Изобретение относится к области эксплуатации и ремонта автотракторных двигателей внутреннего сгорания, а также к другим отраслям машиностроения, где имеются сопряжения глухих резьбовых отверстий с ввернутыми в них болтами или шпильками.
Известен способ очистки [1] блоков автотракторных двигателей в моечной машине камерного типа и промывки масляных каналов блока с помощью специального приспособления. Недостатком данного способа является то, что глухие резьбовые отверстия фактически не промываются. Даже есть опасность такого способа очистки. Если моющий раствор остается в глухом резьбовом отверстии, то в последующем вворачивании болта в это отверстие может появиться трещина в блоке из-за резкого повышения давления в замкнутом пространстве.
Наиболее близким по технической сущности к предлагаемому изобретению является метчик [2] для нарезания внутренней резьбы. Данный метчик также можно использовать для очистки рабочих поверхностей резьб соответствующим диаметром и шагом в глухих резьбовых отверстиях. Недостатком данного метчика является то, что его твердость больше, чем твердость обрабатываемой детали, что необходимо для снятия стружки с поверхности детали в процессе нарезания резьбы. Так как резьбовые соединения являются сопряжениями высокого класса точности, а для резьбовых посадок с натягом применяется даже селективная сборка, то при применении метчика для очистки рабочих поверхностей внутренних резьб он может снять стружку с рабочей поверхности резьбы. Тем самым нарушая первоначальную посадку, что недопустимо.
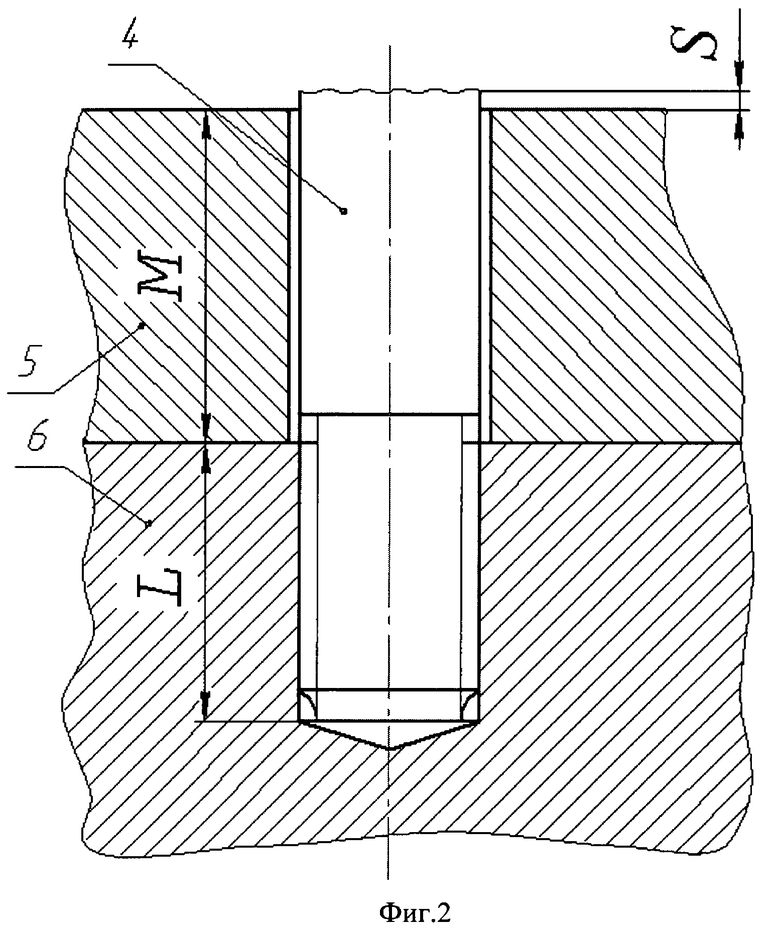
Сущность изобретения заключается в следующем, которую рассмотрим на примере автомобиля КамАЗ. Головка цилиндра к блоку крепится четырьмя болтами, как показано на фиг.1 (фрагмент крепления одним из четырех болтов). В процессе эксплуатации автомобилей КамАЗ часто в дорожных условиях случается обрыв головки одного из четырех болтов, крепящих головку цилиндра к блоку двигателя. При том обрыв болта может происходить на уровне головки болта, как показано на фиг.2, по линии I-I (фиг.1), то есть торец оборванного болта практически не выступает над верхней поверхностью головки цилиндра, или же выступает на малую величину - S. Если даже и выступает, то практически на малую величину. Если данный отказ произошел в пути следования автомобиля, то возникает необходимость удаления оборванного болта и замены его исправным болтом. В противном случае автомобиль следовать дальше не сможет. Если он будет следовать только тремя болтами, то это грозит обрывом остальных трех болтов, что приводит к большим нежелательным последствиям, то есть к выходу двигателя из строя в целом. Так как обрыв болта происходит почти заподлицо (выступает над верхней поверхностью головки цилиндра на очень малую величину, например, S=2-3 мм с привалочной плоскостью блока под головку блока), то удаление оборванного болта из тела блока в дорожных условиях превращается в большую проблему. То есть оборванный болт сложно зацепить инструментами (гайковертом, пассатижами, щипцами и т.п.) и отвернуть. Если даже и возможно зацепить, то из-за малой величины выступания болта создается очень маленький момент отворачивания по сравнению с большим тормозным моментом, создаваемым между болтом и телом блока в процессе отворачивания болта.
Практический опыт эксплуатации и ремонта автомобилей КамАЗ показывает, что после каждого удаления болта из глухого резьбового отверстия в блоке по каким-либо причинам, например при техническом обслуживании, ремонте, замене головки блока или самого болта и т.п., и перед его повторной установкой в резьбовое отверстие (сборкой) необходимо прочищать рабочие витки внутренней резьбы от загрязнений. Такая технологическая операция очистки рабочих витков резьбы в глухом резьбовом отверстии блока намного уменьшает необходимый момент отворачивания болта, то есть уменьшает тормозной момент, создаваемый между болтом и телом блока в процессе отворачивания оборванного болта. Таким образом, появляется возможность удаления оборванного болта в дорожных условиях, не применяя сложные технологические процессы удаления. Причина такого явления объясняется тем, что в процессе работы двигателя сопряжение резьба болта - внутренняя резьба нагревается и загрязнения (в виде пыли, масла, окалины и т.п.), находящиеся на рабочих поверхностях витков внутренней резьбы, как бы прикипают к поверхности резьбы в процессе работы и повышают трение. То есть после повторного заворачивания болта контакт между рабочими витками наружной резьбы болта и внутренней резьбы в глухом отверстии блока происходит через загрязнения, тем самым и происходит увеличение коэффициента трения. Вот почему необходима перед повторным вворачиванием болта зачистка рабочих поверхностей витков внутренней резьбы в блоке, тем самым добиваясь прямого контакта рабочих поверхностей резьб и уменьшая коэффициент трения, что в последующем позволит при обрыве болта в дорожных условиях его удалить, не применяя сложные технологии удаления оборванного болта с последующей его заменой исправным болтом. Таким образом, зачисткой рабочих поверхностей глухого резьбового отверстия конкретно, а не мойкой и очисткой глухого резьбового отверстия, в общем, по общепринятой технологии очистки поверхностей достигается возможность удаления оборванного болта в последующем, в процессе эксплуатации двигателя. Такой технологический процесс дает большой эффект за счет уменьшения простоя автотракторной техники в пути следования, так как появляется возможность быстрой замены оборванного болта в дорожных условиях, не прибегая к применению сложных технологических процессов удаления оборванного болта. То есть технически эффект применения предложенного способа очистки и устройства для его осуществления сказываются в последующем, в процессе эксплуатации автотракторной техники, в случае возникновения ситуаций в пути, описанных выше. То есть они смещены во времени. Технологический процесс должен иметь следующую последовательность: удаление болта или шпильки из глухого резьбового отверстия (в процессе ремонта, технического обслуживания или по другим причинам) - очистка рабочих поверхностей внутренней резьбы предложенным способом и устройством - установление болта на место. После такого технологического процесса в случае обрыва болта в пути следования автотракторной техники оборванный болт удаляется, например, с помощью плоскогубцев, круглогубцев и т.п., зацепив за его выступающую часть.
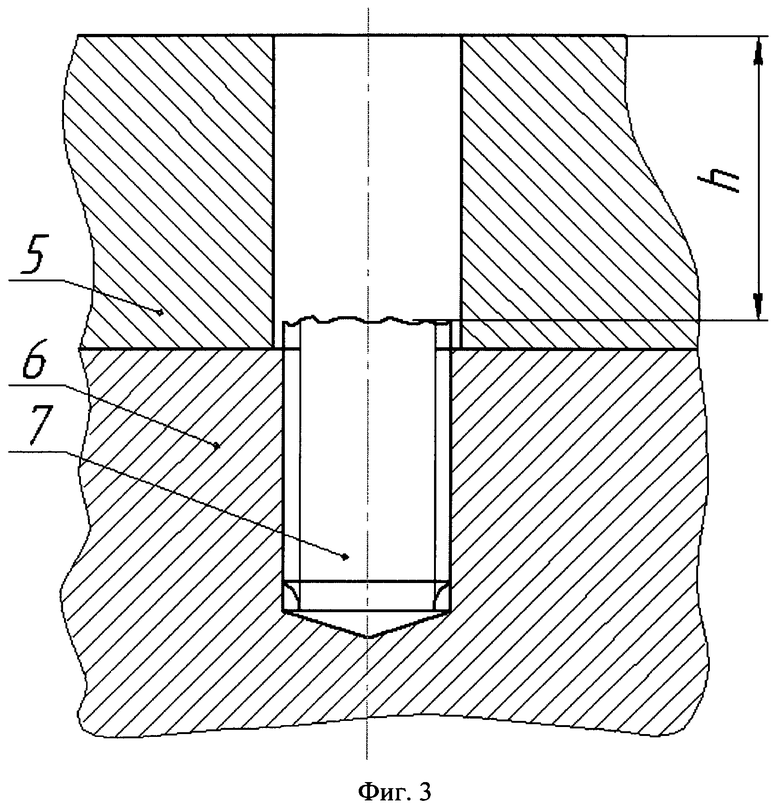
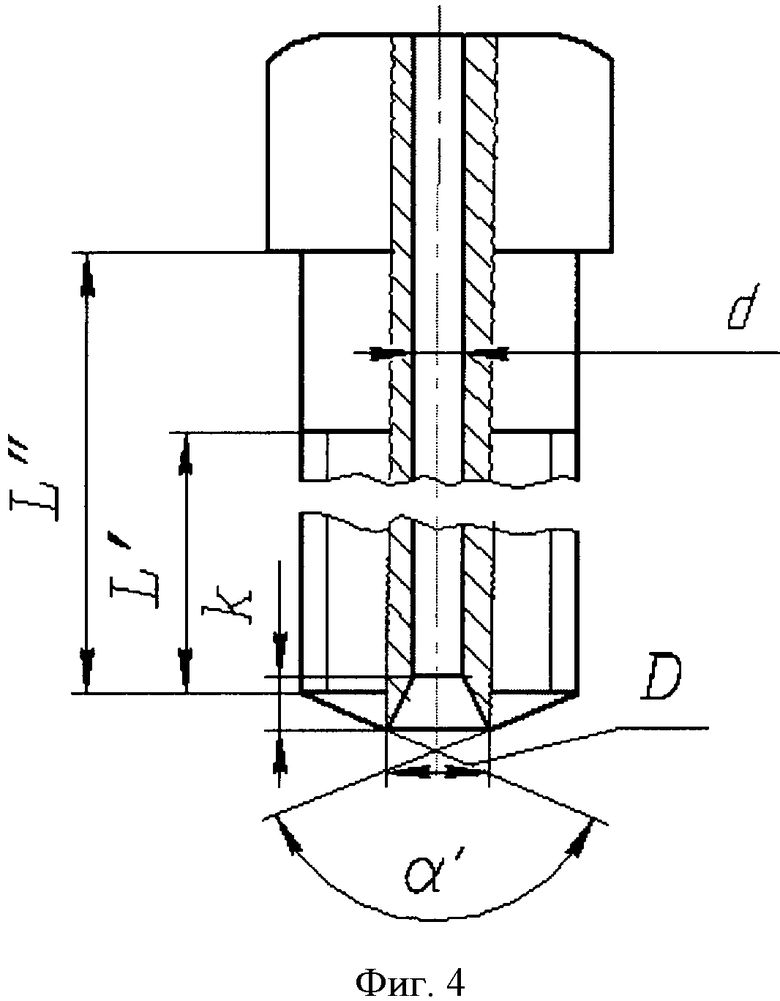
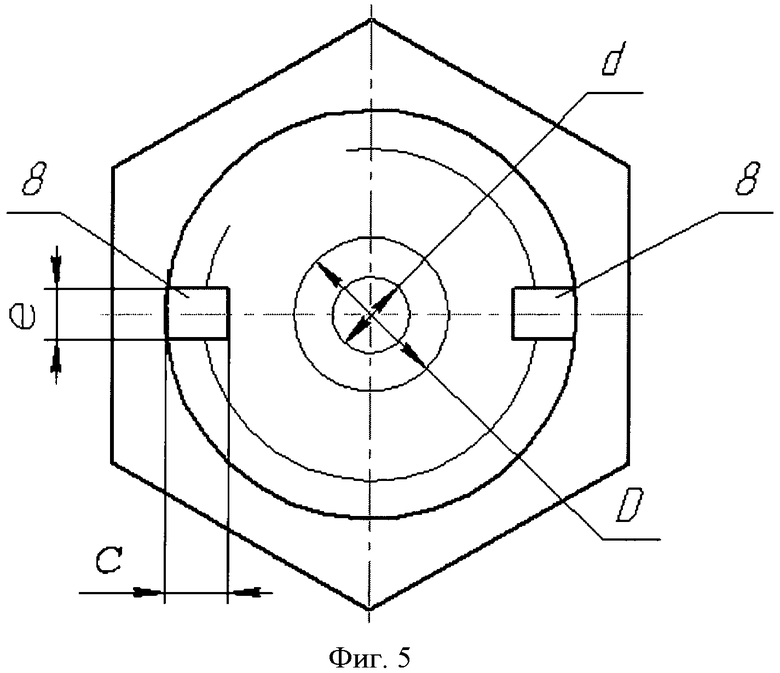
На фиг.1 показан пример крепления головки цилиндра к блоку двигателя КамАЗ в продольном сечении. Приняты следующие обозначения: 1 - головка болта, 2 - цилиндрическая часть болта, 3 - плоская шайба, 4 - тело болта, 5 - головка цилиндра, 6 - блок двигателя, I-I - линия разрыва болта у головки 1 болта, II-II - линия разрыва болта в зоне резьбовой части, α - угол вершины сверла, с помощью которого было высверлено отверстие под резьбу, h - расстояние от верхней поверхности головки цилиндра до места обрыва болта в резьбовой части, L - глубина глухого резьбового отверстия в блоке. На фиг.2 показан фрагмент оборванного болта у головки болта в продольном сечении. Обозначения: S - высота выступающей части оборванного болта над поверхностью головки цилиндра, М - высота головки блока цилиндра, обозначения - 4, 5, 6 те же самые, что и на фиг.1. На фиг.3 показан фрагмент оборванного болта в зоне резьбовой части в продольном сечении. Обозначения: 7 - оборванная резьбовая часть болта, находящаяся в глухом резьбовом отверстии блока. Обозначения 5, 6 и h - те же самые, что и на фиг.1. На фиг.4 показано устройство для очистки рабочих поверхностей резьбы в глухом резьбовом отверстии, вид спереди. Приняты следующие обозначения: d - диаметр сквозного отверстия, D - диаметр большого основания конической части сквозного отверстия, k - высота усеченного конуса, α1 - угол вершины устройства (α1=α), L1 - длина оппозитного паза (L1>L), L11 - высота рабочей части устройства (L11>L+M). На фиг.5 показано устройство (вид снизу), где приняты обозначения: 8 - оппозитные пазы. Глубина паза - с, ширина - е. Глубина паза - с должна быть два раз больше высоты исходного треугольника резьбы болта. Ширина паза - е должна быть не менее 0,25 диаметра резьбы болта. То есть ширина и глубина оппозитных пазов должны быть по возможности большими, чтобы вместить все загрязнения на поверхностях рабочих витков резьбы в глухом отверстии. А длина - L1 оппозитных пазов 8 должна быть больше глубины - L резьбы в глухом отверстии, чтобы загрязнения по ним могли выйти наружу.
Способ осуществляется следующим образом. После удаления болта в освободившееся глухое резьбовое отверстие вворачивается устройство до упора его нижнего торца в дно отверстия. В процессе вворачивания витки резьбы устройства, контактируясь с рабочими поверхностями резьбы, снимают загрязнения, которые перемещаются и накапливаются в оппозитных прямоугольных пазах 8, конической части торца устройства и в последующем удаляются вместе с приспособлением. В процессе приближения нижнего торца устройства к дну отверстия и в момент контакта его нижнего торца загрязнения, накапливающиеся в конической части устройства, вдавливаются (перемещаются) в сквозное осевое отверстие и также удаляются в последующем вместе устройством. То есть оппозитные прямоугольные пазы и сквозное осевое отверстие с конической частью являются накопителями загрязнений. Так как твердость материала устройства меньше твердости изделия, где находится глухое резьбовое отверстие, то витки резьбы сохраняют первоначальные размеры, и посадка резьбового соединения не нарушается.
Применение данного способа очистки и устройства показали эффективность в условиях рядовой эксплуатации автомобилей КамАЗ. То есть применение технологического процесса: удаление болта - зачистка рабочих поверхностей витков резьбы в глухом отверстии - установление болта на место, позволяет в последующем облегчить удаление оборванного болта из глухого резьбового отверстия в пути следования автотракторной техники. Что в свою очередь позволяет сэкономить время и уменьшить простой автотракторной техники по причине обрыва и последующей замены болта крепления головки блока к двигателю.
Источники информации
1. Справочник по ремонту машинно-тракторного парка. Том 1. / Под редакцией А.И.Селиванова. М., Сельхозиздат, 1962. 759 с. илл. (стр.36-43).
2. С74. Справочник технолога - машиностроителя. В 2-х т. Т.2. / Под ред. A.M.Дальского, А.Г.Суслова, А.Г.Косиловой, Р.К.Мещерякова - 5-изд., перераб. и доп. - М.: Машиностроение - 1, 2001 г. 944 с., ил. (стр.308-309).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОЧИСТКИ ГЛУХИХ ОТВЕРСТИЙ | 2014 |
|
RU2572422C1 |
| ИНСТРУМЕНТ ДЛЯ НАРЕЗАНИЯ РЕЗЬБЫ В ОТВЕРСТИЯХ (ВАРИАНТЫ) | 2003 |
|
RU2327550C2 |
| Устройство для демонтажа элементов соединений | 1982 |
|
SU1007898A1 |
| СПОСОБ ПОДГОТОВКИ К ЭКСПЛУАТАЦИИ НАРЕЗНЫХ НЕФТЕГАЗОПРОМЫСЛОВЫХ ТРУБ И КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2312201C1 |
| БОЛТ | 1996 |
|
RU2116527C1 |
| ЗАПОРНО-ПЛОМБИРОВОЧНОЕ УСТРОЙСТВО С ЗАКРУТКОЙ | 2005 |
|
RU2291940C1 |
| УСТРОЙСТВО ДЛЯ ЗАДЕЛКИ ТРЕЩИН | 1994 |
|
RU2137581C1 |
| СТОПОРНЫЙ БОЛТ ЗЕМЛЯКОВА ДЛЯ КРЕПЛЕНИЯ В ГЛУХОМ ОТВЕРСТИИ | 2007 |
|
RU2354861C1 |
| УСТРОЙСТВО ДЛЯ ИЗВЛЕЧЕНИЯ ОБОРВАННЫХ ШТАНГ ИЗ СКВАЖИНЫ | 2018 |
|
RU2707761C1 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ СКВАЖИН | 2007 |
|
RU2386783C2 |

Изобретение относится к области эксплуатации и ремонта автотракторных двигателей внутреннего сгорания, а также к другим отраслям машиностроения, где имеются сопряжения глухих резьбовых отверстий с ввернутыми в них болтами или шпильками. Для удаления загрязнений, которые находятся на поверхности витков резьбы, в отверстие резьбы вворачивается устройство, которое имеет сквозное отверстие и оппозитно расположенные пазы на боковых поверхностях. На нижнем торце устройства высверлен конус. Шаг резьбы устройства должен быть одинаковым с шагом резьбы в глухом отверстии. Материал устройства имеет меньшую твердость, чем материал детали, где находится глухое отверстие. Устройство должно ввертываться в отверстие до упора его нижнего торца в поверхность дна отверстия резьбы. Оппозитно расположенные пазы, сквозное осевое отверстие и конус на торце устройства являются накопителями загрязнений, удаляемых с рабочих поверхностей резьбы и со дна резьбового отверстия. В процессе ввертывания устройства происходит съем и удаление загрязнений с рабочей поверхности витков резьбы и со дна отверстия, что в последующем, в процессе эксплуатации двигателя, облегчает и делает возможным процесс удаления оборванного болта из глухого резьбового отверстия и замены его исправным болтом, не прибегая к сложным технологическим процессам. 2 н.п. ф-лы, 5 ил.
1. Способ очистки глухих резьбовых отверстий, заключающийся в том, что в глухое резьбовое отверстие вворачивают устройство для нарезания резьбы в виде метчика, отличающийся тем, что в резьбовое отверстие заворачивают устройство, имеющее сквозное осевое отверстие и оппозитно расположенные прямоугольные пазы, и в нижнем торце которого высверлен конус до контакта его нижнего торца с поверхностью дна резьбового отверстия, затем, вращая устройство в обратном направлении, удаляют его из отверстия.
2. Устройство для очистки глухих резьбовых отверстий, отличающееся тем, что оно имеет оппозитно расположенные прямоугольные пазы на боковых поверхностях и сквозное осевое отверстие, в нижнем торце которого высверлен конус, причем шаг резьбы устройства равен шагу резьбы резьбового отверстия, длина прямоугольных пазов превышает глубину резьбового отверстия, угол нижнего торца устройства равен углу дна резьбового отверстия, а материал устройства имеет меньшую твердость, чем твердость материала детали, где высверлено глухое резьбовое отверстие.
| Устройство для очистки резьбовых отверстий | 1975 |
|
SU528960A1 |
| WO 2004073896 A1, 02.09.2004 | |||
| Устройство для очистки полости изделий | 1979 |
|
SU816578A1 |
| JP 58132405 A, 06.08.1983 | |||
| РУЧНАЯ ОДНООСНАЯ ДВУХКОЛЕСНАЯ ТЕЛЕЖКА ДЛЯ ГРУЗОВ В МЕШОЧНОЙ ТАРЕ | 1929 |
|
SU15505A1 |
| US 6640370 В2, 04.11.2003 | |||
| US 5339473 А, 23.08.1994 | |||
| US 3180379 А, 22.05.1961. | |||

