ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0001]
Настоящее изобретение относится к способу производства листа электротехнической стали с ориентированной зеренной структурой.
Приоритет испрашивается по заявке на патент Японии № 2019-004868, поданной 16 января 2019 г., содержание которой включено в настоящий документ посредством ссылки.
УРОВЕНЬ ТЕХНИКИ
[0002]
Лист электротехнической стали с ориентированной зеренной структурой используется в основном в трансформаторе. Трансформатор непрерывно возбуждается в течение длительного периода времени от установки до отключения, так что происходит непрерывная потеря энергии. Следовательно, потеря энергии, возникающая, когда трансформатор намагничивается переменным током, то есть потери в стали, является основным параметром, который определяет рабочие характеристики трансформатора.
[0003]
Для того, чтобы уменьшить потери в стали листа электротехнической стали с ориентированной зеренной структурой, были разработаны различные способы. Примеры таких способов включают в себя способ высокого выравнивания зерен в ориентации {110}<001> под названием ориентация Госса в кристаллической структуре, способ увеличения содержания элемента твердого раствора, такого как Si, который увеличивает электрическое сопротивление стального листа, и способ уменьшения толщины стального листа.
[0004]
В дополнение к этому, известно, что способ приложения натяжения к стальному листу является эффективным для уменьшения потерь в стали. Таким образом, в большинстве случаев для того, чтобы уменьшить потери в стали, изоляционное покрытие формируется на поверхности листа электротехнической стали с ориентированной зеренной структурой. Это покрытие придает натяжение листу электротехнической стали с ориентированной зеренной структурой, и тем самым уменьшает потери в стали в одиночном стальном листе. Кроме того, это покрытие гарантирует межслойную электрическую изоляцию, когда листы электротехнической стали с ориентированной зеренной структурой используются в ламинированном виде (в виде пакета), и тем самым уменьшает потери в стали в сердечнике.
[0005]
Например, в качестве листа электротехнической стали с ориентированной зеренной структурой с покрытием пленка форстерита, которая является оксидной пленкой, включающей Mg, формируется на поверхности основного стального листа, а затем изоляционное покрытие формируется на поверхности пленки форстерита. В этом случае покрытие на основном стальном листе включает в себя пленку форстерита и изоляционное покрытие. Пленка форстерита и изоляционное покрытие соответственно имеют функцию увеличения электрической изоляции и приложения натяжения к основному стальному листу.
[0006]
Пленка форстерита, которая является оксидной пленкой, включающей Mg, формируется во время финишного отжига, который является термической обработкой при 900-1200°C в течение 30 час или больше для вторичной рекристаллизации стального листа за счет реакции сепаратор отжига, включающего в основном оксид магния (MgO), с диоксидом кремния (SiO2), образующимся на основном стальном листе во время обезуглероживающего отжига.
[0007]
Изоляционное покрытие формируется путем нанесения пленкообразующего раствора, включающего, например, фосфорную кислоту или фосфат, коллоидный кремнезем и хромовый ангидрид или хромат, на основной стальной лист после финишного отжига и подвергания его термической обработке и сушке при 300-950°C в течение 10 с или больше.
[0008]
Для того, чтобы покрытие обеспечивало функцию увеличения изоляции и приложения натяжения к основному стальному листу, требуется достаточная адгезия между покрытием и основным стальным листом.
[0009]
Обычно указанная выше адгезия в основном обеспечивается за счет эффекта закрепления (якорного эффекта), обусловленного неровностью поверхности раздела между основным стальным листом и пленкой форстерита. Однако в последние годы было найдено, что неровность границы раздела становится препятствием для движения стенки магнитного домена, когда лист электротехнической стали с ориентированной зеренной структурой намагничивается, и таким образом неровность также является фактором, препятствующим уменьшению потерь в стали.
[0010]
Например, японская непроверенная патентная заявка, первая публикация № S49-096920 (Патентный документ 1) и международная публикация PCT № WO2002/088403 (Патентный документ 2) раскрывают методику для обеспечения адгезии изоляционного покрытия даже в таком состоянии, в котором пленка форстерита, которая является оксидной пленкой, включающей Mg, отсутствует, и граница является гладкой для того, чтобы дополнительно уменьшить потери в стали.
[0011]
В способе для производства листа электротехнической стали с ориентированной зеренной структурой, раскрытом в Патентном документе 1, пленка форстерита удаляется путем травления и т.п., а затем поверхность основного стального листа сглаживается с помощью химического или электролитического полирования. В способе для производства листа электротехнической стали с ориентированной зеренной структурой, раскрытом в Патентном документе 2, само формирование пленки форстерита подавляется путем использования сепаратора отжига, содержащего глинозем (Al2O3) для финишного отжига, и тем самым поверхность основного стального листа сглаживается.
[0012]
Однако, в способах производства, раскрытых в Патентном документе 1 и Патентном документе 2, существует проблема, заключающаяся в том, что изоляционное покрытие трудно прилипает к поверхности основного стального листа (достаточной адгезии не получается) в том случае, когда изоляционное покрытие формируется в контакте с поверхностью основного стального листа (непосредственно на поверхности основного стального листа).
ДОКУМЕНТЫ ПРЕДШЕСТВУЮЩЕГО УРОВНЯ ТЕХНИКИ
ПАТЕНТНЫЕ ДОКУМЕНТЫ
[0013]
[Патентный документ 1] Японская нерассмотренная патентная заявка, Первая публикация № S49-096920
[Патентный документ 2] Международная патентная заявка РСТ № WO2002/088403
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
РЕШАЕМАЯ ТЕХНИЧЕСКАЯ ПРОБЛЕМА
[0014]
Настоящее изобретение было создано с учетом вышеупомянутых ситуаций. Одной задачей настоящего изобретения является предложить способ производства листа электротехнической стали с ориентированной зеренной структурой без пленки форстерита, обладающего превосходными магнитными характеристиками (в частности, магнитными потерями) и адгезией покрытия.
РЕШЕНИЕ ПРОБЛЕМЫ
[0015]
Авторы настоящего изобретения исследовали методику улучшения адгезии (адгезии покрытия) между стальным листом и изоляционным покрытием даже в том случае, когда пленка форстерита не формируется для уменьшения потерь в стали, а изоляционное покрытие формируется на поверхности листа электротехнической стали с ориентированной зеренной структурой, поверхность которого сглажена.
[0016]
В результате было найдено, что можно произвести лист электротехнической стали с ориентированной зеренной структурой без пленки форстерита с превосходными магнитными характеристиками и адгезией покрытия путем подходящего сочетания предопределенных процессов.
[0017]
Аспекты настоящего изобретения являются следующими.
(1) Способ производства листа электротехнической стали с ориентированной зеренной структурой в соответствии с одним аспектом настоящего изобретения включает в себя:
процесс горячей прокатки стальной заготовки для горячей прокатки для получения горячекатаного стального листа, причем эта стальная заготовка включает в качестве химического состава, в мас.%,
от 0,030 до 0,100% C,
от 0,80 до 7,00% Si,
от 0,01 до 1,00% Mn,
от 0 до 0,060% в сумме S и Se,
от 0,010 до 0,065% кислоторастворимого Al,
от 0,004 до 0,012% N,
от 0 до 0,30% Cr,
от 0 до 0,40% Cu,
от 0 до 0,50% P,
от 0 до 0,30% Sn,
от 0 до 0,30% Sb,
от 0 до 1,00% Ni,
от 0 до 0,008% B,
от 0 до 0,15% V,
от 0 до 0,20% Nb,
от 0 до 0,10% Mo,
от 0 до 0,015% Ti,
от 0 до 0,010% Bi, и
остаток, состоящий из железа и примесей;
процесс холодной прокатки для холодной прокатки горячекатаного стального листа для того, чтобы получить холоднокатаный стальной лист;
процесс обезуглероживающего отжига для обезглероживающего отжига холоднокатаного стального листа для того, чтобы получить обезуглероженный отожженный стальной лист;
процесс нанесения сепаратора отжига для нанесения сепаратора отжига, включающего MgO, на обезуглероженный отожженный стальной лист и сушки;
процесс финишного отжига для финишного отжига обезуглероженного отожженного стального листа после нанесения сепаратора отжига для того, чтобы получить финишно отожженный лист;
процесс удаления сепаратора отжига для удаления избыточного сепаратора отжига с поверхности финишно отожженного листа; и
процесс формирования изоляционного покрытия для формирования изоляционного покрытия на поверхности финишно отожженного листа,
причем в процессе обезуглероживающего отжига
значение PH2O/PH2, которое является степенью окисления атмосферы, составляет 0,18-0,80, температура отжига составляет 750-900°C, а время выдержки составляет 10-600 с,
причем в процессе нанесения сепаратора отжига
сепаратор отжига дополнительно включает в себя MCl, который является по меньшей мере одним из хлоридов щелочного металла, щелочноземельного металла и Bi, и значение MCl/MgO, которое является массовым отношением MgO и MCl, составляет 2-40%,
причем в процессе финишного отжига
степень окисления составляет 0,00010-0,2, когда атмосфера включает в себя водород, или точка росы равна 0°C или меньше, когда атмосфера состоит из инертного газа без водорода, и
причем в процессе формирования изоляционного покрытия
изоляционное покрытие формируется путем нанесения раствора для формирования изоляционного покрытия, который включает в себя в основном фосфат или коллоидный кремнезем, запекания его при 350-600°C, а затем подвергания термической обработке при 800-1000°C.
(2) Способ производства листа электротехнической стали с ориентированной зеренной структурой в соответствии с п. (1) может включать в себя
между процессом горячей прокатки и процессом холодной прокатки
по меньшей мере одно из процесса отжига в горячем состоянии горячекатаного стального листа или процесса травления в горячем состоянии горячекатаного стального листа.
(3) В способе производства листа электротехнической стали с ориентированной зеренной структурой в соответствии с п. (1) или (2)
в процессе обезуглероживающего отжига обработка азотирования может проводиться путем отжига холоднокатаного стального листа в атмосфере, содержащей аммиак.
(4) Способ производства листа электротехнической стали с ориентированной зеренной структурой в соответствии с любым из пп. (1) - (3) может включать в себя
между процессом холодной прокатки и процессом обезуглероживающего отжига, между процессом обезуглероживающего отжига и процессом нанесения сепаратора отжига, между процессом удаления сепаратора отжига и процессом формирования изоляционного покрытия, или после процесса формирования изоляционного покрытия
процесс измельчения магнитного домена для проведения обработки для измельчения магнитного домена.
(5) В способе производства листа электротехнической стали с ориентированной зеренной структурой в соответствии с любым из пп. (1) - (4)
в процессе удаления сепаратора отжига травление может проводиться после промывки водой с использованием раствора кислоты, объемная концентрация которой составляет менее 20%.
(6) В способе производства листа электротехнической стали с ориентированной зеренной структурой в соответствии с любым из пп. (1) - (5)
стальная заготовка может включать в качестве химического состава, в мас.%, по меньшей мере один элемент, выбираемый из группы, состоящей из
от 0,02 до 0,30% Cr,
от 0,05 до 0,40% Cu,
от 0,005 до 0,50% P,
от 0,02 до 0,30% Sn,
от 0,01 до 0,30% Sb,
от 0,01 до 1,00% Ni,
от 0,0005 до 0,008% B,
от 0,002 до 0,15% V,
от 0,005 до 0,20% Nb,
от 0,005 до 0,10% Mo,
от 0,002 до 0,015% Ti, и
от 0,001 до 0,010% Bi.
ПОЛЕЗНЫЕ ЭФФЕКТЫ ИЗОБРЕТЕНИЯ
[0018]
В соответствии с вышеописанными аспектами настоящего изобретения возможно обеспечить способ производства листа электротехнической стали с ориентированной зеренной структурой без пленки форстерита, обладающего превосходными магнитными характеристиками и адгезией покрытия.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0019]
Фиг. 1 представляет собой блок-схему, иллюстрирующую способ производства листа электротехнической стали с ориентированной зеренной структурой в соответствии с одним вариантом осуществления настоящего изобретения.
ПОДРОБНОЕ ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
[0020]
Далее будет подробно описан один предпочтительный вариант осуществления настоящего изобретения. Однако, настоящее изобретение не ограничивается только конфигурацией, которая раскрыта в этом варианте осуществления, и возможны различные модификации, не отступающие от аспекта настоящего изобретения. В дополнение к этому, описываемый в варианте осуществления ограничивающий диапазон включает в себя свой нижний предел и свой верхний предел. Однако значение, выражаемое как «больше чем» или «меньше чем», не включается в этот диапазон. «%» количества соответствующих элементов означает «мас.%».
[0021]
Способ производства листа электротехнической стали с ориентированной зеренной структурой в соответствии с одним вариантом осуществления настоящего изобретения (в дальнейшем называемый «способом производства листа электротехнической стали с ориентированной зеренной структурой в соответствии с вариантом осуществления») является способом производства листа электротехнической стали с ориентированной зеренной структурой без пленки форстерита и включает в себя следующие процессы.
(i) Процесс горячей прокатки стальной заготовки, имеющей предопределенный химический состав, для того, чтобы получить горячекатаный стальной лист.
(ii) Процесс холодной прокатки горячекатаного стального листа один или множество раз с промежуточным отжигом между ними для того, чтобы получить холоднокатаный стальной лист.
(iii) Процесс обезуглероживающего отжига листа холоднокатаной стали для того, чтобы получить лист обезуглероженной отожженной стали.
(iv) Процесс нанесения на лист обезуглероженной отожженной стали и сушки сепаратора отжига, включающего MgO.
(v) Процесс финишного отжига листа обезуглероженной отожженной стали после нанесения сепаратора отжига для того, чтобы получить финишно отожженный лист.
(vi) Процесс удаления избыточного сепаратора отжига с поверхности финишно отожженного листа с помощью способа, включающего в себя промывку водой и/или травление.
(vii) Процесс формирования изоляционного покрытия на поверхности финишно отожженного листа.
[0022]
В дополнение к этому, способ производства листа электротехнической стали с ориентированной зеренной структурой в соответствии с вариантом осуществления может дополнительно включать в себя следующие процессы.
(I) Процесс отжига в горячем состоянии горячекатаного стального листа.
(II) Процесс травления в горячем состоянии горячекатаного стального листа.
(III) Процесс измельчения магнитного домена для проведения обработки для измельчения магнитного домена.
[0023]
В способе производства листа электротехнической стали с ориентированной зеренной структурой в соответствии с вариантом осуществления необходимо управлять не только одним процессом из вышеперечисленных, но всей совокупностью вышеперечисленных процессов всесторонне и неразрывно. Только в том случае, когда управление предопределенными условиями в каждом из всех процессов выполняется как было объяснено выше, становится возможным уменьшить потери в стали и улучшить адгезию покрытия.
[0024]
Далее каждый процесс описывается подробно.
[0025]
<Процесс горячей прокатки>
В процессе горячей прокатки стальная заготовка подвергается горячей прокатке, чтобы получить горячекатаный стальной лист, причем эта стальная заготовка включает в качестве химического состава, в мас.%,
от 0,030 до 0,100% C,
от 0,80 до 7,00% Si,
от 0,01 до 1,00% Mn,
от 0 до 0,060% в сумме S и Se,
от 0,010 до 0,065% кислоторастворимого Al,
от 0,004 до 0,012% N,
от 0 до 0,30% Cr,
от 0 до 0,40% Cu,
от 0 до 0,50% P,
от 0 до 0,30% Sn,
от 0 до 0,30% Sb,
от 0 до 1,00% Ni,
от 0 до 0,008% B,
от 0 до 0,15% V,
от 0 до 0,20% Nb,
от 0 до 0,10% Mo,
от 0 до 0,015% Ti,
от 0 до 0,010% Bi, и
остаток, состоящий из железа и примесей. В варианте осуществления стальной лист после процесса горячей прокатки упоминается как горячекатаный стальной лист.
[0026]
Способ изготовления стальной заготовки (сляба) для использования в процессе горячей прокатки не ограничивается. Например, может быть получена расплавленная сталь с предопределенным химическим составом, и сляб может быть изготовлен с использованием этой расплавленной стали. Сляб может производиться с помощью непрерывной разливки. Слиток может быть изготовлен с использованием расплавленной стали, а затем сляб может быть получен с помощью блюминга. Кроме того, сляб может быть изготовлен с помощью других способов.
[0027]
Толщина сляба особенно не ограничивается. Толщина сляба может составлять, например, 150-350 мм. Толщина сляба предпочтительно составляет от 220 до 280 мм. Может использоваться сляб с толщиной 10-70 мм, который является так называемым тонким слябом.
[0028]
Далее объясняются причины ограничения химического состава стальной заготовки. В дальнейшем «%», относящийся к химическому составу, представляет собой «мас.%».
[0029]
(от 0,030 до 0,100% C)
C (углерод) является элементом, эффективным для управления структурой первичной рекристаллизации, но который оказывает негативное влияние на магнитные характеристики. Таким образом, C должен удаляться обезуглероживающим отжигом перед финишным отжигом. Когда содержание C составляет больше чем 0,100%, длительность обезуглероживающего отжига должна быть увеличена, что снижает производительность. Таким образом, содержание С должно составлять 0,100% или меньше. Содержание С предпочтительно составляет 0,085% или меньше, и более предпочтительно 0,070% или меньше.
[0030]
Предпочтительно, чтобы содержание C было более низким. Однако, с учетом производительности при промышленном производстве и магнитных характеристик продукта нижний предел содержания C по существу составляет 0,030%.
[0031]
(от 0,80 до 7,00% Si)
Si (кремний) увеличивает электрическое сопротивление листа электротехнической стали с ориентированной зеренной структурой, и тем самым уменьшает потери в стали. Когда содержание Si составляет менее 0,80%, γ-превращение происходит во время финишного отжига, и кристаллическая ориентация листа электротехнической стали с ориентированной зеренной структурой ухудшается. Таким образом, содержание Si должно составлять 0,80% или больше. Содержание Si предпочтительно составляет 2,00% или больше, и более предпочтительно 2,50% или больше.
С другой стороны, когда содержание Si составляет более 7,00%, холодная обрабатываемость ухудшается, и трещины могут образовываться во время холодной прокатки. Таким образом, содержание Si должно составлять 7,00% или меньше. Содержание Si предпочтительно составляет 4,50% или меньше, и более предпочтительно 4,00% или меньше.
[0032]
(от 0,01 до 1,00% Mn)
Mn (марганец) увеличивает электрическое сопротивление листа электротехнической стали с ориентированной зеренной структурой, и тем самым уменьшает потери в стали. Кроме того, Mn при связывании с S и/или Se образует MnS и/или MnSe, которые действуют как ингибитор. Когда содержание Mn находится внутри диапазона 0,01-1,00%, вторичная рекристаллизация становится устойчивой. Таким образом, содержание Mn должно составлять 0,01-1,00%. Нижний предел содержания Mn предпочтительно составляет 0,08%, и более предпочтительно 0,09%. Верхний предел содержания Mn предпочтительно составляет 0,50%, и более предпочтительно 0,20%.
[0033]
(от 0 до 0,060% в общем количестве одного или обоих из S и Se)
S (сера) и Se (селен) являются элементами, которые, реагируя с Mn, образуют MnS и/или MnSe, которые действуют как ингибитор.
Когда общее количество S и Se (S+Se) составляет больше чем 0,060%, дисперсионное состояние выделения MnS и/или MnSe становится неравномерным. В этом случае не может быть получена желаемая вторичная структура рекристаллизации, и плотность магнитного потока может уменьшиться. Кроме того, MnS остается в стали после очищающего отжига, и гистерезисные потери могут увеличиться. Таким образом, общее количество S и Se должно составлять 0,060% или меньше.
Нижний предел общего количества S и Se особенно не ограничивается, и может составлять 0%. Нижний предел может составлять 0,003%. Когда используется ингибитор, нижний предел предпочтительно составляет 0,015%.
[0034]
(от 0,010 до 0,065% кислоторастворимого Al (растворимого Al))
Кислоторастворимый Al (алюминий) является элементом, который связываясь с N, образует (Al, Si)N, действующий как ингибитор. Когда количество кислоторастворимого Al составляет меньше чем 0,010%, эффект добавления получается в недостаточной степени, и вторичная рекристаллизация не протекает в достаточной степени. Таким образом, количество кислоторастворимого Al должно составлять 0,010% или больше. Количество кислоторастворимого Al предпочтительно составляет 0,015% или больше, и более предпочтительно 0,020% или больше.
[0035]
С другой стороны, когда количество кислоторастворимого Al составляет больше чем 0,065%, дисперсионное состояние выделения AlN и/или (Al, Si)N становится неравномерным, желаемая вторичная структура рекристаллизации не может быть получена, и плотности магнитного потока уменьшается. Таким образом, количество кислоторастворимого Al (растворимого Al) должно составлять 0,065% или меньше. Количество кислоторастворимого Al предпочтительно составляет 0,055% или меньше, и более предпочтительно 0,050% или меньше.
[0036]
(от 0,004 до 0,012% N)
N (азот) является элементом, который, связываясь с Al, образует AlN и/или (Al, Si)N, которые действуют как ингибитор. Когда содержание N составляет меньше чем 0,004%, формирование AlN и/или (Al, Si)N становится недостаточным. Таким образом, содержание N должно составлять 0,004% или больше. Содержание N предпочтительно составляет 0,006% или больше, и более предпочтительно 0,007% или больше.
С другой стороны, когда содержание N составляет больше чем 0,012%, в стальном листе могут образовываться пузыри (пустоты). Таким образом, содержание N должно составлять 0,012% или меньше.
[0037]
Стальная заготовка включает в качестве химического состава вышеупомянутые элементы, а остаток состоит из Fe и примесей. Однако с учетом влияния на магнитные характеристики и улучшения функций ингибиторов за счет формирования соединений стальная заготовка может включать в себя по меньшей мере один из необязательных элементов в качестве замены части Fe. Например, необязательными элементами, включаемыми в качестве замены части Fe, могут быть Cr, Cu, P, Sn, Sb, Ni, B, V, Nb, Mo, Ti и Bi. Однако, необязательные элементы могут и не включаться, и нижние пределы их содержания соответственно могут составлять 0%. Кроме того, даже если необязательные элементы могут быть включены как примеси, это не влияет на вышеупомянутые эффекты. В настоящем документе примеси соответствуют элементам, которые загрязняют сталь во время ее промышленного производства из руд и лома, которые используются в качестве сырья для производства стали, или из окружающей среды производственного процесса.
[0038]
(от 0 до 0,30% Cr)
Cr (хром), вместе с Si является элементом, эффективным для увеличения электрического сопротивления, и тем самым уменьшения потерь в стали. Таким образом, Cr может содержаться. Для того, чтобы получить вышеупомянутые эффекты, содержание Cr предпочтительно составляет 0,02% или больше, и более предпочтительно 0,05% или больше.
С другой стороны, когда содержание Cr составляет больше чем 0,30%, плотность магнитного потока может ухудшиться. Таким образом, верхний предел содержания Cr предпочтительно составляет 0,30%, более предпочтительно 0,20%, и еще более предпочтительно 0,12%.
[0039]
(от 0 до 0,40% Cu)
Cu (медь) также является элементом, эффективным для увеличения электрического сопротивления, и тем самым уменьшения потерь в стали. Таким образом, Cu может содержаться. Для того, чтобы получить вышеупомянутые эффекты, содержание Cu предпочтительно составляет 0,05% или больше, и более предпочтительно 0,10% или больше.
С другой стороны, когда содержание Cu составляет больше чем 0,40%, эффект сокращения потерь в стали может насыщаться, и во время горячей прокатки могут возникать поверхностные дефекты, называемые «медной коркой». Таким образом, верхний предел содержания Cu предпочтительно составляет 0,40%, более предпочтительно 0,30%, и еще более предпочтительно 0,20%.
[0040]
(от 0 до 0,50% P)
P (фосфор) также является элементом, эффективным для увеличения электрического сопротивления, и тем самым уменьшения потерь в стали. Таким образом, P может содержаться. Для того, чтобы получить вышеупомянутые эффекты, содержание Р предпочтительно составляет 0,005% или больше, и более предпочтительно 0,010% или больше.
С другой стороны, когда содержание P составляет больше чем 0,50%, прокатываемость может ухудшиться. Таким образом, верхний предел содержания Р предпочтительно составляет 0,50%, более предпочтительно 0,20%, и еще более предпочтительно 0,15%.
[0041]
(от 0 до 0,30% Sn)
(от 0 до 0,30% Sb)
Sn (олово) и Sb (сурьма) являются элементами, эффективными для стабилизации вторичной рекристаллизации, и тем самым развития ориентации {110}<001>. Таким образом, Sn и Sb могут содержаться. Для того, чтобы получить вышеупомянутые эффекты, содержание Sn предпочтительно составляет 0,02% или больше, и более предпочтительно 0,05% или больше. Кроме того, содержание Sb предпочтительно составляет 0,01% или больше, и более предпочтительно 0,03% или больше.
С другой стороны, когда содержание Sn составляет больше чем 0,30%, или когда содержание Sb составляет больше чем 0,30%, магнитные характеристики могут ухудшиться. Таким образом, верхние пределы содержания Sn и содержания Sb предпочтительно составляют 0,30% соответственно. Верхний предел содержания Sn предпочтительно составляет 0,15%, и более предпочтительно 0,10%. Кроме того, верхний предел содержания Sb предпочтительно составляет 0,15%, и более предпочтительно 0,10%.
[0042]
(от 0 до 1,00% Ni)
Ni (никель) также является элементом, эффективным для увеличения электрического сопротивления, и тем самым уменьшения потерь в стали. Кроме того, Ni является элементом, эффективным для управления металлографической структурой горячекатаного стального листа, и тем самым улучшения магнитных характеристик. Таким образом, Ni может содержаться. Для того, чтобы получить вышеупомянутые эффекты, содержание Ni предпочтительно составляет 0,01% или больше, и более предпочтительно 0,02% или больше.
С другой стороны, когда содержание Ni составляет больше чем 1,00%, вторичная рекристаллизация может быть неустойчивой. Таким образом, содержание Ni предпочтительно составляет 1,00% или меньше, более предпочтительно 0,20% или меньше, и еще более предпочтительно 0,10% или меньше.
[0043]
(от 0 до 0,008% B)
B (бор) связывается с N, образуя BN, который действует как ингибитор. Таким образом, B может содержаться. Для того, чтобы получить вышеупомянутые эффекты, содержание В предпочтительно составляет 0,0005% или больше, и более предпочтительно 0,0010% или больше.
С другой стороны, когда содержание B составляет больше чем 0,008%, магнитные характеристики могут ухудшиться. Таким образом, верхний предел содержания В предпочтительно составляет 0,008%, более предпочтительно 0,005%, и еще более предпочтительно 0,003%.
[0044]
(от 0 до 0,15% V)
(от 0 до 0,20% Nb)
(от 0 до 0,015% Ti)
V (ванадий), Nb (ниобий) и Ti (титан) являются элементами, которые действуют как ингибиторы, связываясь с N, C и т.п. Таким образом, V, Nb и Ti могут содержаться. Для того, чтобы получить вышеупомянутые эффекты, содержание V предпочтительно составляет 0,002% или больше, и более предпочтительно 0,010% или больше. Содержание Nb предпочтительно составляет 0,005% или больше, и более предпочтительно 0,020% или больше. Содержание Ti предпочтительно составляет 0,002% или больше, и более предпочтительно 0,004% или больше.
С другой стороны, когда содержание V составляет больше чем 0,15%, когда содержание Nb составляет больше чем 0,20%, или когда содержание Ti составляет больше чем 0,015% в стальной заготовке, эти элементы могут оставаться в конечном продукте. В этом случае в конечном продукте содержание V может составить больше чем 0,15%, содержание Nb может составить больше чем 0,20%, или содержание Ti может составить больше чем 0,015%. В результате магнитные характеристики конечного продукта (листа электротехнической стали с ориентированной зеренной структурой) могут ухудшиться.
Таким образом, верхний предел содержания V предпочтительно составляет 0,15%, более предпочтительно 0,10%, и еще более предпочтительно 0,05%. Верхний предел содержания Ti предпочтительно составляет 0,015%, более предпочтительно 0,010%, и еще более предпочтительно 0,008%. Таким образом, верхний предел содержания Nb предпочтительно составляет 0,20%, более предпочтительно 0,10%, и еще более предпочтительно 0,08%.
[0045]
(от 0 до 0,10% Mo)
Mo (молибден) также является элементом, эффективным для увеличения электрического сопротивления, и тем самым уменьшения потерь в стали. Таким образом, Mo может содержаться. Для того, чтобы получить вышеупомянутые эффекты, содержание Mo предпочтительно составляет 0,005% или больше, и более предпочтительно 0,01% или больше.
С другой стороны, когда содержание Mo составляет больше чем 0,10%, прокатываемость стального листа может ухудшиться. Таким образом, верхний предел содержания Mo предпочтительно составляет 0,10%, более предпочтительно 0,08%, и еще более предпочтительно 0,05%.
[0046]
(от 0 до 0,010% Bi)
Bi (висмут) является элементом, эффективным для стабилизации выделений, таких как сульфид, и тем самым улучшения функции ингибиторов. Таким образом, Bi может содержаться. Для того, чтобы получить вышеупомянутые эффекты, содержание Bi предпочтительно составляет 0,001% или больше, и более предпочтительно 0,002% или больше.
С другой стороны, когда содержание Bi составляет больше чем 0,010%, магнитные характеристики могут ухудшиться. Таким образом, верхний предел содержания Bi предпочтительно составляет 0,010%, более предпочтительно 0,008%, и еще более предпочтительно 0,006%.
[0047]
Описанный выше химический состав может быть измерен с помощью обычных аналитических способов для стали. Например, химический состав может быть измерен с использованием ICP-AES (атомный эмиссионный спектрометр с индуктивно связанной плазмой: спектрометрия/спектроскопия излучения индуктивно связанной плазмы). В настоящем документе, кислоторастворимый Al может быть измерен с помощью ICP-AES с использованием фильтрата после нагревания и растворения образца в кислоте. В дополнение к этому, содержание C и S может быть измерено способом поглощения в инфракрасной области спектра при сгорании, содержание N может быть измерено с помощью термокондуктометрического способа при плавлении в потоке инертного газа, и содержание O может быть измерено, например, с помощью способа недисперсионного поглощения в инфракрасной области спектра при плавлении в потоке инертного газа.
[0048]
Далее объясняются условия для горячей прокатки вышеупомянутой стальной заготовки.
Условия горячей прокатки особенно не ограничиваются. Например, условия являются следующими.
Сляб нагревается перед горячей прокаткой. Сляб помещается в известную нагревательную печь или известную печь для выдержки и нагревается. В качестве одного из методов, сляб нагревается до 1280°C или меньше. Например, путем установки температуры нагрева сляба равной 1280°C или меньше можно избежать различных проблем, связанных с превышением температурой нагрева 1280°C (когда требуется специальная высокотемпературная нагревательная печь, количество окалины в расплаве быстро увеличивается и т.п.). Нижний предел температуры нагрева сляба особенно не ограничивается. Однако, когда температура нагрева является чрезмерно низкой, горячая прокатка может стать затруднительной, и производительность может уменьшиться. Таким образом, с учетом производительности температура нагрева может находиться в диапазоне 1280°C или меньше. Нижний предел температуры нагрева сляба предпочтительно составляет 1100°C. Верхний предел температуры нагрева сляба предпочтительно составляет 1250°C.
[0049]
В дополнение к этому, в качестве другого способа сляб нагревается до более высокой температуры, равной 1320°C или больше. При нагреве сляба до более высокой температуры, равной 1320°C или больше, становится возможным стабилизировать вторичную рекристаллизацию за счет растворения AlN и Mn(S,Se) и тонкого выделения их в последующих процессах.
Сам по себе нагрев сляба может быть опущен, и горячая прокатка может проводиться после разливки до того, как температура сляба уменьшится.
[0050]
Нагретый сляб подвергается горячей прокатке на стане горячей прокатки, в результате чего получается горячекатаный стальной лист. Стан горячей прокатки включает в себя, например, стан черновой прокатки и стан чистовой прокатки, расположенный после стана черновой прокатки. Стан черновой прокатки состоит из расположенных в ряд клетей черновой прокатки. Каждая клеть для черновой прокатки имеет множество валков, расположенных один над другим. Таким же образом стан чистовой прокатки включает в себя клети чистовой прокатки, расположенные в ряд. Каждая клеть чистовой прокатки имеет множество валков, расположенных один над другим. Нагретая стальная заготовка прокатывается на стене черновой прокатки, а затем на стане чистовой прокатки, и таким образом получается горячекатаный стальной лист.
Конечная температура в процессе горячей прокатки (температура стального листа на выходной стороне клети чистовой прокатки, с помощью которой стальной лист окончательно прокатывается в стане чистовой прокатки) может составлять от 700 до 1150°C. Горячекатаный стальной лист производится с помощью объясненного выше процесса горячей прокатки.
[0051]
<Процесс отжига в горячем состоянии>
В процессе отжига в горячем состоянии, при необходимости, горячекатаный стальной лист, полученный с помощью процесса горячей прокатки, отжигается (в горячем состоянии), чтобы получить отожженный в горячем состоянии лист. В варианте осуществления стальной лист после процесса отжига в горячем состоянии упоминается как отожженный в горячем состоянии лист.
[0052]
Отжиг в горячем состоянии проводится для того, чтобы гомогенизировать неоднородную структуру после горячей прокатки, управлять выделением AlN, который является ингибитором (обеспечить тонкие выделения) и управлять вторичной фазой, твердорастворенным углеродом и т.п. В качестве условий отжига могут применяться известные условия, соответствующие цели. Например, для гомогенизации неоднородной структуры после горячей прокатки горячекатаный стальной лист выдерживается при 750-1200°C (температура в печи для отжига в горячем состоянии) в течение 30-600 с.
Отжиг в горячем состоянии не всегда является необходимым. Отжиг в горячем состоянии может проводиться в результате рассмотрения характеристик и стоимости производства, необходимых для окончательно получаемого листа электротехнической стали с ориентированной зеренной структурой.
[0053]
<Процесс травления в горячем состоянии>
В процессе травления в горячем состоянии при необходимости горячекатаный стальной лист после процесса горячей прокатки или после процесса отжига в горячем состоянии в случае его выполнения, травится для удаления поверхностной окалины. Условия травления особенно не ограничиваются, и известные условия могут использоваться подходящим образом.
[0054]
<Процесс холодной прокатки>
В процессе холодной прокатки горячекатаный стальной лист или отожженный лист после процесса горячей прокатки, отжига в горячем состоянии или травления в горячем состоянии подвергается холодной прокатке один или несколько раз с промежуточным отжигом, чтобы получить холоднокатаный стальной лист. В варианте осуществления стальной лист после процесса холодной прокатки упоминается как холоднокатаный стальной лист.
[0055]
Степень обжатия при конечной холодной прокатке (совокупная степень обжатия холодной прокатки без промежуточного отжига или совокупная степень обжатия холодной прокатки после промежуточного отжига) предпочтительно составляет 80% или больше, и более предпочтительно 90% или больше. Верхний предел степени обжатия при конечной холодной прокатке предпочтительно составляет 95%.
[0056]
В настоящем документе, степень обжатия при конечной холодной прокатке (%) определяется следующим образом.
Степень обжатия при конечной холодной прокатке (%) = (1 - Толщина стального листа после конечной холодной прокатки/Толщина стального листа перед конечной холодной прокаткой) × 100
[0057]
<Процесс обезуглероживающего отжига>
В процессе обезуглероживающего отжига холоднокатаный стальной лист после процесса холодной прокатки при необходимости подвергается обработке измельчения магнитного домена, а затем подвергается обезуглероживающему отжигу для ускорения первичной рекристаллизации. Кроме того, при обезуглероживающем отжиге C, который отрицательно влияет на магнитные характеристики, удаляется из стального листа. В варианте осуществления стальной лист после процесса обезуглероживающего отжига упоминается как обезуглероженный отожженный лист.
[0058]
Для вышеуказанных целей при обезуглероживающем отжиге степень окисления PH2O/PH2 в атмосфере должна составлять от 0,18 до 0,80, температура отжига должна составлять от 750 до 900°C, а выдержка должна составлять от 10 до 600 с. Степень окисления PH2O/PH2 определяется как отношение парциального давления водяного пара PH2O (атм) к парциальному давлению водорода PH2 (атм) в атмосфере.
[0059]
Когда степень окисления (PH2O/PH2) составляет менее 0,18, плотный диоксид кремния (SiO2) быстро образуется в качестве внешне окисленного слоя, что мешает выходу C из системы. В результате обезуглероживание не происходит должным образом, и тем самым магнитные характеристики после финишного отжига ухудшается. С другой стороны, когда степень окисления составляет более 0,80, окисленный слой поверхности стального листа утолщается, и становится трудно удалить окисленный слой.
Когда температура отжига составляет менее 750°C, скорость обезуглероживания замедляется, и производительность падает. В дополнение к этому, обезуглероживание не происходит должным образом, и в результате магнитные характеристики после финишного отжига ухудшаются. С другой стороны, когда температура нагрева при отжиге составляет более 900°C, размер зерна после первичной рекристаллизации превышает благоприятный размер, и в результате магнитные характеристики после финишного отжига ухудшаются.
Когда время выдержки составляет менее 10 с, обезуглероживание происходит в недостаточной степени, и в результате магнитные характеристики после финишного отжига ухудшаются. С другой стороны, когда время выдержки составляет более 600 с, размер зерна после первичной рекристаллизации превышает благоприятный размер, и в результате магнитные характеристики после финишного отжига ухудшаются.
[0060]
В зависимости от вышеупомянутой степени окисления (PH2O/PH2) можно управлять скоростью нагревания до температуры отжига на стадии нагревания. Например, в том случае, когда выполняется индукционный нагрев, средняя скорость нагревания может составлять 5-1000°C/с. Кроме того, в том случае, когда выполняется электрическое нагревание, средняя скорость нагревания может составлять 5-3000°C/с.
[0061]
В дополнение к этому, в процессе обезуглероживающего отжига может выполняться обработка азотирования. При обработке азотирования холоднокатаный стальной лист может отжигаться в атмосфере, включающей аммиак, по меньшей мере на одной стадии до, во время, или после вышеупомянутой выдержки. В том случае, когда температура нагревания сляба является более низкой, предпочтительно, чтобы обработка азотирования проводилась в процессе обезуглероживающего отжига. При дополнительной обработке азотирования в процессе обезуглероживающего отжига ингибитор, такой как AlN и (Al, Si)N, формируется перед вторичной рекристаллизацией в процессе финишного отжига, и таким образом можно добиться устойчивого протекания вторичной рекристаллизации.
[0062]
Хотя условия для обработки азотирования особенно не ограничиваются, предпочтительно проводить ее так, чтобы содержание азота увеличивалось на 0,003% или больше, предпочтительно на 0,005% или больше, и более предпочтительно на 0,007% или больше. Когда содержание азота (N) составляет более 0,030%, эти эффекты насыщаются. Таким образом, обработка азотирования может проводиться так, чтобы содержание стало равным 0,030% или меньше.
[0063]
Условия для обработки азотирования особенно не ограничиваются, и известные условия могут использоваться подходящим образом.
Например, в том случае, когда обработка азотирования проводится после выдержки при 750-900°C в течение 10-600 с при степени окисления (PH2O/PH2) 0,01-0,15, обработка азотирования может проводиться таким образом, что холоднокатаный стальной лист не охлаждается до комнатной температуры, но выдерживается на стадии охлаждения в атмосфере, включающей аммиак. Предпочтительно, чтобы степень окисления (PH2O/PH2) на стадии охлаждения находилась внутри диапазона 0,0001-0,01. Кроме того, в том случае, когда обработка азотирования проводится во время выдержки при 750-900°C в течение 10-600 с при степени окисления (PH2O/PH2) 0,01-0,15, аммиак может быть включен в атмосферный газ с вышеуказанной степенью окисления.
[0064]
<Процесс нанесения сепаратора отжига>
В процессе нанесения сепаратора отжига обезуглероженный отожженный лист после процесса обезуглероживающего отжига (или обезуглероженный отожженный лист после обработки азотирования) при необходимости подвергается обработке измельчения магнитного домена, а затем сепаратор отжига наносится на обезуглероженный отожженный лист. После этого нанесенный сепаратор отжига сушится.
Сепаратор отжига включает в себя в основном MgO и дополнительно включает в себя MCl, который является по меньшей мере одним из хлоридов щелочного металла, щелочноземельного металла и Bi. В дополнение к этому, значение MCl/MgO, которое является массовым отношением MgO и MCl, составляет 2-40%.
[0065]
Способ для производства листа электротехнической стали с ориентированной зеренной структурой в соответствии с вариантом осуществления использует сепаратор отжига, включающий MCl, который является по меньшей мере одним из хлоридов щелочного металла, щелочноземельного металла и Bi. При использовании сепаратора отжига, включающего MCl, пленка форстерита не формируется благодаря способности к травлению MCl, включенного в сепаратор отжига, во время финишного отжига, и таким образом получается стальной лист с гладкой поверхностью.
[0066]
В сепараторе отжига значение MCl/MgO, которое является массовым отношением MgO и MCl, должно составлять 2-40%.
Когда значение MCl/MgO составляет менее 2%, формирование пленки форстерита не может быть подавлено в достаточной степени, и может оставаться грубый сложный оксид на основе Mg. Когда лист электротехнической стали с ориентированной зеренной структурой деформируется, напряжение может локально концентрироваться в сложном оксиде на основе Mg, и в результате адгезия покрытия может ухудшиться. С другой стороны, когда значение MCl/MgO составляет более 40%, может быть трудно удалить избыточный сепаратор отжига в последующем процессе.
[0067]
Хлориды щелочных металлов, включаемые в сепаратор отжига, предпочтительно являются хлоридами Li, Na, K и т.п. Хлориды щелочноземельных металлов, включаемые в сепаратор отжига, предпочтительно являются хлоридами Ca, Ba, Mg и т.п. Хлориды Bi, включаемые в сепаратор отжига, могут быть оксихлоридом висмута (BiOCl), хлоридом висмута (BiCl3) и т.п.
[0068]
<Процесс финишного отжига>
Обезуглероженный отожженный лист после нанесения вышеупомянутого сепаратора отжига финишно отжигается, чтобы получить финишно отожженный лист. При проведении финишного отжига обезуглероженного отожженного листа после нанесения вышеупомянутого сепаратора отжига протекает вторичная рекристаллизация, и кристаллическая ориентация выравнивается в ориентацию {110}<001>. В варианте осуществления стальной лист после процесса финишного отжига упоминается как финишно отожженный лист.
[0069]
При финишном отжиге в том случае, когда атмосфера (атмосфера печи) включает в себя водород, степень окисления (PH2O/PH2) должна составлять 0,00010-0,2. В том случае, когда атмосфера состоит из инертного газа (азот, аргон и т.п.) без водорода, точка росы должна быть равна 0°C или меньше.
Регулируя степень окисления или точку росы в пределах указанного выше диапазона в зависимости от атмосферы, можно обеспечить стабильное протекание вторичной рекристаллизации и увеличить степень выравнивания ориентации.
[0070]
Когда степень окисления составляет менее 0,00010 в том случае, когда атмосфера включает в себя водород, плотная поверхностная пленка кремнезема, формируемая обезуглероживающим отжигом, уменьшается перед вторичной рекристаллизацией при финишном отжиге, и в результате вторичная рекристаллизация становится нестабильной. С другой стороны, когда степень окисления составляет более 0,2, растворение ингибитора, такого как AlN и (Al, Si)N, ускоряется, и таким образом вторичная рекристаллизация становится нестабильной. Кроме того, когда точка росы превышает 0°C в том случае, когда атмосфера состоит из инертного газа без водорода, растворение ингибитора, такого как AlN и (Al, Si)N, ускоряется, и таким образом вторичная рекристаллизация становится нестабильной. Нижний предел точки росы особенно не ограничивается, но может составлять, например, -30°C.
[0071]
<Процесс удаления сепаратора отжига>
В процессе удаления сепаратора отжига избыточный сепаратор отжига удаляется с поверхности стального листа после финишного отжига (финишно отожженного листа) с помощью способов, включающих в себя промывку водой и/или травление. Здесь, избыточный сепаратор отжига означает, например, непрореагировавший сепаратор отжига, который не прореагировал со стальным листом во время финишного отжига.
[0072]
Когда избыточный сепаратор отжига удаляется с поверхности стального листа в недостаточной степени, коэффициент заполнения уменьшается, и характеристики сердечника ухудшаются.
[0073]
Для того, чтобы удалить избыточный сепаратор отжига, в дополнение к вышеупомянутой промывке водой и травлению можно использовать скруббер. Используя скруббер, можно надежно удалить избыточный сепаратор отжига, который ухудшает смачиваемость в процессе формирования изоляционного покрытия.
[0074]
Кроме того, в том случае, когда для удаления избыточного сепаратора отжига проводится травление, оно может быть проведено с использованием раствора кислоты, объемная концентрация которой составляет менее 20%. Например, предпочтительно использовать раствор, содержащий менее 20 об.% в сумме по меньшей мере одной из серной кислоты, азотной кислоты, соляной кислоты, фосфорной кислоты, хлорноватой кислоты, оксида хрома в водном растворе, смеси хромовых кислот, марганцовой кислоты, пероксосерной кислоты и пероксофосфорной кислоты. Более предпочтительно использовать раствор, содержащий менее 10 об.% перечисленных компонентов. Нижний предел объемной концентрации особенно не ограничивается, но может составлять, например, 0,1 об.%. При использовании вышеописанного раствора можно эффективно удалять избыточный сепаратор отжига с поверхности стального листа. В настоящем документе вышеупомянутый об.% может быть концентрацией, основанной на объеме при комнатной температуре.
[0075]
Кроме того, в том случае, когда травление выполняется, температура раствора предпочтительно составляет 20-80°C. При управлении температурой раствора так, чтобы она находилась внутри вышеуказанного диапазона, можно эффективно удалить избыточный сепаратор отжига с поверхности стального листа.
[0076]
<Процесс формирования изоляционного покрытия>
В процессе формирования изоляционного покрытия финишно отожженный лист после удаления сепаратора отжига при необходимости подвергается обработке измельчения магнитного домена, а затем изоляционное покрытие формируется на поверхности финишно отожженного листа. В варианте осуществления стальной лист после процесса формирования изоляционного покрытия упоминается как лист электротехнической стали с ориентированной зеренной структурой.
[0077]
Это покрытие придает натяжение листу электротехнической стали с ориентированной зеренной структурой, и тем самым уменьшает потери в стали в одиночном стальном листе. Кроме того, это покрытие гарантирует межслойную электрическую изоляцию, когда листы электротехнической стали с ориентированной зеренной структурой используются в ламинированном виде, и тем самым уменьшает потери в стали в сердечнике.
[0078]
Изоляционное покрытие формируется на поверхности финишно отожженного листа путем нанесения раствора для формирования изоляционного покрытия, который включает в себя в основном по меньшей мере одно из фосфата или коллоидного кремнезема, запекания его при 350-600°C, а затем подвергания термической обработке при 800-1000°C.
[0079]
Вышеупомянутый фосфат предпочтительно является фосфатом Ca, Al, Sr и т.п. Из них фосфат алюминия является более предпочтительным. Вышеупомянутый коллоидный кремнезем не ограничивается коллоидным кремнеземом, имеющим конкретные свойства. Кроме того, размер его частиц не ограничивается конкретным размером, но предпочтительно составляет 200 нм или меньше (среднечисловой диаметр). Например, размер частиц может составлять 5-30 нм. Когда размер частиц составляет более 200 нм, частицы могут оседать в растворе. Кроме того, раствор может дополнительно включить в себя хромовый ангидрид или хромат.
[0080]
Когда температура запекания изоляционного покрытия составляет менее 350°C, раствор для изоляционного покрытия капает во время прохождения стального листа, что вызывает плохой внешний вид, и изоляционное покрытие с достаточной адгезией не получается. Когда температура запекания изоляционного покрытия составляет более 600°C, поскольку скорость нагревания является чрезмерно высокой, затвердевает только самая внешняя поверхность изоляционного покрытия, а затвердевание внутренней части задерживается, формирование покрытия становится неправильным, и адгезия покрытия становится недостаточной. Когда температура термической обработки после запекания составляет менее 800°C, формирование покрытия становится неправильным (недостаточное отверждение), и адгезия покрытия становится недостаточной. Когда температура термической обработки после запекания составляет более 1000°C, фосфат разлагается, формирование покрытия становится неправильным, и адгезия покрытия становится недостаточной.
[0081]
При формировании изоляционного покрытия, когда степень окисления (PH2O/PH2) атмосферы составляет 0,01-1,5, фосфат не разлагается чрезмерно, и можно благоприятно сформировать изоляционное покрытие.
[0082]
Раствор для формирования изоляционного покрытия может наноситься на поверхность стального листа, например, способом влажного нанесения, например устройством для нанесения покрытия валиком.
[0083]
<Процесс измельчения магнитного домена>
Способ производства листа электротехнической стали с ориентированной зеренной структурой в соответствии с вариантом осуществления может включать в себя процесс измельчения магнитного домена, содержащий проведение обработки измельчения магнитного домена при подходящем выборе времени (1) между процессом холодной прокатки и процессом обезуглероживающего отжига, (2) между процессом обезуглероживающего отжига и процессом нанесения сепаратора отжига, (3) между процессом удаления сепаратора отжига и процессом формирования изоляционного покрытия, или (4) после процесса формирования изоляционного покрытия.
[0084]
При проведении обработки измельчения магнитного домена можно уменьшить потери в стали в листе электротехнической стали с ориентированной зеренной структурой. В том случае, когда обработка измельчения магнитного домена проводится между процессом холодной прокатки и процессом обезуглероживающего отжига, между процессом обезуглероживающего отжига и процессом нанесения сепаратора отжига, или между процессом удаления сепаратора отжига и процессом формирования изоляционного покрытия, бороздки могут быть сформированы линейно или точечно в направлении, пересекающем направление прокатки, с предопределенным интервалом в направлении прокатки. За счет формирования вышеупомянутых бороздок ширина 180-градусных доменов может быть сужена (180-градусные домены могут быть измельчены).
[0085]
В том случае, когда обработка для измельчения магнитного домена проводится после процесса формирования изоляционного покрытия, деформация напряжения или бороздки могут быть нанесены или сформированы линейно или точечно в направлении, пересекающем направление прокатки, с предопределенным интервалом в направлении прокатки. При применении вышеупомянутой деформации напряжения или при формировании вышеупомянутых бороздок ширина 180-градусных доменов может быть сужена (180-градусные домены могут быть измельчены).
[0086]
Вышеупомянутая деформация напряжения может быть применена путем облучения лучом лазера, электронным лучом и т.п. Вышеупомянутая бороздка может быть сформирована механическим способом формирования бороздки, таким как зубчатое колесо, химическим способом формирования бороздки, таким как электролитическое травление, тепловым способом формирования бороздки, таким как лазерное облучение, и т.п. В том случае, когда изоляционное покрытие повреждается, и характеристики, такие как электрическая изоляция, ухудшаются из-за приложения вышеупомянутой деформации напряжения или формирования вышеупомянутой бороздки, изоляционное покрытие может быть сформировано снова, и таким образом повреждение может быть устранено.
[0087]
Фиг. 1 показывает один случай способа производства листа электротехнической стали с ориентированной зеренной структурой в соответствии с вариантом осуществления. На этом чертеже блоки, окруженные сплошной линией, принадлежат к существенной обработке, а блоки, окруженные пунктирной линией, принадлежат к необязательным процессам.
[0088]
Лист электротехнической стали с ориентированной зеренной структурой, произведенный способом в соответствии с вариантом осуществления, не включает в себя пленку форстерита. В частности, лист электротехнической стали с ориентированной зеренной структурой включает в себя основной стальной лист, промежуточный слой, который контактирует с основным стальным листом, и изоляционное покрытие, которое контактирует с промежуточным слоем и является внешней поверхностью.
[0089]
Включает ли лист электротехнической стали с ориентированной зеренной структурой в себя пленку форстерита, может быть подтверждено способом рентгеновской дифракции. Например, рентгеновская дифракция может проводиться для поверхности после удаления изоляционного покрытия с листа электротехнической стали с ориентированной зеренной структурой, и полученный спектр рентгеновской дифракции может быть сопоставлен с PDF (файлом дифракции порошков). Форстерит (Mg2SiO4) может быть идентифицирован как JCPDS № 34-189. В варианте осуществления, когда основная составляющая фаза в вышеупомянутом спектре рентгеновской дифракции не является форстеритом, считается, что лист электротехнической стали с ориентированной зеренной структурой не включает в себя пленку форстерита.
[0090]
Для того, чтобы удалить только изоляционное покрытие с листа электротехнической стали с ориентированной зеренной структурой, лист электротехнической стали с ориентированной зеренной структурой с покрытием может быть погружен в горячий щелочной раствор. В частности, можно удалить изоляционное покрытие с листа электротехнической стали с ориентированной зеренной структурой путем погружения стального листа в водный раствор гидроксида натрия, содержащий 30 мас.% NaOH и 70 мас.% H2O, с температурой 80°C на 20 мин, промывки водой, а затем сушки. В большинстве случаев, щелочным раствором удаляется только изоляционное покрытие, а пленка форстерита удаляется кислым раствором, таким как соляная кислота.
[0091]
В листе электротехнической стали с ориентированной зеренной структурой, произведенном способом в соответствии с вариантом осуществления, поскольку пленка форстерита отсутствует, магнитные характеристики (характеристики потерь в стали) улучшаются. В дополнение к этому, поскольку осуществляется оптимальное управление каждым из процессов, адгезия покрытия улучшается.
Примеры
[0092]
Далее будут объяснены примеры настоящего изобретения. Однако условия в примерах представляют собой примерные условия, используемые для того, чтобы подтвердить работоспособность и эффекты настоящего изобретения, так что настоящее изобретение не ограничивается этими примерными условиями. Настоящее изобретение может использовать различные типы условий, если эти условия не отступают от области охвата настоящего изобретения и позволяют решать задачу настоящего изобретения.
[0093]
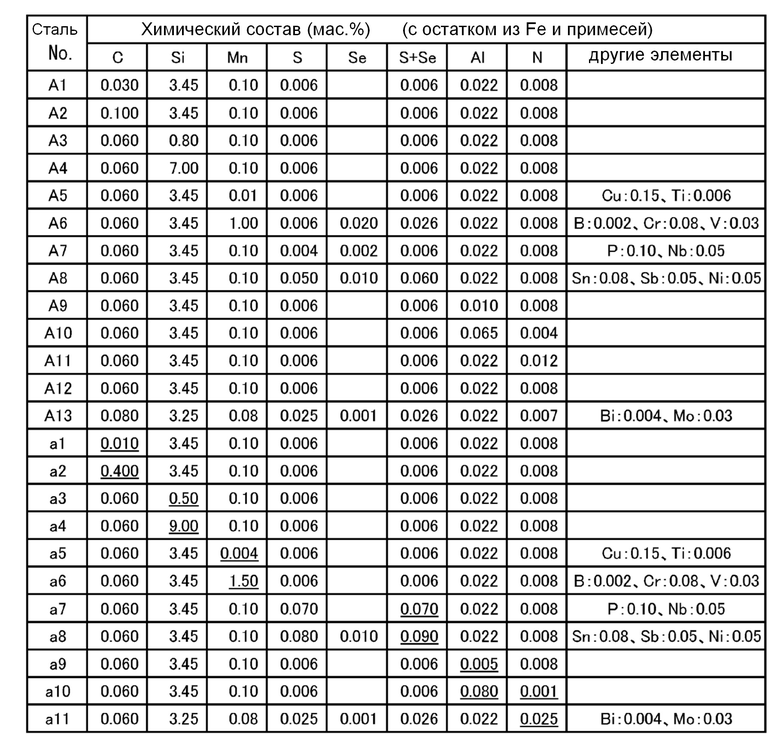
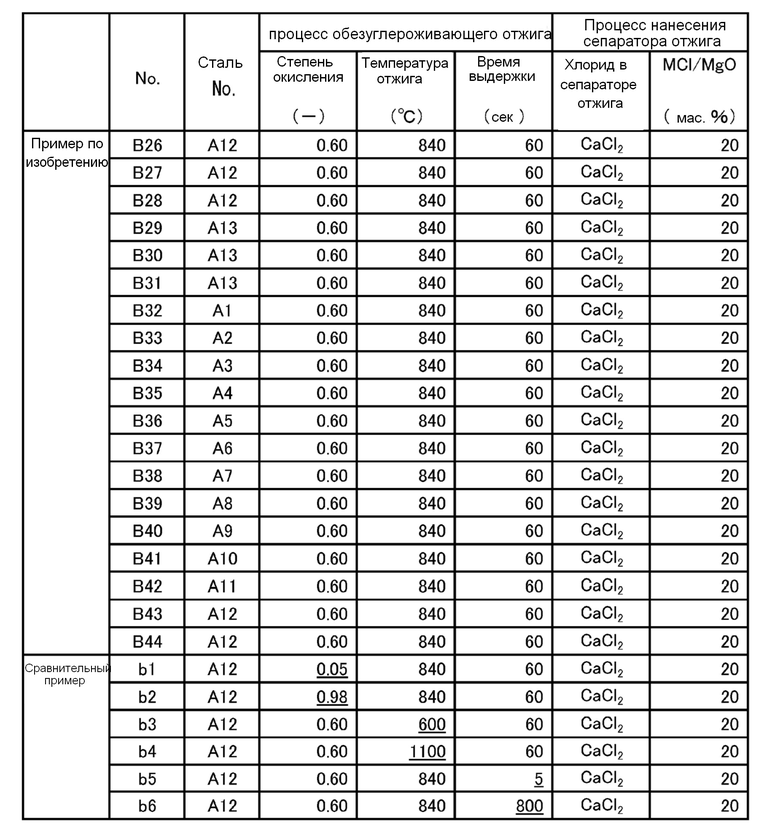
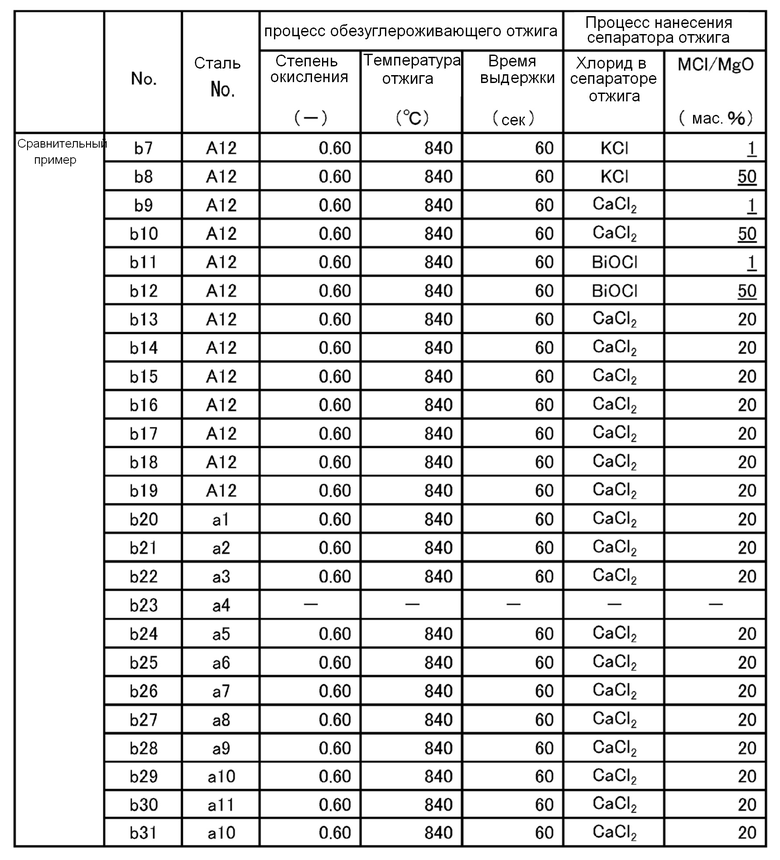
В стальных слябах, имеющих химический состав, показанный в Таблице 1, стальные слябы № A13 и № a11 были нагреты до 1350°C, а затем подвергнуты горячей прокатке для того, чтобы получить горячекатаные стальные листы, имеющие толщину листа 2,6 мм. Эти горячекатаные стальные листы были подвергнуты холодной прокатке один или несколько раз с промежуточным отжигом для того, чтобы получить холоднокатаные стальные листы, имеющие окончательную толщину листа 0,22 мм. Холоднокатаные стальные листы, имеющие окончательную толщину листа 0,22 мм, были отожжены в процессе обезуглероживающего отжига при условиях, показанных в Таблицах 2-4.
[0094]
Кроме того, в стальных слябах, имеющих химический состав, показанный в Таблице 1, стальные слябы, за исключением № A13 и № a11, были нагреты до 1150°C, а затем подвергнуты горячей прокатке для того, чтобы получить горячекатаные стальные листы, имеющие толщину листа 2,6 мм. Эти горячекатаные стальные листы были подвергнуты холодной прокатке один или несколько раз с промежуточным отжигом для того, чтобы получить холоднокатаные стальные листы, имеющие окончательную толщину листа 0,22 мм. Холоднокатаные стальные листы, имеющие окончательную толщину листа 0,22 мм, были отожжены в процессе обезуглероживающего отжига при условиях, показанных в Таблицах 2-4, после чего обработка азотирования проводилась во время охлаждения путем выдержки в атмосфере, содержащей аммиак.
[0095]
В № B5 горячекатаный стальной лист после горячей прокатки был подвергнут в горячем состоянии при температуре 1100°C, а затем 900°C. После этого проводилось травление для удаления поверхностной окалины, а затем выполнялась холодная прокатка.
[0096]
При обезуглероживающем отжиге средняя скорость нагревания до температуры отжига составляла менее 15°C/с.
[0097]
На листы после вышеупомянутого обезуглероживающего отжига наносился сепаратор отжига с последующей его сушкой. Сепаратор отжига включал в себя в основном MgO, а также включал в себя MCl, представляющий собой хлорид, показанный в Таблицах 2-4.
[0098]
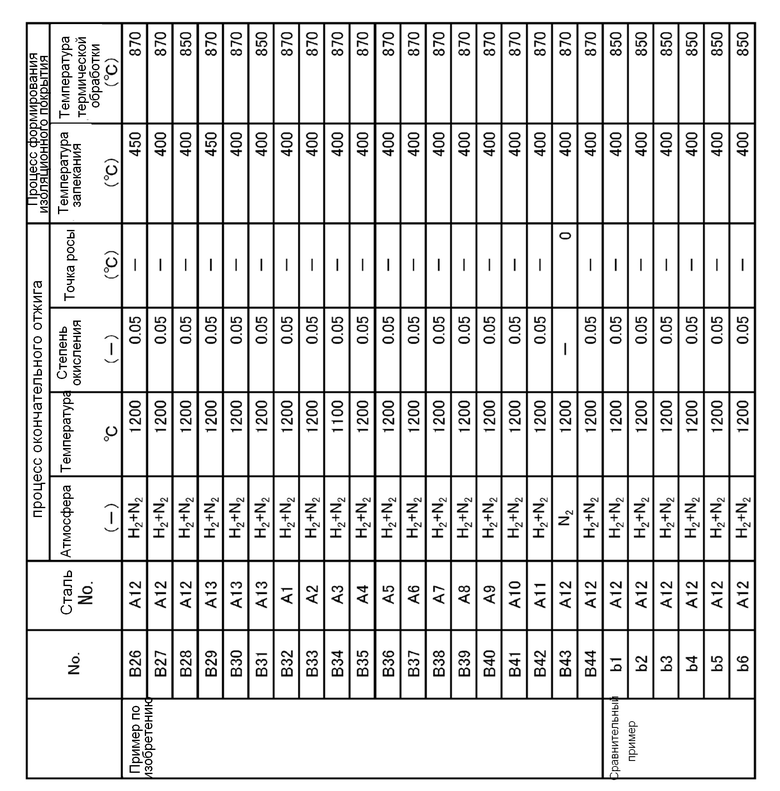
Отожженные обезуглероженные листы после нанесения сепаратора отжига финишно отжигались при 1100°C или 1200°C в течение 20 час. При этом, как показано в Таблицах 5-7, когда атмосфера включала в себя водород (H2), регулировалась степень окисления, а когда атмосфера не включала в себя водород, регулировалась точка росы.
[0099]
После финишного отжига в примерах №№ B8, B10 и B12 избыточный сепаратор отжига был удален со стальных листов с помощью промывки водой. Во всех остальных примерах, за исключением №№ B8, B10 и B12, избыточный сепаратор отжига был удален с помощью промывки водой с последующим травлением. При травлении стальные листы погружались в водный раствор серной кислоты (с концентрацией серной кислоты 1 об.%).
[0100]
После этого наносился раствор для формирования изоляционного покрытия, который включал в себя в основном фосфат или коллоидный кремнезем, а также хромовый ангидрид по мере необходимости. Для того, чтобы сформировать изоляционное покрытие, вышеупомянутый раствор запекался при температуре, показанной в Таблицах 5-7, а затем подвергался термообработке при температуре, показанной в Таблицах 5-7.
[0101]
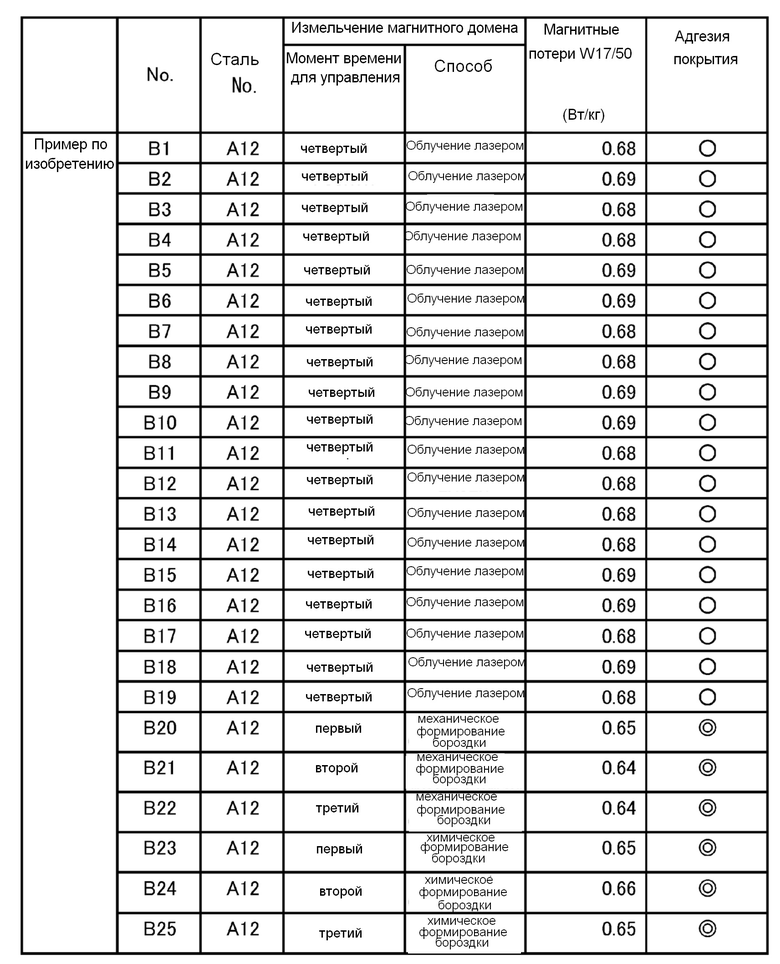
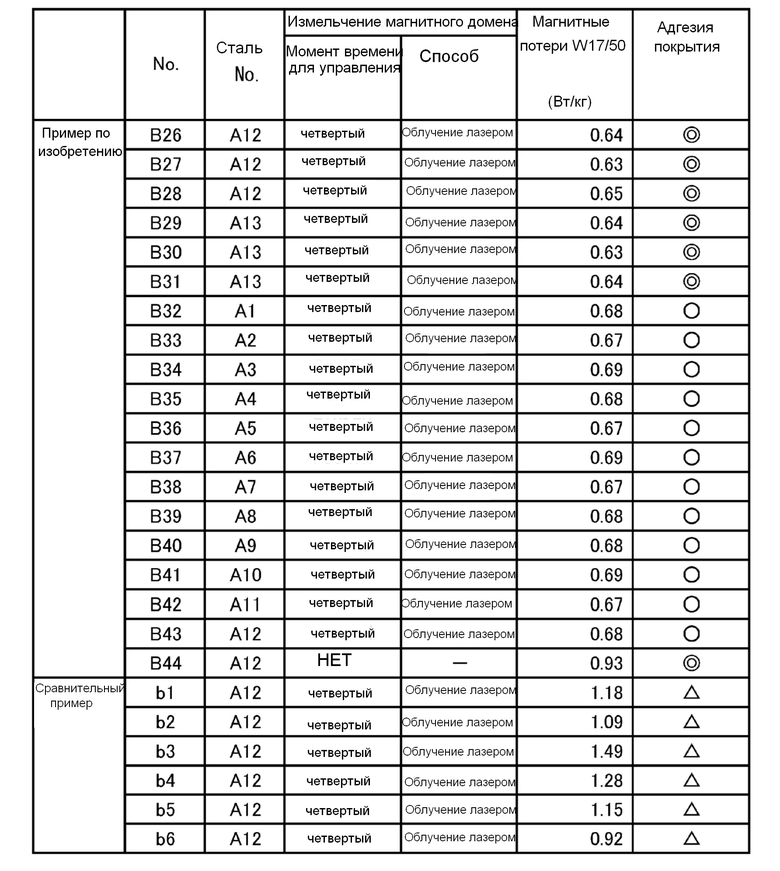
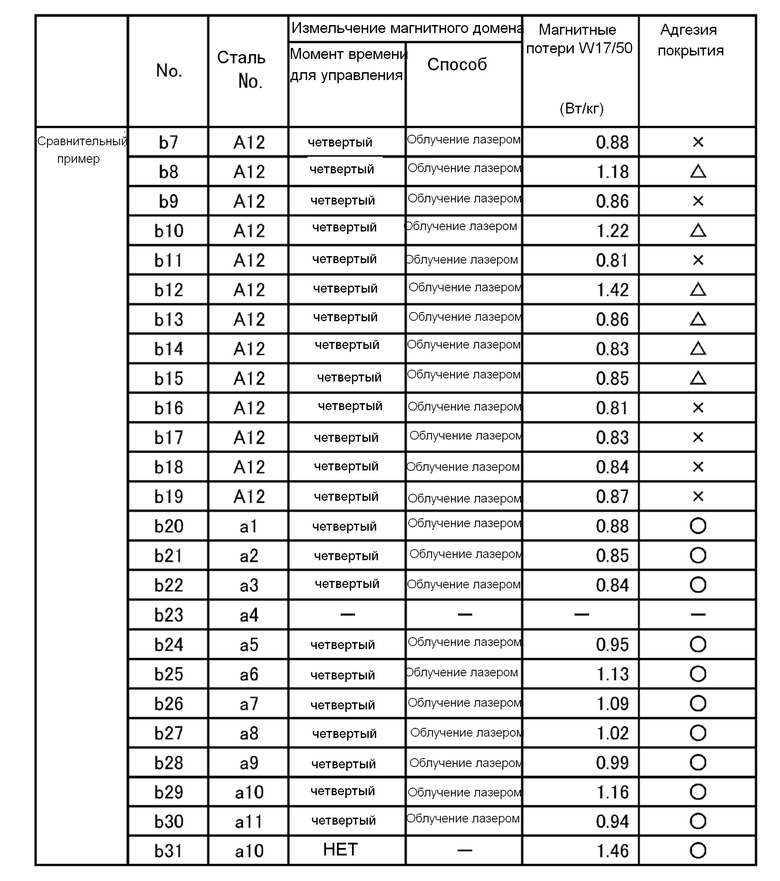
Кроме того, в этих примерах, как показано в Таблицах 8-10, обработка для измельчения магнитного домена проводилась в любой момент времени (1) между процессом холодной прокатки и процессом обезуглероживающего отжига, (2) между процессом обезуглероживающего отжига и процессом нанесения сепаратора отжига, (3) между процессом удаления сепаратора отжига и процессом формирования изоляционного покрытия, или (4) после процесса формирования изоляционного покрытия. Для измельчения магнитного домена бороздка формировалась механически или химически, или напряжение деформации или бороздка создавались с помощью лазера.
[0102]
Для полученных листов электротехнической стали с ориентированной зеренной структурой №№ B1 - B44 и b1 - b31 были оценены потери в стали и адгезия покрытия.
[0103]
<Потери в стали>
Образцы были взяты из полученных листов электротехнической стали с ориентированной зеренной структурой, и потери в стали W17/50 (Вт/кг) были измерены при условиях частоты переменного тока 50 Гц и плотности возбужденного магнитного потока 1,7 Tл на основе эпштейновского теста, регулируемого стандартом JIS C2550-1: 2000. Что касается листов электротехнической стали с ориентированной зеренной структурой, в которых проводилось измельчение магнитного домена, когда потери в стали W17/50 составляли менее 0,7 Вт/кг, это считалось приемлемым. Что касается листов электротехнической стали с ориентированной зеренной структурой, в которых не проводилось измельчение магнитного домена, когда потери в стали W17/50 составляли менее 1,0 Вт/кг, это считалось приемлемым.
[0104]
<Адгезия покрытия>
Образцы были взяты из полученных листов электротехнической стали с ориентированной зеренной структурой, и адгезия изоляционного покрытия оценивалась путем прокатки образца вокруг цилиндра с диаметром 20 мм (изгиб на 180°) и измерения доли площади оставшегося покрытия после обратного изгиба. При оценке адгезии изоляционного покрытия визуально оценивалось наличие или отсутствие отслаивания изоляционного покрытия. Когда доля площади оставшегося покрытия, не отслоившегося от стального листа, составляла 90% или больше, это оценивалось как  (очень хорошо). Когда эта доля площади составляла 85% или больше и меньше чем 90%, это оценивалось как
(очень хорошо). Когда эта доля площади составляла 85% или больше и меньше чем 90%, это оценивалось как  (хорошо). Когда эта доля площади составляла 80% или больше и меньше чем 85%, это оценивалось как × (недостаточно). Когда эта доля площади составляла менее 80%, это оценивалось как × (плохо). Когда доля площади оставшегося покрытия составляла 85% или больше (оценки и ), это считалось приемлемым.
(хорошо). Когда эта доля площади составляла 80% или больше и меньше чем 85%, это оценивалось как × (недостаточно). Когда эта доля площади составляла менее 80%, это оценивалось как × (плохо). Когда доля площади оставшегося покрытия составляла 85% или больше (оценки и ), это считалось приемлемым.
Результаты представлены в Таблицах 8-10.
[0105]
[Таблица 1]
[0106]
[Таблица 2]

[0107]
[Таблица 3]
[0108]
[Таблица 4]
[0109]
[Таблица 5]

[0110]
[Таблица 6]
[0111]
[Таблица 7]

[0112]
[Таблица 8]
[0113]
[Таблица 9]
[0114]
[Таблица 10]
[0115]
Как показано в Таблицах 1-10, в примерах в соответствии с настоящим изобретением №№ B1 - B44 все условия процесса удовлетворяли диапазону настоящего изобретения, и таким образом потери в стали было низкими. Кроме того, адгезия покрытия была превосходной.
С другой стороны, в сравнительных примерах №№ b1 - b31 по меньшей мере одно из условий процесса было вне диапазона настоящего изобретения, и таким образом потери в стали и/или адгезия покрытия были недостаточными. В сравнительном примере № b23 прокатку было невозможно выполнить, и соответственно оценка не проводилась.
ПРОМЫШЛЕННАЯ ПРИМЕНИМОСТЬ
[0116]
В соответствии с вышеописанными аспектами настоящего изобретения возможно обеспечить способ производства листа электротехнической стали с ориентированной зеренной структурой без пленки форстерита, обладающего превосходными магнитными характеристиками и адгезией покрытия. Получаемый лист электротехнической стали с ориентированной зеренной структурой обладает превосходными магнитными характеристиками и адгезией покрытия, и поэтому настоящее изобретение имеет значительную промышленную применимость.

Изобретение относится к области металлургии, а именно к производству листа электротехнической стали с ориентированной зеренной структурой, используемого в качестве материала железных сердечников трансформаторов. Осуществляют горячую прокатку стальной заготовки, имеющей химический состав, мас.%: от 0,030 до 0,100 C, от 0,80 до 7,00 Si, от 0,01 до 1,00 Mn, от 0 до 0,060 в сумме S и Se, от 0,010 до 0,065 кислоторастворимого Al, от 0,004 до 0,012 N, от 0 до 0,30 Cr, от 0 до 0,40 Cu, от 0 до 0,50 P, от 0 до 0,30 Sn, от 0 до 0,30 Sb, от 0 до 1,00 Ni, от 0 до 0,008 B, от 0 до 0,15 V, от 0 до 0,20 Nb, от 0 до 0,10 Mo, от 0 до 0,015 Ti, от 0 до 0,010 Bi, остальное - железо и примеси, для получения горячекатаного стального листа. Проводят холодную прокатку с получением холоднокатаного стального листа, который подвергают обезуглероживающему отжигу в атмосфере со степенью окисления PH2O/PH2, составляющей 0,18-0,80, при температуре 750-900°C и времени выдержки 10-600 с. Наносят сепаратор отжига, включающий MgO и MCl, который является по меньшей мере одним из хлоридов щелочного металла, щелочноземельного металла и Bi, при значении MCl/MgO, составляющем 2-40%, и осуществляют его сушку. Проводят финишный отжиг при степени окисления 0,00010-0,2 в водородсодержащей атмосфере или при точке росы, равной 0°C, в атмосфере, состоящей из инертного газа без водорода. Удаляют избыточный сепаратор отжига с поверхности финишно отожженного листа и формируют изоляционное покрытие путем нанесения раствора, включающего в себя в основном фосфат или коллоидный кремнезем, запекания раствора при 350-600°C, а затем подвергания термической обработке при 800-1000°C. Лист обладает превосходными магнитными характеристиками и адгезией покрытия. 5 з.п. ф-лы, 1 ил., 10 табл.
1. Способ производства листа электротехнической стали с ориентированной зеренной структурой,
содержащий:
процесс горячей прокатки для горячей прокатки стальной заготовки для получения горячекатаного стального листа, причем эта стальная заготовка включает в качестве химического состава, мас.%:
от 0,030 до 0,100 C,
от 0,80 до 7,00 Si,
от 0,01 до 1,00 Mn,
от 0 до 0,060 в сумме S и Se,
от 0,010 до 0,065 кислоторастворимого Al,
от 0,004 до 0,012 N,
от 0 до 0,30 Cr,
от 0 до 0,40 Cu,
от 0 до 0,50 P,
от 0 до 0,30 Sn,
от 0 до 0,30 Sb,
от 0 до 1,00 Ni,
от 0 до 0,008 B,
от 0 до 0,15 V,
от 0 до 0,20 Nb,
от 0 до 0,10 Mo,
от 0 до 0,015 Ti,
от 0 до 0,010 Bi и
остаток, состоящий из железа и примесей;
процесс холодной прокатки для холодной прокатки горячекатаного стального листа для того, чтобы получить холоднокатаный стальной лист;
процесс обезуглероживающего отжига для обезглероживающего отжига холоднокатаного стального листа для того, чтобы получить обезуглероженный отожженный стальной лист;
процесс нанесения сепаратора отжига для нанесения сепаратора отжига, включающего MgO, на обезуглероженный отожженный стальной лист и сушки;
процесс финишного отжига для финишного отжига обезуглероженного отожженного стального листа после нанесения сепаратора отжига для того, чтобы получить финишно отожженный лист;
процесс удаления сепаратора отжига для удаления избыточного сепаратора отжига с поверхности финишно отожженного листа; и
процесс формирования изоляционного покрытия для формирования изоляционного покрытия на поверхности финишно отожженного листа,
причем в процессе обезуглероживающего отжига
значение PH2O/PH2, которое является степенью окисления атмосферы, составляет 0,18-0,80, температура отжига составляет 750-900°C, а время выдержки составляет 10-600 с,
причем в процессе нанесения сепаратора отжига
сепаратор отжига дополнительно включает в себя MCl, который является по меньшей мере одним из хлоридов щелочного металла, щелочноземельного металла и Bi, и значение MCl/MgO, которое является массовым отношением MgO и MCl, составляет 2-40%,
причем в процессе финишного отжига
степень окисления составляет 0,00010-0,2, когда атмосфера включает в себя водород, или точка росы равна 0°C или меньше, когда атмосфера состоит из инертного газа без водорода, и
причем в процессе формирования изоляционного покрытия
изоляционное покрытие формируется путем нанесения раствора для формирования изоляционного покрытия, который включает в себя в основном фосфат или коллоидный кремнезем, запекания при 350-600°C, а затем подвергания термической обработке при 800-1000°C.
2. Способ производства листа электротехнической стали с ориентированной зеренной структурой по п. 1,
включающий между процессом горячей прокатки и процессом холодной прокатки
по меньшей мере одно из процесса отжига в горячем состоянии горячекатаного стального листа или процесса травления в горячем состоянии горячекатаного стального листа.
3. Способ производства листа электротехнической стали с ориентированной зеренной структурой по п. 1 или 2,
в котором в процессе обезуглероживающего отжига обработка азотирования выполняется путем отжига холоднокатаного стального листа в атмосфере, содержащей аммиак.
4. Способ производства листа электротехнической стали с ориентированной зеренной структурой по любому из пп. 1-3,
включающий в себя между процессом холодной прокатки и процессом обезуглероживающего отжига, между процессом обезуглероживающего отжига и процессом нанесения сепаратора отжига, между процессом удаления сепаратора отжига и процессом формирования изоляционного покрытия, или после процесса формирования изоляционного покрытия
процесс измельчения магнитного домена для проведения обработки для измельчения магнитного домена.
5. Способ производства листа электротехнической стали с ориентированной зеренной структурой по любому из пп. 1-4,
в котором в процессе удаления сепаратора отжига травление проводится после промывки водой с использованием раствора кислоты, объемная концентрация которой составляет менее 20%.
6. Способ производства листа электротехнической стали с ориентированной зеренной структурой по любому из пп. 1-5,
в котором стальная заготовка включает в качестве химического состава, мас.%, по меньшей мере один элемент, выбираемый из группы, состоящей из:
от 0,02 до 0,30 Cr,
от 0,05 до 0,40 Cu,
от 0,005 до 0,50 P,
от 0,02 до 0,30 Sn,
от 0,01 до 0,30 Sb,
от 0,01 до 1,00 Ni,
от 0,0005 до 0,008 B,
от 0,002 до 0,15 V,
от 0,005 до 0,20 Nb,
от 0,005 до 0,10 Mo,
от 0,002 до 0,015 Ti и
от 0,001 до 0,010 Bi.
| JP 10130726 A, 19.05.1998 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТА ИЗ ТЕКСТУРИРОВАННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2012 |
|
RU2550675C1 |
| СЕПАРАТОР ОТЖИГА ДЛЯ ПРОИЗВОДСТВА ТЕКСТУРИРОВАННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С ЗЕРКАЛЬНОЙ ПОВЕРХНОСТЬЮ И ВЫСОКИМИ МАГНИТНЫМИ СВОЙСТВАМИ | 2011 |
|
RU2552791C2 |
| ЛИСТ ТЕКСТУРОВАННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2012 |
|
RU2569273C1 |
| JP 10130727 A, 19.05.1998 | |||
| JP 09049027 A, 18.02.1997 | |||
| JP 05279864 A, 26.10.1993. | |||

