Изобретение может быть использовано в деревообрабатывающей отрасли промышленности и предназначено для повышения работоспособности ленточных пил в процессе работы путём снижения усталостных циклических напряжений в полотне пилы, способствующих развитию трещин.
Известен способ подготовки дереворежущих пил, предотвращающий концентрацию напряжений в межзубной впадине при шлифовке межзубной впадины предварительным нагревом материала полотна пилы до температуры пластификации. (пат. РФ № 2619250 C1, МПК B27B33/00, 2006.01, C21D9/24, 2006.01).
Недостатком данного способа является то, что он предотвращает развитие трещин, возникающих только при шлифовке и не препятствует возникновению циклических усталостных напряжений в полотне пилы и развитию трещин в процессе работы.
Известен способ изготовления пил, включающий заточку зубьев под углом и двустороннюю пластическую деформацию, например, двусторонним вдавливанием штампов или двусторонней прокаткой роликами, создающую в междузубных впадинах сжимающие напряжения, которой подвергают область полотна расположенную в пределах биссектрисы угла заточки и составляющую от касательной не менее одного радиуса закругления междузубной впадины в сторону вершины зуба и не менее двух радиусов в сторону полотна, что предотвращает образование и развитие трещин. (а.с. СССР № 1201072, МПК В 23 D 65/00, 1985).
Недостатком данного способа является то, что он предотвращает развитие трещин при определенном уровне напряжений в межзубной впадине полотна пилы в процессе работы, но не предотвращает накопление усталостных циклических напряжений в зоне межзубной впадины пилы во время работы и образования трещин при достижении уровня усталостных напряжений величины противодействующих сжимающих напряжений, созданных при вальцевании, что снижает эксплуатационную надежность пильного полотна.
Известен способ торможения распространения трещины в полотне пилы созданием в зоне пилы у конца трещины начальных напряжений сжатия путем нагрева участка пилы с центром в конце трещины до температуры 350-550°С, выдерживанием при этой температуре 20-50 с и охлаждением до температуры окружающей среды. (пат. РФ № 2395388 C1, МПК B27 B33/00, 2006.01).
Это устройство принято за прототип. Недостатком прототипа является то, что он предназначен для торможения распространения образовавшихся начальных трещин, сопряжен со сложностью определения координат точки нагрева, трудоемкий, не позволяет обеспечить надежность работы пильного полотна.
Изобретение предназначено для снижения уровня концентрации усталостных циклических напряжений и предотвращения возникновения трещин на участке междузубной впадины зубчатой кромки, увеличения рабочего цикла пилы и повышения надежности работы инструмента.
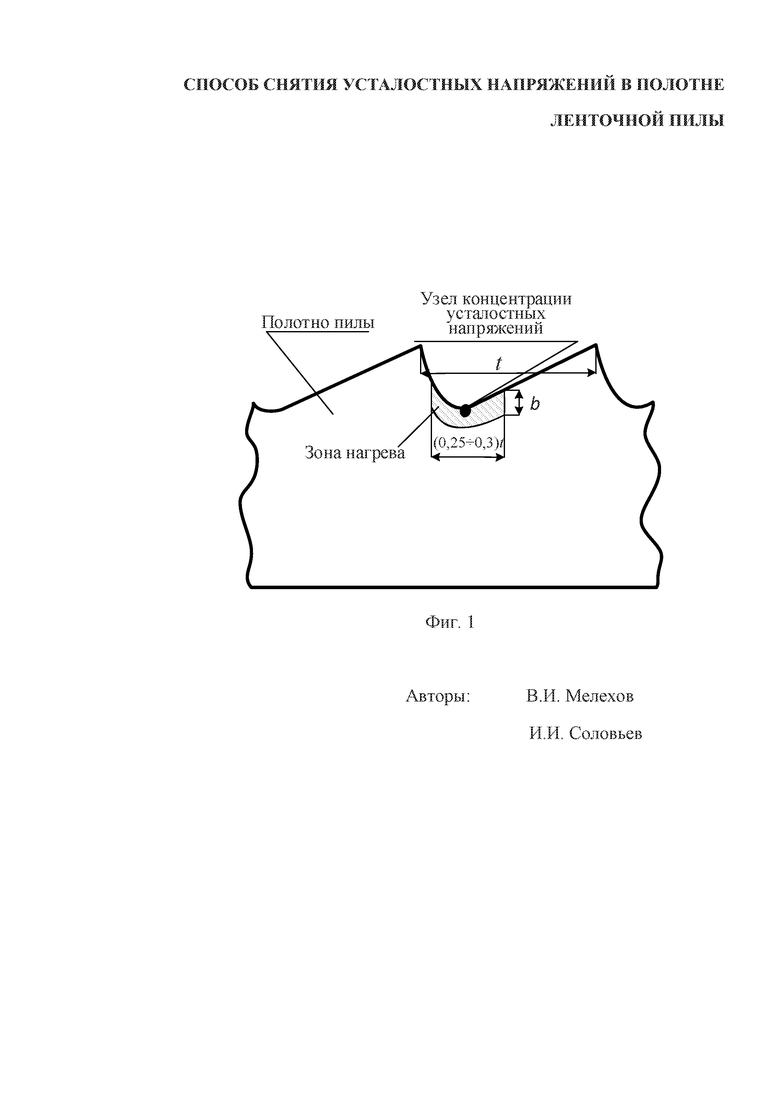
Это достигается тем, что снижение усталостных напряжений в полотне ленточной пилы выполняется посредством формирования зон пластической деформации металла нагревом локальной зоны с узлом концентрации усталостных напряжений в основании впадины каждого зуба пилы бесконтактно импульсным индукционным способом до температуры предела текучести материала пилы T с длиной зоны (0,25÷0,3)t, шириной зоны b > 1,5s, расположенной симметрично относительно узла концентрации напряжений. Температура нагрева локальной зоны определяется выражением, ºС

где s – толщина пилы, мм;
n – частота вращения шкива, с-1;
 – время рабочего цикла пилы, с;
– время рабочего цикла пилы, с;
α – коэффициент линейного расширения материала полотна пилы, 10-6/ºС;
k – число перегибов за период работы пилы, принимается равным 105 - 106;
t – шаг зуба пилы, мм;
z – число зубьев пилы, шт;
π = 3,14.
На фиг.1 показан участок полотна пилы с выделенной зоной нагрева в зоне, прилегающей к междузубной впадине.
Способ осуществляют следующим образом. При достижении величины усталостных напряжений в узлах концентрации напряжений у основания впадин зубьев пилы предела усталости материала пильного полотна (число перегибов за период работы пилы достигает 105 - 106), выполняется поочередная тепловая обработка материала локальных областей полотна пилы с узлами концентрации дискретно каждой межзубной впадины с длиной зоны (0,25ч0,3)t, шириной зоны b > 1,5s, расположенной симметрично относительно узла концентрации напряжений. При этом происходит перераспределение и снижение уровня концентрации усталостных напряжений в нагретых участках полотна пилы.
За время рабочего цикла обработка пилы проводится несколько раз непосредственно в узле резания по мере накопления усталостных напряжений.
Применение способа снижения усталостностных напряжений в полотне ленточной пилы позволяет снизить уровень концентрации усталостных циклических напряжений и предотвратить возникновение трещин на участке междузубной впадины зубчатой кромки, увеличить рабочий цикл пилы и повысить надежность работы инструмента.
| название | год | авторы | номер документа |
|---|---|---|---|
| Ленточная пила | 2019 |
|
RU2718570C1 |
| СПОСОБ ПОДГОТОВКИ ДЕРЕВОРЕЖУЩИХ ПИЛ | 2016 |
|
RU2619250C1 |
| СПОСОБ ПОДГОТОВКИ ДЕРЕВОРЕЖУЩИХ ПИЛ | 2015 |
|
RU2617602C1 |
| Устройство для тепловой обработки зоны сварного шва полотна ленточной пилы с зубчатой и задней кромкой | 2021 |
|
RU2775040C1 |
| Способ термопластического натяжения пильного диска круглой пилы | 2017 |
|
RU2663029C1 |
| Способ изготовления пил | 1984 |
|
SU1201072A1 |
| Способ подготовки рамных пил | 1979 |
|
SU901305A1 |
| Способ обработки ленточной пилы | 1983 |
|
SU1138267A1 |
| Устройство для создания термопластических нормированных напряжений в круглой пиле | 2018 |
|
RU2684521C1 |
| СПОСОБ ТОРМОЖЕНИЯ РАСПРОСТРАНЕНИЯ ТРЕЩИНЫ В ЛЕНТОЧНОЙ ПИЛЕ | 2009 |
|
RU2395388C1 |
Изобретение относится к области термической обработки. Для снижения усталостных циклических напряжений и предотвращения возникновения трещин на участке междузубной впадины зубчатой кромки пилы способ обработки полотна ленточной пилы включает формирование в основании впадины каждого зуба пилы зон пластической деформации металла, при этом осуществляют нагрев локальной зоны с узлом концентрации усталостных напряжений в основании впадины каждого зуба пилы бесконтактно импульсным индукционным способом до температуры предела текучести материала пилы Т с длиной зоны (0,25÷0,3)t, шириной зоны b>1,5s, расположенной симметрично относительно узла концентрации напряжений, при этом температура нагрева локальной зоны определяется выражением, °С,  где s - толщина пилы, мм, n - частота вращения приводного шкива, с-1, tц - время рабочего цикла пилы, с, α - коэффициент линейного расширения материала полотна пилы, 10-6/°С, k - число перегибов за период работы пилы, принимается равным 105-106, t - шаг зуба пилы, мм, z - число зубьев в пиле, шт., π=3,14. 1 ил.
где s - толщина пилы, мм, n - частота вращения приводного шкива, с-1, tц - время рабочего цикла пилы, с, α - коэффициент линейного расширения материала полотна пилы, 10-6/°С, k - число перегибов за период работы пилы, принимается равным 105-106, t - шаг зуба пилы, мм, z - число зубьев в пиле, шт., π=3,14. 1 ил.
Способ обработки полотна ленточной пилы, включающий формирование в основании впадины каждого зуба пилы зон пластической деформации металла, отличающийся тем, что формирование зон пластической деформации металла выполняют нагревом локальной зоны с узлом концентрации усталостных напряжений в основании впадины каждого зуба пилы бесконтактно импульсным индукционным способом до температуры предела текучести материала пилы Т с длиной зоны (0,25÷0,3)t, шириной зоны b>1,5s, расположенной симметрично относительно узла концентрации напряжений, при этом температура нагрева локальной зоны определяется выражением, °С:
 ,
,
где s - толщина пилы, мм;
n - частота вращения приводного шкива, с-1;
tц - время рабочего цикла пилы, с;
α - коэффициент линейного расширения материала полотна пилы, 10-6/°С;
k - число перегибов за период работы пилы, принимается равным 105-106;
t - шаг зуба пилы, мм;
z - число зубьев в пиле, шт;
π=3,14.
| СПОСОБ ПЕРИОДИЧЕСКОГО УПРОЧНЕНИЯ ПИЛ | 2006 |
|
RU2326175C2 |
| СПОСОБ УПРОЧНЕНИЯ ПИЛ | 2006 |
|
RU2333971C2 |
| СПОСОБ ПОДГОТОВКИ ДЕРЕВОРЕЖУЩИХ ПИЛ | 2015 |
|
RU2617602C1 |
| УСТРОЙСТВО ДЛЯ СОЗДАНИЯ ТЕРМОПЛАСТИЧЕСКИХ КОНЦЕНТРИРОВАННЫХ НАПРЯЖЕНИЙ В ПОЛОСОВЫХ ПИЛАХ | 2015 |
|
RU2614863C1 |
| Способ восстановления пил | 1987 |
|
SU1447896A1 |

