Настоящее изобретение относится к технологиям для обработки вафельной продукции. При разработке изобретения особое внимание уделялось производству вафельного продукта, содержащего, по меньшей мере, одну оболочку, имеющую полую конфигурацию (например, полусферическую куполообразную форму), которую обычно соединяют со второй оболочкой, имеющую полую или плоскую конфигурацию, для образования готового продукта.
В различных патентных документах описаны технологии для производства указанного вафельного продукта, имеющего в общем полую конфигурацию.
В данных технологиях общим является факт, исходящий из наличия вафли, содержащей четырехугольную основную часть (обычно называемую «карé»), в которой сформированы вышеуказанные углубления. Углубления затем отделяют от вафли путем резания.
Режущее действие можно осуществлять как в направлении, перпендикулярном основной части, как описано в ЕР-А-1433384, так и в плоскости, «экваториальной» относительно указанных углублений, т.е. в плоскости, которая продолжается в том же направлении, что и основная часть вафли. В последнем случае, операцию резания можно осуществлять с помощью различных средств: например, с помощью ленточной пилы, как в случае ЕР-А-0054229 или WO-A-97/48282, группы дисковых ножей, как в случае ЕР-А-0221033, или с помощью вращающегося инструмента, по существу представляющего фрезу, как в случае EP-A-0968653. В случае решения, описанного в EP-A-0054229 или WO-A-97/48282, режущее действие обеспечивает отделение углублений от плоской основной части «карé». В случае решений, описанных в EP-A-0221033 и EP-A-0968653, режущее действие также затрагивает плоскую основную часть, выполненную таким образом, чтобы ее можно было легко крошить и удалять, обычно путем всасывания.
В любом случае, для надлежащего резания необходимо, чтобы исходная вафля находилась в правильном и заданном положении (соответствующем, в большинстве случаев, высоте) устройства, которым осуществляют резание.
В решении, описанном в EP-A-0054229, вышеописанный результат получен путем помещения исходной вафли в ячеистую форму, т.е. форму, снабженную полостями, которые предназначены для помещения в них вафельных углублений. Эти полости выбирают таким образом, чтобы они обладали глубиной, по меньшей мере, чуть меньше максимальной высоты углублений. При размещении вафли внутри формы, «полярные» области вафельных углублений располагаются против дна полости формы (обычно устанавливаемой таким образом, чтобы отверстия были обращены вверх) и, следовательно, плоская часть («карé») вафли была приподнята (обычно на несколько миллиметров) относительно передней поверхности формы. Таким образом, между указанной передней поверхностью формы и поверхностью, обращенной к ней основной части вафли, образуется разделительное пространство, в которое можно вводить режущее устройство.
Вышеуказанное решение способствует обеспечению высокого уровня точности при размещении вафли, которую обычно прижимают к форме транспортным приспособлением, таким как ленточный транспортер с приводом от двигателя, при перемещении вафли относительно режущего устройства.
Давление, расходуемое на вафлю в процессе ее резания, на самом деле гарантирует, что вафля будет поддерживаться на плоскости по всей ее длине. Если к вафле не было приложено давление, то это может привести к изгибанию в результате воздействия режущего устройства, что препятствует осуществлению точного резания.
Вышеуказанное решение имеет ограничение, выраженное тем фактом, что форму, используемую для поддержания вафли в процессе операции резания (форму, которая затем принимает углубления, отделенные от основной части), нельзя использовать для последующих операций (например, заливки, и т.д.), осуществляемой на вафельных углублениях. Уменьшенная глубина полостей формы на самом деле означает, что края отверстий углублений по меньшей мере немного выступают относительно передней поверхности формы. Для осуществления последующих операций обработки (таких как заливка или соединения соответствующих углублений с полукруглой частью для получения, например, сферической оболочки вафли), необходимо переместить вышеуказанные углубления в форму, снабженную более глубокими отверстиями, вследствие чего края отверстия вафельного углубления будут совмещены с передней поверхностью формы. Эта операция перемещения вносит значительное усложнение в компоновку технологической линии.
В решениях, описанных в EP-A-0221033 и EP-A-0968653, этот недостаток преодолен за счет помещения разрезаемой вафли в ячеистые формы, полости которых пригодны для приема углублений вафли целиком. Для осуществления операции резания, когда форма вместе с вафлей внутри нее перемещается к режущему устройству, толкающие элементы помещают на противоположные области углублений, проникающих через отверстия, обеспеченные в нижних частях полостей формы, и вафля поднимается на высоту, требуемую для надлежащего взаимодействия с режущим устройством.
Вышеуказанное решение, которое удовлетворительно и успешно применяют уже в течение многих лет, тем не менее накладывает необходимость соединения режущего устройства с подъемным механизмом, описанным ранее. Однако использование данного механизма может оказаться достаточно сложным, также с учетом того, что обычно приходится регулировать подъемный элемент для каждого углубления. Кроме того, подъемный элемент должен быть пригоден для обеспечения захвата (обычно за счет всасывания) углубления, с которым он взаимодействует.
Задача и сущность изобретения
Задачей настоящего изобретения является обеспечение технического решения, которое, обеспечивая вышеописанные положительные аспекты, позволяет устранить недостатки, связанные с техническими решениями уровня техники.
Согласно изобретению, данная задача решается посредством вафли, имеющей признаки, указанные в четвертом пункте формулы изобретения. Полезные варианты выполнения изобретения указаны в зависимых пунктах формулы изобретения. Изобретение также относится к пекарной пластине для производства указанной вафли, а также к способу ее использования.
Формула изобретения образует часть раскрытия изобретения.
Изобретение далее описывается с помощью неограничивающих примеров его выполнения со ссылкой на прилагаемые чертежи, на которых:
Фиг.1 - вид вафли сверху, как описано здесь;
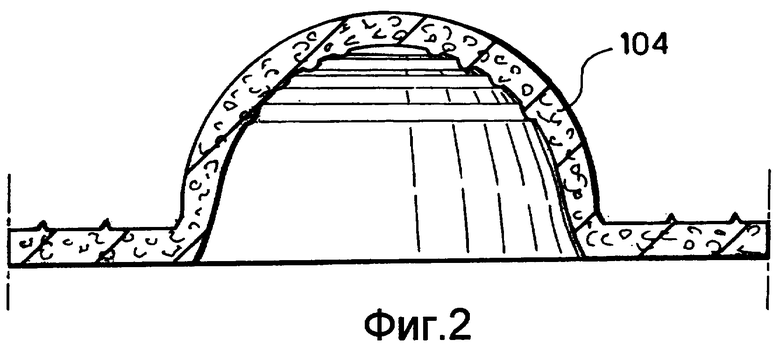
Фиг.2 - частичный вид в сечении по II-II на Фиг.1;
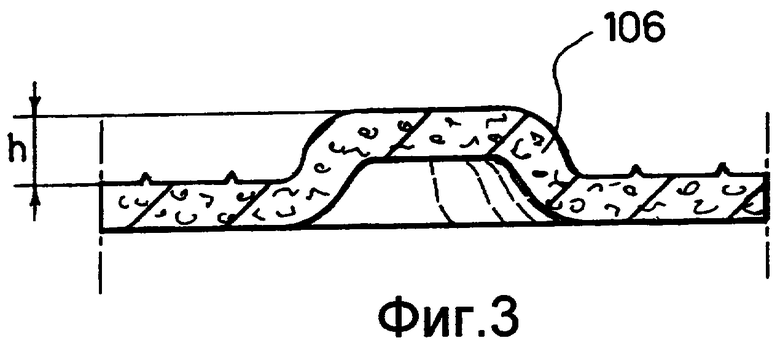
Фиг.3 - частичный вид в сечении по III-III на Фиг.1;
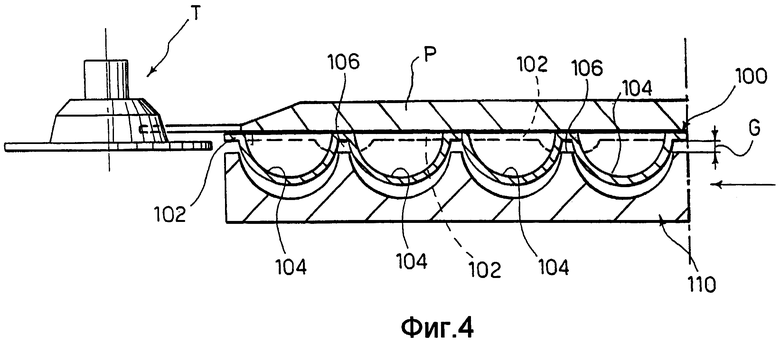
Фиг.4 - схематичный вид, иллюстрирующий описанный здесь способ обработки вафли; и
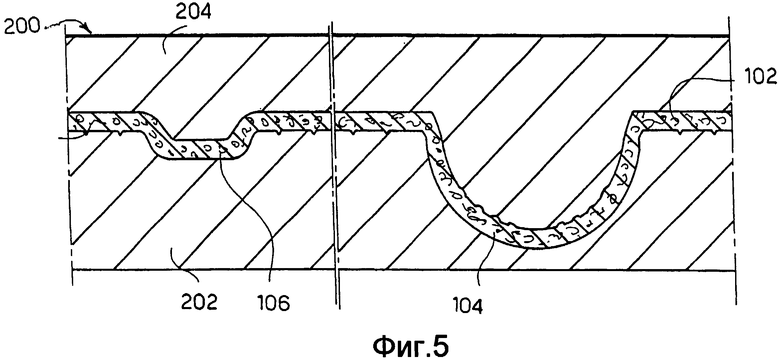
Фиг.5 - частичный вид в сечении формующей пластины, подготовленной для получения описанной здесь вафли.
Настоящее изобретение описано ниже в качестве примера со ссылкой на производство продуктов питания, содержащих сферическую вафельную оболочку, полученную за счет фронтального наложения двух полуоболочек, имеющих по существу полусферическую форму.
Продукция данного типа хорошо известна из соответствующей области техники. В этой связи, можно сослаться на кондитерские изделия, продаваемые с товарным знаком Ferrero Rocher© или Confetteria Raffaello© компаний группы Ferrero. Те же компании также продают другие изделия (см., например, кондитерские изделия, продаваемые с товарными знаками Kinder Maxi King©, Happy Hippo©, содержащие полуоболочки, также имеющие полую конфигурацию, но отличающиеся от полусферических оболочек.
Эти полуоболочки можно производить при помощи технологий разрезания вдоль «экваториальной» плоскости, описанных в различных документах, уже приведенных во вводной части настоящего описания.
Рассматриваемые полуоболочки (следует напомнить, что ссылка на полусферические полуоболочки здесь имеет исключительно характер примера, поскольку то, что описано и проиллюстрировано здесь, применимо обычно к углублениям (полым частям), имеющим любую форму и размеры), получено, исходя из вафли 100, в которой обычно можно различать:
- основную плоскую часть (обычно называемую «карé») 102; и
- группу полусферических (или обычно вогнутых) углублений 104; эти углубления, показанные в увеличенном масштабе в сечении на Фиг.2, исходно образуют единое целое с основной плоской частью 102, а затем подлежат отделению от нее операцией резания, осуществляемой обычно в направлении, параллельном направлению длины основной плоской части 102.
Важная характеристика решения, описанного здесь, связана с тем фактом, что вафля 100 имеет дополнительное множество углублений 106. Эти дополнительные углубления (одно из которых показано в увеличенном масштабе в сечении на Фиг.3), выступают из основной плоской части 102 всегда с той же стороны, с какой показаны углубления 104.
Множество дополнительных углублений 106 расположено в шахматном порядке относительно множества углублений 104, в том смысле, что дополнительные углубления 106 расположены в областях, соответствующих частям и областям основной части 102, в которых нет углублений 104. Дополнительные углубления 106 могут быть расположены рядами, т.е. в виде рядов и столбцов. Кроме того, согласно одному варианту изобретения, дополнительные углубления 106 могут располагаться попарно, вследствие чего вафля будет содержать группы, образованные парой углублений 104 и парой дополнительных углублений 106, расположенных у вершин четырехугольника, такого как ромб.
Дополнительные углубления 106, таким образом, имеют меньшую глубину (высоту), чем углубления 104. Исключительно для целей иллюстрации (без ограничения объема изобретения), дополнительные углубления 106 имеют высоту h (то есть величину отрезка, на который они углублены относительно поверхности основной части 102), соотнесенную с глубиной углублений 104 и, предпочтительно, составляющей от 0,5 мм до 10 мм. Предпочтительно, высота h приблизительно равна толщине основной части 102 (толщине, которая обычно находится в диапазоне 1-3 мм). В предпочтительном варианте, дополнительные углубления 106 имеют высоту h, по существу равную или больше толщины основной части 102.
В особенно предпочтительном варианте, дополнительные углубления 106 имеют в общем «уплощенную» конфигурацию, т.е. они выполнены, если смотреть со стороны их вогнутых поверхностей, по существу в форме блюдец с плоским дном (параллельным главной плоскости основной части 102); в еще одном особенно предпочтительном варианте, дополнительные углубления 106 по существу напоминают круглые кнопки, имеющие диаметр в пределах 10 мм.
Дополнительные углубления 106 могут, с другой стороны, обладать различными формами и присутствовать в виде, например, в общем чашеобразных или V-образных образований.
Как схематично показано на Фиг.4, когда вафля 100 помещена в ячеистую форму 110 для осуществления операции резания (в соответствии с методиками, описанными в документах EP-A-0054229, WO-A-97/48282, EP-A-0221033 и EP-A-0968653), даже когда полости формы 110 способны принять углубления 104 целиком, результирующее воздействие от наличия дополнительных углублений 106, приводит к тому, что дополнительные углубления 106 касаются передней поверхности формы 110 и поддерживают основную часть 102 таким образом, что она приподнята на величину G, равную их высоте, обозначенной как h.
Таким образом, можно установить желаемое расстояние между основной частью 102 (или «карé») и передней поверхностью формы 110 для осуществления операции резания надлежащим образом, с использованием инструмента T (независимо от того, что именно он может из себя представлять).
В частности, дополнительные углубления 106 представляют собой нанесенные на основную часть 102 своего рода «ступеньки», остающиеся на передней поверхности формы 110, например, для поддержания основной части 102 (в частности, когда основная часть 102 прижата к форме 110, например, прижимным P устройством) на постоянной высоте относительно передней поверхности формы 110, в течение всего времени обработки передней поверхности вафель 100. Это расположение гарантируется также в случае, если основная часть 102 имеет внутренние напряжения, которые могут вызвать ее изгибание (как происходит обычно в результате сильного механического воздействия при производстве вафли 100).
Для этой цели, в процессе операции резания, вафли 100 держат прижатыми к формам 110 (например, при помощи прижимного устройства) для предотвращения любого изгибания и облегчения резания на желаемой и регулируемой высоте по всему протяжению вафли.
С помощью решения, описанного здесь, можно использовать форму 110 таким образом, чтобы она была способна принять углубления 104 надлежащим образом для их отделения от основной части 102 путем операции резания, без необходимости перемещения их в формы, отличающиеся от формы, используемой для осуществления операции резания.
В то же время, можно обойтись без механизма подъема вафли, состоящего в том, что под действием толкающих элементов, которые проходят через противоположные части (которые должны быть перфорированными) вогнутых частей приемной формы, вафля поднимается, удерживается на высоте, требуемой для введения режущего устройства.
В решении, описанном здесь, данный эффект подъема вместо этого обеспечен исключительно за счет дополнительных углублений 106, которые также удаляют (или, по меньшей мере, отделяют) от основной части 102 тем же режущим действием, которое приводит к отделению углублений 104 (см. в данном контексте Фиг.4).
В любом случае, дополнительные углубления 106 представлены в таком количестве и расположены так, чтобы в процессе операции резания (независимо от способа, посредством которого это резание осуществляют), равномерно распределять по передней поверхности формы 110, функционирующей, как контрастная поверхность, давление на вафлю 100, оказываемое, например, прижимным устройством P, и предотвращать тем самым изгиб самой вафли 100 в любой ее области.
Вафля 100 обладает характеристиками, которые могут быть получены, исходя из известных критериев, с помощью пекарной пластины, такой как пластина 200, показанная на Фиг.5.
Пекарная пластина для производства вафель 200 в данном случае содержит две комплектующие детали, т.е. пластину 202 и противоположную пластину 204, которая имеет такую конфигурацию поверхности, чтобы можно было, например, комплементарно воспроизводить углубления 104 и углубления 106, которые служат в качестве «бугорков» или «ступенек», которые поддерживают вафлю 100 в приподнятом виде в ходе операции резания, описанной ранее.
В этой связи, эксперименты, проведенные авторами настоящего изобретения, показали, что плоская или блюдцеобразная конфигурация с плоской нижней частью, как показано на чертежах, является предпочтительной для выпечки вафельного жидкого теста, содержащегося между пластиной 202 и противоположной пластиной 204, что приводит к получению вафли 100. Авторы настоящего изобретения фактически обнаружили то, что различные конфигурации (например, дополнительные углубления 106, которые в уменьшенном масштабе воспроизводят ту же конфигурацию, что и углубления 104) могут при некоторых обстоятельствах стать источником различающегося уровня выпечки в вафле 100 в областях, соответствующих дополнительным углублениям 106 и углублениям 104. В некоторых случаях, это различие может оказаться нежелательным (например, вследствие, по меньшей мере, частичного подгорания дополнительных углублений 106), и, таким образом, его следует избегать.
Следует учитывать, что решение, описанное здесь, применимо также в случае, когда вафля 100 обладает отличающимися друг от друга толщинами в областях, соответствующих основной части 102 и углублениям 104, как описано, например, в WO-A-97/48282. Дополнительные углубления 106, которые выступают из основной части 102 и образуют, на стороне, противоположной выступам, полости в самой основной части 102, можно также использовать для создания соединительных элементов, имеющих форму входящих и охватывающих деталей, между частями вафли, которые должны быть соединены друг с другом при осуществлении операций наполнения. В данном случае, можно предусмотреть, чтобы дополнительные углубления 106, представленные здесь, как выступающие из основной части 102 с той же стороны, с которой выступают углубления 104, могли выступать с противоположных сторон основной части 102.
Из этого следует, что, без нарушения единства изобретения, подробности конструкции и вариантов выполнения могут сильно отличаться по сравнению с тем, что описано и проиллюстрировано на не ограничивающем примере, без выхода, таким образом, из объема изобретения, определяемого прилагаемой формулой изобретения.
Способ изготовления вафельных корпусов предусматривает обеспечения вафли, имеющей плоскую основную часть (102) и множество углублений (104), выступающих на заданную высоту относительно основной части (102). Вафля также имеет дополнительное множество дополнительных углублений (106), расположенных между указанными углублениями (104) и выступающих из вышеуказанной основной части (102) на высоту, меньшую, чем высота углублений (104). Вафлю режут, отделяя углубления (104) от основной части (102). Пластина для изготовления вафель содержит комплементарные полупластины, образующие между собой пространство для приема жидкого теста, которое после выпечки должно образовать вафлю. Указанное пространство содержит дополнительные углубления (106), расположенные между углублениями (104) и выступающие из основной части (102) с той же стороны, что и углубления (104), на высоту меньше указанной заданной высоты углублений (104). 3 н. и 18 з.п. ф-лы, 5 ил.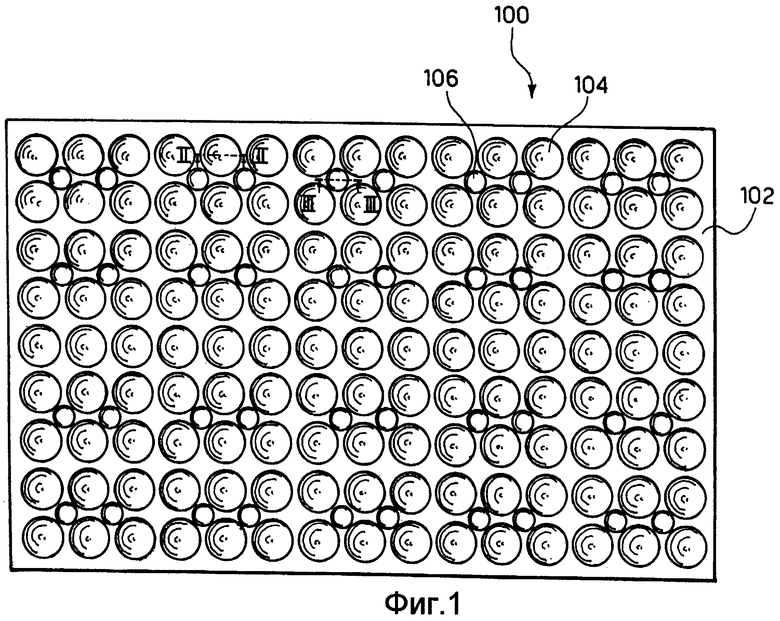
1. Способ для изготовления вафельных корпусов, имеющих в общем полую конфигурацию, предусматривающий стадии:
обеспечения вафли (100), имеющей плоскую основную часть или каре (102) и множество углублений (104), выступающих на заданную высоту относительно указанной основной (102) части;
помещения указанной вафли (100) в ячеистую форму (110), имеющую переднюю поверхность, в которой выполнены полости для приема указанных углублений (104) вафли, и
подвергания указанной вафли (100) действию резания (Т), посредством которого указанные углубления (104) отделяются от указанной основной части (102),
отличающийся тем, что он включает операции:
снабжения указанной вафли (100) множеством дополнительных углублений (106) между указанными углублениями (104) и выступающими из указанной основной части (102) с той же стороны, что и указанные углубления (104), на высоту (h) меньше указанной заданной высоты указанных углублений (104),
помещения указанной вафли (100) в указанную ячеистую форму (110) так, чтобы указанные дополнительные углубления (106) опирались на указанную переднюю поверхность указанной формы (110), чтобы можно было поддерживать указанную основную часть (102) на расстоянии от указанной передней поверхности формы, равном величине зазора (G) с шириной, определяемой высотой (h) указанных дополнительных углублений (106).
2. Способ по п.1, в котором указанное резание осуществляют в указанном зазоре (G), имеющем ширину, определяемую высотой (h) указанных дополнительных углублений (106).
3. Способ по п.1, в котором указанное резание (Т) приводит к крошению указанной основной части (102).
4. Вафля для осуществления способа по любому из пп.1-3, имеющая плоскую основную часть или каре (102) и множество углублений (104), выступающих на заданную высоту относительно указанной основной части (102), причем указанная вафля имеет множество дополнительных углублений (106), расположенных между указанными углублениями (104) и выступающими из указанной основной части (102) с той же стороны, что и указанные углубления (104) на высоту (h) меньше указанной заданной высоты указанных углублений (104).
5. Вафля по п.4, в которой указанные дополнительные углубления (106) имеют высоту (h), соотнесенную с глубиной углублений (104), предпочтительно составляющей от 0,5 до 10 мм.
6. Вафля по п.4 или 5, в которой указанные дополнительные углубления (106) представляют собой образования, расположенные рядами и/или столбцами.
7. Вафля по п.4 или 5, в которой указанные дополнительные углубления (106) имеют в общем блюдцеобразную конфигурацию с плоской нижней стенкой.
8. Вафля по п.4 или 5, в которой указанные дополнительные углубления (106) имеют в общем чашеобразную конфигурацию.
9. Вафля по п.4 или 5, в которой указанные дополнительные углубления (106) имеют в общем V-образную конфигурацию.
10. Вафля по п.4 или 5, в которой указанная основная часть (102) обладает заданной толщиной и в которой высота (h) указанных дополнительных углублений (106), по существу, равна или больше указанной заданной толщины.
11. Вафля по п.4 или 5, в которой указанные углубления (104) имеют высоту, составляющую от 1 до 30 мм.
12. Вафля по п.4 или 5, в которой указанные дополнительные углубления (106) присутствуют в таком количестве и расположены так, чтобы равномерно распределять по контрастной поверхности (110) давление (Р) на вафлю, предотвращая изгиб самой вафли в любой ее области.
13. Пластина для изготовления вафель, для осуществления способа по любому из пп.1-3, причем указанная пластина содержит комплементарные полупластины (202, 204), совместно образующие между собой пространство для приема жидкого теста, которое после выпечки должно образовать указанную вафлю, причем указанное пространство для жидкого теста содержит дополнительные углубления (106), расположенные между указанными углублениями (104) и выступающие из указанной основной части (102) с той же стороны, что и указанные углубления (104), на высоту (h) меньше указанной заданной высоты указанных углублений (104).
14. Пластина по п.13, в которой указанные дополнительные углубления (106) имеют высоту (h), соответствующую глубине углублений (104), предпочтительно от 0,5 до 10 мм.
15. Пластина по п.13 или 14, в которой указанные дополнительные углубления (106) расположены рядами и/или столбцами.
16. Пластина по п.13 или 14, в которой указанные дополнительные углубления (106) имеют в общем блюдцеобразную конфигурацию с плоской нижней стенкой.
17. Пластина по п.13 или 14, в которой указанные дополнительные углубления (106) имеют в общем чашеобразную конфигурацию.
18. Пластина по п.13 или 14, в которой указанные дополнительные углубления (106) имеют в общем V-образную конфигурацию.
19. Пластина по п.13 или 14, в которой указанная основная часть (102) имеет заданную толщину, а высота (h) указанных дополнительных углублений (106), по существу, равна или больше указанной заданной толщины.
20. Пластина по п.13 или 14, в которой указанные углубления (104) имеют высоту от 1 до 30 мм.
21. Пластина по п.13 или 14, в которой указанные дополнительные углубления (106) присутствуют в таком количестве и расположены так, чтобы равномерно распределять по контрастной поверхности (110) давление (Р) на вафлю, предотвращая изгиб самой вафли в любой ее области.
| ЕР 1433384 А1, 30.06.2004 | |||
| СПОСОБ ПРОИЗВОДСТВА ПРОМЕЖУТОЧНОГО ПРОДУКТА ДЛЯ ФОРМОВАННЫХ ВАФЕЛЬ, ПРОМЕЖУТОЧНЫЙ ПРОДУКТ ДЛЯ ФОРМОВАННЫХ ВАФЕЛЬ, ФОРМОВАННАЯ ВАФЛЯ НА ОСНОВЕ ПРОМЕЖУТОЧНОГО ПРОДУКТА И ФОРМА ДЛЯ ПРОИЗВОДСТВА ФОРМОВАННЫХ ВАФЕЛЬ | 1997 |
|
RU2187937C2 |
| Устройство для центрирования труб на валковом стане холодной прокатки | 1973 |
|
SU465242A1 |
| СИММЕТРИЧНЫЙ УПРАВЛЯЕМЬ[Й МУЛЬТИВИБРАТОР | 0 |
|
SU221033A1 |

