Настоящее изобретение относится к шине для колес транспортных средств.
Шина по изобретению предпочтительно представляет собой шину для колес спортивных автомобилей, в частности, для автомобилей с высокими и сверхвысокими эксплуатационными характеристиками.
Шины для автомобилей с высокими и сверхвысокими эксплуатационными характеристиками, обычно определяемые как “HP” или “UHP”, представляют собой, в частности, шины, которые обеспечивают возможность достижения скоростей свыше 200 км/ч, вплоть до и свыше 300 км/ч. Примерами таких шин являются шины, принадлежащие классам “T”, “U”, “H”, “V”, “Z”, “W”, “Y” согласно стандарту E.T.R.T.O.- (Европейской технической организации по шинам и ободьям), и шины для гоночных автомобилей, в частности, для четырехколесных транспортных средств с большим рабочим объемом цилиндра. Как правило, шины, принадлежащие таким классам, имеют ширину профиля, равную или превышающую 185 мм, предпочтительно находящуюся в диапазоне между 195 мм и 385 мм, более предпочтительно в диапазоне между 195 мм и 355 мм. Такие шины предпочтительно устанавливают на ободьях, имеющих посадочные диаметры, равные или превышающие 13 дюймов (330,2 мм), предпочтительно не превышающие 24 дюймов (609,6 мм), более предпочтительно находящиеся в диапазоне между 16 дюймами и 23 дюймами (между 406,4 мм и 584,2 мм).
Однако шина по изобретению может быть использована в транспортных средствах, отличающихся от вышеупомянутых автомобилей, например, в спортивных мотоциклах с высокими эксплуатационными характеристиками.
Шина по изобретению содержит гибридные армирующие корды, как определено во всем данном описании.
Уровень техники
Шины с армирующими кордами, содержащими сердечник, изготовленный из текстильного материала, и расположенную вокруг сердечника обмотку из одной или более текстильных нитей, образованных из материала, отличного от материала сердечника, описаны, например, в US 7222481 B2, EP 3196343 A1, US 4343343 A1, EP 329590 A1.
Сущность изобретения
Во всем настоящем описании и в нижеприведенной формуле изобретения при упоминании определенных значений определенных углов подразумеваются абсолютные значения, то есть как положительные значения, так и отрицательные значения, относительно плоскости или направления отсчета, если не указано иное.
Кроме того, при упоминании любого диапазона значений, находящихся между минимальным значением и максимальным значением, предусмотрено, что вышеупомянутые минимальное и максимальное значения включены в вышеуказанный диапазон, если не указано иное.
В дальнейшем применяются нижеприведенные определения.
Термин «экваториальная плоскость» шины используется для обозначения плоскости, которая перпендикулярна к оси вращения шины и которая разделяет шину на две симметричные одинаковые части.
Термины «радиальный» и «аксиальный» и выражения «радиально внутренний/наружный» и «аксиально внутренний/наружный» используются по отношению соответственно к направлению, по существу параллельному экваториальной плоскости шины, и к направлению, по существу перпендикулярному к экваториальной плоскости шины, то есть по отношению соответственно к направлению, по существу перпендикулярному к оси вращения шины, и к направлению, по существу параллельному оси вращения шины.
Термины «окружное» и «вдоль/по окружности» используются по отношению к направлению протяженности шины по кольцу, то есть к направлению качения шины, которое соответствует направлению, «лежащему» в плоскости, совпадающей с экваториальной плоскостью шины или по существу параллельной по отношению к экваториальной плоскости шины.
Термин «по существу аксиальное направление» используется для обозначения направления, имеющего наклон относительно экваториальной плоскости шины под углом в диапазоне между приблизительно 70° и приблизительно 90°.
Термин «направление по существу вдоль окружности» используется для обозначения направления, ориентированного относительно экваториальной плоскости шины под углом в диапазоне между приблизительно 0° и приблизительно 10°.
Термин «эластомерный материал» или «эластомер» используется для обозначения материала, содержащего природный или синтетический полимер, который может быть подвергнут вулканизации, и активный наполнитель, при этом такой материал при температуре внутри помещения и после подвергания вулканизации может иметь деформации, вызываемые силой, и способен быстро и полностью восстанавливать по существу исходные форму и размер после устранения деформирующей силы (в соответствии с определениями согласно стандарту ASTM D1566-11 (Американское общество по испытанию материалов) Стандартная терминология, относящаяся к резине).
Выражение «армирующий корд», или более просто - «корд», используется для обозначения элемента, состоящего из одного или более удлиненных элементов (в дальнейшем также называемых «проволоками» или «нитями»), возможно, покрытых матрицей или заделанных в матрицу из эластомерного материала.
В дальнейшем термин «проволока/монофиламентная нить» будет использоваться для упоминания одного удлиненного элемента, изготовленного из металлического материала, или одного удлиненного элемента, состоящего из одного текстильного непрерывного волокна (в данном случае также будет использоваться выражение «монофиламентная текстильная нить»), в то время как термин «мультифиламентная нить» будет использоваться для упоминания удлиненного элемента, состоящего из скопления из множества текстильных непрерывных волокон (в данном случае также будет использоваться выражение «мультифиламентная текстильная нить»).
Каждое непрерывное волокно также может быть определено как «волокно».
Мультифиламентные нити могут иметь одну или более «нитей», при этом термин «нить» используется для обозначения пучка непрерывных волокон, скрученных вместе. Предпочтительно предусмотрен/предусмотрены одна нить или по меньшей мере две нити, скрученные вместе.
Армирующие текстильные корды могут быть обозначены символом, который отображает текстильный материал, номер используемого волокна и число нитей, образующих армирующий корд. Например, обозначение Ar1672 армирующего корда с нитями, образованными из арамида (ароматического полиамида), указывает на корд, содержащий арамидные волокна с номером 1670 дтекс и образованный из двух нитей, скрученных вместе.
Термин «прядь/комплексная нить» используется для обозначения совокупности из по меньшей мере двух монофиламентных нитей или мультифиламентных нитей для образования удлиненного элемента, предназначенного для скручивания с по меньшей мере другим удлиненным элементом для формирования армирующего корда. Две комплексные нити, которые образуют армирующий корд, могут быть одинаковыми или могут отличаться друг от друга.
Выражение «гибридный армирующий корд» используется для обозначения армирующего корда, содержащего по меньшей мере одну монофиламентную текстильную нить и по меньшей мере одну мультифиламентную текстильную нить, при этом монофиламентная нить и мультифиламентная нить могут быть образованы из одинакового текстильного материала или из разных текстильных материалов.
Выражение «негибридный армирующий корд» используется для обозначения армирующего корда, содержащего только монофиламентные текстильные нити или только мультифиламентные текстильные нити.
Термин «диаметр» армирующего корда или монофиламентной нити, или мультифиламентной нити используется для обозначения диаметра, измеренного так, как предписано методом BISFA E10 (Международное бюро стандартизации искусственных волокон, Согласованные на международном уровне методы испытания стальных кордов шин, издание 1995 г.).
В случае мультифиламентных нитей термин «диаметр» мультифиламентной нити используется для обозначения диаметра идеальной окружности, которая описывает все непрерывные волокна, образующие мультифиламентную нить.
Термин «радиальная каркасная конструкция» используется для обозначения каркасной конструкции, содержащей множество армирующих кордов, каждый из которых ориентирован вдоль по существу аксиального направления. Такие армирующие корды могут быть включены в один слой каркаса или в множество слоев каркаса (предпочтительно два), наложенных один на другой в радиальном направлении.
Термин «брекерная конструкция с перекрещивающимися кордами» используется для обозначения брекерной конструкции, содержащей первый брекерный слой, включающий в себя армирующие корды, по существу параллельные друг другу и имеющие наклон относительно экваториальной плоскости шины под заданным углом, и по меньшей мере один второй брекерный слой, расположенный в радиально наружном месте по отношению к первому брекерному слою и включающий в себя армирующие корды, по существу параллельные друг другу, но ориентированные с наклоном, противоположным наклону армирующих кордов первого слоя, относительно экваториальной плоскости шины.
Термин «брекерный слой с кордами, расположенными под углом, составляющим нуль градусов» используется для обозначения упрочняющего слоя, содержащего по меньшей мере один армирующий корд, намотанный на брекерную конструкцию в соответствии с направлением намотки по существу вдоль окружности.
Термин «плотность» слоя используется для обозначения числа армирующих кордов, которые предусмотрены в таком слое, на единицу длины. Плотность может быть измерена в кордах на 1 дм (число кордов на дециметр).
Термин «линейная плотность» или «номер» корда или монофиламентной нити/мультифиламентной нити используется для обозначения массы корда или монофиламентной нити/мультифиламентной нити на единицу длины. Линейная плотность может быть измерена в дтекс (граммах на 10 км длины). Для определения линейной плотности следует сослаться на ровные монофиламентные нити/мультифиламентные нити без круток, примененных на этапе испытаний или на этапе скручивания, согласно испытаниям, регламентированным BISFA. Например, следует упомянуть:
для арамидных волокон (AR):
- Методы испытаний нитей из параарамидных волокон, издание 2002 г.
-- Определение линейной плотности - Глава 6
-- Определение механических свойств при растяжении - Глава 7 - Методика испытания - Пункт 7.5 - при процедуре с исходным предварительным натяжением;
для волокон лиоцелл:
-- Определение линейной плотности - Глава 6
-- Методы испытаний для нитей из вискозных, медно-аммиачных, ацетатных, триацетатных непрерывных волокон и волокон лиоцелл - Издание 2007 г., Определение механических свойств при растяжении - Глава 7 - Условия испытаний на растяжение: испытание с сушкой в печи - Таблица 7.1 - Методика испытаний - Пункт 7.5 - При испытании с сушкой в печи для образцов, подвергнутых релаксации - Подпункт 7.5.2.4.
Шины для спортивных автомобилей должны обладать высокой способностью к сцеплению с грунтом для обеспечения возможности эффективной передачи грунту большого крутящего момента, воздействию которого они подвергаются, и достижения, таким образом, большого тягового усилия и эффективной силы торможения. Такие шины также должны быть легкими и обеспечивать надлежащую реакцию на поперечные нагрузки, воздействию которых шина подвергается во время движения на поворотах.
Шины для спортивных автомобилей, как правило, содержат радиальную каркасную конструкцию, продолжающуюся между противоположными бортовыми конструкциями, брекерную конструкцию с перекрещивающимися кордами, расположенную в радиально наружном месте по отношению к каркасной конструкции, упрочняющий слой, имеющий корды, расположенные под углом, составляющим нуль градусов, и расположенный в радиально наружном месте по отношению к брекерной конструкции с перекрещивающимися кордами, и протекторный браслет, расположенный в радиально наружном месте по отношению к упрочняющему слою с кордами, расположенными под углом, составляющим нуль градусов.
Каркасная конструкция предназначена для придания шине заданных характеристик целостности и конструкционной прочности, в то время как брекерная конструкция, помимо содействия обеспечению вышеупомянутых характеристик целостности и конструкционной прочности, предназначена для передачи поперечных и продольных нагрузок, - воздействию которых шина подвергается при движении при контакте с поверхностью дороги, - каркасной конструкции для придания шине заданных эксплуатационных характеристик (то есть сцепления с дорогой, устойчивости движения, управляемости, направленности, держания дороги) и обеспечения комфорта. С другой стороны, упрочняющий слой с кордами, расположенными под углом, составляющим нуль градусов, предназначен для ограничения радиальной деформации брекерной конструкции.
По этим причинам в каркасной конструкции и в брекерной конструкции предусмотрены один или более упрочняющих слоев, при этом каждый упрочняющий слой содержит множество армирующих кордов, имеющих надлежащий наклон относительно направления вдоль окружности или направления качения.
В связи с общей тенденцией к уменьшению выбросов СО2 в атмосферу Заявитель рассмотрен проблему уменьшения сопротивления шин, производимых им, качению, включая шины для спортивных автомобилей.
Таким образом, Заявитель выдвинул гипотезу об использовании армирующих кордов, которые являются как можно более легкими, в производимых им шинах для спортивных автомобилей и поэтому сосредоточил внимание на текстильных армирующих кордах.
Заявитель установил в результате наблюдений, что даже только на основе типа удлиненных элементов, используемых в армирующем корде (монофиламентных текстильных нитей, мультифиламентных текстильных нитей и/или возможной комбинации одной или более вышеупомянутых монофиламентных нитей с одной или более вышеупомянутыми мультифиламентными нитями) можно изготовить множество гибридных армирующих кордов, имеющих такие характеристики, какие теоретически подходят для использования в каркасной конструкции и/или в брекерной конструкции шин для спортивных автомобилей.
В частности, Заявитель установил в результате наблюдений, что при одинаковых материале и диаметре монофиламентные текстильные нити подходят в большей степени, чем мультифиламентные текстильные нити, для выдерживания сжимающих нагрузок и для уменьшения гистерезиса, вызываемого трением между монофиламентными нитями и/или текстильными непрерывными волокнами, в то время как мультифиламентные текстильные нити подходят в большей степени, чем монофиламентные текстильные нити, для выдерживания изгибающих нагрузок и для адгезионного сцепления с окружающим эластомерным материалом.
Заявитель принял во внимание то, что в шинах для транспортного средства любого типа необходимо обеспечить хорошее адгезионное сцепление армирующих кордов с окружающим эластомерным материалом. Это приводит к применению армирующих кордов, содержащих мультифиламентные текстильные нити, в шинах.
Однако для уменьшения проблем, связанных с гистерезисом, а также для придания вышеупомянутым армирующим кордам заданной стойкости к сжимающим нагрузкам, воздействию которых могут подвергаться армирующие корды, в наибольшей степени подходят монофиламентные текстильные нити, как указано выше.
Разрешая данное противоречие, Заявитель установил, что гибридный армирующий корд, образованный посредством скручивания вместе по меньшей мере двух комплексных нитей из текстильного материала, в котором каждая из вышеупомянутых комплексных нитей содержит по меньшей мере одну мультифиламентную текстильную нить и монофиламентную текстильную нить, расположенные так, что во всех поперечных сечениях армирующего корда монофиламентная текстильная нить по меньшей мере частично введена или «включена» в непрерывные волокна по меньшей мере одной мультифиламентной текстильной нити, имеет очень хорошую способность к адгезионному сцеплению с окружающим эластомерным материалом, очень хорошее сопротивление усталости и оптимальное компромиссное сочетание характеристик, связанных как с сопротивлением изгибу и сжатию, так и с гистерезисом.
Кроме того, благодаря вышеупомянутому «включению» гибридный армирующий корд характеризуется по существу изостатическим поведением при подвергании воздействию сжимающей нагрузки, то есть все компоненты армирующего корда (монофиламентные текстильные нити и непрерывные волокна мультифиламентных текстильных нитей) нагружаются по существу одинаковым образом.
По мнению Заявителя, если обратить особое внимание на адгезионное сцепление, следует отметить, что даже только частичный охват монофиламентной текстильной нити непрерывными волокнами мультифиламентной текстильной нити гарантирует то, что в каждом поперечном сечении армирующего корда будет иметься по меньшей мере один достаточно большой участок наружной поверхности армирующего корда, который образован непрерывными волокнами мультифиламентной текстильной нити и, следовательно, обладает очень хорошей способностью к адгезионному сцеплению с окружающим эластомерным материалом. Такое адгезионное сцепление тем больше, чем больше та часть монофиламентной текстильной нити, которая в любом поперечном сечении гибридного армирующего корда охвачена мультифиламентной текстильной нитью.
Следовательно, в соответствии с его первым аспектом настоящее изобретение относится к шине для колес транспортных средств, содержащей опорную конструкцию и протекторный браслет, расположенный в радиально наружном месте по отношению к опорной конструкции.
Опорная конструкция предпочтительно содержит множество гибридных армирующих кордов.
Каждый из указанных гибридных армирующих кордов предпочтительно содержит по меньшей мере две комплексные нити, скрученные вместе с заданным шагом скручивания.
Каждая из указанных по меньшей мере двух комплексных нитей предпочтительно содержит по меньшей мере одну монофиламентную текстильную нить и по меньшей мере одну мультифиламентную текстильную нить, содержащую множество текстильных непрерывных волокон.
В любом поперечном сечении гибридного армирующего корда указанная по меньшей мере одна монофиламентная текстильная нить предпочтительно по меньшей мере частично введена в непрерывные волокна указанной по меньшей мере одной мультифиламентной текстильной нити.
Использование такого гибридного армирующего корда позволяет не уменьшать преимущества, связанные с адгезионным сцеплением, благодаря наличию мультифиламентных текстильных нитей и в то же время обеспечить преимущества, рассмотренные выше и связанные с гистерезисом и сопротивлением сжимающим нагрузкам. В частности, благодаря тому, что монофиламентная текстильная нить всегда по меньшей мере частично введена в непрерывные волокна или охвачена непрерывными волокнами мультифиламентной текстильной нити, наружная поверхность гибридного армирующего корда будет в основном образована непрерывными волокнами мультифиламентной текстильной нити для обеспечения большего адгезионного сцепления с окружающим эластомерным материалом.
Кроме того, наличие двух комплексных нитей вышеописанного типа, скрученных вместе, обеспечивает возможность повышения сопротивления армирующего корда усталости при сохранении преимуществ, рассмотренных выше.
В соответствии с его вторым аспектом изобретение относится к гибридному армирующему корду.
Гибридный армирующий корд предпочтительно содержит по меньшей мере две комплексные нити, скрученные вместе с заданным шагом скручивания.
Каждая из указанных по меньшей мере двух комплексных нитей предпочтительно содержит по меньшей мере одну монофиламентную текстильную нить.
Каждая из указанных по меньшей мере двух комплексных нитей предпочтительно содержит по меньшей мере одну мультифиламентную текстильную нить, содержащую множество текстильных непрерывных волокон.
В любом поперечном сечении гибридного армирующего корда указанная по меньшей мере одна монофиламентная текстильная нить предпочтительно по меньшей мере частично введена в непрерывные волокна указанной по меньшей мере одной мультифиламентной текстильной нити.
Заявитель полагает, что вышеописанные гибридные армирующие корды могут быть использованы в шинах транспортных средств всех типов, когда требуются высокие эксплуатационные характеристики, следовательно, не только в спортивных автомобилях, но и также, например, в спортивных мотоциклах, при этом достигаются преимущества, рассмотренные выше.
Как рассмотрено ниже, Заявитель также полагает, что вышеописанные гибридные армирующие корды могут быть использованы как в каркасной конструкции, так и в брекерной конструкции шины (в обеих или только в одной из вышеупомянутых конструкций).
Заявитель также полагает, что вышеописанные гибридные армирующие корды могут быть использованы также или только в других упрочняющих компонентах шины, подобных, например, упрочняющим компонентам шины, которые описаны ниже и упоминаются как «крыльевая лента» и «бортовая лента», как вместо обычных металлических кордов (с соответствующими преимуществами, связанными с уменьшением массы шины, возможностью идентификации шины посредством радиочастотной идентификации (RFID) и возможностью движения при спущенной шине без риска перегрева армирующих кордов), так и вместо обычных текстильных кордов, содержащих только мультифиламентные текстильные нити (с соответствующими преимуществами, связанными с жесткостью, сопротивлением усталости и эксплуатационными характеристиками).
По мнению Заявителя, в конкретном случае применения в брекерных конструкциях также можно получить снижение резонансных частот, следствием чего являются преимущества, связанные с шумом.
В соответствии с по меньшей мере одним из вышеупомянутых аспектов настоящее изобретение может иметь по меньшей мере один из предпочтительных признаков, описанных ниже.
В любом поперечном сечении гибридного армирующего корда предпочтительно по меньшей мере 50% наружной поверхности монофиламентной текстильной нити расположены между непрерывными волокнами или введены в непрерывные волокна указанной по меньшей мере одной мультифиламентной текстильной нити. Таким образом, возможная часть наружной поверхности монофиламентной текстильной нити, которая в каждом поперечном сечении гибридного корда будет непосредственно открыта для воздействия окружающего эластомерного материала, будет иметь такую протяженность, чтобы не ухудшалось очень хорошее адгезионное сцепление гибридного армирующего корда с окружающим эластомерным материалом.
В некоторых предпочтительных вариантах осуществления каждая комплексная нить содержит одну монофиламентную текстильную нить и одну мультифиламентную текстильную нить.
В этом случае в любом поперечном сечении гибридного армирующего корда предпочтительно по меньшей мере 50% наружной поверхности каждой монофиламентной текстильной нити расположены между непрерывными волокнами или введены в непрерывные волокна соответствующей мультифиламентной текстильной нити. Таким образом, вероятность наличия участка наружной поверхности монофиламентной текстильной нити, непосредственного открытого для воздействия эластомерного материала, будет чрезвычайно низкой.
В других вариантах осуществления каждая комплексная нить содержит более одной монофиламентной текстильной нити (например, две монофиламентные текстильные нити) и одну мультифиламентную текстильную нить.
В дополнительных вариантах осуществления каждая комплексная нить содержит одну монофиламентную текстильную нить и более одной мультифиламентной текстильной нити (например, две мультифиламентные текстильные нити).
В дополнительных вариантах осуществления каждая комплексная нить содержит более одной монофиламентной текстильной нити (например, две монофиламентные текстильные нити) и более одной мультифиламентной текстильной нити (например, две мультифиламентные текстильные нити).
Во всех из вариантов осуществления шаг Р скручивания предпочтительно превышает приблизительно 1 мм, более предпочтительно превышает приблизительно 2 мм.
Шаг Р скручивания предпочтительно составляет менее приблизительно 20 мм, более предпочтительно менее приблизительно 15 мм.
В предпочтительных вариантах осуществления шаг скручивания находится в диапазоне между приблизительно 1 мм и приблизительно 20 мм, более предпочтительно между приблизительно 2 мм и приблизительно 15 мм.
Указанная по меньшей мере одна монофиламентная текстильная нить предпочтительно закручена сама по себе/вокруг нее самой с заданным первым шагом закручивания. Заявитель установил в результате наблюдений, что такая мера способствует оптимизации поведения армирующего корда в отношении усталости.
Указанный первый шаг закручивания предпочтительно равен указанному заданному шагу скручивания. Таким образом, обеспечивается максимальное вделывание монофиламентных текстильных нитей в непрерывные волокна соответствующих мультифиламентных текстильных нитей, что в значительной степени улучшает адгезионное сцепление армирующего корда с окружающим эластомерным материалом.
Указанная по меньшей мере одна мультифиламентная текстильная нить может быть закручена или не закручена сама по себе с заданным вторым шагом закручивания. При данном закручивании второй шаг закручивания предпочтительно равен указанному шагу скручивания. Это предусмотрено для обеспечения максимального вделывания монофиламентных текстильных нитей в непрерывные волокна мультифиламентных текстильных нитей.
В некоторых предпочтительных вариантах осуществления указанная по меньшей мере одна мультифиламентная текстильная нить по существу параллельна указанной по меньшей мере одной монофиламентной текстильной нити.
В других предпочтительных вариантах осуществления непрерывные волокна указанной по меньшей мере одной мультифиламентной текстильной нити намотаны по спирали на указанную по меньшей мере одну монофиламентную текстильную нить с заданным шагом намотки.
Как и в предыдущем варианте, для обеспечения максимального вделывания монофиламентных текстильных нитей в непрерывные волокна мультифиламентных текстильных нитей указанный шаг намотки предпочтительно равен указанному шагу скручивания.
Указанная по меньшей мере одна монофиламентная текстильная нить предпочтительно образована из волокон из алифатических полиамидов (например, нейлона 6, нейлона 6.6, нейлона 4.6, нейлона 4.10, нейлона 10.10, нейлона 11, нейлона 12, нейлона 6.10, нейлона 6.12), волокон из сложных полиэфиров (например, полибутилентерефталата, полиэтилентерефталата, полиэтиленизофталата), волокон из полиарилэфиркетонов (например, полиэфирэфиркетона) или их смесей.
Непрерывные волокна указанной по меньшей мере одной мультифиламентной текстильной нити предпочтительно образованы из волокон из ароматических полиамидов, волокон из алифатических полиамидов (например, нейлона 6, нейлона 6.6, нейлона 4.6, нейлона 4.10, нейлона 10.10, нейлона 11, нейлона 12, нейлона 6.10, нейлона 6.12), волокон из сложных полиэфиров (например, полибутилентерефталата, полиэтилентерефталата, полиэтиленизофталата), волокон из поликетонов, волокон из поливиниловых спиртов, целлюлозных волокон (например, гидратцеллюлозных волокон, волокон лиоцелл), стекловолокон, углеродных волокон или их смесей.
Указанная по меньшей мере одна монофиламентная текстильная нить предпочтительно имеет диаметр, превышающий приблизительно 0,10 мм, более предпочтительно превышающий приблизительно 0,15 мм.
Указанная по меньшей мере одна монофиламентная текстильная нить предпочтительно имеет диаметр, составляющий менее приблизительно 0,70 мм, более предпочтительно менее приблизительно 0,50 мм.
В предпочтительных вариантах осуществления указанная по меньшей мере одна монофиламентная текстильная нить имеет диаметр в диапазоне между приблизительно 0,10 мм и приблизительно 0,70 мм, более предпочтительно между приблизительно 0,15 мм и приблизительно 0,50 мм.
Как правило, предпочтительно предусмотрено, что чем больше монофиламентных текстильных нитей содержится в каждой комплексной нити гибридного армирующего корда, тем меньше диаметр указанных монофиламентных текстильных нитей.
Указанная по меньшей мере одна мультифиламентная текстильная нить предпочтительно имеет линейную плотность, превышающую приблизительно 400 дтекс, более предпочтительно превышающую приблизительно 800 дтекс.
Указанная по меньшей мере одна мультифиламентная текстильная нить предпочтительно имеет линейную плотность, составляющую менее приблизительно 4000 дтекс, более предпочтительно менее приблизительно 2500 дтекс.
В предпочтительных вариантах осуществления указанная по меньшей мере одна мультифиламентная текстильная нить имеет линейную плотность в диапазоне между приблизительно 400 дтекс и приблизительно 4000 дтекс, более предпочтительно между приблизительно 800 дтекс и приблизительно 2500 дтекс.
Указанная опорная конструкция предпочтительно содержит каркасную конструкцию, содержащую по меньшей мере один слой каркаса, имеющий противоположные концевые края, загнутые вокруг соответствующих кольцевых фиксирующих конструкций для образования соответствующих бортовых конструкций на сторонах, противоположных по отношению к экваториальной плоскости шины.
Указанная опорная конструкция предпочтительно содержит брекерную конструкцию с перекрещивающимися кордами, расположенную в радиально наружном месте по отношению к каркасной конструкции и в радиально внутреннем месте по отношению к протекторному браслету.
Указанное множество гибридных армирующих кордов предпочтительно расположено в указанной каркасной конструкции и/или в указанной брекерной конструкции.
Указанная опорная конструкция предпочтительно содержит по меньшей мере один слой, придающий жесткость и соединенный с указанным по меньшей мере одним слоем каркаса рядом с соответствующим загнутым концевым краем или вблизи соответствующего загнутого концевого края, и указанное множество гибридных армирующих кордов расположено в указанном по меньшей мере одном слое, придающем жесткость.
Указанный по меньшей мере один слой, придающий жесткость, предпочтительно может быть соединен с указанным по меньшей мере одним слоем каркаса рядом с соответствующей бортовой конструкцией или вблизи соответствующей бортовой конструкции.
Указанный по меньшей мере один слой, придающий жесткость, предпочтительно может быть расположен между соответствующим загнутым концевым краем указанного по меньшей мере одного слоя каркаса и соответствующей бортовой конструкцией.
В более предпочтительном варианте указанный по меньшей мере один слой, придающий жесткость, может по меньшей мере частично окружать указанную бортовую конструкцию. Такой слой, придающий жесткость, также называют «крыльевой лентой».
В качестве альтернативы или дополнения указанный по меньшей мере один слой, придающий жесткость, может быть соединен с соответствующим загнутым концевым краем указанного по меньшей мере одного слоя каркаса в аксиально наружном месте по отношению к соответствующей кольцевой фиксирующей конструкции.
В более предпочтительном варианте указанный по меньшей мере один слой, придающий жесткость, может проходить от указанной кольцевой фиксирующей конструкции по направлению к указанному протекторному браслету. Такой слой, придающий жесткость, также называют «бортовой лентой».
Бортовая лента может быть расположена в аксиально наружном месте или в аксиально внутреннем месте по отношению к концевому краю указанного по меньшей мере одного слоя каркаса. В случае, когда каркасная конструкция содержит много слоев каркаса, например, два, бортовая лента может быть расположена между соответствующими концевыми краями различных слоев каркаса.
Во всех вариантах осуществления и во всех применениях, рассмотренных выше, упрочняющий слой с кордами, расположенными под углом, составляющим нуль градусов, предпочтительно содержит негибридные армирующие корды, которые предпочтительно содержат только монофиламентные текстильные нити или мультифиламентные текстильные нити, образованные, например, из арамида или нейлона.
Однако предусмотрены варианты осуществления, в которых брекерный слой с кордами, расположенными под углом, составляющим нуль градусов, содержит гибридные армирующие корды вышеописанного типа.
В первых предпочтительных вариантах осуществления шины, в которой указанное множество гибридных армирующих кордов расположено в каркасной конструкции, каждый из указанных гибридных армирующих кордов содержит две комплексные нити, скрученные вместе, при этом каждая из комплексных нитей содержит монофиламентную текстильную нить, образованную из нейлона и имеющую диаметр, равный приблизительно 0,23 мм, и мультифиламентную текстильную нить, образованную из нейлона и имеющую линейную плотность, равную приблизительно 940 дтекс.Такая шина особенно подходит для использования в автомобилях с высокими и сверхвысокими эксплуатационными характеристиками, определенных выше.
Во вторых предпочтительных вариантах осуществления шины, в которой указанное множество гибридных армирующих кордов расположено в каркасной конструкции, каждый из указанных гибридных армирующих кордов содержит две комплексные нити, скрученные вместе, при этом каждая из комплексных нитей содержит монофиламентную текстильную нить, образованную из нейлона и имеющую диаметр, равный приблизительно 0,23 мм, и мультифиламентную текстильную нить, образованную из арамида и имеющую линейную плотность, равную приблизительно 1100 дтекс. Такая шина особенно подходит для использования в спортивных мотоциклах с высокими эксплуатационными характеристиками.
В первых предпочтительных вариантах осуществления шины, в которой указанное множество гибридных армирующих кордов расположено в брекерной конструкции с перекрещивающимися кордами, каждый из указанных гибридных армирующих кордов содержит две комплексные нити, скрученные вместе, при этом каждая из комплексных нитей содержит монофиламентную текстильную нить, образованную из ПЭТ (полиэтилентерефталата) и имеющую диаметр, равный приблизительно 0,30 мм, и мультифиламентную текстильную нить, образованную из арамида и имеющую линейную плотность, равную приблизительно 1680 дтекс. Такая шина особенно подходит для использования в автомобилях с высокими и сверхвысокими эксплуатационными характеристиками, определенных выше, и является более прочной или более жесткой, чем современные шины, производимые Заявителем, которые содержат в брекерной конструкции с перекрещивающимися кордами негибридные текстильные армирующие корды.
Во вторых предпочтительных вариантах осуществления шины, в которой указанное множество гибридных армирующих кордов расположено в брекерной конструкции с перекрещивающимися кордами, каждый из указанных гибридных армирующих кордов содержит три комплексные нити, скрученные вместе, при этом каждая из комплексных нитей содержит монофиламентную текстильную нить, образованную из ПЭТ (полиэтилентерефталата) и имеющую диаметр, равный приблизительно 0,40 мм, и мультифиламентную текстильную нить, образованную из арамида и имеющую линейную плотность, равную приблизительно 1100 дтекс. Такая шина особенно подходит для использования в автомобилях с высокими и сверхвысокими эксплуатационными характеристиками, определенных выше, и является более легкой, а также более пригодной для идентификации посредством радиочастотной идентификации (RFID), чем современные шины, производимые Заявителем, которые содержат в брекерной конструкции с перекрещивающимися кордами металлические армирующие корды.
В предпочтительных вариантах осуществления шины, в которой указанное множество гибридных армирующих кордов расположено в указанном по меньшей мере одном слое, придающем жесткость, например, в бортовой ленте или в крыльевой ленте, гибридные армирующие корды идентичны гибридным армирующим кордам, описанным выше в случае применения в брекерной конструкции с перекрещивающимися кордами.
Указанная каркасная конструкция предпочтительно содержит один слой каркаса, и указанное множество гибридных армирующих кордов расположено в указанном одном слое каркаса. Таким образом, достигается предпочтительное снижение массы при сохранении преимуществ, связанных с гистерезисом и неизмененной жесткостью.
В некоторых вариантах осуществления по меньшей мере некоторые из указанных гибридных армирующих кордов содержат по меньшей мере одну металлическую проволоку, намотанную по спирали вокруг указанных по меньшей мере двух комплексных нитей, скрученных вместе.
Вышеупомянутая металлическая проволока предпочтительно способствует повышению прочности армирующего корда и удерживанию указанных по меньшей мере двух комплектных нитей прочно скрученными вместе, при этом, с другой стороны, отсутствуют препятствия осуществлению процесса идентификации посредством радиочастотной идентификации (RFID).
Направление намотки металлической проволоки на указанные по меньшей мере две комплексные нити, скрученные вместе, может быть или не быть таким же, как направление скручивания указанных по меньшей мере двух комплексных нитей.
Вышеупомянутое направление намотки предпочтительно противоположно направлению скручивания указанных по меньшей мере двух комплексных нитей.
Металлическая проволока предпочтительно намотана на указанные по меньшей мере две комплексные нити, скрученные вместе, с шагом намотки, превышающим приблизительно 2 мм, более предпочтительно превышающим приблизительно 3,5 мм.
Металлическая проволока предпочтительно намотана на указанные по меньшей мере две комплексные нити, скрученные вместе, с шагом намотки, составляющим менее приблизительно 10 мм, более предпочтительно менее приблизительно 5 мм.
В предпочтительных вариантах осуществления металлическая проволока намотана на указанные по меньшей мере две комплексные нити, скрученные вместе, с шагом намотки, находящимся в диапазоне между приблизительно 2 мм и приблизительно 10 мм, предпочтительно между приблизительно 3,5 мм и приблизительно 5 мм.
Указанная металлическая проволока предпочтительно имеет диаметр, превышающий приблизительно 0,08 мм, более предпочтительно превышающий приблизительно 0,10 мм.
Указанная металлическая проволока предпочтительно имеет диаметр, составляющий менее приблизительно 0,20 мм, более предпочтительно менее приблизительно 0,15 мм.
Указанная металлическая проволока предпочтительно имеет диаметр в диапазоне между приблизительно 0,08 мм и приблизительно 0,20 мм, более предпочтительно между приблизительно 0,10 мм и приблизительно 0,15 мм.
Гибридные армирующие корды, содержащие вышеупомянутую металлическую проволоку, предпочтительно используются в брекерных конструкциях с перекрещивающимися кордами и/или в вышеупомянутых слоях, придающих жесткость.
Непрерывные волокна указанной по меньшей мере одной мультифиламентной текстильной нити предпочтительно покрыты адгезивным веществом или подвергнуты химической или физической обработке для придания способности к адгезионному сцеплению для дополнительного улучшения адгезионного сцепления с эластомерным материалом, в который они заделаны или которым они покрыты.
Описание вариантов осуществления изобретения
Дополнительные признаки и преимущества шины по настоящему изобретению станут более ясными из нижеприведенного подробного описания предпочтительных вариантов его осуществления, выполненного со ссылкой на приложенные чертежи, на которых:
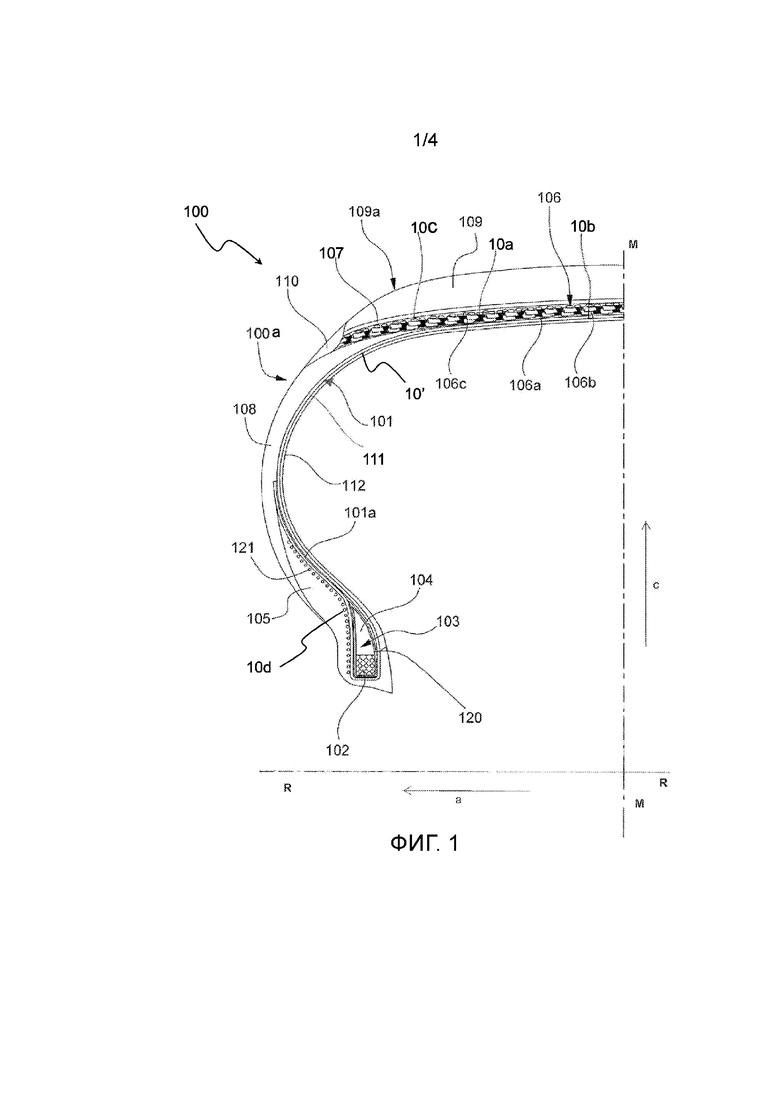
фиг. 1 - схематическое изображение части шины согласно варианту осуществления настоящего изобретения в частичном полусечении;
фиг. 2 - схематический вид сбоку участка гибридного армирующего корда по первому варианту осуществления, используемого в шине с фиг.1;
фиг. 3 - увеличенное схематическое изображение поперечного сечения гибридного армирующего корда с фиг.2, включенного в часть шины по фиг.1, при этом такое поперечное сечение выполнено в плоскости S-S сечения, показанной на фиг.2;
фиг. 4 - схематический вид в перспективе гибридного армирующего корда с фиг.2, на котором часть компонентов корда была удалена, чтобы показать другие компоненты, которые в противном случае были бы скрыты;
фиг. 5 - схематический вид в перспективе второго варианта осуществления гибридного армирующего корда с фиг.2, на котором часть компонентов корда была удалена, чтобы показать другие компоненты, которые в противном случае были бы скрыты; и
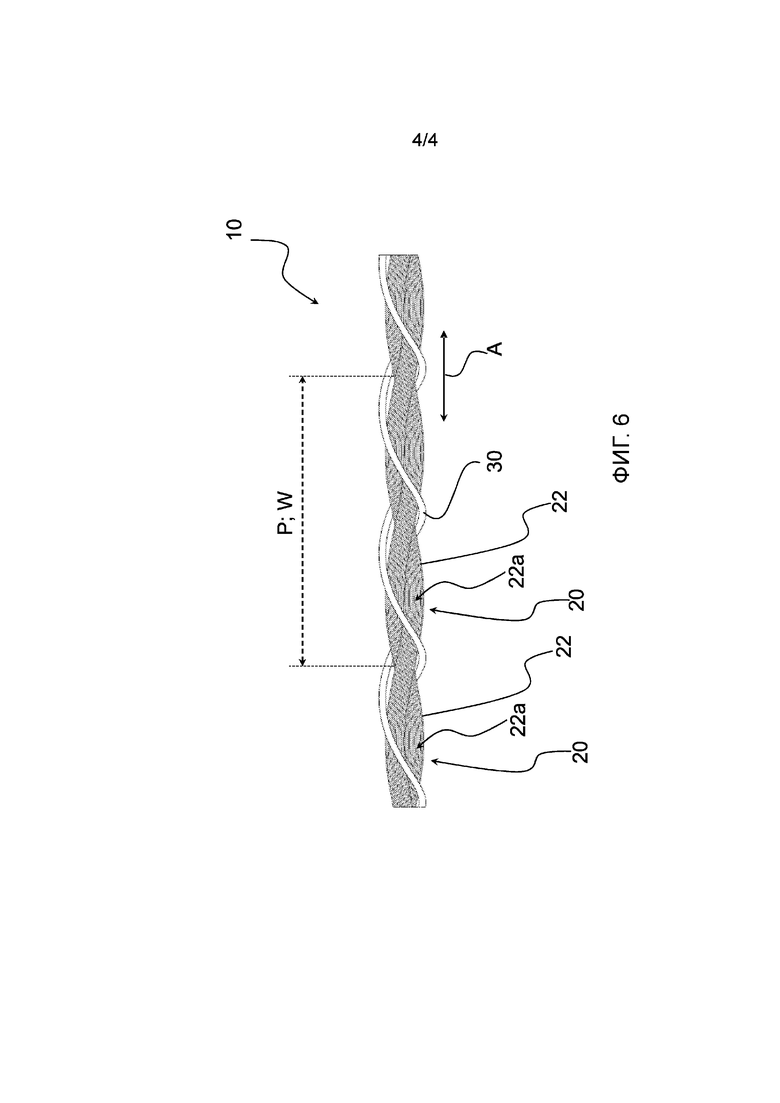
фиг. 6 - схематический вид сбоку участка гибридного армирующего корда по второму варианту осуществления, используемого в шине с фиг.1.
Для простоты фиг.1 показывает только часть варианта осуществления шины 100 в соответствии с настоящим изобретением, при этом остальная часть, которая не показана, по существу идентична и расположена симметрично по отношению к экваториальной плоскости М-М шины.
Шина 100, показанная на фиг.1, представляет собой, в частности, вариант осуществления шины для четырехколесных транспортных средств.
Шина 100 предпочтительно представляет собой шину с высокими эксплуатационными характеристиками (НР) или сверхвысокими эксплуатационными характеристиками (UHP) для спортивных автомобилей и/или автомобилей с высокими или сверхвысокими эксплуатационными характеристиками.
На фиг.1 “a” обозначает аксиальное направление, “c” обозначает радиальное направление, “M-M” обозначает экваториальную плоскость шины 100 и “R-R” обозначает ось вращения шины 100.
Шина 100 содержит по меньшей мере одну опорную конструкцию 100а и в радиально наружном месте по отношению к опорной конструкции 100а протекторный браслет 109, изготовленный из эластомерного материала.
Опорная конструкция 100а содержит каркасную конструкцию 101, содержащую, в свою очередь, по меньшей мере один слой 111 каркаса.
В дальнейшем для простоты представления будет сделана ссылка на вариант осуществления шины 100, содержащей один слой 111 каркаса. Однако следует понимать, что то, что описано, имеет аналогичное применение в шинах, содержащих более одного слоя каркаса.
Слой 111 каркаса имеет концевые края, противоположные в аксиальном направлении и контактно взаимодействующие с соответствующими кольцевыми фиксирующими конструкциями 102, называемыми сердечниками бортов, возможно, соединенными с эластомерным наполнителем 104. Зона шины 100, содержащая сердечник 102 борта и возможный эластомерный наполнитель 104, образует кольцевую упрочняющую конструкцию 103, называемую «бортовой конструкцией» и предназначенную для обеспечения возможности удерживания/фиксации шины 100 на соответствующем непоказанном монтажном ободе.
Слой 111 каркаса содержит множество армирующих кордов 10’, покрытых эластомерным материалом или заделанных в матрицу из эластомерного материала, подвергнутого сшиванию.
Каркасная конструкция 101 представляет собой конструкцию радиального типа, то есть армирующие корды 10’ расположены в плоскостях, содержащих ось R-R вращения шины 100 и по существу перпендикулярных к экваториальной плоскости М-М шины 100.
Каждая кольцевая упрочняющая конструкция 103 соединена с каркасной конструкцией 101 посредством загибания (или заворота) противоположных концевых краев данного по меньшей мере одного слоя 111 каркаса вокруг сердечника 102 борта и возможного эластомерного наполнителя 104 для образования так называемых заворотов 101а каркасной конструкции 101.
В варианте осуществления соединение между каркасной конструкцией 101 и кольцевой упрочняющей конструкцией 103 может выполняться посредством второго слоя каркаса (не показанного на фиг.1), наложенного в радиально наружном месте по отношению к слою 111 каркаса.
Лента 105, противодействующая абразивному износу, расположена в зоне каждой кольцевой упрочняющей конструкции 103 для окружения кольцевой упрочняющей конструкции 103 вдоль аксиально внутренней, аксиально наружной и радиально внутренней зон кольцевой упрочняющей конструкции 103, таким образом, данная лента 105 будет расположена между кольцевой упрочняющей конструкцией 103 и ободом колеса, когда шина 100 установлена на ободе. Однако такая лента 105, противодействующая абразивному износу, может быть не предусмотрена.
Опорная конструкция 100а содержит в радиально наружном месте по отношению к каркасной конструкции 101 брекерную конструкцию 106 с перекрещивающимися кордами, содержащую по меньшей мере два брекерных слоя 106а, 106b, наложенных друг на друга в радиальном направлении.
Брекерные слои 106а, 106b соответственно содержат множество армирующих кордов 10а, 10b. Такие армирующие корды 10а, 10b имеют ориентацию с наклоном относительно направления вдоль окружности шины 100 или относительно экваториальной плоскости М-М шины 100 под углом в диапазоне между приблизительно 15° и приблизительно 45°, предпочтительно между приблизительно 20° и приблизительно 40°. Например, такой угол равен приблизительно 30°.
Опорная конструкция 100а также может содержать дополнительный брекерный слой (непоказанный), расположенный между каркасной конструкцией 101 и брекерным слоем, самым близким к центру в радиальном направлении из вышеупомянутых брекерных слоев 106а, 106b, и содержащий множество армирующих кордов, имеющих ориентацию с наклоном относительно направления вдоль окружности шины 100 или относительно экваториальной плоскости М-М шины 100 под углом, равным приблизительно 90°.
Опорная конструкция 100а также может содержать дополнительный брекерный слой (непоказанный), расположенный в радиально наружном месте по отношению к брекерному слою, наиболее удаленному от центра в радиальном направлении из вышеупомянутых брекерных слоев 106а, 106b, и содержащий множество армирующих кордов, имеющих ориентацию с наклоном относительно направления вдоль окружности шины 100 или относительно экваториальной плоскости М-М шины 100 под углом в диапазоне между приблизительно 20° и приблизительно 70°.
Армирующие корды 10а, 10b брекерного слоя 106а, 106b параллельны друг другу и имеют ориентацию с перекрещиванием относительно армирующих кордов другого брекерного слоя 106b, 106а.
В шинах со сверхвысокими эксплуатационными характеристиками брекерная конструкция 106 может представлять собой брекерную конструкцию с перекрещивающимися кордами и с заворотом. Такая брекерная конструкция образована посредством размещения по меньшей мере одного брекерного слоя на опорном элементе и загибания противоположных боковых концевых краев указанного по меньшей мере одного брекерного слоя. Предпочтительно сначала первый брекерный слой накладывают на опорный элемент, затем опорный элемент раздвигают в радиальном направлении, после этого второй брекерный слой накладывают на первый брекерный слой, и в завершение противоположные в аксиальном направлении, концевые края первого брекерного слоя загибают поверх второго брекерного слоя для по меньшей мере частичного закрывания второго брекерного слоя, который представляет собой слой, наиболее удаленный от центра в радиальном направлении. В некоторых случаях третий брекерный слой может быть размещен на втором брекерном слое. Загибание противоположных в аксиальном направлении, концевых краев брекерного слоя поверх другого брекерного слоя, расположенного в радиально наружном месте, предпочтительно обеспечивает придание большей способности к реагированию и чувствительности шины при движении на повороте.
Опорная конструкция 100а содержит в радиально наружном месте по отношению к брекерной конструкции 106 с перекрещивающимися кордами по меньшей мере один упрочняющий слой 106 с, имеющий корды, расположенные под углом, составляющим нуль градусов, и широко известный как «брекер с кордами, расположенными под углом, составляющим нуль градусов». Он содержит армирующие корды 10 с, ориентированные по существу в направлении вдоль окружности. Таким образом, такие армирующие корды 10 с образуют угол, составляющий несколько градусов (как правило, составляющий менее приблизительно 10°, например, находящийся в диапазоне между приблизительно 0° и 6°), относительно экваториальной плоскости М-М шины 100.
Армирующие корды 10а, 10b, 10 с покрыты эластомерным материалом или заделаны в матрицу из эластомерного материала, подвергнутого сшиванию.
Протекторный браслет 109, изготовленный из эластомерного материала, наложен в радиально наружном месте по отношению к упрочняющему слою 106 с с кордами, расположенными под углом, составляющим нуль градусов, подобно другим составляющим полуфабрикатам шины 100.
Соответствующие боковины 108, изготовленные из эластомерного материала, также наложены на боковые поверхности каркасной конструкции 101 в аксиально наружном месте по отношению к самóй каркасной конструкции 101. Каждая боковина 108 проходит от одного из боковых краев протекторного браслета 109 до соответствующей кольцевой упрочняющей конструкции 103.
Лента 105, противодействующая абразивному износу, в случае, если она предусмотрена, проходит по меньшей мере до соответствующей боковины 108.
В некоторых конкретных вариантах осуществления, подобных варианту осуществления, показанному и описанному в данном документе, жесткость боковины 108 может быть повышена посредством выполнения слоя 120, придающего жесткость, который общеизвестен как «крыльевая лента» или дополнительная лентообразная вставка и который предназначен для повышения жесткости и целостности кольцевой упрочняющей конструкции 103 и боковины 108.
Крыльевая лента 120 намотана вокруг соответствующего сердечника 102 борта и эластомерного наполнителя 104 так, чтобы она по меньшей мере частично окружала кольцевую упрочняющую конструкцию 103. В частности, крыльевая лента 120 окружает кольцевую упрочняющую конструкцию 103 вдоль аксиально внутренней, аксиально наружной и радиально внутренней зон кольцевой упрочняющей конструкции 103.
Крыльевая лента 120 расположена между загнутым концевым краем слоя 111 каркаса и соответствующей кольцевой упрочняющей конструкцией 103. Крыльевая лента 120 обычно находится в контакте со слоем 111 каркаса и кольцевой упрочняющей конструкцией 103.
В некоторых конкретных вариантах осуществления, подобных варианту осуществления, показанному и описанному в данном документе, бортовая конструкция 103 также может содержать дополнительный слой 121, придающий жесткость, который общеизвестен под названием/термином «бортовая лента» или защитная полоска и который предназначен для повышения жесткости и целостности кольцевой упрочняющей конструкции 103.
Бортовая лента 121 соединена с соответствующим загнутым концевым краем слоя 111 каркаса в аксиально наружном месте по отношению к соответствующей кольцевой упрочняющей конструкции 103 и проходит в радиальном направлении по направлению к боковине 108 и протекторному браслету 109.
Крыльевая лента 120 и бортовая лента 121 содержат армирующие корды 10d (на приложенной фигуре армирующие корды крыльевой ленты 120 не видны), покрытые эластомерным материалом или заделанные в матрицу из эластомерного материала, подвергнутого сшиванию.
Протекторный браслет 109 имеет в его радиально наружном месте поверхность 109а качения, предназначенную для контакта с грунтом. Поверхность 109а качения имеет окружные канавки (не показанные на фиг.1), образованные на ней, которые соединены поперечными бороздками (не показанными на фиг.1) для образования на поверхности 109а качения множества блоков разных форм и размеров (не показанных на фиг.1).
Подслой 107 расположен между брекерной конструкцией 106 с перекрещивающимися кордами и протекторным браслетом 109.
В некоторых конкретных вариантах осуществления, подобных варианту осуществления, показанному и описанному в данном документе, полоска 110, состоящая из эластомерного материала, общеизвестная как «минибоковина», возможно, может быть предусмотрена в зоне соединения между боковинами 108 и протекторным браслетом 109. Минибоковину 110, как правило, получают посредством экструзии вместе с протекторным браслетом 109, и минибоковина 110 позволяет улучшить механическое взаимодействие между протекторным браслетом 109 и боковинами 108.
Концевая часть боковины 108 предпочтительно непосредственно закрывает боковой край протекторного браслета 109.
В случае бескамерных шин слой 112 резины, общеизвестный как «герметизирующий слой», также может быть предусмотрен в радиально внутреннем месте по отношению к слою 111 каркаса для обеспечения необходимой непроницаемости по отношению к воздуху, которым накачана шина 100.
По меньшей мере некоторые из армирующих кордов 10’ (предпочтительно все армирующие корды 10’, предусмотренные в слое 111 каркаса) и/или армирующих кордов 10а, 10b (предпочтительно все армирующие корды 10а, предусмотренные в брекерном слое 106а, и все армирующие корды 10b, предусмотренные в брекерном слое 106b, даже в случае, когда брекерная конструкция 106 представляет собой брекерную конструкцию с перекрещивающимися кордами и с заворотом) и/или армирующих кордов 10 с крыльевой ленты 120 и/или бортовой ленты 121 представляют собой гибридные армирующие корды 10 такого типа, как показанные на фиг.2-6 и описанные ниже.
С другой стороны, армирующие корды 10 с предпочтительно представляют собой негибридные армирующие корды, то есть они образованы из одного текстильного материала, предпочтительно арамида или нейлона.
Как показано на фиг.2-4, гибридный армирующий корд 10 содержит две комплексные нити 20, скрученные вместе с заданным шагом Р скручивания.
Две комплексные нити 20 предпочтительно идентичны друг другу. Следовательно, в дальнейшем будет описана только одна из них.
Как показано на фиг.3 и 4, комплексная нить 20 содержит одну монофиламентную текстильную нить 21 и одну мультифиламентную текстильную нить 22, образованную множеством волокон 22а. Однако каждая комплексная нить 20 может содержать более одной монофиламентной текстильной нити 21 и более одной мультифиламентной текстильной нити 22.
В любом поперечном сечении армирующего корда 10 монофиламентная текстильная нить 21 введена в непрерывные волокна 22а мультифиламентной текстильной нити 22.
В варианте осуществления, показанном на фиг.3 и 4, монофиламентная текстильная нить 21 в любом поперечном сечении армирующего корда 10 полностью введена в непрерывные волокна 22а мультифиламентной текстильной нити 22, и, следовательно, вышеупомянутые непрерывные волокна 22 расположены вокруг монофиламентной текстильной нити 21 так, что они полностью окружают монофиламентную текстильную нить 21.
Следовательно, на фиг.2 монофиламентная текстильная нить 21 не видна, поскольку она полностью закрыта непрерывными волокнами мультифиламентной текстильной нити 22.
Несмотря на то, что вариант осуществления по фиг.2-4 (а также, как будет видно в дальнейшем, вариант осуществления по фиг.5 и фиг.6), в котором монофиламентная текстильная нить 21 в любом поперечном сечении армирующего корда 10 полностью введена в непрерывные волокна 22а мультифиламентной текстильной нити 22, является особенно предпочтительным, в равной степени предпочтительны варианты осуществления, в которых в любом поперечном сечении армирующего корда 10 монофиламентная текстильная нить 21 только частично введена в непрерывные волокна 22а мультифиламентной текстильной нити 22, и, в частности, те варианты осуществления, в которых по меньшей мере 50% наружной поверхности монофиламентной текстильной нити 21 «введены» в непрерывные волокна 22а мультифиламентной текстильной нити 22.
Монофиламентная текстильная нить 21 проходит вдоль продольного направления А, показанного на фиг.2.
Взаимное расположение монофиламентной текстильной нити 21 и непрерывных волокон 22а мультифиламентной текстильной нити 22 вдоль продольного направления А может быть таким, что монофиламентная текстильная нить 21 будет проходить по существу параллельно непрерывным волокнам 22а мультифиламентной текстильной нити 22, как показано на фиг.4, или таким, что непрерывные волокна 22а мультифиламентной текстильной нити 22 будут намотаны по спирали на монофиламентную текстильную нить 21 с заданным шагом W намотки, который предпочтительно равен шагу Р скручивания.
В этом последнем случае направление скручивания двух комплексных нитей 20 предпочтительно такое же, как направление намотки непрерывных волокон 22а мультифиламентной текстильной нити 22 на монофиламентную текстильную нить 21, но можно предусмотреть противоположные направления.
Шаг Р скручивания предпочтительно находится в диапазоне между приблизительно 1 мм и приблизительно 20 мм, более предпочтительно между приблизительно 2 мм и приблизительно 15 мм, например, равен приблизительно 12,5 мм.
Фиг. 5 показывает вариант осуществления гибридного армирующего корда 10, который отличается от гибридного армирующего корда 10, показанного на фиг.2 и 3, только тем, что монофиламентная текстильная нить 21 закручена сама по себе с заданным шагом Т закручивания.
Шаг Т закручивания предпочтительно равен шагу Р скручивания.
Направление закручивания монофиламентной текстильной нити 21 может быть таким же, как направление скручивания двух комплексных нитей 20, или противоположным ему.
Монофиламентная текстильная нить 21 образована из волокон из алифатических полиамидов, например, нейлона 6, нейлона 6.6, нейлона 4.6, нейлона 4.10, нейлона 10.10, нейлона 11, нейлона 12, нейлона 6.10, нейлона 6.12, или из волокон из сложных полиэфиров, например, полибутилентерефталата (ПБТ), полиэтилентерефталата (ПЭТ), полиэтиленизофталата (PEI), или из волокон из полиарилэфиркетонов, например, полиэфирэфиркетона (ПЭЭК), или из их смесей.
Непрерывные волокна 22а мультифиламентной текстильной нити 22 образованы из волокон из ароматических полиамидов или из волокон из алифатических полиамидов, например, нейлона 6, нейлона 6.6, нейлона 4.6, нейлона 4.10, нейлона 10.10, нейлона 11, нейлона 12, нейлона 6.10, нейлона 6.12, или из волокон из сложных полиэфиров, например, полибутилентерефталата (ПБТ), полиэтилентерефталата (ПЭТ), полиэтиленизофталата (PEI), или из волокон из поликетонов, или из волокон из поливиниловых спиртов, или из целлюлозных волокон, например, гидратцеллюлозных волокон или волокон лиоцелл, или из стекловолокон или углеродных волокон, или из любой смеси вышеупомянутых волокон, или из совокупностей смешанных волокон, содержащих два или более из материалов, перечисленных ранее. Такие совокупности смешанных волокон в дальнейшем упоминаются как «смешанные волокна».
В случае «смешанных волокон» волокна, образующие непрерывные волокна 22а, могут, например, содержать:
- 50% арамидных волокон с линейной плотностью, равной приблизительно 1100 дтекс, и 50% полиэтилентерефталатных (ПЭТ) волокон с линейной плотностью, равной приблизительно 1100 дтекс (такая совокупность упоминается в дальнейшем как «смешанные волокна с линейной плотностью 2200 дтекс»);
- 43% арамидных волокон с линейной плотностью, равной приблизительно 840 дтекс, и 57% полиэтилентерефталатных (ПЭТ) волокон с линейной плотностью, равной приблизительно 1100 дтекс (такая совокупность упоминается в дальнейшем как «смешанные волокна с линейной плотностью 1940 дтекс»);
- 33% арамидных волокон с линейной плотностью, равной приблизительно 550 дтекс, и 67% полиэтилентерефталатных (ПЭТ) волокон с линейной плотностью, равной приблизительно 1100 дтекс (такая совокупность упоминается в дальнейшем как «смешанные волокна с линейной плотностью 1650 дтекс»).
Независимо от конкретного типа текстильного материала, используемого для непрерывных волокон 22а мультифиламентной текстильной нити 22, такой материал соответственно подвергают обработке для придания способности к адгезионному сцеплению, чтобы он стал адгезивным на поверхности для обеспечения надлежащей способности к адгезионному сцеплению с окружающим эластомерным материалом. Как правило, придание способности к адгезионному сцеплению может выполняться посредством нанесения покрытия из адгезивного вещества или посредством химической или физической обработки.
Например, придание способности к адгезионному сцеплению осуществляют посредством погружения гибридного армирующего корда 10 в раствор, содержащий адгезивное вещество, после скручивания вместе двух комплексных нитей 20.
Монофиламентная текстильная нить 21 предпочтительно имеет диаметр в диапазоне между приблизительно 0,10 мм и приблизительно 0,70 мм, более предпочтительно между приблизительно 0,15 мм и приблизительно 0,50 мм, который также зависит от материала, из которого она образована, и той зоны шины 100, в которой размещен гибридный армирующий корд 10.
Мультифиламентная текстильная нить 22 предпочтительно имеет линейную плотность в диапазоне между приблизительно 400 дтекс и приблизительно 4000 дтекс, предпочтительно между приблизительно 800 дтекс и приблизительно 2500 дтекс, которая также зависит от материала, из которого образована мультифиламентная текстильная нить 22, и той зоны шины 100, в которой размещен гибридный армирующий корд 10.
В конкретных вариантах осуществления только армирующие корды 10’, а не армирующие корды 10а, 10b и 10d, или наоборот, представляют собой гибридные армирующие корды 10 вышеописанного типа.
В других конкретных вариантах осуществления только армирующие корды 10а, а не армирующие корды 10’, 10b, 10d, или наоборот, представляют собой гибридные армирующие корды 10 вышеописанного типа.
В некоторых вариантах осуществления только армирующие корды 10а и/или 10b, а не армирующие корды 10’ и 10d, представляют собой гибридные армирующие корды 10 вышеописанного типа.
В других дополнительных вариантах осуществления только армирующие корды 10d, а не армирующие корды 10’, 10а и/или 10b, представляют собой гибридные армирующие корды 10 вышеописанного типа.
Когда армирующие корды 10d представляют собой гибридные армирующие корды 10 вышеописанного типа, такие гибридные армирующие корды 10 могут быть использованы только в крыльевой ленте 120 (если она предусмотрена и когда бортовая лента не предусмотрена или предусмотрена и содержит негибридные армирующие корды), только в бортовой ленте 121 (если она предусмотрена и когда бортовая лента не предусмотрена или предусмотрена и содержит негибридные армирующие корды), или как в крыльевой ленте 120, так и в бортовой ленте 121 (если предусмотрены обе).
Фиг. 6 показывает вариант осуществления гибридного армирующего корда 10, который отличается от гибридного армирующего корда 10 по предыдущим фигурам только тем, что гибридный армирующий корд 10 также содержит металлическую проволоку 30, намотанную по спирали вокруг двух комплексных нитей 20, скрученных вместе.
В показанном варианте осуществления направление намотки металлической проволоки 30 противоположно направлению скручивания двух комплексных нитей 20.
Намотка металлической проволоки 30 имеет шаг намотки, предпочтительно находящийся в диапазоне между приблизительно 2 мм и приблизительно 10 мм, более предпочтительно между приблизительно 3,5 мм и приблизительно 5 мм, например, равный приблизительно 4 мм.
Заявитель изготовил некоторые образцы гибридных армирующих кордов 10 для каркасной конструкции 101, для брекерной конструкции 106 с перекрещивающимися кордами и для придающих жесткость слоев 120, 121 шины 100 по настоящему изобретению.
Был изготовлен гибридный армирующий корд 10, предназначенный для использования в каркасной конструкции 101 шины 100 такого типа, как показанная на фиг.1, и, следовательно, предназначенной для использования в автомобилях с высокими и сверхвысокими эксплуатационными характеристиками, определенных выше, и содержащий две комплексные нити 20, скрученные вместе, каждая из которых содержит монофиламентную текстильную нить 21, образованную из нейлона и имеющую диаметр, равный приблизительно 0,23 мм, и мультифиламентную текстильную нить 22, образованную из нейлона и имеющую линейную плотность, равную приблизительно 940 дтекс.В дальнейшем такой корд обозначен 2x(Ny 0,23 mm+Ny 940 dTex).
Был изготовлен гибридный армирующий корд 10, предназначенный для использования в каркасной конструкции шины, предназначенной для использования в спортивных мотоциклах с высокими эксплуатационными характеристиками, и содержащий две комплексные нити 20, скрученные вместе, каждая из которых содержит монофиламентную текстильную нить 21, образованную из нейлона и имеющую диаметр, равный приблизительно 0,23 мм, и мультифиламентную текстильную нить 22, образованную из арамида и имеющую линейную плотность, равную приблизительно 1100 дтекс.В дальнейшем такой гибридный армирующий корд 10 обозначен 2x(Ny 0,23 mm+Ar 1100 dTex).
Еще один пример гибридного армирующего корда 10, изготовленного Заявителем и предназначенного предпочтительно для применения в каркасной конструкции шин автомобилей с высокими и сверхвысокими эксплуатационными характеристиками и/или спортивных мотоциклов с высокими эксплуатационными характеристиками, представляет собой корд 2x(Ny 0,21 mm+Ny 1400 dTex), то есть он содержит две комплексные нити 20, скрученные вместе, каждая из которых содержит монофиламентную текстильную нить 21, образованную из нейлона и имеющую диаметр, равный приблизительно 0,21 мм, и мультифиламентную текстильную нить 22, образованную из нейлона и имеющую линейную плотность, равную приблизительно 1400 дтекс.
Был изготовлен гибридный армирующий корд 10, предназначенный для использования в брекерной конструкции 106 с перекрещивающимися кордами шины 100 такого типа, как показанная на фиг.1, и, следовательно, предназначенной для использования в автомобилях с высокими и сверхвысокими эксплуатационными характеристиками, определенных выше, и содержащий две комплексные нити 20, каждая из которых содержит монофиламентную текстильную нить 21, образованную из ПЭТ и имеющую диаметр, равный приблизительно 0,30 мм, и мультифиламентную текстильную нить 22, образованную из арамида и имеющую линейную плотность, равную приблизительно 1680 дтекс.В дальнейшем такой гибридный армирующий корд 10 обозначен 2x(PET 0,30 mm+Ar 1680 dTex).
Был изготовлен гибридный армирующий корд 10, также предназначенный для использования в брекерной конструкции 106 с перекрещивающимися кордами шины 100 такого типа, как показанная на фиг.1, и содержащий три комплексные нити 20, скрученные вместе, каждая из которых содержит монофиламентную текстильную нить 21, образованную из ПЭТ и имеющую диаметр, равный приблизительно 0,40 мм, и мультифиламентную текстильную нить 22, образованную из арамида и имеющую линейную плотность, равную приблизительно 1110 дтекс.В дальнейшем такой гибридный армирующий корд 10 обозначен 3x(PET 0,40 mm+Ar 1110 dTex).
Заявитель также изготовил армирующие корды 10 для слоя 121 шины 100, придающего жесткость. Такие армирующие корды 10 имеют такую же конструкцию и изготовлены из тех же материалов, которые описаны выше для брекерной конструкции 106 с перекрещивающимися кордами.
СРАВНИТЕЛЬНЫЕ ИСПЫТАНИЯ
Для некоторых из армирующих кордов 10, описанных выше, Заявитель выполнил испытания для сравнения с обычными армирующими кордами. Некоторые из подобных испытаний рассмотрены ниже.
Было выполнено испытание для измерения гистерезиса (энергии, рассеянной в результате трения между монофиламентными нитями/непрерывными волокнами) имеющего длину 200 мм куска гибридного армирующего корда типа 2x(Ny 0,23 mm+Ny 940 dTex) в сравнении с гистерезисом имеющего длину 200 мм куска обычного армирующего корда, изготовленного посредством скручивания вместе двух комплексных нитей из нейлона с линейной плотностью 1400 дтекс.
Оба куска, описанных выше, были подвергнуты 100 циклам растяжения и сжатия посредством динамометра Zwick, при этом вышеупомянутые куски подвергались воздействию нагрузки, увеличивающейся до 12 Н, между максимальным относительным удлинением, составляющим 1,5% (эквивалентным 3 мм), и минимальным относительным удлинением, составляющим 0,5% (эквивалентным 1 мм), при применяемой скорости растяжения/сжатия, равной 50 мм/мин. Среднее значение из значений, полученных при выполненных измерениях, дало в качестве значения, характеризующего рассеянную энергию, значение, равное 2,45 для обычного армирующего корда и равное 2,24 для гибридного армирующего корда типа 2x(Ny 0,23 mm+Ny 940 dTex), что подтверждает лучшее поведение гибридного армирующего корда по изобретению при гистерезисе по сравнению с обычным армирующим кордом, содержащим только мультифиламентную текстильную нить. Это обуславливает целесообразность использования гибридного армирующего корда типа 2x(Ny 0,23 mm+Ny 940 dTex) в каркасной конструкции шины.
Гибридный армирующий корд типа 2x(Ny 0,23 mm+Ny 940 dTex) также был подвергнут сравнительному испытанию для определения его изгибной жесткости (то есть способности выдерживать изгибающие нагрузки). Для этого были изготовлены образец из вулканизированного эластомерного материала, содержащего множество гибридных армирующих кордов типа 2x(Ny 0,23 mm+Ny 940 dTex) с плотностью, равной 108 кордов на 1 дм, и образец из вулканизированного эластомерного материала, содержащего множество обычных армирующих кордов, каждый из которых содержит две комплексные нити из нейлона с линейной плотностью 1400 дтекс, с плотностью, равной 112 кордов на 1 дм.
Оба образца, описанных выше, были подвергнуты испытанию жесткости по разрушению кольца следующим образом: образцы были согнуты и сварены для создания соответствующих колец с диаметром 80 мм. Такие образцы были подвергнуты исходному предварительному растяжению под нагрузкой 0,5 Н и сдавливанию, характеризующемуся значением 25 мм, при скорости сжатия, составляющей 100 мм/мин.
Образец, содержащий гибридные армирующие корды типа 2x(Ny 0,23 mm+Ny 940 dTex), выдержал максимальное усилие, составляющее 0,282 Н, в то время как образец, содержащий обычные армирующие корды, выдержал максимальное усилие, составляющее 0,243 Н, что подтверждает лучшие характеристики гибридного армирующего корда по изобретению, связанные с изгибной жесткостью, по сравнению с обычным армирующим кордом, содержащим только мультифиламентную текстильную нить. Это обуславливает целесообразность использования гибридного армирующего корда типа 2x(Ny 0,23 mm+Ny 940 dTex) в каркасной конструкции шины.
Заявитель также выполнил сравнительные испытания для определения изгибной жесткости гибридного армирующего корда типа 2x(PET 0,3 mm+Ar 1680 dTex) в сравнении с обычным армирующим кордом. Для этого были изготовлены образец из вулканизированного эластомерного материала, содержащего множество гибридных армирующих кордов типа 2x(PET 0,30 mm+Ar 1680 dTex) с плотностью, равной 70 кордов на 1 дм (7 кордов в 1 см), и образец из вулканизированного эластомерного материала, содержащего множество обычных металлических армирующих кордов, каждый из которых содержит 3 стальные проволоки с диаметром 0,22 мм, скрученные вместе, при этом образец, указанный последним, содержал 11 кордов в 1 см.
Оба образца, описанных выше, были подвергнуты испытанию жесткости по разрушению кольца, описанному выше.
Образец, содержащий гибридные армирующие корды типа 2x(PET 0,30 mm+Ar 1680 dTex), выдержал максимальное усилие, составляющее приблизительно 3,2 Н, в то время как образец, содержащий обычные металлические армирующие корды, выдержал максимальное усилие, составляющее приблизительно 2,3 Н, что подтверждает лучшие характеристики гибридного армирующего корда по изобретению, связанные с изгибной жесткостью, по сравнению с обычным армирующим кордом. Это обуславливает целесообразность использования гибридного армирующего корда типа 2x(PET 0,30 mm+Ar 1680 dTex) в брекерной конструкции шины, а также в бортовой ленте и/или крыльевой ленте.
Настоящее изобретение было описано со ссылкой на некоторые предпочтительные варианты осуществления. Различные изменения могут быть выполнены для вариантов осуществления, описанных выше, при этом они по-прежнему остаются в пределах объема охраны изобретения, который определяется нижеприведенной формулой изобретения.


Шина содержит опорную конструкцию и протекторный браслет, расположенный в радиально наружном месте по отношению к опорной конструкции. Опорная конструкция содержит множество гибридных армирующих кордов (10). Каждый из гибридных армирующих кордов (10) имеет по меньшей мере две комплексные нити (20), скрученные вместе с заданным шагом (Р) скручивания. Каждая из указанных по меньшей мере двух комплексных нитей (20) содержит по меньшей мере одну монофиламентную текстильную нить (21) и по меньшей мере одну мультифиламентную текстильную нить (22), содержащую множество текстильных непрерывных волокон (22а). В любом поперечном сечении гибридного армирующего корда (10) указанная по меньшей мере одна монофиламентная текстильная нить (21) по меньшей мере частично введена в непрерывные волокна (22а) указанной по меньшей мере одной мультифиламентной текстильной нити (22). Технический результат – улучшение эксплуатационных качеств шины. 2 н. и 14 з.п. ф-лы, 6 ил.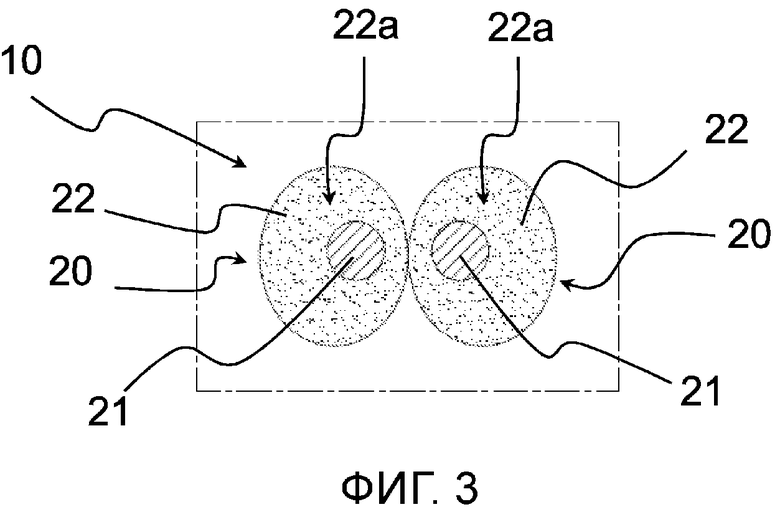
1. Шина (100) для колес транспортных средств, содержащая опорную конструкцию (100а) и протекторный браслет (109), расположенный в радиально наружном месте по отношению к опорной конструкции (100а), при этом опорная конструкция (100а) содержит множество гибридных армирующих кордов (10), причем каждый из гибридных армирующих кордов (10) имеет по меньшей мере две комплексные нити (20), скрученные вместе с заданным шагом (Р) скручивания, при этом каждая из указанных по меньшей мере двух комплексных нитей (20) содержит:
- по меньшей мере одну монофиламентную текстильную нить (21);
- по меньшей мере одну мультифиламентную текстильную нить (22), содержащую множество текстильных непрерывных волокон (22а),
причем в любом поперечном сечении гибридного армирующего корда (10) указанная по меньшей мере одна монофиламентная текстильная нить (21) по меньшей мере частично введена в непрерывные волокна (22а) указанной по меньшей мере одной мультифиламентной текстильной нити (22).
2. Шина (100) по п.1, в которой в любом поперечном сечении гибридного армирующего корда (10) по меньшей мере 50% наружной поверхности монофиламентной текстильной нити (21) введены в непрерывные волокна (22а) указанной по меньшей мере одной мультифиламентной текстильной нити (22).
3. Шина (100) по п.1 или 2, в которой указанная по меньшей мере одна монофиламентная текстильная нить (21) закручена сама по себе с заданным первым шагом (Т) закручивания.
4. Шина (100) по п.3, в которой первый шаг (Т) закручивания равен заданному шагу (Р) скручивания.
5. Шина (100) по любому из предшествующих пунктов, в которой указанная по меньшей мере одна мультифиламентная текстильная нить (22) по существу параллельна указанной по меньшей мере одной монофиламентной текстильной нити (21).
6. Шина (100) по любому из пп.1-4, в которой непрерывные волокна (22а) указанной по меньшей мере одной мультифиламентной текстильной нити (22) намотаны по спирали на указанную по меньшей мере одну монофиламентную текстильную нить (21) с заданным шагом (W) намотки.
7. Шина (100) по п.6, в которой шаг (W) намотки равен шагу (Р) скручивания.
8. Шина (100) по любому из предшествующих пунктов, в которой указанная по меньшей мере одна монофиламентная текстильная нить (21) образована из волокон из алифатических полиамидов, волокон из сложных полиэфиров, волокон из полиарилэфиркетонов или их смесей.
9. Шина (100) по любому из предшествующих пунктов, в которой непрерывные волокна (22а) указанной по меньшей мере одной мультифиламентной текстильной нити (22) образованы из волокон из ароматических полиамидов, волокон из алифатических полиамидов, волокон из сложных полиэфиров, волокон из поликетонов, волокон из поливиниловых спиртов, целлюлозных волокон, стекловолокон, углеродных волокон или их смесей.
10. Шина (100) по любому из предшествующих пунктов, в которой каждая из указанных по меньшей мере двух комплексных нитей (20) содержит одну монофиламентную текстильную нить (21) и одну мультифиламентную текстильную нить (22).
11. Шина (100) по любому из предшествующих пунктов, в которой указанная по меньшей мере одна монофиламентная текстильная нить (21) имеет диаметр в диапазоне между приблизительно 0,10 мм и приблизительно 0,70 мм.
12. Шина (100) по любому из предшествующих пунктов, в которой указанная по меньшей мере одна мультифиламентная текстильная нить (21) имеет линейную плотность в диапазоне между приблизительно 400 дтекс и приблизительно 4000 дтекс.
13. Шина (100) по любому из предшествующих пунктов, в которой опорная конструкция (100а) содержит:
- каркасную конструкцию (101), содержащую по меньшей мере один слой (111) каркаса, имеющий противоположные концевые края (101а), загнутые вокруг соответствующих кольцевых фиксирующих конструкций (102) для образования соответствующих бортовых конструкций (103) на сторонах, противоположных относительно экваториальной плоскости (Х) шины (100);
- брекерную конструкцию (106) с перекрещивающимися кордами, расположенную в радиально наружном месте относительно каркасной конструкции (101) и в радиально внутреннем месте относительно протекторного браслета (109);
при этом указанное множество гибридных армирующих кордов (10) расположено в по меньшей мере одном из:
- каркасной конструкции (101);
- брекерной конструкции (106);
- по меньшей мере один слой (120, 121), придающий жесткость и соединенный с указанным по меньшей мере одним слоем (111) каркаса на соответствующем загнутом концевом крае (101а) или вблизи него.
14. Шина (100) по любому из предшествующих пунктов, в которой по меньшей мере некоторые из гибридных армирующих кордов (10) содержат по меньшей мере одну металлическую проволоку (30), намотанную по спирали вокруг указанных по меньшей мере двух комплексных нитей (20), скрученных вместе.
15. Шина (100) по п.14, в которой указанные по меньшей мере две комплексные нити (20) скручены вместе в соответствии с заданным направлением скручивания, причем указанная по меньшей мере одна металлическая проволока (30) намотана на указанные по меньшей мере две комплексные нити (20), скрученные вместе, с направлением намотки, противоположном указанному заданному направлению скручивания.
16. Гибридный армирующий корд (10), содержащий по меньшей мере две комплексные нити (20), скрученные вместе с заданным шагом (Р) скручивания, при этом каждая из указанных по меньшей мере двух комплексных нитей (20) содержит:
- по меньшей мере одну монофиламентную текстильную нить (21);
- по меньшей мере одну мультифиламентную текстильную нить (22), содержащую множество текстильных непрерывных волокон (22а),
причем в любом поперечном сечении гибридного армирующего корда (10) указанная по меньшей мере одна монофиламентная текстильная нить (21) по меньшей мере частично введена в непрерывные волокна (22а) указанной по меньшей мере одной мультифиламентной текстильной нити (22).
| US 4240486 A, 23.12.1980 | |||
| WO 8000069 A1, 24.01.1980 | |||
| GB 1253216 A, 10.11.1971. |

