Изобретение относится к области строительства, а именно, к способам изготовления строительных объемных блоков разной геометрии с помощью съемной опалубки.
Известны способы производства бетонных изделий, широко применяемые по всему миру: например, прессование полусухой смеси (основано на приложении внешнего давления в момент производства) и бетонное литье в опоку (естественный процесс кристаллизации). Литье в опоку позволяет получать точные высокопрочные бетонные конструкции с элементами внутреннего армирования. При этом в процессе формируются полноценные кристаллы и бетон имеет возможность набрать оптимальные прочностные свойства.
Известен СПОСОБ ЛИТЬЯ БЕТОНА ДЛЯ ИЗГОТОВЛЕНИЯ БЕТОННЫХ ИЗДЕЛИЙ по патенту РФ 2268141 опубл 10.07.2006, при котором бетон заливают в, по крайней мере, одну опалубочную форму, из материала, который можно уплотнить путем сжатия, а затем дробить, и указанная опалубочная форма содержит верхнюю опалубочную полуформу и нижнюю опалубочную полуформу, причем нижняя опалубочная полуформа содержит отпечаток части изделия, а верхняя опалубочная полуформа содержит дополняющую часть изделия и литниковый канал, состоящий из одного или более литников для гравитационного литья и один или более воздуховыпускных каналов или в варианте нижняя опалубочная полуформа содержит отпечаток части изделия и литниковый канал, состоящий из одного или более литников для литья сифоном, а верхняя опалубочная полуформа содержит дополняющую часть изделия и один или более воздуховыпускных каналов.
СПОСОБ ФОРМОВАНИЯ БЕТОННОГО БЛОКА по патенту на изобретение РФ № 2197376 опубл 27.01.2003 включает укладку смеси для основы в форму, укладку сухой смеси для наружного слоя в форму, совместное прессование смесей для основы и смеси для наружного слоя одновременно с уплотняющим усилием, посредством которого оказывают давление на смесь для основы и на смесь для наружного слоя в процессе прессования,
СПОСОБ ИЗГОТОВЛЕНИЯ БЕТОННЫХ ИЗДЕЛИЙ по патенту РФ 2243882 опубл 10.01.2005 при котором обеспечивают выдержку бетонной смеси в температурно-влажностном режиме, Заполнение формы бетонной смесью осуществляют путем послойной трамбовки, укладываемой в форму слоями. К минусам бетонного относится низкая производительность производства и трудность автоматизации процессов.
К недостаткам относится: очень слабая кастомизация геометрии; более низкая прочность (нет полноценного процесса формирования кристаллов); практически отсутствует возможность интеграции армирующих элементов, работающих на растяжение; низкая точность получаемых размеров блоков; отсутствие достаточной повторяемости/стабильности геометрии и прочностных характеристик.
При разработке производства бетонных блоков необходимо реализовать технологический процесс, который позволит обеспечить стабильность массного производства литых высокопрочных блоков сложно вариативной геометрии.
Известен (см. патент РФ № 2046037 С1, опуб., 20.10.1995) СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОТОЧНЫХ СТРОИТЕЛЬНЫХ БЛОКОВ, заключающийся в том, что соединяют между собой элементы опалубки, замыкая внутренний объем со всех сторон, задают форму внутренней поверхности опалубки и подают внутрь замкнутого объема формовочный состав, после застывания которого извлекают полученный блок путем разъединения элементов опалубки. В указанном источнике описан способ, согласно которому изготавливают монолитный объемный бетонный блок с дном и четырьмя ограждающими стенами при помощи складываемого опалубочного стержня с жестким зеркалом покрытия, четырьмя угловыми стойками или угловыми элементами, по крайней мере, четырьмя стенными опалубочными щитами, а также перемещаемыми наружными опалубочными стенами. На ограждающих стенах объемного блока в областях, противолежащих стенным опалубочным щитом, монолитно бетонируют выступающие внутрь консольные планки и при складывании опалубочного стержня сначала подтягивают стенные опалубочные щиты на расстояние, большее величины выступа консольной планки, а затем втягивают угловые стойки на расстояние, меньшее разницы выступа консольной планки и расстояния, на которое подтягивают стенные опалубочные щиты.
К недостаткам относится: очень слабая кастомизация геометрии; низкая прочность (нет полноценного процесса формирования кристаллов); практически отсутствует возможность интеграции армирующих элементов, работающих на растяжение; низкая точность получаемых размеров блоков; отсутствие достаточной повторяемости/стабильности геометрии и прочностных характеристик.
При разработке производства бетонных блоков необходимо реализовать технологический процесс, который позволит обеспечить стабильность массного производства литых высокопрочных блоков сложно вариативной геометрии.
Технической проблемой является устранение отмеченных недостатков.
Технический результат заявленного изобретения заключается в повышении качества монолитных бетонных блоков с улучшенными прочностными показателями и стабильностью геометрии в серийном производстве. А также в снижении количества пустот в теле бетонных изделий и повышении прочности на сжатие за счет выдержки массы бетонного изделия под давлением внутри бетонной смеси.
Выдержка бетона под давлением по этой технологии позволит получить значительно более качественные бетонные изделия с улучшенными прочностными показателями, основываясь на нормативных документах EN 13369, EN 206-1 и ГОСТ 13015-2012, c характеристиками бетонных поверхностей категорий А1 при которых глубина cкола бетона на поверхности изделия менее 2 мм или отсутствует, а также отсутствуют усадочные и другие поверхностных технологические трещины.
Поставленная проблема решается, а технический результат достигается тем, что при изготовлении высокоточных строительных блоков соединяют между собой элементы опалубки, замыкая внутренний объем, задают форму внутренней поверхности опалубки и подают внутрь внутреннего объема состав, способный к затвердеванию, после достижения прочности изделием, достаточной для его извлечения из формы, извлекают изделие полученный блок путем разъединения элементов опалубки
В качестве элементов опалубки используют нижнюю плиту, установленную на сборочном столе, боковые элементы, установленные своими торцевыми поверхностями на нижней плите, а также верхнюю плиту, уложенную на торцевые поверхности боковых плит, противоположные торцевым поверхностям, контактирующим с нижней плитой, при этом по меньшей мере один элемент формы содержит по меньшей мере одну формирующую поверхность. Далее осуществляют заливку состава, способного к затвердеванию, внутрь замкнутого объема формы, при этом объем заливаемого состава больше объема материала конечного изделия в пределах от 1 до 65%, более предпочтительно от 5 до 15% и наиболее предпочтительно 10%, прилагают давление по меньшей мере 9 кПа на состав способный к затвердеванию внутри формы, путем ввода по крайней мере одного погружного элемента, его фиксации до момента набора прочности изделием, достаточной для его извлечения.
Форма для заливки содержит по меньшей мере один канал, форма поперечного сечения которого относительно его оси проходящей через центры основания канала в его центральной части, выбрана из группы, состоящей из круга, овала, квадрата, прямоугольника, треугольника, трапеции или их сочетаний и предназначенного для ввода погружного элемента, в процессе погружения которого создается требуемое давление состава внутри замкнутого объема формы, далее производится выдержка состава, способного к затвердеванию, и после набора прочности достаточной для извлечения, извлекают полученное изделие путем разъединения элементов формы.
Погружной элемент, используемый для создания давления при формировании изделия выполнен в виде резьбового, винтового или гладкого стержня и форма поперечного сечения погружного элемента относительно его оси проходящей через центры основания погружного элемента в его центральной части, выбрана из группы, состоящей из круга, овала, квадрата, прямоугольника, треугольника, трапеции или их сочетаний, при этом глубину погружения определяют расстоянием ввода данного погружного элемента между проекцией плоскости выполненной перпендикулярно оси канала проходящей через центры основания канала в его центральной части и поверхностью погружного элемента, контактирующего с составом внутри замкнутого объема формы, глубина погружения составляет от 10 до 500 мм, и наиболее предпочтительно 100 мм.
При осуществлении способа по меньшей мере одна из формирующих поверхностей выполняется со сложной фактурой, содержащей выступающие элементы.
Элементы формы спроектированы таким образом, который позволяет при сборке формы закрепить закладные элементы в пространстве, образованном опалубками и предназначенные для выполнения крепления изделий друг относительно друга.
По крайней мере один элемент формы для заливки, состоит из двух частей, одна из которых содержит формирующую поверхность изделия, а вторая является элементом конструкции формы для заливки, при этом элемент, формирующий поверхность изделия крепят к поверхности элемента конструкции формы при помощи разъемного соединения.
Перемещение боковых элементов по поверхностям нижнего и верхнего элемента формы для заливки, предотвращают выполняя на их поверхностях элементы в виде взаимодействующих между собой выступов на одной поверхности и впадин – на другой.
Выдержку состава, способного к затвердеванию, производится в форме под давлением до набора прочности достаточной для извлечения в естественных условиях с использованием тепловыделения в результате экзотермической реакции состава с водой.
Изделие после извлечения из формы не требует последующей обработки.
Температура смеси заливаемой в собранную форму по меньшей мере лежит в диапазоне от 20 °С до 70 °С.
ИЗОБРЕТЕНИЕ ПОЯСНЯЕТСЯ ПРИ ПОМОЩИ ЧЕРТЕЖЕЙ.
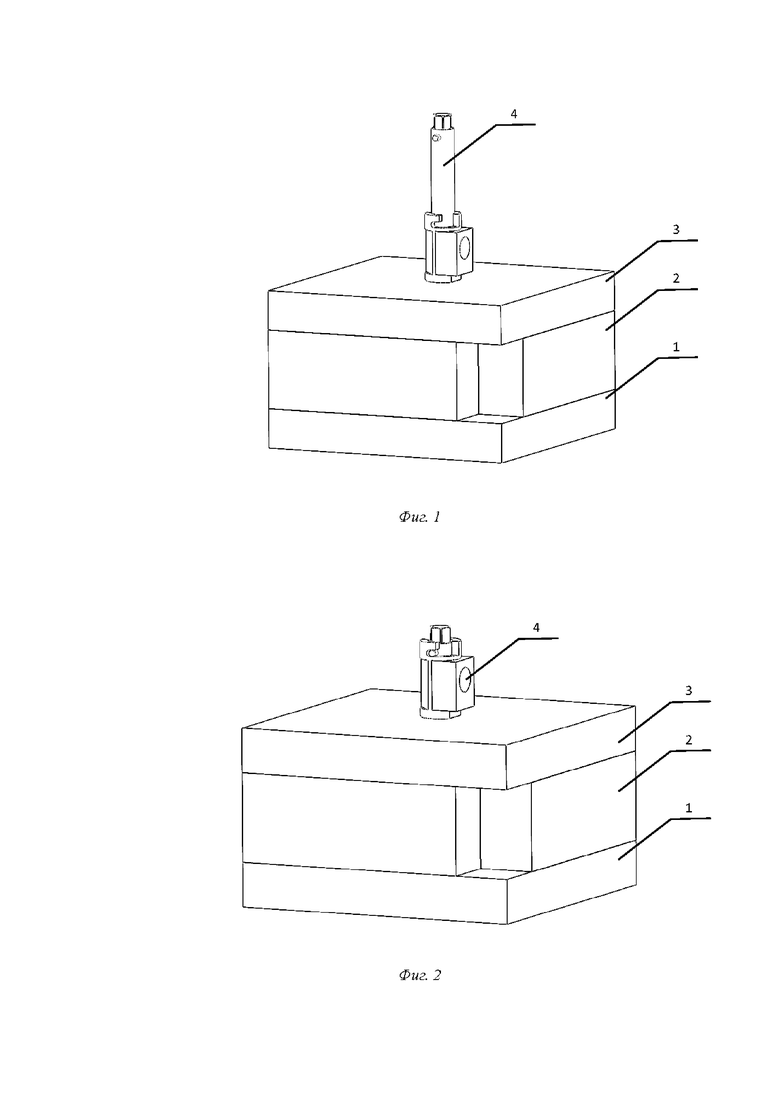
На фиг. 1 - общий вид примера реализации изобретения – форма в сборе, где нижний элемент – 1, верхний элемент - 3, боковой элемент– 2, погружной элемент – 4;
на фиг. 2 – форма в сборе, с зафиксированным в нижнем положении погружным элементом 4, где нижний элемент– 1, верхний элемент - 3, боковой элемент– 2;
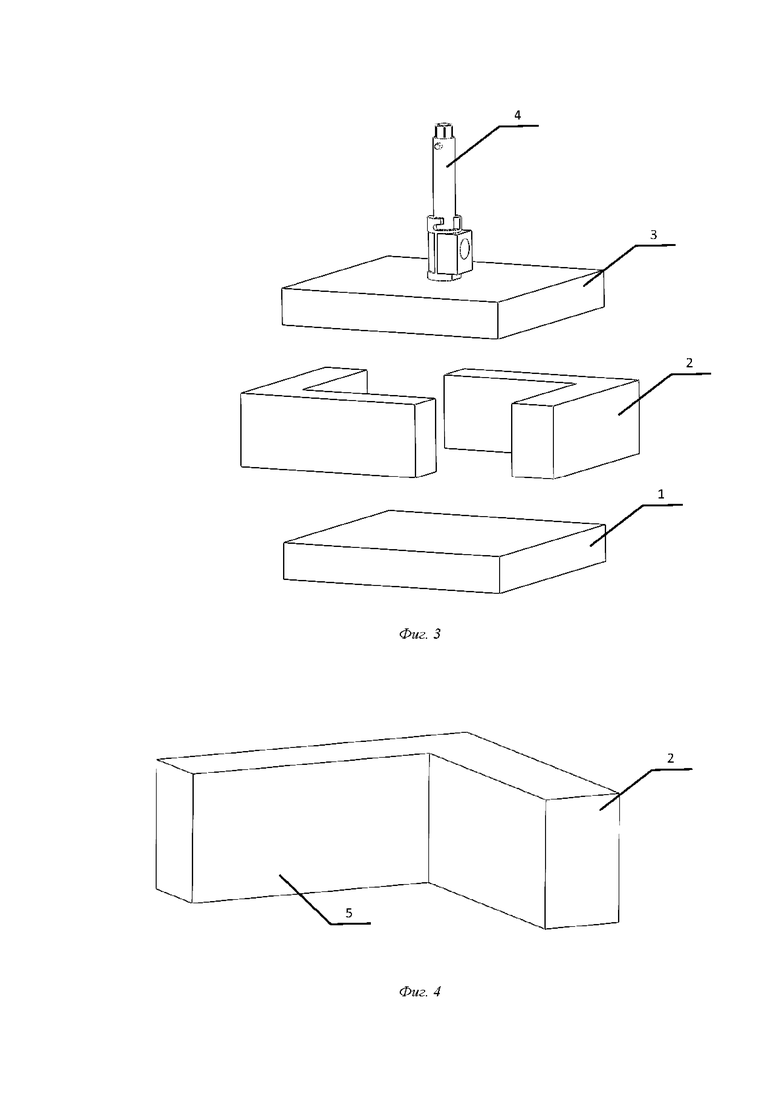
на фиг. 3 - форма в разобранном состоянии, с зафиксированным в нижнем положении погружным элементом, где нижний элемент– 1, верхний элемент - 3, боковой элемент– 2, погружной элемент – 4;
на фиг. 4 - вариант исполнения бокового элемента – 2, с двумя формирующими поверхностями – 5;
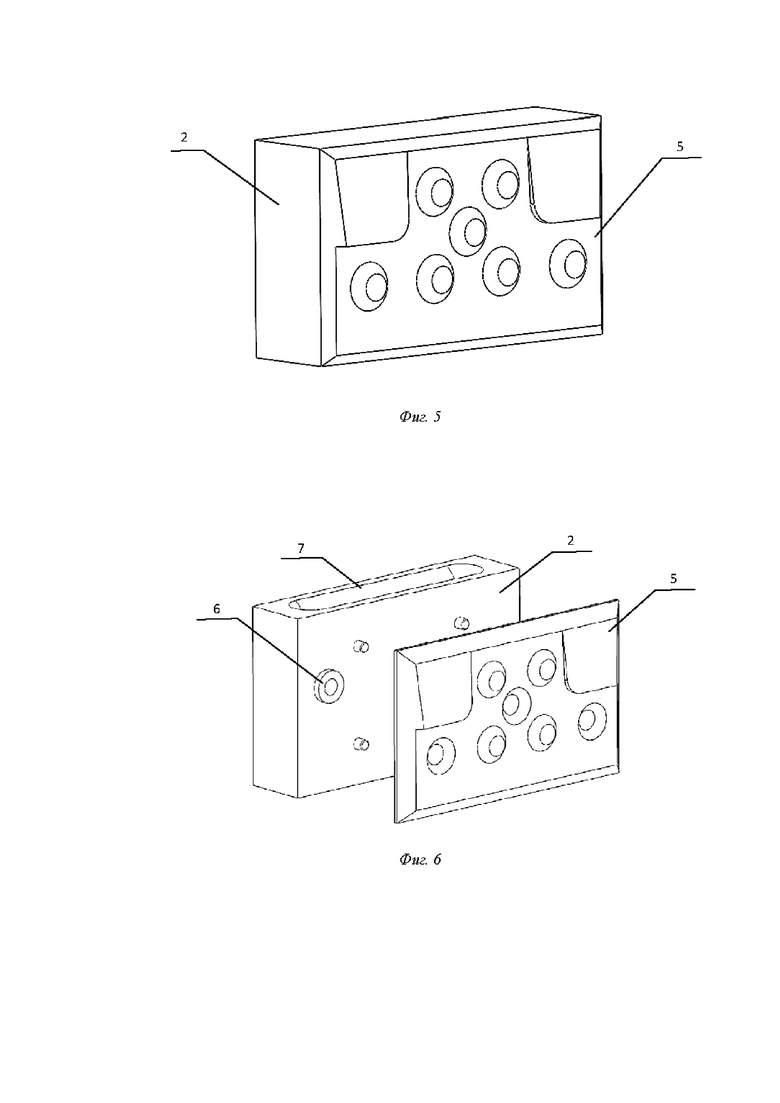
на фиг. 5 - вариант исполнения бокового элемента – 2, с формирующей поверхностью – 5;
на фиг. 6 - вариант исполнения бокового элемента – 2, с формирующей поверхностью – 5 выполненной раздельно. Для повышения точности позиционирования формирующей поверхности относительно бокового элемента, на обоих элементах формы выполняются соединения типа шип-паз – 6. На верхнем и нижних торцах бокового элемента выполнены соединения типа шип-паз - 7 для позиционирования и монтажа бокового элемента относительно нижнего и верхнего элементов. Сборная конструкция бокового элемента выполнена для возможности замены при реализации требуемой поверхности боковой части изделия;
на фиг. 7 - вариант исполнения нижнего элемента - 1 с формирующей поверхностью – 5. На верхней плоскости нижнего элемента выполнены соединения типа шип-паз - 7 для позиционирования и монтажа боковых элементов относительно нижнего элемента. Сборная конструкция нижнего элемента выполнена для возможности замены при реализации требуемой поверхности нижней части изделия;
на фиг. 8 – вариант исполнения нижнего элемента – 1 с формирующей поверхностью – 5 выполненной раздельно. Для повышения точности позиционирования формирующей поверхности относительно нижнего элемента, на обоих элементах формы выполняются соединения типа шип-паз – 6. На верхней плоскости нижнего элемента выполнены соединения типа шип-паз - 7 для позиционирования и монтажа боковых элементов относительно нижнего элемента. Сборная конструкция нижнего элемента выполнена для возможности замены при реализации требуемой поверхности нижней части изделия;
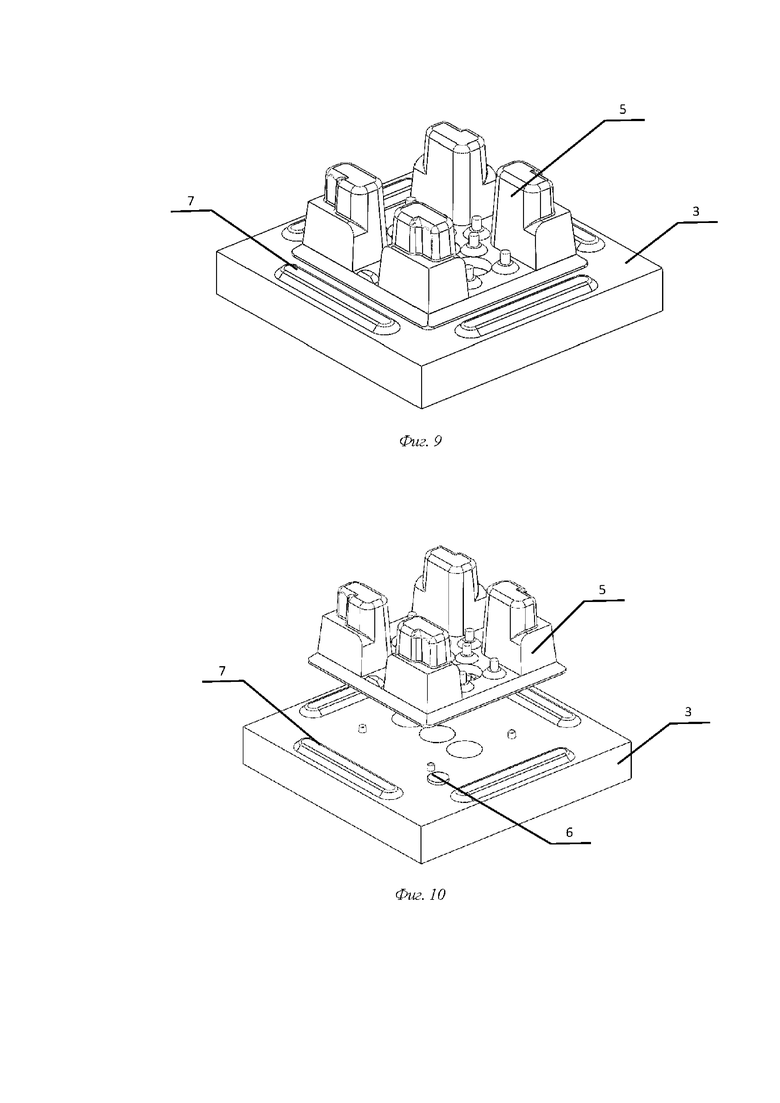
на фиг. 9 – изображен вариант исполнения верхнего элемента– 3 с формирующей поверхностью – 5. На нижней плоскости верхнего элемента выполнены соединения типа шип-паз - 7 для позиционирования и монтажа верхнего элемента относительно боковых элементов. Сборная конструкция верхнего элемента выполнена для возможности замены при реализации требуемой поверхности верхней части изделия;
на фиг. 10 - вариант исполнения верхнего элемента – 3, с формирующей поверхностью – 5 выполненной раздельно. Для повышения точности позиционирования формирующей поверхности относительно нижнего элемента, на обоих элементах формы выполняются соединения типа шип-паз – 6. На нижней плоскости верхнего элемента выполнены соединения типа шип-паз - 7 для позиционирования и монтажа верхнего элемента относительно боковых элементов. Сборная конструкция верхнего элемента выполнена для возможности замены при реализации требуемой поверхности верхней части изделия;
на фиг. 11 – показан способ изготовления блока;
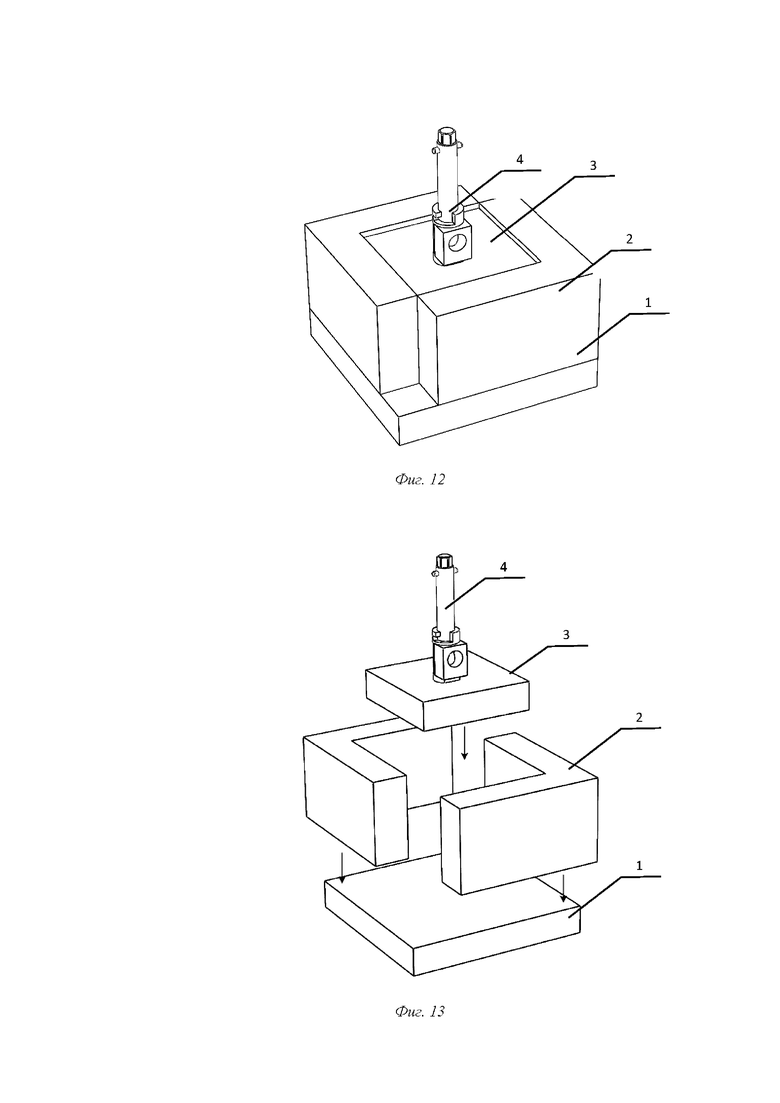
на фиг. 12 - вариант исполнения формы в сборе. На нижний элемент формы – 1 установлены боковые элементы – 2, внутрь которых введен верхний элемент формы - 3, с погружным элементом – 4;
на фиг. 13 – вариант формы в разобранном состоянии. На нижний элемент формы – 1, установлены боковые элементы – 2, внутрь которых вводится верхний элемент формы - 3, с погружным элементом – 4;
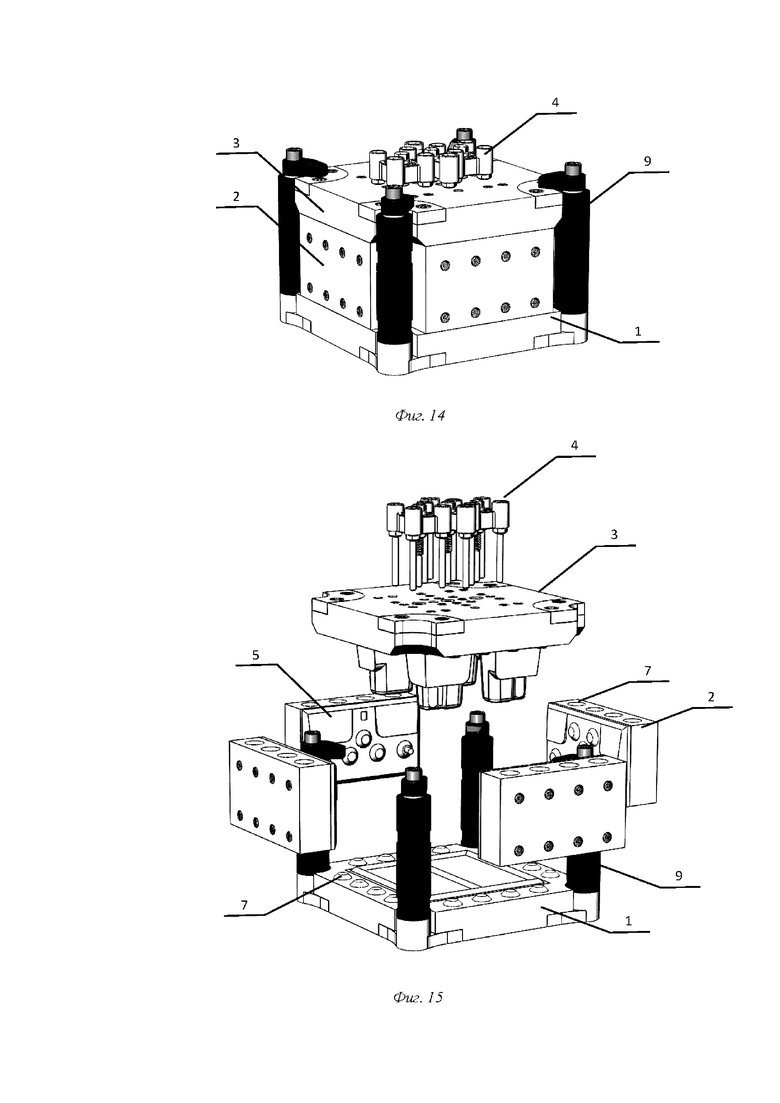
на фиг. 14 – общий вид примера выполнения формы, где нижний элемент формы– 1, верхний элемент формы - 3, боковые элементы – 2, погружной элемент – 4, фиксирующие элементы– 9;
на фиг. 15 – представлена форма с разнесенными частями, где нижний элемент формы– 1, верхний элемент формы - 3, боковые элементы – 2, погружной элемент – 4, формирующая поверхность формы – 5, соединения типа шип-паз для монтажа и позиционирования элементов формы – 7, каналы верхнего элемента формы для заливки смеси – 8. фиксирующие элементы формы – 9;
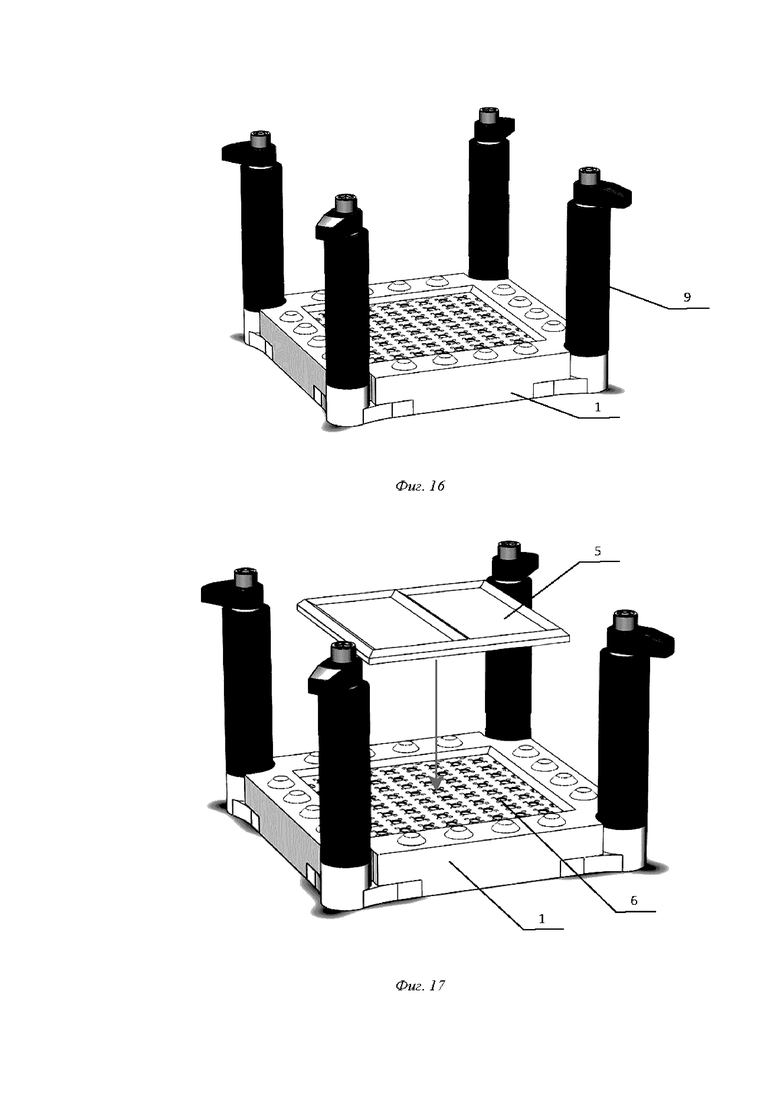
на фиг. 16 – сборка варианта изобретения. Устанавливается нижний элемент– 1 на сборочный стол. На нижнем элементе форме смонтированы фиксирующие элементы– 9. Для закладки в форму армирующих шпилек будущего блока используется специальная оснастка («rig»), которая временно удерживает армирующие шпильки до момента установки всех четырех боковых элементов в форму;
на фиг. 17 – сборка нижнего элемента формы и формирующей плоскости . Устанавливается на нижний элемент – 1, формирующая плоскость – 5 для формирования нижней поверхности изделия. В наиболее предпочтительном варианте крепление формирующей поверхностью 5 может быть выполнено с использование магнитов. Для повышения точности позиционирования формирующей плоскости относительно нижнего элемента, на обоих элементах выполняются соединения типа шип-паз – 6;
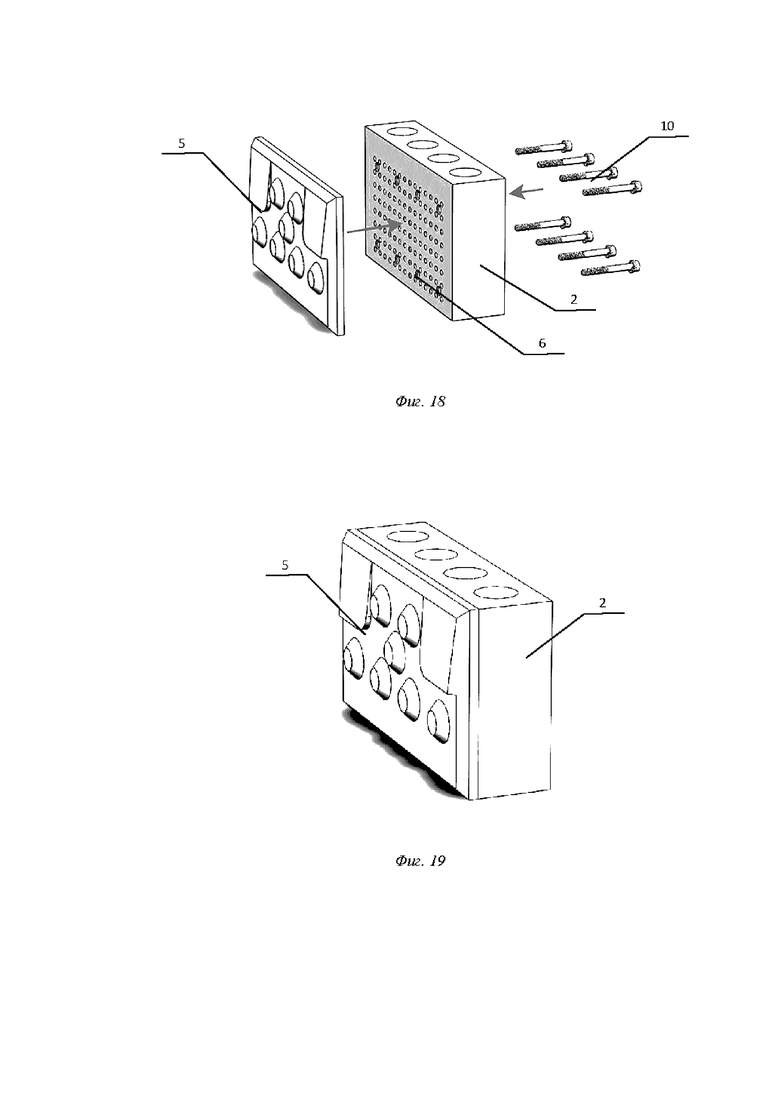
на фиг. 18 – сборка бокового элемента и формирующей поверхностью. Сборка бокового элемента – 2 и формирующей поверхности - 5, происходит в наиболее предпочтительно варианте с использованием винтового крепления – 10. Для повышения точности позиционирования формирующей поверхности относительно элементов формы, на обоих элементах выполняются соединения типа шип-паз – 6;
на фиг. 19 - собранный боковой элемент - 2, с формирующей поверхностью – 5;
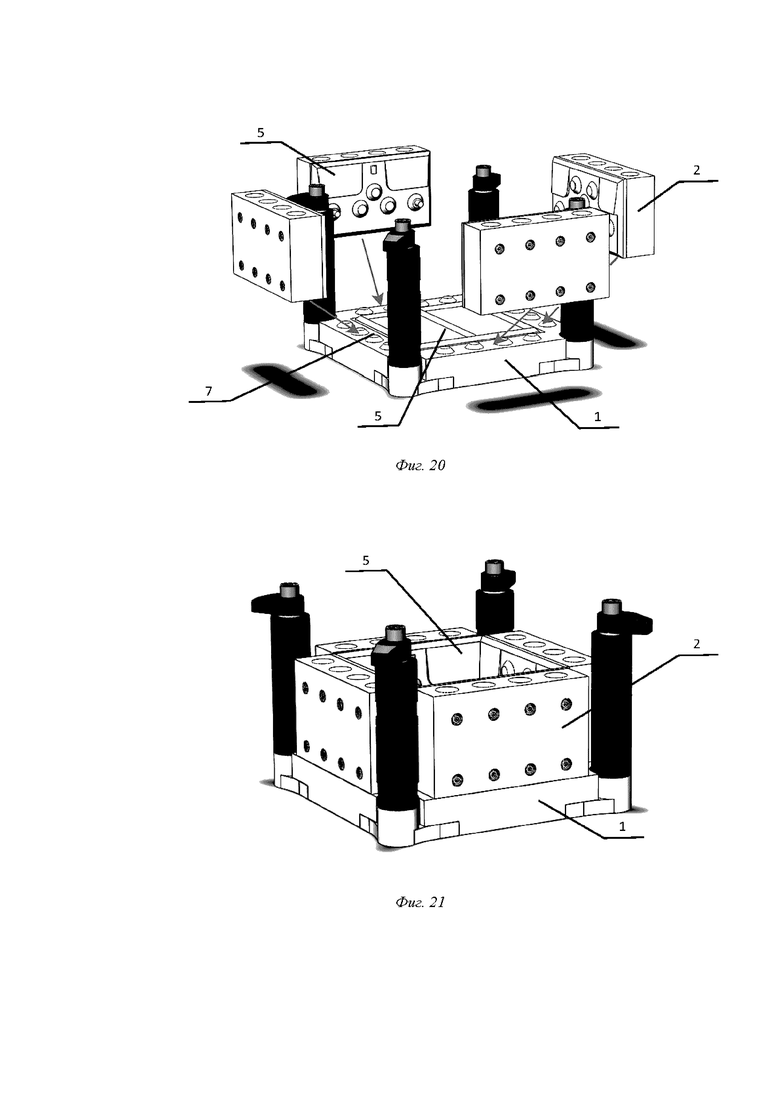
на фиг. 20 - установка боковых элементов на нижний элемент с формирующими плоскостями. на нижний элемент – 1 с формирующей поверхностью – 5, последовательно ставятся боковые элементы - 2, с формирующей поверхностью – 5. Нижний элемент – 1 и боковые элементы - 2 в местах соединения имеют позиционирующий их относительно друг друга элемент типа шип-паз – 7;
на фиг. 21 - собранный нижний элемент – 1, с формирующей плоскостью – 5 и боковыми элементами – 2, с формирующей плоскостью – 5;
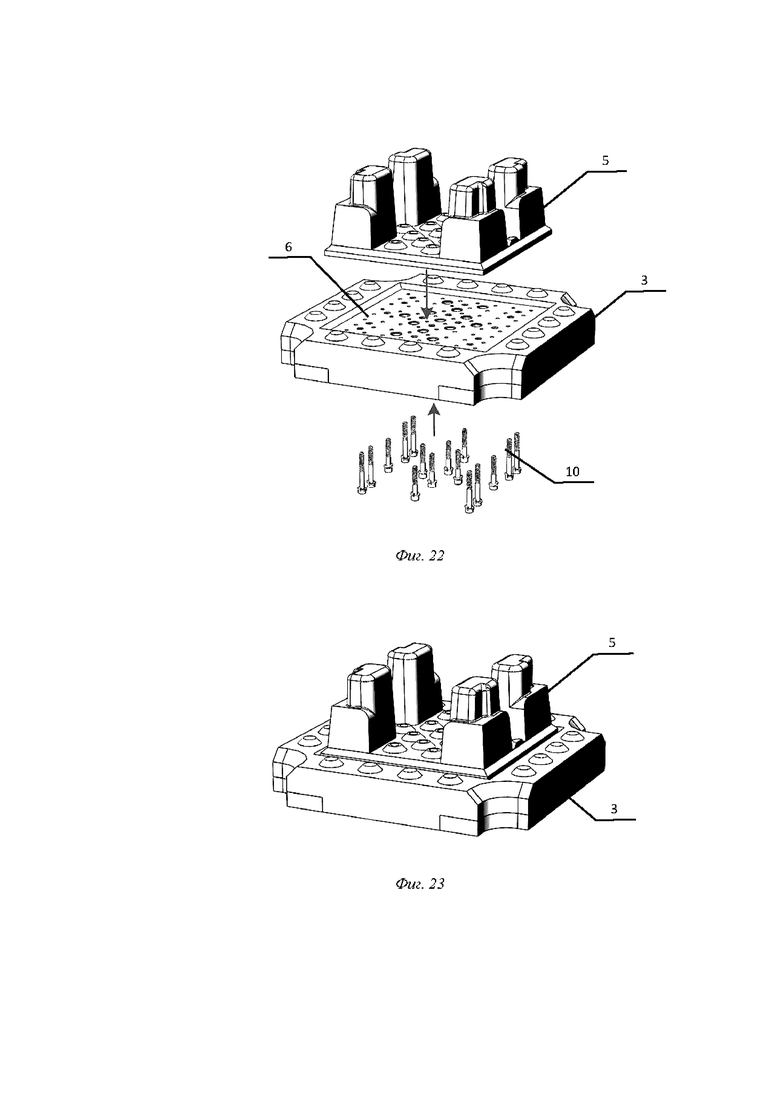
на фиг. 22 - сборка верхнего элемента и формирующей поверхности., сборка верхнего элемента – 3 и формирующей поверхности – 5, происходит в наиболее предпочтительно варианте с использованием винтового крепления – 10;
на фиг. 23 - верхний элемент– 3 в сборе с формирующей поверхностью – 5;
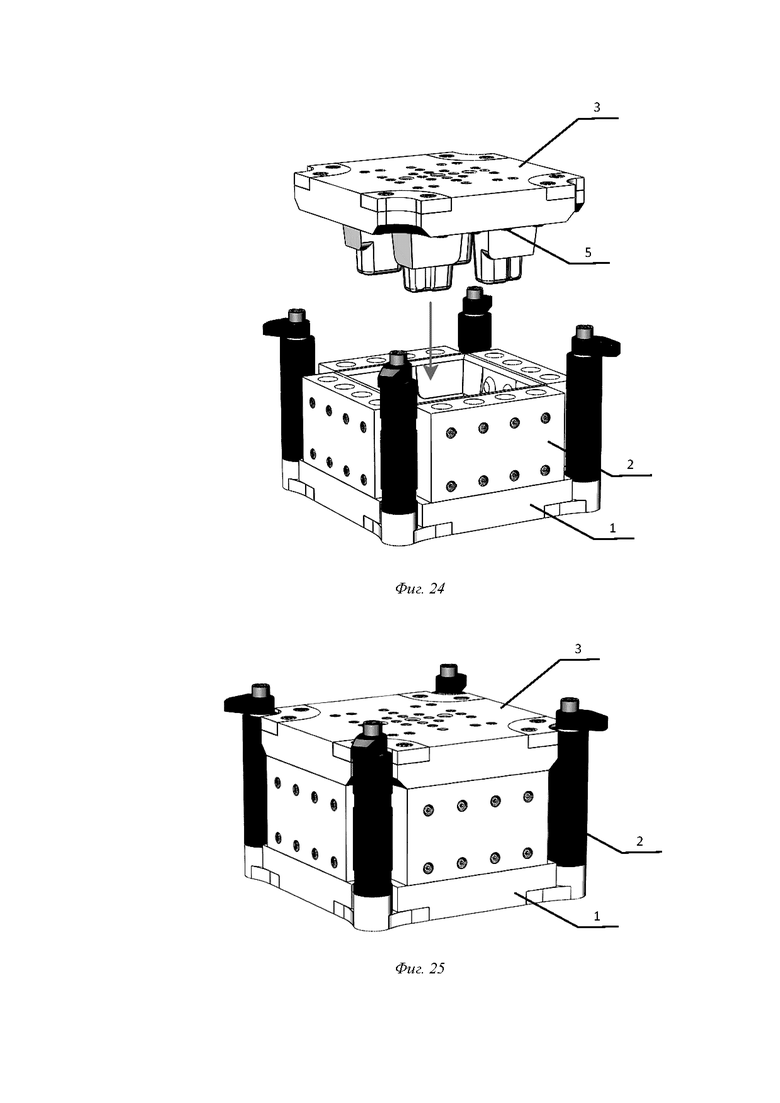
на фиг. 24 - установка верхнего элемента на боковые элементы с формирующими плоскостями. На боковые элементы – 2, устанавливается верхний элемент – 3 с формирующей поверхностью – 5;
на фиг. 25 - форма в сборе: нижний элемент – 1, боковые элементы – 2, верхний элемент – 3;
на фиг. 26 - нижний – 1 и верхний элементы – 3 стягиваются специальными фиксирующими элементами - 9, зажимая тем самым между собой боковые элементы - 2. Форма принимает необходимую для дальнейшей работу прочность;
на фиг. 27 - смесь инжектируется под давлением из автоматического дозатора в отверстия верхнего элемента формы– 8 (отверстия для погружного элемента). Каждое изделие имеет точную специфичную ему объёмно-весовую норму подаваемой смеси. Смесь инжектируется подогретой в наиболее предпочтительном варианте до 80 °С;
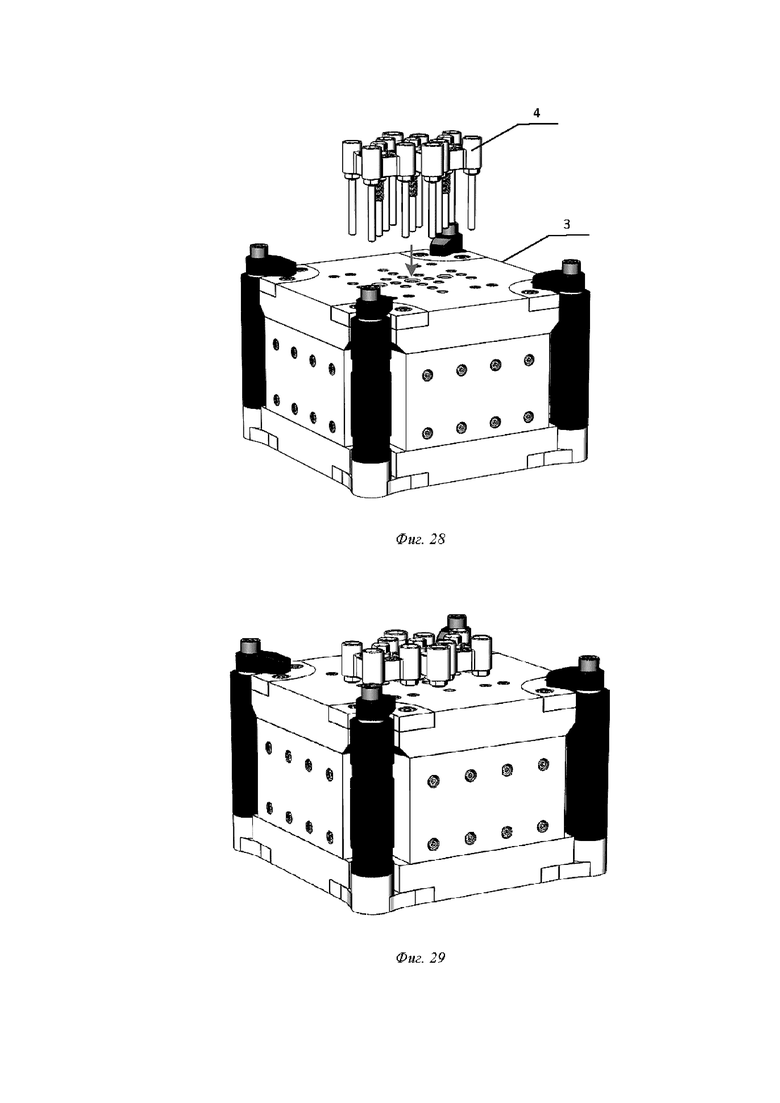
на фиг. 28 - на верхний элемент формы - 3 устанавливаются погружные элементы – 4. Они поочерёдно ввинчиваются в верхний элемент – 3;
на фиг. 29 – показан способ изготовления изделия;
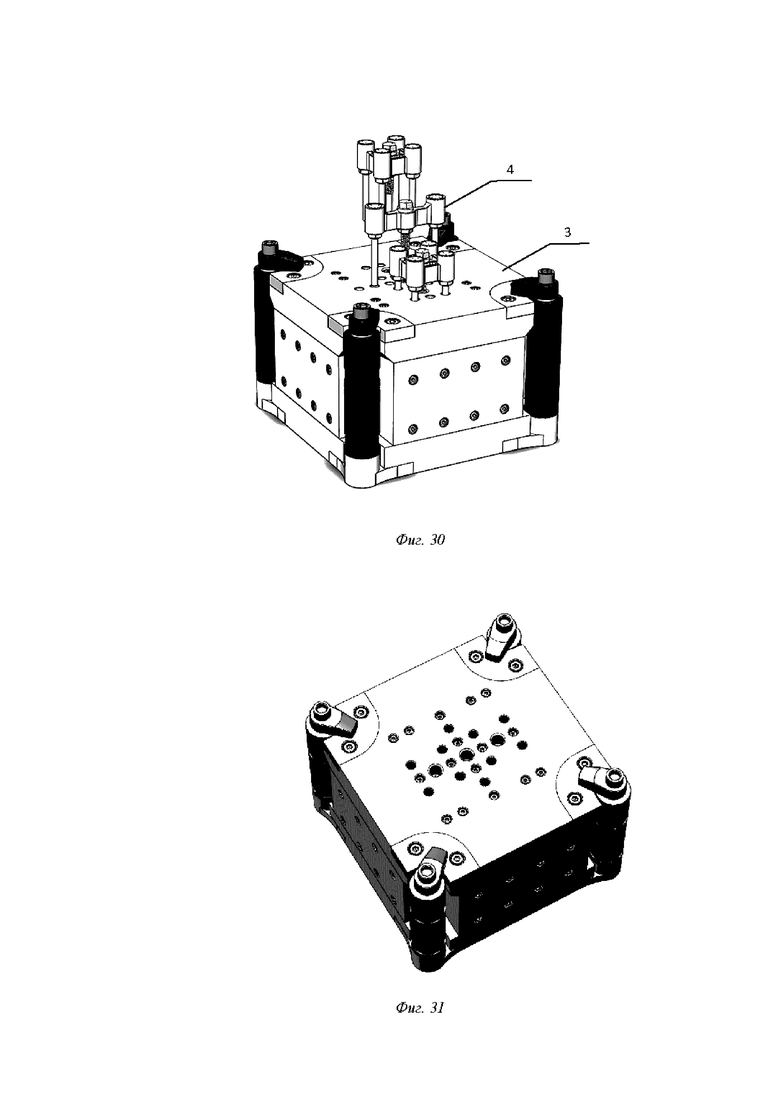
на фиг. 30 - с формы снимаются погружные элементы – 4;
на фиг. 31 - форма без погружных элементов – 4;
на фиг. 32 - вывинчиваются фиксирующие элементы – 9 и выполняется демонтаж верхнего элемента – 3;
на фиг. 33 - изделие – 11 вместе с боковыми элементами– 2 снимается с нижнего элемента – 1;
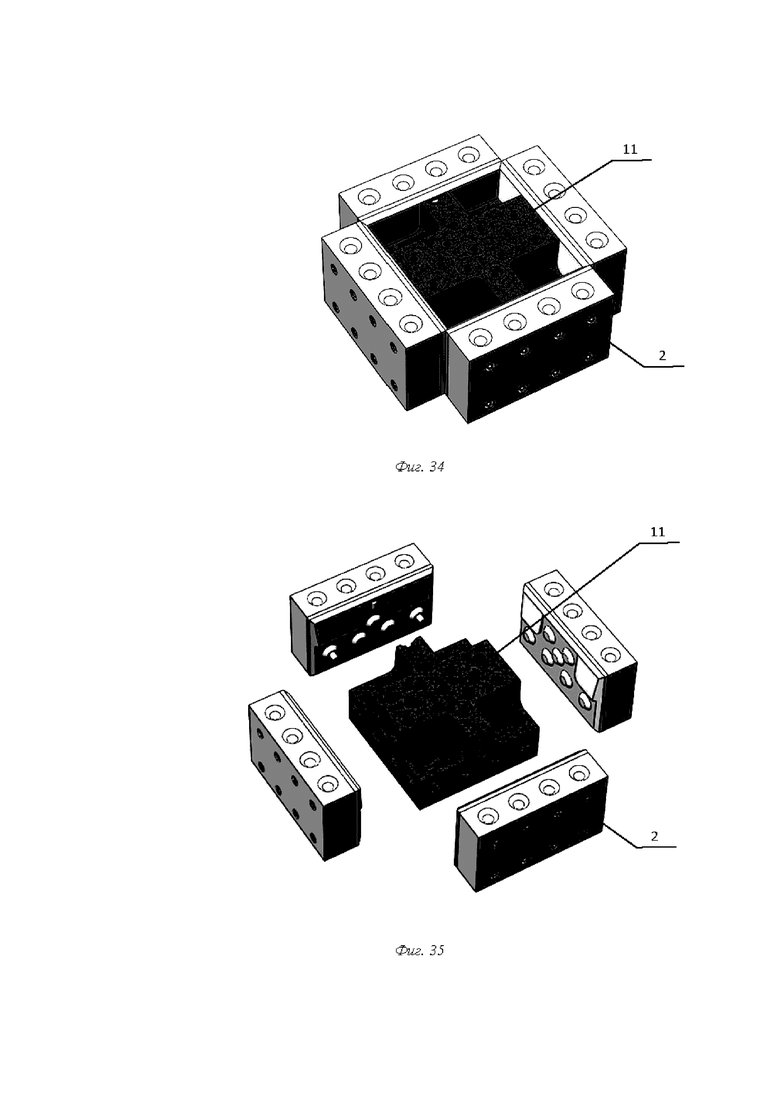
на фиг. 34 - боковые элементы формы – 2 поочередно разъединяются от почти готового изделия – 11;
на фиг. 35 - боковые элементы формы – 2 отделены от почти готового изделия – 11.
ПРИМЕР ОСУЩЕСТВЛЕНИЯ СПОСОБА
Этап 1. Вариант исполнения изобретения.
Начало сборки. На рис. 11 устанавливается нижний элемент формы – 1 на сборочный стол, с 1 формирующей поверхностью – 5, с соединениями типа шип-паз – 7 для монтажа и позиционирования боковых элементов формы. Для закладки в форму крепежных элементов будущего изделия используется специальная оснастка («rig»), которая временно удерживает крепежные элементы до момента установки всех боковых элементов формы.
Этап 2. Установка боковых элементов формы – 2 на нижний элемент формы – 1. На рис.11 на нижний элемент формы – 1, с формирующей поверхностью – 5, с соединениями типа шип-паз для монтажа и позиционирования боковых элементов формы – 7, последовательно ставятся боковые элементы формы 2, с формирующей поверхностью – 5.
Этап 3. Установка верхнего элемента формы – 3 на боковые элементы формы – 2 с формирующей поверхностью– 5. На рис. 11 на боковые элементы формы – 5, устанавливается верхний элемент формы – 3 с формирующей поверхностью – 5, с соединениями типа шип-паз – 7 для монтажа и позиционирования верхнего элемента формы относительно боковых.
Этап 4. Заливка смеси в форму. На рис. 11 в форму подается смесь, которая инжектируется под давлением из автоматического дозатора в отверстия верхнего элемента формы – 8. Каждое изделие имеет точную специфичную ему объёмно-весовую норму подаваемой смеси. Смесь инжектируется подогретой в наиболее предпочтительном варианте исполнения до 70 °С.
Этап 5. На рис. 11 на верхний элемент формы - 3 устанавливаются погружные элементы– 4. На следующей операции погружные элементы – 4 ввинчиваются до отказа, погружаясь ориентировочно на 100 мм. Погружные элементы – 4 создают в форме внутреннее давление смеси в наиболее предпочтительном варианте до 10 МПа. Погружные элементы выбирают объём за счет компрессии воздушных пузырьков в бетонной смеси. Статистически замешанный бетон обычно имеет порядка 10% пустот. Этап 6. Набор прочности. Изделие выдерживается под давлением в течение 2 часов, набирая первичную прочность. Для этого форма с изделием движутся по туннельной галерее. Повышенная температура и влага смеси создает эффект пропарки для твердеющего изделия, поскольку влага не может внутренне пространство формы. Процесс кристаллизации смеси значительно ускоряется.
Этап 7. Разборка формы. На рис. 11, после выдержки с собранной формы снимаются погружные элементы – 4.
Этап 8. Разборка формы. На рис. 11 выполняется демонтаж верхнего элемента формы – 3. Верхнюю элемент отправляется на чистку.
Этап 9. Разборка формы. На рис.11 на следующей операции изделие с боковыми элементами формы – 2 снимается с нижнего элемента формы – 1. Для этого нижний элемент временно фиксируется, а изделие с боковыми элементами формы – 2 поднимают строго в вертикальном направлении. Далее нижний элемент формы отправляется в мойку.
Этап 10. Разборка формы. На рис. 11 боковые элементы формы – 2 поочередно разъединяются от почти готового изделия. В момент снятия движения строго по нормали к поверхности изделия. Боковые элементы формы так же отправляются в мойку.
Вариант 2 осуществления изобретения.
Этап 1. Начало сборки. На фиг. 16 устанавливается нижний элемент– 1 на сборочный стол. На нижнем элементе формы могут быть смонтированы фиксирующие элементы– 9. Для закладки в форму армирующих шпилек будущего блока используется специальная оснастка («rig»), которая временно удерживает армирующие шпильки до момента установки всех четырех
Этап 2. Сборка нижнего элемента формы и формирующей поверхности. На фиг. 17, устанавливается на нижний элемент – 1, формирующую поверхность – 5, для формирования нижней поверхности изделия. В наиболее предпочтительном варианте крепление формирующей поверхности может быть выполнено с использование магнитов. Для повышения точности позиционирования формирующей поверхности относительно нижнего элемента, на обоих элементах выполняются соединения типа шип-паз – 6.
Этап 3. Сборка бокового элемента и формирующей поверхности. На фиг.18 сборка бокового элемента – 2 и формирующей поверхности - 5, происходит в наиболее предпочтительно варианте с использованием винтового крепления – 10. Для повышения точности позиционирования формирующей поверхности относительно элемента формы, на обоих элементах выполняются соединения типа шип-паз – 6. На фиг. 19 показана собранная боковой элемент - 2, с формирующей поверхностью – 5.
Этап 4. Установка боковых формы на нижний элемент с формирующими плоскостями. На фиг.20 на нижний элемент формы – 1, с формирующей плоскостью – 5, последовательно ставятся боковые элементы - 2, с формирующей плоскостью – 5. Нижний элемент – 1 и боковые элементы - 2 в местах соединения имеют позиционирующий их относительно друг друга элемент – 7. На фиг. 21 изображен собранный нижний элемент формы – 1, с формирующей плоскостью – 5 и боковыми элементами – 2, с формирующей плоскостью – 5.
Этап 5. Сборка верхнего элемента и формирующей поверхности. На фиг. 22, сборка верхнего элемента – 3 и формирующей поверхности – 5, происходит в наиболее предпочтительно варианте с использованием винтового крепления – 10. Для повышения точности позиционирования формирующей поверхности относительно верхнего элемента, на обоих элементах формы выполняются соединения типа шип-паз – 6. Сборная конструкция выполнена для возможности замены при реализации требуемой поверхности верхней части изделия. На фиг. 23 показана верхний элемент – 3 в сборе с формирующей поверхностью – 5.
Этап 6. Установка верхнего элемента на боковые элементы с формирующими плоскостями. На фиг. 24 на боковые элементы – 2, устанавливается верхний элемент – 3 с формирующей поверхностью – 5. а фиг. 25 показана форма в сборе: нижний элемент – 1, боковые элементы – 2, верхний элемент – 3. На фиг. 26 нижний – 1 и верхний элементы – 3 стягиваются специальными фиксирующими элементами -9, зажимая тем самым между собой боковые элементы - 2. Форма принимает необходимую для дальнейшей работу прочность.
Этап 7. Заливка смеси в форму. На фиг. 27 форма подается на работающий вибростол позиции заливки. Смесь инжектируется под давлением из автоматического дозатора в отверстия верхнего элемента формы– 8 (отверстия для погружного элемента). Каждое изделие имеет точную специфичную ему объёмно-весовую норму подаваемой смеси. Смесь инжектируется подогретой в наиболее предпочтительном варианте до 80 °С.
Этап 8. Погружные элементы. На фиг. 28 на верхний элемент формы - 3 устанавливаются погружные элементы – 4. Они поочерёдно предварительно ввинчиваются в верхний элемент формы – 3. На следующей операции погружные элементы ввинчиваются до отказа, погружаясь ориентировочно в наиболее предпочтительном виде на 20 мм. Погружные элементы ввинчиваются при работающем вибростоле. Погружные элементы - 4 создают в форме внутреннее давление смеси до 10 МПа. Погружные элементы выбирают объём за счет компрессии воздушных пузырьков в смеси. Статистически замешанная смесь, например бетон, обычно имеет порядка 10% пустот. Выдержка бетона под давлением по этой технологии позволит получить значительно более качественные бетонные отливки с улучшенными прочностными показателями.
Этап 9. Набор прочности. Блоки выдерживаются под давлением в течение 2 часов, набирая первичную прочность. Для этого формы с изделиями движутся по туннельной галерее. Повышенная температура и влага смеси создает эффект пропарки для твердеющего бетона, поскольку влага не может покинуть изделие. Процесс кристаллизации смеси значительно ускоряется.
Этап 10. Разбор формы. На фиг. 30, после выдержки с формы снимаются погружные элементы – 4. На фиг. 31 форма без погружных элементов – 4.
Этап 11. Разбор формы. На фиг. 32 вывинчиваются фиксирующие элементы формы – 9 и выполняется демонтаж верхнего элемента формы – 3. Верхний элемент отправляется на чистку в туннельную мойку.
Этап 12. Разборка формы. На фиг.33 на следующей изделие – 11 вместе с боковыми элементами формы – 2 снимается с нижнего элемента формы – 1. Для этого нижний элемент временно фиксируется, а изделие - 11 с боковыми элементами - 2 формы поднимается строго в вертикальном направлении. Далее нижний элемент формы отправляется в машину мойки.
Этап 13. Разборка формы. На фиг. 34 и 35 боковые элементы формы – 2 поочередно разъединяются от почти готового изделия – 11. В момент снятия движения строго по нормали к поверхности изделия. Боковые элементы -2 так же отправляются в машину мойки.
Примеры
Погружной элемент, используемый для создания давления в бетонной смеси при формировании изделия вводят на глубину 10 мм, при этом глубину погружения определяют расстоянием ввода данного погружного элемента между проекцией плоскости выполненной перпендикулярно оси канала проходящей через центры основания канала в его центральной части и поверхностью погружного элемента, контактирующего с составом внутри замкнутого объема формы, при котором создается давление 9 кПа, в результате чего на всех поверхностях изделия отсутствуют усадочные и другие поверхностные технологические трещины, окалины и каверны. Погружной элемент выбирает объём за счет компрессии воздушных пузырьков в бетонной смеси, которое уменьшается на 50%.
Погружной элемент, используемый для создания давления в бетонной смеси при формировании изделия на вводят на глубину 100 мм, при этом глубину погружения определяют расстоянием ввода данного погружного элемента между проекцией плоскости выполненной перпендикулярно оси канала проходящей через центры основания канала в его центральной части и поверхностью погружного элемента, контактирующего с составом внутри замкнутого объема формы, при котором создается давление 6 МПа, в результате чего на всех поверхностях изделия отсутствуют усадочные и другие поверхностные технологические трещины. Погружной элемент выбирает объём за счет компрессии воздушных пузырьков в бетонной смеси, которое уменьшается на 80%.
Погружной элемент, используемый для создания давления в бетонной смеси при формировании изделия на вводят на глубину 500 мм, при этом глубину погружения определяют расстоянием ввода данного погружного элемента между проекцией плоскости выполненной перпендикулярно оси канала проходящей через центры основания канала в его центральной части и поверхностью погружного элемента, контактирующего с составом внутри замкнутого объема формы, при котором создается давление 12 МПа, в результате чего на всех поверхностях изделия отсутствуют усадочные и другие поверхностные технологические трещины. Погружной элемент выбирает объём за счет компрессии воздушных пузырьков в бетонной смеси, которое уменьшается на 87%.
Таким образом, в результате осуществления разработанного способа строительные изделия после извлечения из формы не требует последующей обработки, обеспечивается повышение качества монолитных бетонных блоков с улучшенными прочностными показателями и стабильностью геометрии в серийном производстве.




Изобретение относится к области строительства, а именно к способам изготовления строительных объемных блоков разной геометрии с помощью съемной опалубки. Способ заключается в том, что соединяют между собой элементы опалубки, замыкая внутренний объем со всех сторон. Задают форму внутренней поверхности опалубки и подают внутрь объема состав, способный к затвердеванию. После достижения прочности изделием, достаточной для его извлечения из формы, извлекают изделие путем разъединения элементов опалубки. При этом в качестве элементов опалубки используют нижнюю плиту, установленную на сборочном столе, боковые элементы, установленные своими торцевыми поверхностями на нижней плите вдоль ее периметра, а также верхнюю плиту, уложенную на торцевые поверхности боковых плит, противоположные торцевым поверхностям, контактирующим с нижней плитой. При этом по меньшей мере один элемент формы содержит по меньшей мере одну формирующую поверхность. Осуществляют заливку формовочного состава, способного к затвердеванию, внутрь замкнутого объема формы. При этом объем заливаемого состава больше объема материала конечного изделия в пределах от 1 до 65%, предпочтительно от 5 до 15% и наиболее предпочтительно 10 %. Прилагают давление по меньшей мере 9 кПа на состав, способный к затвердеванию внутри формы, путем ввода по крайней мере одного погружного элемента, его фиксации до момента набора прочности изделием, достаточной для его извлечения. Форма для заливки содержит по меньшей мере один канал, форма поперечного сечения которого относительно его оси, проходящей через центры основания канала в его центральной части, выбрана из группы, состоящей из круга, овала, квадрата, прямоугольника, треугольника, трапеции или их сочетаний, предназначенный для ввода погружного элемента, в процессе погружения которого создается требуемое давление состава внутри замкнутого объема формы. Производится выдержка состава, способного к затвердеванию. После набора прочности, достаточной для извлечения, извлекают полученное изделие путем разъединения элементов формы. Техническим результатом является повышение качества монолитных бетонных блоков с улучшенными прочностными показателями и стабильностью геометрии в серийном производстве. 9 з.п. ф-лы, 35 ил.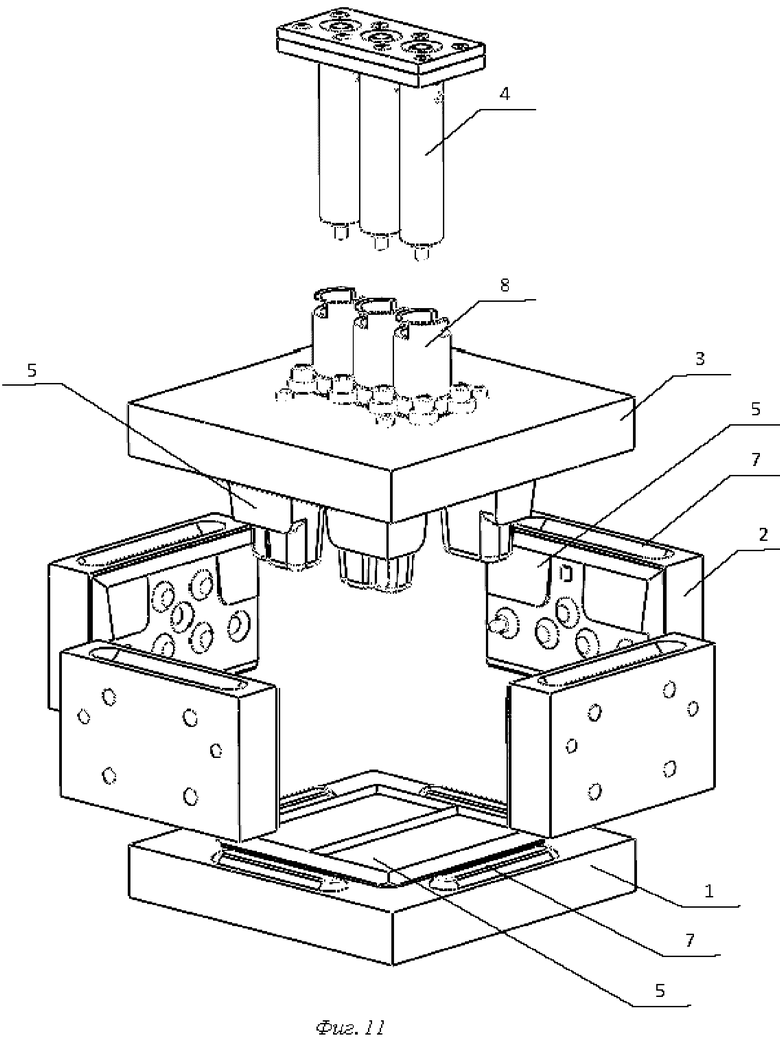
1. Способ изготовления строительного блока, заключающийся в том, что соединяют между собой элементы опалубки, замыкая внутренний объем со всех сторон, задают форму внутренней поверхности опалубки и подают внутрь объема состав, способный к затвердеванию, после достижения прочности изделием, достаточной для его извлечения из формы, извлекают изделие путем разъединения элементов опалубки, отличающийся тем, что в качестве элементов опалубки используют нижнюю плиту, установленную на сборочном столе, боковые элементы, установленные своими торцевыми поверхностями на нижней плите вдоль ее периметра, а также верхнюю плиту, уложенную на торцевые поверхности боковых плит, противоположные торцевым поверхностям, контактирующим с нижней плитой, при этом по меньшей мере один элемент формы содержит по меньшей мере одну формирующую поверхность, осуществляют заливку формовочного состава, способного к затвердеванию, внутрь замкнутого объема формы, при этом объем заливаемого состава больше объема материала конечного изделия в пределах от 1 до 65%, предпочтительно от 5 до 15% и наиболее предпочтительно 10 %, прилагают давление по меньшей мере 9 кПа на состав, способный к затвердеванию внутри формы, путем ввода по крайней мере одного погружного элемента, его фиксации до момента набора прочности изделием, достаточной для его извлечения, форма для заливки содержит по меньшей мере один канал, форма поперечного сечения которого относительно его оси, проходящей через центры основания канала в его центральной части, выбрана из группы, состоящей из круга, овала, квадрата, прямоугольника, треугольника, трапеции или их сочетаний, предназначенный для ввода погружного элемента, в процессе погружения которого создается требуемое давление состава внутри замкнутого объема формы, далее производится выдержка состава, способного к затвердеванию, и после набора прочности, достаточной для извлечения, извлекают полученное изделие путем разъединения элементов формы.
2. Способ по п.1, отличающийся тем, что погружной элемент выполнен в виде резьбового, винтового или гладкого стержня и форма поперечного сечения погружного элемента относительно его оси, проходящей через центры основания погружного элемента в его центральной части, выбрана из группы, состоящей из круга, овала, квадрата, прямоугольника, треугольника, трапеции или их сочетаний.
3. Способ по п.1, отличающийся тем, что глубину погружения определяют расстоянием ввода данного погружного элемента между проекцией плоскости, выполненной перпендикулярно оси канала, проходящей через центры основания канала в его центральной части, и поверхностью погружного элемента, контактирующего с составом внутри замкнутого объема формы, глубина погружения составляет от 10 мм до 500 мм и наиболее предпочтительно 100 мм.
4. Способ по п. 1, отличающийся тем, что по меньшей мере одна из формирующих поверхностей выполнена с выступающими элементами.
5. Способ по п. 1, отличающийся тем, что элементы заливной формы спроектированы таким образом, который позволяет при сборке формы закрепить закладные элементы в пространстве, образованном опалубками, предназначенные для выполнения крепления изделий относительно друг друга.
6. Способ по п. 1, отличающийся тем, что по крайней мере один элемент формы для заливки состоит из двух частей, одна из которых содержит формирующую поверхность изделия, а вторая является элементом конструкции формы для заливки, при этом элемент, формирующий поверхность изделия, крепят к поверхности элемента конструкции формы при помощи разъемного соединения.
7. Способ по п. 1, отличающийся тем, что перемещение боковых элементов по поверхностям нижнего и верхнего элемента формы для заливки предотвращают, выполняя на их поверхностях элементы в виде взаимодействующих между собой выступов на одной поверхности и впадин – на другой.
8. Способ по п. 1, отличающийся тем, что выдержка состава, способного к затвердеванию, производится в форме под давлением до набора прочности, достаточной для извлечения в естественных условиях с использованием тепловыделения в результате экзотермической реакции состава с водой.
9. Способ по п. 1, отличающийся тем, что изделие после извлечения из формы не требует последующей обработки.
10. Способ по п. 1, отличающийся тем, что температура смеси, заливаемой в собранную форму, по меньшей мере, лежит в диапазоне от 20 °С до 70 °С.
| СПОСОБ ИЗГОТОВЛЕНИЯ МОНОЛИТНОГО ОБЪЕМНОГО БЕТОННОГО БЛОКА И МОНОЛИТНЫЙ ОБЪЕМНЫЙ БЕТОННЫЙ БЛОК | 1992 |
|
RU2046037C1 |
| СТЕНОВОЙ БЛОК (ВАРИАНТЫ), МАТЕРИАЛ ДЛЯ ИЗГОТОВЛЕНИЯ СТЕНОВЫХ БЛОКОВ, ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ СТЕНОВЫХ БЛОКОВ (ВАРИАНТЫ), СПОСОБ ИЗГОТОВЛЕНИЯ СТЕНОВЫХ БЛОКОВ И ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СТЕНОВЫХ БЛОКОВ | 2011 |
|
RU2465415C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ БЛОКОВ ПРЕССОВАНИЕМ, ПРЕСС-ФОРМА И ЛИНИЯ ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 1995 |
|
RU2087307C1 |
| WO 2014089663 A1, 19.06.2014 | |||
| CN 104325546 A, 04.02.2015 | |||
| CN 105328771 A, 17.02.2016. | |||

