Изобретение относится к деревообрабатывающей отрасли промышленности и предназначено для повышения работоспособности ленточных пил в процессе работы путём снижения усталостных циклических напряжений в сварном шве полотна пилы.
Известен способ подготовки дереворежущих пил, предотвращающий концентрацию напряжений в межзубной впадине при шлифовке межзубной впадины предварительным нагревом материала полотна пилы до температуры пластификации (пат. РФ № 2619250 C1, МПК B27B33/00, C21D9/24, 2016).
Недостатком данного способа является то, что он не предотвращает возникновения циклических усталостных напряжений в сварном шве полотна пилы, появления трещин при работе.
Известен способ снижения усталостных напряжений в полотне ленточной пилы формированием в основании впадины каждого зуба пилы зон пластической деформации металла нагревом до температуры предела текучести материала бесконтактно импульсным индукционным способом (пат. РФ № 2677198 C1, МПК C21D9/24, B27B13/00, 2018).
Недостатком данного аналога является то, что он не обеспечивает снижения уровня концентрации усталостных циклических напряжений в сварном шве полотна пилы, что снижает надежность работы пилы.
Известно устройство для тепловой обработки полотна пилы (EP 2896704 В1, МПК C21D9/24, 17.01.2018 г.). Согласно изобретению зубья пилы расположены непосредственно перед корпусами, между корнем зуба и вершиной зуба в продольном направлении полотна ленточной пилы происходит узкополосный нагрев чуть ниже температуры отпуска, при этом время нагрева выбирают таким образом, чтобы в пиле не происходили конверсионные и/или диффузионные процессы. Зубья пилы устанавливаются на место сразу после истечения времени воздействия и затем охлаждаются, в частности, воздухом. Это изобретение наиболее близко к заявленному решению и принято за прототип.
Недостатком прототипа является то, что он не обеспечивает снижение уровня концентрации усталостных циклических напряжений в сварном шве полотна пилы, что снижает надежность работы пилы.
Изобретение направлено на решение задачи снижения изгибной жесткости, уменьшения уровня концентрации усталостных циклических напряжений в полотне пилы в зоне сварного шва и повышение надежности работы инструмента.
Это достигается тем, что в устройстве для тепловой обработки зоны сварного шва полотна ленточной пилы с зубчатой и задней кромкой, содержащем базовую плиту для установки полотна пилы, фиксаторы для фиксирования полотна пилы и нагревательный элемент, выполненный в виде индуцирующего провода, базовая плита выполнена из инертного материала, при этом опорная поверхность базовой плиты выполнена с кривизной, соответствующей радиусу рабочей поверхности приводного шкива ленточнопильного станка, а нагревательный элемент выполнен с возможностью расположения бесконтактно в зоне сварного шва параллельно его оси и нормально к задней кромке пилы по всей ширине полотна пилы с перекрытием зоны тепловой обработки, при этом устройство выполнено с возможностью осуществления отпуска в качестве тепловой обработки зоны сварного шва полотна пилы.
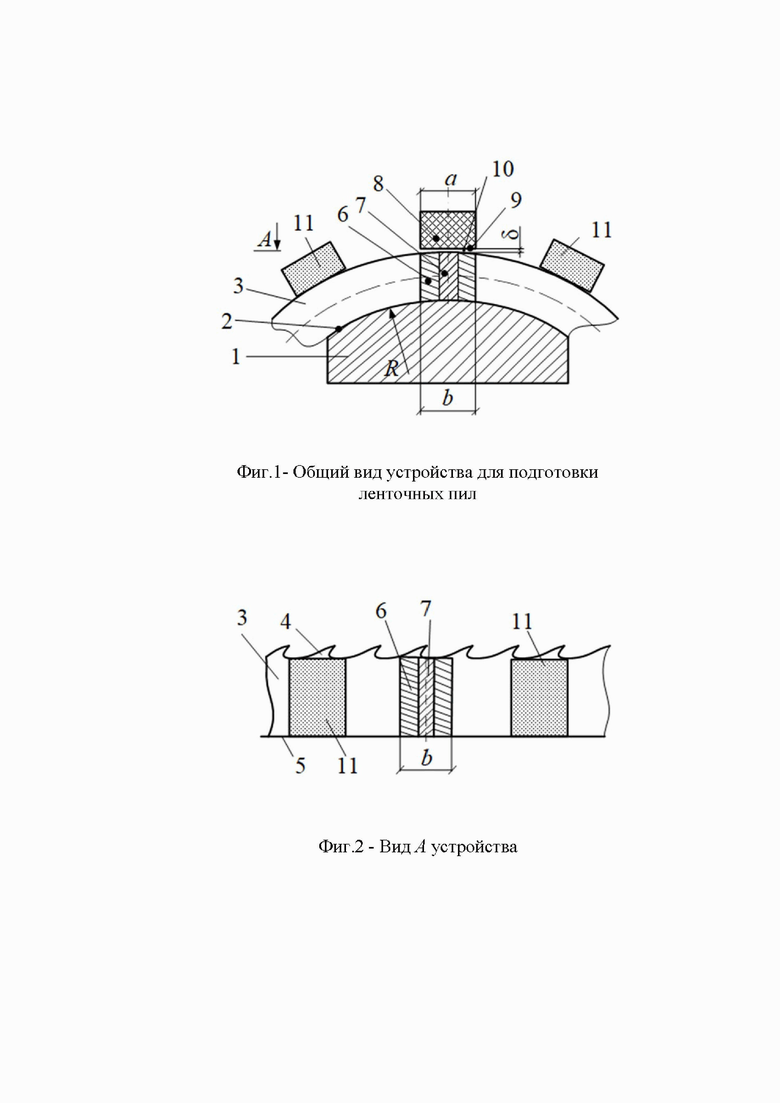
На фиг.1 показан общий вид устройства для тепловой обработки зоны сварного шва полотна ленточной пилы с зубчатой и задней кромкой; на фиг.2 – вид А.
Устройство содержит базовую плиту из инертного материала 1 с опорной поверхностью 2, выполненной с кривизной, соответствующей радиусу рабочей поверхности приводного шкива ленточнопильного станка, ленточную пилу 3, включающую зубчатую 4 и заднюю 5 кромки, зону отпуска 6, включающую сварной шов 7, нагревательный элемент 8 с рабочей поверхностью 9, изменяющийся воздушный зазор 10, фиксаторы 11.
Поле сварного шва ленточной пилы после сварки обладает высокой изгибной жесткостью, определяющей интенсивность накопления усталостных напряжений в полотне пилы. В процессе работы при огибании шкива с радиусом R полотно пилы подвергается циклическим перегибам в поле сварного шва, которые приводят к появлению в полотне пилы полей напряжений растяжения и сжатия и накоплению в полотне пилы усталостных напряжений, появлению трещин и аварийному выходу из строя пилы.
Подготовка пилы после предшествующей механической обработки шлифованием сварного шва осуществляется тепловым воздействием следующим образом: пилу 3 устанавливают на опорную поверхность 2 с кривизной, соответствующей радиусу R рабочей поверхности приводного шкива базовой плиты 1. Нагревательный элемент в виде индуцирующего провода 8 с шириной рабочей поверхности 9 а, равной ширине зоны отпуска 6 b бесконтактно располагают на поверхности полотна в поле сварного шва 7 параллельно его оси нормально к задней кромке 5 пилы по всей ширине полотна с перекрытием зоны отпуска 6 и обеспечивают зазор δ не более 0,1 - 0,2 мм в горизонтальной плоскости между нижней рабочей поверхностью индуцирующего провода 9 и поверхностью пилы в поле сварного шва, закрепляют ленточную пилу фиксаторами 11, включают нагревательный элемент, обеспечивающий прогрев материала в зоне отпуска равномерно на всю толщину полотна до температуры, обеспечивающей перераспределение напряжений в зоне отпуска. Расстояние между поверхностью зоны отпуска и рабочей поверхностью индуцирующего провода плавно увеличивается в направлении от оси сварного шва к периферии зоны отпуска, что обеспечивается кривизной опорной поверхности базовой плиты, при этом происходит нормированное снижение температуры участка пилы в соответствии с изменением величины воздушного зазора в направлении границы зоны отпуска, перераспределение напряжений, идентичное увеличение жесткости и снижение уровня концентрации усталостных напряжений в зоне сварного шва полотна пилы.
Применение заявленного технического решения позволяет снизить изгибную жесткость и уменьшить уровень концентрации усталостных циклических напряжений в полотне пилы в зоне сварного шва и повысить надежность работы инструмента.
| название | год | авторы | номер документа |
|---|---|---|---|
| Ленточная пила | 2019 |
|
RU2718570C1 |
| Способ снижения усталостных напряжений в полотне ленточной пилы | 2018 |
|
RU2677198C1 |
| Устройство для термической правки пильного диска круглой пилы | 2021 |
|
RU2775046C1 |
| УСТРОЙСТВО ДЛЯ ПРЕДОТВРАЩЕНИЯ СХОДА ПОЛОТНА ЛЕНТОЧНОЙ ПИЛЫ СО ШКИВОВ | 2021 |
|
RU2753631C1 |
| Устройство для термической правки пильного диска круглой пилы | 2018 |
|
RU2677449C1 |
| ПИЛЬНЫЙ ШКИВ И БЛОК ПИЛЬНОГО ШКИВА | 2014 |
|
RU2587004C1 |
| УСТРОЙСТВО ДЛЯ СОЗДАНИЯ ТЕРМОПЛАСТИЧЕСКИХ КОНЦЕНТРИРОВАННЫХ НАПРЯЖЕНИЙ В ПОЛОСОВЫХ ПИЛАХ | 2015 |
|
RU2614863C1 |
| Ленточнопильный станок | 1974 |
|
SU496173A1 |
| Устройство для создания термопластических нормированных напряжений в круглой пиле | 2018 |
|
RU2684521C1 |
| ЛЕНТОЧНОПИЛЬНЫЙ СТАНОК | 2012 |
|
RU2547551C2 |
Изобретение относится к устройству для тепловой обработки зоны сварного шва полотна ленточной пилы с зубчатой и задней кромкой. Устройство содержит базовую плиту для установки полотна пилы, фиксаторы для фиксирования полотна пилы и нагревательный элемент, выполненный в виде индуцирующего провода, при этом базовая плита выполнена из инертного материала, а опорная поверхность базовой плиты выполнена с кривизной, соответствующей радиусу рабочей поверхности приводного шкива ленточнопильного станка. Нагревательный элемент выполнен с возможностью расположения бесконтактно в зоне сварного шва параллельно его оси и нормально к задней кромке пилы по всей ширине полотна пилы с перекрытием зоны тепловой обработки, при этом устройство выполнено с возможностью осуществления отпуска в качестве тепловой обработки зоны сварного шва полотна пилы. Технический результат заключается в снижении изгибной жесткости, уменьшении уровня концентрации усталостных циклических напряжений в полотне пилы в зоне сварного шва и повышении надежности работы инструмента. 2 ил.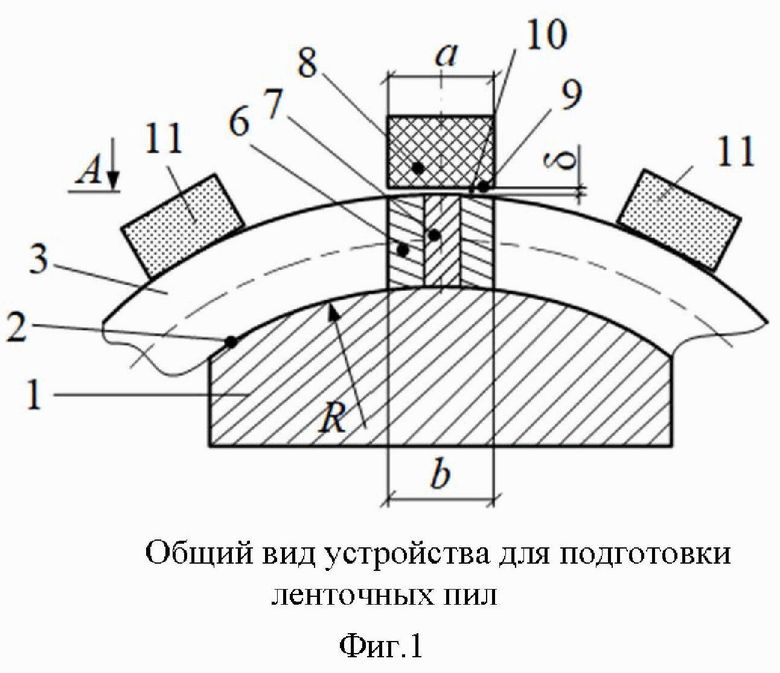
Устройство для тепловой обработки зоны сварного шва полотна ленточной пилы с зубчатой и задней кромкой, содержащее базовую плиту для установки полотна пилы, фиксаторы для фиксирования полотна пилы и нагревательный элемент, выполненный в виде индуцирующего провода, отличающееся тем, что базовая плита выполнена из инертного материала, при этом опорная поверхность базовой плиты выполнена с кривизной, соответствующей радиусу рабочей поверхности приводного шкива ленточнопильного станка, а нагревательный элемент выполнен с возможностью расположения бесконтактно в зоне сварного шва параллельно его оси и нормально к задней кромке пилы по всей ширине полотна пилы с перекрытием зоны тепловой обработки, при этом устройство выполнено с возможностью осуществления отпуска в качестве тепловой обработки зоны сварного шва полотна пилы.
| EP 2896704 B1, 17.01.2018 | |||
| УСТРОЙСТВО ДЛЯ СОЗДАНИЯ ТЕРМОПЛАСТИЧЕСКИХ КОНЦЕНТРИРОВАННЫХ НАПРЯЖЕНИЙ В ПОЛОСОВЫХ ПИЛАХ | 2015 |
|
RU2614863C1 |
| СПОСОБ ПОДГОТОВКИ ДЕРЕВОРЕЖУЩИХ ПИЛ | 2016 |
|
RU2619250C1 |
| Способ снижения усталостных напряжений в полотне ленточной пилы | 2018 |
|
RU2677198C1 |
| Устройство для измерения линейной скорости вращательного движения | 1981 |
|
SU993124A1 |
| US 3435173 A1, 25.03.1969. | |||

