ПЕРЕКРЕСТНАЯ ССЫЛКА НА РОДСТВЕННЫЕ ЗАЯВКИ
[01] Настоящая заявка испрашивает приоритет согласно находящейся на рассмотрении предварительной заявке на патент США №62/434984, поданной 15 декабря 2016 г., и которая включена в настоящий документ в полном объеме посредством ссылки.
ПРЕДПОСЫЛКИ К СОЗДАНИЮ ИЗОБРЕТЕНИЯ
1. Область изобретения
[02] Настоящее описание изобретения в целом относится к гипсокартонным листам и к способам изготовления гипсокартонных листов. Настоящее описание изобретения относится, в частности, к гипсокартонным листам, имеющим непрерывный слой материала (например, полимерного материала, такого как демпфирующий полимер), расположенный внутри сердечника из гипсового материала.
2. Уровень техники
[03] Гипсокартонные листы, часто называемые "гипсоцементными листами" или "гипсокартоном", обычно используются для возведения стен внутри домов, предприятий или других зданий. Гипсокартонные листы очень часто изготавливаются из гипса, но также используются и другие материалы, в том числе известь и цемент. Типичный способ изготовления гипсокартонного листа заключается в нанесении и распределении гипсового материала (например, суспензии гипса в воде) на лист бумаги или стекловолоконный мат на платформе и покрытии гипсового материала другим листом бумаги или стекловолоконным матом. Эту сэндвич-структуру пропускают через валки, чтобы получить структуру желаемой толщины, а затем дают ей отвердеть с образованием затвердевшего гипсового материала, расположенного между двумя листами бумаги или стекловолоконна. Гипсокартонный лист может быть разрезан на части, имеющие заранее заданную длину и ширину, которые соответствуют принятым строительным нормам.
[04] Звукоизоляция становится все более серьезной проблемой для строительной отрасли, например, для ее создания в жилых домах, гостиницах, школах и больницах. Звукоизоляция также желательна при строительстве театров и музыкальных студий, чтобы изолировать шум, производимый в этих местах от окружающих помещений. Типовые строительные нормы и руководящие документы по проектированию часто определяют минимальные значения коэффициента звукопроницаемости для конструкций стен внутри зданий. Несмотря на то, что для решения проблемы звукоизоляции был использован ряд строительных технологий, в одной особенно желательной технологии используются звукоизолирующие гипсокартонные листы, которые можно использовать вместо обычных гипсокартонных листов в различных жилых или промышленных сооружениях.
[05] Звукоизоляционный гипсокартонный лист обычно содержит демпфирующий лист, обладающий вязкоупругими свойствами, который располагается между двумя слоями затвердевшего гипсового материала. Некоторые способы изготовления звукоизолирующего гипсокартонного листа включают двухэтапный процесс формирования гипсокартонного листа, как описано выше, гипсокартонный лист разрезается пополам по всей его толщине, а затем открытые гипсовые поверхности склеиваются друг с другом с помощью клея, который отверждается в вязкоупругий полимер. Хотя этот способ может использовать существующие процессы изготовления гипсокартонных листов, он является невыгодным по меньшей мере в двух отношениях. Во-первых, этот способ включает в себя резку гипсокартонного листа, которая не только является затратной по времени и грязной, но также может ослабить структуру гипсового материала. Во-вторых, он включает в себя отдельный процесс ламинирования двух гипсокартонных листов друг с другом с помощью вязкоупругго материала, что может привести к дефектам изделия, таким как смещение двух листов и их расслоение, если вязкоупругий материал не обладает достаточной адгезионной прочностью. Эти недостатки относятся не только к изготовлению звукоизолирующих гипсокартонных листов, но также к изготовлению многослойных гипсокартонных листов, имеющих лист материала, размещенный внутри сердечника затвердевшего гипсового материала.
[06] Соответственно, необходимы улучшенные способы изготовления ламинированных звукоизолирующих гипсокартонных листов, а также звукоизолирующих гипсокартонных листов, пригодных для производства такими способами и обладающих улучшенным качеством продукта.
Сущность изобретения
[07] В одном аспекте в описании настоящего изобретения представлен гипсокартонный лист, имеющий первую поверхность и противоположную вторую поверхность, причем гипсокартонный лист содержит
сердечник из затвердевшего гипсового материала, проходящий от первой поверхности гипсокартонного листа до второй поверхности гипсокартонного листа, и
один или несколько непрерывных слоев материала, расположенных внутри сердечника, причем каждый непрерывный слой материала имеет первую сторону и противоположную вторую сторону, при этом первая сторона и вторая сторона каждого непрерывного слоя материала по существу покрыты затвердевшим гипсовым материалом.
В некоторых таких вариантах реализации изобретения каждый слой материала представляет собой лист, содержащий несущую основу листа, на которую нанесен полимер. Например, полимер может быть демпфирующим полимером, так что гипсокартонный лист представляет собой демпфирующий лист, имеющий коэффициент потерь при демпфировании, который больше, чем коэффициент потерь при демпфировании затвердевшего гипсового материала.
[08] В другом аспекте в описании настоящего изобретения представлен способ изготовления гипсокартонного листа, который описан в настоящем документе. Способ включает
обеспечение влажной заготовки гипсокартонного листа, имеющей первую поверхность и противоположную вторую поверхность, при этом влажная заготовка гипсокартонного листа содержит:
сердечник из влажного гипсового материала, проходящий от первой поверхности влажной заготовки гипсокартонного листа до второй поверхности влажной заготовки гипсокартонного листа; и
один или несколько непрерывных слоев материала или их заготовок, расположенных внутри сердечника из влажного гипсового материала, причем каждый непрерывный слой материала или его заготовки имеет первую сторону и противоположную вторую сторону, при этом первая сторона и вторая сторона каждого непрерывного слоя материала или его заготовки по существу покрыты влажным гипсовым материалом; и
сушку влажной заготовки гипсокартонного листа таким образом, что влажный гипсовый материал затвердевает в сердечнике из затвердевшего гипсового материала и таким образом, что непрерывный слой материала или его заготовки формирует непрерывный слой материала внутри сердечника из затвердевшего гипсового материала.
[09] Дополнительные аспекты изобретения станут очевидны из описания изобретения, приведенного в настоящем документе.
Краткое описание графических материалов
[010] Прилагаемые графические материалы включены в настоящий документ, чтобы обеспечить дополнительное понимание способов и устройств, приведенных в данном описании изобретения, и эти графические материалы составляют его неотъемлемую часть. Графические материалы не обязательно выполнены в масштабе, а размеры различных элементов могут быть искажены для ясности. Графические материалы иллюстрируют один или несколько вариантов реализации изобретения (изобретений) и вместе с описанием служат для объяснения принципов и действия изобретения.
[011] ФИГ. 1 представляет собой комплект из трех схематических изображений гипсокартонного листа, в соответствии с одним вариантом реализации изобретения.
[012] ФИГ. 2 представляет собой комплект из трех схематических изображений гипсокартонного листа, в соответствии с другим вариантом реализации изобретения.
[013] ФИГ. 3 представляет собой комплект из трех схематических изображений гипсокартонного листа, в соответствии с другим вариантом реализации изобретения.
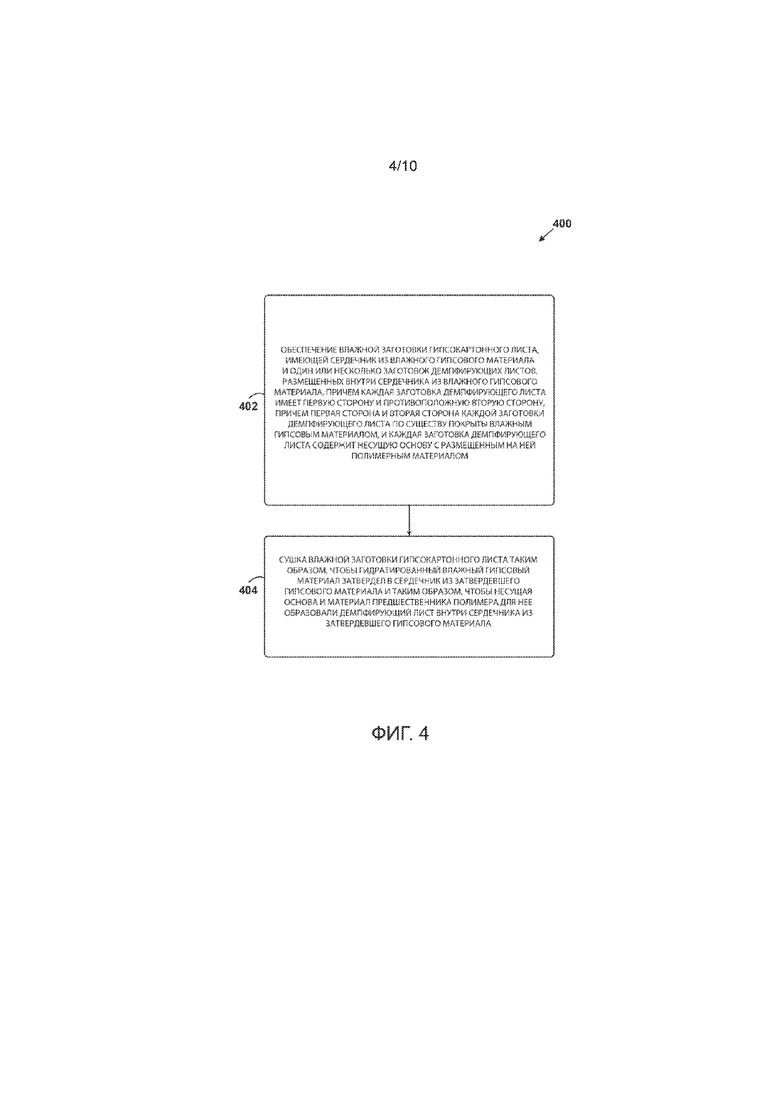
[014] ФИГ. 4 представляет собой блок-схему способа изготовления гипсокартонного листа, в соответствии с одним вариантом реализации изобретения.
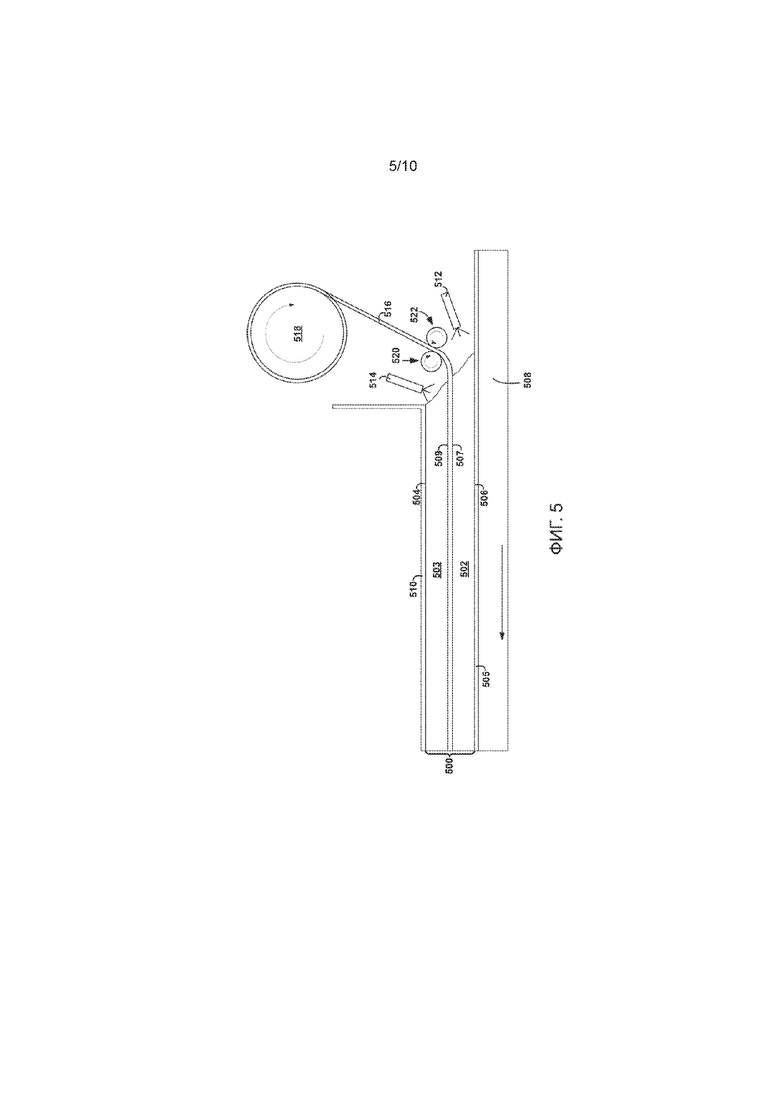
[015] ФИГ. 5 представляет собой схематическое изображение устройства и способа изготовления гипсокартонного листа, в соответствии с другим вариантом реализации изобретения.
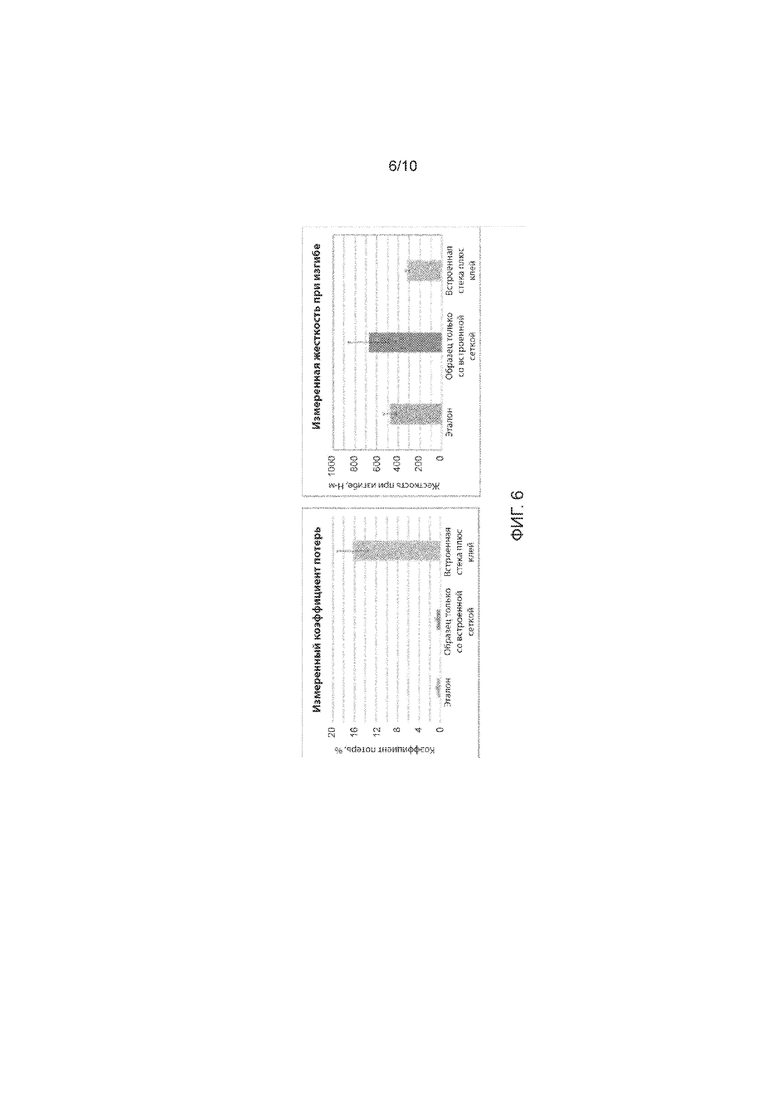
[016] ФИГ. 6 представляет собой комплект графиков с коэффициентами потерь и значениями жесткости при изгибе гипсокартонного листа, изготовленного по настоящему изобретению, в сравнении с другими гипсокартонными листами.
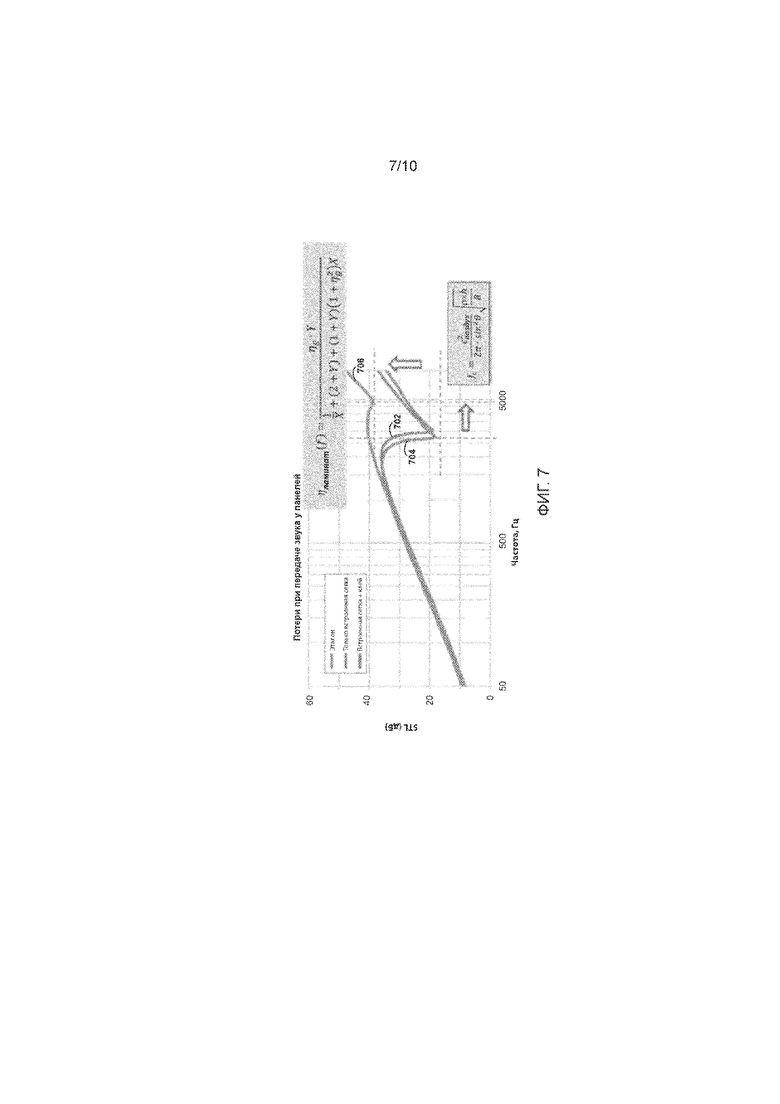
[017] ФИГ. 7 представляет собой комплект кривых потерь при передаче звука для гипсокартонных листов, представленных на Фиг. 6.
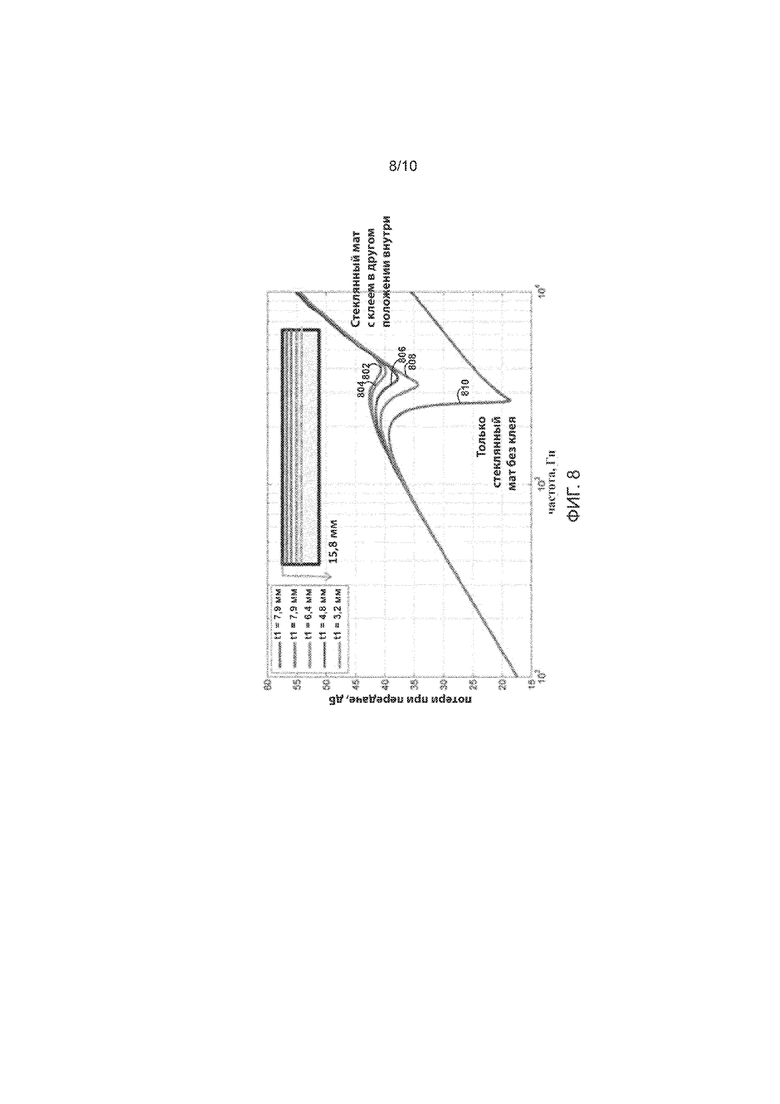
[018] ФИГ. 8 представляет собой комплект кривых, полученных в результате моделирования изменения положения демфирующего листа внутри гипсокартонного листа.
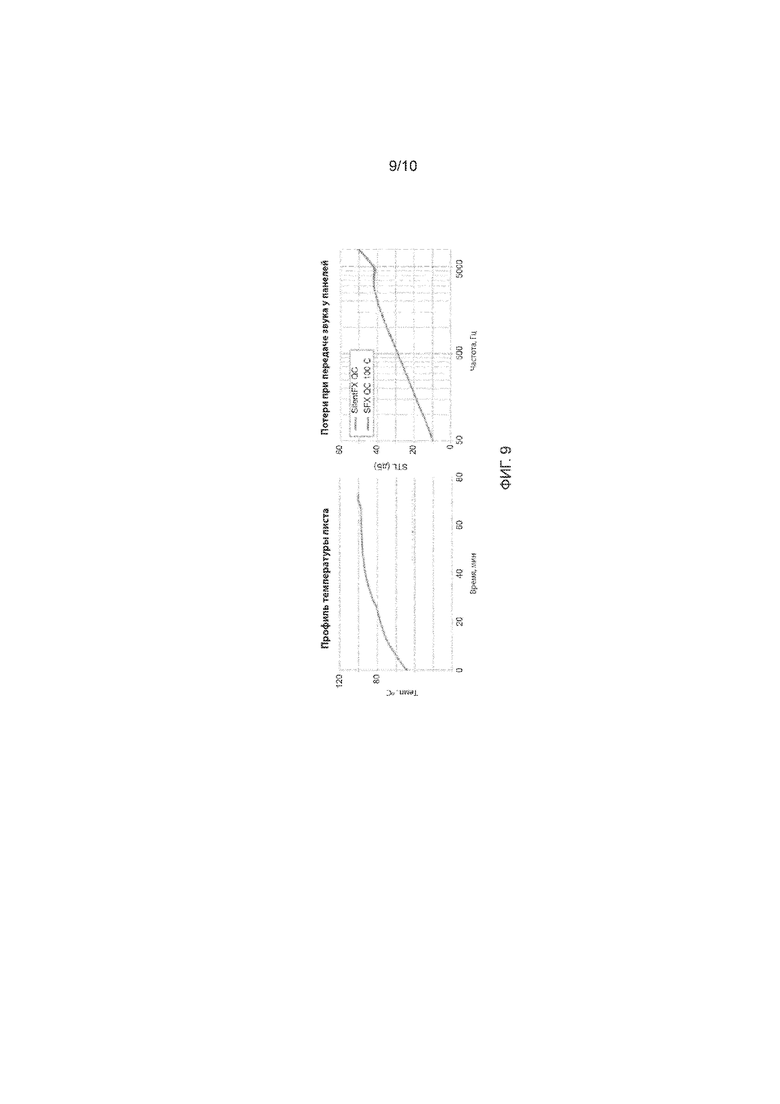
[019] ФИГ. 9 представляет собой комплект графиков профиля температуры профиля листа во время отверждения и потерь при передаче звука в гипсокартонных листах после нагревания.
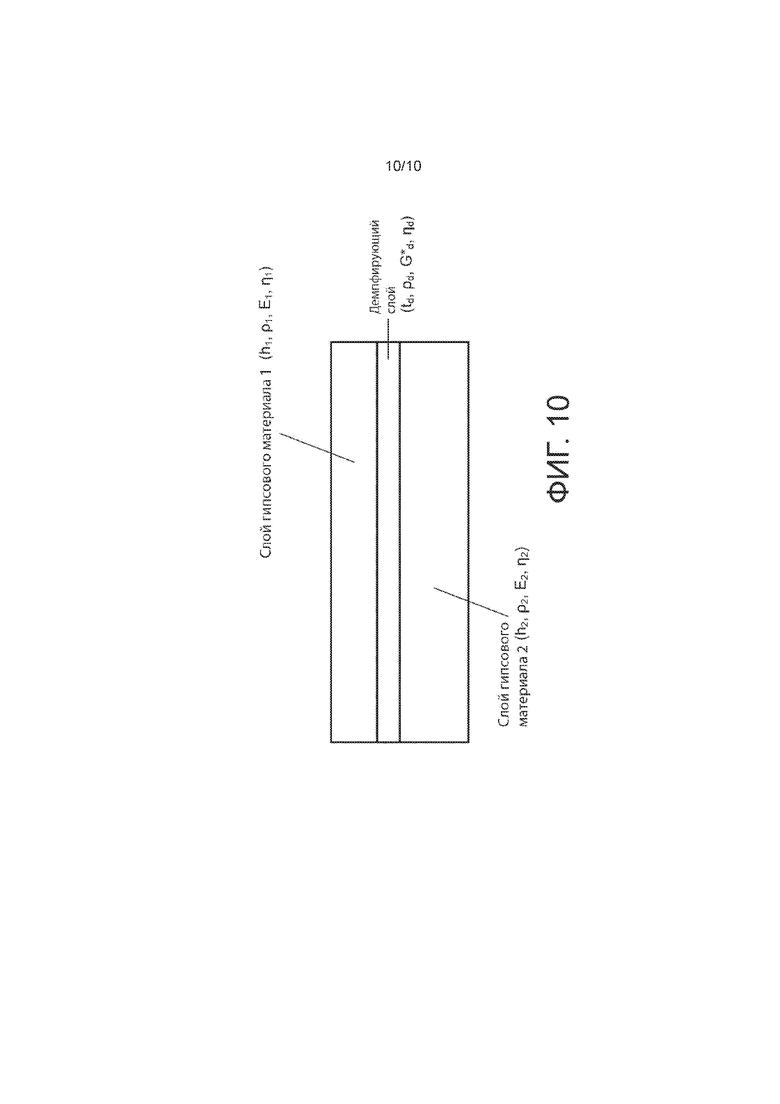
[020] ФИГ. 10 представляет собой схематический вид в поперечном разрезе модели гипсокартонного листа, которая применима при моделировании демфирования при помощи связанных слоев.
Подробное описание
[021] Авторы настоящего изобретения отметили недостатки существующих способов формирования звукоизолирующих гипсокартонных листов или гипсокартонных листов, имеющих другие листы материала (т.е. имеющие любую желаемую функцию), находящиеся в нем. Обычные гипсокартонные листы формируют с использованием листов бумаги или стекловолоконных матов. Хотя они могут обеспечить у гипсокартонного листа поверхность, пригодную для покраски, и защитить поверхность гипсокартонного листа до и после его монтажа, они могут вызвать трудности при ламинировании такого гипсокартонного листа с другими материалами. Таким образом, вышеупомянутый двухэтапный процесс связывания гипсокартонных листов требует их разрезания, чтобы обнажить гипсовую поверхность для облегчения надлежащего связывания. Такие процессы отнимают много времени, обходятся дорого и могут привести к деформации или разрыву гипсокартонного листа. Кроме того, эти двухэтапные процессы по своей природе включают в себя лишнее время обработки, в течении которого гипсокартонные листы формируются и сушатся перед их склеиванием друг с другом, после чего необходимо дополнительное время, которое отводится для высыхания клея, связывающего гипсокартонные листы друг с другом.
[022] Соответственно, одним аспектом изобретения является гипсокартонный лист, имеющий первую поверхность и противоположную вторую поверхность. Гипсокартонный лист содержит сердечник из затвердевшего гипсового материала, проходящий от первой поверхности гипсокартонного листа до второй поверхности гипсокартонного листа, и один или несколько непрерывных слоев материала (например, акустических слоев), расположенных внутри сердечника, при этом каждый непрерывный слой имеет первую сторону и противоположную вторую сторону, причем первая сторона и вторая сторона каждого непрерывного слоя материала по существу покрыты затвердевшим гипсовым материалом. Как будет более подробно описано ниже, такой гипсокартонный лист может быть изготовлен путем сушки влажного гипсового материала, причем непрерывный слой материала (или его заготовки) размещен внутри влажного гипсового материала.
[023] Как отмечено выше, в некоторых вариантах реализации изобретения каждый из непрерывных слоев материала представляет собой акустический слой, то есть слой, который может создать общую структуру с пониженным звукопропусканием (то есть по сравнению с другим идентичным гипсокартонным листом, в котором отсутствует акустический слой). Акустический слой может представлять собой, например, демпфирующий лист. Как используется в настоящем документе, демпфирующий лист может обеспечить повышенные потери при демпфировании для всей конструкции (то есть по сравнению с другим идентичным гипсокартонным листом, в котором отсутствует демпфирующий лист). Хотя подробное описание сущности настоящего изобретения в основном сосредоточено, в качестве примера, на демпфирующих листах, специалисту, располагающему обычными знаниями в данной области техники, будет понятно, что в гипсокартонном листе могут присутствовать слои другого материала. Например, можно использовать поглощающий акустический слой другого типа (то есть вместо или в дополнение к демпфирующему листу), например, слой, который отделяет вибрации в одной стороне сердечника из гипсового материала от другой стороны сердечника из гипсового материала, такой как слой пены или ткани. И в дополнительных других вариантах реализации может быть полностью использован другой вид слоя. Например, каждый из непрерывных слоев материала может быть, к примеру, листом полимера, листом ткани или листом металла. Такие слои могут придавать гипсокартонному листу различные свойства, такие как повышенная прочность и повышенные значения удельного сопротивления выдергиванию гвоздей и шурупов. И специалист, располагающий обычными знаниями в данной области техники, поймет, что можно использовать любую комбинацию таких слоев.
[024] Как описано выше, в некоторых вариантах реализации изобретения каждый из непрерывных слоев материала представляет собой демпфирующий лист. Такой демфирующий лист может иметь, например, коэффициент потерь при демпфировании, превышающий 1%, например, превышающий 2%, или превышающий 3%, или превышающий 5%, или превышающий 10%, например, в диапазоне 1%-50%, или 2%-50%, или 3%-50%, или 5%-50%, или 10%-50%, или 1%-40%, или 2%-40%, или 3%-40%, или 5%-40%, или 10%-40%, или 1%-30%, или 2%-30%, или 3%-30%, или 5%-30%, или 10%-30%. Эти значения можно сравнить с гораздо более низким значением для типичных гипсовых материалов, таких как гипс, у которого коэффициент ниже 1%. Как упомянуто здесь, и как будет понятно специалисту, располагающему обычными знаниями в данной области техники, "коэффициент потерь при демпфировании" является безразмерным показателем того, насколько эффективно материал рассеивает механические колебания (например, звуковые волны) в виде тепла. В ламинированном гипсокартонном листе, как и в других ламинированных структурах, рабочий механизм, обеспечивающий контроль шума и вибрации, известен как "демпфирование при помощи связанных слоев" (CLD). Рассеяние энергии в ламинированном гипсокартонном листе достигается за счет деформации сдвига, возникающей у вязкоупругого полимера, расположенного между двумя слоями гипса. Рассеяние энергии, обеспечиваемое промежуточным слоем, количественно определяется коэффициентом потерь (η), безразмерной величиной, которая может быть измерена непосредственно или прогнозирована на основе алгоритма RKU по демпфированию колебаний различных форм, возникших в динамической системе. Существует несколько стандартов для измерения демпфирования ламинированной структурой (например, SAE J1737 или ISP 16940-2009); однако в настоящем документе для измерения коэффициента потерь при демпфировании используется стандарт ASTM E75-05. Коэффициент потерь при демпфировании дополнительно описан в Crane, R. и Gillespie J., "Надежный метод испытаний для определения коэффициента потерь при демпфировании композитов". Журнал композитов, технологий и исследований, Том 14, №2, 1992, стр. 70-79; Kerwin et al., «Демпфирование изгибных колебаний с помощью вязкоупругой многослойной связанной структуры», Журнал американского акустического общества, 1959 г., стр. 952-962; и Ross, D. et al., «Демпфирование изгибных колебаний с помощью вязкоупругой ламинированной структуры», в Конструкционном демпфировании, ASME, Нью-Йорк, 1959 г.
[025] В некоторых вариантах реализации изобретения, как описано здесь иным образом, непрерывный слой материала включает в себя несущую основу с нанесенным на нее полимером. Как будет более подробно описано ниже, такой непрерывный слой может быть получен путем нанесения предшественника полимера на несущую основу, размещения покрытой предшественником несущей основы внутри сердечника из влажного гипсового материала и обеспечения отверждения предшественника, когда он находится внутри сердечника из гипсового материала (например, при сушке сердечника из гипсового материала). Альтернативно, предварительно сформированная несущая основа с нанесенным на ней полимером может быть размещена внутри сердечника из влажного гипсового материала, которому затем дают высохнуть. В некоторых вариантах реализации непрерывный слой материала представляет собой, например, демпфирующий лист, который содержит несущую основу, на которую нанесен демпфирующий полимер. В различных вариантах реализации сам демпфирующий полимер имеет описанный выше коэффициент потерь при демпфировании для всего листа.
[026] В альтернативных вариантах реализации непрерывный слой материала предоставляется в виде непрерывного листа материала (т.е. без несущей основы), например, листа полимера, листа ткани или листа металла. Например, непрерывный сплошной слой может представлять собой лист демпфирующего материала. Как будет более подробно описано ниже, такой непрерывный слой может быть изготовлен в некоторых вариантах реализации путем размещения непрерывного листа или его заготовки в
[027] Как будет понятно специалисту, располагающему обычными знаниями в данной области техники, в качестве демпфирующего полимера можно использовать различные материалы, например, так называемый "вязкоупругий полимер". В различных конкретных вариантах реализации звукопоглощающий полимер находится в форме клея, смолы, например, эпоксидной смолы.
[028] Желательно, чтобы демпфирующий лист и/или демпфирующий полимер обладал большим запаздыванием деформации от напряжения или разностью фаз под нагрузкой. Получить характеристики этих материалов можно с помощью динамо-механического анализа (DMA) - методики, обычно используемой для измерения механических и демпфирующих свойств полимерных материалов. Модуль сдвига (также известный как модуль жесткости) определяется как отношение напряжения сдвига к деформации сдвига; в некоторых конкретных вариантах реализации изобретения, как описано здесь иным образом, демпфирующий лист и/или демпфирующий полимер имеет модуль сдвига в диапазоне от 10 кПа до 100 МПа, например, 10 кПа-50 МПа, или 10 кПа-10 МПа, или 10 кПа-1 МПа, или 50 кПа-100 МПа, или 50 кПа-50 МПа, или 50 кПа-10 МПа, или 50 кПа-1 МПа, или 100 кПа-100 МПа, или 100 кПа-50 МПа, или 100 кПа-10 МПа или 100 кПа-1 МПа. Его можно сравнить с модулем упругости гипсовых материалов (например, для гипса это ~ 2 ГПа).
[029] В некоторых желательных вариантах реализации гипсокартонных листов и способов их изготовления, как описано здесь, демпфирующий лист и/или демпфирующий полимер по существу обладает меньшей жесткостью, чем затвердевший гипсовый материал. Например, в некоторых вариантах реализации демпфирующий лист имеет жесткость или устойчивость, по меньшей мере, на 20% меньше или даже, по меньшей мере, примерно на 40% меньше, чем сердечник из затвердевшего гипсового материала. Существует множество видов испытаний по определению жесткости (например, SAE J1737 и ISP 16940-2009), но в настоящем документе жесткость измеряется с использованием стандарта ASTM E75-05. В других вариантах реализации гипсокартонный лист по существу менее жесткий (например, имеет жесткость, по меньшей мере, на 20% меньше или даже, по меньшей мере, на 40% меньше), чем другой идентичный гипсокартонный лист, в котором отсутствует один или несколько непрерывных слоев материала (например, демпфирующих листов).
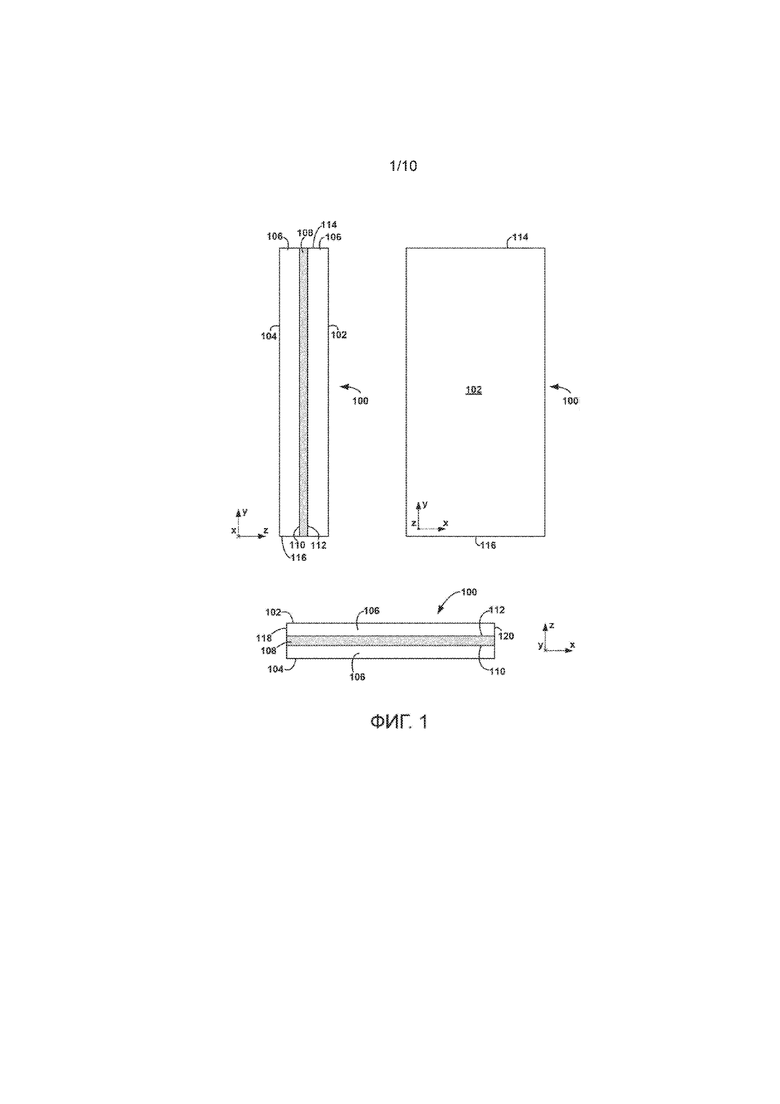
[030] Один вариант реализации такого гипсокартонного листа описан со ссылкой на ФИГ. 1, на которой показаны три изображения гипсокартонного листа 100. В верхней левой части ФИГ. 1 показана проекция гипсокартонного листа 100 на плоскость y-z. В верхней правой части ФИГ. 1 показана проекция гипсокартонного листа 100 на плоскость x-y. В нижней части ФИГ. 1 показана проекция гипсокартонного листа 100 на плоскость x-z. Гипсокартонный лист 100 содержит противоположные поверхности 102 и 104, сердечник 106 из затвердевшего гипсового материала и демпфирующий лист 108, имеющий противоположные стороны 110 и 112, расположенные внутри сердечника из затвердевшего гипсового материала.
[031] В некоторых вариантах реализации демпфирующий лист разделяет сердечник из затвердевшего гипсового материала на две секции. Например, в примере, приведенном на ФИГ. 1, сердечник 106 из затвердевшего гипсового материала может быть в виде двух секций затвердевшего гипсового материала, которые разделены демпфирующим листом 108. Сердечник 106 из затвердевшего гипсового материала может проходить от поверхности 102 до поверхности 104 на противоположных сторонах гипсокартонного листа 100. Хотя затвердевший гипсовый материал может быть разделен на две не соприкасающиеся секции, для целей описания изобретения в настоящем документе затвердевший гипсовый материал, тем не менее, считается единым "сердечником". В других вариантах реализации, как описано ниже со ссылкой на ФИГ. 2, один или несколько демпфирующих листов не проходят по всей плоскости листа и, таким образом, обеспечивают то, что весь сердечник из затвердевшего гипсового материала является непрерывным.
[032] Как будет понятно специалисту, располагающему обычными знаниями в данной области техники, гипсокартонные листы, описанные здесь, могут быть изготовлены с использованием множества различных неорганических основных материалов. Например, в некоторых вариантах реализации гипсокартонных листов и способов их изготовления, описанных здесь иным образом, гипсовый материал содержит основной материал, который представляет собой гипс. В других вариантах реализации гипсокартонных листов и способов их изготовления, как описано здесь, гипсовый материал содержит основной материал, который представляет собой, например, известь или цемент. В некоторых вариантах реализации сердечник из затвердевшего гипсового материала включает в себя два основных материала, например, один обычно на одной стороне одного или нескольких листов демфирующего материала, а другой на другой стороне одного или нескольких листов демпфирующего материала. Затвердевший гипсовый материал может включать в себя один или несколько наполнителей или присадок в базовом(ых) гипсовом(ых) материале(ах), например, стекловолокно, материал пластификатора, пенообразователь и/или этилендиаминтетрауксусную кислоту (ЭДТА).
[033] В гипсокартонном листе 100 на ФИГ. 1 демпфирующий лист 108 расположен внутри сердечника 106 из затвердевшего гипсового материала. В варианте реализации изобретения, представленном на ФИГ. 1, противоположные стороны 110 и 112 демпфирующего листа 108 по существу покрыты сердечником 106 из затвердевшего гипсового материала, так что демпфирующий материал по существу полностью не виден ни на первой поверхности, ни на второй поверхности гипсокартонного листа.
[034] Как описано выше, в различных вариантах реализации гипсокартонных листов и способов их изготовления, как описано здесь, демпфирующий лист 108 состоит из несущей основы, на которую нанесен демпфирующий полимер. Несущая основа (используется ли она в демпфирующем слое или в другом непрерывном слое) может быть сформирована из различных материалов, например, из листовых материалов, которые способны нести демпфирующий полимер. Например, в некоторых вариантах реализации гипсокартонных листов и способов их изготовления, как описано здесь, несущая основа содержит (или основой является) лист бумаги. В других вариантах реализации гипсокартонных листов и способов их изготовления, как описано здесь, несущая основа содержит (или основой является) стекловолоконный мат или стекловолокно. В других вариантах реализации гипсокартонных листов и способов их изготовления, как описано в настоящем документе, несущая основа содержит (или основой является) тканый или нетканый материал, такой как войлок. В других вариантах реализации гипсокартонных листов и способов их изготовления, как описано здесь, несущая основа содержит (или основой является) лист вспененного полимера, например, лист вспененного полимера, продаваемый BASF под торговым наименованием BASOTECT. В других вариантах реализации гипсокартонных листов и способов их изготовления, как описано в данном документе, несущая основа содержит (или основой является) лист полимера, например, тонкий лист полимера того же типа, который обычно используется в качестве пластиковой покровной пленки для адгезива, толщина которой может лежать, например, в диапазоне 0,0254 мм - 0,0508 мм (0,001-0,002ʺ). В других вариантах реализации основой может быть самоклеящийся лист, например, с таким адгезивом, как чувствительный к давлению адгезив, нанесенный на одну или обе его поверхности. Такие чувствительные к давлению самоклеящиеся листы могут быть сформированы из сердцевинного листа (изготовленного, например, из ПВХ или ПЭТ) с нанесенным на его обе стороны адгезивом (например, с силиконовым чувствительным к давлению адгезивом или полиакрилатным адгезивом). Любые съемные покровные пленки перед использованием могут быть удалены.
[035] Демпфирующий полимер может содержать или быть заполнен огнестойким материалом (например, боратом цинка) и/или материалом, стойким к плесени.
[036] Демпфирующий полимер может быть нанесен на несущую основу различными способами. Например, в некоторых вариантах реализации гипсокартонных листов и способов их изготовления, как описано в настоящем документе, составом демпфирующего полимера пропитывают несущую основу (например, когда несущая основа имеет некоторый уровень пористости). В некоторых вариантах реализации демпфирующий полимер сформирован в виде слоя на одной или обеих сторонах несущей основы. Демпфирующий полимер может, например, быть пропитать поры несущей основы и образовывать слои на любой стороне несущей основы.
[037] Как отмечено выше, в гипсокартонных листах и способах по настоящему изобретению могут быть использованы различные демпфирующие полимеры. В различных вариантах реализации гипсокартонных листов и способов их изготовления, как описано в настоящем документе, вязкоупругий полимер представляет собой поливинилбутриал, силикон или акрил. Вязкоупругий полимер может представлять собой термически отверждаемый материал, например, отверждаемый адгезив, такой как имеющиеся в продаже под торговыми наименованиями "GreenGlue". Различные вязкоупругие клеи, изготовленные компанией "Weber", также могут быть пригодны для использования. Композиции демпфирующего полимера также описаны в патенте США №8028800 и в патенте США №9157241, каждый из которых включен в настоящий документ в полном объеме посредством ссылки.
[038] Каждый из непрерывных слоев (например, каждый демпфирующий лист) может, но не обязательно, проходить до всех кромок гипсокартонного листа. Например, в варианте реализации, представленном на ФИГ. 1, демпфирующий лист проходит по существу через сердечник 106 из затвердевшего гипсового материала в плоскости x-y и/или по существу параллельно поверхностям 102 и 104 до всех четырех кромок прямоугольного листа. В некоторых вариантах реализации демпфирующий лист проходит, по меньшей мере, до двух противоположных боковых кромок гипсокартонного листа. Например, демпфирующий лист 108 в варианте реализации, представленном на ФИГ. 1, проходит от кромки 114 до кромки 116 и от кромки 118 до кромки 120.
[039] Как будет понятно специалисту, располагающему обычными знаниями в данной области техники, каждый из непрерывных слоев (например, каждый демпфирующий лист) желательно внедрять по существу в весь гипсокартонный лист. Например, в некоторых вариантах реализации гипсокартонных листов и по способов их изготовления, как описано здесь, толщина сердечника из гипсового материала на одной стороне непрерывного слоя (например, демпфирующего листа) находится в диапазоне 33-300% (например, 50%-200% или 75%-150%) от толщины сердечника из гипсового материала на другой стороне непрерывного слоя (например, демпфирующего листа). В некоторых таких вариантах реализации толщина сердечника из гипсового материала на одной стороне непрерывного слоя (например, демпфирующего листа) находится в пределах 10% от толщины сердечника из гипсового материала на другой стороне непрерывного слоя (например, демпфирующего листа). Например, в варианте реализации, представленном на ФИГ. 1 (как показано в его нижней части), секция сердечника 106 из затвердевшего гипсового материала, которая находится над демпфирующим листом 108, имеет по существу одинаковую толщину вдоль оси z по сравнению с секцией сердечника 106 из затвердевшего гипсового материала, которая находится под демпфирующим листом 108. Конечно, в других примерах соответствующие секции сердечника из затвердевшего гипсового материала, расположенные над и под непрерывным слоем (например, демпфирующим листом), могут иметь разную толщину вдоль оси z. Эта вариабельность размещения демпфирующего листа может влиять на звукоизолирующие характеристики гипсокартонного листа, как описано ниже. И в других вариантах реализации вариабельность размещения непрерывного слоя может влиять на другие характеристики гипсокартонного листа, такие как механическая прочность, удельное сопротивление выдергиванию гвоздей и шурупов и податливость разметке и резке; специалист, располагающий обычными знаниями в данной области техники, сможет выбрать требуемое размещение, чтобы получить желаемые свойства листа. Кроме того, разные слои затвердевшего гипсового материала могут иметь разные плотности и/или микроструктуры (или другие свойства), например, за счет разного использования наполнителей или пенообразователей; это также может быть использовано для подбора требуемых свойств листа, в частности, акустических свойств.
[040] В некоторых вариантах реализации гипсокартонных листов и способов их изготовления, описанных здесь иным образом, толщина материала гипсокартонного листа между непрерывным слоем (например, демпфирующим листом) и первой поверхностью гипсокартонного листа, а также между непрерывным слоем (например, демпфирующим листом) и второй поверхностью гипсокартонного листа составляет по меньшей мере 3,81 мм (0,15 дюйма) или даже, по меньшей мере, 5,08 мм (0,2 дюйма).
[041] Гипсокартонные листы, в соответствии с настоящим изобретением, могут быть изготовлены с различной толщиной. Специалист, располагающий обычными знаниями в данной области техники, выберет желаемую толщину для конкретного конечного использования. В некоторых вариантах реализации гипсокартонных листов и способов их изготовления, как описано здесь, общая толщина гипсокартонного листа (то есть вдоль оси z между поверхностями 102 и 104 на ФИГ. 1) составляет, по меньшей мере, 6,35 мм (0,25 дюйма) и не более 50,8 мм (2 дюймов), и находится, например, в диапазоне от 7,62 мм (0,3 дюйма) до 31,75 мм (1,25 дюйма) или в диапазоне от 12,7 мм (0,5 дюйма) до 25,4 мм (1 дюйма). В некоторых конкретных вариантах реализации изобретения общая толщина гипсокартонного листа по существу равна 9,525 мм (0,375 дюйма). В других конкретных вариантах реализации изобретения общая толщина гипсокартонного листа по существу равна 12,7 мм (0,5 дюйма). В еще других конкретных вариантах реализации изобретения общая толщина гипсокартонного листа по существу равна 15,875 мм (0,625 дюйма). А в других конкретных вариантах реализации изобретения общая толщина гипсокартонного листа по существу равна 25,4 мм (одному дюйму) (например, особенно когда используются гипсовые материалы с более низкой плотностью).
[042] Как отмечено выше, использование слоя материала внутри сердечника гипсокартонного листа может помочь улучшить ряд свойств гипсокартонного листа. Это может быть особенно желательно, когда гипсовый материал имеет относительно низкую плотность, поскольку такие материалы с низкой плотностью легки и, следовательно, желательны для монтажника, но могут иметь относительно худшие свойства по сравнению с материалами с более высокой плотностью. Но использование слоя, описанного в настоящем документе, может помочь улучшить свойства таких материалов, например, удельное сопротивление выдергиванию гвоздей и шурупов. В некоторых вариантах реализации затвердевший гипсовый материал имеет плотность в диапазоне 0,40-0,65 г/см3.
[043] Однако, специалисту, располагающему обычными знаниями в данной области техники, будет понятно что листы, изготовленные описанными в настоящем изобретении способами, могут иметь различную толщину и вес. Например, лист может представлять собой легковесный лист толщиной 15,875 мм (5/8ʺ) с весом порядка 1400 фунтов/MSF (где MSF=1000 квадратных футов) или может представлять собой легковесный лист толщиной 25,4 мм (1ʺ) с весом порядка 2240 фунтов/MSF. Как правило, листы могут быть изготовлены с любым желаемым весом, например, от легковесного (1200 фунтов/MSF) до нормального веса (2000 фунтов/MSF), и до тяжелого веса (3000 фунтов/MSF), любой желаемой толщины (например, 12,7 мм (½ʺ), 15,875 мм (5/8ʺ) или 25,4 мм (1ʺ)). Специалист, располагающий обычными знаниями в данной области техники, поймет, что дополнительные тонкие слои гипсового материала (например, гипса, обычно более высокой плотности, чем материал основы) могут быть нанесены на наружные стороны бумаги или стекловолокна, покрывая сердечник из гипсового материала, чтобы улучшить механическую прочность.
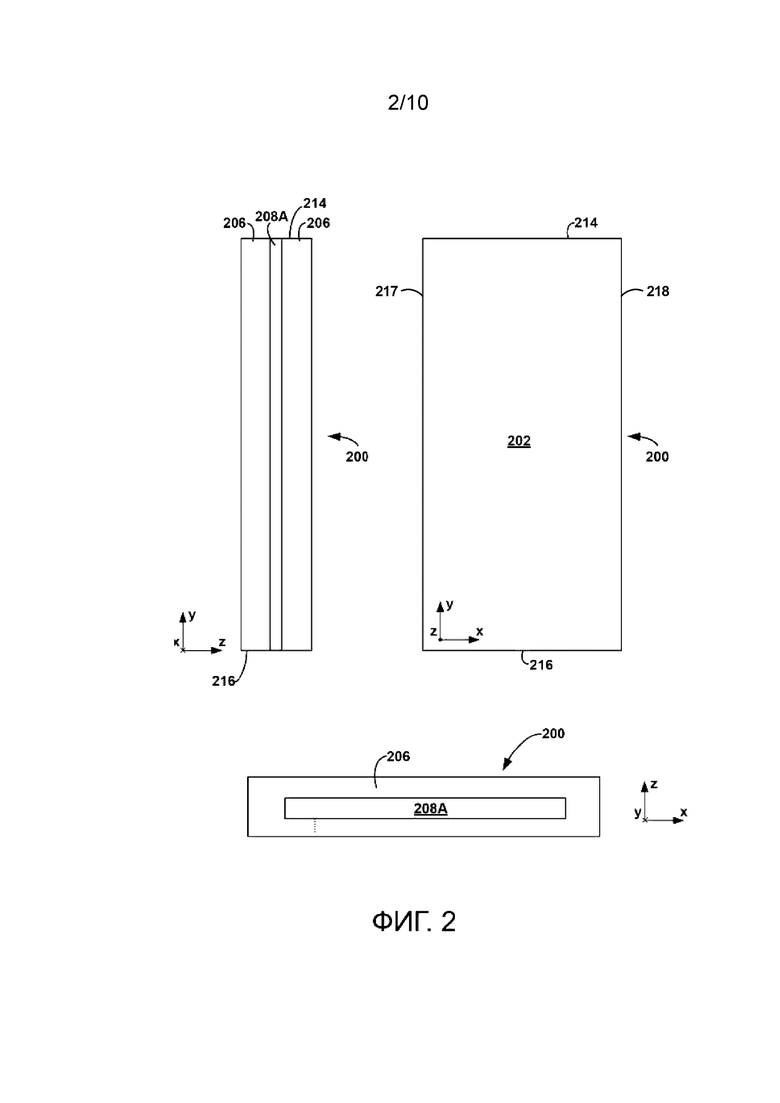
[044] В некоторых вариантах реализации гипсокартонных листов и способов их изготовления, как описано в настоящем документе, непрерывный слой (например, демпфирующий лист) полностью не проходит, по меньшей мере, до одной из боковых кромок листа. Например, в некоторых вариантах реализации и как показано на ФИГ. 2, непрерывный слой (например, демпфирующий лист) полностью не проходит до двух противоположных боковых кромок листа (например, не доходя до них по меньшей мере на 25,4 (1 дюйм) или даже по меньшей мере на 50,8 мм (2 дюйма)). В некоторых таких вариантах реализации непрерывный слой (например, демпфирующий лист) не проходит до двух противоположных боковых кромок листа, не доходя до каждой из двух боковых кромок на расстояние в диапазоне 25,4 мм-304,8 мм (1-12ʺ) или 50,8 мм-304,8 мм (2-12ʺ). В некоторых таких вариантах реализации изобретения демпфирующий лист проходит до двух других противоположных боковых кромок листа. ФИГ. 2 показывает три изображения гипсокартонного листа 200. В верхней левой части ФИГ. 2 показана проекция гипсокартонного листа 200 в поперечном сечении на плоскость y-z. В верхней правой части ФИГ. 2 показана проекция гипсокартонного листа 200 на плоскость x-y. В нижней части ФИГ. 2 показана проекция гипсокартонного листа 200 на плоскость x-z. Здесь демпфирующий лист 208 полностью не проходит до двух противоположных боковых кромок 217 и 218, но проходит полностью до двух противоположных боковых кромок 214 и 216.
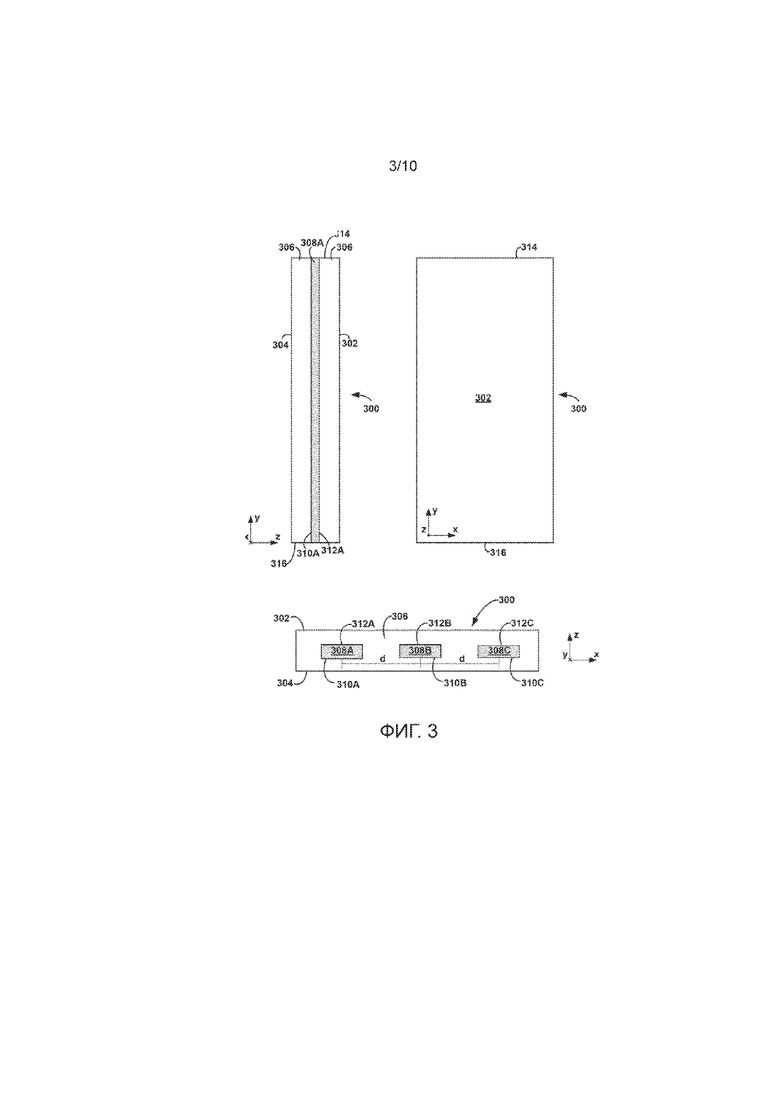
[045] В каждом из вариантов реализации изобретения, представленных на ФИГ. 1 и 2, имеется только один единый непрерывный слой (например, демпфирующий лист). Однако, как будет понятно специалисту, располагающему обычными знаниями в данной области техники, в некоторых альтернативных вариантах реализации изобретения множество непрерывных слоев (например, демпфирующих листов) могут быть расположены внутри сердечника из гипсового материала. Множество непрерывных слоев (например, демпфирующих листов) могут быть расположены бок-о-бок друг с другом, например, по существу параллельно плоскости листа. Например, ФИГ. 3 показывает три изображения гипсокартонного листа 300. В верхней левой части ФИГ. 3 показана проекция гипсокартонного листа 300 в поперечном сечении на плоскость y-z. В верхней правой части ФИГ. 3 показана проекция гипсокартонного листа 300 на плоскость x-y. В нижней части ФИГ. 3 показана проекция гипсокартонного листа 300 на плоскость x-z. Гипсокартонный лист 300 содержит противоположные поверхности 302 и 304, сердечник 306 из затвердевшего гипсового материала и демпфирующие листы 308A, 308B и 308C. Демпфирующий лист 308А имеет противоположные стороны 310А и 312А. Демпфирующий лист 308B имеет противоположные стороны 310В и 312В. Демпфирующий лист 308C имеет противоположные стороны 310C и 312C. В варианте реализации изобретения, представленном на ФИГ. 3, сердечник 306 из затвердевшего гипсового материала по существу окружает демпфирующие листы 308A, 308B и 308C, по меньшей мере, в одной плоскости листа (здесь, в плоскости x-z). Сердечник 306 из затвердевшего гипсового материала проходит от поверхности 302 до поверхности 304 противоположных сторон гипсокартонного листа 300. Как описано выше, сердечник 306 из затвердевшего гипсового материала может содержать любые материалы, которые содержит сердечник 106 из затвердевшего гипсового материала. Каждый демпфирующий лист 308А, 308В и 308С расположен внутри сердечника 306 из затвердевшего гипсового материала. Каждая из противоположных сторон 310A и 312A демпфирующего листа 208A по существу покрыта сердечником 306 из затвердевшего гипсового материала. Каждая из противоположных сторон 310B и 312B демпфирующего листа 308B может быть по существу полностью покрыта сердечником 306 из затвердевшего гипсового материала. Противоположные стороны 310C и 312C демпфирующего листа 308C могут быть по существу полностью покрыты сердечником 306 из затвердевшего гипсового материала. Однако несмотря на то, что демпфирующие листы не проходят до двух противоположных боковых кромок гипсокартонного листа, они проходят до двух других противоположных боковых кромок 314 и 316.
[046] Когда предусмотрено несколько непрерывных слоев (например, демпфирующих листов), они могут быть предусмотрены в нескольких различных конфигурациях. Например, соответствующие осевые линии демпфирующих листов 308A, 308B и 308C проходят по существу параллельно оси y, как показано на ФИГ. 3. Когда предусмотрено несколько демпфирующих листов, расположенных бок-о-бок друг с другом, они могут иметь некоторое расстояние между их кромками, например, в диапазоне от 25,4 мм до 304,8 мм (от 1 дюйма до 12 дюймов) или в диапазоне от 25,4 мм до 203,2 мм (от 1 дюйма до 8 дюймов). Соответствующие осевые линии могут быть разделены расстояниями (d) вдоль оси x такими как, например, 406,4 мм (16 дюймов) или 609,6 мм (24 дюйма). Это может обеспечить то, что гипсокартонный лист можно будет прибить через сердечник из гипсового материала между демпфирующего листа гвоздями со стандартными промышленными интервалами. Конечно, возможны и другие расстояния вдоль оси x.
[047] Как будет понятно специалисту, располагающему обычными знаниями в данной области техники, гипсокартонный лист 300 может быть сформирован с любыми из признаков, в целом описанных здесь, например, с толщинами, как описано выше, и с материалами, как описано выше.
[048] Преимущественно, гипсокартонные листы, описанные здесь, могут быть изготовлены с помощью поточного способа, при котором непрерывный слой или его заготовку внедряют в сердечник из гипсового материала, пока сердечник из гипсового материала все еще влажный (например, в виде глинистой суспензии). Он может быть, например, в виде несущей основы и заготовки полимерного материала, подлежащего нанесению на нее; несущей основы с нанесенным на нее полимерным материалом; непрерывного листа материала как такового или даже просто в виде заготовки полимерного материала (например, в виде жидкости или полутвердого вещества). Таким образом, нет необходимости удалять подложку бумаги или стекловолокна, чтобы обеспечить непрерывный слой (например, демпфирующий лист) внутри сердечника из гипсового материала. Соответственно, другим аспектом изобретения является способ изготовления гипсокартонного листа, как описано в данном документе, причем способ включает в себя обеспечение влажной заготовки гипсокартонного листа, имеющей первую поверхность и противоположную вторую поверхность, причем влажная заготовка гипсокартонного листа содержит: сердечник из влажного гипсового материала, проходящий от первой поверхности влажной заготовки гипсокартонного листа до второй поверхности влажной заготовки гипсокартонного листа; а один или несколько непрерывных слоев материала или его заготовки расположены внутри сердечника из влажного гипсового материала, причем каждый непрерывный слой материала или его заготовки имеет первую сторону и противоположную вторую сторону, первая сторона и вторая сторона каждого непрерывного слоя или его заготовки по существу покрыты влажным гипсовым материалом; и сушку влажной заготовки гипсокартонного листа таким образом, чтобы влажный гипсовый материал затвердевал в сердечнике из затвердевшего гипсового материала и таким образом, чтобы непрерывный слой материала или его заготовка образовывал непрерывный слой материала внутри сердечника из затвердевшего гипсового материала. Такие способы изготовления могут быть выполнены с использованием технологических процессов, знакомых специалисту, располагающему обычными знаниями в данной области техники, с использованием стандартных методик и оборудования для изготовления, например, гипсокартонных плит для стен.
[049] Несмотря на то, что способы описаны ниже в целом в отношении использования заготовки демпфирующего листа для изготовления демпфирующего листа, специалист, располагающий обычными знаниями в данной области техники, поймет, исходя из раскрытия в данном документе, что аналогичные способы могут быть использованы для изготовления гипсокартонного листа, имеющего другой непрерывный слой, расположенный в гипсовом сердечнике.
[050] ФИГ. 4 показывает блок-схему способа 400 изготовления гипсокартонного листа. Способ 400 может использоваться, например, для изготовления гипсокартонных листов 100 и/или 200. Блок 402 способа 400 может включать в себя обеспечение влажной заготовки гипсокартонного листа, имеющей первую поверхность и противоположную вторую поверхность. Ссылаясь на ФИГ. 5, обеспечена влажная заготовка 500 гипсокартонного листа. Влажная заготовка гипсокартонного листа представляет собой влажный сердечник (т.е. с водой), который можно высушить для обеспечения гипсокартонного листа, как описано выше. Он включает сердечник 502 из влажного гипсового материала, проходящий от поверхности 504 влажной заготовки 500 гипсокартонного листа до поверхности 506 влажной заготовки 500 гипсокартонного листа. Влажный гипсовый материал представляет собой влажный, способный к формованию гипсовый материал, который может затвердевать для получения затвердевшего гипсового материала. Влажный гипсовый материал может представлять собой, например, гипсовую суспензию или суспензию (то есть когда затвердевший гипсовый материал представляет собой гипс). В других вариантах реализации влажный гипсовый материал представляет собой влажный известковый материал или влажный цементный материал. Но специалист, располагающий обычными знаниями в данной области техники, поймет, что различные влажные гипсовые материалы могут быть использованы в практике технологических процессов, описанных здесь. Влажный гипсовый материал может включать любые присадки или наполнители, знакомые специалисту, располагающему обычными знаниями в данной области техники, включая те, которые описаны выше в отношении затвердевшего гипсового материала. Влажный гипсовый материал, желательно, представляет собой полужидкое вещество или смесь способную к формованию иным способом, и которую можно наносить и распределять, например, по такой поверхности, как платформа или конвейер.
[051] Влажная заготовка 500 гипсокартонного листа также содержит одну или несколько заготовок 516 демпфирующего листа, расположенных внутри сердечника 502 из влажного гипсового материала. Каждый из демпфирующих листов 516 имеет сторону 507 и противоположную сторону 509. Сторона(ы) 507 и сторона(ы) 509 каждой из заготовок 516 демпфирующего листа по существу покрыты сердечником 502 из влажного гипсового материала. Каждая из заготовок 516 демпфирующего листа включает несущую основу и материал предшественника полимера, который нанесен на несущую основу. Несущая основа может быть, например, такой, как описано выше в отношении заготовок гипсокартонных листов. Материал предшественника полимера представляет собой материал, который обеспечивает наличие вязкоупругого полимера в гипсокартонных листах, в соответствии с настоящем изобретением. Им может быть, например, полимер, который отверждается во время затвердевания гипса (например, для образования вязкоупругого полимера, как описано выше). Соответственно, несущая основа может быть пропитана жидким или полужидким термически отверждаемым составом для размещения внутри влажного гипсового сердечника; тепло, выделяемое при затвердевании гипса, может эффективно отверждать состав в вязкоупругий полимер. Альтернативно, материал предшественника полимера может представлять собой демпфирующий полимер (например, как описано выше), нанесенный на несущую основу, которая может быть расположена во влажном гипсовом материале, при этом влажный гипсовый материал отверждается в противовес ей. В некоторых таких случаях демпфирующий полимер находится в виде порошка или частиц, при этом тепла, выделяемого при затвердевании гипсового материала, достаточно для размягчения демпфирующего полимера, чтобы дать ему возможность плотно войти в контакт с гипсовым сердечника при затвердевании. В некоторых вариантах реализации заготовка демпфирующего листа может быть изготовлена заранее (например, в отдельном технологическом процессе или даже внезаводским изготовителем промежуточной продукции) для использования в настоящих описанных процессах.
[052] А в других вариантах реализации изобретения заготовкой демпфирующего листа может быть лист из демпфирующего полимера, например, без несущей основы. Такой материал может быть предоставлен в виде рулона, как описано более подробно ниже.
[053] В некоторых примерах обеспечение влажной заготовки 500 гипсокартонного листа может включать в себя нанесение сердечника 502 из влажного гипсового материала на платформу 508. В некоторых примерах платформа 508 может быть неподвижной платформе, подобной столу. В других примерах платформа 508 может быть в виде подвижного конвейера и обеспечение влажной заготовки 500 гипсокартонного листа может включать в себя нанесение сердечника 502 из влажного гипсового материала на конвейер, когда он движется справа налево (например, со ссылкой на ФИГ. 5). Как будет понятно специалисту, располагающему обычными знаниями в данной области техники, отрезок бумаги, стекловолоконного мата или ткани, или другого материала основы, может быть размещен на платформе так, чтобы влажный гипсовый материал наносился и распространялся по материалу основы. В таких вариантах реализации изобретения бумага, стекловолокно или другой материал основы будут оставаться на поверхностях гипсокартонного листа, что является обычным для стеновых материалов.
[054] Непрерывный слой или его заготовка (например, заготовка демпфирующего(их) листа(ов), как описано выше) может быть обеспечен в сердечнике из влажного гипсового материала различными способами. Например, процесс может включать в себя обеспечение первого слоя влажного гипсового материала, обеспечение одного или нескольких непрерывных слоев или их заготовок на первом слое влажного гипсового материала и обеспечение второго слоя влажного гипсового материала на одном или нескольких непрерывных слоях или их заготовок. Это может быть сделано поточным процессом. Например, в варианте реализации, представленном на ФИГ. 5, лист 505 бумаги расположен на платформе 508 (здесь - конвейере, перемещающемся справа налево, как указано стрелкой). Первый слой 502 влажного гипсового сырьевого материала наносится на лист 505 бумаги (то есть на платформе 508) с помощью дозатора 512. Влажный гипсовый материал может представлять собой, например, глинистую суспензию гипса или другую суспензию, и может иметь вязкость, которая обычно используется при формировании гипсокартонных листов. Заготовка 516 демпфирующего листа расположена сверху первого гипсового слоя 503, например, путем разматывания из катушки 518 (или из нескольких катушек, соответствующих нескольким заготовкам демпфирующего листа). Положение валков 520 и 522 может регулироваться, чтобы направлять заготовку 516 демпфирующего(их) листа(ов) в желаемое положение (например, по высоте) относительно платформы. Дозатор 514 может использоваться для нанесения второго слоя 503 влажного гипсового материала на заготовку демпфирующего(их) листа(ов). Наконец, второй лист 510 бумаги может быть размещен на втором слое 503 влажного гипсового материала. Таким образом, влажная заготовка 500 гипсокартонного листа включает в себя сердечник из влажного гипсового сырьевого материала (то есть сформированного из слоев 502 и 503), причем заготовка 516 демпфирующего(их) листа(ов) размещена внутри сердечника из влажного гипсового сырьевого материала (то есть между слоями 502 и 503), желательно на некоторой постоянной глубине внутри сердечника из влажного гипсового материала. Соотношение дозирования между дозаторами 512 и 514 можно использовать для управления положением слоя внутри листа. Например, соотношение дозирования в некоторых вариантах реализации может находиться в диапазоне 1:3-3:1, например, 1:2-2:1 или 1:1,5-1,5:1 Влажная заготовка гипсокартонного листа имеет листы 505 и 510 бумаги, расположенные на его первой и второй поверхностях. Процесс может выполняться непрерывно, как и в обычных процессах производства гипсокартонных плит. Непрерывный гипсокартонный лист можно разрезать, как это принято в данной области техники, хотя для резки материала демпфирующего листа может потребоваться дополнительная осторожность или процессы.
[055] Как будет понятно специалисту, располагающему обычными знаниями в данной области техники, вышеописанный процесс особенно подходит для изготовления гипсокартонных листов, в которых демпфирующий лист проходит до двух противоположных кромок гипсокартонного листа (то есть в направлении непрерывного процесса). Однако демпфирующий лист не обязательно должен проходить до двух других противоположных кромок (то есть прямоугольного листа), поскольку ширина демпфирующего листа может быть выбрана так, чтобы она была уже ширины сердечника из влажного гипсового материала.
[056] Как отмечено выше, в некоторых примерах каждый из непрерывных слоев или его заготовок может быть составлен из несущей основы с нанесенным на нее предшественником полимера. Предшественник полимера может быть распылен на несущей основе до формирования влажной заготовки гипсокартонного листа. В других примерах несущая основа может быть пропитана предшественником полимера перед формированием влажной заготовки гипсокартонного листа. Предшественник полимер может быть, например, в коллоидном или аэрозольном виде. В другом примере предшественник полимера может принимать форму полимерного сердечника, в который, по существу, встроена несущая основа, или к которому, по существу, прикреплена несущая основа. Например, жидкий или полужидкий термически отверждаемый состав, такой как GreenGlue, Weber Glue или термоотверждаемый силикон или акрил, может быть нанесен на несущую основу до того, как он будет размещен в сердечнике из влажного гипсового материала. Такой состав может быть отвержден за счет тепла, выделяемого во время отверждения гипсового материала (которое может быть, например, при температуре около 100°С в течение около 1/2 часа). В других вариантах реализации на материал основы наносят демпфирующий полимер, например, в виде порошка или дисперсии (например, в виде поливинилбутирального порошка или "Shark Dispersion"). В таких вариантах реализации демпфирующий полимер может быть размягчен или даже расплавлен под действием тепла, выделяемого во время затвердевания гипсового материала, для образования по существу непрерывного полимерного материала и для обеспечения его тесного контакта с отвержденным гипсовым материалом. В некоторых вариантах реализации демпфирующий полимер обеспечен в виде по существу непрерывного листа, в который несущая основа внедрена или к которому несущая основа прикреплена. В таких вариантах реализации демпфирующий полимер может быть размягчен или даже расплавлен под действием тепла, выделяемого во время затвердевания гипсового материала, чтобы обеспечить тесный контакт и прочную адгезию с отвержденным гипсовым материалом для получения продукции улучшенного качества.
[057] В другом варианте реализации вместо нанесения непрерывного слоя или его заготовки в виде листа (например, либо в качестве несущей основы с нанесенным на нее полимерным материалом или его предшественником, либо в виде листа материала, такого как полимер, ткань или металл), заготовка для непрерывного слоя может быть нанесена на поверхность первого слоя влажного гипсового материала в жидкой или полутвердой форме, например, путем распыления или иного дозирования слоя предшественника полимера на него. Второй слой влажного гипсового материала может быть нанесен на него. Предшественник полимера может быть отвержден до, после или во время нанесения второго слоя влажного гипсового материала. Например, предшественник полимера может быть отвержден, по меньшей мере, частично с помощью тепла, выделяемого при сушке влажного гипсового материала.
[058] В блоке 404 на ФИГ. 4 способ 400 включает сушку влажной заготовки гипсокартонного листа таким образом, чтобы влажный гипсовый материал затвердевал в сердечнике затвердевшего гипсокартонного материала. Например, влажной заготовке гипсокартонного листа можно дать так затвердеть, чтобы сформировать сердечник 106 из затвердевшего гипсового материала гипсокартонного листа 100, показанного на ФИГ. 1, или сердечник 206 из затвердевшего гипсового материала гипсокартонного листа 200, показанного на ФИГ. 2. Влажный гипсовый материал может быть нагрет (например, в печи или с использованием лучистого нагревателя) и/или за счет выделения своего собственного тепла посредством экзотермической реакции. Как описано выше, тепло может размягчить вязкоупругий полимер, который предварительно нанесен на несущую(ие) основу(ы), чтобы облегчить связывание сердечника из затвердевшего гипсового материала с демпфирующим листом и/или для облегчения связывания сердечника из затвердевшего гипсового материала с демпфирующими листами. Кроме того, тепло может отверждать термоотверждаемый состав для создания демпфирующего листа; такой отвержденный полимер также может быть размягчен для облегчения его связывания. А также, подаваемого или выделяемого во время процесса сушки тепла, желательно, достаточно для отверждения и затвердения сердечника из влажного гипсового материала для образования сердечника из затвердевшего гипсового материала, как описано выше. Таким образом, в результате такого нагрева и/или сушки, демпфирующий полимер может образовывать по существу непрерывный однородный слой внутри или на каждой заготовке 516 демпфирующего(их) листа(ов). Соответственно, во время процесса затвердевания влажный гипсокартонный лист находится, желательно, при температуре, превышающей 70°С, в течение, по меньшей мере, 20 минут. Если тепла, образующегося в результате затвердевания гипсового материала, недостаточно, тепло может быть подано так, как описано выше. Например, влажная заготовка гипсокартонного листа может находиться при температуре от 70°С до 130°С в течение по меньшей мере 20 минут. Тепло может выделяться с помощью нагревателя и/или посредством экзотермической реакции, происходящей во влажной заготовке 400 гипсокартонного листа.
[059] Сушка влажной заготовки гипсокартонного листа может дополнительно включать в себя связывание, с помощью демпфирующего материала (например, самого демпфирующего полимера и/или его предшественника), сердечника из затвердевшего гипсового материала с первой стороной каждой из одной или нескольких заготовок демпфирующих листов с сердечником из затвердевшего гипсового материала на второй стороне каждой из одной или нескольких заготовок демпфирующих листов. Сушка влажной заготовки гипсокартонного листа включает в себя сушку влажной заготовки гипсокартонного листа, в то время как сердечник из влажного гипсового материала, по меньшей мере, частично покрывает первые стороны одного или нескольких непрерывных слоев материала или их заготовок и, по меньшей мере, частично покрывает вторые стороны непрерывных слоев материала или их заготовок. Во время сушки демпфирующий полимер, который нанесен на несущую(ие) основу(ы) либо в форме его предшественника, либо в его окончательной форме, может использоваться для связывания сердечника 106 из затвердевшего гипсового материала в варианте реализации, показанном на ФИГ. 1 на стороне 110 с сердечником 106 из затвердевшего гипсового материла на стороне 112 Подобным образом, вязкоупругий полимер, который нанесен на несущую(ие) основу(ы) либо в форме его предшественника, либо в его окончательной форме, может быть использован для связывания сердечника 306 из затвердевшего гипсового материала в варианте реализации, показанном на ФИГ. 3 на сторонах 310А, 310В и 310C с сердечником 206 из затвердевшего гипсового материала на соответствующих сторонах 312А, 312В и 312С.
[060] ФИГ. 6 показывает экспериментальные данные, отражающие коэффициенты потерь при демпфировании и значения жесткости при изгибе различных гипсокартонных листов. График слева, озаглавленный «Измеренный коэффициент потерь», отображает коэффициент потерь при демпфировании обычного гипсокартонного листа (эталонного), гипсокартонного листа, который включает слой стекловолокна, расположенный внутри гипсокартонного листа (только встроенная сетка), и гипсокартонного листа, подобного гипсокартонному листу 100 и 200 (встроенная сетка+клей). В целом, они были изготовлены следующим образом: Гипсовую суспензию готовили в соответствии со стандартными методиками и разливали в форму заданной глубины для образования первого слоя гипса. Затем вязкоупругий клей, нанесенный на нетканый стекломат, наносили сверху на первый слой влажного гипса. Затем еще одну порцию гипсовой суспензии выливали на верхнюю часть стекломата в такой же отливной форме, чтобы сформировать второй слой влажного гипса для создания окончательной толщины около 15,875 мм (5/8ʺ). Затем гипс, находящийся в отливной форме, сушили в соответствии с обычными условиями сушки гипса, то есть температурой, тепловым режимом и регулированием влажности, для формирования готового листа. Затем, в соответствии с ISO 16940, определяли свойства демпфирующего листа. График показывает коэффициент потерь при демпфировании около 0,5% как для обычного гипсокартонного листа, так и для гипсокартонного листа, имеющего внутренний слой из стекловолокна. Гипсокартонный лист, подобный гипсокартонным листам 100 и 200, демонстрирует более высокий коэффициент потерь при демпфировании, составляющий около 16%.
[061] График справа, озаглавленный «Измеренная жесткость при изгибе», показывает жесткость или прочность тех же трех гипсокартонных листов. График показывает жесткость около 475 ньютон-метров (Нм) для обычного гипсокартонного листа (эталонного), жесткость около 675 Нм для гипсокартонного листа, имеющего внутренний слой из стекловолокна (только встроенная сетка), и жесткость около 300 Нм для гипсокартонного листа, подобного гипсокартонным листам 100 и 120 (встроенная сетка+клей). Как показано, добавление внутреннего слоя из стекловолокна в гипсокартонный лист без добавления демпфирующего материала из вязкоупругого полимера (например, вязкоупругого клея) не приводит к значительному изменению коэффициента потерь при демпфировании гипсокартонного листа, но может увеличить жесткость гипсокартонного листа. Добавление вязкоупругого полимера в гипсокартонный лист может увеличить коэффициент потерь при демпфировании гипсокартонного листа и снизить жесткость гипсокартонного листа.
[062] ФИГ. 7 показывает кривые потерь при передаче звука (STL) для гипсокартонных листов, которые описаны выше со ссылкой на ФИГ. 6. Кривая 702 соответствует обычному гипсокартонному листу (эталонному), кривая 704 соответствует гипсокартонному листу, имеющему внутренний слой из стекловолокна (только встроенная сетка), а кривая 706 соответствует гипсокартонному листу, который подобен гипсокартонным листам 100 и 120 (встроенная сетка+клей). Кривые рассчитаны на основе свойств гипсокартонных листов, экспериментально определенных и показанных на ФИГ. 6. Кривая 702 имеет частоту излома STL около 2,8 кГц. При такой частоте излома кривая 702 имеет значение около 18 дБ. Кривая 704 имеет частоту излома STl около 3 кГц. При такой частоте излома кривая 704 имеет значение около 19 дБ. Кривая 706, с другой стороны, имеет более высокую частоту излома около 5 кГц и соответствующий локальный минимум STL около 38 дБ. Это показывает, что гипсокартонные листы, подобные гипсокартонным листам 100 и 200, по сравнению с обычными гипсокартонными листами могут выгодно демонстрировать более высокие частоты излома STL и меньший спад у STL на частоте излома.
[063] ФИГ. 8 показывает моделирование того, как изменение положения стекловолоконного мата и/или слабо демпфирующего листа в гипсокартонном листе может влиять на характеристики демпфирования звука гипсокартонного листа, имеющего толщину приблизительно 15,8 мм. Кривая 802 относится к гипсокартонному листу, имеющему внутренний слой из стекловолокна и вязкоупругий демпфирующий слой, расположенный на глубине 7,9 мм внутри гипсокартонного листа. Кривая 804 относится к гипсокартонному листу, имеющему внутренний слой из стекловолокна и вязкоупругий демпфирующий слой, расположенный на глубине 6,4 мм внутри гипсокартонного листа. Кривая 806 относится к гипсокартонному листу, имеющему внутренний слой из стекловолокна и вязкоупругий демпфирующий слой, расположенный на глубин 4,8 мм внутри гипсокартонного листа. Кривая 808 относится к гипсокартонному листу, имеющему внутренний слой из стекловолокна и вязкоупругий демпфирующий слой, расположенный на глубин 3,2 мм внутри гипсокартонного листа.
[064] Как показано кривыми 802-808, размещение внутреннего слоя стекловолокна и вязкоупругого материала ближе к центру гипсокартонного листа дает более высокую частоту излома STL и меньшую степень спада STL на частоте излома. Кривая 810 показывает, что гипсокартонный лист, имеющий внутренний слой из стекловолокна без дополнительного вязкоупругого демпфирующего материала, будет иметь гораздо более крутой спад STL даже при еще более низкой частоте излома. Моделирование показывает, что стекловолокно может быть в некоторой степени смещена относительно центра, при этом обеспечивая преимущества в звукоизоляции. Это подразумевает, что положение стекловолоконного мата и/или демпфирующего слоя внутри гипсокартонного листа не должно контролироваться в самых строгих пределах.
[065] В левой части ФИГ. 9 показан пример температурного профиля процесса сушки в блоке 404 на ФИГ. 4. В правой части ФИГ. 9 показано, что вязкоупругий полимер (например, вязкоупругий клей) может сохранять свою звукоизолирующую эффективность после воздействия температурного профиля, показанного в левой части ФИГ. 9. То есть кривые STL гипсокартонного листа до и после отверждения вязкоупругого клея показывают небольшое изменение характеристик STL гипсокартонного листа.
[066] Как описано выше, специалист, располагающий обычными знаниями в данной области техники, может выбрать различные свойства материала, чтобы обеспечить, например, требуемый уровень демпфирования. В некоторых вариантах реализации гипсокартонные листы, описанные здесь, могут быть смоделированы с использованием принципов демпфирования при помощи связанных слоев, предполагая, что вязкоупругий демпфирующий слой (имеющий толщину t, плотность ρ, модуль сдвига G* и коэффициент потери при демпфировании η) связан между двумя слоями гипсового материала (которые не должны быть идентичными по своим свойствам, и каждый из которых имеет собственные значения толщины h, плотности ρ, модуля Юнга Е и коэффициента потерь при демпфированииη). Такая модель гипсокартонного листа показана на схематическом виде в разрезе на ФИГ. 10. Промежуточный демпфирующий слой может иметь гораздо меньшую жесткость по сравнению с гипсовыми слоями с каждой его стороны, а также низкий модуль сдвига (G*) и высокий коэффициент потерь при демпфировании (η). У демпфирующего слоя может возникнуть деформация сдвига, когда гипсокартонный лист подвергается воздействию изгибных колебаний, тем самым эффективно снижая жесткость конструкции и обеспечивая демпфирование сдвига, что может привести к улучшению характеристик в диапазоне так называемых "резонансных частот" между 2~4 кГц.
[067] Принципы проектирования такой конструкции описываются моделью RKU, описанной в D. Ross, EE Ungar and E.M. Kerwin, «Демпфирование изгибных колебаний плиты с помощью вязкоупругой ламинированной конструкции», Конструкционное демпфирование, Раздел II ASME, 1959 г., который включен в настоящий документ в полном объеме посредством ссылки. В патенте США №7745005, который включен в настоящий документ в полном объеме посредством ссылки, также описана гипсовая ламинированная конструкция с различными паттернами демпфирующих слоев.
Специалистам, располагающим обычными знаниями в данной области техники, будет ясно, что в описанные здесь процессы и устройства могут быть внесены различные модификации и изменения, не выходя за рамки объема изобретения. Таким образом, предполагается, что описание настоящего изобретения охватывает такие модификации и варианты настоящего изобретения, при условии, что они входят в объем прилагаемой формулы изобретения и ее эквивалентов.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГИПСОКАРТОН ИЗ ГИПСА, СОДЕРЖАЩИЙ ВЫСОКИЙ УРОВЕНЬ ХЛОРИДНОЙ СОЛИ И ПЕРФОРИРОВАННЫЙ ЛИСТ, А ТАКЖЕ СВЯЗАННЫЙ С НИМ СПОСОБ | 2019 |
|
RU2797758C2 |
| СПОСОБЫ РЕГЕНЕРАЦИИ ГИПСОВЫХ ПАНЕЛЕЙ, СОДЕРЖАЩИХ ГИДРОФОБНЫЕ МАТЕРИАЛЫ, И ИХ ПРИМЕНЕНИЕ | 2021 |
|
RU2830349C1 |
| ГИПСОКАРТОН ИЗ ГИПСА, СОДЕРЖАЩИЙ ВЫСОКИЙ УРОВЕНЬ ХЛОРИДНОЙ СОЛИ И СЛОЙ КРАХМАЛА, А ТАКЖЕ СВЯЗАННЫЙ С НИМ СПОСОБ | 2019 |
|
RU2789870C2 |
| МНОГОСЛОЙНЫЙ ГИПСОКАРТОННЫЙ ЛИСТ, СОПУТСТВУЮЩИЕ СПОСОБЫ И СУСПЕНЗИИ | 2019 |
|
RU2816930C2 |
| ГИПСОКАРТОННАЯ ПЛИТА С ПЕРФОРИРОВАННЫМ ПОКРОВНЫМ ЛИСТОМ И СИСТЕМА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2017 |
|
RU2748593C2 |
| ГИПСОВАЯ ПАНЕЛЬ, СОДЕРЖАЩАЯ БУМАГУ С ВЫСОКОЙ АБСОРБЦИЕЙ, И СООТВЕТСТВУЮЩИЕ СПОСОБЫ ЕЕ ПОЛУЧЕНИЯ | 2020 |
|
RU2824485C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВ НА ОСНОВЕ ГИПСА И СУСПЕНЗИЯ ШТУКАТУРНОГО ГИПСА ДЛЯ ПРИМЕНЕНИЯ В НИХ | 2016 |
|
RU2719871C2 |
| КОМПОЗИТНАЯ ГИПСОВАЯ ПЛИТА (ВАРИАНТЫ) | 2016 |
|
RU2721675C2 |
| ГИПСОВЫЕ СУСПЕНЗИИ С ДИСПЕРГИРУЮЩИМИ АГЕНТАМИ НА ОСНОВЕ ЛИНЕЙНЫХ ПОЛИКАРБОКСИЛАТОВ | 2017 |
|
RU2741592C2 |
| Гипсовая плита и способ её получения | 2015 |
|
RU2693029C2 |
Изобретение относится к гипсокартонным листам и способам их изготовления. Гипсокартонный лист содержит сердечник из затвердевшего гипсового материала, проходящий от первой до второй поверхности гипсокартонного листа, и один или несколько непрерывных слоев материала, расположенных внутри сердечника и проходящих вдоль первой оси по существу до двух противоположных кромок гипсокартонного листа. Причем первая и вторая стороны каждого непрерывного слоя материала по существу покрыты затвердевшим гипсовым материалом. Каждый непрерывный слой представляет собой демпфирующий лист, имеющий коэффициент потерь при демпфировании больше, чем коэффициент потерь при демпфировании затвердевшего гипсового материала, причём демпфирующий лист содержит вязкоупругий полимер. Способ изготовления гипсокартонного листа включает сушку влажного сердечника из гипсового материала, в то время как внутри него расположен непрерывный слой материала или его заготовки. Обеспечивается улучшение качества звукоизолирующих гипсокартонных листов. 2 н. и 45 з.п. ф-лы, 10 ил.
,
1. Гипсокартонный лист, имеющий первую поверхность и противоположную ей вторую поверхность, причем гипсокартонный лист содержит:
сердечник из затвердевшего гипсового материала, проходящий от первой поверхности гипсокартонного листа до второй поверхности гипсокартонного листа, и
один или несколько непрерывных слоев материала, расположенных внутри сердечника и проходящих вдоль первой оси по существу до двух противоположных кромок гипсокартонного листа, причем каждый непрерывный слой материала имеет первую сторону и противоположную вторую сторону, при этом первая сторона и вторая сторона каждого непрерывного слоя материала по существу покрыты и контактируют с затвердевшим гипсовым материалом, каждый непрерывный слой представляет собой демпфирующий лист, имеющий коэффициент потерь при демпфировании больше, чем коэффициент потерь при демпфировании затвердевшего гипсового материала, причём демпфирующий лист содержит вязкоупругий полимер.
2. Гипсокартонный лист по п. 1, отличающийся тем, что гипсовый материал содержит основной материал, который представляет собой гипс.
3. Гипсокартонный лист по п. 1, отличающийся тем, что гипсовый материал содержит основной материал, который представляет собой известь или цемент.
4. Гипсокартонный лист по любому из пп. 1-3, отличающийся тем, что гипсовый материал содержит один или несколько наполнителей или присадок, например, выбранных из стекловолокна, пластификатора, пенообразователя и/или этилендиаминтетрауксусной кислоты (ЭДТА).
5. Гипсокартонный лист по любому из пп. 1-4, отличающийся тем, что каждый непрерывный слой материала представляет собой демпфирующий лист, содержащий несущую основу, на которую нанесен вязкоупругий полимер, причем каждый демпфирующий лист имеет коэффициент потерь при демпфировании, который больше коэффициента потерь при демпфировании затвердевшего гипсового материала.
6. Гипсокартонный лист по п. 5, отличающийся тем, что несущая основа содержит стекловолоконный мат или стекловолоконную ткань.
7. Гипсокартонный лист по п. 5, отличающийся тем, что несущая основа содержит лист бумаги или тканый или нетканый материал.
8. Гипсокартонный лист по любому из пп. 1-4, отличающийся тем, что непрерывный слой материала представляет собой демпфирующий лист, который представляет собой лист вязкоупругого полимера.
9. Гипсокартонный лист по любому из пп. 1-8, отличающийся тем, что вязкоупругий полимер представляет собой поливинилбутираль.
10. Гипсокартонный лист по любому из пп. 1-8, отличающийся тем, что вязкоупругий полимер представляет собой силикон или акрил.
11. Гипсокартонный лист по любому из пп. 1-10, отличающийся тем, что вязкоупругий полимер имеет коэффициент потерь при демпфировании по меньшей мере 5%.
12. Гипсокартонный лист по любому из пп. 1-11, отличающийся тем, что вязкоупругий полимер имеет модуль сдвига в диапазоне от 10 кПа до 100 МПа.
13. Гипсокартонный лист по любому из пп. 1-12, отличающийся тем, что вязкоупругий полимер содержит или заполнен огнестойким материалом и/или материалом, стойким к плесени.
14. Гипсокартонный лист по любому из пп. 1-13, отличающийся тем, что коэффициент потерь при демпфировании для каждого демпфирующего листа составляет по меньшей мере 5%.
15. Гипсокартонный лист по любому из пп. 1-14, отличающийся тем, что один или несколько непрерывных слоев материала представляют собой единый непрерывный слой материала.
16. Гипсокартонный лист по п. 15, отличающийся тем, что единственный непрерывный слой материала проходит по существу по всему сердечнику из затвердевшего гипсового материала в плоскости, по существу параллельной первой поверхности гипсокартонного листа.
17. Гипсокартонный лист по любому из пп. 1-14, отличающийся тем, что один или несколько непрерывных слоев материала представляют собой множество непрерывных слоев материала.
18. Гипсокартонный лист по любому из пп. 1-14, отличающийся тем, что один или несколько непрерывных слоев материала представляют собой множество непрерывных слоев материала, содержащих по меньшей мере
первый непрерывный слой материала, проходящий в продольном направлении параллельно указанной первой оси гипсокартонного листа, и
второй непрерывный слой материала, проходящий в продольном направлении параллельно первой оси гипсокартонного листа.
19. Гипсокартонный лист по п. 18,
отличающийся тем, что первый непрерывный слой материала имеет первую осевую линию, которая по существу параллельна первой оси,
при этом второй непрерывный слой материала имеет вторую осевую линию, которая по существу параллельна первой оси, и
при этом расстояние, отделяющее первую осевую линию от второй осевой линии вдоль второй оси гипсокартонного листа, которая по существу перпендикулярна первой оси, по существу равно 406,4 мм (16 дюймам).
20. Гипсокартонный лист по п. 18,
отличающийся тем, что первый непрерывный слой материала имеет первую осевую линию, которая по существу параллельна первой оси,
при этом второй непрерывный слой материала имеет вторую осевую линию, которая по существу параллельна первой оси, и
при этом расстояние, отделяющее первую осевую линию от второй осевой линии вдоль второй оси гипсокартонного листа, которая по существу перпендикулярна первой оси, по существу равно 609,6 мм (24 дюймам).
21. Гипсокартонный лист по любому из пп. 17-20, отличающийся тем, что множество непрерывных слоев материала расположены бок о бок друг с другом на расстоянии в диапазоне от 25,4 мм до 304,8 мм (от 1 до 12 дюймов) между смежными непрерывными слоями материала.
22. Гипсокартонный лист по любому из пп. 1-21, отличающийся тем, что один или несколько непрерывных слоев материала полностью не проходят до двух других противоположных кромок гипсокартонного листа.
23. Гипсокартонный лист по п. 22, отличающийся тем, что один или несколько непрерывных слоев материала проходят до двух других противоположных кромок гипсокартонного листа, не доходя до них на расстояние не менее 25,4 мм (1 дюйма) (например, не менее 50,8 мм (2 дюймов)).
24. Гипсокартонный лист по любому из пп. 1-23, отличающийся тем, что толщина первой части сердечника из затвердевшего гипсового материала на первой стороне одного или нескольких непрерывных слоев материала по существу равна второй части сердечника из затвердевшего гипсового материала на второй стороне одного или нескольких непрерывных слоев материала.
25. Гипсокартонный лист по любому из пп. 1-23, отличающийся тем, что первая часть сердечника из затвердевшего гипсового материала на первой стороне одного или нескольких непрерывных слоев материала имеет толщину, которая больше толщины второй части сердечника из затвердевшего гипсового материала на второй стороне одного или нескольких непрерывных слоев материала.
26. Гипсокартонный лист по любому из пп. 1-25, отличающийся тем, что гипсокартонный лист имеет толщину, которая по существу равна 9,525 мм (0,375 дюйма) между первой поверхностью и второй поверхностью.
27. Гипсокартонный лист по любому из пп. 1-25, отличающийся тем, что гипсокартонный лист имеет толщину, которая по существу равна 12,7 мм (0,5 дюйма) между первой поверхностью и второй поверхностью.
28. Гипсокартонный лист по любому из пп. 1-25, отличающийся тем, что гипсокартонный лист имеет толщину, превышающую 6,35 мм (0,25 дюйма) и не более 50,8 мм (2 дюймов) между первой поверхностью и второй поверхностью.
29. Способ изготовления гипсокартонного листа по любому из пп. 1-28, включающий:
обеспечение влажной заготовки гипсокартонного листа, имеющей первую поверхность и противоположную вторую поверхность, при этом влажная заготовка гипсокартонного листа содержит:
сердечник из влажного гипсового материала, проходящий от первой поверхности влажной заготовки гипсокартонного листа до второй поверхности влажной заготовки гипсокартонного листа; и
один или несколько непрерывных слоев материала или его заготовки, расположенных внутри сердечника из влажного гипсового материала и проходящих вдоль первой оси по существу до двух противоположных кромок гипсокартонного листа, причем каждый непрерывный слой материала или его заготовки имеет первую сторону и противоположную вторую сторону, при этом первая сторона и вторая сторона каждого непрерывного слоя материала или его заготовки по существу покрыты и находятся в контакте с влажным гипсовым материалом; и
сушку влажной заготовки гипсокартонного листа таким образом, что влажный гипсовый материал затвердевает в сердечнике из затвердевшего гипсового материала, и таким образом, что непрерывный слой материала или его заготовки формирует непрерывный слой материала внутри сердечника из затвердевшего гипсового материала.
30. Способ по п. 29, отличающийся тем, что обеспечение влажной заготовки гипсокартонного листа включает в себя распределение сердечника из влажного гипсового материала по платформе, такой как конвейер.
31. Способ по п. 30, отличающийся тем, что лист материала основы (например, бумаги) располагают на платформе таким образом, что сердечник из влажного гипсового материала расположен на материале основы.
32. Способ по любому из пп. 29-31, отличающийся тем, что обеспечение каждого непрерывного слоя материала или его заготовки включает в себя разворачивание непрерывного слоя материала или его заготовки из катушки.
33. Способ по любому из пп. 29-32, отличающийся тем, что обеспечение влажной заготовки гипсокартонного листа включает в себя распределение каждого непрерывного слоя материала или его заготовки внутри сердечника из влажного гипсового материала.
34. Способ по любому из пп. 29-33, отличающийся тем, что каждый непрерывный слой материала или его заготовка представляет собой заготовку демпфирующего листа, содержащую несущую основу с нанесенным на нее материалом предшественника полимера.
35. Способ по п. 34, отличающийся тем, что обеспечение заготовки демпфирующего листа включает в себя обеспечение несущей основы с нанесением на нее предшественника полимера.
36. Способ по п. 34, отличающийся тем, что обеспечение заготовки демпфирующего листа включает в себя напыление предшественника полимера на несущую основу.
37. Способ по п. 34, отличающийся тем, что обеспечение заготовки демпфирующего листа включает в себя пропитку несущей основы предшественником полимера.
38. Способ по п. 34, отличающийся тем, что предшественник полимера представляет собой вязкоупругий полимер в виде частиц или в коллоидной форме.
39. Способ по п. 34, отличающийся тем, что предшественник полимера находится в форме сердечника вязкоупругого полимера, в который по существу внедрена несущая основа или к которому по существу прикреплена несущая основа.
40. Способ по любому из пп. 34-39, отличающийся тем, что затвердевание влажного гипсового материала в сердечник из затвердевшего гипсового материала выделяет достаточное количество тепла для размягчения предшественника полимера.
41. Способ по п. 40, отличающийся тем, что размягчение предшественника полимера приводит к тому, что он образует по существу непрерывный и однородный слой внутри каждого из одного или нескольких демпфирующих листов.
42. Способ по п. 34, отличающийся тем, что предшественник полимера представляет собой термически отверждаемый состав, отверждаемый для образования демпфирующего полимера.
43. Способ по п. 42, отличающийся тем, что затвердевание влажного гипсового материала в сердечник из затвердевшего гипсового материала выделяет достаточное количество тепла для отверждения термически отверждаемого состава, чтобы получить вязкоупругий полимер.
44. Способ по любому из пп. 29-43, отличающийся тем, что обеспечение влажной заготовки гипсокартонного листа включает в себя обеспечение первого слоя влажного гипсового материала, обеспечение одного или нескольких непрерывных слоев материала или их заготовок на первом слое влажного гипсового материала и обеспечение второго слоя влажного гипсового материала на одном или нескольких непрерывных слоях материала или его заготовок.
45. Способ по любому из пп. 29-43, отличающийся тем, что сушка влажной заготовки гипсокартонного листа включает в себя сушку влажной заготовки гипсокартонного листа, в то время как сердечник из влажного гипсового материала по меньшей мере частично покрывает первые стороны одного или нескольких непрерывных слоев материала или их заготовок и по меньшей мере частично покрывает вторые стороны непрерывных слоев материала или их заготовок.
46. Способ по любому из пп. 29-45, дополнительно включающий в себя связывание, с помощью непрерывного слоя материала, сердечника из затвердевшего гипсового материала на первой стороне непрерывного слоя материала с сердечником из затвердевшего гипсового материала на задней стороне непрерывного слоя материала.
47. Способ по любому из пп. 29-46, отличающийся тем, что во время процесса затвердевания влажный гипсокартонный лист находится при температуре, превышающей 70°С, в течение по меньшей мере 20 минут.
| US 20140273687 A1, 18.09.2014 | |||
| WO 2013045602 A2, 04.04.2013 | |||
| US 20090004448 A1, 01.01.2009 | |||
| Способ ускоренной цементации стальных изделий | 1948 |
|
SU77574A1 |

