Область техники
Данное изобретение относится к листу текстурованной электротехнической стали, главным образом применяемой в сердечниках трансформаторов, электрических машинах, электрогенераторах и других подобных и, более конкретно, к листу текстурованной электротехнической стали, почти не вызывающему образования двойников, даже будучи подвергнутым относительно сильной гибке, сдвигу или другим подобным усилиям, например в сердечнике малогабаритного электрогенератора или малогабаритных электрических машин, ленточном сердечнике или Ш-образном сердечнике, и к способу его производства.
Уровень техники
Листы текстурованной электротехнической стали и листы неориентированной электротехнической стали широко применяются в качестве материалов сердечников для различных трансформаторов, электрических машин, генераторов мощности и т.п. Среди них лист текстурованной электротехнической стали отличается наличием хороших показателей потерь в железе, непосредственно ведущих к снижению потерь энергии в трансформаторе, генераторе мощности или в других подобных, при этом плотность магнитного потока высока, а потери в железе невелики, поскольку происходит значительная аккумуляция кристаллов в ориентации {110} <001>, называемой ориентацией Госса.
Когда сердечник малогабаритного генератора мощности или малогабаритных электрических машин, Ш-образный сердечник или другие подобные сердечники изготавливаются с применением такого листа текстурованной электротехнической стали, часто после выравнивания в целях корректировки формы рулона выполняется штамповка или резка. Однако при выравнивании, штамповке или резке в стальном листе вызывается деформационное двойникование с генерированием растрескивания, выкрашивания или коробления, вследствие чего могут возникать производственные проблемы. Двойники образуются даже при производстве ленточных сердечников, когда стальной лист наматывается в форме катушки, вследствие чего могут ухудшаться магнитные свойства.
В этой связи предложены различные методики улучшения обрабатываемости. Например, патентный документ 1 предлагает методику подавления образования двойников посредством снижения доли содержания S и N среди других компонентов сырья и добавления к сепаратору отжига соединения SO3 в количестве 0,5-5,0 масс.%. Кроме того, патентный документ 2 предлагает методику предупреждения растрескивания при сдвиге или гибке посредством ограничения концентрации Ti в стальном листе, включающем форстеритовую пленку, диапазоном 1,0-2,0 величин концентрации N для снижения содержания в стали N.
Документы известного уровня техники
Патентные документы.
Патентный документ 1: JP-A-2000-256810.
Патентный документ 2: JP-A-H06-179977.
Краткое описание существа изобретения
Проблемы, решаемые изобретением
Хотя с применением методики патентного документа 1 или 2 обрабатываемость листа текстурованной электротехнической стали может быть улучшена без ухудшения магнитных свойств, усовершенствование в данном случае оказывается не полным. Например, в случае применения патентного документа 1 показатель образования двойников снижается в значительной степени, но диапазон отклонений может иметь высокую величину в пределах около 10%. При том что применение патентного документа 2 позволяет посредством регулирования соотношения концентраций Ti/N улучшить обрабатываемость при гибке, степень образования двойников может быть снижена только до ограниченного уровня.
Данное изобретение было сделано ввиду вышеизложенных проблем, присущих общепринятым методикам, и состоит в создании листа текстурованной электротехнической стали, в котором трещинообразование, выкрашивание или другие подобные, вызываемые деформационным двойникованием явления, не происходят, а магнитные свойства не ухудшаются даже в подвергаемых тяжелым рабочим условиям применениях, таких как в сердечнике малогабаритного генератора мощности, ленточном сердечнике или в других подобных сердечниках, осуществляемом посредством разработки технологии получения листа текстурованной электротехнической стали, способного к снижению показателя образования двойников по сравнению с общепринятой методикой, и в создании способа его производства.
Пути решения проблем
Авторы данного изобретения выполнили большое количество экспериментов для решения данных задач и изучили пути снижения показателя образования двойников по сравнению с общепринятой методикой. В результате было обнаружено, что показатель образования двойников эффективно снижается, когда размер зерна образующей подложку пленки (форстеритовая пленка), в частности, средняя крупность следов зерен, составляющих образующую подложку пленку, перенесенных на отслоенную поверхность на матричной стороне (сторона стального листа) после испытания на отслаивание пленки, и средний размер вторично рекристаллизованных зерен матрицы в С-направлении делаются малыми. Таким образом, показатель образования двойников может быть значительно снижен посредством уменьшения размера вторично рекристаллизованного зерна стального листа в С-направлении в дополнение к регулированию состояния границы раздела между форстеритовой пленкой и матрицей. В этой связи было обнаружено, что важно контролировать скорость нагревания в ходе нагревания для первичного рекристаллизационного отжига в низкотемпературной области и высокотемпературной области, а также удерживать распределение активности MgO, как главного ингредиента сепаратора отжига, в надлежащем диапазоне. Это позволило создать данное изобретение.
Таким образом, изобретение представляет лист текстурованной электротехнической стали, имеющий химическую композицию, содержащую Si: 1,0-5,0 масс.% Mn: 0,01-1,0 масс.%, Fe и неизбежные примеси остальное, и включающий образующую подложку пленку, состоящую главным образом из форстерита, и пленку верхнего покрытия, отличающийся тем, что средняя крупность следов зерен, составляющих образующую подложку пленку, наблюдаемых на отслоенном участке стороны стального листа после испытания на отслоение пленки, составляет не более 0,6 мкм, средний размер вторично рекристаллизованного зерна в С-направлении не превышает 8 мм и доля образования двойников после испытания на двойникование составляет не более 2%.
В дополнение к приведенной выше химической композиции лист текстурованной электротехнической стали изобретения отличается содержанием одного или нескольких компонентов, выбранных из Cu: 0,01-0,2 масс.%, Ni: 0,01-1,0 масс.%, Cr: 0,01-0,5 масс.%, Sb: 0,01-0,1 масс.%, Sn: 0,01-0,5 масс.%, Мо: 0,01-0,5 масс.% и Bi: 0,001-0,1 масс.%.
В дополнение к приведенной выше химической композиции лист текстурованной электротехнической стали изобретения отличается, кроме того, содержанием одного или нескольких компонентов, выбранных из B: 0,001-0,01 масс.%, Ge: 0,001-0,1 масс.%, As: 0,005-0,1 масс.%, P: 0,005-0,1 масс.%, Те: 0,005-0,1 масс.%, Nb: 0,005-0,1 масс.%, Ti: 0,005-0,1 масс.% и V: 0,005-0,1 масс.%.
Кроме того, изобретение предлагает способ производства листа текстурованной электротехнической стали горячей прокаткой стального сляба, имеющего химическую композицию, содержащую C: 0,001-0,10 масс.%, Si: 1,0-5,0 масс.%, Mn: 0,01-1,0 масс.%, один или оба из S и Se с общей концентрацией 0,01-0,05 масс.% Al sol. (кислоторастворимый алюминий): 0,003-0,050 масс.%, N: 0,001-0,020 масс.% и Fe и неизбежные примеси остальное, подверганием отжигу в зоне горячих состояний в случае необходимости, подверганием однократной двух- или более кратной холодной прокатке с промежуточным отжигом между ними до достижения конечной толщины, подверганием первичному рекристаллизационному отжигу с нанесением сепаратора отжига и, наконец, подверганием конечному отжигу, отличающийся тем, что первичный рекристаллизационный отжиг проводят с таким контролированием скорости S1 нагревания между 500°C и 600°C, чтобы она составляла не менее 100°C/с, а скорость S2 нагревания между 600°C и 700°C была бы не ниже 30°C/с и не более 0,6×S1, с применением в качестве главного ингредиента сепаратора отжига MgO, имеющего расчетную величину µ(А) распределения активности по лимонной кислоте 3,5-3,8, показатель активности не менее 4,0 и кумулятивную частоту F 25-45%.
Способ получения листа текстурованной электротехнической стали согласно изобретению отличается тем, что обезуглероживающий отжиг проводится после первичного рекристаллизационного отжига посредством нагревания с указанной выше скоростью нагревания.
В способе получения листа текстурованной электротехнической стали согласно данному изобретению стальной сляб отличается тем, что в дополнение к приведенной выше химической композиции содержит один или несколько компонентов, выбранных из Cu: 0,01-0,2 масс.%, Ni: 0,01-1,0 масс.%, Cr: 0,01-0,5 масс.%, Sb: 0,01-0,1 масс.%, Sn: 0,01-0,5 масс.%, Мо: 0,01-0,5 масс.% и Bi: 0,001-0,1 масс.%.
В способе получения листа текстурованной электротехнической стали согласно данному изобретению стальной сляб отличается тем, что в дополнение к приведенной выше химической композиции содержит одно или несколько соединений, выбранных из B: 0,001-0,01 масс.%, Ge: 0,001-0,1 масс.%, As: 0,005-0,1 масс.%, P: 0,005-0,1 масс.%, Те: 0,005-0,1 масс.%, Nb: 0,005-0,1 масс.%, Ti: 0,005-0,1 масс.% и V: 0,005-0,1 масс.%.
Эффект изобретения
Согласно изобретению, могут быть созданы листы текстурованной электротехнической стали, почти не вызывающие деформационного двойникования даже в применениях, подразумевающих использование тяжелых эксплуатационных условий, и при этом с меньшим ухудшением магнитных свойств, предназначенные для обеспечения возможности изготовления генераторов мощности, трансформаторов и т.п., способные к уменьшению таких проблем, как трещинообразование, выкрашивание во время работы и других подобных, в сердечнике малогабаритного генератора мощности, ленточном сердечнике или других подобных устройствах и при этом обладающие меньшими потерями энергии.
Краткое описание чертежей
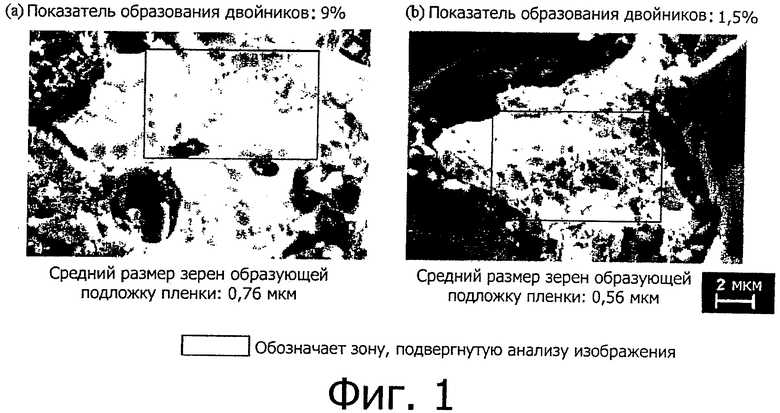
Фиг. 1 представляет фотографии отслоенных участков образующей подложку пленки стального листа, имеющего невысокий показатель образования двойников, и стального листа, имеющего высокий показатель образования двойников, соответственно, по результатам наблюдения с помощью SEM (сканирующая электронная микроскопия).
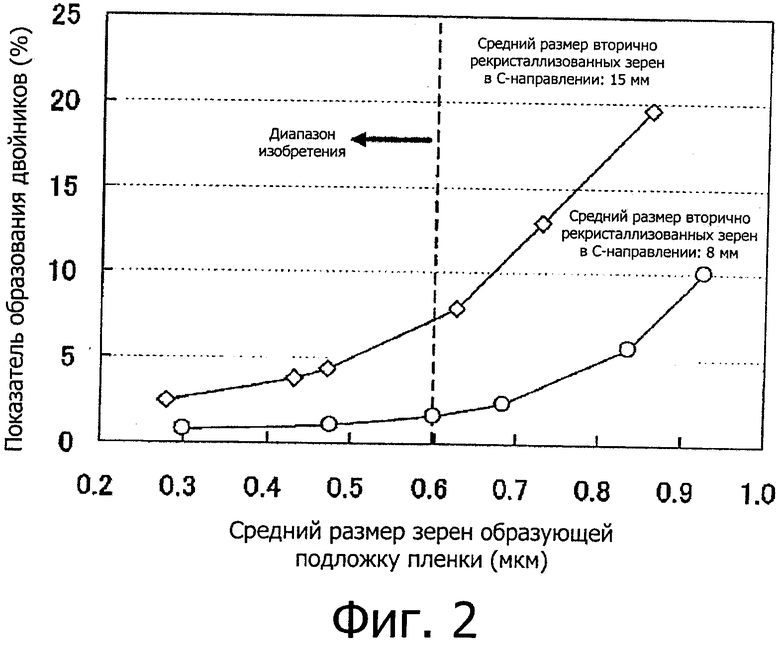
Фиг. 2 является графиком, показывающим соотношение между средним размером зерен, составляющих образующую подложку пленку, наблюдаемых в отслоенном участке на матричной стороне, и показателем образования двойников после испытания на отслаивание пленки.
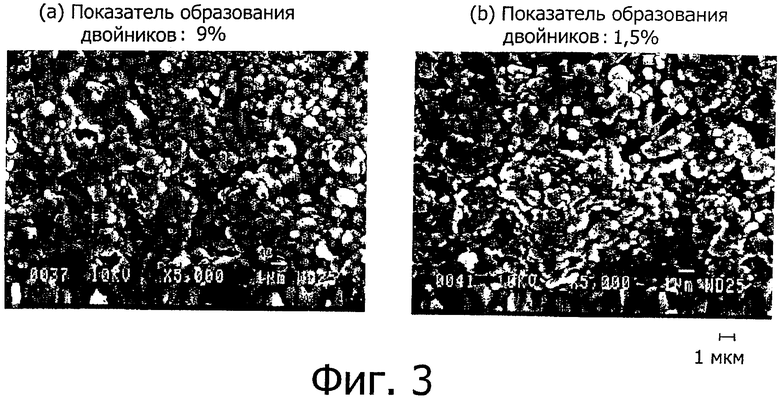
Фиг. 3 представляет фотографии, полученные при рассмотрении образующих подложку пленок стального листа, имеющего невысокий показатель образования двойников, и стального листа, имеющего высокий показатель образования двойников, показанных на фиг. 1, по результатам рассмотрения их поверхностей с помощью SEM.
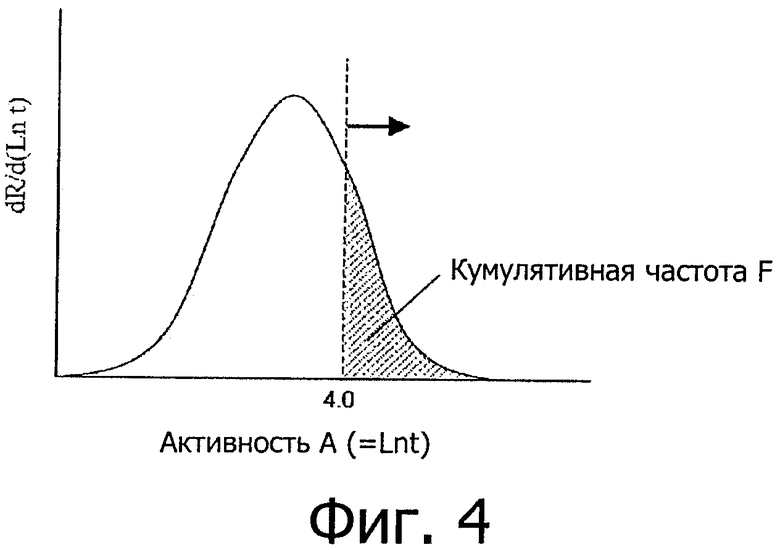
Фиг. 4 является изображением, иллюстрирующим кумулятивную частоту F в изобретении.
Осуществление изобретения
Прежде всего, будет описан лист текстурованной электротехнической стали, являющийся целью данного изобретения.
Являющийся целью данного изобретения лист текстурованной электротехнической стали представляет собой хорошо известный лист, имеющий образующую подложку пленку, состоящую главным образом из форстерита (Mg2SiO4) (так называемая форстеритовая пленка), и пленку верхнего покрытия, покрывающую его (изолирующая пленка).
Однако необходимо, чтобы в листе текстурованной электротехнической стали изобретения средний размер вторично рекристаллизованных зерен в С-направлении (направление, перпендикулярное направлению прокатки) составлял не более 8 мм. Причина, по которой средний размер в С-направлении ограничивается вышеуказанным диапазоном, состоит в том, что из-за того, что двойник обычно принимает форму, распространяющуюся в С-направлении, когда размер в С-направлении вторично рекристаллизованных зерен делается небольшим, локальная концентрация создаваемых во время работы деформаций может быть подавлена с препятствованием деформационному двойникованию. Поэтому изобретение не может быть применено к методике, при которой рулон отжигается при температурном градиенте, способствующем распространению кристаллических зерен в С-направлении. Напротив, растяжение зерен в L-направлении (направление прокатки) допустимо, но только если средняя величина в С-направлении является небольшой.
Предпочтительный средний размер вторично рекристаллизованных зерен в С-направлении составляет не более 6 мм.
Кроме того, лист текстурованной электротехнической стали изобретения требует, чтобы средняя крупность следов зерен (форстеритовые зерна) образующей подложку пленки, перенесенных и наблюдаемых на отслоенной поверхности на матричной стороне (сторона стального листа) после испытания на отслаивание пленки, составляла не более 0,6 мкм.
Здесь испытание на отслаивание пленки представляет собой испытание, при котором оценивается адгезия пленки посредством определения минимального размера гибки (диаметра), не вызывающего никакого отслаивания пленки при намотке стального листа на цилиндрический вал, имеющий различные диаметры.
В данном изобретении средняя крупность зерен, составляющих образующую подложку пленку, определяется посредством отслаивания пленки в ходе испытания на изгиб с диаметром, меньшим, чем минимальный диаметр гибки, вырезанием участка, пригодного для рассмотрения наружной поверхности матрицы, рассмотрением отслоенного участка образующей подложку пленки на матричной стороне (сторона стального листа) с помощью SEM и выполнением анализа изображения на крупность следов перенесенных зерен, составляющих образующую подложку пленку (форстеритовые зерна). В этом случае оставшийся участок пленки и утонченный участок сцепления из анализируемой области изображения исключаются.
Фиг. 1 представляет сравнение SEM-фотографий отслоенных участков образующей подложку пленки стального листа, имеющего невысокий показатель образования двойников, и стального листа с высоким показателем образования двойников. На этой фигуре ясно видны следы форстеритовых зерен, составляющих образующую подложку пленку, оставленные на поверхности отслоенного участка пленки на матричной стороне (сторона стального листа), а крупность составляющих образующую подложку пленку зерен, наблюдаемых в стальном листе, имеющем низкий показатель образования двойников, ниже, чем в стальном листе, обладающем высоким показателем образования двойников. При этом показатель образования двойников на этой фигуре представляет собой отношение (%) количества образцов, образующих двойники, к общему количеству образцов для испытаний, полученных таким же способом, как в патентном документе 1, а именно подверганием 60 или большего количества JIS №5 образцов для испытаний испытаниям на растяжение со скоростью растяжения 10 м/мин при комнатной температуре, макротравлению травильным раствором и визуальному рассмотрению на нем линий двойников.
Фиг. 2 показывает соотношение между крупностью зерен, составляющих образующую подложку пленку, и показателем образования двойников по данным определения размеров зерен форстерита, перенесенных на отслоенный участок образующей подложку пленки после испытания на отслаивание, выполненного на стальных листах, имеющих средние размеры вторично рекристаллизованных зерен в С-направлении, составляющие 15 мм и 8 мм, а также имеющих различные показатели образования двойников при вышеупомянутом способе. Из этой фигуры видна сложность уменьшения показателя образования двойников в стальном листе, имеющем в С-направлении размер рекристаллизованных зерен 15 мм, при том, что показатель образования двойников в стальном листе с размером рекристаллизованных зерен в С-направлении, равным 8 мм, может быть уменьшен до очень низкого уровня, не превышающего 2%, посредством придания зернам, составляющим образующую подложку пленку, крупности не более 0,6 мкм.
Хотя причины, приводящие к таким результатам, еще не вполне ясны, авторы данного изобретения полагают, что они состоят в следующем.
В листе текстурованной электротехнической стали происходит значительное накопление ориентации вторично рекристаллизованных зерен {110} <001>. В имеющем такую кристаллическую ориентацию стальном листе, когда деформация прикладывается к направлению прокатки, включается в действие система скольжения {112} <111>, вызывая деформационное двойникование. Однако деформационное двойникование происходит только тогда, когда скорость деформирования велика или когда деформация вызывается при пониженной температуре из-за высокой энергии деформации.
Исходной точкой такого деформационного двойникования считается граница раздела между матрицей и пленкой, где главным образом происходит накопление напряжений при деформационном воздействии. Поэтому предполагают, что, когда размер форстеритовых зерен на границе раздела является большим, возрастает волнистость участка стального листа, а также эффект натяжения под действием форстеритовой пленки становится анизотропным и в результате локальная концентрация напряжений приводит к легкому образованию двойника.
При этом размер зерен, составляющих образующую подложку пленку, раскрывается во многих известных публикациях, но часто при рассмотрении поверхности пленки с помощью SEM или другими подобными средствами полученный результат оказывается не согласующимся с размерами зерен на границе раздела между матрицей и пленкой. Для справки на фиг. 3 приводятся SEM-фотографии форстеритовых пленок, наблюдавшихся на поверхностях стальных листов, имевших различные показатели образования двойников на фиг. 1. На этой фигуре можно заметить, что, хотя размеры зерен форстерита на поверхности по существу равны, размеры зерен форстерита на поверхности и границе раздела матрица-пленка в значительной степени отличаются.
Поэтому образование двойников не может быть подавлено лишь снижением крупности зерен форстерита, наблюдаемых на поверхности образующей подложку пленки, при том, что двойники могут быть подавлены только уменьшением размеров зерен на границе раздела матрица-пленка.
Из приведенных выше результатов видно, что для подавления образования двойников в листе текстурованной электротехнической стали важно обеспечить, чтобы и размеры вторично рекристаллизованных зерен в С-направлении, и размеры зерен, составляющих образующую подложку пленку (форстеритовые зерна), перенесенные на сторону матрицы, были более мелкими. При этом средняя крупность следов зерен, составляющих образующую подложку пленку, предпочтительно не превышает 0,5 мкм.
Далее будет описана химическая композиция стального сляба, применяемого в производстве текстурованного листа электротехнической стали согласно изобретению.
С: 0,001-0,10 масс.%.
C является ингредиентом, необходимым для образования кристаллических зерен с ориентацией Госса, который для проявления такого действия должен содержаться в количестве не менее 0,001 масс.%. Тогда как в случаях, когда количество добавленного С превышает 0,10 масс.%, оказывается трудным проведение обезуглероживания с помощью последующего обезуглероживающего отжига до такого уровня, чтобы не вызывалось магнитное старение. Поэтому содержание C находится в диапазоне 0,001-0,10 масс.%. Предпочтительно оно находится в диапазоне 0,015-0,08 масс.%.
Si: 1,0-5,0 масс.%.
Si является ингредиентом, необходимым для увеличения электрического сопротивления стали с тем, чтобы снизить потери в железе и стабилизировать структуру ВСС, чтобы сделать возможной высокотемпературную тепловую обработку, и необходимо добавлять его в количестве по меньшей мере 1,0 масс.%. Однако, когда оно превышает 5,0 масс.%, ухудшается обрабатываемость и затрудняется выполнение холодной прокатки. Поэтому содержание Si находится в диапазоне 1,0-5,0 масс.%. Предпочтительно оно находится в диапазоне 2,0-4,0 масс.%.
Mn: 0,01-1,0 масс.%.
Mn эффективен для улучшения тепловой хрупкости стали и является элементом, действующим в качестве замедлителя (ингибитора) посредством образования выделений MnS, MnSe и других, когда сталь содержит S или Se. Такие эффекты достигаются при его добавлении в количестве не менее 0,01 масс.%. Однако, если оно превышает 1,0 масс.%, выделения MnS и другие огрубляются с утратой ингибиторного эффекта. Поэтому содержание Мп находится в диапазоне 0,01-1,0 масс.%. Предпочтительно оно находится в диапазоне 0,03-0,50 масс.%.
Al sol.: 0,003-0,050 масс.%.
Аl образует в стали AlN и является полезным ингредиентом, действующим в качестве ингибитора образования второй дисперсионной фазы. Однако, когда содержание Al sol. составляет менее 0,003 масс.%, AlN не может обеспечиваться в достаточном количестве, при том, что когда оно превышает 0,050 масс.%, выделения AlN огрубляется с потерей действия в качестве ингибитора. Поэтому содержание Al в виде Al sol. находится в диапазоне 0,003-0,050 масс.%. Предпочтительно оно находится в диапазоне 0,005-0,03 масс.%.
N: 0,001-0,020 масс.%.
N является ингредиентом, необходимым для образования AlN с Al для обеспечения действия в качестве ингибитора. Однако, когда его содержание составляет менее 0,001 масс.%, выделений AlN оказывается недостаточно, при том, что, когда оно превышает 0,020 масс.%, в ходе нагревания сляба вызывается образование вздутий или других подобных эффектов. Поэтому содержание N находится в диапазоне 0,001-0,020 масс.%. Предпочтительно оно находится в диапазоне 0,002-0,015 масс.%.
Один или оба из S и Se: суммарно 0,01-0,05 масс.%.
S и Se являются полезными элементами, когда они связываются с Мn или Сu с образованием MnSe, MnS, Cu2-xSe и Cu2-xS, и выделяются в стали в виде второй дисперсионной фазы для проявления ингибиторного действия. Когда общее содержание S и Se составляет менее 0,01 масс.%, вышеуказанный эффект добавления недостаточен, при том, что, когда оно превышает 0,05 масс.%, термообработка на твердый раствор S и Se при нагревании сляба оказывается неполной, а также в готовом листе проявляются дефекты поверхности. Поэтому содержание этих элементов находится в диапазоне 0,01-0,05 масс.% в случае индивидуального добавления или добавления в виде комбинации. Предпочтительно оно находится в диапазоне 0,015-0,028 масс.%.
Среди вышеприведенных ингредиентов C удаляется из стали обезуглероживанием в ходе технологических операций, и Al, N, S и Se удаляются из стали рафинированием при конечном отжиге, таким образом, чтобы все эти количества достигали уровней неизбежных примесей.
В дополнение к вышеприведенной химической композиции, стальной сляб, применяемый в производстве листа текстурованной электротехнической стали согласно изобретению, может, кроме того, содержать один или несколько элементов, выбранных из Cu: 0,01-0,2 масс.%, Ni: 0,01-1,0 масс.%, Cr: 0,01-0,5 масс.%, Sb: 0,01-0,1 масс.%, Sn: 0,01-0,5 масс.%, Мо: 0,01-0,5 масс.% и Bi: 0,001-0,1%.
Эти элементы выступают в качестве вспомогательных ингибиторов, сегрегирующих на границах кристаллических зерен или на поверхности стального листа, и обладающих эффектом улучшения магнитных свойств, таким образом, они могут добавляться в зависимости от потребности. Однако, когда содержание каждого такого элемента оказывается менее указанных выше нижних пределов, эффект подавления огрубления первичных зерен в высокотемпературной зоне в ходе вторичной рекристаллизации становится недостаточным. При этом, когда оно превышает указанный выше верхний предел, это может легко вызвать неудовлетворительный внешний вид форстеритовой пленки или дефекты вторичной рекристаллизации. Поэтому в случае добавления их содержание предпочтительно находится внутри вышеприведенного диапазона.
Кроме того, в дополнение к вышеприведенной химической композиции, стальной сляб, применяемый в производстве листа текстурованной электротехнической стали согласно изобретению, может, кроме того, содержать один или несколько элементов, выбранных из B: 0,001-0,01 масс.%, Ge: 0,001-0,1 масс.%, As: 0,005-0,1 масс.%, P: 0,005-0,1 масс.%, Те: 0,005-0,1 масс.%, Nb: 0,005-0,1 масс.%, Ti: 0,005-0,1 масс.% и V: 0,005-0,1 масс.%.
Эти элементы обладают эффектом усиления ингибиторного действия (сдерживающей силы) для стабильного увеличения плотности магнитного потока и могут добавляться в случае необходимости.
Далее будет описан способ получения листа текстурованной электротехнической стали согласно изобретению.
Лист текстурованной электротехнической стали согласно изобретению может быть получен способом, содержащим ряд стадий, плавлением стали, имеющей указанную выше химическую композицию, хорошо известным процессом, формованием стального материала (стальной сляб) методом непрерывной разливки, способом изготовления отливок и прокаткой на блюминге или подобным способом, горячей прокаткой стального сляба для получения горячекатаного листа, в случае необходимости подверганием отжигу в зоне горячих состояний и впоследствии подверганием однократной, двух- или более кратной холодной прокатке с промежуточным отжигом между ними для получения холоднокатаного листа конечной толщины, подверганием первичному рекристаллизационному отжигу или первичному рекристаллизационному отжигу, объединенному с обезуглероживающим отжигом, подверганием при необходимости азотированию, нанесением на поверхность стального листа сепаратора отжига, составленного главным образом из MgO, сушкой и, в заключение, подверганием конечному отжигу и последующему выравнивающему отжигу, объединенному с нанесением и спеканием изолирующей пленки. Среди приведенных выше технологических стадий все условия, кроме условий первичного рекристаллизационного отжига и применения сепаратора отжига, особым образом не ограничиваются и могут быть использованы общеизвестные условия.
Далее будут описаны условия выполнения первичного рекристаллизационного отжига и условия применения сепаратора отжига.
Первичный рекристаллизационный отжиг.
При первичном рекристаллизационном отжиге, согласно изобретению, скорость S1 нагревания между 500-600°C должна составлять не менее 100°C/с. Эта обработка предназначается для обеспечения малых размеров кристаллических зерен в С-направлении. Когда она оказывается менее 100°C/с, крупность в С-направлении становится слишком высокой. Когда величина S1 составляет не ниже 100°C/с, проявляется эффект того, что температура восстановления и рекристаллизации стального листа поднимается для снижения плотности субграничной структуры, что в значительной степени воздействует на степень начальной оксидации, вызываемой превышающей 600°C температурой. Предпочтительно величина S1 составляет не менее 120°C/с.
Кроме того, необходимо, чтобы скорость S2 нагревания между 600-700°C при первичном рекристаллизационном отжиге изобретения составляла бы не менее 30°C/с, но не более 0,6×S1. Причина, по которой она должна быть не более 0,6×S1, основывается на задаче обеспечения начальной степени оксидации. В данном изобретении, поскольку S1 высока, плотность субграничной структуры снижена. Так как начальная оксидация вызывается от субграницы восстановленной структуры элементарных ячеек, если S2 превышает 0,6×S1, начальная оксидация становится недостаточной. С другой стороны, причина, по которой S2 составляет не менее 30°C/с, состоит в том, что в этом случае размер кристаллических зерен в С-направлении становится более тонким, а степень начальной оксидации делается не слишком высокой. Если она составляет менее 30°C/с, степень начальной оксидации становится слишком большой. Такое регулирование S2 позволяет удерживать степень начальной оксидации в заданном диапазоне, вследствие чего скорость окисления при выдержке может быть сделана подходящей для обеспечения оптимальных свойств подслойной окалины. Предпочтительно S2 составляет не менее 40°C/с, но не более 0,5×S1.
Когда начальная степень оксидации, произошедшей под действием первичного рекристаллизационного отжига, невелика, образуется дендритоподобная подслойная окалина, обладающая низкой защитной способностью против атмосферных воздействий при конечном отжиге, в то время как, когда начальная степень оксидации является большой, последующей оксидацией управляют так, чтобы образовать подслойную окалину, имеющую низкую основную массу кислорода, ухудшающего атмосферную защиту при конечном отжиге. Если атмосферная защита при конечном отжиге ухудшается, обогащение поверхностного слоя диоксидом кремния (SiO2) сдвигается к высокотемпературной зоне, чтобы вызвать образование пленки на границе раздела между пленкой и матрицей в высокотемпературной зоне, так, чтобы укрупнить форстеритовые зерна на границе раздела. Поэтому только посредством такого контролирования, при котором S2 устанавливается в пределах упомянутого выше надлежащего диапазона, может быть достигнута высокая дисперсность зерен, составляющих образующую подложку пленку на границе раздела между пленкой и матрицей, с тем, чтобы подавлять появление двойников.
Как правило, первичный рекристаллизационный отжиг после заключительной холодной прокатки часто выполняется в комбинации с обезуглероживающим отжигом. Равным образом и в данном изобретении первичный рекристаллизационный отжиг может проводиться в комбинации с обезуглероживающим отжигом. В качестве варианта, после проведения первичного рекристаллизационного отжига посредством нагревания в указанных ранее условиях повышения температуры и последующего падения температуры обезуглероживающий отжиг может быть проведен повторно.
Также и другие условия при первичном рекристаллизационном отжиге изобретения, такие как температура выдержки, продолжительность выдержки, атмосфера при выдержке, скорость охлаждения и другие подобные специальным образом не ограничиваются при условии их реализации в соответствии с обычной практикой.
Кроме того, ингибитор может быть усилен посредством подвергания азотированию перед или после первичного рекристаллизационного отжига, или же в ходе первичного рекристаллизационного отжига. Таким образом, азотирование также может применяться в данном изобретении.
Сепаратор отжига
После первичного рекристаллизационного отжига или первичного рекристаллизационного отжига, объединенного с обезуглероживающим отжигом, выполняемого нагреванием при указанных ранее скоростях нагревания, поверхность стального листа покрывается сепаратором отжига, высушивается и подвергается конечному отжигу.
В изобретении важным является применение в качестве главного ингредиента сепаратора отжига MgO, имеющего распределение активности, контролируемое в надлежащем диапазоне, конкретно, применение MgO, имеющего расчетную величину µ(А) распределения активности по лимонной кислоте 3,5-3,8 и кумулятивную частоту F 25-45%, когда активность А составляет не менее 4,0.
В данном случае «распределение активности» MgO представлено распределением дифференциальной кривой, полученной при реакции MgO с лимонной кислотой, и определением изменений в реакционной способности R (%) при протекании реакции на протяжении некоторого времени с помощью оптического устройства согласно способу, описанному в JP-A-2004-353054. Таким образом, можно предвидеть скорость реакции на каждой стадии от начала до конца реакции, вследствие чего можно управлять активностью при выработке MgO и судить о его пригодности для применения в качестве материала, вовлекаемого в любые реакции, которые могут легко проводиться.
Расчетная величина µ(А) определяется следующим образом.
Когда время реакции между MgO и лимонной кислотой равно t(с), активность А является А=Lnt (где Lnt - натуральный логарифм времени реакции t(с)). Принимая, что Р(А)=dR/d(Lnt)=dR/dA, тогда µ(А) может быть вычислено как
µ(A)=∫A·P(A)dA.
Кроме того, "кумулятивная частота F, когда активность А составляет не менее 4,0" определяется интегрированием Р(А) по диапазону активности не менее 4,0, когда абсцисса представлена активностью (натуральный логарифм времени реакции Lnt), а ордината отображает производную коэффициента реакции R при активности (dR/dA=Р(А)).
Причина, по которой в изобретении используется MgO, имеющий распределение активности, регулируемое в вышеприведенном диапазоне, состоит в том, что расчетная величина (среднее значение) распределения активности MgO несколько сдвинута в область низких показателей активности, как упомянуто выше, чтобы подавить реакцию образования форстерита в низкотемпературной зоне конечного отжига, а реакция в высокотемпературной зоне усиливается для увеличения количества центров образования форстерита с тем, чтобы обеспечить более высокую дисперсность форстерита и снизить степень образования двойников при обработке стального листа.
Когда расчетная величина µ(А) распределения активности MgO составляет менее 3,5 или когда кумулятивная частота F составляет менее 25%, стимулируется реакция образования форстерита в низкотемпературной зоне с чрезмерным ростом форстеритовых зерен, в то время как, когда она превышает 3,8 или когда кумулятивная частота F превышает 45%, реакция образования форстерита в высокотемпературной зоне не проходит в достаточной степени, и форстеритовая пленка ухудшается. Предпочтительно расчетная величина µ(А) распределения активности MgO находится в диапазоне 3,6-3,7, а кумулятивная частота F, когда активность составляет не менее 4,0, находится в диапазоне 30-40%.
В добавление к являющемуся главным ингредиентом MgO, используемый в изобретении сепаратор отжига может быть дополнен широко известным оксидом титана, боратами, сульфатами, карбонатами, гидроксидами, хлоридами и другие подобными соединениями Mg, Са, Sr, Na, Li, Sn, Sb, Cr, Fe, Ni и так далее, индивидуально или в комбинациях.
Кроме того, предпочтительно, чтобы количество сепаратора отжига, наносимого на поверхность стального листа, составляло 8-16 г/м2 с обеих сторон, а степень гидратации находилась в диапазоне 0,5-3,7 масс.%.
Кроме того, для снижения потерь в железе в способе получения листа текстурованной электротехнической стали согласно изобретению после холодной прокатки до заключительной толщины на поверхности стального листа образуются линейные канавки, или же стальной лист после конечного отжига или после образования изолирующей пленки (верхняя пленка) может быть подвергнут обработке по утоньшению магнитной доменной структуры облучением с помощью лазера, плазмы, электронного луча и т.п.
Пример 1
Стальной сляб, содержащий C: 0,07 масс.%, Si: 3,3 масс.%, Mn: 0,08 масс.%, Se: 0,02 масс.%, Al sol.: 0,03 масс.%, N: 0,007 масс.%, Cu: 0,2 масс.%, Sb: 0,03 масс.% и остальное Fe и неизбежные примеси, нагревали до 1430°C и выдерживали в течение 30 минут, подвергали горячей прокатке для образования горячекатаного листа толщиной 2,2 мм, который был подвергнут отжигу в зоне горячих состояний 1000°C×1 мин и холодной прокатке для получения холоднокатаного листа, имеющего конечную толщину 0,23 мм. После этого данный холоднокатаный лист был подвергнут первичному рекристаллизационному отжигу, объединенному с обезуглероживающим отжигом, посредством нагревания с различными изменениями скорости S1 нагревания между 500-600°C и скорости S2 нагревания между 600-700°C, как показано в таблице 1, и выдерживанию в течение 2 минут при 840°C, поверхности покрывали с обеих сторон, находящейся в жидком состоянии массой сепаратора отжига, полученного посредством различных изменений расчетной величины µ(А) распределения активности и кумулятивной частоты F, и использующего в качестве главного ингредиента MgO и добавку 10 масс.% TiO2, в количестве 15 г/м2, так, чтобы обеспечить степень гидратации 3,0 масс.%, высушивали, наматывали в форме рулона и подвергали конечному отжигу. Затем поверхности стального листа покрывали жидкостью для нанесения покрытия из фосфата магния - коллоидного оксида кремния - хромового ангидрида - кварцевой пудры и подвергали выравнивающему отжигу для спекания и корректировки формы с тем, чтобы получить готовый рулон.
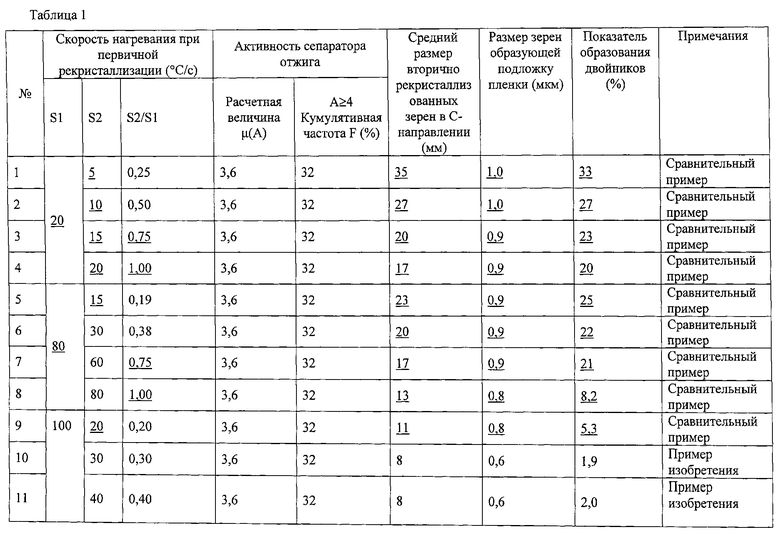
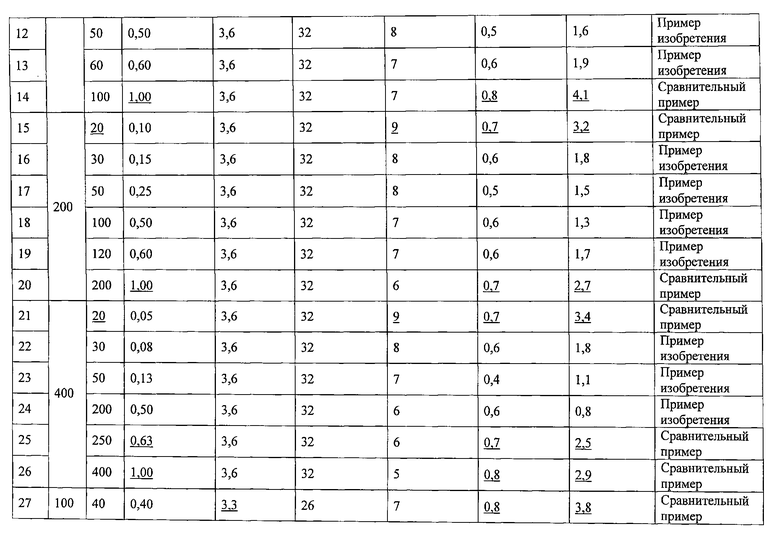
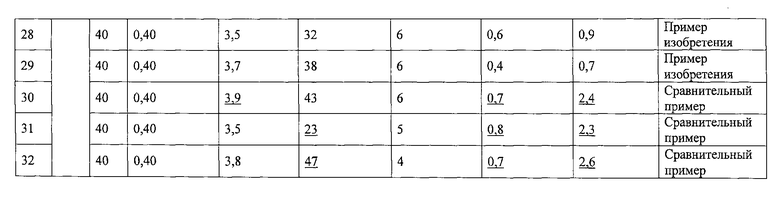
Были отобраны образцы из центральных по длине и ширине участков готового, полученного таким образом рулона для измерения среднего размера вторично рекристаллизованных зерен в С-направлении, а также измерения размеров зерен, составляющих образующую подложку пленку, показателя образования двойников после испытания на отслаивание пленки упомянутым ранее способом. Полученные результаты также представлены в таблице 1.
Как видно из таблицы 1, во всех стальных листах из примеров изобретения, полученных в условиях скоростей нагревания при первичном рекристаллизационном отжиге и MgO в сепараторе отжига, адаптированных к данному изобретению, средняя крупность следов зерен, составляющих образующую подложку пленку, перенесенных на отслоенную поверхность на матричной стороне после испытания на отслаивание пленки, составляет не более 0,6 мкм, средний размер вторично рекристаллизованных зерен в С-направлении равен не более 8 мм и показатель образования двойников после испытания на двойникование составляет не более 2%.
Пример 2
Стальной сляб, имеющий химическую композицию, показанную в таблице 2, и остальное Fe и неизбежные примеси, нагревали до 1430°C, выдерживали в течение 30 минут и подвергали горячей прокатке для образования горячекатаного листа толщиной 2,2 мм, который подвергали отжигу в зоне горячих состояний 1000°C×1 мин, холодной прокатке до промежуточной толщины 1,5 мм, подвергали промежуточному отжигу 1100°C×2 мин, далее холодной прокатке для получения холоднокатаного листа, имеющего конечную толщину 0,23 мм, и подвергали обработке по утончению магнитной доменной структуры посредством формования линейных канавок с помощью электролитического травления.
После этого стальной лист подвергали первичному рекристаллизационному отжигу, объединенному с обезуглероживающим отжигом 840°C×2 мин в атмосфере с РН2О/РН2 равным 0,4 при повышении температуры до 700°C со скоростью S1 нагревания между 500-600°C в 200°C/с и скоростью S2 нагревания между 600-700°C в 50°C/с, а затем со средней скоростью нагревания в 10°C/с между 700-840°C.
Затем поверхность стального листа была покрыта с обеих сторон находящейся в жидком состоянии массой сепаратора отжига, состоящим главным образом из MgO, имеющего различным образом изменяющиеся расчетную величину µ(А) распределения активности и кумулятивную частоту F MgO, с добавкой 10 масс.% TiO2, в количестве 15 г/м2, так, чтобы обеспечить степень гидратации 3,0 масс.%), высушивали, наматывали в форме рулона, подвергали конечному отжигу, покрывали жидкостью для нанесения покрытия из фосфата магния - коллоидного диоксида кремния - хромового ангидрида - кварцевой пудры и подвергали выравнивающему отжигу для спекания и корректировки с тем, чтобы получить конечный рулон.
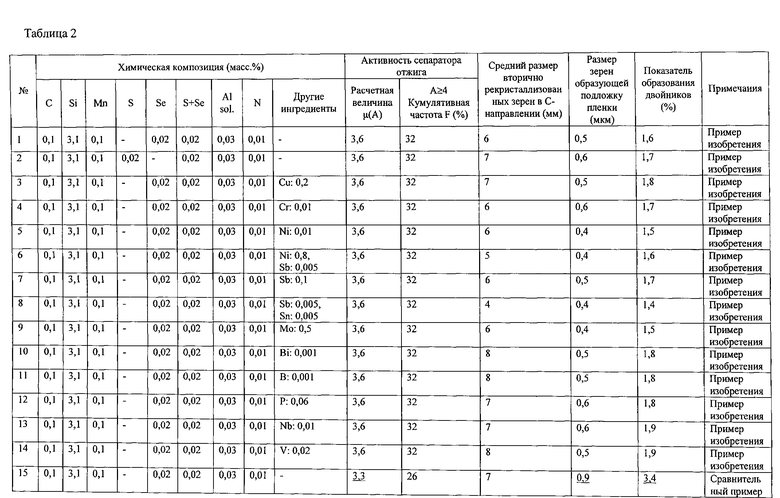

Были отобраны образцы из центральных по длине и ширине участков готового, полученного таким образом рулона для измерения среднего размера вторично рекристаллизованных зерен в С-направлении, а также измерения размеров зерен, составляющих образующую подложку пленку, показателя образования двойников после испытания на отслаивание пленки упомянутым ранее способом, полученные результаты также показаны в таблице 2.
Как видно из таблицы 2, во всех стальных листах из примеров изобретения, полученных в условиях скоростей нагревания при первичном рекристаллизационном отжиге и MgO в сепараторе отжига, адаптированных к данному изобретению, средняя крупность следов зерен, составляющих образующую подложку пленку, перенесенных на отслоенную поверхность на матричной стороне после испытания на отслаивание пленки, составляет не более 0,6 мкм, средний размер вторично рекристаллизованных зерен в С-направлении равен не более 8 мм и показатель образования двойников после испытания на двойникование составляет не более 2%.
Пример 3
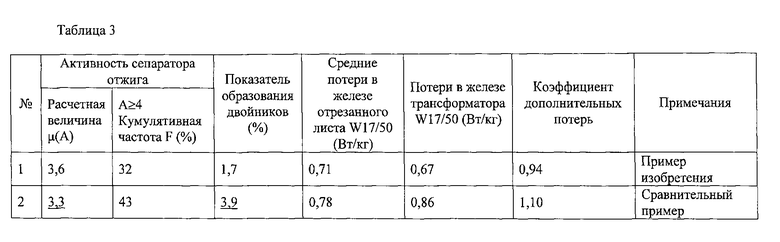
Стальной сляб, содержащий C: 0,06 масс.%, Si: 3,3 масс.%, Mn: 0,08 масс.%, S: 0,023 масс.%, Al.sol.: 0,03 масс.%, N: 0,007 масс.%, Cu: 0,2 масс.%. Sb: 0,02 масс.% и остальное Fe и неизбежные примеси, нагревали до 1430°C и выдерживали в течение 30 минут, подвергали горячей прокатке для получения горячекатаного листа толщиной 2,2 мм, который был подвергнут отжигу в зоне горячих состояний 1000°C×1 мин и холодной прокатке для получения холоднокатаного листа, имеющего конечную толщину 0,23 мм, и подвергнут обработке по измельчению магнитной доменной структуры посредством формования линейных канавок. После этого стальной лист подвергали первичному рекристаллизационному отжигу посредством повышения температуры до 700°C со скоростью S1 нагревания между 500-600°C в 200°C/с и скоростью S2 нагревания между 600-700°C в 50°C/с и отдельно подвергали обезуглероживающему отжигу 840°C×2 мин в атмосфере с РН2О/РН2, равным 0,4. Затем поверхность стального листа была покрыта с обеих сторон находящейся в жидком состоянии массой сепаратора отжига, состоящего главным образом из MgO, имеющего расчетную величину µ(А) распределения активности 3,6 и кумулятивную частоту F 32%, когда активность А составляет не менее 4,0, или MgO, имеющего расчетную величину µ(А) распределения активности 3,3 и кумулятивную частоту F 43%, когда активность А составляет не менее 4,0, с добавкой 10 масс.% TiO2, в количестве 15 г/м2, так, чтобы обеспечить степень гидратации 3,0 масс.%, высушивали, наматывали в форме рулона, подвергали конечному отжигу, покрывали жидкостью для жидкостью для нанесения покрытия из фосфата магния - коллоидного диоксида кремния -хромового ангидрида - кварцевой пудры и подвергали выравнивающему отжигу для спекания и корректировки с тем, чтобы получить конечный рулон.
С использованием полученного таким образом готового рулона был изготовлен ленточный сердечник в 1000 кВ·А для измерения потерь в железе, и найденный результат показан в таблице 3. Из этих результатов видно, что трансформатор, изготовленный с использованием стального листа, полученного в условиях скоростей нагревания при первичном рекристаллизационном отжиге и MgO в сепараторе отжига, приспособленных к данному изобретению, имеет небольшие потери в железе и низкий коэффициент дополнительных потерь.
Изобретение относится к области металлургии, а именно к производству листа из текстурированной электротехнической стали для сердечников трансформаторов, электрических машин и электрогенераторов. Осуществляют горячую прокатку стального сляба, содержащего, в мас.%: C 0,001-0,10, Si 1,0-5,0, Mn 0,01-1,0, один или оба из S и Se с общей концентрацией 0,01-0,05, Al sol. (кислоторастворимый алюминий) 0,003-0,050, N 0,001-0,020, Fe и неизбежные примеси остальное. Проводят однократную, двух- или более кратную холодную прокатку с промежуточным отжигом между ними для получения листа конечной толщины. Подвергают лист первичному рекристаллизационному отжигу с применением сепаратора отжига, нанесенного на поверхность листа, с получением покрывающей стальную подложку пленки, содержащей форстерит. Затем подвергают конечному отжигу с рафинированием и выравнивающему отжигу, объединенному с нанесением и спеканием пленки верхнего покрытия. Первичный рекристаллизационный отжиг проводят путем нагрева со скоростью S1 в интервале температур между 500°C и 600°C, составляющей не менее 100°C/с, и со скоростью S2 в интервале температур между 600°C и 700°C, составляющей не менее 30°C/с и не более 0,6×S1. В качестве сепаратора отжига используют сепаратор, содержащий в качестве основного ингредиента MgO и имеющий расчетную величину распределения активности по лимонной кислоте µ(А) 3,5-3,8, показатель активности А не менее 4,0 и кумулятивную частоту F 25-45%. Достигается получение листа текстурированной электротехнической стали, обладающего требуемыми магнитными свойствами без трещинообразования или выкрашивания, вызываемых деформационным двойникованием. 2 н. и 6 з.п. ф-лы, 4 ил., 3 табл., 3 пр.
1. Лист из текстурованной электротехнической стали, содержащий Si 1,0-5,0 мас.%, Mn 0,01-1,0 мас.%, Fe и неизбежные примеси остальное, включающий образующую подложку пленку, содержащую форстерит, и пленку верхнего покрытия, отличающийся тем, что средний размер вторично рекристаллизованных зерен в направлении, перпендикулярном направлению прокатки, не превышает 8 мм, доля образования двойников после испытания на двойникование составляет не более 2%, и после испытания на отслаивание образующей подложку пленки, средняя крупность следов зерен, наблюдаемых на отслоенной поверхности стороны стального листа, составляет не более 0,6 мкм.
2. Лист по п.1, отличающийся тем, что сталь дополнительно содержит один или несколько компонентов, выбранных из Cu 0,01-0,2 мас.%, Ni 0,01-1,0 мас.%, Cr 0,01-0,5 мас.%, Sb 0,01-0,1 мас.%, Sn 0,01-0,5 мас.%, Мо 0,01-0,5 мас.% и Bi 0,001-0,1 мас.%.
3. Лист по п. 1 или 2, отличающийся тем, что сталь дополнительно содержит один или несколько компонентов, выбранных из B 0,001-0,01 мас.%, Ge 0,001-0,1 мас.%, As 0,005-0,1 мас.%, P 0,005-0,1 мас.%, Те 0,005-0,1 мас.%, Nb 0,005-0,1 мас.%, Ti 0,005-0,1 мас.% и V 0,005-0,1 мас.%.
4. Способ производства листа из текстурованной электротехнической стали по п.1, в котором сляб из стали, содержащей, в мас.%: C 0,001-0,10, Si 1,0-5,0, Mn 0,01-1,0, S и/или Se в сумме 0,01-0,05, Al sol. (кислоторастворимый алюминий) 0,003-0,050, N 0,001-0,020, Fe и неизбежные примеси остальное, подвергают горячей прокатке, при необходимости отжигу в зоне горячих состояний, однократной, двух- или более кратной холодной прокатке с промежуточным отжигом между ними для получения листа конечной толщины, первичному рекристаллизационному отжигу с применением сепаратора отжига, нанесенного на поверхность листа, с получением покрывающей стальную подложку пленки, содержащей форстерит, конечному отжигу с рафинированием и последующему выранивающему отжигу, объединенному с нанесением и спеканием пленки верхнего покрытия, характеризующийся тем, что первичный рекристаллизационный отжиг проводят путем нагрева со скоростью S1 в интервале температур между 500°C и 600°C, составляющей не менее 100°C/с, и со скоростью S2 нагрева в интервале температур между 600°C и 700°C, составляющей не ниже 30°C/с и не более 0,6×S1, при этом в качестве сепаратора отжига используют сепаратор, содержащий в качестве основного ингредиента MgO и имеющий расчетную величину распределения активности по лимонной кислоте µ(А) 3,5-3,8, показатель активности А не менее 4,0 и кумулятивную частоту F 25-45%.
5. Способ по п. 4, отличающийся тем, что обезуглероживающий отжиг проводят в условиях, соответствующих нагреву при первичном рекристаллизационном отжиге.
6. Способ по п. 4 или 5, отличающийся тем, что сталь дополнительно содержит один или несколько компонентов, в мас.%, выбранных из: Cu 0,01-0,2, Ni 0,01-1,0, Cr 0,01-0,5, Sb 0,01-0,1, Sn 0,01-0,5, Мо 0,01-0,5 и Bi 0,001-0,1.
7. Способ по п. 4 или 5, отличающийся тем, что сталь дополнительно содержит один или несколько компонентов, в мас.%, выбранных из B 0,001-0,01, Ge 0,001-0,1, As 0,005-0,1, P 0,005-0,1, Те 0,005-0,1, Nb 0,005-0,1, Ti 0,005-0,1 и V 0,005-0,1.
8. Способ по п. 6, отличающийся тем, что сталь дополнительно содержит один или несколько компонентов, в мас.%, выбранных из B 0,001-0,01, Ge 0,001-0,1, As 0,005-0,1, P 0,005-0,1, Те 0,005-0,1, Nb 0,005-0,1, Ti 0,005-0,1 и V 0,005-0,1.
| ЩИТОВОЙ ДЛЯ ВОДОЕМОВ ЗАТВОР | 1922 |
|
SU2000A1 |
| СПОСОБ ПРОИЗВОДСТВА КРЕМНИСТОЙ ТЕКСТУРОВАННОЙ СТАЛИ | 1991 |
|
RU2038389C1 |
| ТЕКСТУРИРОВАННАЯ ЭЛЕКТРОТЕХНИЧЕСКАЯ ЛИСТОВАЯ СТАЛЬ С ИСКЛЮЧИТЕЛЬНО ВЫСОКИМИ МАГНИТНЫМИ СВОЙСТВАМИ И СПОСОБ ЕЕ ПРОИЗВОДСТВА | 2006 |
|
RU2363739C1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТА ТЕКСТУРИРОВАННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С ИСКЛЮЧИТЕЛЬНО ВЫСОКИМИ МАГНИТНЫМИ СВОЙСТВАМИ | 2007 |
|
RU2378393C1 |
| ЛИСТ ИЗ ТЕКСТУРИРОВАННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С ПРЕВОСХОДНОЙ АДГЕЗИЕЙ ПОКРЫТИЯ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2007 |
|
RU2405842C1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |

