Изобретение относится к области производства, эксплуатации и ремонта автотракторных двигателей внутреннего сгорания, в частности к контролю неплоскостности поверхности головки блока, сопрягаемой с блоком цилиндров.
Известен способ контроля поверхностей моноблочных головок цилиндров автотракторных двигателей при помощи поверочной линейки и щупа [1, стр. 75]. При данном способе линейка укладывается на проверяемую поверхность головки блока по диагонали в одном направлении и замеряется с помощью щупа зазор между поверхностью головки блока и линейкой. Затем, для более полного контроля, линейка укладывается по диагонали в другом направлении и также замеряется с помощью щупа зазор между поверхностью головки блока и линейкой. За отклонение от плоскостности принимается максимальное значение пластины щупа, которая проходит в зазор между линейкой и контролируемой поверхностью головки блока. Данный способ удобен и прост в применении в условиях производства, но имеет следующие недостатки. Согласно ГОСТ 24642-81 [2] отклонение и допуск формы плоских поверхностей нормируются (контролируются) по двум основным параметрам: непрямолинейности и неплоскостности. При этом принято считать, что контролируемая плоская поверхность является сплошной, без разрывов, местных углублений и неровностей.
Таким образом, при данном способе контролируется не неплоскостность, а непрямолинейность. В то же время для головки блока цилиндров более важным параметром, обеспечивающим необходимые служебные свойства, является неплоскостность. Также следует заметить, что поверхность головки блока представляет собой не сплошную неразрывную поверхность, а имеет местные углубления, где расположены выпускные и впускные клапаны. Эти углубления представляют собой часть камеры сгорания. Также на поверхности головки блока имеются отверстия для циркуляции охлаждающей жидкости, сквозные отверстия под шпильки крепления головки к блоку цилиндров и установки штанг толкателей коромысел клапанов газораспределительного механизма. Перемычки между этими отверстиями и углублениями составляют привалочную (проверяемую) поверхность головки блока. Изменение пространственной геометрии поверхностей перемычек нарушает плотность приложения головки к блоку цилиндров, вызывает прогорание прокладки головки блока, попадание охлаждающей жидкости в камеру сгорания, сопровождающихся отказом двигателя внутреннего сгорания. Поэтому проверка головки блока по параметру непрямолинейности не гарантирует ее плоскостность.
Наиболее близким по технической сущности к предлагаемому изобретению является способ [3, стр. 131, пример 9]. При данном способе применяется поверочная плита, на поверхность которой наносят тонкий слой краски и кладут плитку на контролируемую поверхность (детали малых размеров кладут на плиту). Затем перемещают контролируемые поверхности относительно друг друга и растирают краску по контролируемой поверхности. По величине окрашенной поверхности и распределению пятен контакта на контролируемой поверхности судят о ее неплоскостности. Данный способ дает только качественную, а не количественную оценку форму проверяемой поверхности. Данный способ имеет также существенные недостатки. Он удобен в применении в случаях расположения контролируемой поверхности на детали малого размера и небольшой массы. Если деталь имеет большие габаритные размеры, к тому же большую массу, например, монолитная головка блока многоцилиндрового, рядного расположения цилиндров автотракторных двигателей, данный способ применять практически не представляется возможным. Так как при таком способе придется применять поверочную плиту большого размера и массы, то ее положить сверху на контролируемую поверхность головки блока одним работником физически тяжело, а также не безопасно. Также уложить саму головку на поверочную плиту одному работнику достаточно сложно. В обоих случаях возможно повреждение рабочей поверхности поверочной плиты.
Таким образом, известные способы контроля плоских поверхностей головки блока цилиндров автотракторных двигателей обладают существенными недостатками по следующим причинам: 1) предполагается, что они применяются при контроле неплоскостности сплошных (цельных) плоских поверхностей, в то время как контролируемая плоскость головки блока автотракторных двигателей представляет плоскую поверхность, состоящую из перемычек разных элементов в виде углублений (элементов камеры сгорания), отверстий для циркуляции охлаждающей жидкости, шпилек крепления головки и установки штанг толкателей коромысел клапанов газораспределительного механизма. Вследствие этого, напрямую переносить известные способы для контроля привалочной плоскости головки блока методически неправильно. Как уже отмечалось, при контроле с помощью линейки проверяется не неплоскостность поверхности головки блока как таковая, а только непрямолинейность. Получается, что контроль неплоскостности поверхности головки блока подменяется контролем ее непрямолинейности; 2) контроль неплоскостности с помощью поверочной плиты с нанесением слоя краски не обеспечивает получение информации необходимой точности, т.к. твердые компоненты краски могут иметь размеры большие, чем предельное значение неплоскостности контролируемой поверхности. К тому же наличие краски на объекте контроля создает дополнительные трудности по ее удалению при выполнении последующих операций, также слой краски может скрыть мелкие дефекты в виде трещин и забоин. Перемещение плиты большого размера и массы (масса наиболее широко применяемой в ремонтом производстве поверочной плиты 1000×630 Р/Ш кл.3 находится в пределах 350 кг), создает значительные трудности по перемещению, при этом возможно повреждение ее рабочей поверхности. Также контроль неплоскостности сложно осуществить из-за громоздкости и большой массы самой головки, так, головка блока цилиндров двигателя ЯМЗ-238 весит 78,4 килограмма, их на двигателе две штуки.
Цель изобретения - повысить точность и производительность определения количественного значения неплоскостности поверхности головки блока автотракторных двигателей путем визуального контроля привалочной поверхности.
Сущность изобретения заключается в том, в качестве исходной базы, относительно которой определяется неплоскостность привалочной (контролируемой) поверхности головки блока автотракторных двигателей, применяется прозрачная, плоская и жесткая плита, выполненная из недеформируемого неметаллического материала, например, из термообработанного стекла. Плита заключена в пластиковую оправу с двумя ручками. Наличие пластиковой оправы с ручками предохраняет прозрачную жесткую плиту от случайных повреждений и способствует безопасному ее перемещению в рабочей зоне, а также повышает удобство работы.
В этом случае для получения пятна контакта контролируемой поверхности головки блока с прозрачной плитой можно использовать любую жидкую смазку - либо моторную, что предпочтительнее, или трансмиссионную, можно также использовать обычную воду. Визуально наблюдаемые контуры пятна контакта будут указывать на наличие или отсутствие дефекта в виде неплоскостности на контролируемой поверхности.
Для повышения точности контроля и получения полной характеристики дефекта на поверхность плиты нанесены координатная сетка с вертикальными и горизонтальными линиями и контур конфигурации привалочной поверхности головки блока конкретной модели автотракторного двигателя с указанием контуров всех ее элементов. Наличие координатной сетки позволяет определить конкретное место расположения дефекта и его размеры.
Под контурами элементов подразумевается контуры углублений под камеры сгорания, контуры отверстий для циркуляции охлаждающей жидкости, под шпильки крепления головки блока к блоку цилиндров и установки штанг толкателей коромысла клапанов газораспределительного механизма и другие аналогичные элементы. Линии контуров элементов головки блока двигателя одной марки обозначены краской одного цвета. Применение цветовой маркировки линий контура конфигурации привалочной поверхности головки блока расширяет модельный ряд проверяемых одной прозрачной жесткой плитой головки блока автотракторных двигателей.
Фиксирование повторяющихся дефектов с постоянным местом образования может послужить основанием для формирования рекомендаций по внесению изменений в конструкцию проверяемой детали (головки блока).
При контроле прозрачную жесткую плиту устанавливают на плоскости головки блока так, чтобы контур привалочной поверхности совпал с контуром той головки, контур которой нанесен на прозрачной жесткой плите.
Горизонтальное положение контролируемой поверхности способствует более удобному выполнению визуального контроля и получению более точных результатов.
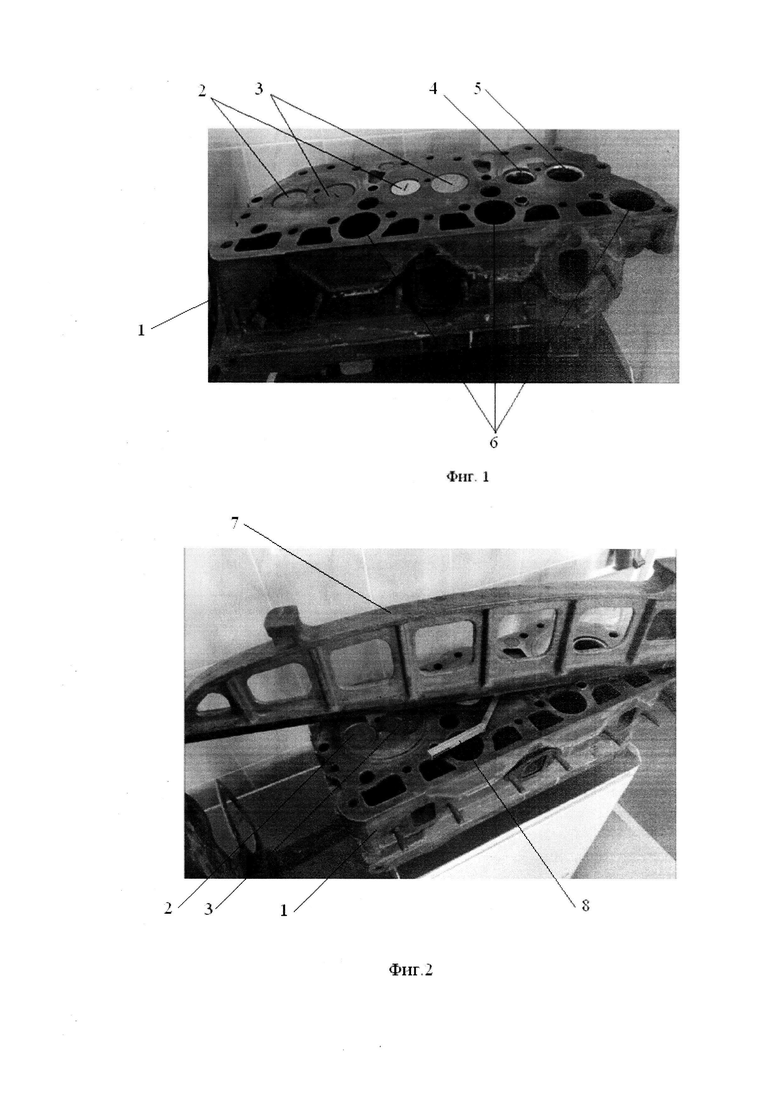
На фиг. 1 показана фотография моноблочной головки блока автотракторных двигателей, где приняты следующие обозначения: 1 - головка блока, 2 - выпускные клапаны, 3 - впускные клапаны, 4 - седло выпускного клапана, 5 - седло впускного клапана, 6 - отверстия для циркуляции охлаждающей жидкости.
На фиг. 2 показана фотография процесса измерения неплоскостности головки блока автотракторных двигателей известным способом, где приняты следующие обозначения: 7 - линейка поверочная, 8 - щуп. Остальные обозначения те же, что и на фиг. 1.
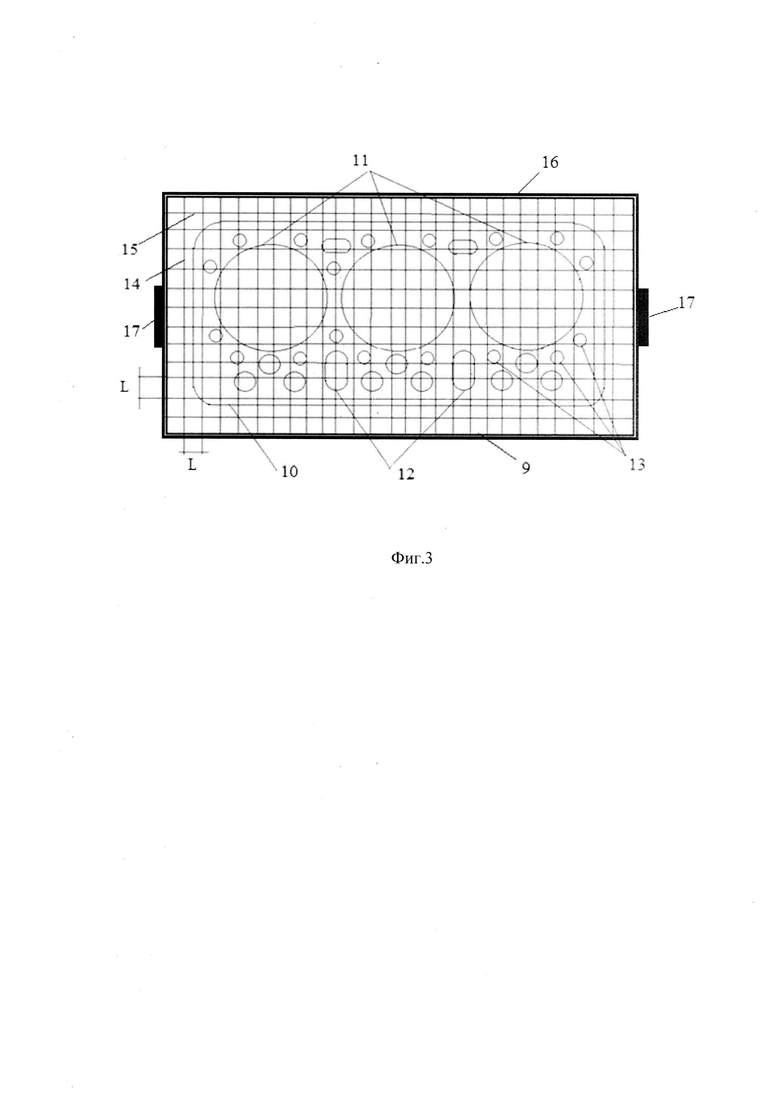
На фиг. 3 показана прозрачная, плоская и жесткая плита с нанесенным на ней контуром прокладки головки блока, где приняты следующие обозначения: 9 - прозрачная, плоская и жесткая плита, 10 - контур прокладки головки блока, 11 - контуры камер сгорания, 12 - контуры отверстий для циркуляции охлаждающей жидкости, 13 - контуры сквозных отверстий для шпилек крепления головки к блоку двигателя, 14 - вертикальные линии координатной сетки на прозрачной плите, 15 - горизонтальные линии координатной сетки на прозрачной плите, 16 - оправа, 17 - ручка, L - (шаг) расстояния между вертикальными и горизонтальными линиями координатной сетки.
Способ осуществляется следующим образом. Головку блока автотракторного двигателя устанавливают горизонтально привалочной (контролируемой) поверхностью вверх. Затем с помощью пульверизатора или другим способом на контролируемую поверхность наносят слой жидкости (жидкой смазки или воды). Прозрачную жесткую плиту 9 (фиг. 3), с помощью ручек 17, прикрепленных к оправе 16 прикладывают к контролируемой (привалочной) поверхности головки блока цилиндров. Перемещая плиту 9 относительно контролируемой поверхности, удаляют возможные воздушные пузырьки из зоны контакта контролируемой поверхности с плитой 9 и совмещают линии контура привалочной поверхности головки блока с линиями контура 10 головки блока цилиндров нанесенного на прозрачной жесткой плите 9. Не совпадение мениска жидкости с линями контура 11, 12, 13 проверяемой поверхности на прозрачной жесткой плите, или его разрыв указывают на наличие дефекта (неплоскостности). Наличие координатной сетки с вертикальными 14 и горизонтальными 15 с шагом L позволяет определить более точно место расположения дефекта (неплоскостности) и его размер.
Цветная маркировка линий контура головок разных марок двигателей позволяет достаточно быстро определиться соответствующей прозрачной жесткой плитой.
Технический эффект заключается в повышении точности и производительности операций контроля неплоскостности головок блока автотракторных двигателей за счет одномоментного визуального контроля всей привалочной поверхности через прозрачную жесткую плиту.
Источники информации
1. Справочная книга по технологии ремонта машин в сельском хозяйстве. Под ред. А.И. Селиванова. М., Колос, 1975. 600 с. с ил.
2. ГОСТ 24642-81. Основные нормы взаимозаменяемости. Допуски формы и расположения поверхностей. Основные термины и определения № 0 от (рег.) «Поправка к изменению» № 1 от (рег.) «Срок действия продлен».
3. Саранча Г.А. Стандартизация, взаимозаменяемость и технические измерения: Учебник для втузов. - 2-е изд., перераб. и доп. - М.: Издательство стандартов, 1991. - 44 с.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗМЕРЕНИЯ НЕПЛОСКОСТНОСТИ МНОГОСЛОЙНЫХ КОМПОЗИТНЫХ ПАНЕЛЕЙ | 2019 |
|
RU2727548C1 |
| Способ контроля неплоскостности | 1977 |
|
SU911126A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПРИВАЛОЧНЫХ ПЛОСКОСТЕЙ ГОЛОВОК ЦИЛИНДРОВ АВТОТРАКТОРНЫХ ДВИГАТЕЛЕЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2002 |
|
RU2228246C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПРИВАЛОЧНЫХ ПЛОСКОСТЕЙ ГОЛОВОК ЦИЛИНДРОВ | 2010 |
|
RU2417146C1 |
| Интерферометр для измерения неплоскостности и непрямолинейности поверхностей | 1979 |
|
SU875209A1 |
| Интерферометр для измерения неплоскостности и непрямолинейности поверхностей | 1982 |
|
SU1046606A1 |
| СПОСОБ ОЧИСТКИ ГЛУХИХ РЕЗЬБОВЫХ ОТВЕРСТИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2430797C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ПРИВАЛОЧНЫХ ПЛОСКОСТЕЙ ГОЛОВОК БЛОКА ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2004 |
|
RU2274537C1 |
| Способ точного определения объёмов полостей сложной формы | 2021 |
|
RU2771881C1 |
| Способ контроля плоскостности прямоугольных плит | 1973 |
|
SU564512A1 |
Изобретение может быть использовано в автотракторных двигателях внутреннего сгорания для контроля неплоскостности поверхности головки блока, сопрягаемой с блоком цилиндров. Способ контроля неплоскостности поверхности головки блока двигателя внутреннего сгорания заключается в том, что контролируемую поверхность головки блока устанавливают горизонтально и на нее наносят жидкость. Затем на контролируемую поверхность устанавливают прозрачную, плоскую и жесткую плиту (9), выполненную из недеформируемого материала и заключенную в оправу (16) с двумя ручками (17). Перемещая плиту (9) относительно контролируемой поверхности, удаляют возможные воздушные пузырьки из зоны контакта контролируемой поверхности с плитой. Затем совмещают линии контура привалочной поверхности контролируемой головки блока с линиями контура головки блока цилиндров, нанесенного на плите (9). По совпадению мениска жидкости с линиями контура проверяемой плоскости головки или по наличию его разрывов судят о неплоскостности контролируемой поверхности. Технический результат заключается в повышении точности и производительности определения количественного значения неплоскостности поверхности головки блока автотракторных двигателей. 2 з.п. ф-лы, 3 ил.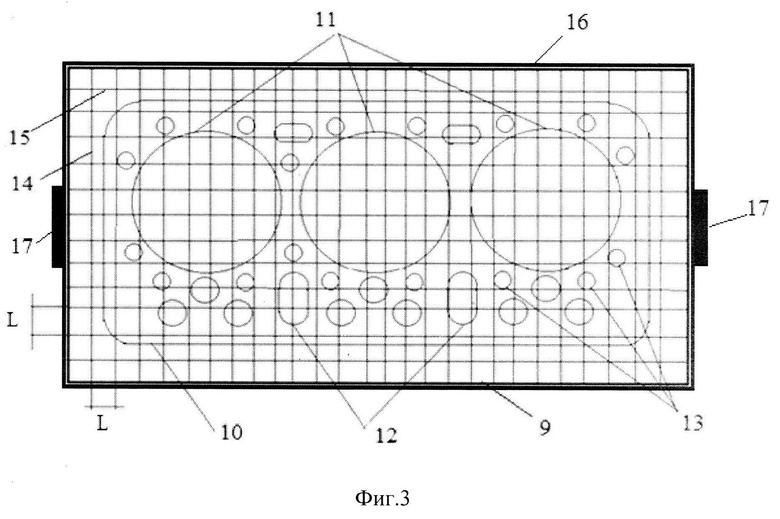
1. Способ контроля неплоскостности поверхности головки блока двигателя внутреннего сгорания, характеризующийся тем, что устанавливают плиту на контролируемую поверхность и осуществляют перемещение плиты, отличающийся тем, что контролируемую поверхность головки блока устанавливают горизонтально, на нее наносят жидкость, затем на контролируемую поверхность устанавливают прозрачную, плоскую и жесткую плиту, выполненную из недеформируемого материала и заключенную в оправу с двумя ручками, перемещая плиту относительно контролируемой поверхности удаляют возможные воздушные пузырьки из зоны контакта контролируемой поверхности с плитой, затем совмещают линии контура привалочной поверхности контролируемой головки блока с линиями контура головки блока цилиндров, нанесенного на плите, по совпадению мениска жидкости с линиями контура проверяемой плоскости головки или по наличию его разрывов судят о неплоскостности контролируемой поверхности.
2. Способ контроля неплоскостности поверхности головки блока двигателя внутреннего сгорания по п. 1, отличающийся тем, что на рабочую сторону поверхности плиты нанесена прямоугольная координатная сетка с вертикальными и горизонтальными линиями, а также линии контура привалочной поверхности контролируемой модели головки блока со всеми ее элементами.
3. Способ контроля неплоскостности поверхности головки блока двигателя внутреннего сгорания по п. 1, отличающийся тем, что линии контура головок двигателей разных марок, нанесенных на прозрачную жесткую плиту, имеют разные цвета.
| Способ контроля прилегания поверхностей деталей | 1977 |
|
SU706679A1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ПРИЛЕГАНИЯ ПЛОСКОСТГгЙ | 0 |
|
SU349870A1 |
| Устройство для контроля неплоскостности поршневых колец | 1991 |
|
SU1825962A1 |
| Способ контроля плоскостности прямоугольных плит | 1973 |
|
SU564512A1 |
| CN 208254805 U, 18.12.2018. | |||

