Область изобретения
Настоящее изобретение в общем относится к области мешков для транспортировки, упаковки и хранения порошкообразного или сыпучего материала, например цемента.
В частности, изобретение относится к способу изготовления мешка со встроенным клапаном, полученному мешку и устройству для изготовления такого мешка.
Предшествующий уровень техники
Мешки или кули используют для упаковки/хранения/транспортировки таких материалов, как зерно, мука и различного вида промышленных материалов. В основном используются мешки двух типов: подушечного типа и коробчатого типа. Мешки коробчатого типа изготавливаются методом горячего запечатывания, однако их производство требует значительных затрат. Чаще всего мешки подушечного типа изготавливаются путем сшивания одного конца трубчатого полотна подходящим сгибанием конца, который необходимо сшить. Сшивание - это простой и экономичный процесс, который можно выполнять вручную или автоматически. Однако это ставит под угрозу целостность и прочность полотняного материала из-за прокалывания полотна иглой. Некоторые производители используют высокопрочный материал для компенсации потери прочности, однако добиться полной изоляции сохраняемых материалов от внешней среды не удается. Сшивание также приводит к хищению материала, особенно во время транспортировки и обработки мешков. Также необходимая для сшивания складка требует полотна большей длины, что является экономическим недостатком.
Проблема прокалывания полотна и связанная с этим кража могут быть преодолены с помощью технологии термической сварки, такой как сварка с горячей накладкой или ультразвуковые способы, однако эти способы требуют точного операционного контроля, а также полотна повышенной прочности, без которого существует риск разрыва наполненных мешков, что снижает весовой предел упаковки.
Еще одна проблема существует с мешками, которые имеют наполнительный клапан, который предназначен для более надежного наполнения материалом, чем наполнение через открытые концы мешка. Однако наполнительные клапаны обычно ненадежно прикреплены к мешку. Следовательно, существует риск того, что клапаны могут раскрываться или отсоединяться от мешков.
В данной области техники известно, например, из AT 512459 А1, создание мешков с самозакрывающимися клапанами, которые позволяют быстро заполнять и автоматически закрывать наполненные мешки. Клапан формируется в сплюснутом состоянии мешка с помощью устройства складывания. Пакеты обычно наполняются с помощью наполняющего устройства, такого как наполнительная труба. Для этого клапан раскрывается, и в него вставляется наполняющее устройство. После извлечения наполняющего устройства из мешка клапан закрывается под действием внутреннего давления порошкообразного или гранулированного материала, загружаемого в мешок. В этом предшествующем уровне техники открытый конец мешка с клапаном закрывают путем сгибания верхнего края и последующего сшивания. Однако это ослабляет полотно и может привести к разрыву мешка. Кроме того, заполняющий материал может просачиваться через стежки, что особенно важно, когда мешки заполняют цементом.
Соответственно, задачей настоящего изобретения является устранение или, по крайней мере, уменьшение, по меньшей мере, некоторых недостатков известного уровня техники.
Следовательно, существует потребность в мешке/куле и способе их производства, который преодолевает эти недостатки, так чтобы целостность и прочность полотна не подвергалась чрезмерному риску, и в котором соединения являются прочными и цельными, а имеющиеся клапаны надежно закреплены.
В частности, целью настоящего изобретения является создание мешка со сформованным за одно целое клапаном, который надежно закрывает наполненный мешок, когда наполняющее устройство отводят от клапана, предотвращает утечку наполняющего материала и является существенно прочным. Кроме того, целью изобретения является разработка способа и устройства для изготовления такого мешка.
Краткое изложение сущности изобретения
Изобретение предлагает способ изготовления мешка с клапаном. Мешок может быть изготовлен из полотняного материала, который может быть тканым полотном, нетканым полотном или их комбинацией, дополнительно может быть с покрытием или ламинированием. Тканый полиолефин или тканый полипропилен являются предпочтительным материалом. Для целей настоящего описания термины "полотно", "полотняный материал" или "ткань" используются как синонимы.
Соответственно, способ включает следующие этапы:
a) обеспечение трубчатой детали, изготовленной из полотна, в частности из полимерного материала, предпочтительно из тканого полиолефинового или тканого полипропиленового материала, имеющей первый открытый конец и второй открытый конец, причем каждый открытый конец имеет соответствующую круговую кромку;
b) закрытие первого открытого конца трубчатой детали, предпочтительно путем прикрепления первой изолирующей ленты;
c) формирование клапана мешка путем загибания угла второго открытого конца трубчатой детали внутрь трубчатой детали;
d) отрезание нижней кромочной полоски трубчатой детали со сформированным клапаном на втором открытом конце трубчатой детали; и
е) закрытие второго открытого конца путем прикрепления к нему второй изолирующей ленты.
Также предложен полотняный мешок с клапаном. Мешок может быть изготовлен из полотняного материала, который может быть тканым полотном, нетканым полотном, как с покрытием так и ламинированием. Изолирующие ленты могут быть изготовлены из тканых или нетканых материалов, в частности из полимерного материала, предпочтительно тканого полиолефина или тканого полипропилена, предпочтительно с покрытием или ламинированием, возможно выполнение изолирующих лент с предварительно нанесенным на их поверхности адгезивом для прикрепления к мешку. Это означает, что используемые ленты содержат готовый к применению адгезив.
Соответственно, мешок согласно изобретению содержит:
- трубчатую деталь, сделанную из полотна, в частности из полимерного материала, предпочтительно тканого полиолефина или тканого полипропиленового материала, причем трубчатая деталь имеет закрытый, предпочтительно, с помощью первой изолирующей ленты, первый конец;
- клапан, образованный углом на втором конце трубчатой детали, загнутым внутрь трубчатой детали, при этом высота клапана меньше, чем глубина клапана; и
- вторую изолирующую ленту, прикрепленную ко второму концу трубчатой детали.
В другом аспекте изобретение предлагает устройство для изготовления мешка, по меньшей мере, с клапаном. Устройство способно производить мешки, изготовленные из полотна, которое может быть тканым, нетканым, как с покрытием, так и ламинированием.
Соответственно, предложенное здесь устройство содержит:
а) блок снабжения для обеспечения изготовленной из полотна трубчатой детали, в частности, из полимерного материала, предпочтительно тканого полиолефина или тканого полипропиленового материала, имеющую первый открытый конец и второй открытый конец, причем каждый открытый конец имеет соответствующую круговую кромку;
b) первый закрывающий блок для закрытия первого открытого конца трубчатой детали, в частности, с помощью первой изолирующей ленты;
c) блок формирования клапана для формирования клапана мешка путем загибания угла второго открытого конца внутрь трубчатой детали;
d) отрезной блок для обрезки нижней кромочной полоски второго открытого конца;
e) второй закрывающий блок для закрытия второго открытого конца с помощью второй изолирующей ленты.
Все аспекты изобретения связаны друг к другом, и любой вариант осуществления, описанный для одного аспекта соответственно относится к другим упомянутым аспектам и вариантам осуществления. В частности, преимущества и особенности, упомянутые в контексте способа, также относятся к устройству и мешку.
Краткое описание чертежей
На Фиг. 1 представлено устройство для изготовления мешка с запорным клапаном.
На Фиг. 1А и 1В схематически показаны складки, образованные для формирования клапана.
На Фиг. 2 показана сварочная установка для соединения по меньшей мере одной боковой стенки клапана с соседней секцией боковой стенки трубчатой детали с использованием процесса сварки.
На Фиг. 3 показано соединение боковых стенок клапана с соседним участком боковой стенки с помощью одной сварочной установки.
На Фиг. 4 представлено альтернативное устройство для изготовления мешка с запорным клапаном.
На Фиг. 5 показан перфорационный блок, вид сбоку.
Перечень элементов
1. Устройство
2. Мешок
3. Клапан
4. Рулон полотна/ткани
5. Трубчатая деталь
6. Круговая боковая стенка
7. Первый открытый конец, круговая кромка первого открытого конца
8. Второй открытый конец; 8А - круговая кромка второго открытого конца
9А/9В. Секции сплюснутой трубчатой детали
10. Первая изолирующая лента
11. Ленточный рулон для первой изолирующей ленты
12. Кромка первого открытого конца
13. Угол
14. Треугольник
15. Первая сторона или первый катет
16. Продольная ось трубчатой детали
17. Вторая сторона или второй катет
18. Гипотенуза
19. Боковая стенка клапана
20. Разделительный элемент
21. Разделительная пластина
22. Нижняя кромочная полоска
23. Высота
24. Глубина
25. Вторая изолирующая лента
26. Ленточный рулон второй изолирующей ленты
27. Кромка второго открытого конца
28. Соединительное/изолирующее устройство
29. Отверстие
30. Болт
31. Опорный элемент
101. Блок снабжения трубчатыми деталями
102. Первый закрывающий блок для первого открытого конца
103. Блок формирования клапана
104. Отрезной блок
105. Второй закрывающий блок для второго открытого конца
106. Сварочная установка
107. Узел соединения клапана
108. Перфорационный блок
109. Блок резки изолирующей ленты.
Подробное описание изобретения
Настоящее изобретение предлагает способ изготовления мешка с клапаном, содержащий следующие этапы:
a) обеспечение трубчатой детали, изготовленной из полотна, в частности из полимерного материала, предпочтительно из тканого полиолефинового или тканого полипропиленового материала, имеющей первый открытый конец и второй открытый конец, причем каждый открытый конец имеет соответствующую круговую кромку;
b) закрытие первого открытого конца трубчатой детали, предпочтительно путем прикрепления первой изолирующей ленты;
c) формирование клапана мешка путем загибания угла второго открытого конца трубчатой детали внутрь трубчатой детали;
d) отрезание нижней кромочной полоски трубчатой детали со сформированным клапаном на втором открытом конце трубчатой детали; и
e) закрытие второго открытого конца путем прикрепления к нему второй изолирующей ленты и закрепление клапана.
Мешок может быть изготовлен из полотняного материала, который может быть тканым, нетканым, как с покрытием, так и ламинированием. Тканый полиолефин или тканый полипропилен предпочтительны.
Выполняя этапы от (а) до (е) способа, предпочтительно, но не обязательно, последовательно, получают мешок повышенной прочности со сформованным за одно целое самозакрывающимся клапаном, причем клапан надежно закрывает наполненный мешок, когда наполняющее устройство отводят от мешка. Клапан закрывается благодаря приложенному давлению заполняющего материала. Утечка заполняющего материала, в частности порошкообразного или гранулированного материала, такого как цемент, из нижнего конца пакета надежно предотвращается. Таким образом, клапан образован самой трубчатой деталью и, таким образом, составляет неотъемлемую часть мешка. Другими словами, мешок, включающий клапан, выполнен в виде единой детали, а именно трубчатой детали.
Тип производимого мешка, например, подушечного типа или с боковыми складками, определяется формой трубчатой детали, используемой в производственном процессе. Следовательно, в зависимости от типа производимого мешка трубчатая деталь может иметь складки. Заявляемый способ и заявленное устройство можно использовать для изготовления обоих типов мешков.
Трубчатая деталь может быть изготовлена из синтетического тканого материала, в частности из полимерного материала, предпочтительно из полиолефина или полипропилена. Полотно может состоять из небольших лент или полос типичной шириной до 10 мм и толщиной от 15 до 120 мкм. Полотно может быть выполнена с покрытием или без покрытия. Трубчатая деталь имеет круговую боковую стенку, которая предпочтительно не имеет прорезей или отверстий, кроме первого и второго открытых концов. Боковая стенка может содержать несколько секций боковой стенки. Обычно каждая секция боковой стенки формирует одну сторону изготавливаемого мешка. Из-за способности применяемого материала сгибаться, в течение изготовления мешка трубчатая деталь, преимущественно, находится в сплюснутом состоянии. В этом состоянии боковая стенка может быть разделена, по крайней мере, на две секции, верхнюю и нижнюю секции боковой стенки, соединенные друг с другом на боковых кромках сплюснутой трубчатой детали. Первый открытый конец трубчатой детали находится напротив второго открытого конца трубчатой детали. В начале реализации способа на этапе (а) первый и второй открытые концы трубчатой детали предпочтительно имеют по существу одинаковый размер.
На этапе (а) обеспечения трубчатой детали она физически размещается и подготавливается для последующих этапов. Этап обеспечения трубчатой детали может содержать ее изготовление. Например, трубчатая деталь может быть соткана или вырезана из рулона (полотна) или с использованием любого другого средства подачи с непрерывными трубчатыми деталями, в частности, тканого полотна. В качестве альтернативы изготовление может быть независимым и выполняться до этапа (а). В этом случае трубчатую деталь можно просто взять из стопки с множеством трубчатых деталей.
На этапе (b) первый открытый конец трубчатой детали закрывается. Для закрытия первого открытого конца могут применяться различные технические приемы. Например, первый открытый конец можно закрыть сшиванием или склейкой. Однако предпочтительно, чтобы первый открытый конец был закрыт с помощью первой изолирующей ленты, которую прикрепляют к краям противоположных секций боковой стенки на первом открытом конце. Первая изолирующая лента может быть взята из стопки изолирующих лент или может быть отрезана из непрерывной изолирующей ленты. Если первую изолирующую ленту отрезают из непрерывной изолирующей ленты, отрезание может происходить до или после прикрепления первой изолирующей ленты к первому открытому концу. Первая изолирующая лента предпочтительно имеет два блока ленты, по одному на каждую соединенную друг с другом секцию боковой стенки трубчатой детали. В частности, поперечное сечение первой изолирующей ленты имеет форму V или U. Первая изолирующая лента может быть приклеена или приварена к трубчатой детали, предпочтительно с помощью горячего воздуха или термической сварки. В качестве термической сварки могут применяться лазерная, ультразвуковая или другая высокочастотная технологии сварки. Два блока ленты, то есть элементы U-образного или V-образного поперечного сечения, таким образом прикрепляются к кромке первого открытого конца. Альтернативно или дополнительно, первая изолирующая лента на первом открытом конце может быть пришита к трубчатой детали, поскольку нагрузки на место соединения могут быть меньше на первом (верхнем) открытом конце, чем на втором (нижнем) открытом конце трубчатой детали.
Первая изолирующая лента может быть изготовлена из тканого или нетканого материала, в частности из полимерного материала, предпочтительно тканого полиолефина или тканого полипропиленового материала, предпочтительно с покрытием или ламинированием, с необязательным предварительно нанесенным адгезивом.
На этапе (с) клапан формируют путем загибания угла второго открытого конца, который все еще открыт на этом этапе, во внутреннюю часть трубчатой детали. Поскольку трубчатая деталь обычно находится в сплюснутом состоянии из-за ее способности трансформироваться, может быть полезно приподнять один край второго открытого конца, чтобы облегчить складывание угла. Полученный клапан имеет две противоположные боковые стенки так, что между ними может быть размещено наполняющее устройство. На этапе (с) высота и глубина сложенного клапана по существу одинаковы. Направление высоты клапана параллельно продольной проходящей от первого открытого конца ко второму открытому концу оси трубчатой детали. Направление глубины перпендикулярно продольной оси трубчатой детали.
На этапе (d) нижнюю кромочную полоску трубчатой детали со сформированным клапаном на втором открытом конце отрезают, например, с помощью ножа. Этот разрез предпочтительно является прямым разрезом без изогнутых участков. В результате разреза клапан усекается на своем нижнем конце. Таким образом, получившийся клапан в конечном состоянии имеет высоту, которая меньше его глубины. Другими словами, высота клапана, образованная после загибания угла, уменьшается на ширину отрезанной нижней кромочной полоски. Это повышает надежность самозакрывающегося механизма клапана мешка, поскольку предотвращается случайное выворачивание клапана наружу при заполнении мешка материалом. Нижняя кромочная полоска имеет ширину не менее 10 мм, предпочтительно не менее 70 мм, предпочтительно менее 150 мм. После отрезания нижней кромочной полоски, трубчатая деталь имеет конечную длину (т.е. протяженность в направлении продольной оси) мешка, который будет изготовлен.
На этапе (е) второй открытый конец трубчатой детали, на котором размещен клапан, закрывают путем прикрепления к нему второй изолирующей ленты. При этом из-за прикрепления второй изолирующей ленты клапан не блокируется. Как и в случае с прикреплением первой изолирующей ленты вторая изолирующая лента может быть взята из стопки изолирующих лент или может быть вырезана из непрерывной изолирующей ленты, в частности, из рулона. Если вторую изолирующую ленту вырезают из непрерывной изолирующей ленты, разрез может происходить до или после прикрепления второй изолирующей ленты ко второму открытому концу. Вторая изолирующая лента предпочтительно имеет два блока ленты, по одному блоку для каждой из соединяемых секций боковой стенки трубчатой детали. В частности, поперечное сечение второй изолирующей ленты имеет форму V или U. Вторая изолирующая лента может быть приклеена или приварена к трубчатой детали. Таким образом, два блока ленты, соединенные в форме с U-образным или V-образным сечением, прикрепляют к кромке второго открытого конца. Альтернативно или дополнительно вторая изолирующая лента на втором открытом конце может быть пришита к трубчатой детали.
Вторые изолирующие ленты могут быть изготовлены из тканых или нетканых материалов, в частности из полимерного материала, предпочтительно тканого полиолефина или тканого полипропиленового материала, предпочтительно с покрытием или ламинированием, с необязательным предварительно нанесенным адгезивом.
В качестве одного из ключевых аспектов изобретения сформированный клапан закреплен так, чтобы он не расправился по завершении наполнения мешка или в ином случае. Самый простой способ добиться этого - надежно прикрепить по меньшей мере одну из стенок клапана ко второй изолирующей ленте. В предпочтительном способе закрепления клапана по меньшей мере одно отверстие формируется по меньшей мере в одной соседней секции боковой стенки, чтобы выполнить надежное соединение между второй изолирующей лентой и по меньшей мере одной боковой стенкой клапана на этапе (е). Когда вторая изолирующая лента прикрепляется ко второму открытому концу на этапе (е), например, посредством склеивания или сварки, предпочтительно сварки горячим воздухом или термической сварки, по меньшей мере одна боковая стенка клапана соединяется со второй изолирующей лентой через по меньшей мере одно отверстие. Вторая изолирующая лента может быть приклеена или приварена, предпочтительно с помощью горячего воздуха или термической сварки к трубчатой детали. В качестве термической сварки могут применяться лазерная, ультразвуковая или другая высокочастотная технологии сварки. Поскольку вторая изолирующая лента также соединена с соседней боковой стенкой трубчатой детали, то второй изолирующей лентой по меньшей мере одна боковая стенка клапана соединится с соседней секцией боковой стенки. По меньшей мере одно отверстие предпочтительно расположено так близко ко второму открытому концу, что оно может быть полностью закрыто второй изолирующей лентой.
Предпочтительно первую и/или вторую изолирующие ленты прикрепляют к трубчатой детали посредством сварки, предпочтительно сварки горячим воздухом или ультразвуковой сварки, или склеивания.
Положение по меньшей мере одного отверстия может быть задано заранее в зависимости от размера мешка и клапана. Вследствие этого формирование по меньшей мере одного отверстия может быть выполнено практически в любой момент процесса осуществления способа (т.е. в том числе ранее этапов (b), (с), (d) и (е)), если известны положения разрезов, которые необходимо сделать для получения трубчатых деталей 5 из трубчатого полотна.
После выполнения этапа (е) лишнюю часть второй изолирующей ленты отрезают, чтобы лента соответствовала ширине второго открытого конца (закрытого к этому моменту) мешка с учетом клапана. В результате, вторая изолирующая лента не выступает в участок клапана.
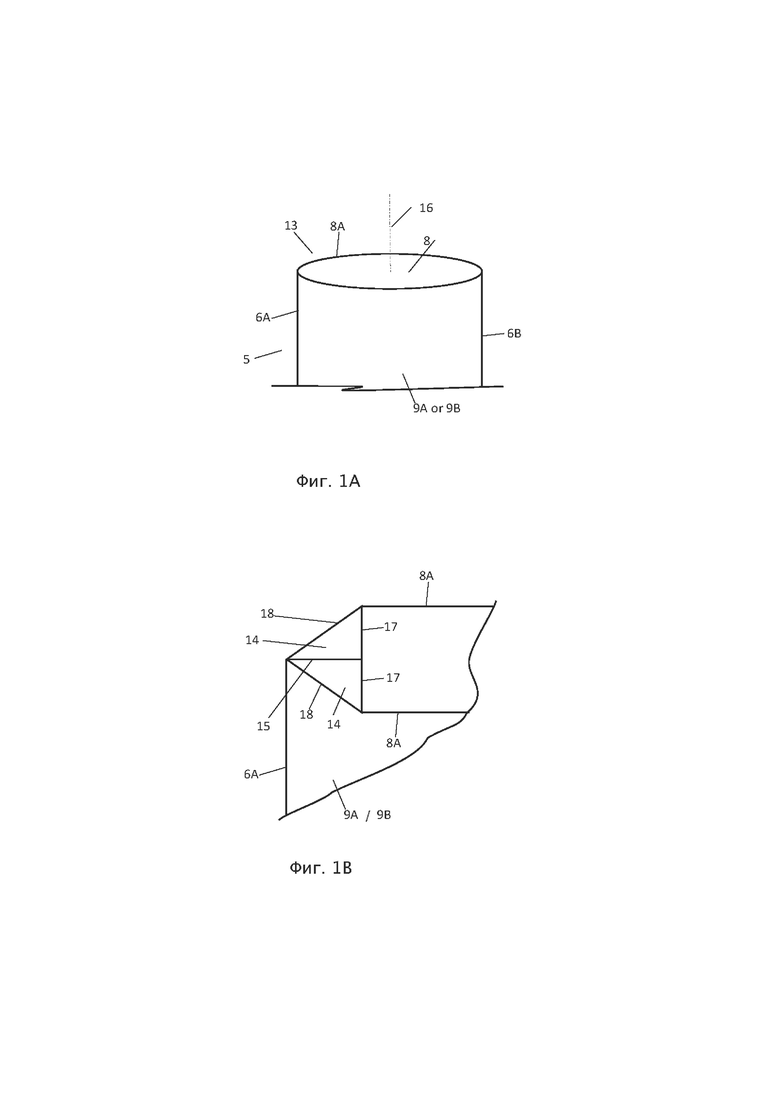
Как показано на Фиг. 1А и 1В, в предпочтительном варианте осуществления загнутый внутрь угол второго открытого конца для образования клапана имеет форму треугольника, в частности равнобедренного треугольника. В этом варианте осуществления первая сторона (первый катет) треугольника ориентирована по существу в направлении, перпендикулярном продольной оси трубчатой детали, а вторая сторона (второй катет) ориентирована, по существу, в направлении, параллельном продольной оси трубчатой детали. Как показано на Фиг. 1А, до образования складки путем складывания боковых стенок первая сторона треугольника была частью загнутой боковой кромки сплюснутой трубчатой детали. Аналогично, перед формированием складки вторая сторона была частью открытого края второго открытого конца. Гипотенуза соединяет боковую стенку со вторым открытым концом.
В соответствии с одним вариантом осуществления изобретения этап (d) может включать отрезание нижней кромочной полоски по существу под прямым углом к продольной оси трубчатой детали и по всей ширине второго открытого конца трубчатой детали со сформированным клапаном. Таким образом, продольная ось проходит от первого открытого конца ко второму открытому концу трубчатой детали.
В качестве альтернативного способа закрепления клапана так, чтобы он непреднамеренно не открывался или не выворачивался (именно в направлении противоположном описанному ранее складывания внутрь), после формирования клапана в соответствии с этапом (с), по меньшей мере одну боковую стенку клапана, предпочтительно нижний край боковой стенки клапана, надежно соединяют с соседней секцией боковой стенки трубчатой детали. Предпочтительно, чтобы обе боковые стенки клапана были соединены с соответствующей соседней секцией боковой стенки трубчатой детали.
Быстрое и надежное соединение боковых стенок клапана может быть достигнуто, если по меньшей мере одна боковая стенка клапана соединена с соседней секцией боковой стенки трубчатой детали с использованием процесса с введением термоклея для соединения. В качестве альтернативы для этой цели может использоваться любой процесс сварки, при котором полотно может быть частично расплавлено, а по меньшей мере одна боковая стенка клапана может быть соединена с соседней секцией боковой стенки трубчатой детали без использования каких-либо соединительных материалов, таких как клей. Опять же, предпочтительно, чтобы обе боковые стенки клапана были соединены с соответствующими соседними секциями боковой стенки трубчатой детали. С этой целью обе боковые стенки клапана могут быть соединены с соответствующей соседней боковой секцией трубчатой детали одновременно. В качестве альтернативы, боковые стенки клапана могут быть соединены со своими соседними секциями боковой стенки трубчатой детали одна за другой, то есть в отдельных процессах сварки.
Во время процесса сварки для того, чтобы избежать соединения боковых стенок клапана друг с другом, можно использовать разделительный элемент, в частности разделительную пластину, предпочтительно из стали, для временного отделения боковых стенок клапана друг от друга во время процесса сварки. Разделительный элемент имеет то преимущество, что боковые стенки клапанов не привариваются друг к другу в процессе сварки.
В качестве альтернативы сварка может выполняться с использованием процесса ультразвуковой сварки.
В дополнительном варианте осуществления используются два способа крепления клапана, именно
- первый способ, предусматривающий выполнение по меньшей мере одного отверстия по меньшей мере в одной секции боковой стенки, через которое (которые) вторая изолирующая лента надежно соединяется с одной боковой стенкой клапана,
- и другой способ, в котором по меньшей мере одна боковая стенка клапана, предпочтительно нижний край боковой стенки клапана, надежно соединена с соседней секцией боковой стенки трубчатой детали.
Кроме того, настоящее изобретение предлагает полотняный мешок, содержащий
- трубчатую деталь, выполненную, в частности, из тканого материала, причем трубчатая деталь имеет закрытый первый конец, предпочтительно посредством первой изолирующей ленты;
- клапан, образованный углом на втором конце трубчатой детали, загнутым внутрь трубчатой детали, причем высота клапана меньше, чем глубина клапана;
- вторую изолирующую прокладку, прикрепленную ко второму концу трубчатой детали.
Мешок можно получить заявляемым способом. Преимущественно клапан мешка имеет высоту, меньшую его глубины. Высота клапана увеличивается в направлении, параллельном продольной оси трубчатой детали, которая проходит от первого открытого конца ко второму открытому концу. Глубина направлена перпендикулярно продольной оси трубчатой детали. Продольная ось проходит от первого открытого конца ко второму открытому концу. Мешок имеет длину предпочтительно от 200 мм до 1400 мм, более предпочтительно от 350 мм до 950 мм. Мешок имеет ширину предпочтительно от 170 до 850 мм, более предпочтительно от 270 до 620 мм.
Для предотвращения непреднамеренного выворачивания клапана мешка по меньшей мере одна из боковых стенок клапана может быть соединена с соседней секцией боковой стенки трубчатой детали.
Изобретение также обеспечивает устройство для изготовления мешка по меньшей мере с одним клапаном, содержащее:
a) блок снабжения для обеспечения изготовленной из полотна трубчатой детали, в частности, из полимерного материала, предпочтительно тканого полиолефина или тканого полипропиленового материала, имеющую первый открытый конец и второй открытый конец, причем каждый открытый конец имеет соответствующую круговую кромку;
b) первый закрывающий блок для закрытия первого открытого конца трубчатой детали, в частности, с помощью первой изолирующей ленты;
c) блок формирования клапана для формирования клапана мешка путем загибания угла второго открытого конца внутрь трубчатой детали;
d) отрезной блок для обрезки нижней кромочной полоски второго открытого конца;
е) второй закрывающий блок для закрытия второго открытого конца с помощью второй изолирующей ленты.
Устройство по настоящему изобретению позволяет реализовать описанный выше способ. Предпочтительно, чтобы блоки располагались последовательно от (а) до (е). Блок снабжения может содержать рулон с намотанными непрерывными трубчатыми деталями, из которого трубчатую деталь можно вырезать, например, посредством холодной резки, горячей резки, ультразвуковой резки или лазерной резки. В качестве альтернативы блок снабжения может содержать стопку, из которой одна за другой могут извлекаться трубчатые детали. Первый закрывающий блок может содержать комплект изолирующих лент, в частности V-образных или U-образных лент. Изолирующая лента может быть взята из стопки изолирующих лент или может быть вырезана из рулона. Для резки первый закрывающий блок может содержать нож. В качестве альтернативы, в первом закрывающем блоке может применяться холодная, горячая, ультразвуковая или лазерная резка. Блок формирования клапана может содержать складывающий элемент, который складывает, то есть сжимает или смещает угол трубчатой детали внутрь трубчатой детали. Целесообразно, чтобы блок формирования клапана мог дополнительно содержать подъемный элемент, который поднимает край второго открытого конца трубчатой детали для обеспечения складывания угла. Отрезной блок может включать нож. Второй закрывающий блок может быть построен аналогично первому закрывающему блоку. В первом и/или втором закрывающим блоке для прикрепления первой и/или второй изолирующей ленты к трубчатой детали может применяться сварка, предпочтительно сварка горячим воздухом, ультразвуковая сварка или склеивание.
В первом варианте осуществления устройства первый и/или второй закрывающий блок имеет сварочное устройство для соединения первой/второй изолирующей ленты с первым/вторым открытым концом трубчатой детали. Сварочное устройство, предпочтительно устройство для термической сварки, может нагревать и частично расплавлять первую/вторую изолирующую ленту и/или первый/второй открытый конец, чтобы образовать сплошное соединение первой/второй изолирующей ленты и трубчатой детали. Сварочное устройство также может представлять собой устройство для ультразвуковой сварки.
Кроме того, устройство может содержать блок для склеивания, соединяющий по меньшей мере одну боковую стенку клапана с соседней секцией боковой стенки трубчатой детали при помощи клея.
В предпочтительном варианте осуществления изобретения устройство дополнительно содержит перфорационный блок для пробивки по меньшей мере одного отверстия по меньшей мере в одной секции боковой стенки трубчатой детали перед закрытием второго открытого конца с помощью второй изолирующей ленты, при этом отверстие (отверстия) пробивается близко к кромке второго открытого конца, так что при прикреплении второй изолирующей ленты производится соединение второй изолирующей ленты и по меньшей мере одной боковой стенки клапана.
Положение по меньшей мере одного отверстия может быть задано заранее в зависимости от размера мешка и клапана. Вследствие этого формирование по меньшей мере одного отверстия может быть выполнено практически в любой момент процесса осуществления способа (т.е. в том числе ранее этапов (b), (с), (d) и (е)), если известны положения разрезов, которые необходимо сделать для получения трубчатых деталей 5 из трубчатого полотна.
В другом варианте осуществления изобретения устройство содержит сварочную установку для соединения по меньшей мере одной боковой стенки клапана с соседней секцией боковой стенки трубчатой детали с использованием процесса сварки, предпочтительно процесса термической сварки. Также процесс также может быть процессом ультразвуковой сварки.
Чтобы избежать соединения боковых стенок клапана во время процесса сварки, сварочная установка может содержать разделительный элемент, в частности разделительную пластину, выполненную предпочтительно из стали и которая может быть вставлена между боковыми стенками клапана во время процесса сварки.
В еще одном варианте осуществления изобретения устройство содержит как вышеупомянутый перфорационный блок для цели, предусмотренной в предпочтительном варианте осуществления, так и сварочную установку для соединения по меньшей мере одной боковой стенки клапана с соседней секцией боковой стенки трубчатой детали с использованием процесса сварки.
Далее предпочтительные варианты осуществления изобретения описаны со ссылками на чертежи.
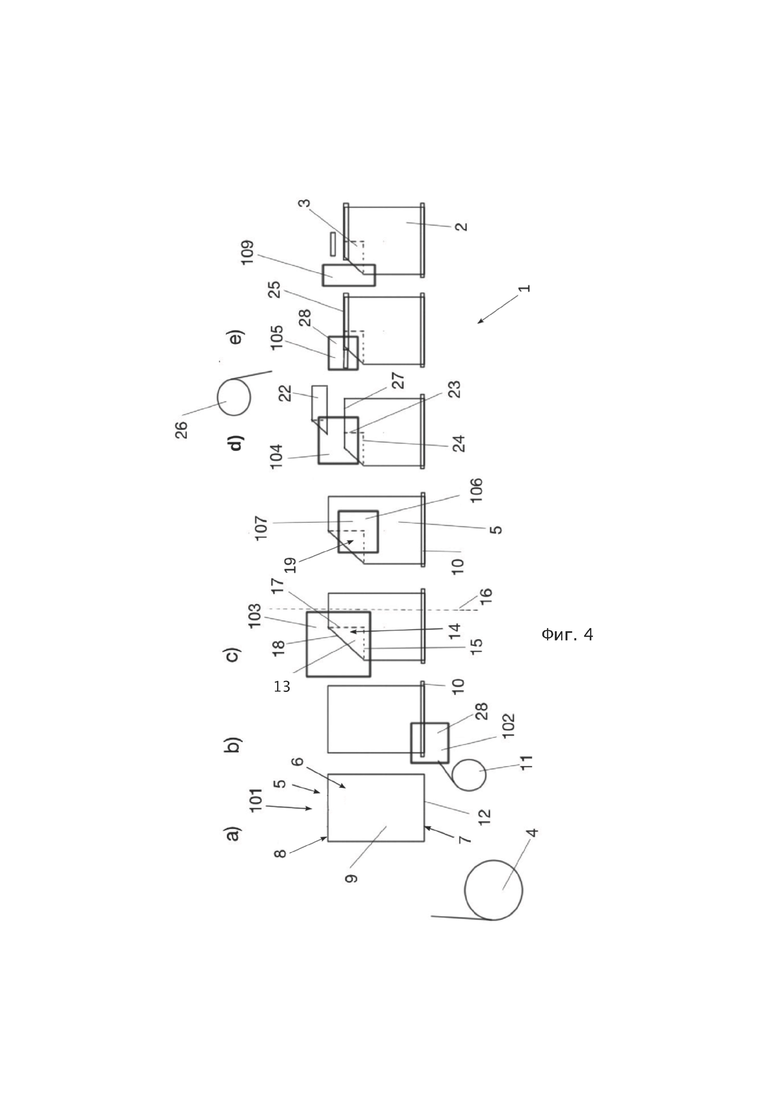
На Фиг. 1 схематически представлено устройство 1, именно производственная линия для производства мешков 2 со встроенным клапаном 3. Производственная линия имеет ряд обрабатывающих блоков для производства мешков (слева направо). Последовательность, показанная на Фиг. 1, представляет собой лишь один предпочтительный вариант осуществления, однако отдельные этапы можно заменять или комбинировать, пока результат остается по существу таким же. Каждый выполняемый этап может выполняться специализированным блоком устройства 1. Поскольку такие блоки сами по себе известны, они лишь схематично показаны на чертежах.
На Фиг. 1 также показан рулон 4 полотна, из которого отрезаны трубчатые детали 5 с помощью отрезного блока, такого как нож или лазерный резак (не показаны). Каждая трубчатая деталь 5 обычно имеет круговую боковую стенку 6, которая проходит в направлении продольной оси трубчатой детали, предпочтительно не имеет прорезей или отверстий, кроме первого открытого конца 7 и второго открытого конца 8 на противоположных концах трубчатой детали 5. Каждый открытый конец 7 и 8 имеет соответствующую периферийную круговую кромку. Трубчатые детали 5 изготовлены из полотняного материала, в частности из полимерного материала, предпочтительно из тканого полиолефина или тканого полипропиленового материала. Из-за способности трансформироваться трубчатые детали 5 в процессе производства находятся в сплюснутом состоянии, как показано на чертежах. В этом сплюснутом состоянии по меньшей мере две противоположные секции 9А и 9В боковой стенки трубчатой детали 5 сформированы боковыми кромками 6А и 6В. На Фиг. 1 можно увидеть только верхнюю часть 9А боковой стенки, поскольку трубчатая деталь 5 показана на виде сверху.
В качестве альтернативы, вместо резки, трубчатые детали 5, конечно, можно просто взять из стопки или другой производственной линии для производства трубчатых деталей 5. Этап резки или простого снятия трубчатых деталей 5 может обобщенно называться этапом обеспечения трубчатой детали или просто этап (а). Этот этап выполняется блоком 101 снабжения.
На следующем этапе, который может называться этапом (b) и выполняется первым закрывающим блоком 102, первые открытые концы 7 трубчатых деталей 5 полностью закрываются, так что материал, наполняющий впоследствии мешок 2, не имеет выхода с этой стороны мешка 2. Предпочтительно, это делается путем прикрепления первой изолирующей ленты 10 к первому открытому концу 7. Для этого первая изолирующая лента 10 может быть вырезана из ленточного рулона 11 или, альтернативно, извлечена из стопки. Длина первой изолирующей ленты 10 может быть больше ширины первого открытого конца 7. Существуют различные способы прикрепления или соединения первой изолирующей ленты 10 с первым открытым концом 7. Однако предпочтительны сварка или приклеивание. Для этой цели используют соединительное или изолирующее устройство 28, в частности, устройство, соединяющее с использованием клеев/адгезивов (природных или синтетических), или устройство, в котором применяются сварочные технологии, такие как лазерная сварка, ультразвуковая сварка или любая другая высокочастотная сварка или устройство для сварки горячим воздухом. Такое соединительное устройство 28 может быть включено в первый закрывающий блок 102.
Первая изолирующая лента 10 предпочтительно имеет два блока (не показаны) ленты, по одному для каждой соединенной друг с другом секции 9А (верхняя сторона) и 9В (нижняя сторона) боковой стенки трубчатой детали 5. В частности, поперечное сечение первой изолирующей ленты 10 образует форму V или U. Два блока первой изолирующей ленты 10, то есть ветви U-образного или V-образного поперечного сечения, таким образом прикрепляются к кромке 12 первого открытого конца 7. Альтернативно или дополнительно, первая изолирующая лента 10 на первом открытом конце 7 может быть пришита к трубчатой детали 5, так как на первом (верхнем) открытом конце 7 нагрузки на место соединения могут быть меньше, чем на втором (нижнем) открытый конце 8.
Затем, на этапе (с), выполняемом блоком, называемым блоком 103 формирования клапана, в трубчатой детали 5 формируют клапан 3. Для этого угол 13 на втором открытом конце 8 загибают внутрь трубчатой детали 5. Как видно на Фиг. 1, при загибании внутрь угла 13 образуется два равнобедренных треугольника 14, которые имеют общую сторону или край, причем общей стороной является первая сторона 15 (первый катет). Таким образом, первая сторона 15 треугольников 14 образована тем, что было частью боковой кромки 6А и ориентирована, по существу, в направлении перпендикулярном продольной оси 16 трубчатой детали 5. Аналогично, при складывании внутрь вторая сторона (второй катет) 17 каждого треугольника 14 образована из того, что было частью круговой кромки 8А. Вторая сторона 17 каждого треугольника 14 ориентирована, по существу, в направлении параллельном продольной оси 16 трубчатой детали 5. Наконец, гипотенузы 18 треугольников 14 образованы складкой боковых стенок 9А и 9В.
Очевидно, что единство клапана 3, который в конечном итоге формируют вместе с остальной частью мешка, обеспечивается тем, что:
- первая сторона 15 треугольников 14 является составной частью загнутой боковой кромки 6А;
- вторые стороны 17 треугольников 14 являются составной частью периферийной кромки 8А; и
- гипотенузы 18 являются составной частью боковых стенок 9А и 9В.
Хотя клапан 3 образует единое целое с мешком описанным здесь образом, для предотвращения непреднамеренного выворачивания клапана наружу (именно в направлении противоположном описанному ранее складывания внутрь) устройство согласно настоящему изобретению снабжено перфорационным блоком 108.
После отрезания трубчатой детали 5 от рулона 4 полотна по меньшей мере одно отверстие 29 формируют по меньшей мере в одной из соседних секций 9А и 9В боковой стенки с помощью перфорационного блока 108 (см. Фиг. 3), чтобы на этапе (е) установить соединение между второй изолирующей лентой 25 и по меньшей мере одной из боковых стенок 19 клапана. В показанном варианте выполнения пробиты два отверстия 29. Оба отверстия 29 могут находиться в одной и той же секции 9А или секции 9В стенки или они могут находиться в разных секциях 9А и 9В стенки. Отверстия 29 могут быть расположены в любой конфигурации относительно друг друга при условии, что вторая изолирующая лента 25, когда она установлена в ее окончательное положение, закрывает по меньшей мере одно из отверстий 29. Пробивка отверстий 29 должна происходить до или в начале этапа (е). Таким образом, перфорационный блок 108 можно разместить в любом месте устройства 1, при условии, что отверстия 29 пробиваются до или в начале этапа (е). Отверстия 29 могут быть сквозными отверстиями, которые проходят через секции 9А и 9В боковых стенок трубчатой детали 5 и обе боковые стенки 19 клапана 3. В качестве альтернативы достаточно того, чтобы отверстия 29 проходили только через одну из соответствующих соседних секций 9А и 9В трубчатой детали 5. Вторую изолирующую ленту 25, наконец, прикрепляют ко второму открытому концу 8 на этапе (е) с использованием второго сварочного устройства 28, которое может быть частью второго закрывающего блока 105. Сварка или склеивание являются предпочтительными, однако также можно использовать ультразвуковую сварку.
Вследствие прикрепления второй изолирующей ленты 25 ко второму открытому концу 8, боковая стенка 19 клапана 3 соединяется со второй изолирующей лентой 25 через отверстия 29. Поскольку вторая изолирующая лента 25 соединяется с соответствующей секцией 9А или секцией 9В боковой стенки, также на втором открытом конце 8 трубчатой детали 5, боковая стенка 19 клапана 3 соединяется с соседней секцией 9А или 9В боковой стенки посредством второй изолирующей ленты 25. Отверстия 29 расположены так близко ко второму открытому концу 8, что они полностью закрываются второй изолирующей лентой 25.
На Фиг. 5 показан перфорационный блок 108 на виде сбоку. Перфорирующий блок 108 содержит скользящий болт 30, который пробивает по меньшей мере одно отверстие 29, предпочтительно два отверстия 29, в секциях 9 боковых стенок и боковых стенках 19 клапана 3. Опорный элемент 31 поддерживает трубчатую деталь 5 и принимает болт 30.
Положение отверстий 29 может быть задано заранее в зависимости от размера мешка и клапана. Вследствие этого формирование отверстий 29 также может выполняться практически в любой момент процесса осуществления способа (т.е. в том числе ранее этапов (b), (с), (d) и (е)), если известны положения разрезов, которые необходимо сделать для получения трубчатых деталей 5 из трубчатого полотна.
В качестве альтернативы закреплению клапана с помощью отверстий 29, по меньшей мере, одну из боковых стенок 19 клапана 3, предпочтительно край, близкий ко второму открытому концу 8, надежно соединяют с соответствующей соседней секцией 9А или 9В боковой стенки трубчатой детали 5. Этот этап может выполняться блоком, который в целом может называться узлом 107 соединения клапана (см. Фиг. 4). Предпочтительно, чтобы каждая из боковых стенки 19 клапана 3 была соединена с соответствующей соседней секцией 9А или 9В боковой стенки трубчатой детали 5. В сплюснутом состоянии трубчатой детали 5 секции 9А и 9В боковых стенок расположены напротив друг друга (см. Фиг. 2 или Фиг. 5).
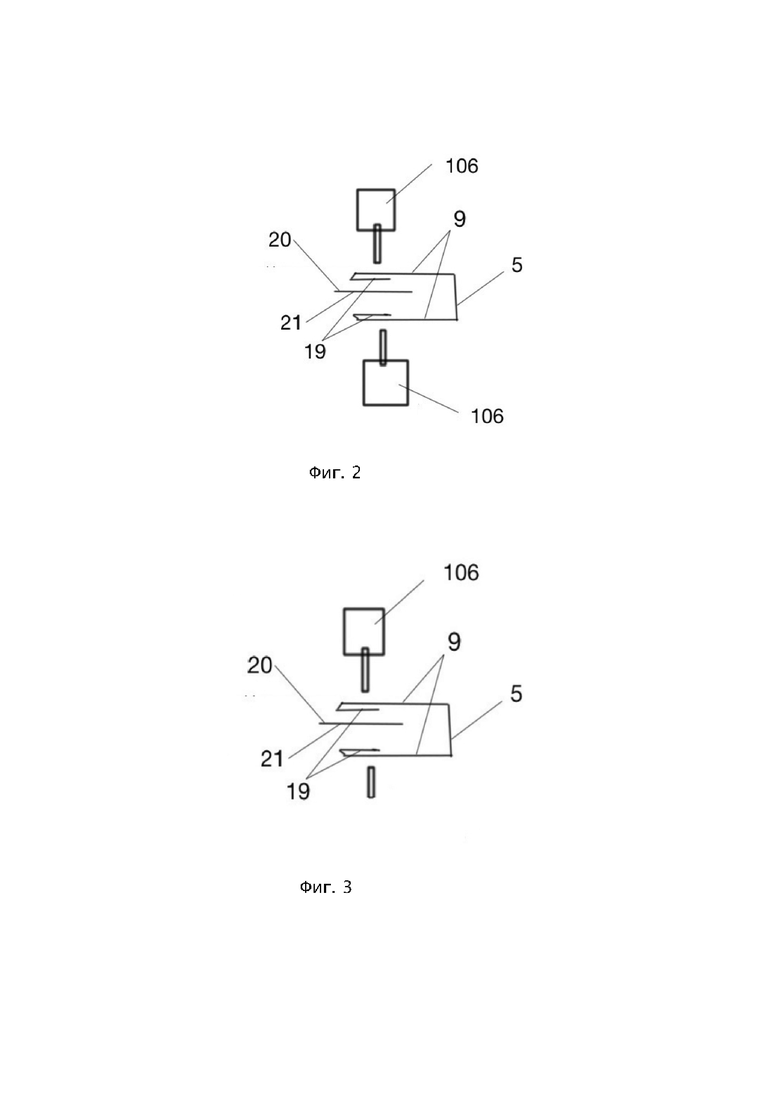
Быстрое и надежное соединение боковых стенок 19 клапана 3 может быть достигнуто, если боковые стенки 19 клапана 3 соединены с соответствующими соседними участками 9А и 9В боковой стенки трубчатой детали 5 посредством процесса сварки, в частности, процесса ультразвуковой сварки, выполняемого сварочной установкой 106. Это более подробно показано на Фиг. 2. В процессе сварки полотно трубчатой детали 5 и клапана 3, сформированного в нем, частично расплавляется и стенки 19 клапана 3 соединяются с соответствующими соседними секциями 9А и 9В боковой стенки трубчатой детали 5 без использования какого-либо клеящего материала, такого как клей.
Как уже было описано, предпочтительно, чтобы обе боковые стенки 19 клапана 3 были соединены с соответствующей соседней секцией 9А или 9В боковой стенки трубчатой детали 5. С этой целью можно использовать отдельные сварочные процессы, выполняемые отдельными сварочными установками 106. Сварочные установки 106 могут активироваться одновременно или поочередно. Как показано на Фиг. 4 сварочные установки 106 могут быть интегрированы в узел 107 соединения клапана.
Чтобы избежать соединения боковых стенок 19 клапанов 3 друг с другом, в процессе сварки можно использовать разделительный элемент 20, в частности разделительную пластину 21, предпочтительно из стали, для временного отделения боковых стенок 19 клапана 3 друг от друга. Разделительный элемент 20 не позволяет боковым стенкам 19 клапанов 3 непреднамеренно привариваются друг к другу в процессе сварки.
Вместо сварки боковые стенки 19 клапана 3 могут быть соединены с соответствующими соседними секциями 9А или 9В боковых стенок трубчатых деталей 5 с помощью клеевого материала, который может быть натуральным или синтетическим клеем, предпочтительно термоклеем. Этот этап может выполняться с помощью блока для склеивания, который может быть интегрирован в узел 107 соединения клапана.
В еще одном варианте осуществления устройство содержит как вышеупомянутый перфорационный блок 108 для той цели, для которой он был предусмотрен в предпочтительном варианте осуществления, так и сварочную установку 106 для соединения по меньшей мере одной боковой стенки клапана с соседней секцией боковой стенки трубчатой детали с использованием процесса сварки.
На этапе (d), который может быть реализован отрезным блоком 104, следующим за блоком 103 формирования клапана или узлом соединения 107 клапана, нижнюю кромочную полоску 22 трубчатой детали 4 с клапаном 3 на втором открытом конце 8 отрезают, например, с помощью ножа или другого режущего устройства (не показано). Разрез предпочтительно является прямым разрезом без изогнутых участков. В результате, полученный клапан 3 в своем конечном состоянии имеет высоту 23, которая меньше его глубины 24. Другими словами, высота 23 клапана 3 уменьшается на ширину обрезанной нижней кромочной полоски 22. Высота 23 клапана 3 увеличивается в направлении, параллельном продольной оси 16 трубчатой детали 5, которая проходит от первого открытого конца 7 ко второму открытому концу 8. Глубина 24 направлена перпендикулярно продольной оси 16 трубчатой детали 5. Это повышает надежность самозакрывающегося механизма клапана 3 мешка 2, поскольку предотвращается случайное выворачивание клапана 3 наружу при заполнении мешка материалом. Отрезание нижней кромочной полоски 22 можно производить по существу под прямым углом к продольной оси 16 трубчатой детали 5 и по всей ширине второго открытого конца 8 трубчатой детали со сформированным клапаном 3.
После отрезания нижней кромочной полоски 22 второй открытый конец 8 закрывают путем прикрепления к ней второй изолирующей ленты 25 на стадии, которую можно назвать этапом (е). Этот этап может быть выполнен вторым закрывающим устройством 105, которое может быть аналогичным первому закрывающему устройству 102. В этом отношении, "закрытие" означает закрытие второго открытого конца 8 после удаления нижней кромочной полоски 22, но оставление клапана 3 открытым. Другими словами, открытый конец 8 закрыт, но клапан 3 все еще открыт для приема материала. Как уже было отмечено, вторая изолирующая лента 25 может быть взята из стопки или, как показано, вырезана из непрерывного ленточного рулона 26. Аналогично первой изолирующей ленте 10 вторая изолирующая лента 25 предпочтительно имеет две ленточные секции, по одной для каждой боковой стенки 9А и 9В трубчатой детали 5, соединенных друг с другом. В частности, поперечное сечение второй изолирующей ленты 25 имеет форму V или U. Два блока ленты, соединенные в форме с U-образным или V-образным сечением, прикрепляют к кромке второго открытого конца. Альтернативно или дополнительно, вторая изолирующая лента 25 на втором открытом конце 8 может быть пришита к трубчатой детали 5. Вторая изолирующая лента 25 может быть приклеена или предпочтительно приварена к трубчатой детали 5. Для этой цели другое соединительное или изолирующее устройство 28 может быть включено во второй замыкающий блок 105.
Так как вторая изолирующая лента 25 может быть слишком длинной и выступать из мешка 2 из-за наличия клапана 3, то на конце устройства 1 может быть размещен блок 109 резки изолирующей ленты. Этот блок 109 резки отрезает часть второй изолирующей ленты 25, выступающую над клапаном 3.
Описанный выше процесс, выполняемый устройством 1, приводит к получению мешка 2 с закрытым первым концом (соответствующим первому открытому концу 7) и вторым концом 8 с выполненным на нем клапаном 3. Второй конец 33 соответствует второму открытому концу 8, закрываемому второй изолирующей лентой 25.
Предпочтительно, чтобы модули 101, 102, 103, 104 и 105, показанные на чертежах, размещались на производственной линии в порядке 101, 102, 103, 104 и 105.
Преимущества мешков, изготовленных с использованием описанных здесь способа и устройства, очевидны.
Хотя приведенное выше описание содержит много конкретных характеристик, их не следует рассматривать как ограничение объема изобретения, а, скорее, как иллюстрацию предпочтительных вариантов осуществления. Следует понимать, что возможны модификации и изменения на основе приведенного выше описания без отклонения от сущности и объема изобретения. Соответственно, объем изобретения должен определяться не приведенными вариантами осуществления, а прилагаемой формулой изобретения и ее юридическими эквивалентами.
| название | год | авторы | номер документа |
|---|---|---|---|
| КЛАПАННОЕ УСТРОЙСТВО ДЛЯ ЕМКОСТИ С ВНУТРЕННИМ МЕШКОМ ДЛЯ ХРАНЕНИЯ НАПИТКА | 2005 |
|
RU2376240C2 |
| ДРЕНИРУЕМЫЙ СБОРНЫЙ МЕШОК | 2015 |
|
RU2677071C2 |
| ДРЕНИРУЕМЫЙ СБОРНЫЙ МЕШОК | 2015 |
|
RU2694469C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕШКОВ С КЛАПАНОМ ИЗ ПОЛИМЕРНОЙ ТКАНИ И МЕШОК, ИЗГОТОВЛЕННЫЙ УКАЗАННЫМ СПОСОБОМ | 2015 |
|
RU2675720C2 |
| ТКАНЬ ДЛЯ ПОЛУЧЕНИЯ МЕШКОВ | 2013 |
|
RU2625239C2 |
| ЛЕГКООТКРЫВАЕМАЯ ПЕРЕЗАКРЫВАЕМАЯ УПАКОВКА | 2010 |
|
RU2517808C2 |
| МЕШОК, ИМЕЮЩИЙ ВЫПОЛНЕННЫЕ С НИМ ЗА ОДНО ЦЕЛОЕ РУЧКИ ДЛЯ ЗАВЯЗЫВАНИЯ ГОРЛОВИНЫ МЕШКА | 2005 |
|
RU2355613C2 |
| ГАССЕТ-ПАКЕТ, В ЧАСТНОСТИ, ДЛЯ ПИЩЕВЫХ ПРОДУКТОВ | 2016 |
|
RU2685871C1 |
| МЕШОК ДЛЯ ХРАНЕНИЯ И ТОПЛИВНЫЙ РЕЗЕРВУАР ДЛЯ СЖИЖЕННОГО НЕФТЯНОГО ГАЗА | 2010 |
|
RU2529964C2 |
| МЕШОК И СПОСОБ ИЗГОТОВЛЕНИЯ МЕШКА | 2014 |
|
RU2664214C2 |


В изобретении раскрыт способ изготовления мешка для хранения со встроенным клапаном, полученный мешок и устройство для изготовления такого мешка. Способ изготовления мешка (2) для хранения, имеющего первый открытый конец (7) и второй открытый конец (8) и выполненный с клапаном (3), содержащий следующие этапы. Этап обеспечения трубчатой детали (5) из полотна, в частности полимерного материала, предпочтительно тканого полиолефина или тканого полипропиленового материала, с последующим закрытием первого открытого конца (7) трубчатой детали (5), предпочтительно путем прикрепления первой изолирующей ленты (10). Этап формирования клапана (3) мешка (2) путем загибания угла (13) второго открытого конца (8) трубчатой детали (5) внутрь трубчатой детали (5). Этап отрезания нижней кромочной полоски (22) трубчатой детали (5) со сформированным клапаном (3) на втором открытом конце (8) трубчатой детали. Этап закрытия второго открытого конца (8) путем прикрепления к нему второй изолирующей ленты (25). Техническим результатом являются целостность и прочность мешка, а также надежность закрепления клапана. 3 н. и 23 з.п. ф-лы, 7 ил.
1. Способ изготовления мешка (2) для хранения, имеющего первый открытый конец (7) и второй открытый конец (8) и выполненный с клапаном (3), содержащий этап обеспечения трубчатой детали (5) из полотна, в частности полимерного материала, предпочтительно тканого полиолефина или тканого полипропиленового материала, с последующим закрытием первого открытого конца (7) трубчатой детали (5), предпочтительно путем прикрепления первой изолирующей ленты (10),
отличающийся тем, что содержит последующие этапы
a. формирования клапана (3) мешка (2) путем загибания угла (13) второго открытого конца (8) трубчатой детали (5) внутрь трубчатой детали (5),
b. отрезания нижней кромочной полоски (22) трубчатой детали (5) со сформированным клапаном (3) на втором открытом конце (8) трубчатой детали и
c. закрытия второго открытого конца (8) путем прикрепления к нему второй изолирующей ленты (25).
2. Способ по п. 1, в котором загнутый внутрь угол (13) второго открытого конца (8) для образования клапана (3) выполняют в форме треугольника (14).
3. Способ по п. 1 или 2, отличающийся тем, что на этапе (b) отрезание нижней кромочной полоски (22) производят по существу под прямым углом к продольной оси (16) трубчатой детали (5) и по всей ширине второго открытого конца (8) трубчатой детали (5) со сформированным клапаном (3).
4. Способ по пп. 1, 2, отличающийся тем, что перед этапом (с) по меньшей мере одно отверстие (29) формируют по меньшей мере в одной из соседних секций (9А или 9В) боковой стенки, чтобы на этапе (с) установить соединение между второй изолирующей лентой (25) и по меньшей мере одной из боковых стенок (19) клапана (3).
5. Способ по пп. 1, 2, отличающийся тем, что после формирования клапана (3) в соответствии с этапом (а) по меньшей мере одну боковую стенку (19) клапана (3), предпочтительно нижний край боковой стенки (19) клапана (3), соединяют с соседней секцией боковой стенки (9А или 9В) трубчатой детали (5).
6. Способ по п. 5, отличающийся тем, что по меньшей мере одну боковую стенку (19) клапана (3) соединяют с соответствующей соседней секцией боковой стенки (9А или 9В) трубчатой детали (5) посредством сварки, в частности ультразвуковой сварки.
7. Способ по п. 6, отличающийся тем, что во время процесса сварки для временного отделения боковых стенок (19) клапана (3) друг от друга используют разделительный элемент (20), в частности разделительную пластину (21), изготовленную предпочтительно из металла.
8. Способ по п. 5, отличающийся тем, что по меньшей мере одну боковую стенку (19) клапана (3) соединяют с соответствующей соседней секцией (9Аили 9В) боковой стенки трубчатой детали (5) с помощью клеевого материала, предпочтительно термоклеем.
9. Способ по пп. 1, 2, отличающийся тем, что первую и/или вторую изолирующие ленты (10, 25) прикрепляют к трубчатой детали (5) посредством сварки, предпочтительно сварки горячим воздухом или ультразвуковой сварки, или склеиванием с использованием адгезива.
10. Способ по п. 5, отличающийся тем, что по меньшей мере два отверстия (29) располагают в любой относительной конфигурации по отношению друг к другу.
11. Способ по п. 10, отличающийся тем, что после закрытия упомянутого второго открытого конца (8) упомянутая вторая изолирующая лента закрывает по меньшей мере одно упомянутое отверстие (29).
12. Способ по пп. 1, 2, отличающийся тем, что поперечное сечение первой и второй изолирующей ленты имеет V-образную или U-образную форму.
13. Способ по пп. 1, 2, отличающийся тем, что первые изолирующие ленты (10) и/или вторые изолирующие ленты (25) изготовлены из тканого или нетканого материала, в частности полимерного материала, предпочтительно тканого полиолефина или тканого полипропиленового материала, предпочтительно с покрытием или ламинированием.
14. Способ по пп. 1, 2, отличающийся тем, что первую изолирующую ленту и вторую изолирующую ленту применяют с предварительно нанесенным на сторону, которая прикрепляется к мешку, клеем.
15. Мешок (2) для хранения, изготовленный из полотняного материала, отличающийся тем, что упомянутый мешок содержит
- трубчатую деталь (5), изготовленную из полотна, в частности полимерного материала, предпочтительно тканого полиолефина или тканого полипропиленового материала, причем трубчатая деталь (5) имеет закрытый, предпочтительно, с помощью первой изолирующей ленты (10), первый конец (32);
- клапан (3), образованный углом (13) на втором конце (8) трубчатой детали (5), загнутым внутрь трубчатой детали (5), при этом высота (23) клапана (3) меньше, чем глубина (24) клапана (3);
- вторую изолирующую ленту (25), прикрепленную ко второму концу (8) трубчатой детали (5);
причем первая изолирующая лента (10) и/или вторая изолирующая лента (25) изготовлена из тканого или нетканого полимерного материала и выполнена с предварительно нанесенным на сторону, которая прикрепляется к мешку, клеем, а секции (9А и 9В) боковой стенки трубчатой детали имеют по меньшей мере одно отверстие (29), которое закрыто упомянутой второй изолирующей лентой (25).
16. Мешок по п. 15, отличающийся тем, что по меньшей мере одна из боковых стенок (19) клапана (3) соединена с соседней секцией (9) боковой стенки трубчатой детали (5).
17. Мешок по п. 15, отличающийся тем, что по меньшей мере два отверстия (29) расположены в любой относительной конфигурации по отношению друг к другу.
18. Мешок по п. 15, отличающийся тем, что первые изолирующие ленты (10) и/или вторые изолирующие ленты (25) изготовлены из тканого полиолефина или тканого полипропиленового материала, предпочтительно с покрытием или ламинированием.
19. Устройство (1) для изготовления мешка (2) для хранения по меньшей мере с одним клапаном (3), отличающееся тем, что упомянутое устройство содержит
a) блок (101) снабжения для обеспечения изготовленной из полотна трубчатой детали (5), в частности из полимерного материала, предпочтительно тканого полиолефина или тканого полипропиленового материала, имеющей первый открытый конец (7) и второй открытый конец (8);
b) первый закрывающий блок (102) для закрытия первого открытого конца (7) трубчатой детали (5), в частности, с помощью первой изолирующей ленты (10);
c) блок (103) формирования клапана для формирования клапана (3) мешка (2) путем загибания угла (13) второго открытого конца (8) внутрь трубчатой детали (5);
d) отрезной блок (104) для обрезки кромочной полоски (22) второго открытого конца (8);
e) второй закрывающий блок (105) для закрытия второго открытого конца (8) с помощью второй изолирующей ленты (25).
20. Устройство (1) по п. 19, отличающееся тем, что дополнительно содержит перфорационный блок (108) для пробивки по меньшей мере одного отверстия (29) по меньшей мере в одной секции (9A и/или 9B) боковой стенки трубчатой детали (5) перед закрытием второго открытого конца (8) с помощью второго закрывающего блока (105), при этом отверстия (29) расположены так, чтобы при прикреплении второй изолирующей ленты (25) выполнить соединение между второй изолирующей лентой (25) и по меньшей мере одной боковой стенкой клапана (9).
21. Устройство по п. 20, отличающееся тем, что упомянутый перфорационный блок расположен перед упомянутым вторым закрывающим блоком (105).
22. Устройство (1) по пп. 19-21, отличающееся тем, что первый закрывающий блок (102) и/или второй закрывающий блок (105) содержит клеящее устройство или сварочное устройство для присоединения первой/второй изолирующей ленты (10, 25) к первому/второму открытому концу (7, 8) трубчатой детали (5), при этом сварочное устройство, предпочтительно, способно выполнять сварку горячим воздухом или ультразвуковую сварку.
23. Устройство (1) по пп. 19-21, отличающееся тем, что дополнительно содержит блок для склеивания, соединяющий по меньшей мере одну боковую стенку (19) клапана (3) с соседней секцией боковой стенки (9A или 9В) трубчатой детали (5) при помощи клея.
24. Устройство (1) по пп. 19-21, отличающееся тем, что дополнительно содержит сварочную установку (106) для соединения по меньшей мере одной боковой стенки (19) клапана (3) с соседней секцией боковой стенкой (9A или 9В) трубчатой детали (5) посредством процесса сварки, предпочтительно процесса ультразвуковой сварки.
25. Устройство (1) по п. 24, отличающееся тем, что сварочная установка (106) содержит разделительный элемент (20), в частности разделительную пластину (21), который может быть вставлен между боковыми стенками (9) клапана (3) во время процесса сварки.
26. Устройство по п. 20, отличающееся тем, что упомянутый перфорационный блок (108) содержит скользящий болт (30) для пробивания отверстия (29) и опорный элемент (31), который предусмотрен под упомянутой трубчатой деталью (5) при пробивании отверстия (29).
| US 4132347 A, 02.01.1979 | |||
| СПОСОБ И УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ПОЛУПОСТОЯННЫМ ПЛАНИРОВАНИЕМ | 2020 |
|
RU2735387C1 |
| РУКАВНЫЙ ПАКЕТ С КРЫШКОЙ | 2006 |
|
RU2395437C2 |
| КЛАПАННЫЙ МЕШОК И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2437812C2 |
| ТКАНЫЙ МАТЕРИАЛ С ПОКРЫТИЕМ, МЕШОК, ИЗГОТОВЛЕННЫЙ ИЗ НЕГО, УПАКОВОЧНАЯ МАШИНА ДЛЯ МЕШКОВ И СПОСОБ ЗАПОЛНЕНИЯ МЕШКОВ | 2011 |
|
RU2549854C2 |

