Настоящее изобретение относится к области обработки поверхности деталей и предпочтительно к печати на деталях при помощи средств печати типа струйной печати.
Как известно и как раскрыто, например, в публикациях DE 102012212469 A1, US 2009/0167817 A1, ЕР 2873496 А1 и ЕР 0931649 А1, для печати на детали при помощи струйных средств печати, печатающую головку, выбрасывающую материал, такой как чернила, можно перемещать при помощи робота-манипулятора по отношению к детали, которая остается неподвижной. Однако средства печати, которые чаще всего включают в себя четырехцветный блок, как правило, являются объемными, поэтому их перемещение затруднено. Это проявляется еще больше, когда эти средства печати объединены также с модулем частичной сушки капель материала, расположенным непосредственно под печатающей головкой. Кроме того, на печатающие головки могут действовать помехи или изменения положения по причине быстрого перемещения робота-манипулятора. Чтобы ограничить эти помехи, необходимо ограничить скорость перемещения робота-манипулятора, что снижает темп производства, а также промышленную эффективность. Кроме того, резкие изменения ориентации печатающей головки влияют на качество печати. Действительно, внутри печатающей головки воздух находится под небольшим разрежением, что не дает материалу выливаться под действием силы тяжести. Однако резкие изменения ориентации приводят к изменению баланса между атмосферным давлением и давлением внутри печатающей головки и, следовательно, нарушают выброс материала. Наконец, монтаж блока подачи материала в печатающую головку на роботе-манипуляторе может представлять собой сложную проблему.
Задачей настоящего изобретения является создание усовершенствованного решения, гибкого в зависимости от геометрии детали, позволяющего добиваться высокой точности независимо от геометрии детали и обеспечивающего устранение вышеупомянутых недостатков.
Для этого объектом изобретения является способ обработки по меньшей мере одной поверхности детали, характеризующийся тем, что содержит по меньшей мере:
- этап измерения, в ходе которого перемещают средства перемещения, на которых закреплена деталь на уровне держателя, входящего в состав средств перемещения, со скоростью перемещения, меняющейся в зависимости от локальной геометрии детали, по заранее определенной траектории и контролируемым образом при помощи блока управления относительно средств нанесения, не выбрасывающих материал, и в ходе которого при помощи измерительного датчика, контролируемого блоком управления, определяют совокупность моментальных скоростей по меньшей мере на участке поверхности детали, затем данные, характеризующие эту совокупность моментальных скоростей, передают и сохраняют в вычислительном устройстве,
- этап обработки сигнала, который следует за этапом измерения и в ходе которого на основании данных, характеризующих совокупность моментальных скоростей, предварительно переданных вычислительным устройством в микроконтроллер, микроконтроллер определяет сигнал серии импульсов, характеризующий совокупность частот выброса материала, наносимой средствами нанесения на указанный по меньшей мере участок поверхности детали, и сохраняет сигнал серии импульсов в постоянной памяти микроконтроллера,
- этап нанесения, который следует за этапом обработки сигнала и в ходе которого при помощи блока управления контролируемым образом перемещают средства перемещения относительно средств нанесения по определенной траектории и в ходе которого микроконтроллер синхронно передает сигнал серии импульсов в средства нанесения, и средства нанесения выбрасывают по меньшей мере один материал в зависимости от принятого сигнала серии импульсов, чтобы нанести материал на указанный по меньшей мере участок поверхности детали.
Объектом изобретения является также установка для обработки по меньшей мере одной поверхности детали, отличающаяся тем, что предназначена и выполнена с возможностью осуществления заявленного способа обработки по меньшей мере одной поверхности детали, и тем, что содержит:
- средства перемещения, предназначенные и выполненные с возможностью перемещения детали относительно средств нанесения, при этом средства перемещения содержат держатель, выполненный с возможностью фиксировать деталь относительно средств перемещения,
- блок управления, предназначенный и выполненный с возможностью управлять перемещением средств перемещения по заранее определенной траектории и с заранее определенной скоростью перемещения контролируемым образом,
- измерительный датчик, предназначенный и выполненный с возможностью определять совокупность моментальных скоростей по меньшей мере на участке поверхности детали,
- средства нанесения, предназначенные и выполненные с возможностью выбрасывать материал на поверхность детали,
- вычислительное устройство, предназначенное и выполненное с возможностью сохранять данные, характеризующие совокупность моментальных скоростей,
- микроконтроллер, предназначенный и выполненный с возможностью определять на основании данных, характеризующих совокупность моментальных скоростей, сигнал серии импульсов, характеризующий совокупность частот выброса материала, наносимого средствами нанесения, и передавать его в средства нанесения для выброса материала в зависимости от принятого сигнала серии импульсов.
Изобретение будет более понятно из нижеследующего описания нескольких предпочтительных вариантов выполнения, представленных в качестве не ограничительных примеров, со ссылками на прилагаемые схематичные чертежи, на которых:
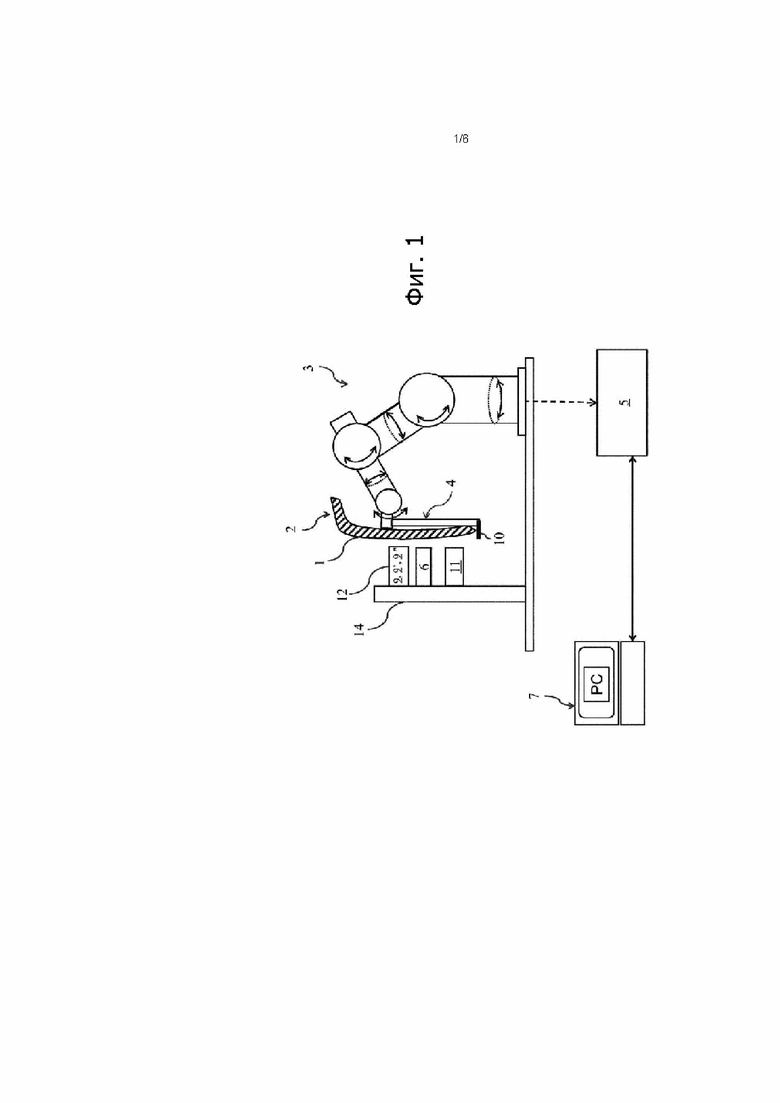
фиг. 1 - вид части установки в соответствии с изобретением;
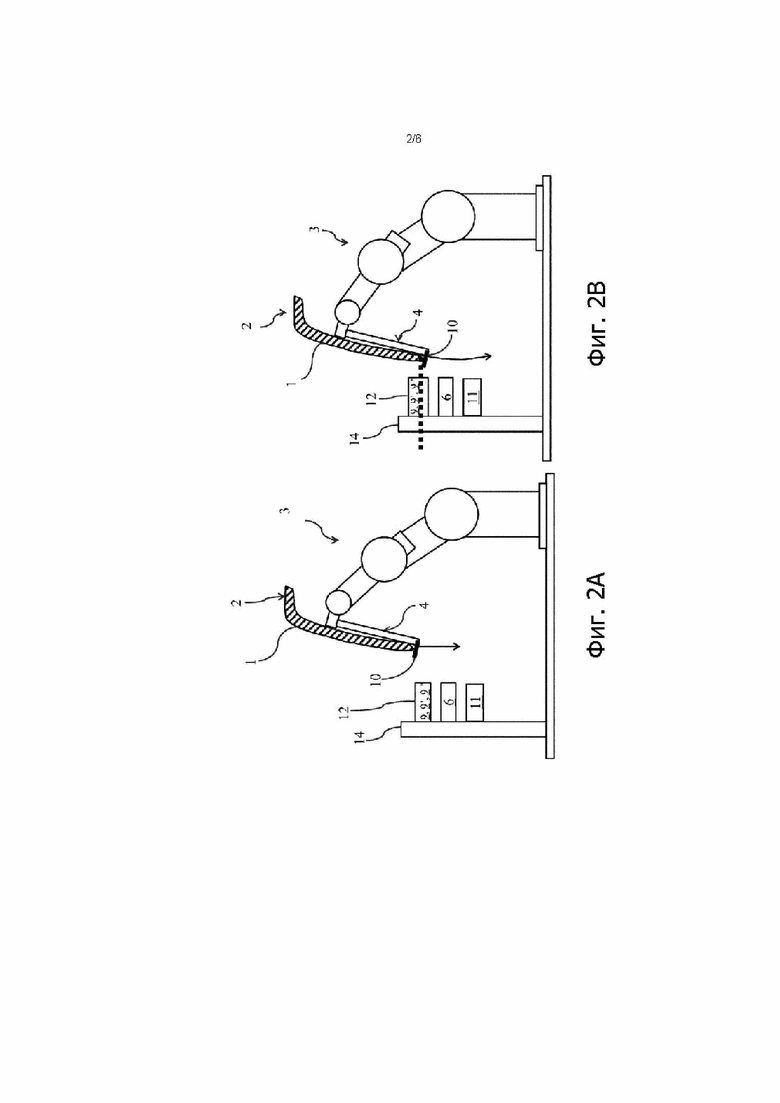
фиг. 2А и 2В - вид установки в соответствии с изобретением во время этапа калибровки предложенного способа;
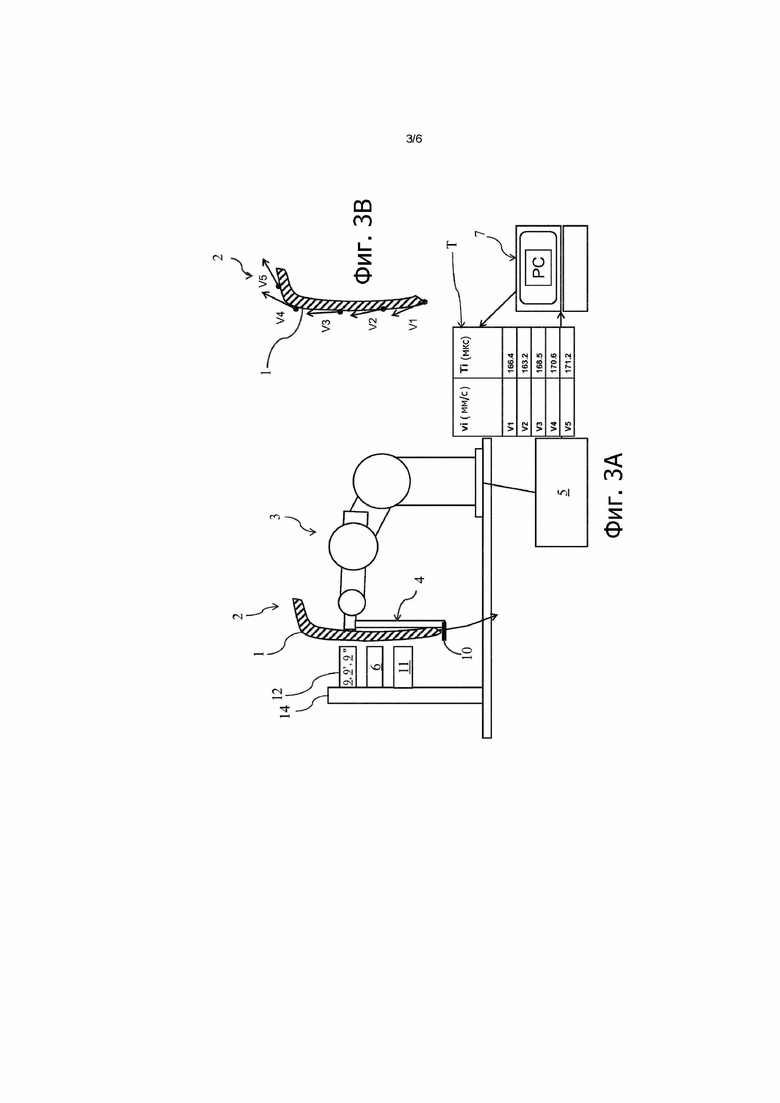
фиг. 3А - вид предложенной установки во время этапа измерения в предложенном способе;
фиг. 3В - вид детали с показом векторов моментальных скоростей на поверхности детали;
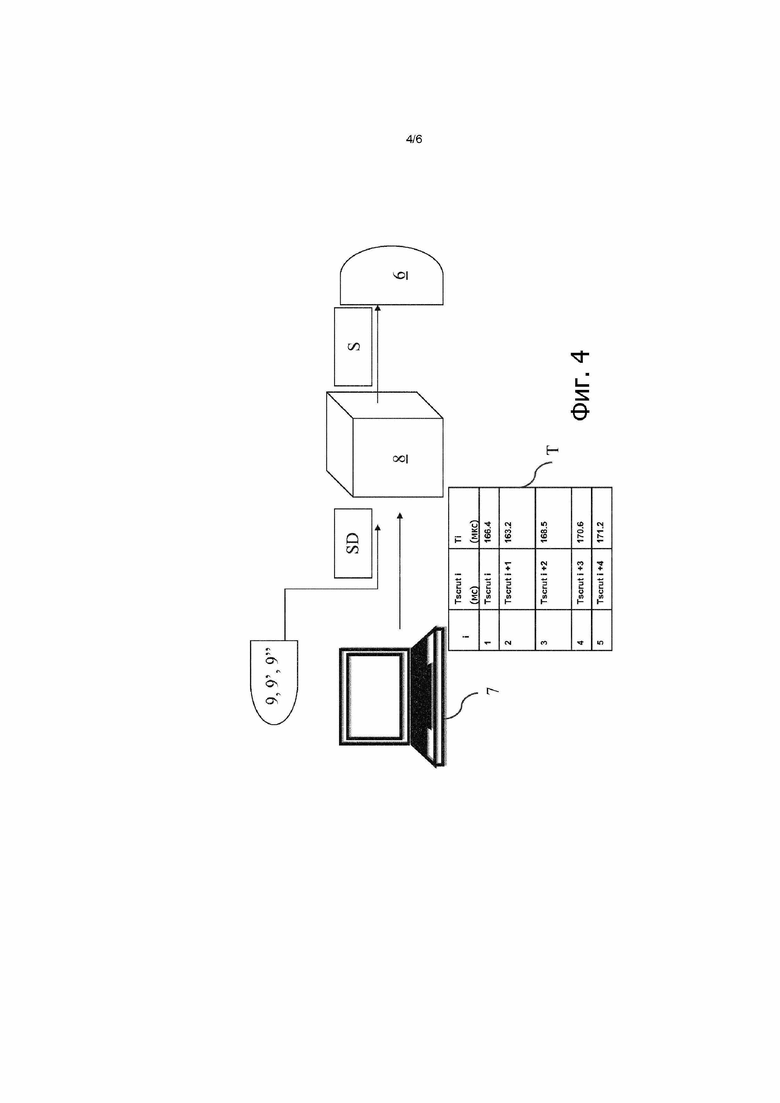
фиг. 4 - схематичный вид, иллюстрирующий предложенный способ;
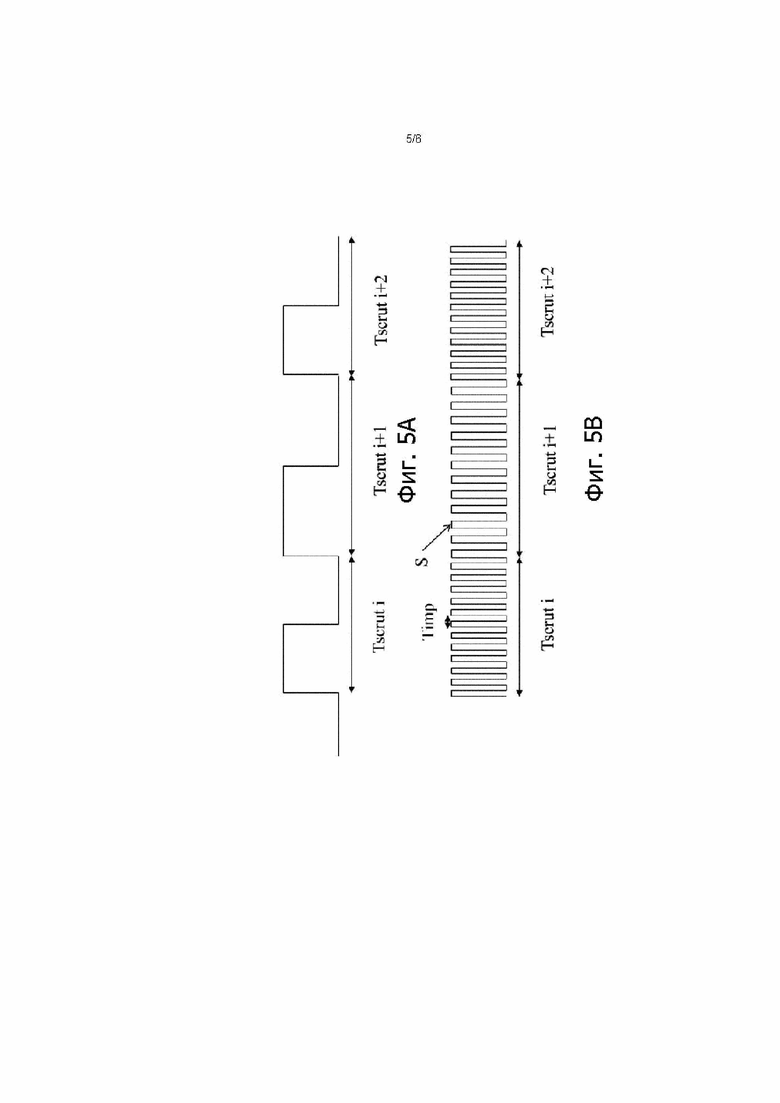
фиг. 5А и 5В - виды сигналов, полученных в ходе этапа обработки в предложенном способе;
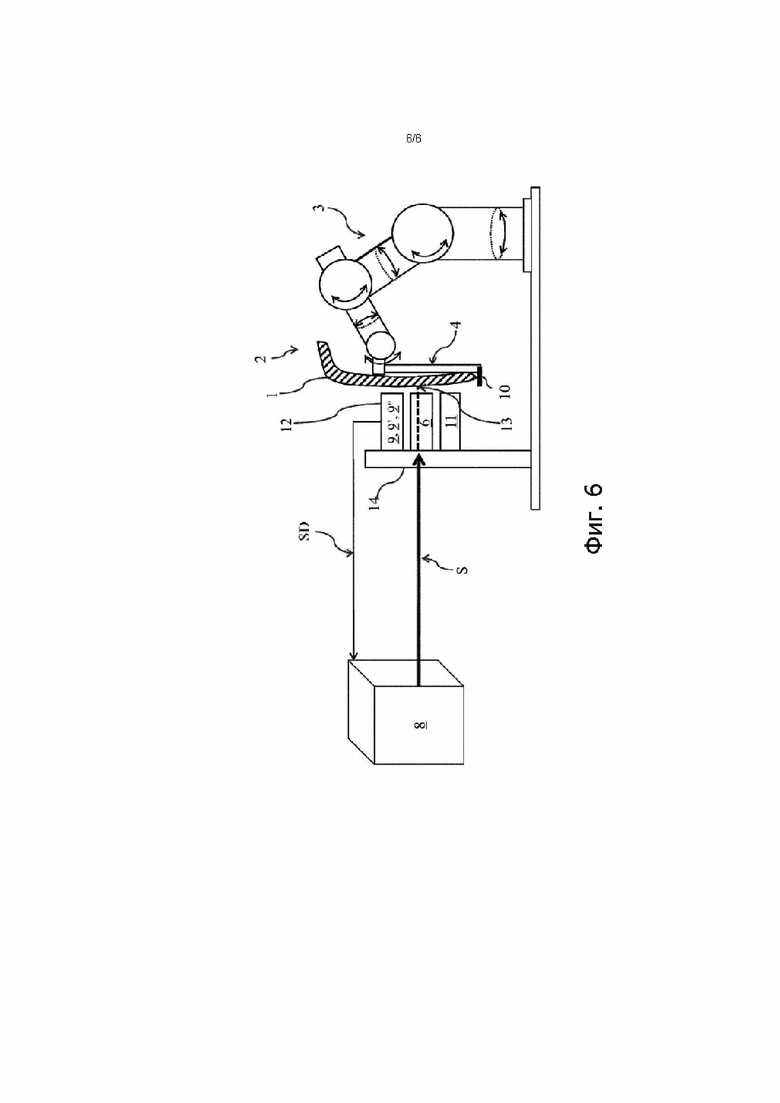
фиг. 6 - вид установки в ходе этапа нанесения в предложенном способе.
Согласно изобретению, способ обработки по меньшей мере одной поверхности 1 детали 2 характеризуется тем, что содержит по меньшей мере:
- этап измерения, в ходе которого средства 3 перемещения, на которых закреплена деталь 2 в держателе 4, входящем в состав средств 3 перемещения, перемещают со скоростью перемещения, меняющейся в зависимости от локальной геометрии детали 2, по заранее определенной траектории и контролируемым образом при помощи блока 5 управления относительно средств 6 нанесения, не выбрасывающих материал 13, и в ходе которого при помощи измерительного датчика 9, контролируемого блоком 5 управления, определяют совокупность моментальных скоростей v1, v2, v3, v4, v5 по меньшей мере на участке поверхности 1 детали 2, затем данные, характеризующие эту совокупность моментальных скоростей v1, v2, v3, v4, v5, передают и сохраняют в вычислительном устройстве 7 (фиг. 3А и 3В),
- этап обработки сигнала, который следует за этапом измерения и в ходе которого на основании данных, характеризующих совокупность моментальных скоростей v1, v2, v3, v4, v5, предварительно переданных вычислительным устройством 7 в микроконтроллер 8, микроконтроллер 8 определяет сигнал S серии импульсов, характеризующий совокупность частот выброса материала 13, наносимого средствами 6 нанесения на указанный по меньшей мере участок поверхности 1 детали 2, и сохраняет сигнал S серии импульсов в постоянной памяти (не показана) микроконтроллера 8 (фиг. 4 и 5В),
- этап нанесения, который следует за этапом обработки сигнала и в ходе которого при помощи блока 5 управления контролируемым образом перемещают средства 3 перемещения относительно средств 6 нанесения по определенной траектории и в ходе которого микроконтроллер 8 синхронно передает сигнал S серии импульсов в средства 6 нанесения, и средства 6 нанесения выбрасывают по меньшей мере один материал 13 в зависимости от принятого сигнала S серии импульсов, чтобы нанести материал 13 на указанный по меньшей мере участок поверхности 1 детали 2 (фиг. 4 и 6).
Этот способ обработки предпочтительно позволяет декорировать деталь 2 посредством создания рисунка (не показан), нанося по меньшей мере один материал 13 при помощи средств 6 нанесения. Учитывая геометрию детали 2, как правило, необходимо менять скорость перемещения детали 2 и, следовательно, скорость средств 3 перемещения, чтобы избегать столкновений со средствами 6 нанесения в ходе перемещения и чтобы наносить материал 13, одновременно корректируя изменение скорости средств 3 перемещения. Благодаря предложенному способу обработки, эта вариативность скорости перемещения средств 3 перемещения не влияет на качество декоративного рисунка, получаемого в результате предложенного способа обработки. Предпочтительно в рамках предложенного способа обработки перед этапом нанесения измеряют моментальные скорости v1, v2, v3, v4, v5 детали 2 на заранее определенной траектории во время этапа измерения. Затем эти моментальные скорости v1, v2, v3, v4, v5 сохраняют в памяти вычислительного устройства 7. Предпочтительно моментальные скорости v1, v2, v3, v4, v5 можно сохранить в виде таблицы Т моментальных скоростей v1, v2, v3, v4, v5. Благодаря повторяемости работы средств 3 перемещения, можно опять переместить деталь 2 по той же заранее определенной траектории и в соответствии с той же кинематикой, то есть с той же скоростью перемещения, которая может быть переменной или постоянной, в частности, во время этапа нанесения. На основании этих моментальных скоростей v1, v2, v3, v4, v5, записанных в вычислительном устройстве 7, затем переданных в микроконтроллер 8, можно также затем генерировать сигнал S серии импульсов. В ходе этапа нанесения и, следовательно, одновременно с перемещением детали 2 при помощи средств 3 перемещения по заранее определенной траектории этот сигнал S серии импульсов передают в средства 6 нанесения. Таким образом, обработку детали 2 при помощи средств 6 нанесения адаптируют к моментальной скорости v1, v2, v3, v4, v5 детали 2. Кроме того, заранее определенную траекторию и кинематику средств 3 перемещения можно программировать заранее при помощи программного обеспечения, присутствующего в блоке 5 управления. Это программное обеспечение, а также заранее определенную траекторию и кинематику можно изменять в зависимости от потребностей и с большой гибкостью.
Таким образом, этот способ обработки предпочтительно позволяет декорировать детали 2 с геометрией любого типа. Кроме того, этот способ обработки позволяет свободно располагать рисунок на поверхности 1 детали 2. Таким образом, этот способ позволяет добиваться высокой точности в наносимых рисунках, причем постоянно и непрерывно, в том числе в трехмерных зонах детали 2, например, в зонах радиусов, краев или аналогичных элементов.
Деталь 2 может быть трехмерной деталью, например, деталью обшивки транспортного средства, например, из пластического материала.
Этап нанесения может включать в себя несколько проходов поверхности 1 детали 2 перед средствами 6 нанесения, в частности, когда на поверхности 1 детали 2 необходимо выполнить широкие рисунки. В этом случае этап измерения можно осуществлять посредством последовательных проходов поверхности 1 детали 2 перед измерительным датчиком 9, чтобы отсканировать всю предназначенную для декорирования поверхность 1 детали 2, например, полосу за полосой.
Предпочтительно во время этапа измерения блок 5 управления и измерительный датчик 9 последовательно измеряют моментальные скорости v1, v2, v3, v4, v5, при этом различные последовательные измерения разделены постоянным или переменным периодом считывания Tscrut i, Tscrut i+1, Tscrut i+2, Tscrut i+3, Tscrut i+4, предпочтительно составляющим от 1 микросекунды до 100 миллисекунд (фиг. 3А и 3В).
Предпочтительно считывание моментальной скорости v1, v2, v3, v4, v5 детали 2 производят каждые 2 миллисекунды.
Предпочтительно этот этап измерения позволяет производить считывание профиля моментальных скоростей v1, v2, v3, v4, v5 на всей протяженности траектории за период считывания Tscrut i, Tscrut i+1, Tscrut i+2, Tscrut i+3, Tscrut i+4. Эту дискретизацию профиля моментальных скоростей v1, v2, v3, v4, v5 траектории осуществляют в соответствии с периодом считывания Tscrut i, Tscrut i+1, Tscrut i+2, Tscrut i+3, Tscrut i+4, который может меняться в зависимости от требуемой скорости для детали 2. Период считывания Tscrut i, Tscrut i+1, Tscrut i+2, Tscrut i+3, Tscrut i+4 может меняться в ходе прохождения траектории, чтобы обеспечивать более или менее высокую точность в зависимости от сложности отслеживаемого контура детали 2.
Предложенный способ может содержать этап преобразования, который следует за этапом измерения и предваряет этап обработки сигнала и в ходе которого вычислительное устройство 7 преобразует совокупность моментальных скоростей v1, v2, v3, v4, v5 в последовательность периодов Т1, Т2, Т3, Т4, Т5 серии импульсов при помощи отношения Ti = (R/vi)/K, где i является натуральным целым числом, R является разрешением печати в миллиметрах, предпочтительно составляющим от 0,04 миллиметра до 4 миллиметров, К является коэффициентом избыточной дискретизации, предпочтительно составляющим от 106 до 107 (фиг. 4).
Предпочтительно в ходе этапа преобразования вычислительное устройство 7, предпочтительно компьютер преобразует профиль моментальных скоростей v1, v2, v3, v4, v5 в последовательность периодов Т1, Т2, Т3, Т4, Т5 серии импульсов, соблюдая период считывания Tscrut i, Tscrut i+1, Tscrut i+2, Tscrut i+3, Tscrut i+4. Например, как показано на фиг. 4, Т1 равен 166,4 микросекунды, Т2 равен 163,2 микросекунды, Т3 равен 168,5 микросекунды, Т4 равен 170,6 микросекунды и Т5 равен 171,2 микросекунды. Все значения периодов Т1, Т2, Т3, Т4, Т5 можно указать в таблице Т, показанной на фиг. 4.
Предпочтительно во время этапа обработки сигнала последовательность периодов Т1, Т2, Т3, Т4, Т5 серии импульсов преобразуют в дискретизированный сигнал S серии импульсов с периодом дискретизации Timp, предпочтительно составляющим от 5 микросекунд до 100 микросекунд, при помощи микроконтроллера 8 (фиг. 5А и 5В).
Предпочтительно во время этапа обработки сигнала микроконтроллер 8 преобразует затем последовательность периодов Т1, Т2, Т3, Т4, Т5 серии импульсов в периодический сигнал, предпочтительно с серией импульсов прямоугольной формы, совместимый с сигналом синхронизации, ожидаемым средствами 6 нанесения. Как правило, период дискретизации Timp можно сократить примерно до 50 микросекунд. В результате этого каждое значение периодов Т1, Т2, Т3, Т4, Т5 серии импульсов делят для создания сигнала S серии импульсов с периодом дискретизации Timp в течение продолжительности периода считывания Tscrut i. Это же касается и каждого периода Tscrut i, Tscrut i+1, Tscrut i+2, Tscrut i+3, Tscrut i+4, передаваемого вычислительным устройством 7. Затем микроконтроллер 8 состыковывает серии импульсов для формирования сигнала S серии импульсов. Этот сигнал S серии импульсов сохраняют в постоянной памяти (не показана) микроконтроллера 8.
Сигнал S серии импульсов может быть сигналом прямоугольной формы (фиг. 5В).
Способ может содержать этап калибровки, осуществляемый до этапа нанесения, в ходе которого первый детектирующий датчик 9’, неподвижный относительно средств 6 нанесения, может обнаруживать прохождение контрольного элемента или метки 10, расположенной на детали 2 или на держателе 4 средств 3 перемещения, в ходе перемещения средств 3 перемещения для определения данных, относящихся к пространственным координатам контрольного элемента или метки 10 (фиг. 2А и 2В).
Предпочтительно определенные таким образом пространственные координаты контрольного элемента или метки 10 могут быть переданы и сохранены в вычислительном устройстве 7 относительно данных о совокупности моментальных скоростей v1, v2, v3, v4, v5 с целью генерирования сигнала S серии импульсов при помощи микроконтроллера 8. Эти пространственные координаты контрольного элемента или метки 10 соответствуют временной точке отсчета сигнала S серии импульсов.
В ходе этапа нанесения второй детектирующий датчик 9”, неподвижный относительно средств 6 нанесения, может обнаружить прохождение контрольного элемента или метки 10, расположенной на детали 2 или на держателе 4 средств 3 перемещения, затем передать сигнал запуска SD в микроконтроллер 8, чтобы начать передачу сигнала S серии импульсов в средства 6 нанесения с целью запуска выброса материала 13 (фиг. 4 и 6).
Предпочтительно, сразу после получения сигнала запуска SD микроконтроллер 8 передает сигнал S серии импульсов в средства 6 нанесения, что позволяет синхронизировать сигнал S серии импульсов с кинематикой средств 3 перемещения. Таким образом, благодаря наличию контрольного элемента или метки 10, которые могут быть точно обнаружены на фактической траектории средств 6 перемещения, можно направить команду в средства 6 нанесения для выброса материала 13 на деталь 2 в надлежащий момент, а не раньше или позже. Предпочтительно синхронизация становится возможной при прохождении детали 2 перед вторым детектирующим датчиком 9”. Предпочтительно обнаружение контрольного элемента или метки 10 может быть выполнено в начале траектории.
Например, контрольный элемент или метка 10 может представлять собой отражающую поверхность (не показана), нанесенную на поверхность 1 детали 2 или на держатель 4 средств 3 перемещения, и первый детектирующий датчик 9’ или второй детектирующий датчик 9” может быть оптическим датчиком. Таким образом, когда оптический датчик и отражающая поверхность оказываются друг против друга, оптический датчик измеряет изменение интенсивности принятого света.
Используемые измерительный датчик 9, первый детектирующий датчик 9’ и второй детектирующий датчик 9” могут представлять собой телеметрический модуль 12 датчиков, который является неподвижным относительно средств 6 нанесения.
Предпочтительно этот телеметрический модуль 12 датчиков позволяет, в частности, дистанционно измерять моментальную скорость v1, v2, v3, v4, v5 детали 2.
Например, измерительный датчик 9, первый детектирующий датчик 9’ и второй детектирующий датчик 9” могут быть оптическими датчиками.
Предпочтительно измерительный датчик 9 является неподвижным относительно средств 6 нанесения. В частности, измерительный датчик 9 расположен вблизи средств 6 нанесения. Предпочтительно расстояние между измерительным датчиком 9 и средствами 6 нанесения может составлять от 3 миллиметров до 200 миллиметров. Кроме того, во время этапа измерения измерительный датчик 9 расположен по существу напротив участка поверхности 1 детали 2, на котором необходимо измерить моментальные скорости v1, v2, v3, v4, v5.
Во время этапа нанесения микроконтроллер 8 может передавать сигнал S серии импульсов в средства 6 нанесения с периодом, составляющим от 20 до 100 микросекунд.
Используемый микроконтроллер 8 может представлять собой микроконтроллер, содержащий указанную постоянную память (не показана) и энергозависимую память (не показана).
Используемые средства 3 перемещения могут представлять собой робот-манипулятор, имеющий шесть осей вращения.
Предпочтительно этот робот-манипулятор позволяет перемещать деталь 2 перед средствами 6 нанесения и, в частности, перед описанными ниже печатающими головками (не показаны).
Оси вращения, а также перемещение робота-манипулятора являются нефиксированными и полностью свободными. Это дает большой диапазон перемещения робота-манипулятора по отношению к геометрии детали 2.
Во время этапа нанесения, средства 6 нанесения и участок поверхности 1 детали 2, на котором произвели измерение моментальных скоростей v1, v2, v3, v4, v5 и на который наносят материал 13, по существу находятся друг против друга.
Средства 6 нанесения могут представлять собой средства печати, содержащие по меньшей мере одну печатающую головку, предпочтительно типа струйной, для выброса и нанесения по меньшей мере одного материала 13 в виде капель.
Кроме того, поскольку средства 6 нанесения являются стационарными, печатающие головки могут быть тоже неподвижными и являются легкодоступными. Эта конфигурация облегчает питание чернилами печатающих головок. Кроме того, это позволяет сократить помехи для точности нанесения рисунка.
Вместе с тем, печатающая головка может быть подвижной, хотя и ограниченно, то есть может поступательно перемещаться вдоль трех осей или вращаться, чтобы адаптироваться к движению и к геометрии детали 2.
Печатающая головка может быть одноцветной, двухцветной или может быть четырехцветным блоком.
Материал 13 можно выбирать отдельно или в комбинации из чернил, цветного красителя, красителя с ультрафиолетовым сшиванием, лака, грунтовки, клейкого вещества, закрепляющего вещества, покрывного вещества.
Средства 6 нанесения могут содержать в целом исполнительный орган любого типа (не показан), позволяющий обрабатывать поверхность 1 детали 2 при помощи по меньшей мере одного материала 13.
Предпочтительно печатающие головки могут содержать множество сопел (не показаны), находящихся на направляющих (не показаны), которые расположены по существу перпендикулярно к поверхности 1 детали 2 по крайней мере во время этапа нанесения.
Средства 6 нанесения можно объединить со средствами 11 сушки, и во время этапа нанесения средства 11 сушки могут по меньшей мере частично сушить материал 13 после нанесения материала 13 на указанный по меньшей мере участок поверхности 1 детали 2.
По сути, средства 11 сушки могут обеспечивать как частичную сушку капель, наносимых средствами 6 нанесения, так и полную конечную сушку.
Например, средства 11 сушки могут представлять собой систему полной ультрафиолетовой сушки.
Средства 6 нанесения, измерительный датчик 9, первый детектирующий датчик 9’, второй детектирующий датчик 9” и, в случае необходимости, средства 11 сушки могут быть установлены на одном основании 14.
Согласно изобретению, установка для обработки по меньшей мере одной поверхности 1 детали 2 характеризуется тем, что предназначена и выполнена с возможностью осуществлять описанный выше способ обработки по меньшей мере одной поверхности 1 детали 2, и тем, что содержит:
- средства 3 перемещения, предназначенные и выполненные с возможностью перемещения детали 2 относительно средств 6 нанесения, при этом средства 3 перемещения содержат держатель 4, предназначенный и выполненный с возможностью фиксировать деталь 2 относительно средств 3 перемещения,
- блок 5 управления, предназначенный и выполненный с возможностью управлять перемещением средств 3 перемещения по заранее определенной траектории и с заранее определенной скоростью перемещения контролируемым образом,
- измерительный датчик 9, предназначенный и выполненный с возможностью определять совокупность моментальных скоростей v1, v2, v3, v4, v5 по меньшей мере на участке поверхности 1 детали 2,
- средства 6 нанесения, предназначенные и выполненные с возможностью выбрасывать материал 13 на поверхность 1 детали 2,
- вычислительное устройство 7, предназначенное и выполненное с возможностью сохранять данные, характеризующие совокупность моментальных скоростей v1, v2, v3, v4, v5,
- микроконтроллер 8, предназначенный и выполненный с возможностью определять на основании данных, характеризующих совокупность моментальных скоростей v1, v2, v3, v4, v5, сигнал S серии импульсов, характеризующий совокупность частот выброса материала 13, наносимого средствами 6 нанесения, и передавать его в средства 6 нанесения для выброса материала в зависимости от принятого сигнала S серии импульсов.
Установка может содержать первый детектирующий датчик 9’, неподвижный относительно средств 6 нанесения, предназначенный и выполненный с возможностью обнаруживать прохождение контрольного элемента или метки 10, расположенной на детали 2 или на держателе 4 средств 3 перемещения, для определения данных, относящихся к пространственным координатам контрольного элемента или метки 10.
Установка может содержать второй детектирующий датчик 9”, неподвижный относительно средств 6 нанесения, предназначенный и выполненный с возможностью обнаружить прохождение контрольного элемента или метки 10, расположенной на детали 2 или на держателе 4 средств 3 перемещения, затем передавать сигнал запуска SD в микроконтроллер 8, чтобы начать передачу сигнала S серии импульсов в средства 6 нанесения с целью запуска выброса материала 13.
Измерительный датчик 9, первый детектирующий датчик 9’ и второй детектирующий датчик 9” могут представлять собой телеметрический модуль 12 датчиков, который является неподвижным относительно средств 6 нанесения.
Измерительный датчик 9, первый детектирующий датчик 9’ и второй детектирующий датчик 9” могут быть описанными выше датчиками.
Предпочтительно вычислительное устройство 7 предназначено и выполнено с возможностью преобразовывать совокупность моментальных скоростей v1, v2, v3, v4, v5 в последовательность периодов Т1, Т2, Т3, Т4, Т5 серии импульсов при помощи соотношения Ti = (R/vi)/K, где i является натуральным целым числом, R является разрешением печати в миллиметрах, предпочтительно составляющим от 0,04 миллиметра до 4 миллиметров, К является коэффициентом избыточной дискретизации, предпочтительно составляющим от 106 до 107.
Предпочтительно микроконтроллер 8 предназначен и выполнен с возможностью преобразовывать последовательность периодов Т1, Т2, Т3, Т4, Т5 серии импульсов в дискретизированный сигнал S серии импульсов с периодом дискретизации Timp, предпочтительно составляющим от 5 микросекунд до 100 микросекунд.
Микроконтроллер 8 может содержать по меньшей мере постоянную память и энергозависимую память.
Средства 3 перемещения могут представлять собой робот-манипулятор, имеющий шесть осей вращения.
Этот робот-манипулятор может быть описанным выше роботом-манипулятором.
Средства 6 нанесения могут представлять собой средства печати, содержащие по меньшей мере одну печатающую головку, предпочтительно типа струйной, для нанесения по меньшей мере одного материала 13 в виде капель.
Эти средства печати и печатающая головка могут соответствовать описанным выше средствам и головке.
Установка может содержать средства 11 сушки, объединенные со средствами 6 нанесения, и средства 11 сушки предназначены и выполнены с возможностью по меньшей мере частично сушить материал 13 после нанесения материала 13 на указанный по меньшей мере участок поверхности 1 детали 2.
Средства 11 сушки могут быть описанными выше средствами сушки.
Разумеется, изобретение не ограничивается описанными и показанными на прилагаемых чертежах вариантами выполнения. В них можно вносить изменения, в частности, что касается состава различных элементов или их замены техническими эквивалентами, не выходя при этом за рамки объема защиты изобретения.
Настоящее изобретение относится к способу обработки поверхности (1) детали (2), содержащему: этап измерения, в ходе которого перемещают средства (3) перемещения, на которых закреплена деталь (2), и при помощи измерительного датчика (9) определяют совокупность моментальных скоростей на поверхности (1) детали (2); этап обработки сигнала, в ходе которого на основании данных, характеризующих совокупность моментальных скоростей, микроконтроллер (8) определяет сигнал (S) серии импульсов, характеризующий совокупность частот выброса наносимого материала (13); этап нанесения, в ходе которого микроконтроллер (8) передает сигнал (S) серии импульсов в средства (6) нанесения для выброса материала (13) в зависимости от принятого (S) сигнала серии импульсов. Изобретение обеспечивает создание решения, гибкого в зависимости от геометрии детали, позволяющего добиваться высокой точности независимо от геометрии детали. 2 н. и 20 з.п. ф-лы, 9 ил.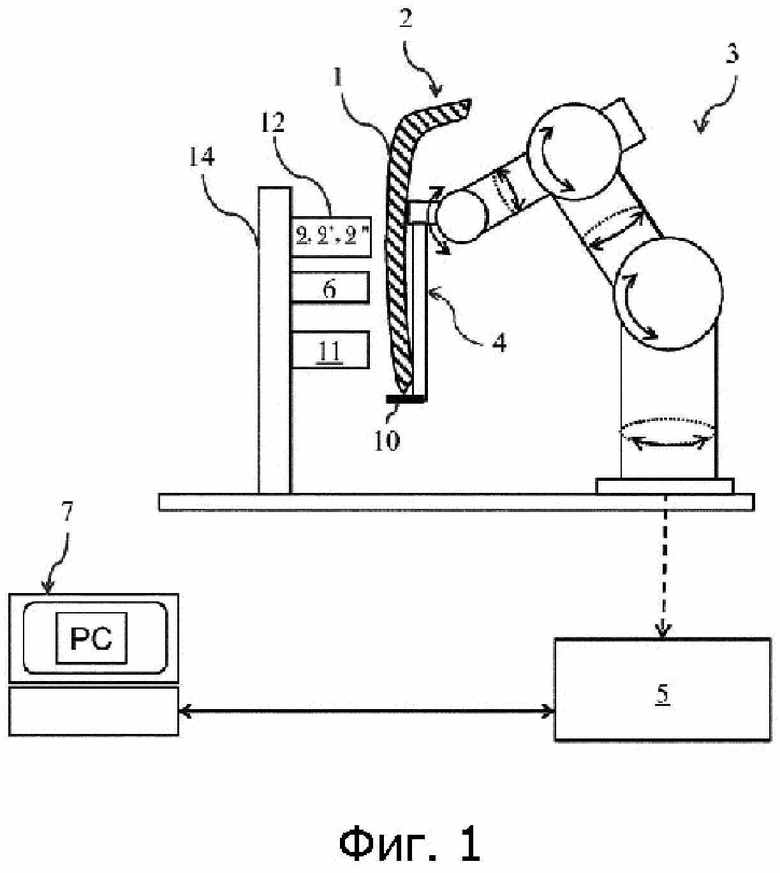
1. Способ обработки по меньшей мере одной поверхности (1) детали (2),
характеризующийся тем, что содержит по меньшей мере:
- этап измерения, в ходе которого средства (3) перемещения, к которым прикреплена деталь (2) в держателе (4), входящем в состав средств (3) перемещения, перемещают со скоростью перемещения, которая изменяется в зависимости от локальной геометрии детали (2); средства (3) перемещения перемещают по заранее определенной траектории и контролируемым образом при помощи блока (5) управления относительно средств (6) нанесения, которые не выбрасывают материал (13), и во время указанного перемещения при помощи измерительного датчика (9), контролируемого блоком (5) управления, определяют совокупность моментальных скоростей (v1, v2, v3, v4, v5) по меньшей мере на участке поверхности (1) детали (2), затем данные, характеризующие эту совокупность моментальных скоростей (v1, v2, v3, v4, v5), передают и сохраняют в вычислительном устройстве (7),
- этап обработки сигнала, который следует за этапом измерения и в ходе которого на основании данных, характеризующих совокупность моментальных скоростей (v1, v2, v3, v4, v5), предварительно переданных вычислительным устройством (7) в микроконтроллер (8), микроконтроллер (8) определяет сигнал (S) серии импульсов, характеризующий совокупность частот выброса материала (13), наносимого средствами (6) нанесения на указанный по меньшей мере участок поверхности (1) детали (2), и сохраняет сигнал (S) серии импульсов в постоянной памяти микроконтроллера (8),
- этап нанесения, который следует за этапом обработки сигнала и в ходе которого при помощи блока (5) управления контролируемым образом перемещают средства (3) перемещения относительно средств (6) нанесения по определенной траектории, при этом микроконтроллер (8) синхронно передает сигнал (S) серии импульсов в средства (6) нанесения, и средства (6) нанесения выбрасывают по меньшей мере один материал (13) в зависимости от принятого (S) сигнала серии импульсов, чтобы нанести материал (13) на указанный по меньшей мере участок поверхности (1) детали (2).
2. Способ по п. 1, отличающийся тем, что во время этапа измерения блок (5) управления и измерительный датчик (9) последовательно измеряют моментальные скорости (v1, v2, v3, v4, v5), при этом различные последовательные измерения разделены постоянным или переменным периодом считывания (Tscrut i, Tscrut i+1, Tscrut i+2, Tscrut i+3, Tscrut i+4), предпочтительно составляющим от 1 микросекунды до 100 миллисекунд.
3. Способ по п. 1 или 2, отличающийся тем, что содержит этап преобразования, который следует за этапом измерения и предваряет этап обработки сигнала и в ходе которого вычислительное устройство (7) преобразует совокупность моментальных скоростей (v1, v2, v3, v4, v5) в последовательность периодов (Т1, Т2, Т3, Т4, Т5) серии импульсов при помощи соотношения Ti = (R/vi)/K, где i - натуральное целое число, R - разрешение печати в миллиметрах, предпочтительно составляющее от 0,04 миллиметра до 4 миллиметров, К - коэффициент избыточной дискретизации, предпочтительно составляющий от 106 до 107.
4. Способ по п. 3, отличающийся тем, что во время этапа обработки сигнала последовательность периодов (Т1, Т2, Т3, Т4, Т5) серии импульсов преобразуют в дискретизированный сигнал (S) серии импульсов с периодом дискретизации (Timp), предпочтительно составляющим от 5 микросекунд до 100 микросекунд, при помощи микроконтроллера (8).
5. Способ по любому из пп. 1-4, отличающийся тем, что содержит этап калибровки, осуществляемый до этапа нанесения, в ходе которого первый детектирующий датчик (9’), неподвижный относительно средств (6) нанесения, обнаруживает прохождение контрольного элемента или метки (10), расположенной на детали (2) или на держателе (4) средств (3) перемещения, в ходе перемещения средств (3) перемещения для определения данных, относящихся к пространственным координатам контрольного элемента или метки (10).
6. Способ по любому из пп. 1-5, отличающийся тем, что в ходе этапа нанесения второй детектирующий датчик (9”), неподвижный относительно средств (6) нанесения, обнаруживает прохождение контрольного элемента или метки (10), расположенной на детали (2) или на держателе (4) средств (3) перемещения, затем передает сигнал запуска (SD) в микроконтроллер (8), чтобы начать передачу сигнала (S) серии импульсов в средства (6) нанесения с целью запуска выброса материала (13).
7. Способ по пп. 5 и 6, отличающийся тем, что используемые измерительный датчик (9), первый детектирующий датчик (9’) и второй детектирующий датчик (9”) составляют телеметрический модуль (12) датчиков, который является неподвижным относительно средств (6) нанесения.
8. Способ по любому из пп. 1-7, отличающийся тем, что во время этапа нанесения микроконтроллер (8) передает сигнал (S) серии импульсов в средства (6) нанесения с периодом, составляющим от 20 до 100 микросекунд.
9. Способ по любому из пп. 1-8, отличающийся тем, что используемый микроконтроллер (8) представляет собой микроконтроллер, содержащий по меньшей мере указанную постоянную память и энергозависимую память.
10. Способ по любому из пп. 1-9, отличающийся тем, что средства (3) перемещения представляют собой робот-манипулятор, имеющий шесть осей вращения.
11. Способ по любому из пп. 1-10, отличающийся тем, что средства (6) нанесения представляют собой средства печати, содержащие по меньшей мере одну печатающую головку, предпочтительно струйного типа, для выброса и нанесения по меньшей мере одного материала (13) в виде капель.
12. Способ по п. 11, отличающийся тем, что средства (6) нанесения являются стационарными и указанная по меньшей мере одна печатающая головка является неподвижной или подвижной с возможностью поступательного движения по трем осям или вращения.
13. Способ по любому из пп. 1-12, отличающийся тем, что средства (6) нанесения связаны со средствами (11) сушки и во время этапа нанесения средства (11) сушки по меньшей мере частично сушат материал (13) после нанесения материала (13) на указанный по меньшей мере участок поверхности (1) детали (2).
14. Установка для обработки по меньшей мере одной поверхности (1) детали (2), характеризующаяся тем, что предназначена для осуществления способа обработки по меньшей мере одной поверхности (1) детали (2) по любому из пп. 1-13 и содержит:
- средства (3) перемещения, выполненные с возможностью перемещения детали (2) относительно средств (6) нанесения и предназначенные для этого, при этом средства (3) перемещения содержат держатель (4), выполненный с возможностью фиксировать деталь (2) относительно средств (3) перемещения и предназначенный для этого,
- блок (5) управления, выполненный с возможностью управлять перемещением средств (3) перемещения по заранее определенной траектории и с заранее определенной скоростью перемещения контролируемым образом и предназначенный для этого,
- измерительный датчик (9), выполненный с возможностью определять совокупность моментальных скоростей (v1, v2, v3, v4, v5) по меньшей мере на участке поверхности (1) детали (2) и предназначенный для этого,
- средства (6) нанесения, выполненные с возможностью наносить материал (13) на поверхность (1) детали (2) и предназначенные для этого,
- вычислительное устройство (7), выполненное с возможностью принимать и сохранять данные, характеризующие совокупность моментальных скоростей (v1, v2, v3, v4, v5), и предназначенное для этого,
- микроконтроллер (8), выполненный с возможностью, и предназначенный для этого, определять на основании данных, характеризующих совокупность моментальных скоростей (v1, v2, v3, v4, v5), сигнал (S) серии импульсов, характеризующий совокупность частот выброса материала (13), наносимого средствами (6) нанесения, и передавать его в средства (6) нанесения для выброса материала в зависимости от принятого сигнала (S) серии импульсов.
15. Установка по п. 14, отличающаяся тем, что содержит первый детектирующий датчик (9’), неподвижный относительно средств (6) нанесения, выполненный с возможностью обнаруживать прохождение контрольного элемента или метки (10), расположенной на детали (2) или на держателе (4) средств (3) перемещения, и предназначенный для этого, с тем чтобы определять данные, относящиеся к пространственным координатам контрольного элемента или метки (10).
16. Установка по п. 14 или 15, отличающаяся тем, что содержит второй детектирующий датчик (9”), неподвижный относительно средств (6) нанесения, выполненный с возможностью, и предназначенный для этого, обнаруживать прохождение контрольного элемента или метки (10), расположенной на детали (2) или на держателе (4) средств (3) перемещения, и затем передавать сигнал запуска (SD) в микроконтроллер (8), чтобы начать передачу сигнала (S) серии импульсов в средства (6) нанесения с целью запуска выброса материала (13).
17. Установка по пп. 15 и 16, отличающаяся тем, что измерительный датчик (9), первый детектирующий датчик (9’) и второй детектирующий датчик (9”) составляют телеметрический модуль (12) датчиков, который является неподвижным относительно средств (6) нанесения.
18. Установка по любому из пп. 14-17, отличающаяся тем, что микроконтроллер (8) содержит по меньшей мере постоянную память и энергозависимую память.
19. Установка по любому из пп. 14-18, отличающаяся тем, что средства (3) перемещения представляют собой робот-манипулятор, имеющий шесть осей вращения.
20. Установка по любому из пп. 14-19, отличающаяся тем, что средства (6) нанесения представляют собой средства печати, содержащие по меньшей мере одну печатающую головку, предпочтительно струйного типа, для нанесения по меньшей мере одного материала (13) в виде капель.
21. Установка по п. 20, отличающаяся тем, что средства (6) нанесения являются стационарными и указанная по меньшей мере одна печатающая головка является неподвижной или подвижной с возможностью поступательного движения по трем осям или вращения.
22. Установка по любому из пп. 14-21, отличающаяся тем, что содержит средства (11) сушки, связанные со средствами (6) нанесения, причем средства (11) сушки выполнены с возможностью по меньшей мере частично сушить материал (13) после нанесения материала (13) на указанный по меньшей мере участок поверхности (1) детали (2) и предназначены для этого.
| US 20160263920 A1, 15.09.2016 | |||
| RU 2002104714 A, 27.08.2003 | |||
| US 9630396 B2, 25.04.2017. |

