ОБЛАСТЬ ТЕХНИКИ
[0001] Настоящее изобретение касается, в целом, способа восстановления высокотемпературных компонентов и, в частности, восстановления высокотемпературных компонентов, которые включают в себя теплозащитное покрытие (ТЗП).
УРОВЕНЬ ТЕХНИКИ
[0002] Чтобы улучшить эффективность газотурбинных двигателей, применяют все более и более высокие рабочие температуры. Более высокие температуры требуют разработки материалов, включая более частое применение теплозащитных покрытий (ТЗП). Компоненты, которые контактируют с горячими газами сгорания, могут включать в себя ТЗП, чтобы защищать компонент от высоких температур, а также коррозионных элементов в газах сгорания. Типичные ТЗП включают в себя керамический материал, который может легко повреждаться во время работы. Кроме того, ТЗП обычно периодически заменяют, чтобы гарантировать поддержание достаточной толщины ТЗП во время работы.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0003] Способ очистки компонента включает в себя обеспечение компонента после его работы в высокотемпературном окружении, где компонент включает в себя теплозащитное покрытие (ТЗП), очистку ТЗП компонента с использованием sponge jet бластинг процесса и измерение очищенной толщины ТЗП, чтобы убедиться, что очищенная толщина превышает заданную минимальную величину, что позволит вернуть данный компонент в высокотемпературное окружение.
[0004] В другой конструкции, способ очистки компонента включает в себя обеспечение компонента, который работал в высокотемпературном окружении, где компонент включает в себя теплозащитное покрытие (ТЗП), измерение первой толщины ТЗП, чтобы убедиться, что первая толщина больше, чем заданная пороговая величина, и выбор рабочего параметра sponge jet бластинг процесса. Данный способ также включает в себя очистку ТЗП с использованием sponge jet бластинг процесса и измерение второй толщины ТЗП, чтобы определить количество ТЗП, удаленное во время очистки, и убедиться, что данная толщина превышает заданную минимальную величину, что позволит вернуть данный компонент в высокотемпературное окружение.
[0005] Вышесказанное обрисовывает в широком пределе технические признаки настоящего изобретения, так что специалисты в данной области техники смогут лучше понимать последующее подробное описание. Дополнительные признаки и преимущества данного изобретения будут описаны ниже, что составляет предмет формулы изобретения. Специалисты в данной области техники будут понимать, что они могут легко использовать описанную концепцию и конкретные варианты осуществления как основу для изменения или разработки других структур для выполнения тех же задач настоящего изобретения. Специалисты в данной области техники будут также осознавать, что такие эквивалентные конструкции не отклоняются от сущности и объема данного изобретения в его самой широкой форме.
[0006] Также перед рассмотрением нижеприведенного подробного описания следует понимать, что различные определения определенных слов и фраз обеспечены в данном описании, и специалисты в данной области техники будут понимать, что такие определения применяются во многих, если не в большинстве, случаев предшествующего, а также будущего использования таких определенных слов и фраз. Хотя некоторые термины могут включать в себя широкое множество вариантов осуществления, формула изобретения может точно ограничить эти термины для конкретных вариантов осуществления.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
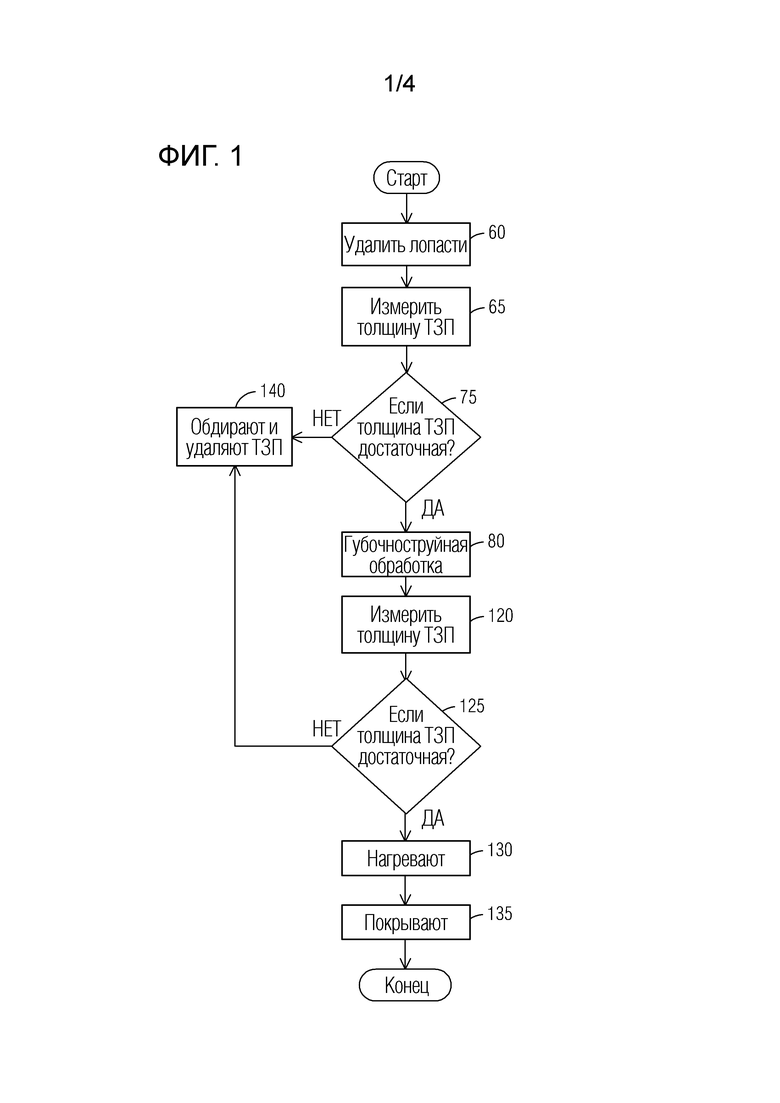
[0007] Фиг.1 представляет собой блок-схему, показывающую способ ремонта или восстановления компонента, включающего в себя теплозащитное покрытие (ТЗП).
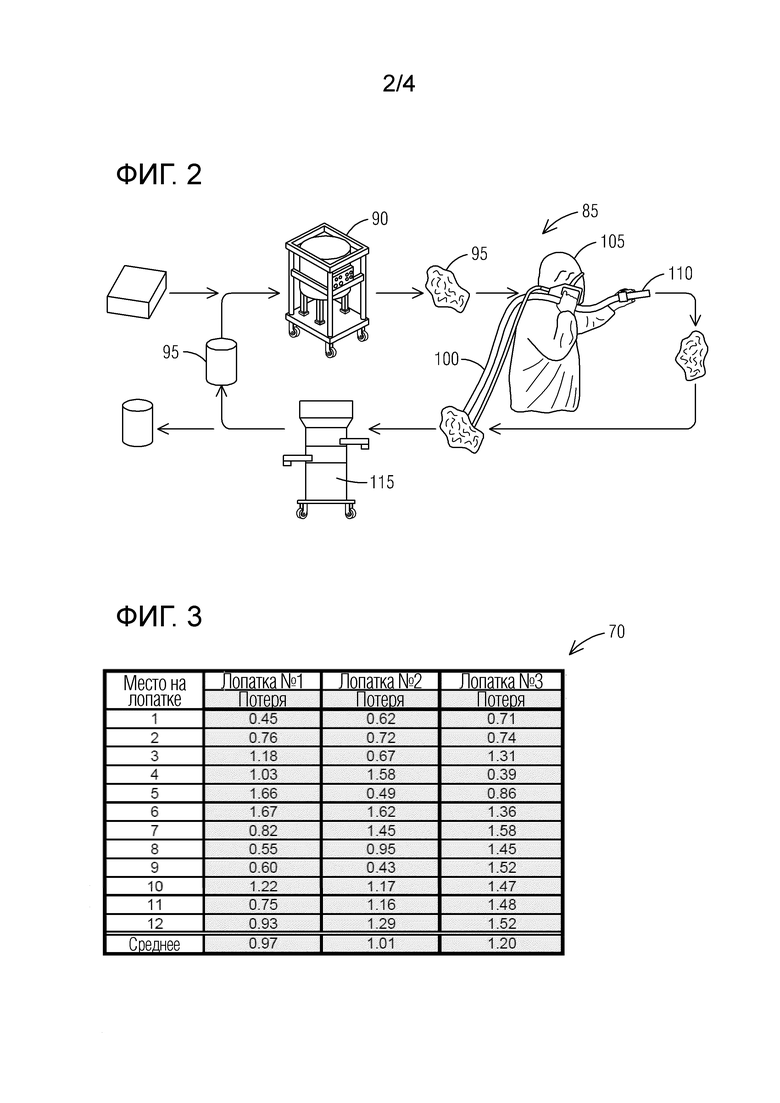
[0008] Фиг.2 представляет собой схематичное изображение губочноструйной (sponge jet) системы, подходящей для использования в очистке ТЗП на компонентах.
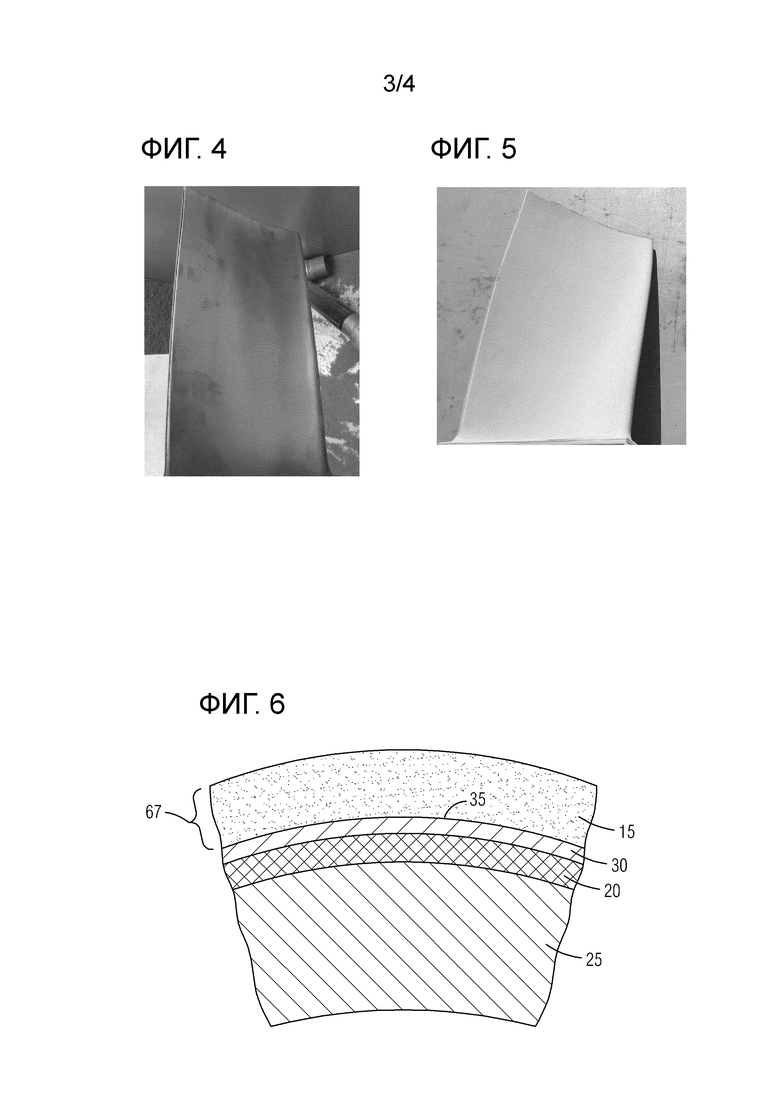
[0009] Фиг.3 представляет собой таблицу, показывающую примеры очищенных лопаток турбин и изменений толщины ТЗП.
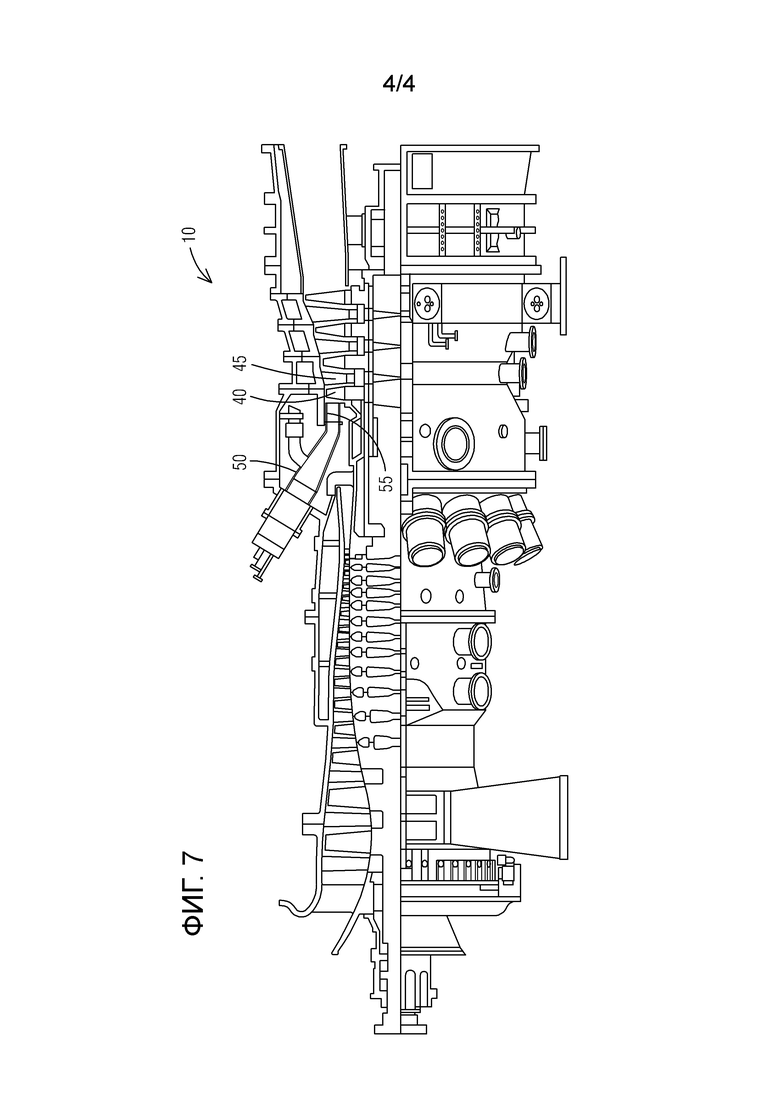
[0010] Фиг.4 представляет собой изображение части лопатки турбины до процесса очистки.
[0011] Фиг.5 представляет собой изображение части лопатки турбины после процесса очистки.
[0012] Фиг.6 представляет собой схематичный разрез поверхности компонента, который включает в себя ТЗП.
[0013] Фиг.7 представляет собой разрез газовой турбины, включающей в себя лопатки, лопасти, секции, переходы и другие компоненты, которые включают в себя ТЗП.
[0014] Перед тем, как подробно объяснять любые варианты осуществления данного изобретения, следует понимать, что изобретение не ограничивается деталями конструкции и расположения компонентов, показанных в последующем описании или изображенных на последующих чертежах. Изобретение может иметь другие варианты осуществления и может выполняться различными способами. Также следует понимать, что используемая здесь фразеология и терминология дается в целях описания и не должна рассматриваться в качестве ограничения.
ПОДРОБНОЕ ОПИСАНИЕ
[0015] Различные технологии, которые имеют отношение к системам и способам, будут теперь описаны со ссылкой на чертежи, где одинаковые численные обозначения представляют одинаковые элементы на всех чертежах. Обсуждаемые ниже чертежи и различные варианты осуществления, используемые для описания принципов настоящего изобретения в этом патентном документе, даются только в качестве иллюстрации и не предназначены каким-либо образом ограничивать объем изобретения. Специалистам в данной области техники будет понятно, что принципы настоящего изобретения могут быть выполнены в любом подходящем устройстве. Следует понимать, что функция, выполняемая определенными элементами системы, может выполняться с помощью множества элементов. Аналогично, например, один элемент может быть сконструирован так, чтобы выполнять функцию, которая описана, как выполняемая множеством элементов. Многочисленные новые идеи настоящего изобретения будут описаны со ссылкой на типичные неограничивающие варианты осуществления.
[0016] Также следует понимать, что слова или фразы, используемые здесь, следует толковать в широком смысле, если это не ограничивается точно в некоторых примерах. Например, слова "включающий в себя", "имеющий" и "содержащий", а также из производные, означают включение без ограничения. Формы единственного числа "а", "аn" и "the" предназначены также включать в себя формы множественного числа, если контекст ясно не указывает иное. Кроме того, слова "и/или", используемые здесь, относятся здесь и охватывают любые и все возможные комбинации одного или нескольких соответствующих перечисленных предметов. Слово "или" является включающим, означая и/или, если контекст ясно не указывает иное. Фразы "связанный с" или "связанный с этим", а также их производные, могут означать включающий в себя, включающий в, связанный с, присоединенный к или с, соединенный с, соединяемый с, взаимодействующий с, промежуточный, наложенный, близкий к, соединенный с, имеющий, имеющий свойство или подобное.
[0017] Также, хотя термины "первый", "второй", "третий" и так далее могут применяться здесь в отношении различных элементов, информации, функций или действий, эти элементы, информация, функции или действия не ограничиваются этими терминами. Скорее, эти числительные используются, чтобы различать разные элементы, информацию, функции или действия друг от друга. Например, первый(ая) элемент, информация, функция или действие могут обозначаться как второй(ая) элемент, информация, функция или действие, и, аналогично, второй(ая) элемент, информация, функция или действие могут обозначаться как первый(ая) элемент, информация, функция или действие без отклонения от объема настоящего изобретения.
[0018] Кроме того, термин "соседний с" может означать, что один элемент находится относительно близко, но не в контакте с другим элементом; или что данный элемент находится в контакте с другой частью, если контекст ясно не указывает иное. Кроме того, фраза "основанный на" должна означать "основанный, по меньшей мере частично, на", если точно не указано иное. Термины "приблизительно" или "по существу" или подобные предназначены покрывать вариации некоторой величины, которые находятся в обычных допустимых промышленных пределах для этой меры. Если нет доступных промышленных стандартов, вариация в 20 процентов будет попадать в пределы значения этих параметров, если не указано иное.
[0019] Газовые турбины 10 и особенно большие газовые турбины (фиг.7) для использования в электрогенерации включают в себя секции сгорания и турбинные секции, которые работают при очень высоких температурах. Чтобы защитить данные компоненты от высоких температур и от коррозии из-за контакта с элементами в газах сгорания, многие компоненты включают в себя теплозащитное покрытие 15 (обозначается здесь как "ТЗП"). Как изображено схематично и без масштаба на фиг.6, ТЗП 15 представляют собой тонкие слои материала, наложенные на открытую поверхность компонента. Часто ТЗП 15 накладывают на связующий покрывающий слой 20, который непосредственно нанесен на подложку 25 или поверхность компонента, защищаемого с помощью ТЗП 15. Связующее покрытие 20 выбирают так, чтобы обеспечивать желаемую связь с подложкой 25, а также, чтобы обеспечить достаточное связывание ТЗП 15. В некоторых конструкциях термически выращенный, оксидный слой 30 формируется между связующим покрытием 20 и ТЗП 15 чтобы улучшить связывание ТЗП 15, как изображено на фиг.6. Выбор материалов для связующего покрытия 20 и оксидного слоя 30, если применяется, не критичен для данного изобретения, и они выбираются на основе конструкционных соображений, таких как материал, используемый для подложки 25, разница коэффициентов теплового расширения между подложкой 25 и ТЗП 15, и другие соображения, которые не критичны для данного изобретения.
[0020] В большинстве конструкций ТЗП 15 является керамическим материалом, таким как иттрий-стабилизированный оксид циркония. В некоторых конструкциях ТЗП 15 включает в себя керамику на основе пирохлора или ТЗП на основе оксида циркония с иттрий-стабилизированным оксидом циркония (например, 8YSZ), подходящим для данного нанесения. Типичное нанесение ТЗП 15 использует способ атмосферного плазменного напыления (АПН), который дает линию раздела 35 между ТЗП 15 и слоем материала (связующее покрытие 20), на который наносится ТЗП 15. Конечно, другие ТЗП 15 могут применяться по желанию.
[0021] После заданного периода работы газотурбинного двигателя 10 многие компоненты требуют периодического обслуживания и проверки. Одним из примеров таких компонентов являются различные лопатки турбины 40, (вращательно) расположенные в турбинной секции двигателя 10. Другие компоненты могут включать в себя лопасти 45, (стационарные) секции 50, переходы 55 или любые другие компоненты (показанные на фиг.7), которые включают в себя ТЗП 15. Как будет понятно специалисту, описанный здесь способ может применяться к любым из этих компонентов, включающих в себя ТЗП 15. Остальное описание фокусируется на ремонте/восстановлении лопатки 40, но ясно, что данное изобретение не ограничивается только лопатками 40 в качестве компонента.
[0022] Фиг.1 представляет собой блок-схему, которая очерчивает основной способ ремонта/восстановления лопатки турбины 40 после работы при повышенной рабочей температуре в течение заданного периода времени. На фиг.1 начальный этап в способе заключается в удалении лопаток 60 из применения. Каждая лопатка 40 ремонтируется или восстанавливается индивидуально и, следовательно, должна быть удалена из ротора турбины, чтобы позволить применять необходимые индивидуальные способы.
[0023] Каждую лопатку 40 затем проверяют, используя технологии неразрушающего исследования (НРИ). Одна проверка заключается в проверке 65 толщины 67 ТЗП 15 в разных местах на каждой лопатке 40. Хотя несколько разных технологий может применяться для выполнения такой проверки 65, дефектоскопия методом вихревых токов является предпочтительной. Дефектоскопия методом вихревых токов может легко детектировать линию раздела 35 между ТЗП 15 и связующим покрытием 20, к которому оно прикреплено, измеряя толщину 67 ТЗП 15. Фиг.3 включает в себя таблицу 70 для трех лопаток 40, которые были проверены в двенадцати разных местах. Данные включат в себя потерю толщины 67 для ТЗП слоя 15 в микронах в результате ремонта или восстановления в разных местах.
[0024] После измерения толщины 67 ТЗП 15 выполняют анализ 75, чтобы гарантировать, что после процесса ремонта/восстановления будет оставаться достаточное ТЗП 15 для непрерывной работы до следующей плановой проверки и ремонта. Например, один компонент может требовать минимальной толщины 67 ТЗП двенадцать микрон или больше перед выполнением способа. Если любая из измеренных толщин 67 находится ниже минимальной толщины 67, ТЗП 15 необходимо сдирать и повторно наносить (этап 140) перед тем, как лопатку 40 или другой компонент можно будет пустить обратно в работу. Для лопаток 40, приведенных в таблице на фиг.3, все измеренные места превышают минимальную толщину 67 ТЗП, делая лопатки 40 подходящим для данного способа ремонта/восстановления.
[0025] Следующим этапом способа ремонта/восстановления является губочноструйная обработка (sponge blast) 80 лопаток 40 и особенно областей, включающих в себя ТЗП 15. В предшествующих способах ремонта использовали обычную пескоструйную обработку, чтобы полностью удалить ТЗП 15, чтобы позволить повторное нанесение ТЗП 15. Однако путем значительного тестирования и экспериментирования было обнаружено, что, если применять надлежащие параметры, sponge бластинг процесс (губочноструйный способ) может быть использован для очистки лопаток 40 или других компонентов без удаления слишком большого количества ТЗП 15.
[0026] Фиг.2 изображает организацию губочноструйной обработки 85, которая включает в себя основной подающий блок 90, который обеспечивает желаемую среду 95 в воздушный поток 100 с желаемой скоростью. Воздух может обеспечиваться с помощью отдельного воздушного компрессора или другого источника и регулироваться так, чтобы обеспечивать воздух с желаемым рабочим давлением. Пользователь 105 работает с форсункой или пушкой 110, которая направляет воздух и среду на очищаемые поверхности. Форсунка или пушка 110 дополнительно регулирует воздух, поддерживая желаемое давление подачи. Рециклер 115 может обеспечиваться, чтобы собирать использованную среду 95 и повторно направлять использованную среду 95 в подающий блок 90 для повторного использования. Рециклер 115 отделяет еще пригодную среду 95 от среды 95, которая была повреждена или испорчена до той точки, что она не может далее применяться. Дополнительные компоненты могут применяться, чтобы улучшить губочноструйную систему 85 по желанию.
[0027] В sponge jet бластинг процессе воздух 100 при рабочем давлении смешивается с губочноструйной средой 95, и воздух 100 вместе со средой 95 направляют на компонент под давлением подачи. Выбор рабочего давления, среды 95 и давления подачи влияет на качество способа очистки и удаляемое количество ТЗП 15. В одном варианте рабочее давление составляет от 35 до 55 фунт/кв.дюйм (от 0,24 до 0,38 МПа), где приблизительно 45 фунт/кв.дюйм (0,31 МПа) плюс-минус 5 фунт/кв.дюйм (0,04 МПа) более предпочтительно, а давление подачи составляет от 20 до 40 фунт/кв.дюйм (от 0,14 до 0,28 МПа), где 30 фунт/кв.дюйм (0,21 МПа) плюс-минус 5 фунт/кв.дюйм (0,04 МПа) является предпочтительным.
[0028] Хотя ряд сред 95 доступны для sponge jet бластинг процесса, одна среда 95, особенно подходящая, представляет собой губчатую основу, пропитанную оксидом алюминия, имеющим зернистость от 200 до 400 и более предпочтительно от 300 до 350. Более абразивные или агрессивные среды, или менее агрессивные среды также доступны. Следует заметить, что вышеуказанная среда с оксидом алюминия зернистостью от 200 до 400 хорошо работает с указанными выше давлениями. Если выбирают другую среду, указанные давления могут требовать корректировки.
[0029] Фиг.4 изображает лопатку турбины 40 до этапа 80 губочноструйной обработки (фиг.1), и фиг.5 изображает лопатку турбины 40 после этапа 80 губочноструйной обработки. После этапа 80 губочноструйной обработки толщину 67 ТЗП снова измеряют 120. Таблица 70 на фиг.3 включает в себя результаты этого второго измерения 120 и показывает количество удаленного ТЗП 15 во время данного способа. Опять же, вторая заданная минимальная толщина может быть установлена на этой стадии способа, так что любая лопатка 40, которая имеет толщину 67 ниже данного минимума, далее ремонтируется путем обдирки ТЗП слоя 15 и его повторного нанесения, как делали в прошлом (смотри этап анализа 125 на фиг.1). В настоящем примере ни одна из лопаток 40 не имеет толщину 67 ниже второй заданной минимальной толщины, так что все лопатки 40 могут проходить на следующий этап способа.
[0030] Как хорошо известно, многие турбинные лопатки 40 и лопасти 45, или другие компоненты включают в себя внутренние проходы и отверстия, образованные в их поверхностях, чтобы позволять охлаждающему воздушному потоку протекать сквозь лопатку 40 или лопасть 45. Во время этапа губочноструйной обработки 80 возможно и вероятно, что часть среды 94 будет застревать в отверстиях поверхности и/или во внутренних проходах. Чтобы удалять эти нежелательные остатки, лопатки 40 нагревают до заданной температуры в течение некоторого периода времени (этап 130). Как обсуждалось, предпочтительная губочноструйная среда 95 включает в себя оксид алюминия, содержащийся в губчатой основе. Заданную температуру выбирают так, чтобы гарантировать полное сгорание губчатого материала, так что все эти остатки представляют собой оксид алюминия. Размер частиц оксида алюминия является достаточно маленьким, чтобы они могли удаляться путем продувки проходов воздухом высокого давления, водой или другой текучей средой, которая может быть желательна. В одном варианте лопасти 40 и лопатки 45 нагревают до приблизительно 1000-1200 градусов Фаренгейта (538-649 градусов Цельсия) плюс-минус 20 процентов в течение приблизительно одного часа. В других приложениях требуются более высокие или низкие температуры и большие или меньшие времена. Кроме того, в большинстве приложений желательно медленно нагревать компоненты, так как быстрый нагрев может вызывать термические напряжения и может вызывать повреждение или искажение компонентов.
[0031] На следующем этапе лопатку 40 или другой компонент подвергают способу нанесения атмосферным плазменным напылением (АПН) 135, чтобы улучшить однородность ТЗП 15 поверхностей. После завершения этого этапа нанесения 135, лопатки 40 или другие компоненты могут очищаться, чтобы удалять любые остатки или излишки, любые внутренние проходы могут очищаться, и лопатка 40 или другой компонент может подвергаться дополнительному анализу, проверке или тестированию и затем возвращаться в работу.
[0032] Хотя подробно описан типичный вариант осуществления настоящего изобретения, специалисты в данной области техники будут понимать, что различные изменения, замены, вариации и улучшения, раскрытые здесь, могут быть сделаны без отклонения от сущности и объема данного изобретения в его самой широкой форме.
[0033] Ничто из описания настоящего изобретения не следует читать как предположение, что любой особый элемент, этап, действие или функция является существенным элементом, который должен быть включен в заявленный объем: объем патентуемого объекта задается только формулой изобретения. Кроме того, ни один из пунктов формулы изобретения не предназначен требовать конструкцию функциональной формулы, если за точными словами "предназначен для" не следует причастие.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТЕПЛОЗАЩИТНОЕ ПОКРЫТИЕ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2009 |
|
RU2426819C1 |
| КОМПОНЕНТ ГАЗОВОЙ ТУРБИНЫ, ГАЗОТУРБИННЫЙ ДВИГАТЕЛЬ, СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОНЕНТА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2015 |
|
RU2662003C2 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА ЛОПАТКУ ТУРБИНЫ | 1993 |
|
RU2078148C1 |
| МАТЕРИАЛ КЕРАМИЧЕСКОГО СЛОЯ ТЕПЛОЗАЩИТНОГО ПОКРЫТИЯ | 2013 |
|
RU2556248C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ТЕРМОМЕХАНИЧЕСКИХ НАПРЯЖЕНИЙ В ОХЛАЖДАЕМЫХ ДЕТАЛЯХ С ТЕПЛОЗАЩИТНЫМИ ВЫСОКОТЕМПЕРАТУРНЫМИ ПОКРЫТИЯМИ | 2010 |
|
RU2424506C1 |
| Способ нанесения теплозащитного покрытия на детали газотурбинной установки | 2023 |
|
RU2813539C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПРОЧНОСТНЫХ СВОЙСТВ ВЫСОКОТЕМПЕРАТУРНЫХ ТЕПЛОЗАЩИТНЫХ ПОКРЫТИЙ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2339930C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕПЛОЗАЩИТНОГО ПОКРЫТИЯ | 2010 |
|
RU2479669C2 |
| ТЕПЛОЗАЩИТНОЕ ПОКРЫТИЕ ДЛЯ ЛОПАТОК ТУРБИН И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2009 |
|
RU2423550C1 |
| ДЕТАЛЬ И СБОРОЧНАЯ ЕДИНИЦА СОПЛОВОГО АППАРАТА ТУРБИНЫ ВЫСОКОГО ДАВЛЕНИЯ | 2020 |
|
RU2746196C1 |
Изобретение относится к восстановлению компонента газотурбинного двигателя с теплозащитным покрытием. Очищают теплозащитное покрытие компонента, используя sponge jet бластинг процесс. Измеряют толщину очищенного ТЗП, чтобы убедиться, что очищенная толщина превышает заданную минимальную величину. В результате обеспечивается возможность возвращения данного компонента в высокотемпературное окружение. 2 н. и 13 з.п. ф-лы, 7 ил.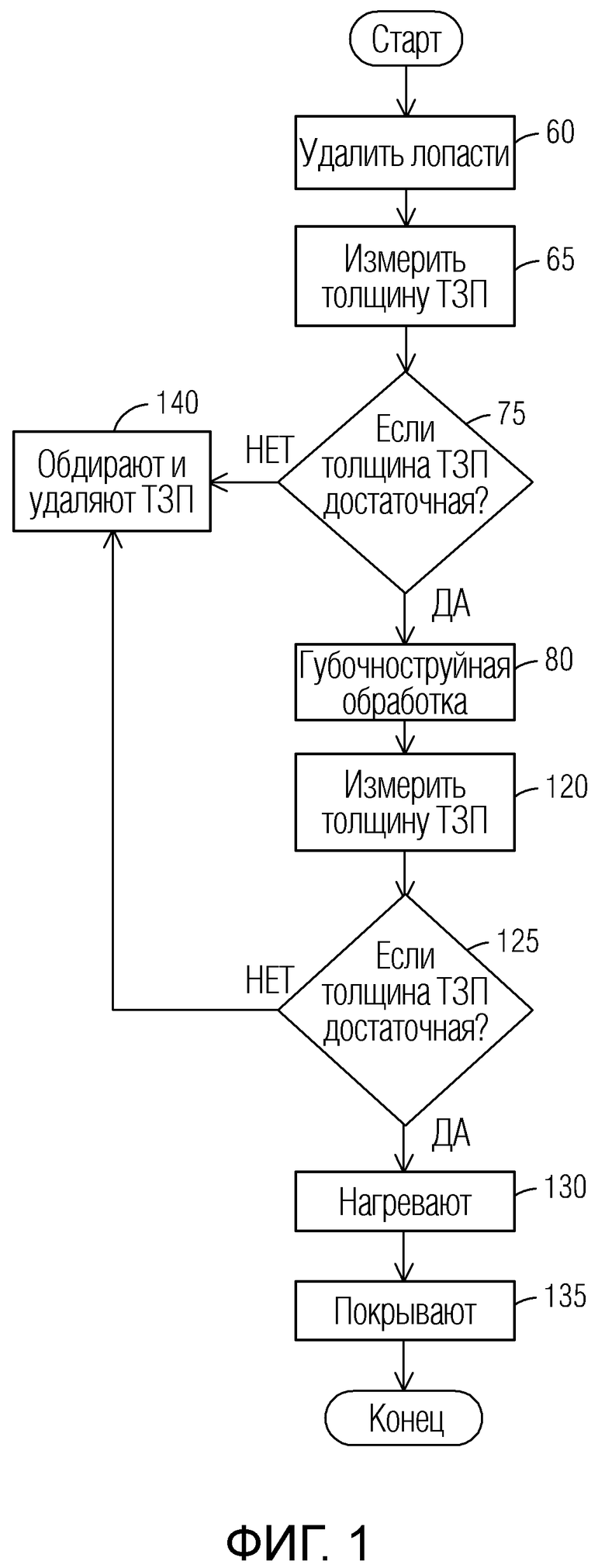
1. Способ восстановления компонента газотурбинного двигателя, в котором:
обеспечивают компонент после работы компонента в высокотемпературном окружении, причем данный компонент включает в себя теплозащитное покрытие (ТЗП);
очищают ТЗП компонента, используя sponge jet бластинг процесс; и
измеряют толщину очищенного ТЗП, чтобы убедиться, что очищенная толщина превышает заданную минимальную величину, что позволит вернуть данный компонент в высокотемпературное окружение.
2. Способ по п. 1, в котором данный компонент включает в себя лопатку от газовой турбины.
3. Способ по п. 1, в котором дополнительно выбирают давление подачи для sponge jet бластинг процесса.
4. Способ по п. 1, в котором дополнительно измеряют начальную толщину ТЗП, чтобы убедиться, что начальная толщина больше, чем заданная пороговая величина.
5. Способ по п. 4, в котором дополнительно сравнивают данную начальную толщину с очищенной толщиной, чтобы определить удаленную толщину ТЗП.
6. Способ по п. 5, в котором данная удаленная толщина меньше, чем 0,001 дюйма (0,025 мм).
7. Способ по п. 1, в котором дополнительно применяют один проход АПН (атмосферного плазменного напыления/покрытия).
8. Способ по п. 1, в котором данный компонент газотурбинного двигателя включает в себя либо переход лопатки газотурбинного двигателя, либо секцию лопатки газотурбинного двигателя, либо несущий корпус газотурбинного двигателя.
9. Способ восстановления компонента газотурбинного двигателя, в котором:
обеспечивают компонент, который работал в высокотемпературном окружении, причем данный компонент включает в себя теплозащитное покрытие (ТЗП);
измеряют первую толщину ТЗП, чтобы убедиться, что первая толщина больше, чем заданная пороговая величина;
выбирают рабочий параметр sponge jet бластинг процесса;
очищают ТЗП компонента, используя sponge jet бластинг процесс; и
измеряют вторую толщину очищенного ТЗП, чтобы определить количество ТЗП, удаленного во время очистки, и убедиться, что данная толщина превышает заданную минимальную величину, что позволит вернуть данный компонент в высокотемпературное окружение.
10. Способ по п. 9, в котором данный компонент газотурбинного двигателя включает в себя либо переход лопатки газотурбинного двигателя, либо секцию лопатки газотурбинного двигателя, либо несущий корпус газотурбинного двигателя.
11. Способ по п. 9, в котором данный компонент включает в себя лопатку от газовой турбины.
12. Способ по п. 9, в котором данный рабочий параметр представляет собой давление подачи для sponge jet бластинг процесса.
13. Способ по п. 9, в котором количество удаленного ТЗП меньше, чем 0,001 дюйма (0,025 мм).
14. Способ по п. 9, в котором дополнительно применяют один проход АПН (атмосферного плазменного напыления/покрытия) на компонент.
15. Способ по п. 9, в котором дополнительно применяют второй проход АПН напыления/покрытия на компонент.
| JP 4716084 B2, 06.07.2011 | |||
| US 2014273747 A1, 18.09.2014 | |||
| US 6380512 B1, 30.04.2002 | |||
| US 2005137829 A1, 23.06.2005 | |||
| СПОСОБ ОЧИСТКИ И ЗАЩИТЫ ТВЕРДЫХ ПОВЕРХНОСТЕЙ (ЕГО ВАРИАНТЫ), УСТРОЙСТВО И МАТЕРИАЛЫ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2118917C1 |

