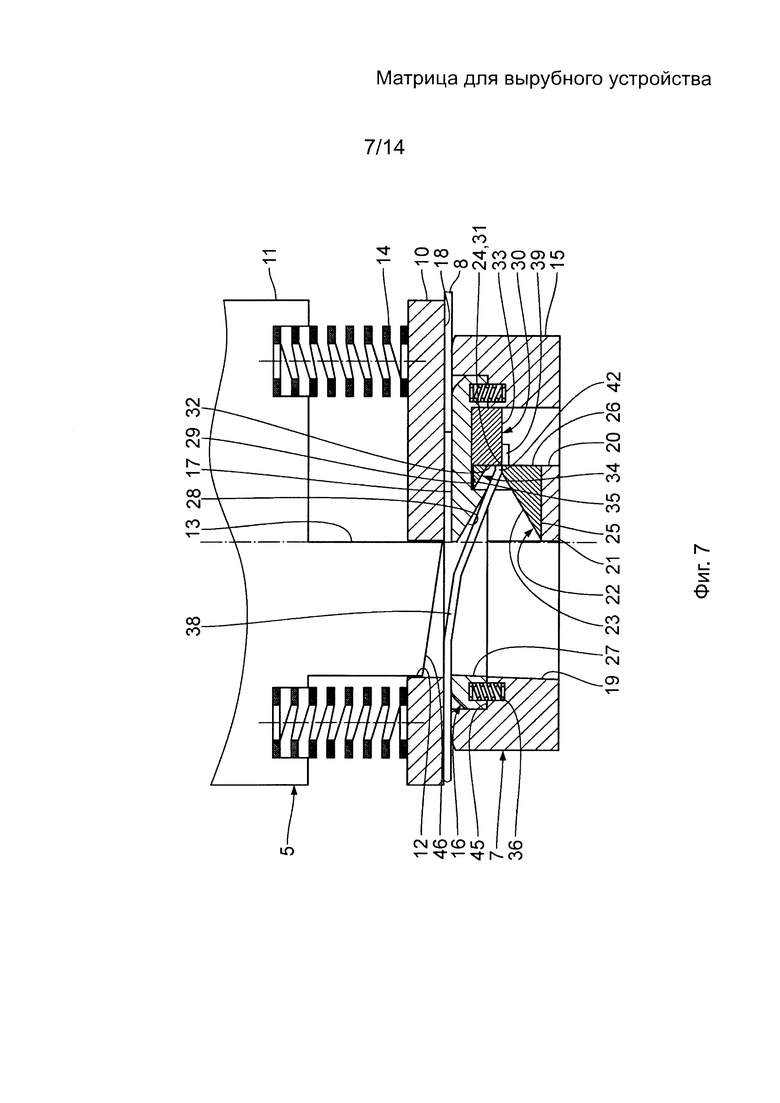
на Фиг. 7 - вид в разрезе вырубного инструмента, на котором показан первый ход резки по длине, совершаемый вырубным инструментом;
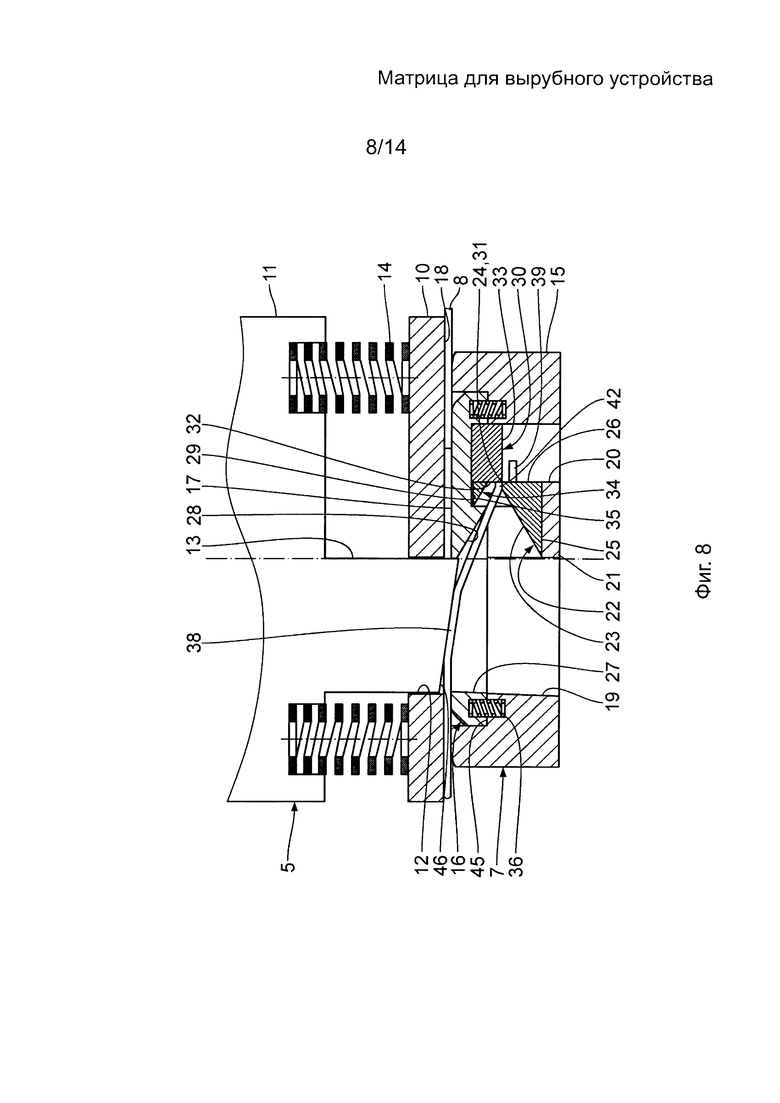
на Фиг. 8 - схематический вид в разрезе вырубного инструмента, на котором показан вырубной инструмент в третьем положении резки;
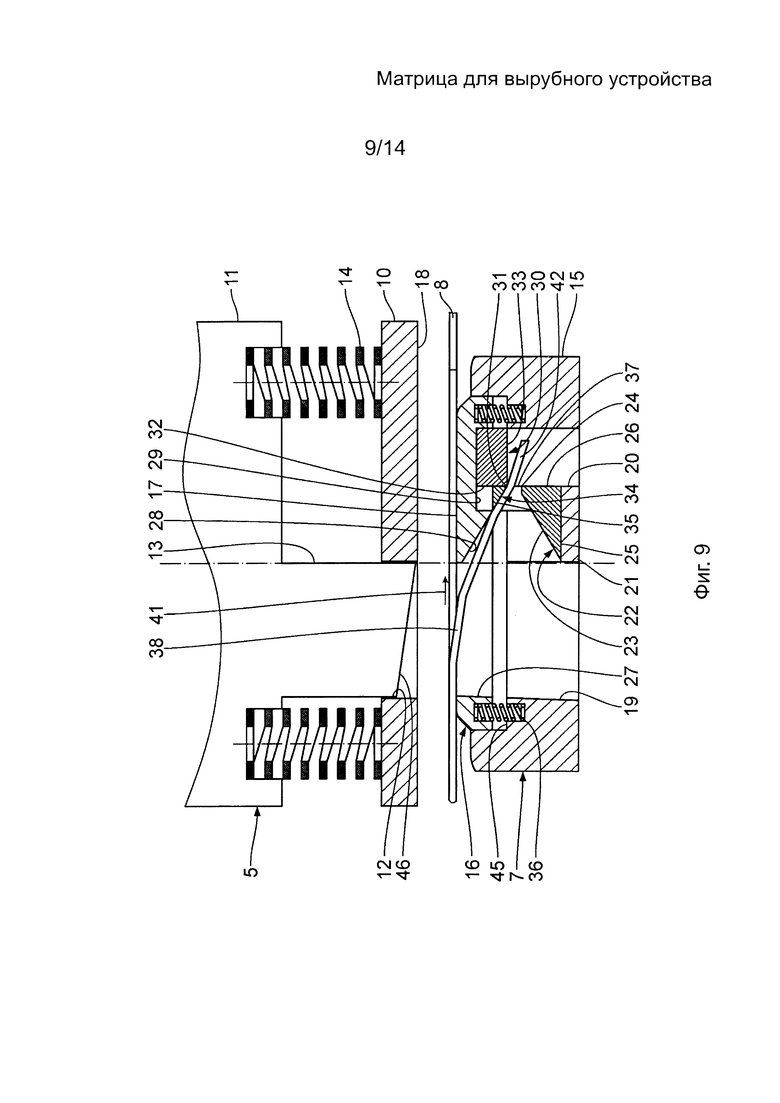
на Фиг. 9 - схематический вид в разрезе вырубного инструмента, на котором показана заготовка в положении дальнейшего перемещения в направлении механизма резки подлине;
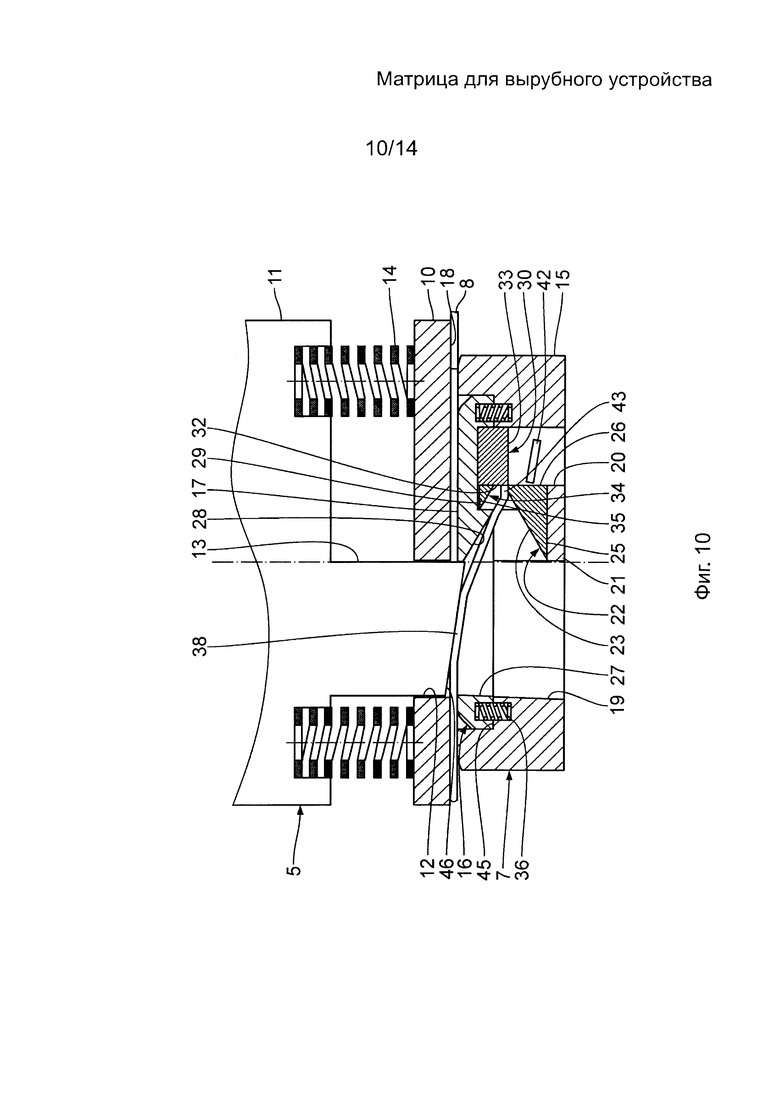
на Фиг. 10 - схематический вид в разрезе вырубного инструмента, на котором показана дальнейшая резка и ход резки по длине, совершаемые вырубным инструментом;
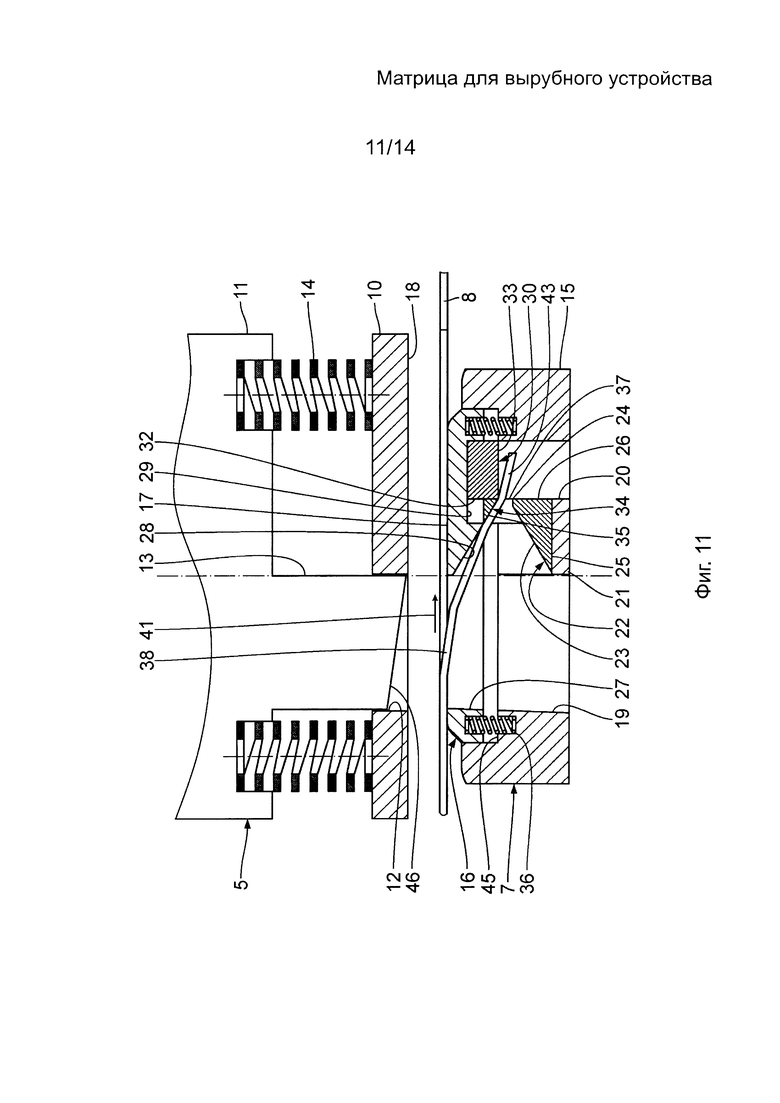
на Фиг. 11 - схематический вид в разрезе вырубного инструмента, на котором показана заготовка в положении дальнейшего перемещения в направлении механизма резки по длине;
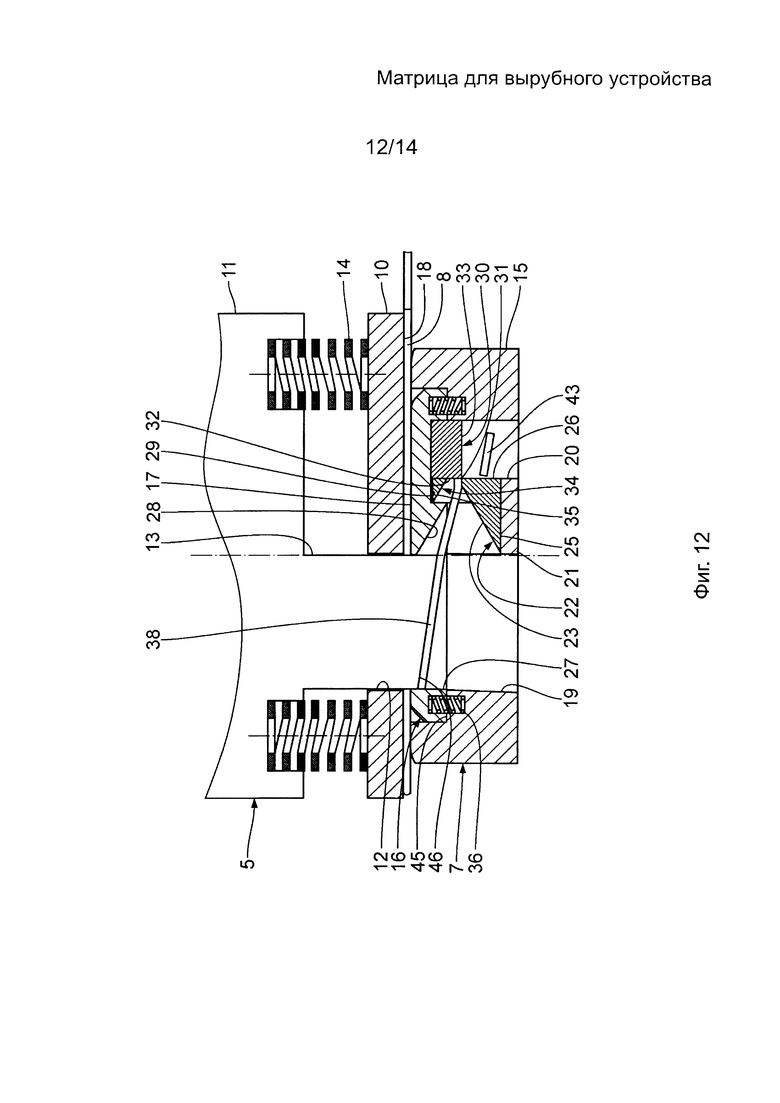
на Фиг. 12 - схематический вид в разрезе вырубного инструмента, на котором показан конечный ход резки, совершаемый вырубным инструментом;
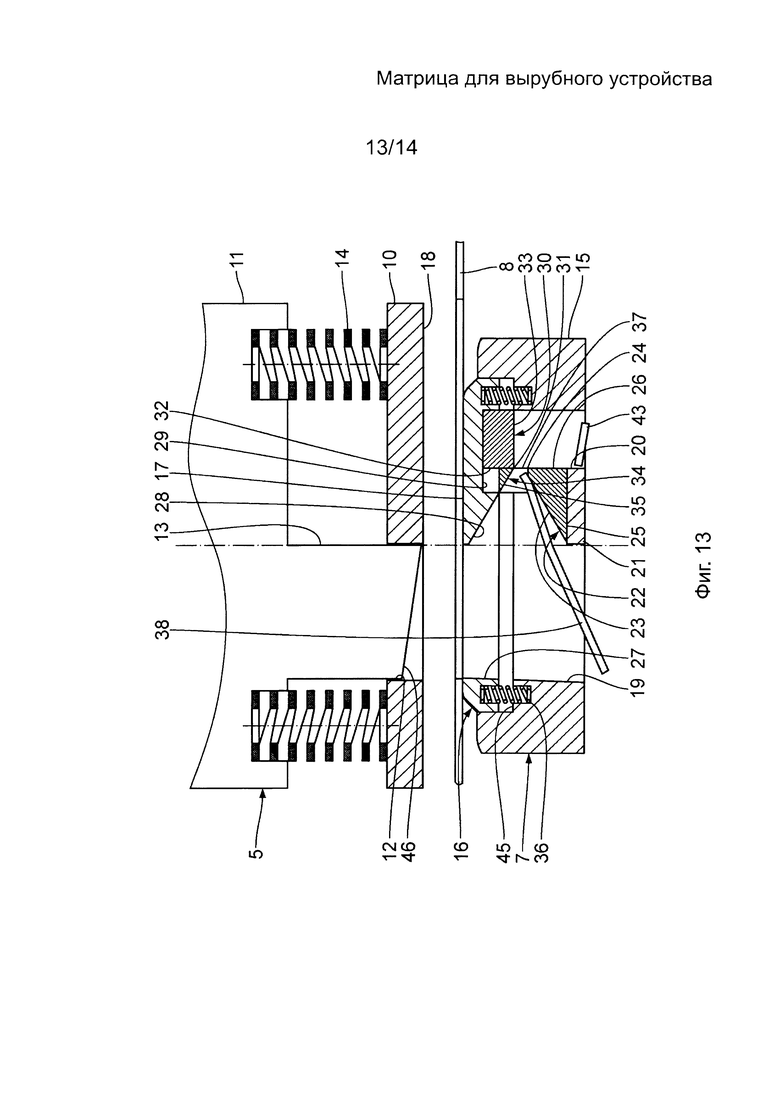
на Фиг. 13 - схематический вид в разрезе вырубного инструмента, на котором показано выпускание свободной части заготовки и.свободной концевой части части заготовки;
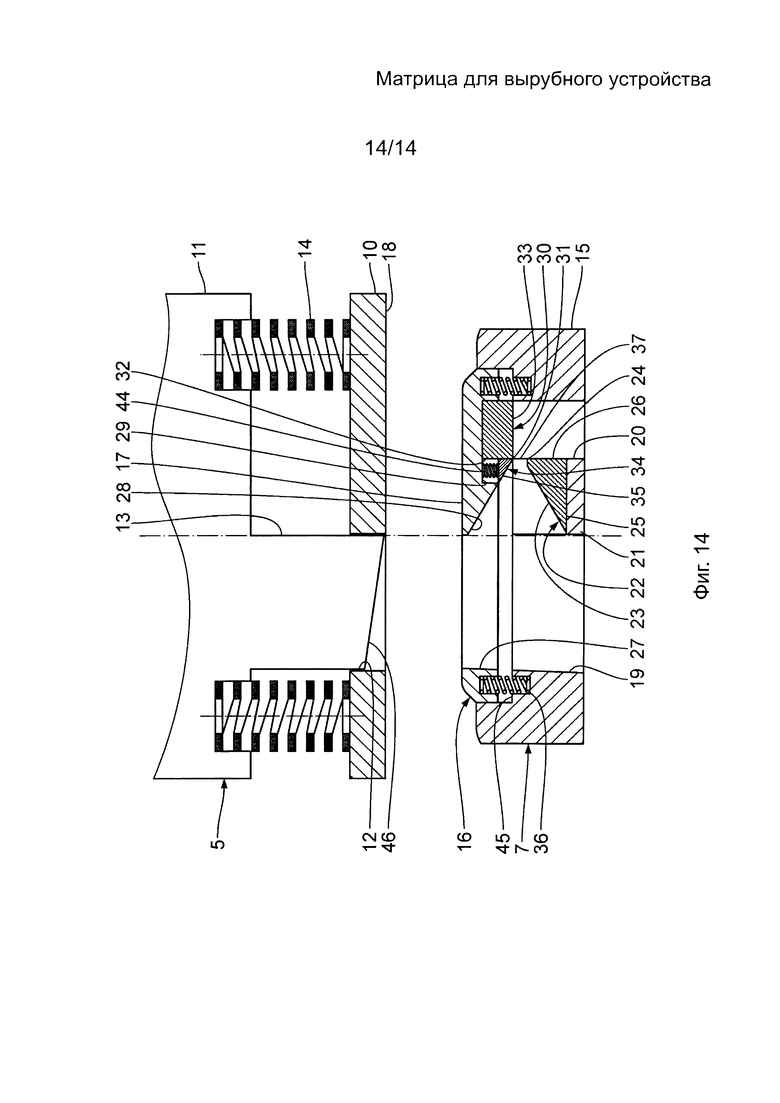
на Фиг. 14 - вид в разрезе, соответствующий Фиг. 2, на котором показан вырубной инструмент согласно второму предпочтительному варианту осуществления настоящего изобретения.
Вырубное устройство 1, показанное целиком на Фиг. 1, содержит станину 2, исполнительный шток 4, прикрепленный к верхней части 3 станины. Пуансон 5 расположен под исполнительным штоком 4. Матрица 7 расположена на нижней части 6 станины 2. Пуансон 5 и матрица 7 вместе образуют вырубной инструмент.
Подвергаемая механической обработке заготовка 8 в данном случае является металлическим листом, расположенным между пуансоном 5 и матрицей 7. Пуансон 5 выполнен с возможностью перемещения в направлении вырубания 9 в направлении матрицы 7 или заготовки 8. Как показано на Фиг. 1, направление вырубания 9 представляет собой направление вертикально вниз.
Первый вариант выполнения вырубного инструмента будет описан ниже со ссылкой на Фиг. 2-13.
Пуансон 5 содержит опорную плиту 10 и корпус 11 пуансона. Опорная плита 10 имеет контактную поверхность 18, которая обращена к заготовке 8 и простирается перпендикулярно направлению вырубания 9. Отверстие 12 оправки пуансона, которое, предпочтительно, является закрытым по периферии, выполнено в опорной плите 10.
Оправка 13 пуансона выступает из корпуса 11 пуансона в направлении заготовки 8 или 7 матрицы в направлении вырубания 9. Оправка 13, предпочтительно, имеет треугольное поперечное сечение и имеет поверхность 46 пуансона, которая обращена к матрице 7 и простирается наискось по отношению к заготовке 8. Отверстие 12 оправки пуансона подогнано к поперечному сечению оправки 13 пунсона. Опорная плита 10, предпочтительно, образует также съемник для оправки 13 пуансона.
Между корпусом 11 пуансона и опорной плитой 10 расположено несколько сжимаемых первых винтовых пружин 14, работающих на сжатие, которые отжимают корпус 11 пуансона и опорную плиту 10 друг от друга, когда опорная плита 10 свободна. Винтовые пружины 14, работающие на сжатие, образуют корпусы пружин.
Матрица 7, в свою очередь, содержит основной корпус 15 матрицы и опору 16 для заготовки, которая имеет ровную опорную поверхность 17 для поддерживания заготовки 8. Опорная поверхность 17 простирается параллельно контактной поверхности 18.
Основной корпус 15 матрицы имеет первое выпускное отверстие 19, выполненное в нем и расположенное таким образом, что оно совпадает с отверстием 12 оправки пуансона. Преимущественным является, если поперечное сечение первого выпускного отверстия 19 практически соответствует поперечному сечению отверстия 12 оправки пуансона.
Второе выпускное отверстие 20, которое простирается рядом с первым выпускным отверстием 19 и параллельно ему, также выполнено в основном корпусе 15 матрицы.
Перегородка 21, которая отделяет выпускные отверстия 19, 20 друг от друга, простирается между первым выпускным 19 и вторым выпускным отверстием 20. Перегородка 21 является составной частью основного корпуса 15 матрицы и по сравнению с самим основным корпусом 15 матрицы имеет меньшую высоту.
Элемент 22 для резки по длине, который имеет выпускной скос 23, обращенный к первому выпускному отверстию 19 или отверстию 12 оправки пуансона, опирается на перегородку 21. Сзади выпускного скоса 23 элемент 22 для резки имеет свободную режущую кромку 24 для резки по длине, которая, предпочтительно, выполнена под прямым углом на элементе 22 для резки по длине. Элемент 22 для резки по длине имеет также основную сторону 25, которая находится напротив выпускного скоса 23 и примыкает к перегородке 21. Свободная сторона 26, простирающаяся между кромкой 24 для резки по длине и основной стороной 25, ограничивает второе выпускное отверстие 20 по направлению к первому отверстию 19. Свободная сторона 26 простирается перпендикулярно к основной стороне 25. Элемент 22 для резки по длине в поперечном сечении имеет форму прямоугольного треугольника.
Опора 16 для заготовки имеет сквозное отверстие 27, которое начинается от опорной поверхности 17. Сквозное отверстие 27 практически совпадает с отверстием 12 оправки пуансона и первым выпускным отверстием 19. Направляющий скос 28, который предусмотрен практически напротив выпускного скоса 23, примыкает к сквозному отверстию 27.
Контрэлемент 30 для резки по длине, который в поперечном сечении имеет, предпочтительно, форму прямоугольного параллелепипеда, расположен на опоре 16 для заготовки на его нижней стороне 29, удаленной от опорной поверхности 17. Контрэлемент 30 для резки по длине предпочтительно частично ограничивает второе выпускное отверстие 20 вверх. Контрэлемент 30 для резки по длине имеет свободную контркромку 31 для резки по длине, которая образована для взаимодействия с кромкой 24 для резки по длине элемента 22 для резки по длине и расположен соответственно. Контркромка 31 для резки по длине образована при помощи боковой поверхности 32, простирающейся в сторону от нижней стороны 29, и передней поверхности 33 контрэлемента 30 для резки по длине, примыкающей к последнему, при этом передняя поверхность ограничивает второе выпускное отверстие 20 по направлению к опоре 16 для заготовки или простирается параллельно опорной поверхности 17.
Контрэлемент 30 для резки по длине и элемент 22 для резки по длине расположены таким образом, чтобы боковая поверхность 32 и свободная поверхность 26 были слегка смещены по отношению друг к другу. Боковая поверхность 32 и свободная поверхность 26 простираются практически параллельно друг к другу. Элемент 22 для резки по длине и контрэлемент 30 для резки по длине вместе образуют механизм резки по длине. Механизм резки по длине расположен таким образом, что он полностью примыкает точно к одной стороне заготовки 8.
Между контрэлементом 30 для резки по длине и направляющим скосом 28 расположен, преимущественно, вводной элемент 34. Вводной элемент 34 установлен точно на опоре 16 для заготовки или не точно на опоре 16 для заготовки напротив элемента 22 для резки по длине. Он имеет косую вводную наклонную плоскость 35, которая продолжает направляющий скос 28 практически в направлении контрэлемента 30 для резки по длине и заканчивается у кромки 31 контрэлемента для резки по длине. Вводной элемент 34 в поперечном сечении имеет форму прямоугольного треугольника, а вводная наклонная плоскость 35 обращена к элементу 22 для резки по длине.
Выпускной скос 23, вводная наклонная плоскость 35 и направляющий скос 28 вместе образуют направляющий механизм с направляющим конусом, сужающимся в направлении второго выпускного отверстия 20 или механизма для резки по длине.
Между основным корпусом 15 матрицы и опорой 16 для заготовки имеется несколько сжимаемых вторых винтовых пружин 36, работающих на сжатие, которые отжимают опору 16 для заготовки в сторону от основного корпуса 15 матрицы или отжимают ее в направлении пуансона 5. Винтовые пружины 36, работающие на сжатие, образуют пружинные элементы.
Первоначальное усилие сжатия винтовой пружины 14, работающей на сжатие, больше, чем максимальное усилие сжатия винтовых пружин 36, работающих на сжатие. Первоначальное усилие сжатия винтовых пружин 14, больше, чем вырубное усилие, требуемое для вырубания части 38 заготовки 8 в механизме резки по длине. Первоначальное усилие сжатия винтовых пружин 36, работающих на сжатие, больше, чем сила веса заготовки 8.
Применение вырубного инструмента при вырубании будет описано ниже более подробно. Процесс начинают, в этом случае, из исходного положения вырубного инструмента, показанного на Фиг. 2.
Как показано на Фиг. 2, заготовка 8, подвергаемая механической обработке, располагается плоско на опорной поверхности 17 опоры 16 для заготовки. Контактная поверхность 18 находится на расстоянии от заготовки 8 противоположно направлению 9 вырубания.
Механизм для резки по длине находится в своем разомкнутом положении. Таким образом, элемент 22 для резки по длине и контрэлемент 30 для резки по длине находятся на расстоянии друг от друга. Свободная сторона 26 и боковая поверхность 32 практически совпадают друг с другом. Между кромкой 24 и контркромкой 31 имеется зазор 37 для резки по длине, который образует сквозное соединение между вторым выпускным отверстием 20 и направляющим конусом или первым выпускным отверстием 19. Зазор 37 для резки по длине имеет высоту, которая больше, чем толщина заготовки 8, подвергаемой механической обработке. С целью образования зазора 37 для резки по длине, опора 16 для заготовки расположена в его верхнем положении; таким образом, она расположена на расстоянии от упорной поверхности 45 основного корпуса 15 матрицы, обращенной к опоре 16 для заготовки, при этом упомянутая упорная поверхность простирается перпендикулярно направлению 9 вырубания. Это достигается при помощи винтовых пружин 36, работающих на сжатие.
Корпус 11 пуансона расположен в своем верхнем положении, в котором он имеет максимальное расстояние в направлении вырубания 9 от опорной плиты 10.
Затем вырубной инструмент перемещают в его первое положение резки, которое показано на Фиг. 3. Для того, чтобы достичь первого положения резки, сжимающее усилие, направленное к заготовке 8 или в направлении вырубания 9, действует на корпус 11 пуансона при помощи исполнительного штока 4, так чтобы происходило сближение корпуса 11 пуансона с опорной плитой 10. В этом случае происходит сжатие винтовых пружин 14, работающих на сжатие, и оправка 13 пуансона, по меньшей мере частично, проходит сквозь отверстие 12 оправки пунсона. Оправка 13 пуансона частично проходит сквозь заготовку 8 и выступает в сквозное отверстие 27. Корпус 11 пуансона расположен в его нижнем положении резки.
Как уже было указано, поверхность 46 пуансона простирается наискось. Оправка 13 пуансона имеет большую длину на боковом участке, обращенном к механизму резки по длине, чем на боковом участке, удаленном от механизма резки по длине. Она проходит вместе с боковым участком, обращенным к механизму резки по длине, в заготовку 8, в то время как другой боковой участок оправки 13 пуансона не проходит в заготовку 8 или остается на расстоянии от заготовки 8.
Благодаря косому направлению поверхности 46 пуансона и вышеописанному приведению в действие пуансона 5, происходит вырубка части 38 заготовки из заготовки 8, так чтобы она оставалась неподвижно соединенной с остальной заготовкой 8 при помощи соединительной концевой части, Соединение части 38 заготовки с остальной заготовкой, или соединительная концевая часть, т.е. концевой участок, находится напротив механизма резки по длине в заготовке 8. Часть 38 заготовки является практически прямоугольной согласно этому варианту осуществления настоящего изобретения, оставаясь при этом вырубленной из остальной заготовки 8 на трех соединенных сторонах. Она имеет соединительную концевую часть 39, которая находится напротив соединительной концевой части и обращена к механизму резки по длине. Вырубной инструмент совершает ход резки, при этом происходит аксиальное смещение оправки 13 пуансона.
После этого происходит выгибание части 38 заготовки в сквозное отверстие 27 при помощи оправки 13 пуансона.
Механизм резки по длине находится в положении резки, что не оказывает никакого влияния на часть 38 заготовки. То есть часть заготовки 38 находится на расстоянии от механизма резки по длине. В положении резки по длине происходит закрывание зазора 37 для резки по длине.
Затем происходит опирание опорной плиты 10 на заготовку 8 напротив матрицы 7.
Происходит сближение опоры 16 для заготовки с самим основным корпусом 15. Она опирается на упорную поверхность 45. Опору 16 для заготовки направляют при помощи основного корпуса 15 матрицы.
Как показано на Фиг. 4, корпус 11 пуансона с его оправкой 13 пуансона вновь находится в его верхнем исходном положении. Он был перемещен противоположно направлению вырубания 9. Опорная плита 10 в данном случае снова находится на расстоянии от заготовки 8.
Опора 16 для заготовки находится в ее верхнем положении. Она была отжата вверх при помощи винтовых пружин 36, работающих на сжатие.
Заготовку 8 подвергают смещению при помощи подающего механизма 40 (Фиг. 1) в направлении подачи 41 к механизму резки по длине, так чтобы происходило смещение концевой части 39 по направляющему скосу 28 в направлении механизма резки по длине. Часть 38 заготовки в этом случае скользит на направляющем скосе 28. Концевая часть 39 расположена на расстоянии от зазора 37 для резки по длине.
На Фиг. 5 показано второе положение резки для вырубного инструмента, которое практически сходно с первым положением резки.
Оправка 13 пуансона продолжает осуществлять резку заготовки 8 согласно первому положению резки, так чтобы происходило практическое удлинение части 38 заготовки. Происходит фактическое смещение соединения между частью 38 заготовки и самой заготовкой 8. Далее механизм резки по длине фактически не работает.
Как показано на Фиг. 6, корпус 11 пуансона вместе с оправкой 13 пуансона снова расположен в его верхнем исходном положении.
Далее заготовку 8 перемещают в направлении подачи 41 при помощи подающего механизма 40. В ходе этого процесса она скользит вдоль вводной наклонной плоскости 35. Концевая часть 39 проходит сквозь зазор 37 для резки по длине и располагается во втором выпускном отверстии 20 или механизме резки по длине, находящемся в разомкнутом положении.
Как показано на Фиг. 7, вырубной механизм осуществляет первый ход резки по длине, при котором происходит перемещение корпуса 11 пуансона в направлении опорной плиты 10. Ход резки по длине меньше, чем ходы резки, так что оправка пуансона остается на расстоянии от заготовки 8 или части 38 заготовки.
Опору 16 для заготовки смещают в направлении основного корпуса 15 матрицы. Она опирается на упорную поверхность 45. Винтовые пружины 14, работающие на сжатие, передают усилие резки к механизму резки по длине до тех пор, пока не произойдет опирание опоры 16 для заготовки на упорной поверхности 45.
Кромка 24 резки по длине и контркромка 31 для резки по длине вместе действуют для осуществления резки по длине так, чтобы происходило отделение или отрезание концевой части 39, выступающей во второе выпускное отверстие 20. Механизм резки по длине находится в положении резки по длине. Зазор 37 для резки по длине находится в замкнутом положении. В результате этого часть 38 заготовки имеет новую концевую часть 42.
Вырубной инструмент располагают в его третьем положении резки, как показано на Фиг. 8, и которое практически соответствует первому и второму положению резки.
Далее происходит обрезание части 38 заготовки сбоку. Свободная концевая часть 39 выпускается при помощи второго выпускного отверстия 20. По сравнению с Фиг. 7, в данном случае происходит дальнейшее сжатие винтовых пружин 14 по мере того, как опорная плита 10 осуществляет нажатие на основной корпус 15 матрицы при помощи заготовки 8.
Как показано на Фиг. 9, вырубной инструмент снова находится в его исходном положении. Заготовку 8 или часть 38 заготовки перемещают далее в направлении 41 подачи, так чтобы концевая часть 42 проходила сквозь зазор 37 для резки по длине и выступала во второе выпускное отверстие 20. Механизм резки по длине находится в своем разомкнутом положении.
Как показано на Фиг. 10, осуществляется дальнейший ход, при помощи которого происходит резка концевой части 42 при помощи механизма резки по длине и осуществляется дальнейшее обрезание части 38 заготовки. Ход практически соответствует первому ходу резки. Механизм резки по длине находится в положении резки по длине. В результате этого часть 38 заготовки имеет новую концевую часть 43. Свободная концевая часть 42 выпускается при помощи второго выпускного отверстия 20.
Как показано на Фиг. 11, пуансон 5 снова находится в своем исходном положении. Далее осуществляют смещение заготовки 8 или части 38 заготовки в направлении подачи 41. Концевая часть 43 проходит сквозь зазор 37 для резки по длине и выступает во второе выпускное отверстие 20. Механизм резки по длине находится в своем разомкнутом положении.
Как показано на Фиг. 12, пуансон 5 осуществляет ход глубокой резки, который аналогичен ходам "нормальной" резки. Однако в противоположность вышеописанным ходам резки пуансон 5 полностью проходит сквозь заготовку 8.
С одной стороны происходит обрезание свободной концевой части 43 при помощи механизма резки по длине. С другой стороны полностью свободную на данный момент часть заготовки 38 полностью отрезают при помощи оправки 13 пуансона от остальной заготовки 8. Тем самым также происходит разъединение.
На Фиг. 13 показано выпускание свободной концевой части 43 при помощи второго выпускного отверстия 20 и выпускание свободной части 38 заготовки при помощи первого выпускного отверстия 19. Свободная часть 38 заготовки может вначале совершать скольжение вдоль выпускного скоса 23. Пуансон 5 снова находится в своем исходном положении.
Слова "спереди" и "сзади" относятся к направлению движения части заготовки 38 в направлении механизма резки по длине.
Косое направление выпускного скоса 23, направляющего скоса 28 и вводной плоскости 25 соответствует направлению подачи 41.
Ниже описывается еще один вариант осуществления настоящего изобретения со ссылкой на Фиг. 14.
В противоположность вышеописанному варианту осуществления настоящего изобретения, на который в данном случае делается ссылка, вводной элемент 34 является подпружиненным. Винтовая пружина 44, работающая на сжатие, прижимающая вводной элемент 34 в положение, в котором вводная наклонная плоскость 35 совмещается с направляющим скосом 28 и заканчивается на контркромке 31 для резки по длине, входит в соприкосновение на нижней стороне 29. Вводной элемент 34 выполнен с возможностью перемещения в направлении упорной поверхности 17.
При помощи вышеописанного вырубного инструмента в заготовке 8 могут быть получены отверстия с кромками очень высокого качества. Могут быть получены как внутренние, так и внешние контуры.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления полых деталей из полосового и ленточного материала | 1983 |
|
SU1204302A1 |
| АВТОМАТИЧЕСКОЕ УСТРОЙСТВО ДЛЯ СБОРКИ КЛЕММНОЙ ПАНЕЛИ ГАЛЬВАНИЧЕСКОГО ЭЛЕМЕНТА | 1971 |
|
SU311318A1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ НАСАДОЧНЫХ ЭЛЕМЕНТОВ ТЕПЛОМАССООБМЕННЫХ АППАРАТОВ | 1995 |
|
RU2085320C1 |
| Способ листовой штамповки и устройство для его осуществления | 1989 |
|
SU1712031A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ТРАНСПОРТИРОВАНИЯ ОБРАЗЦА В СОСУД ДЛЯ ОБРАЗЦА | 1999 |
|
RU2197719C2 |
| Шиповая пластина и способ ее получения | 1982 |
|
SU1269747A3 |
| ШТАМП ДЛЯ ВОССТАНОВЛЕНИЯ КРЕСТОВЫХ НОЖЕЙ | 1996 |
|
RU2103139C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАМКНУТОГО МЕТАЛЛИЧЕСКОГО ПРОФИЛЯ И ТЕХНОЛОГИЧЕСКИЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2581687C2 |
| Способ высадки утолщений преимущественно конической формы на трубных заготовках и штамп для его осуществления | 1987 |
|
SU1502153A1 |
| Способ отделения мяса от костей конечностей битой птицы и устройство для его осуществления | 1990 |
|
SU1831289A3 |
Изобретение относится к обработке металлов давлением, в частности к вырубке заготовок из листового материала. Вырубной инструмент содержит пуансон и матрицу с механизмом резки по длине части заготовки, совмещенный с контрэлементом. За один ход вырезают часть заготовки, неподвижно соединенной с заготовкой. Затем осуществляют отрезку концевой части заготовки и обрезку заготовки сбоку. При дальнейшем ходе осуществляют резку концевой части по длине и обрезание части заготовки. Повышается качество кромки. 3 н. и 12 з.п. ф-лы, 14 ил.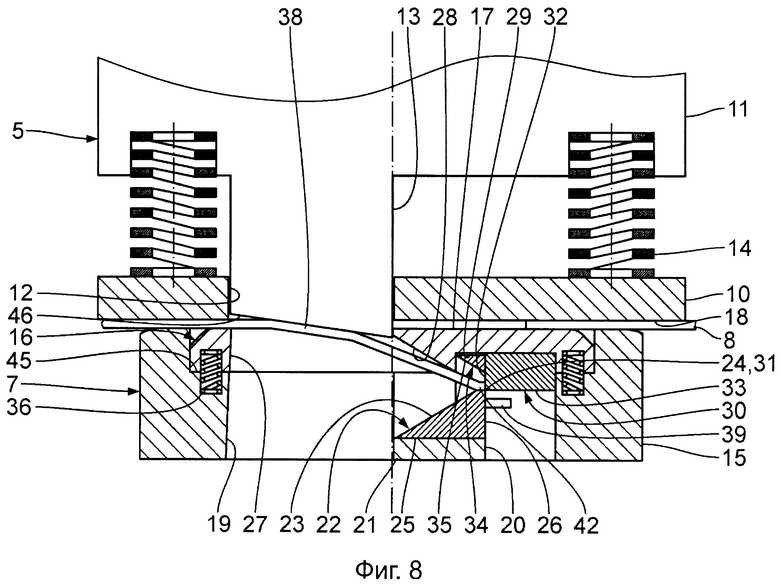
1. Матрица для вырубного устройства (1), содержащая
a) основной корпус (15) матрицы,
b) опору (16) для заготовки, предусмотренную на основном корпусе (15) для поддерживания заготовки (8), подвергаемой механической обработке,
c) механизм резки по длине для получения углубления в заготовке (8) путем резки части (38) заготовки по длине, которая неподвижно соединена с остальной заготовкой (8) при помощи соединительной концевой части во время резки по длине и выгнута из остальной заготовки (8) в матрицу для резки по длине, включающий
i) элемент (22) для резки по длине, и
ii) контрэлемент (30) для резки по длине для взаимодействия при резке по длине с элементом (22) для резки по длине при помощи нескольких ходов резки, причем элемент (22) для резки по длине и контрэлемент (30) для резки по длине могут быть смещены относительно друг друга между
- положением резки, в котором элемент (22) и контрэлемент (30) взаимодействуют друг с другом для осуществления резки по длине, и
- разомкнутым положением, в котором элемент (22) для резки по длине и контрэлемент (30) для резки по длине находятся на расстоянии друг от друга, и
d) направляющий механизм для направления части (38) заготовки.
2. Матрица по п. 1, отличающаяся тем, что опора (16) для заготовки и основной корпус (15) матрицы выполнены с возможностью перемещения относительно друг друга вдоль оси хода для осуществления ходов резки по длине.
3. Матрица по п. 1, отличающаяся тем, что элемент (22) для резки по длине расположен на основном корпусе (15) матрицы.
4. Матрица по п. 1, отличающаяся тем, что элемент (30) для резки по длине расположен на опоре (16) для заготовки.
5. Матрица по п. 1, отличающаяся тем, что по меньшей мере один пружинный элемент (36), перемещающий механизм для резки по длине в его разомкнутом положении, расположен между опорой (16) для заготовки и основным корпусом (15) матрицы.
6. Матрица по п. 1, отличающаяся тем, что в опоре (16) для заготовки выполнено сквозное отверстие (27) для части (38) заготовки, а основной корпус (15) предпочтительно имеет первое выпускное отверстие (19), совпадающее со сквозным отверстием (27), для выпуска свободной части (38) заготовки.
7. Матрица по п. 6, отличающаяся тем, что направляющий механизм имеет направляющий скос (28) на опоре (16) для заготовки, при этом направляющий скос (28) выполнен спереди механизма резки по длине и примыкает к сквозному отверстию (27).
8. Матрица по п. 1, отличающаяся тем, что направляющий механизм имеет выпускной скос (23), неподвижно соединенный с основным корпусом (15), а элемент (22) для резки по длине имеет кромку (24) для резки по длине, причем выпускной скос (23) выполнен перед кромкой (24) для резки по длине.
9. Матрица по любому из пп. 1-8, отличающаяся тем, что направляющий механизм включает вводной элемент (34), предусмотренный на опоре (16) для заготовки, с вводной наклонной плоскостью (35), а контрэлемент (30) для резки по длине имеет контркромку (31) для резки по длине, причем наклонная плоскость (35) выполнена спереди контркромки (31) для резки по длине, и по меньшей мере один пружинный элемент (44), предпочтительно оказывающий действие на вводной элемент (34) и перемещающий последний в направлении элемента (22) для резки по длине.
10. Матрица по любому из пп. 1-8, отличающаяся тем, что в основном корпусе (15) матрицы выполнено второе выпускное отверстие (20) для выпуска отрезанных по длине свободных концевых частей (39, 42, 43) части (38) заготовки, при этом второе выпускное отверстие (20) примыкает сзади к механизму резки по длине.
11. Вырубной инструмент для вырубного устройства (1), содержащий
a) матрицу (7) по любому из пп. 1-10, и
b) пуансон (5) для взаимодействия с матрицей (7), содержащий
i) корпус (11) пуансона с оправкой (13) пуансона для получения части (38) заготовки, неподвижно соединенной с остальной заготовкой (8) при помощи соединительной концевой части во время резки по длине, и для проталкивания последней в матрицу (7).
12. Вырубной инструмент по п. 11, отличающийся тем, что пуансон (5) содержит основной элемент (10), по меньшей мере один корпус (14) пружины для приложения режущего усилия, требуемого для обрезания концевой части (43) заготовки (8), расположенной между основным элементом (10) и корпусом (11) пуансона, и по меньшей мере один корпус (14) пружины, перемещающий основной элемент (10) и корпус (11) пуансона в сторону друг от друга.
13. Вырубной инструмент по п. 11 или 12, отличающийся тем, что пуансон (5) содержит трапециевидную в поперечном сечении оправку (13) пуансона, предпочтительно являющуюся более широкой в передней части, чем в задней части в направлении подачи (41) заготовки (8).
14. Способ вырубки частей (38) заготовки из заготовки (8), включающий следующие стадии:
- обеспечение матрицы по любому из пп. 1-10,
- получение части (38) заготовки при помощи по меньшей мере одного хода резки, совершаемого пуансоном (5), при этом часть (38) заготовки неподвижно соединена (8) с остальной заготовкой (8) при помощи соединительной концевой части во время резки по длине и выгнута из остальной заготовки (8) для осуществления резки по длине в матрицу,
- осуществление относительного перемещения между заготовкой (8) и матрицей (7) при помощи подающего механизма (40) для введения части (38) заготовки в механизм резки, и
- приведение в действие механизма резки по длине для осуществления резки части (38) заготовки по длине, при этом приведение в действие механизма резки по длине осуществляют при помощи пуансона (5).
15. Способ по п. 14, отличающийся тем, что
- по меньшей мере один пружинный элемент (36), перемещающий механизм резки по длине в его разомкнутое положение, располагают между опорой (16) для заготовки и основным корпусом (15) матрицы (7), и
- по меньшей мере один корпус (14) пружины для приложения режущего усилия, требуемого для обрезания концевой части (43) заготовки (8), располагают между основным элементом (10) пуансона (5) и корпусом (11) пуансона (5), при этом по меньшей мере один корпус (14) пружины осуществляет перемещение основного элемента (10) и корпуса (11) пуансона в сторону друг от друга.
| Устройство для последовательной штамповки | 1988 |
|
SU1532143A1 |
| Последовательный штамп для изготовления деталей с отогнутыми элементами | 1986 |
|
SU1344466A1 |
| 0 |
|
SU352700A1 | |
| УСТРОЙСТВО ДЛЯ ВЫРУБКИ, ВЫТЯЖКИ И ОБРЕЗКИ ДЕТАЛЕЙ | 2003 |
|
RU2240887C1 |

