Область техники, к которой относится изобретение
Изобретение относится к компоненту, генерирующему аэрозоль, для устройства для нагрева табака, мундштуку для него и к способам изготовления компонента, генерирующего аэрозоль, и мундштука.
Уровень техники
Некоторые продукты табачной промышленности при использовании выделяют аэрозоль, который вдыхает пользователь. Например, курительные изделия, такие как сигареты, сжигают табак во время использования для создания табачного дыма. Устройства для нагрева табака нагревают аэрозольобразующий материал, такой как табак, с образованием аэрозоля путем нагревания материала без его сжигания. Такие продукты табачной промышленности обычно включают в себя мундштуки, через которые аэрозоль проходит в рот пользователя.
Раскрытие изобретения
Первым объектом изобретения является аэрозольобразующий компонент для устройства нагревания табака, содержащий аэрозольобразующий материал; мундштук, расположенный по потоку ниже аэрозольобразующего материала; первую обертку, содержащую первый листовой материал и окружающую по меньшей мере часть аэрозольобразующего материала; и вторую обертку, содержащую второй листовой материал и окружающую по меньшей мере часть мундштука, при этом теплопроводность первого листового материала больше теплопроводности второго листового материала.
Теплопроводность первого листового материала может превышать 0,06 Вт·м-1·К-1.
Теплопроводность второго листового материала может быть менее 0,06 Вт·м-1·К-1.
Плотность первого листового материала может быть больше плотности второго листового материала.
Толщина второй обертки может быть больше толщины первой обертки.
Вторым объектом изобретения является мундштук аэрозольобразующего компонента для устройства нагревания табака, содержащий одну или несколько оберток, причем по меньшей мере одна из оберток содержит листовой материал плотностью от 0,2 до 0,45 г/см3.
По меньшей мере одна из оберток может содержать листовой материал плотностью от 0,30 до 0,45 г/см3.
Толщина одной или каждой обертки может составлять от 20 до 100 мкм. Толщина одной или каждой обертки может составлять от 30 до 70 мкм.
Мундштук может содержать несколько оберток, по меньшей мере одна из которых содержит пористый материал.
Мундштук может содержать корпус из фильтрующего материала, при этом по меньшей мере одна из оберток частично окружает этот корпус и содержит материал плотностью от 0,2 до 0,45 г/см3.
Мундштук может дополнительно содержать модифицирующую аромат добавку, расположенную внутри корпуса фильтрующего материала.
Модифицирующая аромат добавка может содержаться в хрупкой капсуле.
Мундштук может содержать вентиляционные отверстия, выполненные в обертках.
Третьим объектом изобретения является аэрозольобразующий компонент для устройства нагревания табака, содержащий описанный выше мундштук.
Такой аэрозольобразующий компонент может дополнительно содержать аэрозольобразующий материал. Аэрозольобразующий материал может содержать табачный материал.
Такой аэрозольобразующий компонент может иметь по существу цилиндрическую форму с окружностью от 16 до 19 мм.
Четвертым объектом изобретения является способ изготовления аэрозольобразующего компонента для устройства нагревания табака, включающий в себя этапы, на которых обертывают аэрозольобразующий материал первой листовой оберткой так, чтобы первая листовая обертка окружала по меньшей мере часть аэрозольобразующего материала; размещают мундштук по потоку ниже аэрозольобразующего материала; и обертывают мундштук второй листовой оберткой так, чтобы вторая листовая обертка окружала по меньшей мере часть мундштука, при этом теплопроводность толщины первой листовой обертки выше теплопроводности второй листовой обертки.
Пятым объектом изобретения является способ изготовления описанного выше мундштука, включающий в себя этапы, на которых берут корпус из фильтрующего материала и обертывают его листовым материалом плотностью от 0,2 до 0,45 г/см3.
Изобретение поясняется чертежами.
Краткое описание чертежей
На фиг. 1 показано изделие табачной промышленности, включающее в себя мундштук, вид сбоку в разрезе;
на фиг. 2 – еще одно изделие табачной промышленности, включающее в себя мундштук, вид сбоку в разрезе;
на фиг. 3 – поперечный разрез мундштука, показанного на фиг. 2;
на фиг. 4 – блок-схема способа изготовления компонента, генерирующего аэрозоль, для устройства для нагревания табака;
на фиг. 5 – блок-схема способа изготовления мундштука.
Осуществление изобретения
Термин «продукт табачной промышленности» обозначает курительные изделия, включающие в себя горючие курительные изделия и их компоненты, такие как сигареты, сигариллы, сигары, табак для трубок или сигарет, которые можно скручивать самостоятельно (на основе табака, производных табака, взорванного табака, восстановленного табака, заменителей табака или другого курительного материала), электронные курительные изделия и их компоненты, такие как электронные сигареты, нагревательные устройства, которые выделяют соединения из материалов субстрата без горения (где материалом субстрата может быть табак, производные табака, взорванный табак, восстановленный табак, заменители табака или другой курительный материал) и их компоненты, такие как изделия для нагрева табака и компоненты изделий для нагрева табака, включающие в себя компоненты, генерирующие аэрозоль, и мундштуки для таких компонентов, а также гибридные системы для генерации аэрозоля из комбинации материалов субстрата, например гибридные системы, содержащие жидкость или гель или твердый субстрат; и изделия для подачи никотина без аэрозолей и их компоненты, такие как изделия, содержащие вдыхаемые порошки. Компоненты вышеупомянутых изделий включают в себя компоненты потребляемых курительных изделий, мундштуки, блоки фильтров, фильтрующие заглушки, фильтрующие вставки и трубки для использования в таких продуктах, как курительные изделия.
Представленные в настоящем описании продукты табачной промышленности могут представлять собой расходные компоненты для использования с нагревательными устройствами, такими как компоненты, генерирующие аэрозоль, для устройства нагрева табака. В качестве альтернативы, представленные в настоящем описании изделия табачной промышленности могут представлять собой курительные изделия для сжигания, такие как сигареты, сигариллы и сигары.
Продукты табачной промышленности, такие как расходные материалы и курительные изделия, в соответствии с длиной продукта часто называются «обычными» (обычно в диапазоне 68-75 мм, например, примерно от 68 до 72 мм), «короткими» или «мини» (68 мм или меньше), «большого размера» (обычно в диапазоне 75-91 мм, например, примерно от 79 до 88 мм), «длинными» или «сверхбольшими» (обычно в диапазоне 91-105 мм, например, примерно от 94 до 101 мм) и «сверхдлинными» (обычно в диапазоне примерно от 110 до 121 мм).
Их также называют в зависимости от окружности изделия «обычными» (примерно 23-25 мм), «широкими» (более 25 мм), «тонкими» (примерно 22–23 мм), «полутонкими» (примерно 19-2 мм), «сверхтонкими» (примерно 16-19 мм) и «микротонкими» (примерно менее 16 мм).
Соответственно, сигарета сверхтонкого формата большого размера будет, например, иметь длину около 83 мм и окружность около 17 мм. Многие покупатели отдают предпочтение сигаретам обычного формата большого размера, а именно, с окружностью от 23 до 25 мм и общей длиной от 75 до 91 мм.
Каждый формат может изготавливаться с мундштуками разной длины, причем мундштуки меньшего размера обычно используются в форматах с меньшей длиной и окружностью. Обычно длина мундштука составляет примерно от 15 мм для коротких обычных форматов до 30 мм для сверхдлинных сверхтонких форматов. Ободковая бумага должна иметь большую длину, чем мундштук, например, на 3-10 мм длиннее, так что ободковая бумага покрывает мундштук и перекрывает табачный стержень для соединения мундштука с табачным стержнем.
Продукты табачной промышленности, включая курительные изделия и их компоненты, компоненты, генерирующие аэрозоль, и мундштуки могут быть изготовлены в любом из вышеуказанных форматов, но не ограничены ими.
Используемые в описании термины «перед» и «после» являются относительными терминами, определенными по отношению к направлению основного потока аэрозоля (например, дыма), втягиваемого через используемый продукт или компонент табачной промышленности.
Фильтрующий материал может содержать жгут волокон из ацетата целлюлозы. Фильтрующий материал также может быть образован с использованием других материалов, используемых для формирования волокон, таких как поливиниловый спирт (PVOH), полимолочная кислота (PLA), поликапролактон (PCL), поли (1-4 бутандиолсукцинат) (PBS), поли(бутиленадипаткотерефталат) (PBAT), материалы на основе крахмала, бумага, хлопок, алифатические полиэфирные материалы и полисахаридные полимеры или их сочетание. Фильтрующий материал может быть пластифицирован с использованием подходящего пластификатора для фильтрующего материала, такого как триацетин, где фильтрующим материалом является жгут ацетата целлюлозы, или может быть непластифицированным. Жгут может иметь любые подходящие параметры, например, волокна, могут иметь Y-образную форму или другое поперечное сечение, значения денье для нитей от 2,5 до 15 денье на нить, например от 8,0 до 11,0 денье на нить, а суммарные значения денье от 5000 до 50000, например от 10000 до 20000.
Термин «табачный материал» относится к любому материалу, содержащему табак или его производные или заменители. «Табачный материал» может включать в себя одно или несколько следующих веществ: табак, производные табака, взорванный табак, восстановленный табак или заменители табака. Табачный материал также может содержать измельченный табак, табачное волокно, резаный табак, взорванный табак, табачный стебель, восстановленный табак и/или табачный экстракт.
Термины «ароматизатор» и «вкусовая добавка» относятся к материалам, которые, если позволяет местное законодательство, могут использоваться для создания желаемого вкуса или аромата в продукте для взрослых потребителей. Они могут включать в себя экстракты (например, лакрицы, гортензии, листьев японской магнолии с белой корой, ромашки, пажитника, гвоздики, ментола, японской мяты, аниса, корицы, травы, грушанки, вишни, ягод, персика, яблока, драмбуи, бурбона, скотча, виски, мяты, мяты перечная, лаванды, кардамона, сельдерея, каскарилла, мускатного ореха, сандала, бергамота, герани, медовой эссенции, розового масла, ванили, лимонного масла, апельсинового масла, кассия, тмина, коньяка, жасмина, иланг-иланга, шалфея, фенхеля, пимента, имбиря, аниса, кориандра, кофе или масла мяты любого вида из рода Mentha), усилители вкуса, блокаторы рецепторов горечи, активаторы или стимуляторы сенсорных рецепторов, сахара и/или заменители сахара (например, сукралозу, ацесульфам калия, аспартам, сахарин, цикламаты, лактозу, сахарозу, глюкозу, фруктозу, сорбит или маннит), а также другие добавки или вещества, такие как древесный уголь, хлорофилл, минералы, растительные или освежающие дыхание агенты. Они могут представлять собой искусственные, синтетические или натуральные ингредиенты или их смеси. Они могут быть в любой подходящей форме, например, в виде масла, жидкости или порошка.
На фигурах одинаковые номера позиций используются для обозначения сходных особенностей, изделий или компонентов.
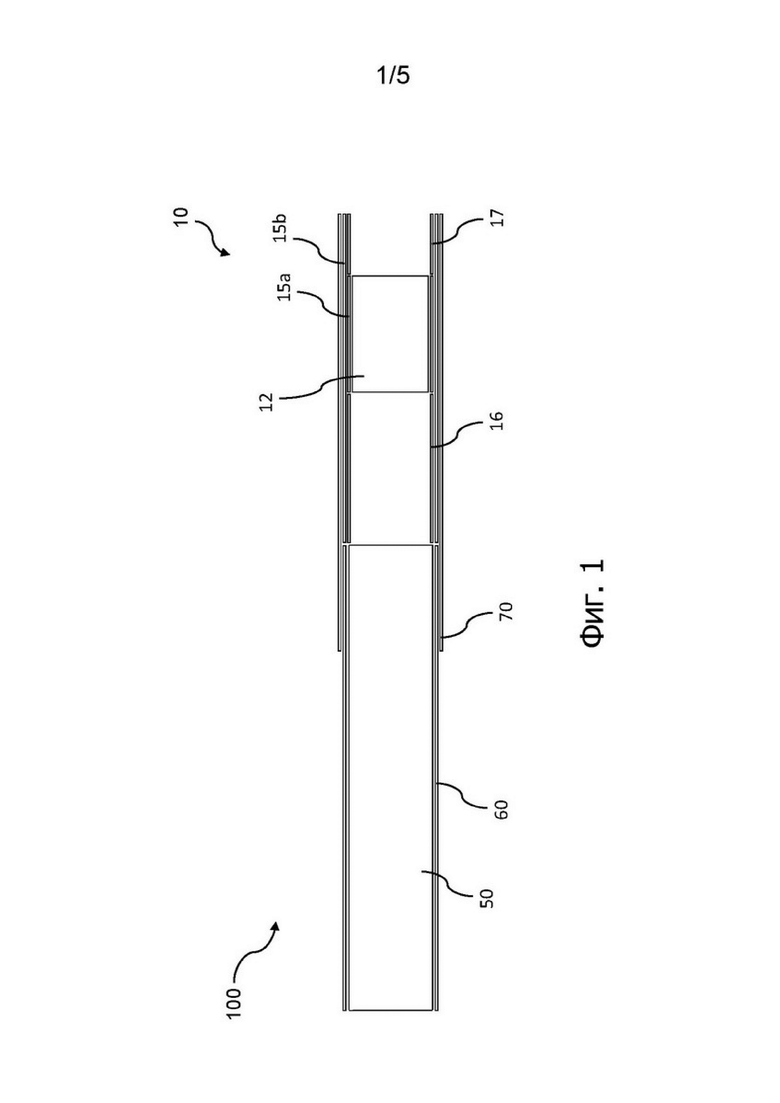
На фиг. 1 показан продукт табачной промышленности, в данном случае расходный компонент 100, предназначенный для использования с нагревательным устройством.
Расходный компонент 100 содержит мундштук 10 и цилиндрический стержень аэрозольобразующего материала 50, в данном случае табачного, соединенный с мундштуком 10. В данном примере внешняя окружность расходного компонента 100 составляет около 17 мм (т.е. сверхтонкий формат).
В других примерах продукт табачной промышленности может представлять собой курительное изделие, такое как сигарета, любого из описанных выше форматов. В таких примерах мундштук может содержать фильтр для фильтрации производимого курительным изделием дыма.
Стержень аэрозольобразующего материала 50 завернут в первую обертку 60, так что первая обертка 60 окружает боковую поверхность стержня 50 аэрозольобразующего материала. В данном случае первая обертка 60 выполнена из бумаги. Первая обертка 60 непосредственно контактирует со стержнем аэрозольобразующего материала 50. Первая обертка 60 в данном примере имеет плотность 0,60 г/см3 и образована из материала толщиной 40 мкм с плотностью 24 г/м2. В альтернативных примерах первая обертка 60 может иметь плотность в диапазоне от 0,5 до 1,0 г/см3, например от 0,50 до 0,70 г/см3. Длина стержня аэрозольобразующего материала 50 составляет 42 мм, хотя она может быть любой от 20 до 80 мм, например от 30 до 60 мм или от 35 до 55 мм. Соединительная обертка 70, в данном случае выполненная из бумаги, покрывает первую обертку 60 и соединяет мундштук 10 со стержнем аэрозольобразующего материала 50.
Расходный компонент 10 содержит одну или несколько вторых оберток, в данном случае внутреннюю обертку 15а и внешнюю обертку 15b, каждая из которых по меньшей мере частично окружает мундштук 10. И внутренняя обертка 15а, и внешняя обертка 15b сформирована из листового материала, в данном случае бумаги. В данном примере плотность внешней второй обертки 15b составляет 0,38 г/см3. Внешняя вторая обертка 15b имеет толщину 60 мкм и плотность 23 г/м2. По меньшей мере, внутренняя или внешняя вторая обертка 15а, 15b может содержать листовой материал плотностью от 0,2 до 0,45 г/см3. Плотность листового материала, образующего внутреннюю или внешнюю вторую обертку 15а, 15b, может составлять от 0,30 до 0,45 г/см3 или от 0,35 до 0,45 г/см3.
Листовой материал, образующий первую обертку 60, имеет более высокую теплопроводность, чем листовой материал, образующий одну или каждую из вторых оберток 15а, 15b. Это может быть достигнуто путем выбора подходящих значений плотности первой и второй оберток 60, 15a, 15b. Теплопроводность листового материала, образующего первую обертку 60, составляет 0,07 Вт·м-1·К-1. В других примерах теплопроводность листового материала, образующего первую обертку 60, может быть больше 0,06 Вт·м-1·К-1. Теплопроводность листового материала, образующего первую обертку 60, может, например, составлять от 0,06 до 1,2 Вт·м-1·К-1, например от 0,08 до 1,1 Вт·м-1·К-1. Указанные значения теплопроводности относятся к материалам, образующим соответствующие листовые обертки, независимо от их толщины.
Теплопроводность листового материала, образующего внешнюю вторую обертку 15b, составляет 0,04 Вт·м-1·K-1, а теплопроводность листового материала, образующего внутреннюю вторую обертку 15a, составляет 0,07 Вт·м-1·K-1. В других примерах теплопроводность листового материала, образующего одну или обе из внутренней и внешней вторых оберток 15a, 15b, составляет менее 0,06 Вт·м-1·K-1, например, от 0,02 до 0,06 Вт·м-1·K-1.
Теплопроводность может быть измерена известным способом, например, с использованием системы измерения теплопроводности модели C-2500-HTS компании International Thermal Instrument Company Inc., Дель-Мар, Калифорния, США. Калибровка устройства и выполнение испытаний соответствуют действующему стандарту ASTM C177.
Хотя в настоящем примере мундштук 10 описан как содержащий две вторых обертки 15а, 15b, количество вторых оберток этим не ограничено. Мундштук 10 может содержать три или несколько вторых оберток или, в качестве альтернативы, может содержать одну вторую обертку, будь то внутренняя вторая обертка 15а или внешняя вторая обертка 15b. При наличии трех вторых оберток между внутренней и внешней вторыми обертками 15а, 15b может быть расположена дополнительная средняя обертка. Внешняя из трех вторых оберток 15b может иметь, по меньшей мере, заданные выше низкие характеристики плотности и/или теплопроводности.
В качестве альтернативы, соединительная обертка 70 может представлять собой вторую обертку или одну из нескольких вторых оберток. В частности, плотность материала, образующего соединительную обертку 70, может составлять 0,38 г/см3. Соединительная обертка 70 может иметь толщину около 60 мкм и плотность около 23 г/м2. В качестве альтернативы, плотность материала, образующего соединительную обертку 70, может составлять от 0,2 до 0,45 г/см3, например, от 0,30 до 0,45 г/см3 или от 0,35 до 0,45 г/см3. Теплопроводность листового материала, образующего соединительную обертку 70, может составлять 0,04 Вт·м-1·К-1. В других примерах теплопроводность соединительной обертки 70 может составлять менее 0,06 Вт·м-1·K-1, например, от 0,02 до 0,06 Вт·м-1·K-1.
При использовании компонент 100 может быть вставлен в нагревательное устройство (не показано) так, чтобы по меньшей мере часть мундштука 10 выступала из нагревательного устройства и могла быть вставлена в рот пользователя. Аэрозоль получается путем нагревания аэрозольобразующего материала 50 с использованием нагревательного устройства. Аэрозоль, производимый аэрозольобразующим материалом 50, проходит через мундштук 10 ко рту пользователя.
Поскольку листовой материал, образующий первую обертку 60, имеет более высокую теплопроводность, чем листовой материал, образующий одну или обе из вторых оберток 15a, 15b, то теплопередача внутрь, из и внутри компонента 100 может быть улучшена по сравнению с конструкциями компонентов, в которых первая и вторая обертки имеют одинаковую теплопроводность. Компоновка компонентов согласно изобретению приводит к тому, что через каждую единицу толщины первой обертки 60 и в аэрозольобразующий материал 50 проходит больше тепла, чем через каждую единицу толщины второй обертки (оберток), по меньшей мере частично окружающей мундштук 10. Такая компоновка при использовании может обеспечить хорошую передачу тепла в стержень аэрозольобразующего материала 50, облегчая образование аэрозоля и одновременно уменьшая передачу тепла через одну или обе вторые обертки 15a, 15b, что снижает температуру компонентов, которые вступают в контакт со ртом или пальцами пользователя.
Одна или обе вторые обертки 15а, 15b могут иметь большую толщину, чем первая обертка 60. Например, толщина одной или обеих вторых оберток 15a, 15b может составлять от 42 до 80 мкм, например от 42 до 70 мкм или от 50 до 70 мкм. Толщина первой обертки 60 может составлять от 20 до 50 мкм, например от 30 до 45 мкм.
В качестве альтернативы или дополнительно, плотность листового материала, образующего первую обертку 60, может быть выше плотности листового материала, образующего одну или обе вторые обертки 15а, 15b. Это также способствует большую передаче тепла через первую обертку 60 по сравнению с передачей тепла через одну или обе вторые обертки 15а, 15b.
Например, выполнение второй обертки, содержащей листовой материал плотностью от 0,2 до 0,45 г/см3, обеспечивает пониженную передачу тепла через эту обертку. Листовой материал, образующий первую обертку 60, может иметь плотность от 0,50 до 0,70 г/см3.
В некоторых примерах толщина одной или обеих вторых оберток 15a, 15b может составлять от 20 до 100 мкм или от 30 до 70 мкм. Например, одна или каждая из вторых оберток 15a, 15b может иметь толщину приблизительно 60 мкм. Например, вторая внешняя обертка может иметь толщину приблизительно 60 мкм. Вторая внутренняя обертка может иметь толщину приблизительно 40 мкм.
Одна или обе вторые обертки 15a, 15b (или одна вторая обертка) могут содержать пористый листовой материал. Пористый материал в данном контексте означает материал, имеющий проницаемость более 200 единиц Кореста. Проницаемость пористого листового материала второй обертки (оберток) может составлять более 500, 1000, 1500 или 2000 единиц Кореста (CU). Пористый листовой материал второй обертки (оберток) может иметь проницаемость от 2000 до 8000 CU. Пористый листовой материал второй обертки (оберток) предпочтительно имеет пористость более 2500 CU. В качестве такого листового материала можно использовать бумагу. В качестве альтернативы, одна или обе вторые обертки 15a, 15b (или одна вторая обертка) могут содержать непористый листовой материал с проницаемостью менее 200 CU. В этом случае можно использовать барьерное покрытие или аналогичную модификацию материала для обеспечения корректного уровня проницаемости, например, при сохранении требуемых значений плотности и/или теплопроводности.
Первая обертка 60 может содержать непористый листовой материал. Непористый материал в данном контексте означает материал, имеющий проницаемость менее 200 CU. Непористый листовой материал первой обертки может иметь проницаемость менее 150, 125 или 100 CU. Проницаемость листового материала первой обертки может, например, составлять 75 CU.
В таблицах 1 и 2 ниже представлены различные примеры конфигураций обертки, которые могут быть использованы в расходных компонентах согласно изобретению, а также соответствующие значения плотности (таблица 1) и теплопроводности (таблица 2) оберток.
Таблица 1
Таблица 2
Мундштук 10 также содержит цилиндрический корпус из фильтрующего материала 12, в данном примере жгут ацетата целлюлозы. Длина корпуса из фильтрующего материала 12 может составлять приблизительно от 8 до 14 мм. В данном примере корпус из фильтрующего материала 12 имеет длину 10 мм. Жгут имеет значение денье на нить (d.p.f.) 9,5 и суммарное значение денье – 12000. Вторые обертки 15а, 15b частично окружают корпус 12 фильтрующего материала.
Мундштук 10 также содержит первый трубчатый сегмент 16 и второй трубчатый сегмент 17. Первый трубчатый сегмент 16 расположен перед корпусом 12 из фильтрующего материала, а второй трубчатый сегмент 17 расположен после корпуса 12 из фильтрующего материала. Второй трубчатый сегмент 17 образует выемку на конце мундштука 10. Наружная вторая обертка 15b соединяет внутреннюю вторую обертку 15a с первым и вторым трубчатыми сегментами 16 и 17. В данном примере длина первого трубчатого сегмента 16 составляет 25 мм, а длина второго трубчатого сегмента 17 составляет 6 мм. В других примерах один или оба трубчатых сегмента могут отсутствовать.
В настоящем примере первый и второй трубчатые сегменты 16, 17 образованы из одного или нескольких слоев жесткой бумаги. В других примерах один или оба трубчатых сегмента могут быть выполнены из фильтрующего материала, например из ацетата целлюлозы.
В данном примере в ободковом материале 70, во внешней второй обертке 15b и в первом трубчатом сегменте 16 выполнены вентиляционные отверстия (не показаны), обеспечивающие вентиляцию мундштука 10 перед корпусом 12 из фильтрующего материала. Вентиляционные отверстия могут быть сформированы в вышеупомянутых компонентах посредством лазерной или механической перфорации.
Вентиляционные отверстия могут быть расположены на расстоянии примерно от 17 до 25 мм от мундштука расходного компонента 100. В настоящем примере вентиляционные отверстия расположены примерно на расстоянии 18 мм от мундштука расходного компонента 100. В других примерах вентиляционные отверстия могут быть сформированы в ободковом материале 70, во внешней второй обертке 15b и втором трубчатом сегменте 17, чтобы обеспечить вентиляцию мундштука после корпуса 12 из фильтрующего материала.
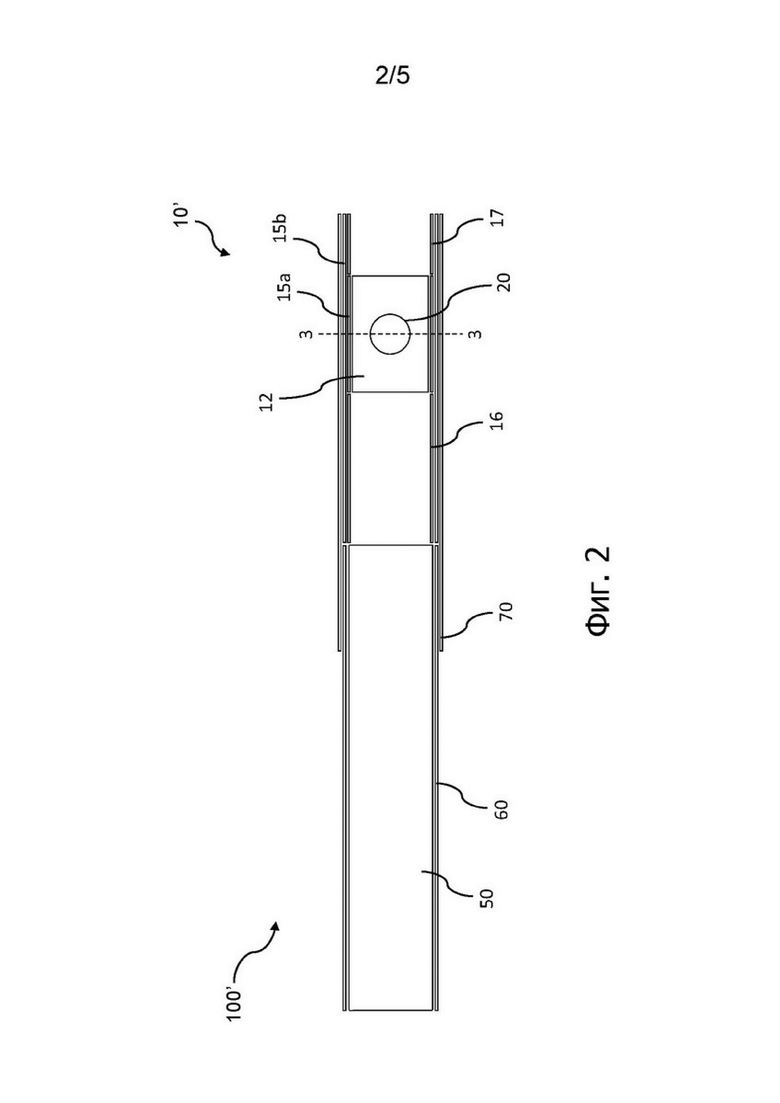
На фиг. 2 показано еще один продукт табачной промышленности, представляющий собой модифицированный расходный компонент 100′, который по существу является таким же, как расходный компонент 100 по фиг. 1. Различия будут описаны ниже.
Модифицированный расходный компонент 100′ включает в себя мундштук 10′, который содержит модифицирующую аромат добавку, размещенную в корпусе из фильтрующего материала 12. В данном примере модифицирующая аромат добавка содержится в хрупкой капсуле 20. В других примерах модифицирующая аромат добавка может быть выполнена в виде нити, несущей ароматизатор, или внутри корпуса из фильтрующего материала 12 может быть расположен другой агент, модифицирующий аэрозоль.
В данном примере используется одна капсула 20. Капсула 20 полностью внедрена в фильтрующий материал 12. Другими словами, капсула 20 полностью окружена фильтрующим материалом 12. В других примерах внутри фильтрующего материала 12 может быть расположено несколько хрупких капсул, например 2, 3 или более. Если используются несколько капсул, отдельные капсулы могут быть одинаковыми или могут отличаться друг от друга с точки зрения размера и/или полезной емкости капсулы.
Капсула 20 имеет структуру ядро-оболочка. Другими словами, капсула 20 содержит оболочку, заключающую в себе жидкий ароматизатор, который может быть любым из описанных. Оболочка капсулы может быть разрушена пользователем для высвобождения ароматизатора в фильтрующий материал 12. Выполнение по меньшей мере одной из вторых оберток 15а, 15b из непористого материала может препятствовать вытеканию жидкого ароматизатора через обертку при разрушении капсулы 20. Например, внутренняя вторая обертка 15а может содержать барьерное покрытие, чтобы сделать материал по существу непроницаемым для жидкого ароматизатора. В качестве альтернативы или в дополнение, барьерное покрытие внешняя может содержать вторая обертка 15b, чтобы сделать материал по существу непроницаемым для жидкого ароматизатора.
Во время использования пользователь может удалить расходный компонент из нагревательного устройства, чтобы разрушить капсулу 20. Использование второй обертки 15a, 15b, обеспечивающей пониженную теплопроводность, как описано выше, снижает тепловое воздействие на пользователя при захвате обертки для удаления расходного компонента и разрушения капсулы 20.
Выполнение второй обертки, окружающей мундштук, с плотностью в указанных выше диапазонах обеспечивает также более мягкую поверхность, на которую пользователь должен надавить, чтобы сломать капсулу.
В настоящем примере капсула 20 имеет сферическую форму диаметром около 3 мм. В других примерах могут быть использованы капсулы других форм и размеров. Общий вес капсулы может находиться в диапазоне примерно от 10 до 50 мг.
В данном примере капсула 20 расположена в продольном центральном положении внутри корпуса 12 из фильтрующего материала, т.е. капсула 20 расположена так, что ее центр находится на расстоянии 5 мм от каждого конца корпуса 12 из фильтрующего материала. В других примерах капсула 20 может быть расположена в положении, отличном от продольного центрального положения в корпусе из фильтрующего материала, т.е. ближе к выходному концу корпуса из фильтрующего материала, чем к его входному концу, или ближе к входному концу корпуса из фильтрующего материала, чем к его выходному концу. Предпочтительно мундштук 10′ выполнен так, чтобы капсула 20 и вентиляционные отверстия в мундштуке 10′ были смещены друг относительно друга в продольном направлении.
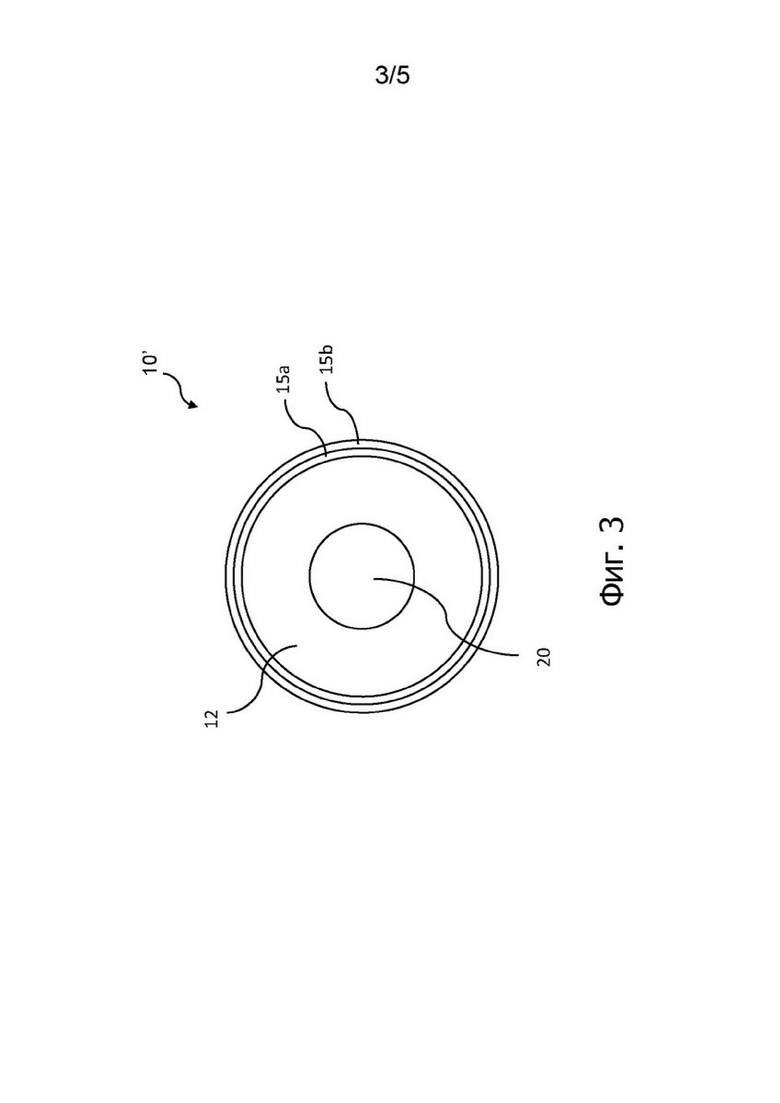
На фиг. 3 показано поперечное сечение мундштука 10′. На этой фигуре показана капсула 20, корпус из фильтрующего материала 12 и обертки 15a, 15b. В данном примере капсула 20 центрирована относительно продольной оси (не показана) мундштука 10′. Обертки 15а, 15b расположены концентрически вокруг цилиндрического тела 12 из фильтрующего материала.
В описанных выше примерах корпус из фильтрующего материала расположен ближе к мундштуку расходного компонента. В качестве альтернативы или в дополнение, корпус из фильтрующего материала может быть расположен на противоположном (дальнем) конце расходного компонента.
В описанных выше примерах мундштук представляет собой единый корпус из фильтрующего материала. В других примерах мундштук может содержать несколько корпусов из фильтрующего материала. Мундштук может содержать полость между корпусами из фильтрующего материала.
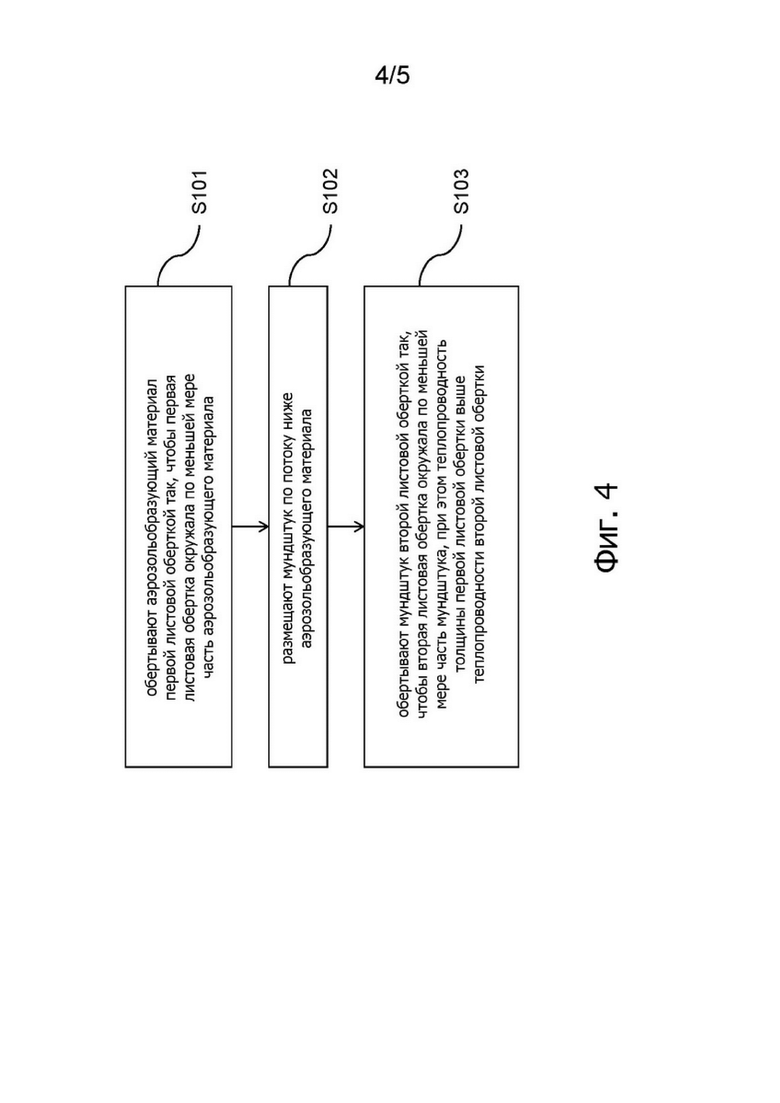
Способ изготовления аэрозольобразующего компонента, показанный на фиг. 4, включает в себя следующие этапы: обертывают аэрозольобразующий материал первой листовой оберткой так, чтобы первая листовая обертка окружала по меньшей мере часть аэрозольобразующего материала (S101); размещают мундштук по потоку ниже аэрозольобразующего материала (S102); и обертывают мундштук второй листовой оберткой так, чтобы вторая листовая обертка окружала по меньшей мере часть мундштука, при этом теплопроводность первой листовой обертки выше теплопроводности второй листовой обертки (S103). В качестве альтернативы этапы S102 и S103 могут быть выполнены в обратном порядке, так что мундштук оборачивают второй листовой оберткой перед размещением ниже по потоку аэрозольобразующих материалов.
Способ изготовления мундштука, показанный на фиг. 5, включает в себя этапы, на которых берут корпус из фильтрующего материала (S201); и обертывают его листовым материалом плотностью от 0,2 до 0,45 г/см3 (S202).
Выше описаны различные варианты осуществления изобретения, посредством которых можно на практике реализовать изобретение и предложить аэрозольобразующие компоненты высокого качества. Особенности и преимущества вариантов осуществления изобретения представлены только в виде примеров и не являются исчерпывающими и/или исключительными. Они предназначены только для облегчения понимания изобретения. Следует понимать, что преимущества, варианты выполнения, примеры, функции, особенности, структуры, и/или другие аспекты изобретения не следует рассматривать как ограничение изобретения, которое определяется его формулой, и что могут быть использованы и осуществлены другие варианты осуществления изобретения и его модификации без отклонения от объема изобретения. Различные варианты осуществления изобретения могут соответствующим образом включать, состоять из различных комбинаций описанных элементов, компонентов, особенностей, частей, этапов, средств и т.д.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИЗДЕЛИЕ ДЛЯ ИСПОЛЬЗОВАНИЯ В СИСТЕМЕ ПРЕДОСТАВЛЕНИЯ АЭРОЗОЛЯ БЕЗ ГОРЕНИЯ | 2020 |
|
RU2817011C2 |
| ИЗДЕЛИЕ ДЛЯ ИСПОЛЬЗОВАНИЯ В СИСТЕМЕ ПРЕДОСТАВЛЕНИЯ АЭРОЗОЛЯ БЕЗ ГОРЕНИЯ, СИСТЕМА ПРЕДОСТАВЛЕНИЯ АЭРОЗОЛЯ БЕЗ ГОРЕНИЯ И СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ДЛЯ ИСПОЛЬЗОВАНИЯ В СИСТЕМЕ ПРЕДОСТАВЛЕНИЯ АЭРОЗОЛЯ БЕЗ ГОРЕНИЯ | 2020 |
|
RU2816942C2 |
| ИЗДЕЛИЕ ДЛЯ ИСПОЛЬЗОВАНИЯ В СИСТЕМЕ ПРЕДОСТАВЛЕНИЯ АЭРОЗОЛЯ БЕЗ ГОРЕНИЯ | 2020 |
|
RU2818939C2 |
| СИСТЕМА ПРЕДОСТАВЛЕНИЯ АЭРОЗОЛЯ | 2020 |
|
RU2822584C2 |
| ИЗДЕЛИЕ ДЛЯ ИСПОЛЬЗОВАНИЯ В НЕГОРЮЧЕЙ СИСТЕМЕ ПРЕДОСТАВЛЕНИЯ АЭРОЗОЛЯ | 2020 |
|
RU2799626C2 |
| СИСТЕМА ПРЕДОСТАВЛЕНИЯ АЭРОЗОЛЯ | 2020 |
|
RU2814566C2 |
| КУРИТЕЛЬНОЕ ИЗДЕЛИЕ | 2019 |
|
RU2798907C2 |
| АЭРОЗОЛЬОБРАЗУЮЩИЙ СУБСТРАТ ДЛЯ КУРИТЕЛЬНЫХ ИЗДЕЛИЙ (ВАРИАНТЫ) И СИГАРЕТА (ВАРИАНТЫ) | 1992 |
|
RU2097996C1 |
| БУМАЖНАЯ ОБЕРТКА ДЛЯ ОБРАЗУЮЩЕГО АЭРОЗОЛЬ ИЗДЕЛИЯ С ЭЛЕКТРИЧЕСКИМ НАГРЕВОМ | 2016 |
|
RU2700946C2 |
| Курительное изделие | 1989 |
|
SU1812955A3 |
Изобретение относится к компоненту, генерирующему аэрозоль, для устройства для нагрева табака, мундштуку для него и к способам изготовления компонента, генерирующего аэрозоль, и мундштука. Аэрозольобразующий компонент для устройства нагревания табака, содержащий аэрозольобразующий материал; мундштук, расположенный по потоку ниже аэрозольобразующего материала; соединительную обертку, соединяющую мундштук с аэрозольобразующим материалом; первую обертку, содержащую первый листовой материал, и окружающую по меньшей мере часть аэрозольобразующего материала и непосредственно контактирующую с ним; и вторую обертку, содержащую второй листовой материал и окружающую по меньшей мере часть мундштука, при этом теплопроводность первого листового материала больше теплопроводности второго листового материала. Компоновка компонентов согласно изобретению может обеспечить хорошую передачу тепла в стержень аэрозольобразующего материала, облегчая образование аэрозоля и одновременно уменьшая передачу тепла через одну или обе вторые обертки, что снижает температуру компонентов, которые вступают в контакт со ртом или пальцами пользователя. 2 н. и 6 з.п. ф-лы, 5 ил., 2 табл.
1. Аэрозольобразующий компонент для устройства нагревания табака, содержащий аэрозольобразующий материал; мундштук, расположенный по потоку ниже аэрозольобразующего материала; соединительную обертку, соединяющую мундштук с аэрозольобразующим материалом; первую обертку, содержащую первый листовой материал, и окружающую по меньшей мере часть аэрозольобразующего материала и непосредственно контактирующую с ним; и вторую обертку, содержащую второй листовой материал и окружающую по меньшей мере часть мундштука, при этом теплопроводность первого листового материала больше теплопроводности второго листового материала.
2. Аэрозольобразующий компонент по п. 1, в котором теплопроводность первого листового материала больше 0,06 Вт·м-1·K-1.
3. Аэрозольобразующий компонент по п. 1, в котором теплопроводность второго листового материала меньше 0,06 Вт·м-1·K-1.
4. Аэрозольобразующий компонент по любому из пп. 1-3, в котором плотность первого листового материала больше плотности второго листового материала.
5. Аэрозольобразующий компонент по любому из пп. 1-4, в котором толщина второй обертки больше толщины первой обертки.
6. Аэрозольобразующий компонент по любому из пп. 1-5, в котором аэрозольобразующий материал содержит табачный материал.
7. Аэрозольобразующий компонент по любому из пп. 1-5, имеющий по существу цилиндрическую форму с окружностью от 16 до 19 мм.
8. Способ изготовления аэрозольобразующего компонента для устройства нагревания табака, включающий в себя этапы, на которых:
обертывают аэрозольобразующий материал первой листовой оберткой так, чтобы первая листовая обертка окружала по меньшей мере часть аэрозольобразующего материала и непосредственно контактировала с ним;
размещают мундштук по потоку ниже аэрозольобразующего материала;
обеспечивают наличие соединительной обертки, соединяющей мундштук с аэрозольобразующим материалом, и
обертывают мундштук второй листовой оберткой так, чтобы вторая листовая обертка окружала по меньшей мере часть мундштука, при этом теплопроводность толщины первой листовой обертки выше теплопроводности второй листовой обертки.
| Способ приготовления лака | 1924 |
|
SU2011A1 |
| Способ защиты переносных электрических установок от опасностей, связанных с заземлением одной из фаз | 1924 |
|
SU2014A1 |
| СПОСОБ КОНТРОЛЯ ПРОХОЖДЕНИЯ ОЧИСТНОГО ИЛИ КОНТРОЛЬНО-ИЗМЕРИТЕЛЬНОГО ПОРШНЯ В МАГИСТРАЛЬНОМ ГАЗОПРОВОДЕ | 2009 |
|
RU2412396C1 |
| Токарный резец | 1924 |
|
SU2016A1 |
| КУРИТЕЛЬНОЕ ИЗДЕЛИЕ | 2015 |
|
RU2607767C1 |

