Настоящее изобретение относится к двухтрубному теплообменнику для быстрого охлаждения или тушения текучей среды при высокой температуре с помощью другой текучей среды под высоким давлением, в условиях кипения или без, в соответствии с косвенным теплообменом. В частности, изобретение относится к так называемому «тушителю» для горячих газов, выпускаемых из печей парового крекинга углеводородов для производства олефинов.
В некоторых химических процессах текучие среды, выпускаемые при высокой температуре из химических реакторов, необходимо охлаждать за короткое время (доли секунды), чтобы остановить возможные остаточные химические реакции. Горячие газы, выпускаемые из печей парового крекинга углеводородов, являются важным примером. Такие газы еще называют «крекинг-газами». Крекинг-газ выпускается из печи при температуре 800-850°C, и его необходимо быстро охладить до температуры ниже 500°C. Крекинг-газ перенасыщен углеродсодержащими и парафиновыми веществами, которые могут вызывать значительные отложения и эрозию частей теплообменника. Промышленные процессы производства технического углерода и винилхлоридного мономера (VCM) - это еще одни процессы, в которых требуется быстрое охлаждение высоко температурного и сильно загрязненного газа. Газ технического углерода обычно выпускается из камеры сгорания углеводородов при температуре выше 1200°C, и его необходимо быстро охладить по меньшей мере на 300-400°C. VCM выпускается из печи крекинга дихлорэтана при температуре примерно 500-600°C, и его необходимо быстро охладить до температуры примерно 300°C.
Для осуществления косвенного и быстрого охлаждения технологической текучей среды в жестких рабочих условиях предпочтительным решением является двухтрубный теплообменник или двухтрубный тушитель. Двухтрубный тушитель в основном состоит из двух концентрически расположенных труб. Обычно горячая и загрязненная текучая среда течет во внутренней трубе, тогда как охлаждающая текучая среда течет в кольцевом зазоре или в кольцевом пространстве, образованном между внешней и внутренней трубой. Каждая труба снабжена своим входным и выходным соединениями для непрерывной циркуляции текучей среды. Текучие среды могут обмениваться теплом без прямого контакта между ними, в соответствии с противоточной или прямоточной конфигурацией.
Двухтрубный теплообменник предлагает важные технологические преимущества для операций тушения. Во-первых, скорость охлаждающей текучей среды, протекающей в кольцевом зазоре между двумя трубами, высока и одинакова для большего участка зазора, что сокращает низкоскоростные или мертвые зоны. Это гарантирует высокий коэффициент теплопередачи снаружи внутренней трубы. Следовательно, рабочая температура металла и термомеханические напряжения внутренней трубы могут быть уменьшены. Обычно для работы с крекинг-газом, в качестве охлаждающей текучей среды используется вода высокого давления (4000-13000 кПа) и кипящая вода со скоростью в кольцевом зазоре более 1 м/с; самая высокая рабочая температура металла внутренней трубы, по которой течет горячий крекинг-газ, составляет около 390-420°C, усредненная по толщине.
Еще одно преимущество двухтрубного теплообменника обуславливается высокими скоростями, которые могут быть достигнуты во внутренней трубе. Поскольку внутренняя труба не имеет значительных неоднородностей или препятствий по длине трубы, текучая среда не имеет точек для столкновения. Следовательно, эрозия и отложения загрязнений могут быть уменьшены или исключены. Более того, высокие скорости приводят к высоким коэффициентам теплопередачи, необходимым для быстрого охлаждения. Наконец, благодаря простой трубчатой геометрии внутреннюю трубу можно без труда очистить механическим способом. Следовательно, технологическая текучая среда с сильным загрязнением может быть помещена во внутреннюю трубу.
Было предложено несколько технологических решений для двухтрубных теплообменников. Некоторые из них упомянуты ниже. Документ US 2005/155748 A1 описывает теплообменник для косвенного теплообмена между двумя текучими средами, в котором зазор между внешней и внутренней трубой закрывается уплотняющим элементом, установленным на концах теплообменника и внутри зазора. Уплотняющий элемент представляет собой отдельную от внешней и внутренней трубы деталь, и по существу состоит из двух стенок, обычно простирающихся в осевом направлении, соединенных вместе для образования в предпочтительном варианте «V», или «U», или «H» профиля. Одна из стенок плотно прилегает к внутренней поверхности внешней трубы, тогда как другая стенка плотно прилегает к внешней поверхности внутренней трубы. Плотное прилегание происходит за счет трения, контакта или, предпочтительно, уголковой или угловой пайки. Такой теплообменник не пригоден для работы по тушению крекинг-газа, где вода, которая кипит и находится под высоким давлением, протекает в зазоре между внешней и внутренней трубой: плотное прилегание между частями, работающими под давлением, является конструктивно слабым, щель между уплотняющим элементом и внутренней трубой может вызвать щелевую коррозию, а тип сварного соединения не может гарантировать полное проплавление и точное исследование методом неразрушающего контроля.
Документ DE 3009532 A1 описывает устройство теплопередачи, содержащее трубчатую оболочку, две стенки, закрывающие оболочку на концах, при этом одна стенка снабжена соединением для протекания первой текучей среды, центральное отверстие с трубчатым элементом для каждой стенки для протекания первой текучей среды и перегородку внутри оболочки, которая простирается на всю длину оболочки. Внутренняя перегородка не имеет трубчатой конфигурации и, следовательно, разделяет объем оболочки на два отсека, расположенные не концентрически. Первый отсек оболочки сообщается с соединением, установленным на закрывающей стенке, а второй отсек сообщается с центральными отверстиями. Два отсека сообщаются друг с другом по текучей среде посредством прорезей, установленных во внутренней перегородке; следовательно, два отсека трубчатой оболочки не сконфигурированы для косвенной теплопередачи между двумя текучими средами.
Следующие документы, в частности, относятся к двухтрубным устройствам теплопередачи для косвенного теплообмена между крекинг-газом и охлаждающей водой. В документе US 3583476 A внутренняя труба принимает крекинг-газ, а внешняя труба образует охлаждающую камеру между внутренней и внешней трубой. Охлаждающая вода, поступающая из парового барабана, расположенного в приподнятом положении, циркулирует в охлаждающей камере. Чтобы уменьшить дифференциальное тепловое удлинение между внутренней и внешней трубой, устройство, согласно US 3583476 A отличается внутренней трубой, состоящей из двух секций, каждая из которых закрепляется на одном конце и может свободно скользить на другом конце. Щель, образованная между двумя скользящими участками, герметизируется за счет инжекции пара. Следовательно, такое устройство в основном нацелено на решение критической проблемы термомеханических напряжений из-за разницы тепловых удлинений между внутренней и внешней трубой.
Документ US 4457364 A описывает устройство, содержащее теплообменный пучок из двухтрубных элементов. Каждый элемент состоит из внешней и внутренней трубы, расположенных концентрически, где крекинг-газ и охлаждающая вода, соответственно, протекают во внутренней трубе и в кольцевом зазоре. Оконечная часть каждого двухтрубного элемента снабжена овальным или псевдоовальным манифольдом для воды, сообщающимся по текучей среде с кольцевым зазором.
Документ US 5690168 A описывает оконечный переходный участок двухтрубного теплообменника. Оконечный участок отличается кольцевым зазором, образованным между внутренним рукавом и внешней стенкой. Кольцевой зазор заполняется огнеупорным материалом для защиты внешней стенки от высоких температур. Кольцевой зазор предусмотрен на одном конце с переходным конусом, присоединенным к входному участку крекинг-газа, а на другом конце запорным кольцом, присоединенным к внешней трубе.
Документ US 2007/193729 A1 описывает переходный участок выходного конца двухтрубного теплообменника. Такой выходной переход конической формы снабжен монтажными внутренними и внешними элементами, образующими кольцевой зазор между ними. Кольцевой зазор заполняется изоляционным материалом (огнеупором) для снижения рабочей температуры металла монтажного внешнего элемента.
Другой оконечный переходный участок двухтрубного теплообменника для тушения крекинг-газа описывается в документе US 7287578 B2. Охлаждающая вода течет во внешней трубе, а крекинг-газ течет во внутренней трубе. Внутренняя и внешняя трубы соединяются друг с другом на своих соответствующих концах с помощью соединительного элемента, имеющего форму вилки. Такой соединительный элемент закрывает оконечный участок кольцевого зазора, образованного между внутренней и внешней трубой. Входное соединение или выходное соединение внешней трубы непосредственно присоединяется к соединительному элементу для эффективного охлаждения такого элемента.
Во всех процитированных документах наиболее критическими параметрами двухтрубного тушителя крекинг-газа являются: (a) рабочие температуры металла элементов, соединяющих внешнюю и внутреннюю трубы, и (b) термомеханические напряжения, возникающие из-за температурных градиентов в частях, работающих под давлением, и дифференциальное тепловое удлинение между внешней и внутренней трубой. Процитированные технологические решения имеют как преимущества, так и потенциальные недостатки. Инжекция пара во внутреннюю трубу усложняет конструкцию из-за соответствующих входных и выходных паровых камер и из-за необходимости непрерывного потока пара. Огнеупорная футеровка может подвергаться ухудшению химических и механических свойств в процессе эксплуатации и, в худшем случае, может откладывать соли на горячих стенках с последующей коррозией. Рукава, установленные со стороны внутренней трубы, могут представлять опасность деформации из-за сильного загрязнения, тяжелых и циклических условий эксплуатации.
С общей точки зрения, вышеупомянутые технологические текучие среды, например, крекинг-газ и газ технического углерода, имеют настолько высокую температуру, что рабочая температура металла внутренней трубы может привести к коррозии и перегреву с последующим риском локальных повреждений. Более того, если охлаждающей текучей средой является кипящая вода под высоким давлением, возникают две дополнительные критические проблемы. Во-первых, соли и оксиды металлов, диспергированные в воде, могут откладываться на частях, работающих под давлением, на входе горячей текучей среды, что приводит к быстрым повреждениям из-за коррозии и перегрева. Далее, сильные тепловые потоки, типичные для кипящей воды, могут вызвать состояние паровой подушки с последующим перегревом.
Согласно предпочтительной конфигурации двухтрубного тушителя горячая текучая среда течет во внутренней трубе. Следовательно, внутренняя труба контактирует как с горячей, так и с холодной текучей средой, тогда как внешняя труба контактирует только с холодной текучей средой. Таким образом, две трубы работают при разных температурах металла, а это означает, что трубы претерпевают разное тепловое удлинение как в радиальном, так и в продольном направлении. Таким образом, конструкция двухтрубного тушителя должна быть нацелена на поглощение дифференциального теплового удлинения двух труб. Для сильно загрязненных текучих сред, таких как крекинг-газ и газ технического углерода, работы часто останавливаются для очистки. Таким образом, двухтрубный тушитель также подвергается нескольким циклам температуры и давления.
Как указано выше, наиболее важными частями двухтрубного теплообменника для тушения технологической текучей среды при высокой температуре являются оконечные участки, а более конкретно, соединяющие элементы между внутренней и внешней трубой. Горячий оконечный участок, куда входит горячая текучая среда, отличается самыми высокими температурами и скоростями, а также самыми высокими тепловыми потоками и градиентами. Таким образом, критические детали двухтрубного тушителя могут пострадать от:
a) перегрева,
b) коррозии,
c) эрозии,
d) высоких термомеханических напряжений,
e) тепловых ударов,
f) циклической работы.
Продуманная конфигурация оконечных участков, в частности, элементов, соединяющих внутреннюю и внешнюю трубу, может продлить срок службы и повысить надежность двухтрубного тушителя. В частности, конструкция тушителя печи парового крекинга должна быть нацелена на то, чтобы:
- исключить или уменьшить горячие точки на стенках внутренней трубы и на элементах, соединяющих внутреннюю и внешнюю трубы;
- исключить или уменьшить отложения загрязнений на поверхностях теплопередачи со стороны воды;
- исключить или уменьшить зоны низких скоростей, зоны рециркуляции и поглощения пара на поверхностях теплопередачи со стороны воды;
- исключить или уменьшить локальные удары струй и тепловые удары;
- уменьшить температурные градиенты в частях, работающих под давлением;
- поглотить дифференциальное тепловое удлинение.
Целью настоящего изобретения, следовательно, является предложить двухтрубный теплообменник, который решает потенциальные проблемы вышеупомянутого предшествующего уровня техники простым, экономичным и особенно функциональным образом.
Более подробно, целью настоящего изобретения является предложить двухтрубный теплообменник с увеличенным сроком службы и повышенной надежностью посредством альтернативной конструкции по сравнению с известными технологическими решениями. Более конкретно, настоящее изобретение относится, но не ограничивается, к инновационному тушителю для печей парового крекинга углеводородов для производства олефинов. Такая цель достигается посредством инновационной конфигурации двухтрубного теплообменника, который может по меньшей мере частично достичь вышеупомянутых целей.
Другой целью настоящего изобретения является предложить способ изготовления двухтрубного теплообменника.
Такие цели, согласно настоящему изобретению, достигаются путем обеспечения двухтрубным теплообменником и способом его изготовления, раскрытыми в независимых пунктах формулы изобретения.
Дополнительные особенности и преимущества двухтрубного теплообменника, согласно настоящему изобретению, могут быть лучше пояснены следующим иллюстративным и неисчерпывающим описанием со ссылкой на прилагаемые иллюстративные чертежи, на которых:
Фиг. 1 - вид в продольном сечении двухтрубного теплообменника, согласно предшествующему уровню техники;
Фиг. 2A, 3A и 4A - вид с частным продольным сечением двухтрубного теплообменника согласно предшествующему уровню техники;
Фиг. 2В - вид с частным продольным сечением первого варианта осуществления двухтрубного теплообменника согласно данному изобретению;
Фиг. 2С - вид с частным продольным сечением второго варианта осуществления двухтрубного теплообменника согласно данному изобретению;
Фиг. 3В - вид с частным продольным сечением третьего варианта осуществления двухтрубного теплообменника согласно данному изобретению;
Фиг. 3С - вид с частным продольным сечением четвертого варианта осуществления двухтрубного теплообменника согласно данному изобретению;
Фиг. 4В - вид с частным продольным сечением пятого варианта осуществления двухтрубного теплообменника согласно данному изобретению;
Фиг. 4С - вид с частным продольным сечением шестого варианта осуществления двухтрубного теплообменника согласно данному изобретению;
Фиг. 5 - вид с частным продольным сечением седьмого варианта осуществления двухтрубного теплообменника согласно данному изобретению;
Фиг. 6 - вид с частным продольным сечением восьмого варианта осуществления двухтрубного теплообменника согласно данному изобретению;
Фиг. 7A, 7B и 7C - частный вид по линиям X-X’и Y-Y’ фиг. 4C девятого варианта осуществления двухтрубного теплообменника согласно данному изобретению;
Фиг. 8A-8F - частные виды в разрезе, показывающие в последовательности первый способ изготовления двухтрубного теплообменника согласно данному изобретению;
Фиг. 9A-9E - частные виды в разрезе, показывающие в последовательности второй способ изготовления двухтрубного теплообменника согласно данному изобретению.
Подчеркивается, что на всех прилагаемых иллюстративных чертежах идентичные позиционные обозначения соответствуют идентичным элементам или элементам, которые являются еще одним эквивалентом.
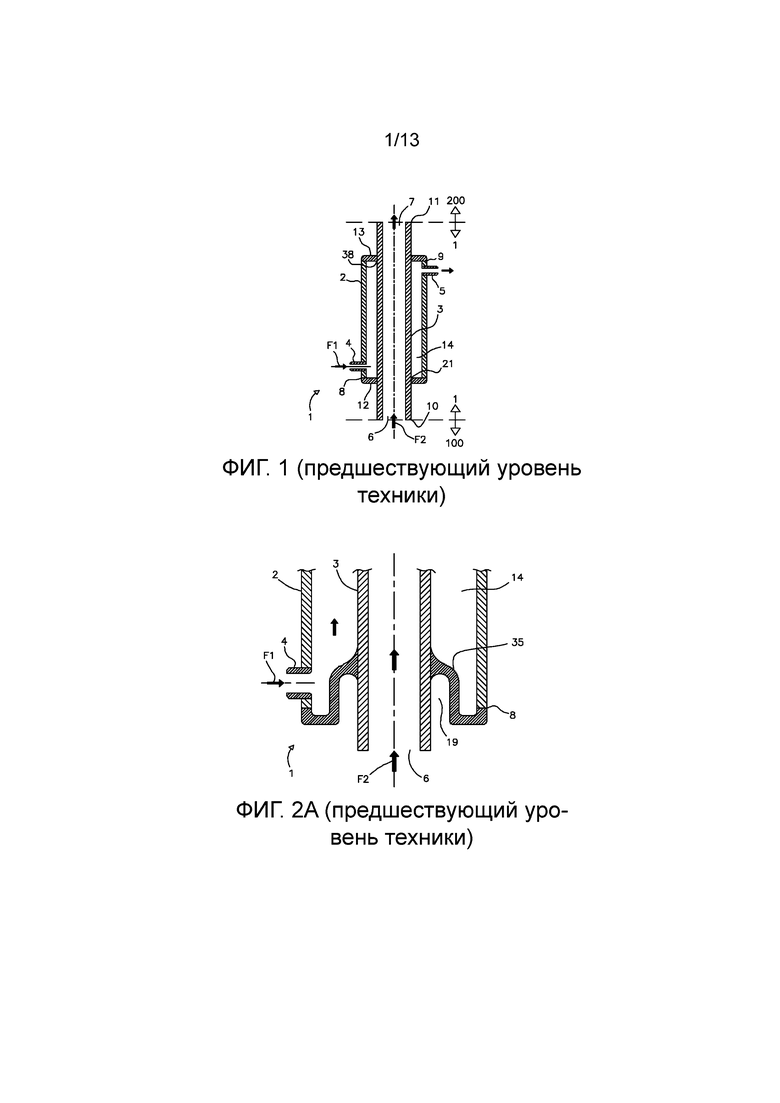
Обращаясь к фиг. 1, показан двухтрубный теплообменник согласно предшествующему уровню техники, указанный целиком позиционным обозначением 1. Расположение теплообменника 1 может быть вертикальным, горизонтальным или любым другим. Теплообменник 1 содержит внешнюю трубу 2 и внутреннюю трубу 3, концентрически расположенные с образованием первого кольцевого зазора 14 или первое кольцевое пространство между такой внешней трубой 2 и такой внутренней трубой 3. Внешняя труба 2 снабжена по меньшей мере первым соединением 4 и по меньшей мере вторым соединением 5 для впуска и выпуска, соответственно, первой текучей среды F1. Каждое соединение 4 и 5 внешней трубы 2 предпочтительно располагается рядом с соответствующим концом 8 и 9 такой внешней трубы 2. Внутренняя труба 3, в свою очередь, снабжена по меньшей мере первым соединением 6 и по меньшей мере вторым соединением 7 для впуска и выпуска, соответственно, второй текучей среды F2. Каждое соединение 6 и 7 внутренней трубы 3 предпочтительно располагается рядом с соответствующим концом 10 и 11 внутренней трубы 3 и присоединяется к оборудованию или трубопроводам, установленным на стороне 100 выше по потоку и/или стороне 200 ниже по потоку теплообменника 1. Две текучие среды F1 и F2 косвенно контактируют для передачи тепла посредством прямоточной или противоточной конфигурации. Следовательно, направление потоков первой текучей среды F1 и второй текучей среды F2 может отличаться от того, что показано на фиг. 1. Внутренняя труба 3 и внешняя труба 2 соединяются посредством первой монтажной стенки 12 и второй монтажной стенки 13. Первая монтажная стенка 12 соединяет первый конец 8 внешней трубы 2 с внутренней трубой 3 в первой точке 21, расположенной между двумя соединениями 6 и 7 внутренней трубы 3. Вторая монтажная стенка 13 соединяет второй конец 9 внешней трубы 2 с внутренней трубой 3 во второй точке 38, расположенной также между двумя соединениями 6 и 7 внутренней трубы 3. Две монтажные стенки 12 и 13 запечатывают первое кольцевое пространство 14 на двух концах.
Как показано на фиг. 1, которая иллюстрирует один из возможных рабочих вариантов теплообменника 1, первая текучая среда F1 входит в первое кольцевое пространство 14 через первое соединение 4, течет по первому кольцевому пространству 14 и затем выходит из первого кольцевого пространства 14 через вторые соединения 5. Вторая текучая среда F2 входит во внутреннюю трубу 3 через первое соединение 6, течет по внутренней трубе 3 и затем выходит из внутренней трубы 3 через второе соединение 7. Две текучие среды F1 и F2 косвенно обмениваются теплом друг с другом через стенку внутренней трубы 3, которая находится в непосредственном контакте с первой текучей средой F1.
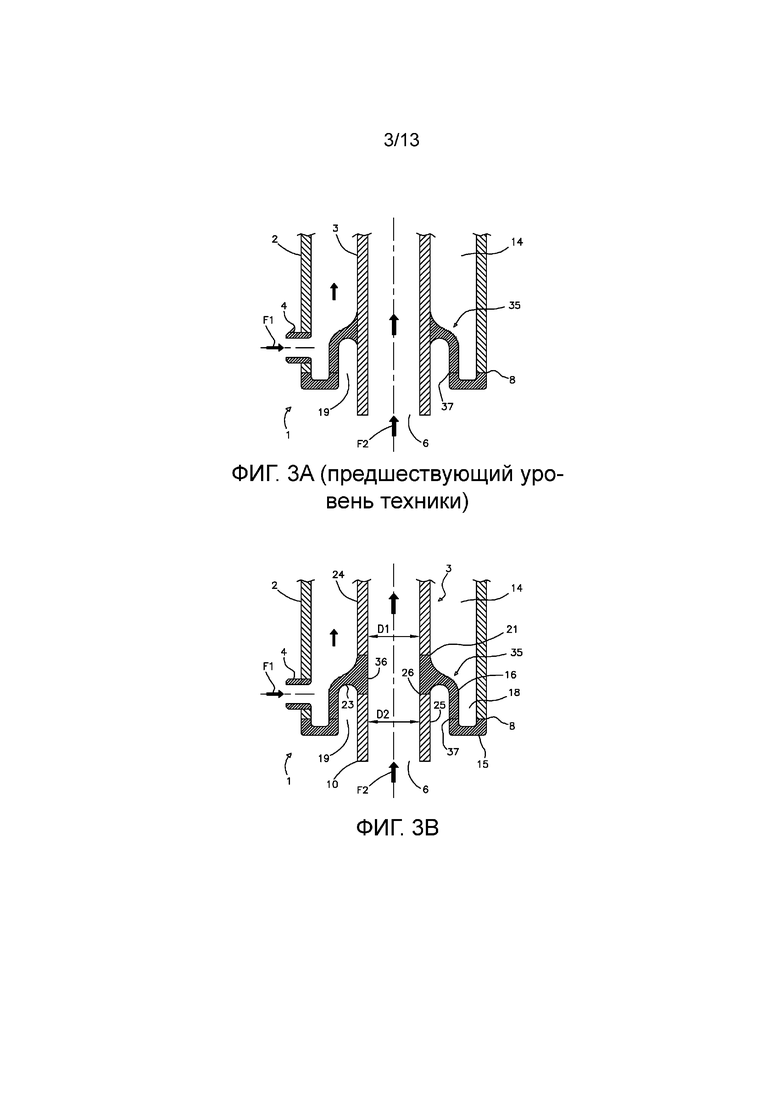
Обращаясь к фиг. 2A, 3A и 4A, показаны некоторые возможные варианты осуществления двухтрубного теплообменника 1 согласно предшествующему уровню техники (в частности, согласно документу US 2005/155748 A1). Более конкретно, фиг. 2A, 3A и 4A показывают оконечный участок теплообменника 1. Теплообменник 1 снабжен внешней трубой 2 и внутренней трубой 3, концентрически расположенными с образованием первого кольцевого зазора 14 или первое кольцевое пространство. Внешняя труба 2 снабжена по меньшей мере первым соединением 4 и по меньшей мере вторым соединением (не показанным на чертежах, но сопоставимым со вторым соединением 5 фиг. 1) для впуска и выпуска, соответственно, первой текучей среды F1. Внутренняя труба 3, в свою очередь, снабжена по меньшей мере первым соединением 6 и по меньшей мере вторым соединением (не показанным на чертежах, но сопоставимым со вторым соединением 7 фиг. 1) для впуска и выпуска, соответственно, второй текучей среды F2.
Внешняя труба 2 присоединяется своим первым концом 8 к внутренней трубе 3 в точке, расположенной между входным соединением 6 и выходным соединением 7 внутренней трубы 3. Соединение между внешней трубой 2 и внутренней трубой 3, получается посредством монтажной стенки 35, которая запечатывает оконечный участок первого кольцевого пространства 14. Монтажная стенка 35 образует второй кольцевой зазор 19 или второе кольцевое пространство, открытое воздуху и по существу имеющее форму кармана. Монтажная стенка 35 может быть образована одним элементом (фиг. 2A) или множеством элементов (фиг. 3A и 4A), соединенных между собой соединениями 37, 20, 22.
Монтажная стенка 35 представляет собой отдельный элемент по отношению к внешней трубе 2 и внутренней трубе 3. Монтажная стенка 35 не находится в прямом контакте со второй текучей средой F2 и присоединяется к внешней поверхности внутренней трубы 3 посредством контакта, трения или, предпочтительно, уголкового/углового сварного соединения. Такое соединение, однако, не рекомендуется в случае охлаждающей воды под высоким давлением в условиях кипения и высоких температур металла, типичных для тушителей крекинг-газа, поскольку такое соединение не может гарантировать точные исследования методом неразрушающего контроля и может привести к щелевой коррозии, утечкам, высоким локальным термомеханическим напряжениям и старению в течении времени.
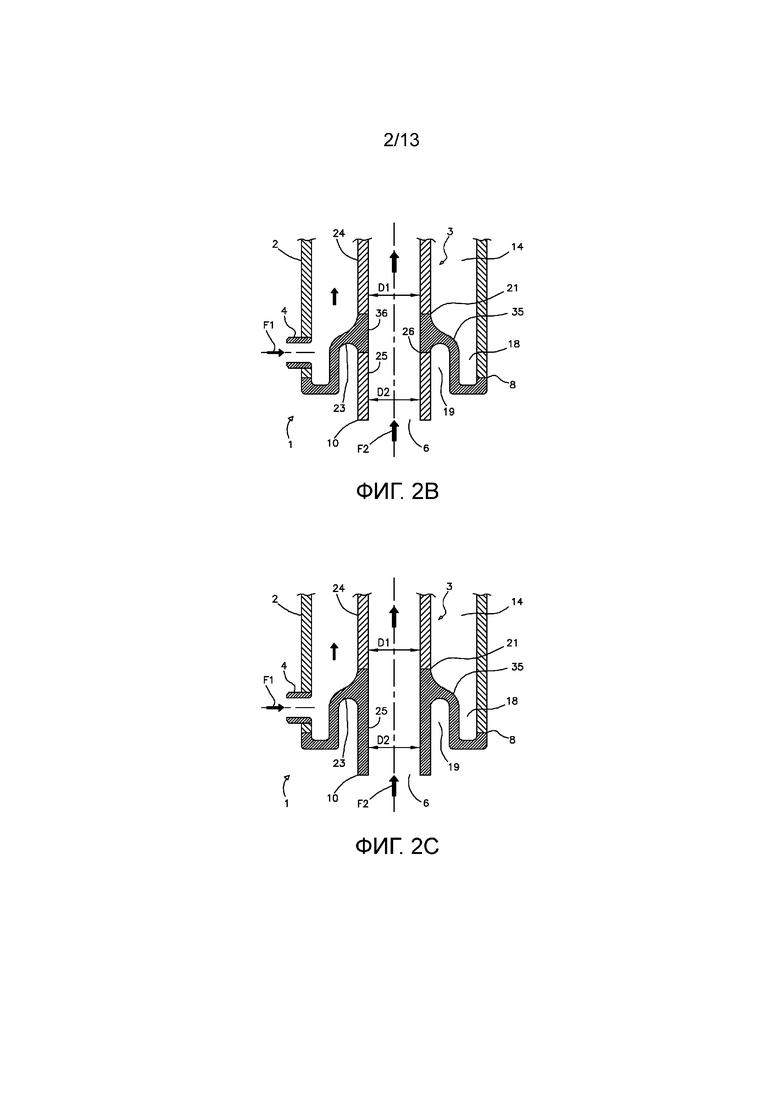
Обращаясь к фиг. 2В, показан первый вариант осуществления двухтрубного теплообменника 1 согласно данному изобретению. Более конкретно, фиг. 2B показывает оконечный участок теплообменника 1. Теплообменник 1 известным способом снабжен внешней трубой 2 и внутренней трубой 3, концентрически расположенными с образованием первого кольцевого зазора 14, или первое кольцевое пространство между ними. Внешняя труба 2 снабжена по меньшей мере первым соединением 4 и по меньшей мере вторым соединением (не показанным на фиг. 2B, но сопоставимым со вторым соединением 5 фиг. 1) для впуска и выпуска, соответственно, первой текучей среды F1. Внутренняя труба 3 снабжена по меньшей мере первым соединением 6 и по меньшей мере вторым соединением (не показанным на фиг. 2B, но сопоставимым со вторым соединением 7 фиг. 1) для впуска и выпуска, соответственно, второй текучей среды F2. Каждое соединение 6 и 7 внутренней трубы 3 присоединяется к оборудованию или трубопроводам, установленным на стороне 100 выше по потоку и/или стороне 200 ниже по потоку теплообменника 1. Участок теплообменника 1, проиллюстрированный на фиг. 2B, показывает только входное соединение 4 внешней трубы 2 и входное соединение 6 внутренней трубы 3.
Как показано на фиг. 2B, первая текучая среда F1 и вторая текучая среда F2 протекают, соответственно, в первом кольцевом пространстве 14 и во внутренней трубе 3 по существу в прямоточной конфигурации. Однако направление потоков двух текучих сред F1 и F2 может отличаться от направления потоков фиг. 2B. Например, две текучие среды F1 и F2 могут течь согласно противоточной конфигурации. Другими словами, входное соединение 4 внешней трубы 2, как на фиг. 2B, можно поменять местами с выходным соединением, сохраняя неизменным направление потока второй текучей среды F2 во внутренней трубе 3. Альтернативно, входное соединение 6 внутренней трубы 3, как на фиг. 2B, можно поменять местами с выходным соединением, сохраняя неизменным направление потока первой текучей среды F1 во внешней трубе 2.
Согласно данному изобретению, внутренняя труба 3 формируется по меньшей мере двумя трубными секциями 24, 25, 36, соединенными друг с другом посредством соединения встык, например, сварного соединения встык. По меньшей мере, одна из двух трубных секций 25, 36 формируется как одна монолитная с монтажной стенкой 35 деталь.
Вариант осуществления, проиллюстрированный на фиг. 2B, показывает три трубные секции внутренней трубы 3, то есть первую трубную секцию 24, вторую трубную секцию 25 и третью трубную секцию 36. Третья трубная секция 36 выполнена за одно целое с монтажной стенкой 35. Другими словами, третья трубная секция 36 внутренней трубы 3 и монтажная стенка 35 выполнены как единая деталь. Следовательно, монтажная стенка 35 не является отдельным элементом по отношению к внутренней трубе 3, в отличие от вариантов осуществления, представленных на фиг. 2A, 3A и 4A и описанных в документе US 2005/155748 A1. Первая трубная секция 24 и вторая трубная секция 25 соединяются посредством третьей трубной секции 36, которая устанавливается между первой трубной секцией 24 и второй трубной секцией 25. Первый конец 21 первой трубной секции 24 присоединяется к третьей трубной секции 36, тогда как второй конец (не показан) первой трубной секции 24 располагается в направлении выходного соединения 7 внутренней трубы 3. Первый конец 10 второй трубной секции 25 соответствует входному соединению 6 внутренней трубы 3, тогда как второй конец 26 второй трубной секции 25 присоединяется к третьей трубной секции 36. Соединения между трубными секциями 24, 36 и 25 на соответствующих концах 21 и 26 соответствуют соединениям стыкового типа, например, сварным соединениям встык и типу соединения с полным проплавлением.
Внешняя труба 2 присоединяется на своем первом конце 8 к внутренней трубе 3 с помощью монтажной стенки 35, которая запечатывает концевой участок первого кольцевого пространства 14.
Согласно данному изобретению монтажная стенка 35 образует второй кольцевой зазор 19 или второе кольцевое пространство, открытое воздуху и по существу имеющее форму кармана. Другими словами, первый кольцевой конец второго кольцевого пространства 19 закрывается монтажной стенкой 35, тогда как противоположный кольцевой конец второго кольцевого пространства 19 открыт воздуху. Следовательно, во втором кольцевом пространстве 19 ни первая текучая среда F1, ни вторая текучая среда F2 не протекают, поскольку такое второе кольцевое пространство 19 обращено к внешней поверхности теплообменника 1.
Таким образом, в теплообменнике 1, согласно настоящему изобретению, объединяются следующие особенности:
- две или более трубных секций 24, 25, 36 внутренней трубы 3 взаимно соединяются посредством соответствующих соединений стыкового типа,
- по меньшей мере, одна из трубных секций 24, 25, 36 выполняется как одно целое в виде одной монолитной с монтажной стенкой 35 детали, и
- второе кольцевое пространство 19, открытое воздуху, по меньшей мере частично ограничивается такой монтажной стенкой 35.
Такие объединенные особенности позволяют одновременно получить следующие основные преимущества:
- внутренняя труба 3 может быть обеспечена прочными сварными соединениями высокого качества и пригодна для работы при высоких давлениях и температурах, поскольку такие сварные соединения могут быть проверены радиографическим (RT) и ультразвуковым (UT) контролем;
- сварные соединения, относящиеся к внутренней трубе 3, относятся к типу соединения с полным проплавлением, поэтому способны предотвращать щелевую коррозию и не имеют неоднородностей в виде фасок, что позволяет предотвратить локальный удар струи текучих сред;
- трубная секция внутренней трубы 3 и монтажная стенка 35, которые выполняются за одно целое в виде одной детали, являются наиболее важным элементом для теплообменника 1. Этот элемент может быть изготовлен путем ковки или литья и, следовательно, в соответствии с высоким уровнем качества изготовления, благодаря однородным химическим и механическим свойствам;
- конфигурация монтажной стенки 35 и второго кольцевого пространства 19 увеличивает гибкость конструкции теплообменника 1 так, чтобы эффективно поглощать дифференциальные тепловые удлинения в радиальном и продольном направлениях между внешней трубой 2 и внутренней трубой 3;
- в зависимости от работы двухтрубного теплообменника 1 монтажная стенка 35 и второе кольцевое пространство 19 позволяют уменьшить или предотвратить зоны застоя и/или отложения загрязнений на монтажной стенке 35, рядом с внутренней трубой 3, со стороны первого кольцевого пространства 14.
Второе кольцевое пространство 19 может быть расположено между внутренней трубой 3, или оборудованием, расположенным выше по потоку 100, или ниже по потоку 200, или внутренней трубой 3 и оборудованием, расположенным выше по потоку 100, или ниже по потоку 200, и монтажной стенкой 35. Если первый конец 10 внутренней трубы 3 располагается внутри второго кольцевого пространства 19, участок такого второго кольцевого пространства 19 в результате будет ограничивается монтажной стенкой 35 и оборудованием, расположенным выше по потоку 100 или ниже по потоку 200, соединенным с первым концом 10 внутренней трубы 3. Второй конец 26 второй трубной секции 25, присоединенный к третьей трубной секции 36, может быть расположен внутри или снаружи относительно второго кольцевого пространства 19, открытого воздуху. Второе кольцевое пространство 19 не сообщается по текучей среде ни с первым кольцевым пространством 14, ни с внутренней трубой 3; второе кольцевое пространство 19, по меньшей мере частично, окружено первым кольцевым пространством 14. Конкретный участок первого кольцевого пространства 14, который окружает второе кольцевое пространство 19, может рассматриваться как дополнительное кольцевое пространство 18. Такое дополнительное кольцевое пространство 18 сообщается по текучей среде с первым кольцевым пространством 14. Другими словами, дополнительное кольцевое пространство 18 является неотъемлемой частью первого кольцевого пространства 14. Концевой участок 23 второго кольцевого пространства 19, то есть участок, закрытый монтажной стенкой 35, имеет предпочтительно выпуклую форму, или U-образную форму, обращенную ко второму кольцевому пространству 19. Первый конец 10 внутренней трубы 3, соответствующий входному соединению 6 внутренней трубы 3, может быть расположен внутри или снаружи второго кольцевого пространства 19. На фиг. 2B, первый конец 10 внутренней трубы 3 показан снаружи второго кольцевого пространства 19.
Профиль монтажной стенки 35, которая обращена к первому кольцевому пространству 14 и которая находится рядом с соединением 21 внутренней трубы 3, является предпочтительно криволинейным и имеет непрерывный уклон в сторону дополнительного кольцевого пространства 18. Трубная секция 36 внутренней трубы 3, образованная за одно целое с монтажной стенкой 35, предпочтительно состоит из металлической детали, изготовленной путем ковки или литья, из углеродистой стали, низколегированной стали или никелевого сплава для высоких температур.
Входное соединение 4 внешней трубы 2 предпочтительно устанавливается на внешней трубе 2. Альтернативно, входное соединение 4 внешней трубы 2 может быть установлено на монтажной стенке 35 или на обоих: на монтажной стенке 35 и на внешней трубе 2. Согласно предпочтительной конфигурации теплообменника 1 входное соединение 4 внешней трубы 2 устаналивается в дополнительном кольцевом пространстве 18.
Внутренняя труба 3 может иметь как одинаковый, так и неодинаковый внутренний диаметр. Например, внутренняя труба 3 может иметь по меньшей мере два различных внутренних диаметра D1 и D2. В соответствии с возможной конфигурацией теплообменника 1 вторая трубная секция 25 и третья трубная секция 36 могут иметь внутренний диаметр D2, который отличается от внутреннего диаметра D1 первой трубной секции 24 внутренней трубы 3.
Обращаясь к фиг. 2С, показан второй вариант осуществления двухтрубного теплообменника 1 согласно данному изобретению. Более конкретно, фиг. 2C показывает оконечный участок теплообменника 1. Теплообменник 1 фиг. 2C по существу идентичен теплообменнику, показанному на фиг. 2B, за исключением внутренней трубы 3. Показаны две секции внутренней трубы 3, то есть первая трубная секция 24 и вторая трубная секция 25. Вторая трубная секция 25 выполняется за одно целое с монтажной стенкой 35. Другими словами, вторая трубная секция 25 внутренней трубы 3 и монтажная стенка 35 изготавливаются в виде одной детали. Следовательно, монтажная стенка 35 не является отдельным элементом по отношению к внутренней трубе 3, в отличие от вариантов осуществления, показанных на фиг. 2A, 3A и 4A и описанных в документе US 2005/155748 A1. Первый конец 21 первой трубной секции 24 присоединяется ко второй трубной секции 25, тогда как второй конец (не показан) первой трубной секции 24 располагается по направлению к выходному соединению 7 внутренней трубы 3. Соединение между трубными секциями 24 и 25 на конце 21 соответствуют сварному соединению стыкового типа и типу соединения с полным проплавлением. Первый конец 10 внутренней трубы 3, который соответствует концу второй трубной секции 25, может быть расположен внутри или снаружи относительно второго кольцевого пространства 19, открытого воздуху.
Обращаясь к фиг. 3В и 3С, соответственно показаны третий и четвертый варианты осуществления двухтрубного теплообменника 1 согласно данному изобретению. Более конкретно, фиг. 3B и 3C показывают оконечный участок теплообменника 1. Теплообменник 1 фиг. 3B по существу идентичен теплообменнику, показанному на фиг. 2B, за исключением монтажной стенки 35, которая содержит два монтажных элемента 15 и 16, соединенных посредством промежуточного соединения 37. Внешняя труба 2 соединяется на своем первом конце 8 с первым монтажным элементом 15. Промежуточное соединение 37 между первым монтажным элементом 15 и вторым монтажным элементом 16 предпочтительно располагается между вторым кольцевым пространством 19, открытым воздуху, и дополнительным кольцевым пространством 18. Оконечный участок 23 второго кольцевого пространства 19 предпочтительно ограничивается только вторым монтажным элементом 16. Второй монтажный элемент 16 выполняется за одно целое с третьей трубной секцией 36 внутренней трубы. 3. Первый монтажный элемент 15 и второй монтажный элемент 16 предпочтительно представляют собой металлические детали, изготовленные путем ковки или литья изготовленные из углеродистой стали, низколегированной стали или никелевого сплава для высоких температур и они могут иметь любую форму, например, криволинейную.
Теплообменник 1 фиг. 3C по существу идентичен теплообменнику, показанному на фиг. 2C, за исключением монтажной стенки 35, которая содержит два монтажных элемента 15 и 16, соединенных промежуточным соединением 37. Внешняя труба 2 соединяется на своем первом конце 8 с первым монтажным элементом 15. Промежуточное соединение 37 между первым монтажным элементом 15 и вторым монтажным элементом 16 предпочтительно размещается между вторым кольцевым пространством 19, открытым воздуху, и дополнительным кольцевым пространством 18. Оконечный участок 23 второго кольцевого пространства 19 предпочтительно ограничивается только вторым монтажным элементом 16. Второй монтажный элемент 16 выполняется за одно целое со второй трубной секцией 25 внутренней трубы 3. Первый монтажный элемент 15 и второй монтажный элемент 16 предпочтительно представляют собой металлические детали, изготовленные ковкой или литьем, изготовленные из углеродистой стали, низколегированной стали или никелевого сплава для высоких температур, и они могут иметь любую форму, например, криволинейную.
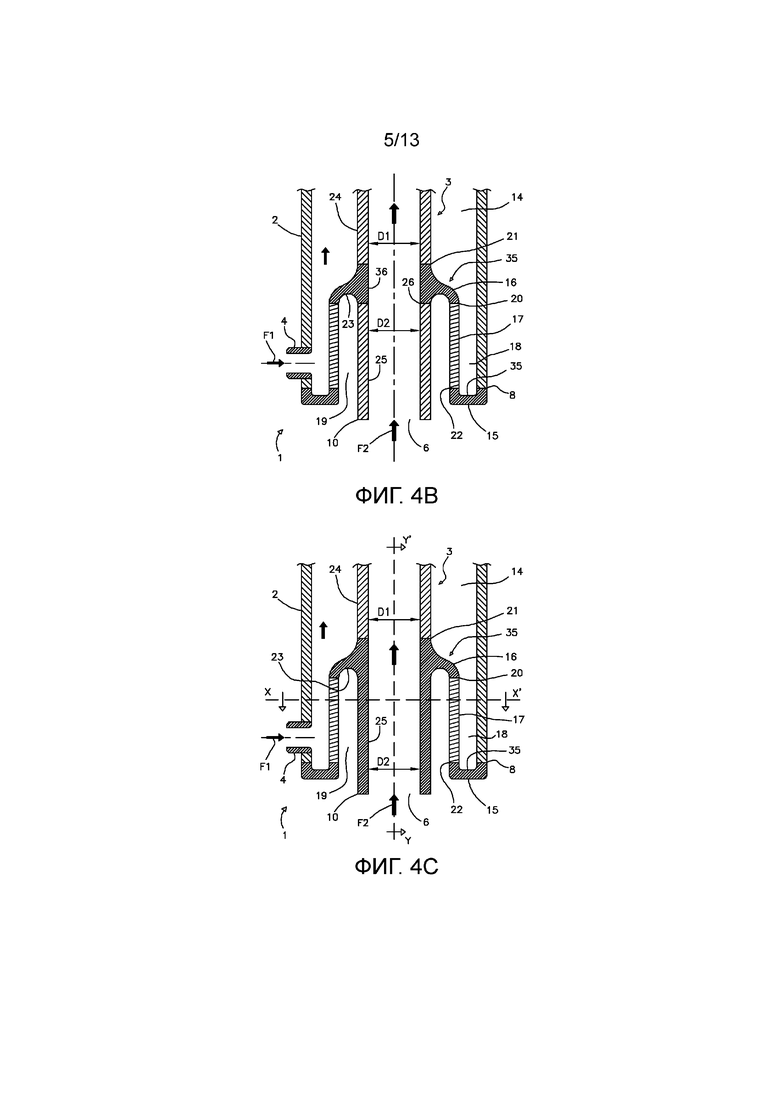
Обращаясь к фиг. 4В и 4С, показаны соответственно пятый и шестой варианты осуществления двухтрубного теплообменника 1 согласно данному изобретению. Более конкретно, фиг. 4B и 4C показывают оконечный участок теплообменника 1. Теплообменник 1 фиг. 4B, по существу идентичен теплообменнику, показанному на фиг. 3B, за исключением монтажной стенки 35, которая содержит дополнительный третий монтажный элемент 17. Этот третий монтажный элемент 17 устанавливается между первым монтажным элементом 15 и вторым монтажным элементом 16. Предпочтительно, третий монтажный элемент 17 представляет собой промежуточную трубу, концентрически расположенную относительно внутренней трубы 3 и внешней трубы 2. Предпочтительно, первый конец 8 внешней трубы 2 примыкает к первому концу 22 третьего монтажного элемента 17. Первый конец 8 внешней трубы 2 присоединяется к первому концу 22 третьего монтажного элемента 17 посредством первого монтажного элемента 15. Второй конец 20 третьего монтажного элемента 17 присоединяется ко второму монтажному элементу 16, который выполняется за одно целое с третьей трубной секцией 36 внутренней трубы 3.
Теплообменник 1 фиг. 4C по существу идентичен теплообменнику, показанному на фиг. 3C, за исключением монтажной стенки 35, которая содержит дополнительный третий монтажный элемент 17. Этот третий монтажный элемент 17 устанавливается между первым монтажным элементом 15 и вторым монтажным элементом 16. Предпочтительно, третий монтажный элемент 17 представляет собой промежуточную трубу, концентрически расположенную по отношению к внутренней трубе 3 и внешней трубе 2. Предпочтительно первый конец 8 внешней трубы 2 примыкает к первому концу 22 третьего монтажного элемента 17. Первый конец 8 внешней трубы 2 присоединяется к первому концу 22 третьего монтажного элемента 17 с помощью первого монтажного элемента 15. Второй конец 20 третьего монтажного элемента 17 присоединяется ко второму монтажному элементу 16, который выполнен за одно целое со второй трубной секцией 25 внутренней трубы 3.
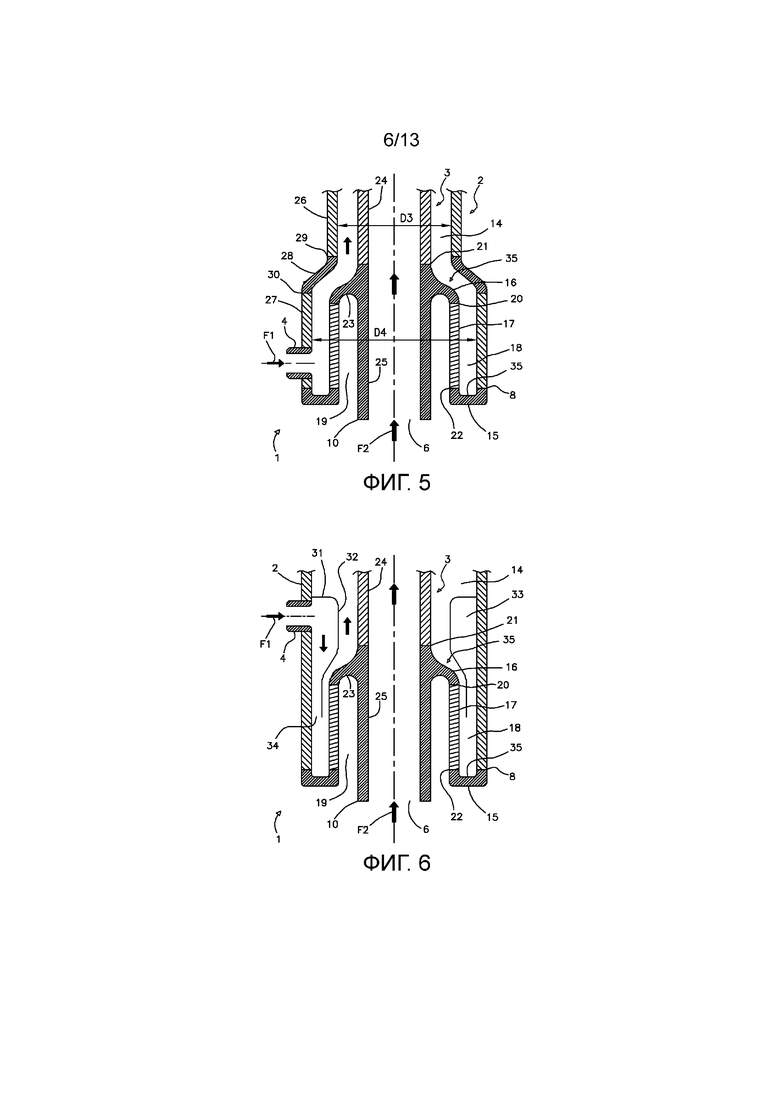
Обращаясь к фиг. 5, показан седьмой вариант осуществления двухтрубного теплообменника 1 согласно данному изобретению. Более конкретно, фиг. 5 показывает оконечный участок теплообменника 1. Теплообменник 1 фиг. 5 может по существу соответствовать любому из вышеупомянутых вариантов осуществления, с первого по шестой, за исключением внешней трубы 2, которая содержит две или более трубные секции, например, первую трубную секцию 26 и вторую трубную секцию 27, соединенные посредством четвертого монтажного элемента 28. Первая трубная секция 26 и вторая трубная секция 27 имеют соответствующие внутренние диаметры D3 и D4, которые могут отличаться друг от друга. Согласно предпочтительной конфигурации внутренний диаметр D4 второй трубной секции 27 больше, чем внутренний диаметр D3 первой трубной секции 26. Первый конец 29 первой трубной секции 26 присоединяется к четвертому монтажному элементу 28, тогда как другой конец (не показан) первой трубной секции 26 располагается по направлению ко второму концу 9 внешней трубы 2. Конец 30 второй трубной секции 27 присоединяется к четвертому монтажному элементу 28, тогда как другой конец второй трубной секции 27 соответствует первому концу 8 внешней трубы 2. Предпочтительно, четвертый монтажный элемент 28 устанавливается рядом с соединением 21, относящимся к внутренней трубе 3. Четвертый монтажный элемент 28 представляет собой предпочтительно конус или псевдоконус или элемент с Z-образным профилем и может выполнять важную функцию по увеличению гибкости конструкции теплообменника 1.
Обращаясь к фиг. 6, показан восьмой вариант осуществления двухтрубного теплообменника 1 согласно данному изобретению. Более конкретно, фиг. 6 показывает оконечный участок теплообменника 1. Теплообменник 1 фиг. 6 может по существу соответствовать любому из вышеупомянутых вариантов осуществления, от первого до седьмого, за исключением первого кольцевого пространства 14, в котором перегородка 32, или транспортер текучей среды, устанавливается так, чтобы сформировать третий зазор 33 между внешней трубой 2 и транспортером 32 текучей среды. Этот третий зазор 33 на первом конце 31 транспортера 32 текучей среды герметизируется и сообщается по текучей среде только с входным соединением 4 внешней трубы 2. На втором конце 34 транспортера 32 текучей среды, третий зазор 33 вместо этого сообщается по текучей среде с первым кольцевым пространством 14. Второй конец 34 транспортера 32 текучей среды, который сообщается по текучей среде с первым кольцевым пространством 14, размещается либо рядом с соединением 21, относящимся к внутренней трубе 3, либо в участке первого кольцевого пространства 14, который соответствует дополнительному кольцевому пространству 18. Входное соединение 4 предпочтительно располагается на некотором расстоянии от дополнительного кольцевого пространства 18. В предпочтительном варианте транспортер 32 текучей среды представляет собой трубу, концентрически расположенную по отношению к внешней трубе 2. Транспортер 32 текучей среды предпочтительно формирует третий зазор 33 с кольцевой геометрией.
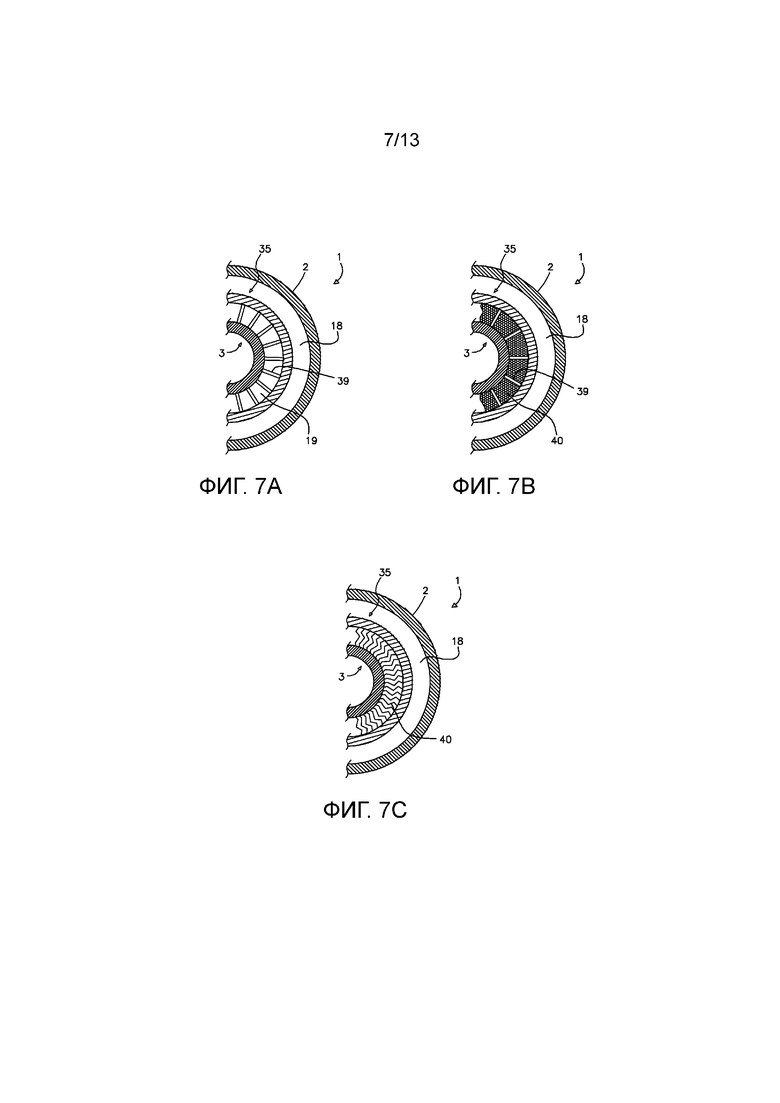
Обращаясь к фиг. 7A, 7B и 7C, показан девятый вариант осуществления двухтрубного теплообменника 1 согласно данному изобретению. Более конкретно, фиг. 7A, 7B и 7C показывают поперечное (X-X’) и продольное (Y-Y’) сечение теплообменника 1, показанного на фиг. 4C. Теплообменник 1 фиг. 7A, 7B и 7C может по существу соответствовать любому из вышеупомянутых вариантов осуществления от первого до восьмого, за исключением второго кольцевого пространства 19, открытого воздуху, в котором устанавливаются элементы и/или материалы. Такие элементы и/или материалы, установленные во втором кольцевом пространстве 19, предназначены для передачи тепла между внутренней трубой 3 или оборудованием, расположенным выше по потоку 100 и ниже по потоку 200, или внутренней трубой 3 и оборудованием, расположенным выше по потоку 100 или ниже по потоку 200, и монтажной стенкой 35. Поскольку такие элементы и/или материалы должны быть пригодными для передачи тепла, они должны характеризоваться соответствующей теплопроводностью. В частности, фиг. 7A показывает элементы 39 теплопередачи, которые могут содержать пластинки, спицы, перегородки, ломтики и т.д., фиг. 7B показывает элементы 39 теплопередачи, окруженные или вкрапленные в теплопередающий материал-наполнитель 40, а фиг. 7C показывает теплопередающий материал-наполнитель 40. Теплопередающий материал-наполнитель 40 может быть плотным или пористым, металлическим или неметаллическим или любой соответствующей комбинацией. Элементы 39 теплопередачи и теплопередающий материал-наполнитель 40 могут быть альтернативно губкой, сеткой, гофрированными или тонколистовыми металлическими деталями.
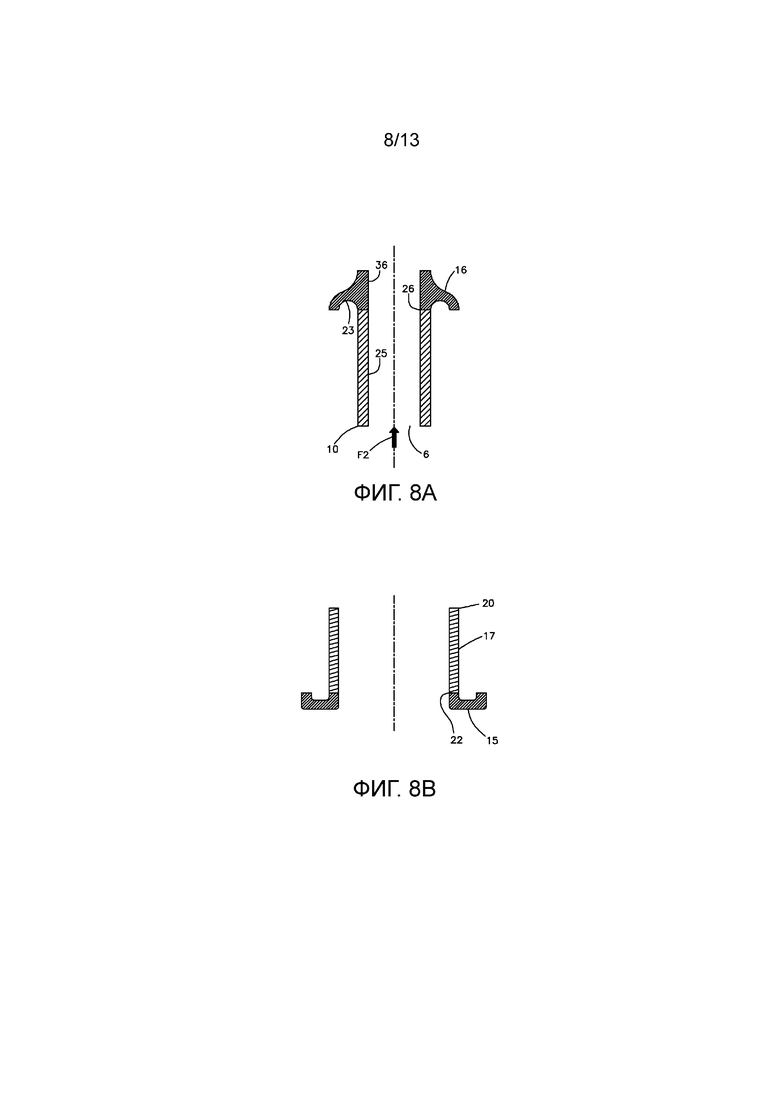
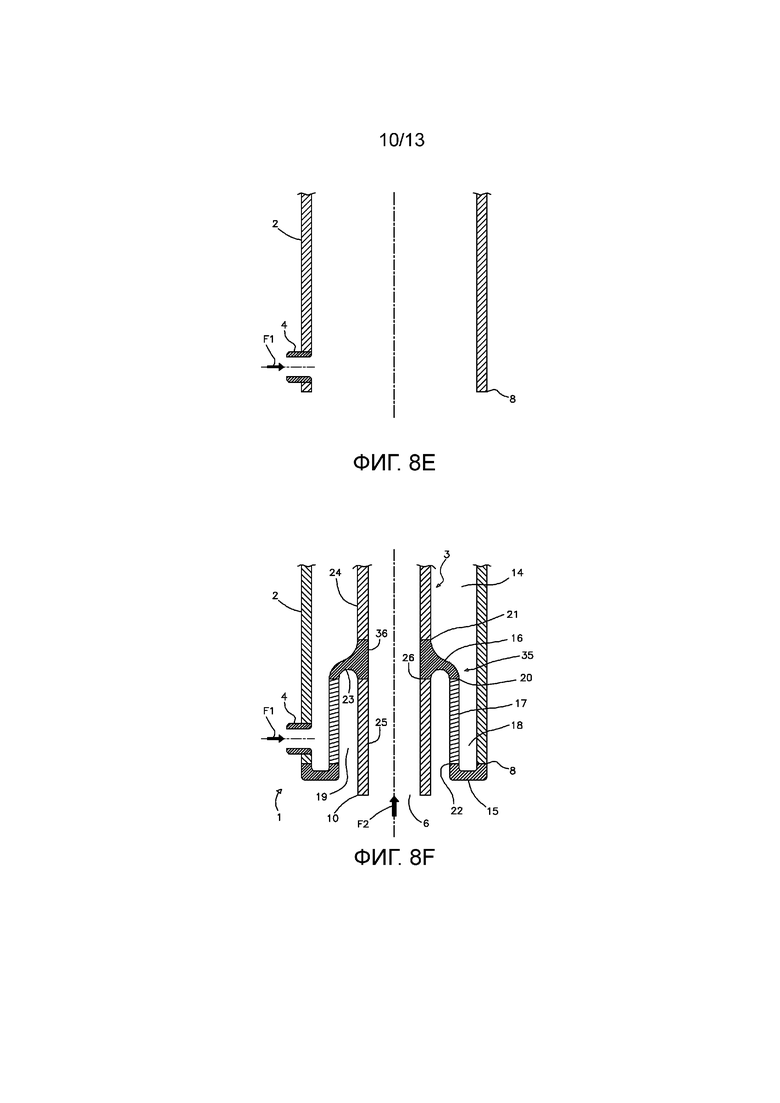
Обращаясь к фиг. 8A-8F, показаны последовательные этапы первого способа изготовления двухтрубного теплообменника 1 согласно данному изобретению. Более конкретно, фиг. 8A-8F показывают этапы изготовления двухтрубного теплообменника 1, как показано на фиг. 4B. Фиг. 8A-8F показывают оконечный участок теплообменника 1. Согласно такому первому способу изготовления теплообменник 1, показанный на фиг. 4B, может быть изготовлен посредством следующих этапов:
a) третья трубная секция 36 внутренней трубы 3, образованная за одно целое со вторым монтажным элементом 16, приваривается ко второй трубной секции 25 внутренней трубы 3, образуя первую часть теплообменника 1 (фиг. 8A);
b) первый монтажный элемент 15 приваривается к третьему монтажному элементу 17 (промежуточная труба), образуя вторую часть теплообменника 1 (фиг. 8В);
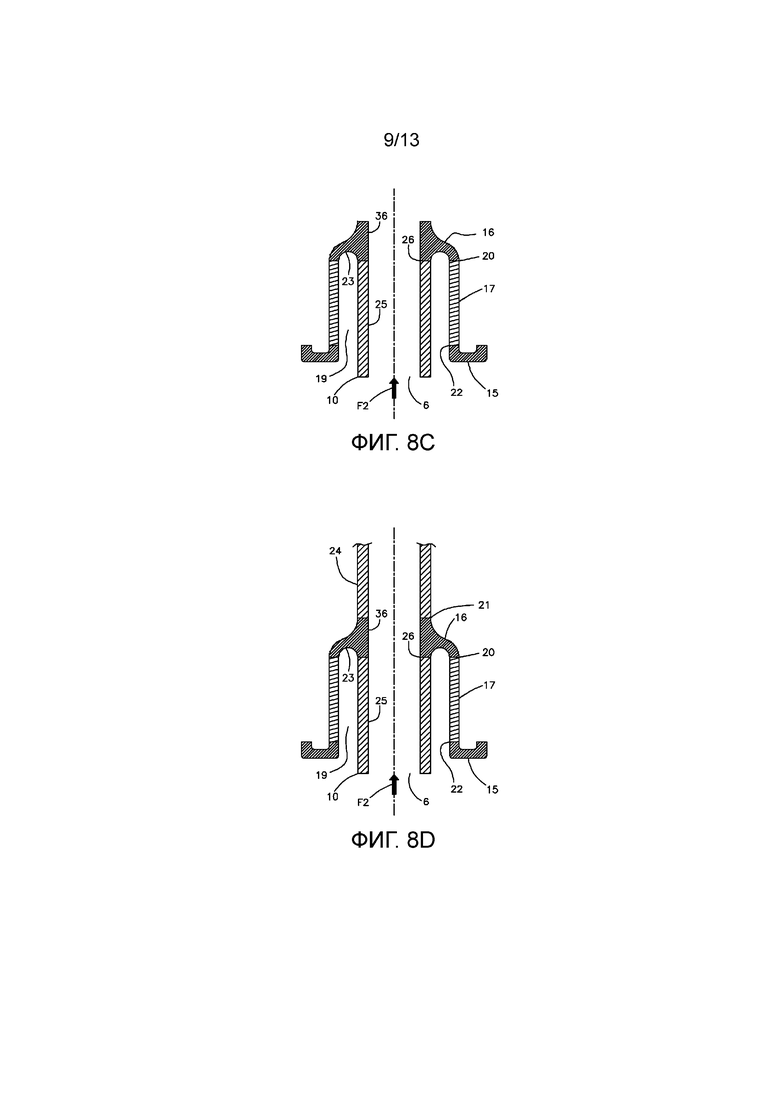
c) вторая часть фиг. 8B приваривается к первой части фиг. 8A с помощью второго монтажного элемента 16, образуя третью часть теплообменника 1 (фиг. 8C);
d) первая трубная секция 24 внутренней трубы 3 приваривается к третьей части фиг. 8C с помощью третьей трубной секции 36 внутренней трубы 3, образуя четвертую часть теплообменника 1 (фиг. 8D);
e) входное соединение 4 внешней трубы 2 приваривается к внешней трубе 2, образуя пятую часть теплообменника 1 (фиг. 8E);
f) пятая часть фиг. 8E приваривается к четвертой части фиг. 8D с помощью первого монтажного элемента 15, образуя шестую часть (фиг. 8F), которая соответствует полному оконечному участку двухтрубного теплообменника 1 согласно данному изобретению.
Таким образом, этапы изготовления от а) до f) представляют способ изготовления двухтрубного теплообменника 1 согласно данному изобретению и, в частности, теплообменника 1, согласно фиг. 4B. Вышеупомянутая последовательность этапов изготовления может быть в любом случае различной без существенного изменения способа изготовления теплообменника 1, как показано на фиг. 4В. В случае если входное соединение 4 внешней трубы 2 устанавливается на первом монтажном элементе 15 или на первом монтажном элементе 15 и на внешней трубе 2, этап е) может быть исключен. Таким образом, сварка входного соединения 4 внешней трубы 2 может быть включена в этап b), или может быть выполнена на этапе g) после этапа f).
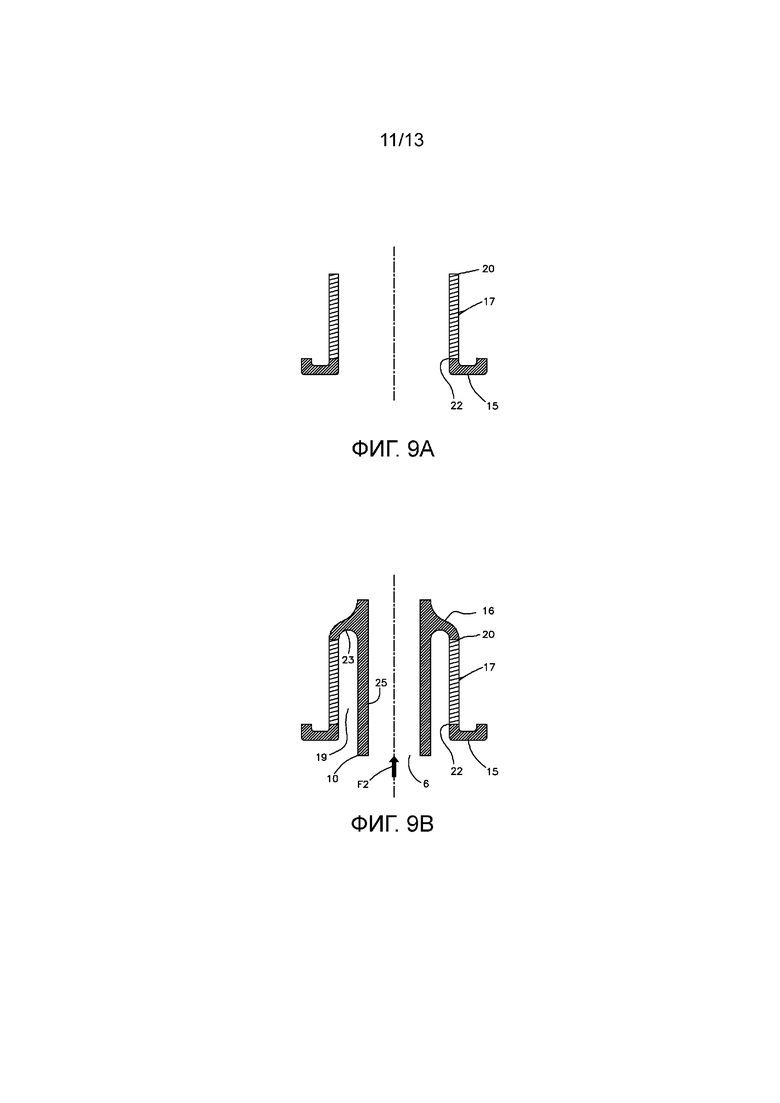
Обращаясь к фиг. 9А-9Е, показаны последовательные этапы второго способа изготовления двухтрубного теплообменника 1 согласно данному изобретению. Более конкретно, фиг. 9А-9Е показывают этапы изготовления двухтрубного теплообменника 1, как показано на фиг. 4С. Фиг. 9A-9E показывают оконечный участок теплообменника 1. Согласно такому второму способу изготовления, теплообменник 1, показанный на фиг. 4C, может быть изготовлен посредством следующих этапов:
a) первый монтажный элемент 15 приваривается к третьему монтажному элементу 17 (промежуточная труба), образуя первую часть теплообменника 1 (фиг. 8А);
b) первая часть фиг. 9А приваривается ко второй трубной секции 25 внутренней трубы 3 с помощью второго монтажного элемента 16, образуя вторую часть теплообменника 1 (фиг. 9B);
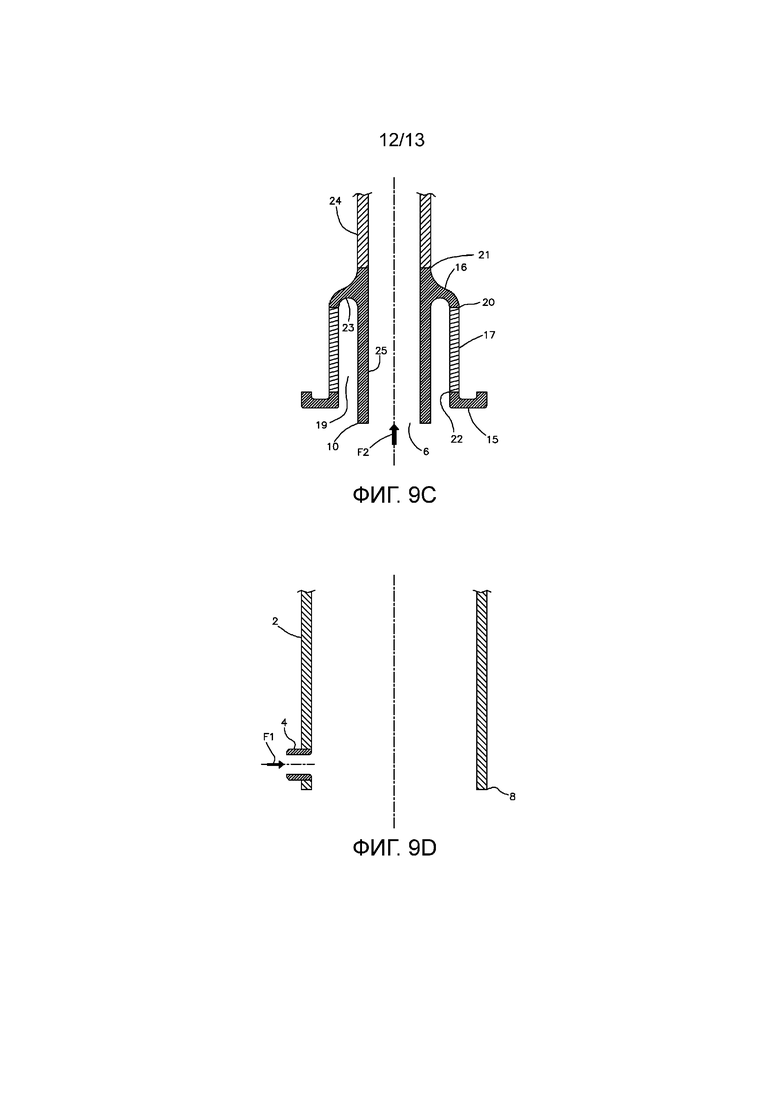
c) первая трубная секция 24 внутренней трубы 3 приваривается ко второй части фиг. 9B с помощью второй трубной секции 25 внутренней трубы 3, образуя третью часть теплообменника 1 (фиг. 9C);
d) входное соединение 4 внешней трубы 2 приваривается к внешней трубе 2, образуя четвертую часть теплообменника 1 (фиг. 9D);
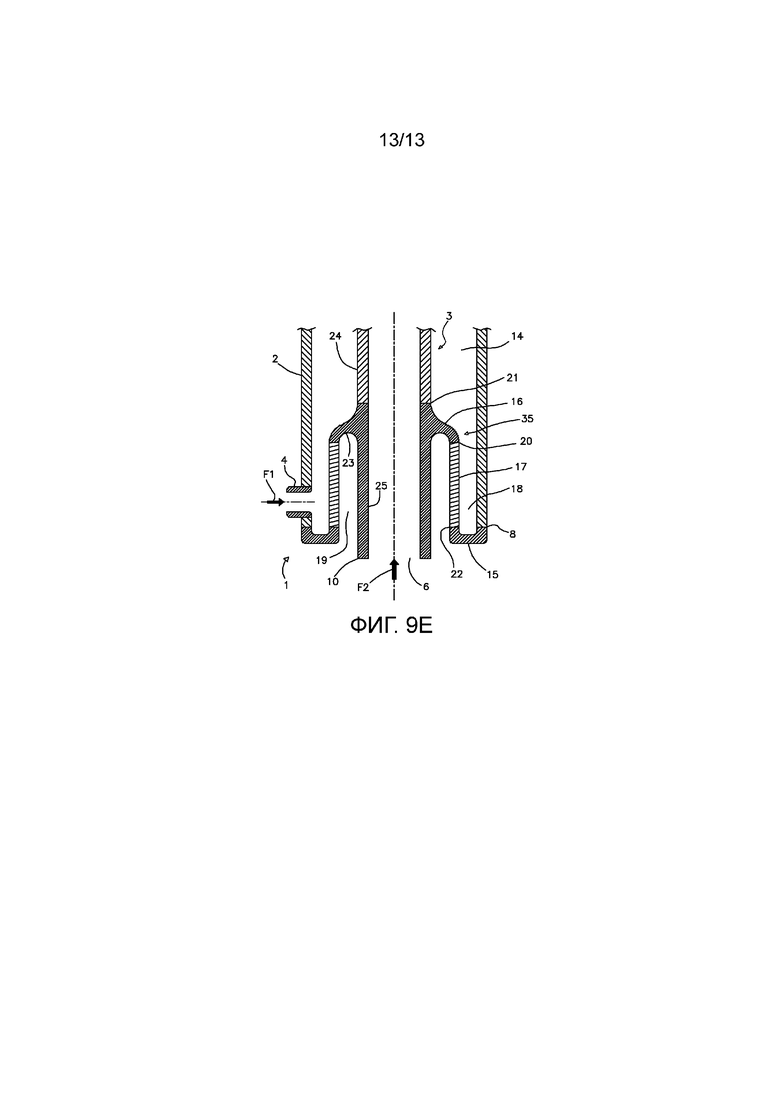
e) четвертая часть фиг. 9D приваривается к третьей части фиг. 9C с помощью первого монтажного элемента 15, образуя пятую часть (фиг. 9E), которая соответствует полному оконечному участку двухтрубного теплообменника 1 согласно данному изобретению.
Таким образом, этапы изготовления от а) до е) представляют способ изготовления двухтрубного теплообменника 1 согласно данному изобретению и, в частности, теплообменника 1, согласно фиг. 4С. Вышеупомянутая последовательность этапов изготовления в любом случае может быть различной без существенного изменения способа изготовления теплообменника 1, как показано на фиг. 4С. В случае если входное соединение 4 внешней трубы 2 устанавливается на первом монтажном элементе 15 или на первом монтажном элементе 15 и на внешней трубе 2, этап d) может быть исключен. Таким образом, сварка входного соединения 4 внешней трубы 2 может быть включена в этап а), или может быть выполнена на этапе f) после этапа е).
Согласно вариантам осуществления теплообменника 1 по фиг. 2B-2C, 3B-3C, 4B-4C, 5 и 6 первая текучая среда F1, которая течет в первом кольцевом пространстве 14, и вторая текучая среда F2, которая течет во внутренней трубе 3, обмениваются теплом между ними посредством косвенного контакта. Две текучие среды F1 и F2 обмениваются большим количеством тепла через стенку внутренней трубы 3, которая находится в контакте с первой текучей средой F1. И наоборот, часть тепла передается между двумя текучими средами F1 и F2 через второе кольцевое пространство 19. Механизм теплопередачи через стенку внутренней трубы 3, которая находится в контакте с первой текучей средой F1, преимущественно основан на конвекции текучих сред F1 и F2. Напротив, передача тепла через второе кольцевое пространство 19 и, следовательно, не через стенку внутренней трубы 3 в контакте с первой текучей средой F1 по существу основана на теплопроводности и/или конвекции воздуха, и/или теплопроводности элементов 39, и/или теплопроводности материала-наполнителя 40, и/или тепловом излучении.
Согласно предпочтительной конфигурации теплообменника 1 первая текучая среда F1 является более холодной текучей средой, а вторая текучая среда F2 является более горячей текучей средой. Таким образом, первая текучая среда F1 является охлаждающей текучей средой и получает тепло от второй текучей среды F2. Как правило, как показано на фиг. 1, первая текучая среда F1 и вторая текучая среда F2 обмениваются теплом в прямоточной конфигурации, когда входное соединение 4 внешней трубы 2 находится ближе к входному соединению 6 внутренней трубы 3, чем выходное соединение 5 внешней трубы 2 - к входному соединению 6 внутренней трубы 3. Либо первая текучая среда F1 и вторая текучая среда F2 обмениваются теплом посредством противоточной конфигурации.
Согласно вариантам осуществления теплообменника 1 по фиг. 2B-2C, 3B-3C, 4B-4C и 5, первая текучая среда F1 вводится в теплообменник 1 через входное соединение 4 внешней трубы 2, тогда как вторая текучая среда F2 вводится в теплообменник 1 через входное соединение 6 внутренней трубы 3. Предпочтительно первая текучая среда F1 вводится в первое кольцевое пространство 14 у дополнительного кольцевого пространства 18. Таким образом, первая текучая среда F1 сначала течет в дополнительное кольцевое пространство 18, а затем в оставшийся участок первого кольцевого пространства 14 по направлению к выходному соединению 5 внешней трубы 2. Вторая текучая среда F2 течет по внутренней трубе 3 к выходному соединению 7 внутренней трубы 3. Первая текучая среда F1 и вторая текучая среда F2 обмениваются теплом в прямоточной конфигурации.
Согласно другой конфигурации, соединение 4 внешней трубы 2, показанное на фиг. 2B-2C, 3B-3C, 4B-4C и 5, соответствует выходному соединению для первой текучей среды F1. В этом случае направление потока первой текучей среды F1 противоположно направлению потока, показанному на фиг. 2B-2C, 3B-3C, 4B-4C и 5. Первая текучая среда F1 вводится через входное соединение (не показано) внешней трубы 2, течет в первом кольцевом пространстве 14, а затем в участке первого кольцевого пространства 14, который соответствует дополнительному кольцевому пространству 18, по направлению к выходному соединению внешней трубы 2.
Обращаясь к фиг. 6, первая текучая среда F1 вводится в теплообменник 1 на первом конце 31 транспортера 32 текучей среды. Такой транспортер 32 текучей среды собирает первую текучую среду F1 из входного соединения 4 внешней трубы 2 и несет первую текучую среду F1 в третьем зазоре 33 по направлению к участку первого кольцевого пространства 14, который соответствует дополнительному кольцевому пространству 18. Первая текучая среда F1 выходит из третьего зазора 33 через соответствующий открытый конец 34 и начинает течь в участке первого кольцевого пространства 14, который соответствует дополнительному кольцевому пространству 18. Таким образом, первая текучая среда F1 течет в оставшейся части первого кольцевого пространства 14 к выходному соединению 5 внешней трубы 2.
Согласно другой конфигурации, соединение 4 внешней трубы 2, показанное на фиг. 6, соответствует выходному соединению первой текучей F1. В этом случае направление потока первой текучей среды F1 противоположно направлению потока, показанному на фиг. 6. Первая текучая среда F1 вводится через входное соединение (не показано) внешней трубы 2, течет в первом кольцевом пространстве 14, а затем в участке первого кольцевого пространства 14, который соответствует дополнительному кольцевому пространству 18. Первая текучая среда F1 затем входит в третий зазор 33 через соответствующий открытый конец 34 и течет к выходному соединению 4 внешней трубы 2.
Согласно другой предпочтительной конфигурации, первая текучая среда F1 представляет собой воду под высоким давлением и в условиях кипения, тогда как вторая текучая среда F2 представляет собой горячую технологическую текучую среду, выпускаемую из химического реактора. Если химический реактор представляет собой печь парового крекинга углеводородов для производства олефинов, технологическая жидкость представляет собой крекинг-газ, а двухтрубный теплообменник 1 представляет собой тушитель крекинг-газа предпочтительно с вертикальной компоновкой и, предпочтительно, входным соединением 6 крекинг-газа, установленным в нижнем оконечном участке. Крекинг-газ поступает во внутреннюю трубу 3 через входное соединение 6 при температуре и давлении около 800-850°С и 150-250 кПа (атм.) соответственно. Крекинг-газ поступает со скоростью, которая обычно превышает 90 м/с, и он перенасыщен углеродсодержащими и парафиновыми частицами. Вдоль внутренней трубы 3 крекинг-газ обменивается теплом посредством косвенного контакта с кипящей водой, и поэтому крекинг-газ охлаждается. Охлаждение происходит быстро (доли секунды) благодаря высоким коэффициентам теплопередачи со стороны воды и газа. Приблизительно такие коэффициенты находятся в диапазоне 500 Вт/м2°C для крекинг-газа и 20000 Вт/м2°C для кипящей воды. Во время тушения крекинг-газ осаждает значительное количество углеродсодержащих и парафиновых загрязнений на внутренней трубе 3. Такое отложение может привести к останову узла и последующей химической или механической очистке. Кипящая вода течет в первом кольцевом пространстве 14 снизу вверх, отводя тепло от монтажной стенки 35 и внутренней трубы 3 и обмениваясь теплом с крекинг-газом согласно прямоточной конфигурации. Внешняя труба 2 присоединяется с помощью трубопровода к паровому барабану (не показан на чертежах), установленному в приподнятом положении. Полученная в тушителе пароводяная смесь движется вверх по направлению к паровому барабану. Водно-паровая смесь заменяется водой, поступающей из парового барабана. Циркуляция между тушителем и паровым барабаном имеет естественную тягу и осуществляется за счет разницы плотностей между поднимающейся смесью и нисходящей водой. Обращаясь к фиг. 2B-2C, 3B-3C, 4B-4C и 5, вода, вводится в тушитель через входное соединение 4, установленное в дополнительном кольцевом пространстве 18. Вода в условиях кипения или начала кипения течет в дополнительном кольцевом пространстве 18, а затем вдоль оставшегося участка первого кольцевого пространства 14. Обращаясь к фиг. 6, вода вводится в тушитель через соединение 4, которое предпочтительно находится на некотором расстоянии от дополнительного кольцевого пространства 18. В этом последнем случае, вода транспортируется вниз транспортером 32 текучей среды. На открытом конце 34 транспортера 32 текучей среды вода выходит из третьего зазора 33 и входит в участок первого кольцевого пространства 14, который соответствует дополнительному кольцевому пространству 18, а затем течет вверх, обмениваясь теплом с крекинг-газом, к выходному соединению (не показано). Поскольку вода, протекающая в первом кольцевом пространстве 14, находится в условиях кипения или в условиях начала кипения, и ее температура по существу идентична температуре воды, текущей в третьем зазоре 33, вода, протекающая в третьем зазоре 33, не кипит или кипит в малой степени, следовательно, естественная циркуляция воды не подвергается влиянию со стороны потока воды в третьем зазоре 33.
Фиг. 2B-2C, 3B-3C, 4B-4C, 5 и 6 показывают выгодные технологические решения, поскольку внешняя труба 2 и внутренняя труба 3 могут быть соединены друг с другом с помощью монтажной стенки 35 высокого качества, и поскольку сварные соединения, ассоциированные с внутренней трубой 3, могут быть точно исследованы и могут гарантировать при высоких давлениях и температурах металла надлежащее уплотнение, отсутствие щелевой коррозии и долговечную надежность. Кроме того, технологические решения, согласно фиг. 3B, 3C, 4B и 4C, обеспечивают преимущество, поскольку монтажная стенка 35 может быть изготовлена из двух элементов 15 и 16, также из разного материала, которые могут быть сварены вместе посредством стыкового сварного соединения. Кроме того, решения, согласно фиг. 4B и 4C, обеспечивают преимущество, поскольку участок первого кольцевого пространства 14, который соответствует дополнительному кольцевому пространству 18, может быть легко расширен при необходимости как для направления, так и для формирования первой текучей среды F1 вдоль дополнительного кольцевого пространства 18. Следовательно, первая текучая среда F1 может эффективно обтекать соединение 21, относящееся к внутренней трубе 3, посредством равномерного и продольного потока текучей среды. Фиг. 5 и 6 показывают дополнительные выгодные технологические решения, поскольку как четвертый монтажный элемент 28, так и транспортер 32 текучей среды могут иметь такую форму, чтобы заставить первую текучую среду F1 течь с высокой скоростью и с однородным потоком текучей среды вокруг соединения 21, относящегося к внутренней трубе 3.
Согласно другой предпочтительной конфигурации двухтрубного теплообменника 1, теплопередающие элементы 39 или теплопередающие материалы-наполнители 40, показанные на фиг. 7A, 7B и 7C, состоят из тонких металлических листов или пластинок и/или из металлических сеток или губок, введенных во второе кольцевое пространство 19 и находящихся в контакте или прижатые к стенкам частей, ограничивающих второе кольцевое пространство 19. Такие листы, пластинки, сетки или губки улучшают теплопередачу между внутренней трубой 3, или оборудованием/трубопроводами, расположенными выше по потоку 100 или ниже по потоку 200, или внутренней трубой 3 и оборудованием/трубопроводами, расположенными выше по потоку 100 или ниже по потоку 200 и монтажной стенкой 35, и делают более равномерным распределение температуры в стенках, ограничивающих второе кольцевое пространство 19. В результате теплопередающие элементы 39 или теплопередающие материалы-наполнители 40 ослабляют температурные градиенты и термомеханические напряжения в стенках, ограничивающих второе кольцевое пространство 19, открытое воздуху.
Таким образом, инновационный двухтрубный теплообменник 1 согласно вышеупомянутым вариантам осуществления и описанию имеет следующие преимущества:
- первая текучая среда F1 имеет по существу высокую, равномерную и продольную скорость вокруг монтажной стенки 35, особенно вблизи соединения 21 внутренней трубы 3. В случае вертикально расположенного тушителя для крекинг-газа кипящая вода течет с высокой скоростью вокруг монтажной стенки 35, особенно возле соединения 21 внутренней трубы 3, двигаясь вверх хорошо сформированным потоком текучей среды. В результате процесс охлаждения и удаления пара на наиболее горячих поверхностях является равномерным и эффективным: отсутствуют застойные, рециркуляционные и низкоскоростные зоны вокруг монтажной стенки 35 вблизи соединения 21. Поглощение пара и/или паровая подушка больше невозможны. Такая термогидродинамика является первостепенно важной, поскольку монтажная стенка 35 работает при высоких температурах металла и подвергается влиянию больших тепловых потоков;
- в случае если двухтрубный теплообменник 1 представляет собой тушитель крекинг-газа в вертикальном положении, отложения солей и загрязнений со стороны воды практически не образуются на монтажной стенке 35 около соединения 21 внутренней трубы 3. Фактически монтажная стенка 35 около соединения 21 внутренней трубы 3, имеет непрерывный уклон и, в частности, не образует дна для первого кольцевого пространства 14. Кроме того, приложенный высокоскоростной поток воды оказывает сильное очищающее действие. Отложения со стороны воды могут возникать на дне первого кольцевого пространства 14, то есть на дне участка первого кольцевого пространства 14, который соответствует дополнительному кольцевому пространству 18, следовательно вдали от самых горячих поверхностей. На дне первого кольцевого пространства 14 может быть установлено соединение (не показано на чертежах) для продувки для удаления раз и навсегда возможных отложений. В результате риск коррозии со стороны воды и перегрева эффективно снижается или устраняется;
- U-образная форма оконечного участка 23 второго кольцевого пространства 19, обращенного ко второму кольцевому пространству 19, помогает ослабить термомеханические напряжения. Кроме того, монтажная стенка 35 имеет предпочтительно криволинейный профиль около соединения 21 внутренней трубы 3 на стороне первого кольцевого пространства 14, который помогает ослабить состояния растяжения частей. Таким образом, с обычной точки зрения монтажная стенка 35 действует как сильфон-компенсатор: она придает гибкость конструкции в радиальном и продольном направлениях. Монтажная стенка 35 может эффективно поглощать дифференциальное тепловое удлинение между внутренней трубой 3 и внешней трубой 2. Такая гибкость и ослабляющие действия являются первостепенно важными, поскольку при высоких давлениях и температурах термомеханические напряжения в частях, работающих под давлением, могут быть высокими;
- входное соединение 4 внешней трубы 2 оказывает незначительное механическое воздействие на внутреннюю трубу 3 или на соединение 21 и/или 26 внутренней трубы 3. Это упрощает конструкцию, поскольку термомеханические напряжения внутренней трубы 3 не зависят от входного или выходного соединений внешней трубы 2;
- удар струи первой текучей среды F1 на внутреннюю трубу 3 и на соединение 21 внутренней трубы 3 предотвращается, поскольку входное соединение 4 внешней трубы 2 может быть расположено на некотором расстоянии. Это снижает риск эрозии и теплового удара на наиболее горячих частях, работающих под давлением;
- теплопередача между двумя текучими средами F1 и F2 через второе кольцевое пространство 19 может оказаться в значительной степени выгодным, поскольку распределение температуры и температурные градиенты в монтажной стенке 35 и во внутренней трубе 3 приобретают равномерность и уменьшаются. В зависимости от условий эксплуатации, чем больше теплопередача, тем меньше термомеханические напряжения в монтажной стенке 35 и в трубной секции 36, 25, выполненной за одно целое с монтажной стенкой 35;
- варианты осуществления и способы изготовления двухтрубного теплообменника 1, описанные соответственно на фиг. 2B-2C, 3B-3C, 4B-4C, 5, 6 и на фиг. 8A-8F и 9A-9E, позволяют получить теплообменник 1 высокого качества, пригодный для работы при высоких давлениях и высоких температурах. Все сварные соединения, ассоциированные с внутренней трубой 3, являются соединениями стыкового типа и типом соединений с полным проплавлением, и поэтому сварные соединения могут быть исследованы радиографическим и/или ультразвуковым контролем. Участок теплообменника 1, образованный монтажной стенкой 35 и трубной секцией 36, 25 внутренней трубки 3, выполненный за одно целое с монтажной стенкой 35, изготавливается путем ковки или литья, поэтому химические/механические свойства являются однородными и отсутствует риск возникновения щелевой коррозии или дефектов сварки.
Как указано выше, двухтрубный теплообменник 1, согласно настоящему изобретению решает вышеупомянутые задачи. Двухтрубный теплообменник 1, описанный в настоящем изобретении, в любом случае допускает многочисленные модификации и варианты, все подпадающие под одну и ту же идею изобретения; кроме того, все соответствующие детали могут быть заменены технически эквивалентными элементами. Практически все описанные материалы, а также формы и размеры могут быть любыми в зависимости от технических требований. Таким образом, объем защиты данного изобретения определяется прилагаемой формулой изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОТИВОЭРОЗИОННОЕ УСТРОЙСТВО ДЛЯ КОЖУХОТРУБНОГО ОБОРУДОВАНИЯ | 2018 |
|
RU2742159C1 |
| КОЖУХОТРУБНЫЙ ТЕПЛООБМЕННИК | 2018 |
|
RU2726035C1 |
| КОЖУХОТРУБНОЕ ОБОРУДОВАНИЕ С ОБВОДОМ | 2018 |
|
RU2728574C1 |
| ЗАЩИТНОЕ ПРИСПОСОБЛЕНИЕ ДЛЯ КОЖУХОТРУБНОГО ОБОРУДОВАНИЯ | 2018 |
|
RU2720088C1 |
| ПАРОЖИДКОСТНЫЙ БАРАБАН ДЛЯ КОЖУХОТРУБНОГО ТЕПЛООБМЕННИКА | 2018 |
|
RU2725740C1 |
| Перегородки для теплообменников | 2021 |
|
RU2834136C1 |
| СИСТЕМА СОВМЕСТНОГО ПРОИЗВОДСТВА ТЕПЛОВОЙ И ЭЛЕКТРИЧЕСКОЙ ЭНЕРГИИ ДЛЯ КОТЛА | 2018 |
|
RU2772096C2 |
| ПЛАСТИНЧАТЫЙ ТЕПЛООБМЕННИК | 2016 |
|
RU2696666C1 |
| Распределительная камера для жидкого потока | 2021 |
|
RU2833525C1 |
| ВЕНТИЛЯЦИОННОЕ УСТРОЙСТВО | 2020 |
|
RU2809963C2 |

Изобретение относится к области теплотехники и может быть использовано в двухтрубных теплообменниках. В двухтрубном теплообменнике, содержащем внешнюю трубу и внутреннюю трубу, концентрически расположенные с образованием кольцевого зазора между трубами, входные и выпускные соединения первой текучей среды, протекающей в первом кольцевом зазоре, и входные и выходные соединения внутренней трубы для впуска и выпуска второй текучей среды, протекающей во внутренней трубе для косвенного теплообмена с первой текучей средой, внутренняя труба образована по меньшей мере двумя трубными секциями, соединенными друг с другом посредством соединения стыкового типа. Одна из трубных секций выполняется за одно целое в виде одной монолитной с монтажной стенкой детали, которая соединяет первый конец внешней трубы с внутренней трубой так, чтобы уплотнить первый кольцевой зазор на первом конце внешней трубы. Второй кольцевой зазор образован между внутренней трубой и монтажной стенкой. Второй кольцевой зазор открыт воздуху и не сообщается по текучей среде ни с первым кольцевым зазором, ни с внутренней трубой, и по меньшей мере частично окружен первым кольцевым зазором. 13 з.п. ф-лы, 26 ил.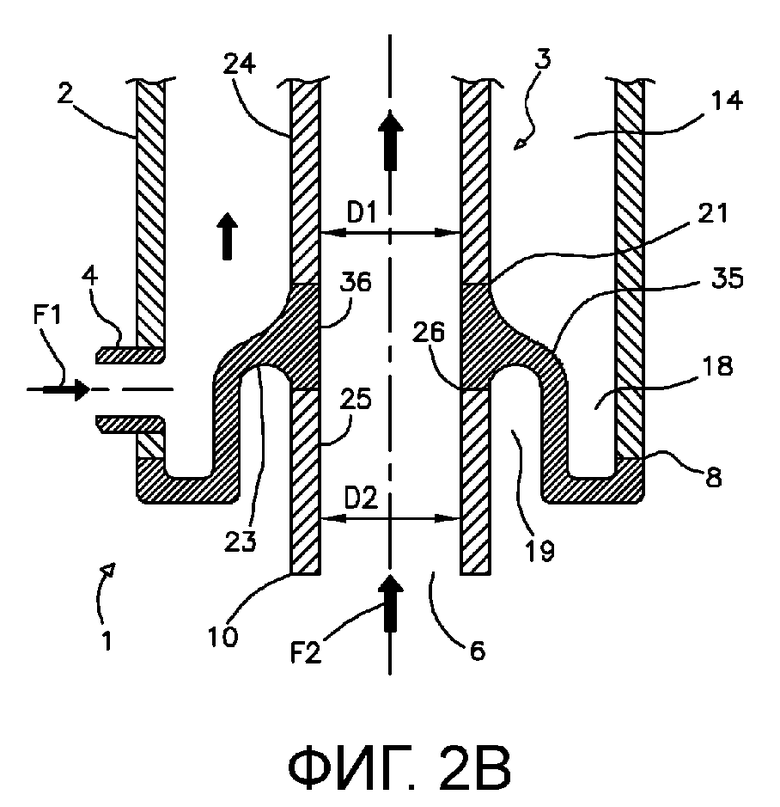
1. Двухтрубный теплообменник (1), содержащий внешнюю трубу (2) и внутреннюю трубу (3), концентрически расположенные с образованием первого кольцевого зазора (14) между указанной внешней трубой (2) и указанной внутренней трубой (3),
при этом указанная внешняя труба (2) снабжена по меньшей мере входным соединением (4) и по меньшей мере выходным соединением (5) для впуска и выпуска, соответственно, первой текучей среды (F1), протекающей в указанном первом кольцевом зазоре (14),
при этом указанная внутренняя труба (3) снабжена по меньшей мере входным соединением (6) и по меньшей мере выходным соединением (7) для впуска и выпуска, соответственно, второй текучей среды (F2), протекающей в указанной внутренней трубе (3) для косвенного теплообмена с первой текучей средой (F1),
при этом указанные входное (6) и выходное (7) соединения внутренней трубы (3) присоединены к оборудованию или трубопроводам, расположенным выше по потоку (100) и/или ниже по потоку (200) теплообменника (1), и
при этом по меньшей мере монтажная стенка (35) соединяет первый конец (8) указанной внешней трубы (2) с указанной внутренней трубой (3) так, чтобы уплотнить указанный первый кольцевой зазор (14) на первом конце (8) указанной внешней трубы (2),
отличающийся тем, что указанная внутренняя труба (3) образована по меньшей мере двумя трубными секциями (24, 25, 36), соединенными друг с другом посредством соединения стыкового типа, при этом по меньшей мере одна (25, 36) из указанных трубных секций выполнена за одно целое в виде одной монолитной детали с указанной монтажной стенкой (35), причем второй кольцевой зазор (19) образован между указанной внутренней трубой (3) или указанным оборудованием или трубопроводами, или указанной внутренней трубой (3) и указанным оборудованием или трубопроводами и указанной монтажной стенкой (35), при этом указанный второй кольцевой зазор (19) открыт воздуху и не сообщается по текучей среде ни с указанным первым кольцевым зазором (14), ни с указанной внутренней трубой (3), причем указанный второй кольцевой зазор (19) по меньшей мере частично окружен указанным первым кольцевым зазором (14).
2. Двухтрубный теплообменник (1) по п. 1, отличающийся тем, что третья трубная секция (36) внутренней трубы (3), выполненная за одно целое с указанной монтажной стенкой (35), установлена между первой трубной секцией (24) и второй трубной секцией (25) внутренней трубы (3), при этом указанная первая трубная секция (24) присоединена на одном своем конце (21) к третьей трубной секции (36), а указанная вторая трубная секция (25) присоединена на одном своем конце (26) к третьей трубной секции (36).
3. Двухтрубный теплообменник (1) по п. 1 или 2, отличающийся тем, что указанная монтажная стенка (35) содержит первый монтажный элемент (15) и второй монтажный элемент (16), взаимно соединенные посредством промежуточного соединения (37), при этом первый монтажный элемент (15) присоединен к первому концу (8) указанной внешней трубы (2), а второй монтажный элемент (16) выполнен за одно целое по меньшей мере с одной из указанных трубных секций (25, 36) указанной внутренней трубы (3).
4. Двухтрубный теплообменник (1) по п. 3, отличающийся тем, что указанная монтажная стенка (35) содержит дополнительный третий монтажный элемент (17), при этом указанный третий монтажный элемент (17) установлен на указанном промежуточном соединении (37) между первым монтажным элементом (15) и вторым монтажным элементом (16), так что первый конец (22) третьего монтажного элемента (17) присоединен к первому монтажному элементу (15), а второй конец (20) третьего монтажного элемента (17) присоединен ко второму монтажному элементу (16).
5. Двухтрубный теплообменник (1) по п. 4, отличающийся тем, что указанный третий монтажный элемент (17) представляет собой трубу, концентрически расположенную по отношению к указанной внутренней трубе (3) и указанной внешней трубе (2).
6. Двухтрубный теплообменник (1) по любому из пп. 1-5, отличающийся тем, что указанное входное соединение (4) или указанное выходное соединение (5) внешней трубы (2) установлено на втором кольцевом зазоре (19).
7. Двухтрубный теплообменник (1) по любому из пп. 1-6, отличающийся тем, что транспортер (32) текучей среды установлен в первом кольцевом зазоре (14), при этом указанный транспортер (32) текучей среды образует третий зазор (33) с указанной внешней трубой (2), причем указанный третий зазор (33) на своем первом конце (31) сообщается по текучей среде с указанным входным соединением (4) или указанным выходным соединением (5) внешней трубы (2) и не сообщается по текучей среде с указанным первым кольцевым зазором (14), и при этом указанный третий зазор (33) на своем втором конце (34) сообщается по текучей среде с первым кольцевым зазором (14).
8. Двухтрубный теплообменник (1) по любому из пп. 1-7, отличающийся тем, что указанная внутренняя труба (3) имеет по меньшей мере два внутренних диаметра (D1, D2), отличающихся друг от друга.
9. Двухтрубный теплообменник (1) по любому из пп. 1-8, отличающийся тем, что указанная внешняя труба (2) содержит по меньшей мере четвертую трубную секцию (26), пятую трубную секцию (27) и четвертый монтажный элемент (28), при этом указанный четвертый монтажный элемент (28) установлен между четвертой трубной секцией (26) и пятой трубной секцией (27), так что указанный четвертый монтажный элемент (28) на своем первом конце (29) присоединен к концу четвертой трубной секции (26), а на своем другом конце (30) – к концу пятой трубной секции (27), и при этом внутренний диаметр четвертой трубной секции (26) отличается от внутреннего диаметра пятой трубной секции (27).
10. Двухтрубный теплообменник (1) по любому из пп. 1-9, отличающийся тем, что указанная трубная секция (25, 36), выполненная за одно целое с указанной монтажной стенкой (35) или с указанным вторым монтажным элементом (16), представляет собой деталь, изготовленную ковкой или литьем.
11. Двухтрубный теплообменник (1) по любому из пп. 1-10, отличающийся тем, что оконечный участок (23) второго кольцевого зазора (19), ограниченный монтажной стенкой (35), выполнен выпуклой или U-образной формы, обращенной ко второму кольцевому зазору (19).
12. Двухтрубный теплообменник (1) по любому из п. 1-11, отличающийся тем, что указанная монтажная стенка (35) на стороне первого кольцевого зазора (14) и рядом с внутренней трубой (3) выполнена с криволинейным профилем и непрерывным уклоном.
13. Двухтрубный теплообменник (1) по любому из пп. 1-12, отличающийся тем, что один или более теплообменных элементов (39) и/или теплопередающих материалов-наполнителей (40) введены в указанный второй кольцевой зазор (19), при этом указанные теплопередающие элементы (39) и указанные теплопередающие материалы-наполнители (40) выполнены с возможностью улучшения теплопередачи между указанной монтажной стенкой (35) и указанной внутренней трубой (3) или указанным оборудованием или трубопроводами, или указанной внутренней трубой (3) и указанным оборудованием или трубопроводами.
14. Двухтрубный теплообменник (1) по любому из пп. 1-13, отличающийся тем, что указанная первая текучая среда (F1) представляет собой охлаждающую воду в условиях кипения, указанная вторая текучая среда (F2) представляет собой горячий технологический газ, а указанный теплообменник (1) представляет собой тушитель, установленный в печи парового крекинга углеводородов для производства олефинов.
| US 2012318483 A1, 20.12.2012 | |||
| US 2005155748 A1, 21.07.2005 | |||
| US 2005155748 A1, 21.07.2005 | |||
| DE 202015101120 U1, 23.04.2015 | |||
| МНОГОСЕКЦИОННЫЙ ТЕПЛООБМЕННИК ТИПА «ТРУБА В ТРУБЕ» | 0 |
|
SU311124A1 |
| ТЕПЛООБМЕННЫЙ АППАРАТ | 1995 |
|
RU2094725C1 |

