Область техники, к которой относится изобретение
Настоящее изобретение в целом относится к впитывающей сердцевине, содержащей слой для распределения текучих сред и слой для накопления текучих сред, которая хорошо адаптирована для использования в одноразовом впитывающем изделии.
Уровень техники
Одноразовые впитывающие изделия, такие как продукты гигиены женщин, менструальные подгузники, трусы-подгузники и продукты для людей, страдающих недержанием, конструируются для поглощения текучих сред из организма пользователя. Пользователи таких одноразовых впитывающих изделий имеют несколько проблем. Протечки из продуктов, подобных менструальным прокладкам, подгузникам, гигиеническим прокладкам и прокладкам для людей, страдающих недержанием, представляют собой значительную проблему. Комфорт и ощущение от продукта на теле пользователя также представляет собой проблему. Для обеспечения лучшего комфорта, современные одноразовые изделия, как правило, снабжаются верхним листом, который является гибким, мягким на ощупь и не раздражает кожу пользователя. Верхний лист сам по себе не удерживает высвобождаемую текучую среду. Вместо этого, верхний лист является проницаемым для текучих сред, давая возможность для протекания текучих сред во впитывающую сердцевину.
Современные одноразовые изделия также снабжены впитывающей сердцевиной, также упоминаемой как впитывающая система, как правило, содержащей слой для приема и/или распределения текучих сред и слой для накопления текучих сред. Слой для распределения текучих сред, как правило, располагается “сверху”, то есть поверх обращенной к телу поверхности слоя для накопления текучих сред и имеет функцию быстрого приема текучих сред, выделяемых из организма, и быстрого переноса их от тела в слой для накопления текучих сред. Слой для распределения текучих сред также используется для удерживания выделений, удерживаемых в слое для накопления текучих сред вдали от поверхности кожи при его использовании, и/или тогда, когда к изделию прикладывается давление. Это приводит к постоянному компромиссу между эффективностью слоя для распределения текучих сред при удалении жидкости с поверхности и обеспечением при этом по-прежнему комфортабельного и сухого впитывающего изделия.
Настоящее изобретение пытается дополнительно улучшить этот компромисс между комфортом и эффективностью для обеспечения эффективного поглощения, тем самым обеспечивая более приятные ощущения пользователя с помощью конкретно сконструированной впитывающей сердцевины.
Сущность изобретения
Настоящее изобретение представляет собой впитывающую сердцевину для использования во впитывающем изделии, при этом впитывающая сердцевина содержит
a) слой для распределения текучих сред, слой для распределения текучих сред формируется из двух или более подслоев, включая:
i) первый подслой, причем первый подслой содержит первое количество многокомпонентных связующих волокон или волокон поперечно сшитой целлюлозы, или их сочетание;
ii) второй и/или последующие подслои, причем второй и/или последующие подслои содержат обработанную или необработанную волокнистую массу и второе количество многокомпонентных связующих волокон, волокон поперечно сшитой целлюлозы, или их сочетание, при этом по отношению к первому подслою % масс первого количества многокомпонентных связующих волокон и/или волокон поперечно сшитой целлюлозы больше чем по отношению ко второму и/или последующим подслоям % масс второго количества многокомпонентных связующих волокон и/или волокон поперечно сшитой целлюлозы; и
b) слой для накопления текучих сред, причем слой для накопления текучих сред содержит по отношению к этому слою по меньшей мере 50% масс супервпитывающего полимера, при этом
указанный первый подслой указанного слоя для распределения должен располагаться в направлении пользователя в процессе его предполагаемого использования,
указанный второй и/или последующие подслои располагаются так, что они находятся дальше от пользователя в процессе их предполагаемого использования, чем указанный первый подслой, и
указанный слой для накопления текучих сред располагается так, что он находится еще дальше от пользователя в процессе его предполагаемого использования, чем указанный второй подслой.
Кроме того, первый подслой может содержать обработанную или необработанную волокнистую массу и/или в пределах 2% - 30% масс многокомпонентных связующих волокон или волокон поперечно сшитой целлюлозы, от слоя для распределения текучих сред.
Слой для распределения текучих сред (% масс слоя для распределения текучих сред) может составлять в пределах между 20% и 60% по отношению к первому подслою.
Слой для распределения текучих сред может содержать один или несколько дополнительных подслоев, расположенных рядом со вторым подслоем и дальше от первого подслоя, где один или несколько дополнительных подслоев содержат такой же или меньший % масс многокомпонентных связующих волокон или волокон поперечно сшитой целлюлозы, от слоя для распределения текучих сред.
Площадь поверхности слоя для накопления текучих сред меньше, чем площадь поверхности слоя для распределения текучих сред. Первый подслой слоя для распределения текучих сред содержит слой нетканого материала, который образует первую поверхность слоя для распределения текучих сред. Необязательно, слой для распределения текучих сред содержит дисперсное связующее. Таким образом, первый подслой слоя для распределения текучих сред содержит необработанные или обработанные волокна волокнистой массы, волокна поперечно сшитой целлюлозы и многокомпонентные связующие волокна, и необязательно может, по существу, не содержать супервпитывающих полимеров.
Слой для накопления может содержать супервпитывающий полимер, выбранный из группы, состоящей из материала поглотителя, образующего гель, или вспененного поглотителя.
Краткое описание чертежей
Фиг.1 представляет собой общий вид одного из примеров впитывающего изделия, которое содержит впитывающую сердцевину.
Фиг.2A и 2B представляют собой репрезентативные виды поперечного сечения впитывающего изделия согласно Фиг.1, взятые по линии 2-2.
Фиг.3, 4A, 4B, 5A и 5B представляют собой схематические представления оборудования, используемого для измерения многократного импульсного сквозного и конечного обратного смачивания.
Фиг.6A, 6B и 6C изображают результаты исследования размера пятна.
Хотя итоги настоящего описания подводятся в формуле изобретения, конкретно описывающей и в явном виде заявляющей предмет изобретения, который рассматривается как настоящее изобретение, считается, что настоящее изобретение будет понято полнее из следующего далее описания, взятого в сочетании с прилагаемыми чертежами. Некоторые фигуры могут упрощаться, опуская выбранные элементы для цели более ясного показа других элементов. Такое опускание элементов на некоторых фигурах не обязательно указывает на присутствие или отсутствие конкретных элементов в любом из иллюстративных вариантов осуществления, если только это не указывается в явном виде в соответствующем описании в тексте. Чертежи необязательно соответствуют масштабу.
Подробное описание
Как используется в настоящем документе, следующие термины должны иметь значение, указанное далее:
Все проценты должны рассматриваться как проценты массовые, если конкретно не указано иного.
“Впитывающее изделие” относится к носимым устройствам, которые впитывают и/или удерживают жидкость, а более конкретно, относится к устройствам, которые помещаются на теле пользователя или вблизи него для поглощения и удерживания различных выделений, высвобождаемых из организма, подобных менструальным выделениям, моче. Впитывающие изделия могут включать подгузники, трусы для приучения детей к горшку, нижнее белье для взрослых, страдающих недержанием, (например, вкладыши, прокладки и трусы) и/или продукты гигиены женщин.
“Продольное” направление представляет собой направление параллельное максимальному линейному размеру, как правило, продольной оси изделия, и включает направления в пределах 45° от продольного направления. “Длина” изделия или его компонента, когда используется в настоящем документе, как правило, относится к размеру/расстоянию максимальной линейной протяженности или, как правило, к размеру/протяженности продольной оси изделия или его части.
“Латеральное” или “поперечное” направление является ортогональным продольному направлению, то есть, оно лежит в той же плоскости, что и большая часть изделия, и его продольная ось, и поперечное направление является параллельным поперечной оси. “Ширина” изделия или его компонента, когда используется в настоящем документе, относится к размеру/протяженности ортогональной продольному направлению изделия или его компонента, то есть она ортогональна длине изделия или его компонента, и как правило, это относится к протяженности/размеру расстояния параллельного поперечной оси изделия или компонента. Рассматривая изделие при носке, латеральная ориентация, как правило, совмещается с направлением ориентации лево-право для пользователя.
“Z-направление” или “толщина” является ортогональным как продольному, так и поперечному направлению и, как правило, простирается от верхней обращенной к телу поверхности впитывающего изделия до его нижней поверхности, обращенной к одежде.
"Машинное направление" или "MD", как используется в настоящем документе, означает направление параллельное ходу промышленного оборудования, такого как машина для получения полотна суховоздушным формированием и/или оборудование для производства продукта впитывающего изделия.
“Поперечное направление" или "CD", как используется в настоящем документе, означает направление параллельное ширине промышленного оборудования, такого как машина для получения полотна суховоздушным формированием и/или оборудование для производства продукта впитывающего изделия, и перпендикулярное к машинному направлению.
Термины “верхний”, “вверх” или соответствующие им выражения относятся к z-направлению, к направлению или относительной ориентации, или позиционированию впитывающего изделия или его компонентов, таких как, без какого-либо ограничения, впитывающая сердцевина и элементы или структуры, которые они содержат, при их использовании, позиционируемых или носимых пользователем, и относительно тела пользователя. Таким образом, верхний лист впитывающего изделия может располагаться в крайнем наружном слое изделия, и его наружная поверхность может предназначаться для контакта с кожей пользователя. Соответственно, впитывающая сердцевина впитывающего изделия или для него, может демонстрировать “верхний” элемент или поверхность, которая располагается выше относительно других “нижних” элементов или компонентов, которые находятся дальше от верхнего листа или верхнего элемента сердцевины.
Соответственно, термин “нижний”, “вниз” или соответствующие выражения относятся к z-направлению, к направлению или относительной ориентации или позиционированию впитывающего изделия или его компонентов, таких как, без ограничения, впитывающая сердцевина и элементы или структуры, которые она содержит, при их использовании, как они позиционируются или носятся пользователем относительно тела пользователя. Как правило, подкладочный лист впитывающего изделия может располагаться как крайний снаружи слой изделия и его наружная поверхность может предназначаться для контакта с одеждой пользователя. Соответственно, впитывающая сердцевина впитывающего изделия или для него может демонстрировать “нижний” элемент или поверхность, которая позиционируется в направлении подкладочного листа относительно других “верхних” элементов или компонентов, расположенных ближе нее к верхнему листу или верхнему элементу сердцевины.
“Впитывающая сердцевина” или “впитывающая система” относится к структуре, как правило, расположенной между верхним листом и подкладочным листом впитывающего изделия, для впитывания и удерживания жидкости, принимаемой впитывающим изделием. По настоящему изобретению, впитывающая сердцевина содержит, по меньшей мере, слой для распределения текучих сред (или для приема текучих сред) и слой для накопления текучих сред, однако очевидно, что впитывающая сердцевина может содержать и другие слои, которые располагаются между верхним листом и подкладочным листом.
Термины “продольный”, “латеральный”, “в z-направлении”, а также “машинное направление” и “поперечное направление” относятся с соответствующими изменениями к материалам или элементам изделия, таким как без ограничения, впитывающая сердцевина или впитывающая система, или ее элементы.
Как используется в настоящем документе, термин “пена” является синонимом термина “ячеистый полимер”, который включает материалы, имеющие значительный объем пустот, как правило, больше 75%. Пены “с открытыми ячейками” дополнительно имеют ретикулированную внутреннюю структуру, расположенную в них, содержащую относительно тонкие “опорные” элементы, взаимно соединенные и образующие ячейки или поры, обеспечивающие сообщение текучих сред сквозь структуру. Средние диаметры ячеек относятся к диаметру пор в пене, видимых с помощью микроскопии. Поры имеют тенденцию к относительно сферической форме, и средний диаметр можно измерить с использованием технологий микроскопии. Одна из пригодных для использования технологий представляет собой использование фотографий, полученных с помощью сканирующего электронного микроскопа, и измерения видимого среднего диаметра по меньшей мере 25 репрезентативных ячеек для определения среднего значения. Плотность пены можно определять с использованием несжатых образцов указанных пен, не содержащих загрязнений, таких как вода, и измерения объема и массы пены. Практичным является кубический образец, имеющий длину ребра, равную или большую чем 2 см.
Во всех случаях, при описании впитывающей сердцевины по настоящему изобретению, считается, что впитывающая сердцевина находится в плоской конфигурации, где плоскость сердцевины представляет собой плоскость x, y и ось z перпендикулярна указанной плоскости.
Термин “обработанная волокнистая масса” представляет собой эквивалент “волокнистой массы, обработанной размягчителем” и “волокнистой массы, обработанной разрыхлителем”, все они относятся к распушенной волокнистой массе, обработанной разрыхляющими агентами, которые уменьшают прочность водородных связей между молекулами целлюлозы.
“Нетканый материал” относится к произведенному волокну из направленно или случайным образом ориентированных волокон, исключая бумагу и продукты, которые являются ткаными, вязанными, ворсовыми, вязально-прошивными, включая связанные пряжи или нити, или валяными с помощью влажного валяния, либо с дополнительной прошивкой, либо без нее. Нетканые материалы и процессы их получения известны в данной области. Как правило, процессы получения нетканых материалов включают выкладывание волокон на формирующую поверхность, что может включать процессы спанлейд, мелтблаун, кардования, суховоздушного формирования, влажного формирования, совместного формирования и их сочетания. Волокна могут иметь природное или искусственное происхождение и могут представлять собой штапельные волокна или сплошные нити, или формироваться in situ.
Термин “гидрофильный” описывает волокна или поверхности волокон, которые смачиваются водными текучими средами (например, водными телесными жидкостями), осаждаемыми на этих волокнах. Гидрофильность и смачиваемость, как правило, определяются в терминах контактного угла и поверхностного натяжения текучих сред, когда они проходят сквозь материал. Про волокно или поверхность волокна говорят, что она смачивается водной текучей средой (то есть, является гидрофильной), когда контактный угол между текучей средой и либо волокном, либо его поверхностью, меньше, чем 90 градусов, или когда текучая среда стремится самопроизвольно распространиться по всей поверхности волокна. Наоборот, волокно или поверхность волокна считается “гидрофобной”, если контактный угол больше, чем 90 градусов, и текучая среда не распространяется по всей поверхности волокна.
Впитывающее изделие
Одноразовое впитывающее изделие, в котором можно соответствующим образом использовать впитывающую сердцевину по настоящему изобретению, может принимать множество различных форм, таких как подгузники, продукты гигиены женщин и продукты для людей, страдающих недержанием, такие как прокладки на каждый день, гигиенические прокладки и прокладки для людей, страдающих недержанием. Один из неограничивающих вариантов осуществления одноразового впитывающего изделия, как определено в настоящем документе, показан как гигиеническая прокладка на Фиг.1 и 2. Для целей объяснения будет конкретно иллюстрироваться гигиеническая прокладка, хотя любые особенности или элементы гигиенической прокладки, которые описываются, также предполагаются для любого другого варианта осуществления впитывающего изделия, включая прокладки для людей, страдающих недержанием.
Гигиеническая прокладка 10 может иметь любую форму, известную в данной области для предметов гигиены женщин, включая симметричную в целом форму “песочных часов” показанную на Фиг.1, а также формы груши, овалов, продолговатых овалов, формы капель, формы велосипедных седел, трапециевидные формы или формы клина. Гигиенические прокладки и прокладки на каждый день также могут предусматриваться с латеральными выступами, известными в данной области как “клапаны” или “крылышки” (на Фиг.1 это не показано). Такие выступы могут служить для ряда целей, включая, но не ограничиваясь этим, защиту трусов пользователя от загрязнения и удерживания гигиенической прокладки, закрепленной на месте. Иллюстрируемое впитывающее изделие имеет обращенную к телу верхнюю сторону, которая находится в контакте с телом пользователя при ее использовании. Противоположная, обращенная к одежде нижняя сторона находится в контакте с одеждой пользователя при ее использовании.
Верхняя сторона гигиенической прокладки 10, как правило, имеет верхний лист 14, который может быть проницаемым для жидкости. Нижняя сторона (видна на Фиг.2A-B) имеет подкладочный лист 16, который часто является непроницаемым для жидкости и соединяется с верхним листом 14 на краях гигиенической прокладки 10. Подкладочный лист и верхний лист могут скрепляться вместе различными путями, например, с помощью адгезива, термического связывания, связывания под давлением, ультразвукового связывания, динамического механического связывания, герметизации обжимом, или с помощью любого другого пригодного для использования способа скрепления. Как показано на Фигу.1, 2A и B, непроницаемая для текучих сред герметизация обжимом 24 может противостоять латеральной миграции (“впитыванию”) текучей среды через края продукта, замедляя боковое загрязнение нижнего белья пользователей.
Как является типичным для гигиенических прокладок, и тому подобное, они могут иметь адгезив для прикрепления к трусам, расположенный на обращенной к одежде стороне подкладочного листа 16. Адгезив для прикрепления к трусам может представлять собой любой из известных адгезивов, используемых для этой цели в данной области, и может покрываться перед использованием съемной бумагой, как хорошо известно в данной области. Если имеются клапаны или крылышки, адгезив для прикрепления к трусам может наноситься на сторону, обращенную к одежде с тем, чтобы он находился в контакте с изнанкой трусов пользователя и приклеивался к ней.
Впитывающая сердцевина 18 располагается между верхним листом 14 и подкладочным листом 16. Иллюстрируемая гигиеническая прокладка 10 имеет обращенную к телу верхнюю сторону 11, которая находится в контакте с телом пользователя при ее использовании. Противоположная, обращенная к одежде нижняя сторона 13 находится в контакте с одеждой пользователя при ее использовании. Как показано на Фиг.2A, впитывающая сердцевина 18 может содержать слой 20 для распределения текучих сред для извлечения жидкости в гигиенической прокладке из верхнего листа и в слой 22 для накопления текучих сред, где выделения в конечном счете удерживаются.
Верхний лист 14 и подкладочный лист 16 могут соединяться друг с другом непосредственно по периферии гигиенической прокладки или они могут соединяться вместе опосредовано, посредством их прямого соединения с впитывающей сердцевиной 18 или с дополнительными необязательными слоями в основной части, такими как вторичный верхний лист.
Верхний лист
Впитывающее изделие может содержать любой известный или иным образом эффективный верхний лист, такой как лист, который является податливым, вызывающим ощущение мягкости и не раздражающим для кожи пользователя. Пригодные для использования материалы верхнего листа включают проницаемый для жидкости материал, который ориентирован в направлении тела пользователя и находится в контакте с ним, давая выделяемым телесным жидкостям возможность для быстрого прохождения через него и не давая возможности для обратного протекания текучей среды сквозь верхний лист на кожу пользователя. Пригодный для использования верхний лист можно изготовить из различных материалов, таких как тканые и нетканые материалы; апертурированные пленочные материалы, включая апертурированные формованные термопластичные пленки, апертурированные пластиковые пленки, и апертурированные пленки из переплетенных волокон; гидроформованные термопластичные пленки; пористые пены; ретикулированные пены; ретикулированные термопластичные пленки; термопластичные марли; или их сочетания. Пригодные для использования тканые и нетканые материалы могут содержать природные волокна (например, древесные или хлопковые волокна), синтетические волокна (например, полимерные волокна, такие как полиэстровые, полипропиленовые или полиэтиленовые волокна) или сочетания природных и синтетических волокон. Когда верхний лист содержит нетканое полотно, это полотно может изготавливаться с помощью большого количества известных технологий. Например, полотно может получаться способом спанбонд, кардирования, влажного формирования, мелтблаун, гидропереплетения, сочетаний способов, указанных выше, или чего-либо подобного. Пригодные для использования нетканые материалы могут включать нетканые материалы с низкой базовой массой, то есть, нетканые материалы, имеющие базовую массу примерно от 8 г/м2 примерно до 25 г/м2.
Верхние листы могут формироваться из одного или нескольких слоев, изготовленных из материалов, рассмотренных выше, где один слой образует наружную поверхность впитывающего изделия, а один или несколько других слоев располагаются непосредственно под ним. Слой, формирующий наружную поверхность изделия, как правило, представляет собой слой нетканого материала или формованную пленку и может обрабатываться для получения гидрофильности с использованием поверхностно-активных веществ или других средств известных специалистам в данной области. Верхние листы могут дополнительно апертурироваться, иметь любые пригодные для использования трехмерные особенности и/или иметь множество тиснений (например, связанную структуру). Верхний лист дополнительно может снабжаться ворсом, формироваться как ламинированный верхний лист, имеющий апертурированный верхний слой и нетканый нижний слой с “ворсинками”, сформированными из слоя нетканого материала, выступающего сквозь апертурированный верхний слой.
Подкладочный лист
Подкладочный лист действует как барьер для любых впитывающихся телесных жидкостей, которые могут проходить сквозь впитывающую сердцевину, на пути к его поверхности, обращенной к одежде, при этом в результате уменьшается риск появления пятна на нижнем белье или на другой одежде. Кроме того, барьерные свойства подкладочного листа дают возможность удаления вручную по желанию пользователя впитывающего изделия при уменьшении риска испачкать руки. Подкладочный лист может располагаться рядом с обращенной к одежде поверхностью впитывающей сердцевины и может соединяться с ней с помощью способов крепления (не показано), таких как те, которые хорошо известны в данной области. Например, подкладочный лист может прикрепляться к впитывающей сердцевине с помощью однородного сплошного слоя адгезива, структурированного слоя адгезива или ряда отдельных линий, спиралей или пятен адгезива. Альтернативно, способы прикрепления могут включать использование термических связей, связей под действием давления, ультразвуковых связей, динамических механических связей или любых других пригодных для использования способов крепления или сочетаний способов крепления. Также рассматриваются формы настоящего изобретения, где впитывающая сердцевина не соединена с подкладочным листом, верхним листом или ни с тем, ни с другим.
Подкладочный лист может быть непроницаемым, или, по существу, непроницаемым для жидкостей (например, менструальных выделений или мочи) и может изготавливаться из тонкой пластиковой пленки, хотя могут также использоваться и другие гибкие непроницаемые для жидкости материалы. Как используется в настоящем документе, термин “гибкий” относится к материалам, которые являются податливыми и легко прилегают к общей форме и контурам тела человека. Подкладочный лист может предотвращать, или по меньшей мере замедлять смачивание выделениями, впитываемыми и удерживаемыми во впитывающей сердцевине, предметов одежды, которые находятся в контакте с впитывающим изделием, таких как нижнее белье. Однако, в некоторых случаях, подкладочный лист может давать возможность для удаления паров из впитывающей сердцевины (то есть, он является дышащим), в то время как в других случаях подкладочных лист может не давать возможности для удаления паров (то есть, он не дышащий). Таким образом, подкладочный лист может содержать полимерную пленку, такую как термопластичные пленки из полиэтилена или полипропилена. Пригодный для использования материал для подкладочного листа представляет собой термопластичную пленку, имеющую толщину, например, примерно от 0,012 мм примерно до 0,051 мм.
Другой пригодный для использования материал подкладочного листа представляет собой полиэтиленовую пленку, имеющую толщину примерно от 0,012 мм примерно до 0,051 мм. Подкладочный лист может иметь тиснение и/или матовую отделку для обеспечения внешнего вида более сходного с одеждой. Для растягиваемого, но не эластичного дышащего (то есть, проницаемого для паров воды и других газов) подкладочного листа можно использовать, гидрофобный растягиваемый нетканый материал спанлейс, имеющий базовую массу примерно от 30 г/м2 до 40 г/м2, сформированный из полиэтилентерефталатных или полипропиленовых волокон. Другие пригодные для использования дышащие подкладочные листы для использования в настоящем документе включают однослойные дышащие подкладочные листы, которые могут быть дышащими и непроницаемыми для жидкости, и подкладочные листы, сформированные из двух или более слоев, которые в сочетании обеспечивают дышащие свойства и непроницаемость для жидкости. Например, подкладочный лист может иметь первый слой, содержащий газопроницаемый слой из апертурированной формованной пленки, и второй слой, содержащий дышащий слой микропористой пленки.
Когда подкладочный лист формируется из полотна нетканого материала, он может иметь базовую массу в пределах между 20 г/м2 и 50 г/м2.
Впитывающая сердцевина
Обращаясь к Фиг.2A и B, здесь впитывающая сердцевина 18 по настоящему изобретению служит для накопления телесной жидкости, высвобождаемой при ее использовании. Впитывающая сердцевина 18 может изготавливаться при большом разнообразии размеров и форм, и она может профилироваться так, чтобы она имела различную толщину, градиент гидрофильности, градиенты содержания суперпоглотителей, плотности или средней базовой массы в различных положениях в направлениях x-y. Как показано на Фиг.2A, 2B, впитывающая сердцевина содержит слой 20 для распределения текучих сред и слой 22 для накопления. Слой для распределения текучих сред конфигурируется для переноса принятой текучей среды как вниз, так и в латеральном направлении, и, как правило, имеет более высокую проницаемость, чем слой для накопления.
Слой для распределения текучих сред
Слой для распределения текучих сред адаптируется для приема текучих сред из верхнего листа, для накопления текучей среды до того времени, когда она сможет впитаться слоем для накопления текучих сред, и для высвобождения ее в слой для накопления, тем самым он также включает распределение жидкости в направлениях x-y, в особенности, если размер слоя для накопления в направлениях x-y меньше, чем размер слоя для распределения. Важно, чтобы жидкость, удерживаемые в слое для распределения текучих сред, не переносилась обратно вверх, например, в верхний лист впитывающего изделия (обратное смачивание). Слой для распределения текучих сред может иметь такую же или сходную форму и размеры, что и верхний лист, и впитывающее изделие в целом, или он может быть меньше. Как правило, хорошо функционирующий слой для распределения текучих сред вносит значительный вклад в комфорт, ощущаемый пользователем, и, как таковой, имеет целью достижение компромисса между скоростью, с которой текучая среда принимается слоем для распределения текучих сред, возможностью обратного смачивания и уровнем комфорта, обеспечиваемым для пользователя.
Слой для распределения текучих сред имеет структуру, которая дает ему возможность для приема и удаления жидкости из верхнего листа, если он имеется в изделии, для удерживания жидкости и предотвращения обратного смачивания, например, сквозь верхний лист, при этом по-прежнему давая возможность для удаления жидкостей с помощью слоя для накопления текучих сред. Для осуществления этого, слой для распределения текучих сред содержит два или более подслоев 34, 36, 42, имеющих различные свойства. В этом отношении обнаружено, что для удаления жидкости вниз, например, дальше от верхнего листа, слой для распределения текучих сред должен иметь определенную проницаемость, которая может обеспечиваться с помощью в целом открытой структуры, сформированной из волокон, содержащейся в слоях распределения текучих сред. Однако авторы настоящего изобретения поняли, что создание полностью открытой структуры может вызывать в результате проблемы при ее использовании, в частности, обратного смачивания, подобные отсутствию капиллярного действия, необходимого, прежде всего, для удаления жидкости дальше от верхнего листа.
Слой для распределения текучих сред имеет первую верхнюю или обращенную к телу поверхность 38 и вторую нижнюю поверхность 40, ориентированную в направлении одежды пользователя при его использовании, и формируется из двух или более подслоев, имеющих различные свойства материалов. Первый, верхний подслой формирует 34 или является соседним с верхней, обращенной к телу поверхностью слоя для распределения текучих сред, и он может ориентироваться в направлении верхнего листа при его использовании. Могут предусматриваться один или несколько дополнительных подслоев. Например, может предусматриваться второй подслой 36, который формирует нижнюю поверхность слоя для распределения текучих сред, когда может ориентироваться в направлении одежды пользователя при его использовании. Альтернативно, третий подслой 42 (показанный на Фиг.2B) может предусматриваться рядом с этой нижней поверхностью слоя для распределения текучих сред, в этом случае вторые подслои заключаются между первым и последним подслоем. Композиция, например, массовые отношения в различных типах волокон в различных подслоях, могут быть различными, но после объединения, подслои формируют гетерогенную структуру, которую нельзя легко разделить.
Для обеспечения быстрого приема текучей среды, но минимального обратного смачивания, необходимо, чтобы первый подслой мог быстро удалять жидкость вниз со своей верхней поверхности для приема текучих сред, когда он может принимать текучую среду из верхнего листа изделия, и давать возможность для прохождения жидкости сквозь второй подслой (или дополнительные подслои), который находится еще дальше от верхнего листа. Первый подслой должен также иметь возможность для быстрого восстановления формы, для обеспечения того, чтобы при его использовании пользователь не имел ощущения долго периода дискомфорта в результате того, что слой для распределения текучих сред стал влажным. Чтобы обеспечить затем удерживание жидкости вдали от верхней поверхности и от верхнего листа, второй или последующие подслои должны продолжать удаление жидкости дальше от первого подслоя и удерживать жидкость до того времени, когда она впитается в слой для накопления.
Подслои слоя для распределения текучих сред могут формироваться из сочетания волокон волокнистой массы и/или волокон поперечно сшитой целлюлозы, и/или двухкомпонентных связующих волокон и, в зависимости от процесса производства, необязательно, из дисперсного связующего. Верхний первый подслой слоя для распределения текучих сред имеет более открытую, то есть, менее плотную и более проницаемую структуру, чем второй или последующие слои, расположенные под ним. Таким образом, первый подслой может быстро удалять жидкость во впитывающую сердцевину. Первый подслой может содержать волокна поперечно сшитой целлюлозы или сочетание многокомпонентных связующих волокон и волокон поперечно сшитой целлюлозы и/или волокон волокнистой массы. Когда первый подслой содержит только волокна (например, волокна поперечно сшитой целлюлозы или волокна поперечно сшитой целлюлозы и волокнистой массы), второй и/или последующие слои слоя для распределения текучих сред будут содержать многокомпонентные связующие волокна. Присутствие многокомпонентных связующих волокон в любой части слоя для распределения текучих сред помогает обеспечить целостность слоя для распределения текучих сред, поскольку при нагреве, многокомпонентные связующие волокна образуют самосклеивающуюся структуру.
Использование поперечно сшитых волокон или многокомпонентных связующих волокон в сочетании с поперечно сшитыми волокнами или волокнами волокнистой массы в первом подслое, как обнаружено, обеспечивает открытую структуру, которая делает возможным быстрый прием жидкости из верхнего листа и имеет хорошие свойства восстановления после удаления жидкости из слоя для распределения текучих сред с помощью слоя для накопления текучих сред. Оба фактора вносят значительный вклад в ощущение комфорта пользователя во влажных и сухих условиях.
Первый подслой может содержать от 50%, 60%, 70%, 80% или 90, где % масс, от первого подслоя, первого количества волокон поперечно сшитой целлюлозы, необязательно содержащего дополнительные многокомпонентные связующие волокна, волокна волокнистой массы и/или дисперсные связующие. Альтернативно, первый подслой может содержать от 25% до 75%, от 30% до 70% или от 40% до 60% масс от первого подслоя многокомпонентных связующих волокон, вместе с поперечно сшитыми волокнами или волокнами волокнистой массы и необязательно, дисперсные связующие. Альтернативно, первый подслой может содержать от 25% до 100% масс поперечно сшитой целлюлозы или волокон волокнистой массы, от первого подслоя волокон, и от 0% до 75% масс многокомпонентных связующих волокон, от первого подслоя, или от 40% до 100% масс волокон поперечно сшитой целлюлозы или волокон волокнистой массы, от первого подслоя, и от 0% до 60% масс многокомпонентных связующих волокон, от первого подслоя.
Предпочтительно, второй подслой может содержать второе количество волокон поперечно сшитой целлюлозы и/или многокомпонентных связующих волокон, где % масс от второго подслоя для второго количества меньше, чем для первого количества. Последующие подслои могут содержать такой же % масс или меньший % масс, чем для второго количества поперечно сшитых волокон и/или многокомпонентных связующих волокон, от каждого последующего подслоя. Предпочтительно, второй и любые последующие подслои содержат меньше 70%, 60%, 50%, 30% или 10% масс, от соответствующего подслоя, поперечно сшитых и/или многокомпонентных связующих волокон, по сравнению с первым количеством волокон поперечно сшитой целлюлозы или многокомпонентных связующих волокон в первом подслое.
Предпочтительно, первый подслой содержит от 50% до 70% масс многокомпонентных связующих волокон, от первого подслоя, и от 30% до 50% масс волокон поперечно сшитой целлюлозы или волокон волокнистой массы, от первого подслоя, и второй подслой содержит меньше 20% масс многокомпонентных связующих волокон и/или волокон поперечно сшитой целлюлозы, от второго подслоя. В альтернативном предпочтительном варианте осуществления, первый подслой содержит от 25% до 100% волокон поперечно сшитой целлюлозы и от 5% до 75% масс многокомпонентных связующих волокон, от первого подслоя, и второй подслой содержит меньше 20% масс многокомпонентных связующих волокон и/или волокон поперечно сшитой целлюлозы, от второго подслоя.
Не ограничиваясь теорией, многокомпонентные связующие волокна усиливают структурную целостность слоя для распределения текучих сред, обеспечивая в то же время также более открытую структуру. Волокна поперечно сшитой целлюлозы обеспечивают хорошую возможность накопления жидкости и обеспечивают пружинистую открытую структуру, которая делает возможным быстрое восстановление слоя для распределения текучих сред, делая возможной готовность ко множеству высвобождений текучих сред. Использование первого количества многокомпонентных связующих волокон или волокон поперечно сшитой целлюлозы в первом подслое, которое больше чем второе или последующее количества многокомпонентных связующих волокон и/или волокон поперечно сшитой целлюлозы во втором или последующих подслоях, как обнаружено, обеспечивает выгоды, обсуждаемые выше. Однако, в варианте осуществления, первый подслой содержит первое количество поперечно сшитых волокон и многокомпонентных связующих волокон.
Второй и последующие подслои содержат обработанную или необработанную волокнистую массу и могут дополнительно содержать многокомпонентные связующие волокна, волокна поперечно сшитой целлюлозы или дисперсное связующее, такое как латекс, или их сочетание. Предпочтительно, второй и последующие подслои содержат не более чем 50% масс волокон поперечно сшитой целлюлозы или многокомпонентных связующих волокон, от слоя для распределения текучих сред в целом.
Предпочтительно, первый подслой имеет % масс слоя для распределения текучих сред в пределах между 20% и 60%. Если первый подслой имеет % масс меньше 20%, как ожидается, время приема жидкостей из верхнего листа будет увеличиваться, а уровни комфорта понижаться. Напротив, если массовое отношение первого подслоя ко второму или последующим подслоям является слишком большим, тогда открытая структура первого подслоя может не обеспечивать достаточное усилие отсоса для удаления жидкости от поверхности для приема жидкости и/или верхнего листа.
Многокомпонентные связующие волокна могут формироваться, например, с помощью полиэтилена и полипропилена, полиэтилена/полиэтилентерефталата, металлоцена PP с PET сердцевиной, и могут иметь любую конфигурацию известную в данной области, такую, например, как сердцевина-оболочка, звездообразную, конфигурацию эксцентричного волокна, концентрического волокна, бок-о-бок и их смеси.
Часто, впитывающая сердцевина для впитывающего изделия при носке экспонируется для определенного давления, прикладываемого пользователем, что потенциально уменьшает объем пустот ее элемента для распределения текучих сред. Иметь хорошую проницаемость и достаточное доступное пустое пространство важно для хорошего распределения и переноса жидкости. Далее предполагается, что двухкомпонентные волокна и волокна поперечно сшитой целлюлозы, описанные выше, являются пригодными для поддержания достаточного объема пустот, даже когда слой распределения экспонируется для давления.
Остальные волокна могут выбираться из природных, регенерированных и синтетических волокон. Для улучшения смачиваемости, является предпочтительным, чтобы по меньшей мере 90% волокон (или в некоторых вариантах осуществления, 100%) были гидрофильными или гидрофильно обработанными (например, с помощью поверхностно-активного вещества) с тем, чтобы они демонстрировали гидрофильные свойства. Многокомпонентные связующие волокна могут также обрабатываться для демонстрации гидрофильных свойств.
Примеры волокон пригодных для использования в слое для распределения текучих сред (в дополнение к многокомпонентным связующим волокнам) представляют собой синтетические или регенерированные волокна, выбранные из PET, полиэтилена, полипропилена, найлона, вискозы, волокнистой массы, полимолочной кислоты и их смесей.
В дополнение к материалам, описанным выше, слой для распределения текучих сред может содержать разнообразные материалы - поглотители жидкости, обычно используемые в одноразовых впитывающих изделиях. Неограничивающие примеры материалов - поглотителей жидкости пригодных для использования включают измельченную древесную волокнистую массу, которая, как правило, упоминается как Airfelt или волокнистая масса; вату из крепированной целлюлозы; волокна химически упроченной, модифицированной или поперечно сшитой целлюлозы, хлопковые волокна; полимеры мелтблаун, включая совместное формирование; синтетические волокна, включая извитые полиэстровые волокна; волокна с капиллярными каналами; впитывающие пены; впитывающие губки; синтетические штапельные волокна.
Слой для распределения текучих сред может предпочтительно формироваться как унитарная структура - это означает, что хотя он может формироваться с помощью нескольких подслоев, которые имеют различные свойства и/или композиции, отличающиеся друг от друга, они до некоторой степени перемешиваются в области границы раздела, так что вместо четко определенной границы раздела между подслоями можно идентифицировать область, где различные подслои переходят один в другой. Такая унитарная структура, как правило, строится посредством формирования различных подслоев один поверх другого непрерывным образом, например, используя осаждение для суховоздушного формирования или мокрого формирования. Как правило, адгезива, используемого между подслоями унитарного материала, нет. Однако, в некоторых случаях, адгезивы и/или связующие могут присутствовать, хотя, как правило, при более низком количестве, чем в многослойных материалах, формируемых из отдельных слоев.
В одном из вариантов осуществления, слой для распределения текучих сред может содержать слой волокнистого нетканого материала, содержащего волокна, имеющие среднюю длину от 25 мм до 200 мм, от 50 мм до 175 мм или от 75 мм до 125 мм. В некоторых вариантах осуществления, средний размер волокна в дтекс может выбираться с тем, чтобы она находилась в пределах от 0,5 дтекс до 15 дтекс, от 1 дтекс до 12,5 дтекс, от 3 дтекс до 10 дтекс или от 5 дтекс до 7,5 дтекс. Среднюю длину волокна измеряют согласно ASTM method D5103-07 и средний размер в дтекс согласно ASTM Method D1577-07. Слой нетканого материала, формирующего унитарный слой для распределения текучих сред, может иметь базовую массу от 10 г/м2 до 50 г/м2, от 15 г/м2 до 40 г/м2, от 20 г/м2 до 30 г/м2 и толщину от 0,2 мм до 5 мм, от 0,5 мм до 4 мм, или от 1 мм до 3 мм и может выбираться из материалов, выбранных из полученных иглопробиванием, гидропереплетением, материалов AirThrough, полученных способом спанбонд, кардного материала, связанного смолой, и нетканого материала мелтблаун. Кардные нетканые материалы AirThrough являются в некоторых случаях предпочтительными, поскольку эта технология консолидации может давать в результате материалы, имеющие хорошую компрессионную стойкость в z-направлении и хорошую капиллярность даже при низкой базовой массе (таким образом давая возможность для изготовления более тонких и дешевых впитывающих элементов).
Слой нетканого материала слоя для распределения текучих сред может изготавливаться из ассортимента пригодных для использования типов волокон, которые дают желаемые механические характеристики и характеристики манипуляции с текучими средами. В некоторых вариантах осуществления, кардный нетканый материал AirThrough, может формироваться из сочетания упрочняющих волокон. Упрочняющие волокна могут составлять, например, примерно от 20% примерно до 40% масс кардного волокнистого нетканого материала AirThrough. В других вариантах осуществления, упрочняющие волокна могут составлять примерно 100% масс нетканого материала.
Упрочняющие волокна могут представлять собой волокна полиэтилентерефталата (PET) или другие пригодные для использования не целлюлозные волокна известные в данной области. PET волокна могут иметь любую пригодную для использования структуру или форму. Например, PET волокна могут быть круглыми или иметь другие формы, такие как спираль, зубчатый овал, трехлопастная форма, зубчатая лента, и так далее. Кроме того, PET волокна могут быть сплошными, полыми или иметь множество полостей. В некоторых вариантах осуществления нетканого материала из кардных волокон, упрочняющие волокна могут представлять собой волокна, изготовленные из полого/спирального PET. Другие пригодные для использования примеры упрочняющих волокон включают полиэстровые/совместно экструдированные полиэстровые волокна. Упрочняющие волокна могут представлять собой многокомпонентные связующие волокна, где индивидуальные волокна получают из различных материалов, обычно, из первого и второго полимерного материала. Эти два материала могут быть химически различными (следовательно, волокна являются химически гетерогенными) или они могут отличаться только по их физическим свойствам, при этом являясь химически идентичными (следовательно, волокна являются химически гомогенными). Упрочняющие волокна могут также представлять собой смесь многокомпонентных волокон с полиэстровыми волокнами.
Упоминая конкретно многокомпонентные волокна, состоящие из композиции полипропиленовых/полиэтиленовых волокон, на виде поперечного сечения волокна, материал с более высокой температурой размягчения может составлять центральную часть (то есть, сердцевину) волокна. Сердцевина волокна, как правило, является ответственной за способность двухкомпонентного волокна к передаче усилий и имеет определенную жесткость или иным образом обеспечивает структуру упругостью. Наружное покрытие на сердцевине волокна (то есть, оболочка волокна) может иметь более низкую температуру плавления и может использоваться для облегчения термического связывания подложек, содержащих такие волокна. В одном из вариантов осуществления, полипропиленовая сердцевина снабжается снаружи полиэтиленовым покрытием, так что примерно 50% масс материала волокна представляют собой полипропилен и 50% масс материала волокна представляют собой полиэтилен. Разумеется, могут выбираться и другие количества. Например, двухкомпонентные волокна могут иметь композицию примерно из 30% - примерно до 70% масс, полиэтилена, в то время как другие содержат примерно 35% - примерно 65% масс полиэтилена. В некоторых вариантах осуществления, двухкомпонентные волокна могут иметь композицию примерно из 40% - примерно 60% или примерно из 45% - примерно 55% масс, полиэтилена.
В целом, изготовление унитарных структур как впитывающих элементов для впитывающих изделий известно в данной области и описано, например, в WO03/090656A1, Procter & Gamble, US2002/007169A1, Weyerhaeuser и WO00/74620A1, Buckeye. В предпочтительном варианте осуществления настоящего изобретения, унитарная структура слоя распределения может формироваться как материал, полученный суховоздушным формированием, где, по меньшей мере, два подслоя, формирующих его, осаждаются на последующих стадиях на одной линии для суховоздушного формирования непосредственно на сетчатый носитель, а затем дисперсное связующее, такое как латекс, может наноситься на поверхности для обеспечения соответствующего связывания и уменьшения пыльности.
В каждом из способов, описанных выше, подслои формируются на оборудовании для суховоздушного формирования, имеющем несколько формирующих головок (как правило, по одной на каждый подслой, или две формирующих головки могут осаждать одинаковую композицию, формируя при этом один подслой) и при этом каждая формирующая головка выкладывает конкретное сочетание материалов при заданном наборе условий. В этом способе первая формирующая головка формирует первый слой, полученный суховоздушным формированием, затем вторая формирующая головка формирует второй подслой, полученный суховоздушным формированием, поверх первого подслоя. Этот процесс продолжается до получения желаемого ряда подслоев. Как правило, в ходе осаждения слоя или подслоя, полученного суховоздушным формированием, композиция материалов (например, % многокомпонентных связующих волокон), осаждаемых с помощью каждой формирующей головки, является постоянной, однако можно рассмотреть варианты осуществления, где композиции материалов каждой формирующей головки являются различными. Это дает возможность для генерирования некоторого диапазона композиции и свойств материала вдоль его z оси в одном слое или подслое (z-профилирование). В случае, когда имеется больше формирующих головок, можно осуществлять стадии осторожного сжатия между переходами от одной формирующей головки до другой, не предотвращая перемешивание соседних подслоев.
Когда осаждение слоя для распределения текучих сред, полученного суховоздушным формированием, завершается, полученный в результате материал может прессоваться для его компактирования (например, посредством каландрирования). В случае присутствия многокомпонентных связующих волокон, материал может термически обрабатываться при температуре выше температуры размягчения связующего компонента многокомпонентных связующих волокон и ниже температуры размягчения структурного компонента многокомпонентных связующих волокон, так что связующие волокна могут связывать вместе подслои. Слой для распределения текучих сред может дополнительно подвергаться тиснению, что может быть выгодным для обеспечения влажной целостности слоя для распределения текучих сред и для увеличения его плотности. Полученный в результате лист материала может затем разрезаться, при необходимости, при соответствующих размерах и использоваться внутри впитывающей сердцевины впитывающего изделия или объединяться с другим слоем для формирования впитывающей сердцевины.
Толщина слоя для распределения текучих сред может составлять от 0,25 мм до 5 мм, от 0,75 мм до 3,5 мм, от 1 мм до 2,5 мм или от 1,5 мм до 2 мм. Толщина определяется по необходимости баланса между манипуляциями с текучей средой и защитой и комфортом от изделия. Например, если слой для распределения текучих сред является слишком тонким, он может быть неэффективным для предотвращения обратного смачивания изделия; или если слой для распределения текучих сред является слишком толстым, он может добавлять ненужный объем впитывающему изделию. Как правило, для использования в менструальных изделиях, слой для распределения текучих сред может иметь толщину в пределах между 1,8 мм и 4,0 мм; между 2,25 мм и 3,75 мм; между 2,5 мм и 3,5 мм; или между 2,5 мм и 3,0 мм, включая любые значения в этих диапазонах и любые диапазоны, получаемые при этом. Для использования в легких менструальных изделиях, слой для распределения текучих сред может иметь толщину от 0,6 мм до 1,8 мм. Когда он используется в изделиях, предназначенных для манипуляций с мочой, таких как подгузники, слой для распределения текучих сред может иметь толщину в пределах между 0,2 мм и 5,0 мм; между 2,25 мм и 3,75 мм; между 2,5 мм и 3,5 мм; или между 2,5 мм и 3,0 мм, включая любые значения в этих диапазонах и любые диапазоны, получаемые при этом.
Слой для накопления
Кроме того, впитывающая сердцевина содержит слой 22 для накопления, содержащий супервпитывающие полимеры, такие как материалы гелеобразующих поглотителей (AGM) или материалы вспененных суперпоглотителей. Слой для накопления может содержать от 50%, 60%, 70%, 80% или 90% масс супервпитывающих полимеров, от слоя для накопления. Количество материала супервпитывающего полимера в слое для накопления текучих сред дает слою возможность для накопления, для удаления жидкости из слоя для распределения текучих сред, даже когда эти два слоя структурно различны (то есть, нет волокон, переходящих из слоя в слой, в ином случае появилась бы возможность для легкого переноса жидкости). Кроме того, слой для накопления текучих сред обеспечивает надежное пространство для удерживания выделений при его использовании.
Гелеобразующие поглащающие материалы (AGM), как правило, используются в мелкодисперсной форме, например, как правило, в форме частиц или волокон, для улучшения их характеристик впитывания и удерживания. AGM, как правило, содержит водонерастворимые, набухающие в воде, образующие гидрогель поперечно сшитые поглощающие полимеры, которые могут впитывать большие количества жидкостей и удерживать такие впитанные жидкости при умеренном давлении. Гелеобразующие поглащающие материалы могут включаться во впитывающие изделия, как правило, во впитывающую сердцевину, различными путями; например, гелеобразующие поглащающие материалы в форме частиц могут диспергироваться между волокон одного или нескольких волокнистых слоев, содержащихся в сердцевине, или, вместо этого, локализоваться при более концентрированном размещении между волокнистыми слоями, так что один или несколько слоев, составляющих сердцевину, содержат уменьшенное количество волокнистых материалов и/или состоят в основном из AGM.
Другие примеры AGM пригодных для настоящего изобретения представляют собой пористые суперпоглотители такие как те, которые описаны в WO2010118272 A1,
Другие примеры SAP пригодные для настоящего изобретения представляют собой пены, полученные при полимеризации эмульсий с большим количеством внутренней фазы (эмульсий вода в масле или масло в воде, имеющих высокое отношение дисперсной водной фазы к сплошной масляной фазе), упоминаемые также как "пены HIPE". Они формируются посредством полимеризации эмульсии с большим количеством внутренней фазы, содержащей масляную фазу, содержащую мономер, агент для поперечной сшивки, эмульгатор, фотоинициатор и водную фазу. Примеры пен HIPE описаны в: US5500451, US5817704, US5856366, US5869171, US6369121, US6376565, US6525106 и WO2011081987.
Такие супервпитывающие пены HIPE, как правило, отверждаются в виде слоев, но они могут также использоваться в измельченной форме как частицы или крошки, которые можно применять диспергированными в слоях для накопления сами по себе или в сочетании с впитывающими или невпитывающими волокнами, в основном, таким же путем, как частицы AGM.
Впитывающие изделия по настоящему изобретению могут содержать любые SAP, рассмотренные выше, или их смесь.
В некоторых вариантах осуществления, части слоя для накопления впитывающей сердцевины могут формироваться только из SAP, или могут формироваться из SAP, диспергированных в соответствующем носителе, таком как волокна целлюлозы, в форме распушенных или упрочненных волокон. Один из неограничивающих примеров слоя для накопления содержит частицы AGM, которые могут ламинироваться между слоями, проницаемыми для жидкости, такими как обычная бумага, бумага тишью (например, имеющая базовую массу примерно 18 г/м2), или гидрофильные нетканые материалы, такие как те, которые обычно используют для верхних листов.
Кроме того, слой для накопления может содержать материалы, такие как вата из крепированной целлюлозы, волокна распушенной целлюлозы, волокна вискозы, волокна древесной волокнистой массы известные также как материал Airfelt и синтетические волокна, включая ацетат целлюлозы, поливинилфторид, поливинилиденхлорид, акриловые соединения (такие как ORLON), поливинилацетат, нерастворимый поливиниловый спирт, полиэтилен, полипропилен, полиамиды (такие как нейлон), сложные полиэфиры, двухкомпонентные волокна, трехкомпонентные волокна, их смеси, и тому подобное, они также могут использоваться в слое для накопления. Слой для накопления может также содержать материалы наполнители, такие как PERLITE, диатомовая земля, вермикулит, или другие пригодные для использования материалы, которые уменьшают проблемы с обратным смачиванием.
Слой для накопления может содержать SAP при однородном распределении или при неоднородном распределении. SAP могут иметь форму каналов, карманов, полосок, перекрестных структур, завитков, точек или любую другую структуру, либо двух-, либо трехмерную.
Пригодные для использования слои для накопления могут изготавливаться in-line в ходе процесса изготовления для впитывающих изделий с большими скоростями производства больше 300 м/мин или даже больше 500 м/мин. Однако часто предпочтительно (для упрощения способа), чтобы материалы для слоя для накопления поставлялись в форме полотна или листа, так, чтобы они могли предварительно формироваться для объединения со слоем для распределения на узле преобразования для изготовления впитывающих изделий. В предпочтительном варианте осуществления, материалы для слоя для накопления представляют собой скатываемые материалы, то есть, могли поставляться в форме полотна, например, по существу, непрерывного рулона или шпули, или в коробках (“в виде гирлянд”). Это может уменьшить сложность способа изготовления, устраняя сложную стадию способа формирования сердцевины и уменьшения дополнительного генерирования пыли.
Впитывающая сердцевина
Впитывающая сердцевина имеет первую, верхнюю поверхность, ориентированную в направлении пользователя при ее использовании, и вторую, нижнюю поверхность, ориентированную в направлении одежды пользователя при ее использовании. Во впитывающем изделии, обращенная к телу поверхность может находиться рядом с верхним листом или может находиться рядом с дополнительным слоем, предусмотренным между верхним листом и впитывающей сердцевиной. Обращенная к одежде поверхность впитывающей сердцевины может находиться рядом с подкладочным листом. Впитывающая сердцевина содержит по меньшей мере один, расположенный сверху слой для распределения текучих сред, который находится рядом с обращенной к телу поверхностью или образует ее, когда находится во впитывающем изделии, и нижний слой для накопления текучих сред, который находится рядом с поверхностью, обращенной к одежде, или образует ее, когда он находится во впитывающем изделии. Слой для распределения текучих сред и слой для накопления текучих сред предпочтительно формируются как различные слои, которые сводятся вместе с формированием впитывающей сердцевины. Слой для распределения текучих сред и слой для накопления текучих сред могут склеиваться вместе с помощью любых известных средств. При условии раздельной структуры и функционирования слоя для распределения текучих сред и слоя для накопления по настоящему изобретению, можно обеспечить более соответствующую своим задачам впитывающую сердцевину для впитывающего изделия, имеющую слой для распределения текучих сред больший в направлениях x-y и меньший слой для накопления, расположенный под ним. Слой для распределения текучих сред, как правило, является мягким и пружинящим так что может обеспечить больший уровень комфорта для пользователя, в то время как слой для накопления, как правило, жестче и плотнее. Имеется множество вариантов относительно того, как может располагаться слой для накопления, но в одном из примеров, слой для накопления может располагаться непосредственно в промежностной области - это может осуществляться по причинам впитывания жидкости и комфорта.
Таким образом, слой для накопления может иметь меньшую общую площадь поверхности, чем слой для распределения текучих сред. Например, слой для накопления может иметь меньшую ширину в поперечном направлении, например, она составляет до 90% от ширины слоя для распределения текучих сред, и/или слой для накопления может иметь меньшую длину в машинном направлении, например, составляющую до 90% от длины слоя для распределения текучих сред.
При его использовании, слой для распределения текучих сред будет первым принимать выделения организма и капиллярный поток, возникающий в результате размещения различных материалов подслоев слоя для распределения текучих сред, будет быстро удалять жидкость с верхней, обращенной к телу поверхности впитывающей сердцевины и из верхнего листа, если он присутствует во впитывающем изделии. Благодаря высокой впитывающей емкости и эффективности слоя для накопления, жидкость будет удаляться из слоя для распределения текучих сред в слой для накопления, таким образом, оставляя слой для распределения текучих сред готовым для приема следующих порций выделений. В этом отношении, SAP присутствующие в слоях для накопления, обеспечивают мощное усилие отсоса для удаления жидкости из слоя для распределения текучих сред.
Кроме того, подслои слоя для распределения текучих сред выбираются и конструируются таким образом, что после удаления выделений в слой для накопления, слой для распределения текучих сред возвращается в пружинистую форму, которая является комфортабельной для пользователя.
Методы исследования
Чтобы проиллюстрировать выгоды от впитывающих сердцевин по настоящему изобретению для конкретных применений, в частности, для продуктов гигиены женщин, такие сердцевины и/или изделия, содержащие такие сердцевины, оценивают в лаборатории.
Используют следующие методы исследований:
Измерения базовой массы, приведенные в настоящем документе, получают с использованием Worldwide Strategic Partners (WSP) Test Method 130.1.
Измерения времени множества сквозных протечек и конечного обратного смачивания получают с помощью способа, описанного ниже.
Фотографические представления размера динамического пятна получают с помощью способа, описанного ниже.
Если не указано иного, все исследования, описанные в настоящем документе, осуществляют на образцах, кондиционированных при температуре 73°F ± 4°F (примерно 23°C ± 2,2°C) и при относительной влажности 50% ± 4% в течение 2 часов перед исследованием.
Множество сквозных протечек и конечное обратное смачивание
Метод множества сквозных протечек измеряет время, необходимое для многократного приема нагрузок искусственной менструальной текучей среды (AMF) на исследуемом образце. Необходимое время представляет собой показатель способности образца к впитыванию текучей среды после многократных нагрузок текучих сред при заданном давлении. Время приема измеряют с использованием пластины для сквозного проникновения и электронной схемы интервального таймера. Регистрируется время необходимое впитывающему изделию для приема дозы AMF. Все измерения осуществляют в лаборатории, поддерживаемой при 23°C ± 2°C и относительной влажности 50% ± 2%.
Метод обратного смачивания измеряет количество текучей среды, проходящей через многократно смачиваемый верхний лист из лежащей под ним впитывающей структуре, чтобы вызвать удаляемую влажность поверхности верхнего листа. Обратное смачивание служит оценкой того, как кожа, находящаяся в контакте с впитывающей структурой, может смачиваться через 5 минут после последнего выделения. Этот метод работает при количестве текучей среды 3 Ч 3 мл для моделирования средней нагрузки на прокладки. Количества текучей среды отражают приблизительно 90% нагрузки продукта и результаты отражают конкурентоспособную характеристику продукта.
Приготовление исследуемой жидкой AMF: искусственная менструальная текучая среда (AMF) состоит из смеси дефибринированной овечьей крови, фосфатного буферного солевого раствора и слизистого компонента. AMF приготавливают согласно следующим далее инструкциям так что она имеет кинематическую вязкость в пределах между 7,15-8,65 сантистокса при 23°C.
Вязкость AMF измеряют с использованием роторного вискозиметра для низкой вязкости (подходящий инструмент представляет собой Cannon LV-2020 Rotary Viscometer с адаптером UL, Cannon Instrument Co., State College, PA, или его эквивалент). Выбирают размер шпинделя, соответствующий диапазону вязкости, и инструмент работает и калибруется согласно указаниям производителя. Измерения осуществляют при 23°C±1°C и при 60 об/мин. Результаты округляют до ближайших 0,01 сантистокса.
Реагенты необходимые для приготовления AMF включают: дефибринированную овечью кровь с плотноупакованным объемом клеток 38% или больше (собирают при стерильных условиях, доступна от Cleveland Scientific, Inc., Bath, OH, или ее эквивалент), желудочную слизь с целевой вязкостью 3-4 сантистокса, когда ее приготавливают как 2% водный раствор (сырая форма доступна от Sterilized American Laboratories, Inc., Omaha, NE, или ее эквивалент), 10% объем/объем водный раствор молочной кислоты, 10% масс/объем водный раствор гидроксида калия, безводный двухосновный фосфат натрия (химической чистоты), хлорид натрия (химической чистоты), одноосновный фосфат моногидрат натрия (химической чистоты) и дистиллированную воду, каждый реагент доступен от VWR International или из эквивалентного источника.
Фосфатный буферный солевой раствор, состоит из двух отдельно приготовленных растворов (Раствор A и Раствор B). Для приготовления 1 л Раствора A, добавляют 1,38±0,005 г моногидрата одноосновного фосфата натрия и 8,50±0,005 г хлорида натрия в 1000-мл мерную колбу и добавляют дистиллированную воду до полного ее объема. Тщательно перемешивают. Для приготовления 1 л Раствора B, добавляют 1,42±0,005 г безводного двуосновного фосфата натрия и 8,50±0,005 г хлорида натрия в 1000-мл мерную колбу и добавляют дистиллированную воду до ее полного объема. Тщательно перемешивают. Для приготовления фосфатного буферного солевого раствора, добавляют 450±10 мл Раствора B в 1000-мл химический стакан и перемешивают при низкой скорости на столике с мешалкой. Вставляют калиброванный датчик pH (точность 0,1 единицы) в химический стакан с Раствором B и добавляют при перемешивании количество Раствора A, достаточное для доведения pH до 7,2±0,1.
Слизистый компонент представляет собой смесь фосфатного буферного солевого раствора, водного раствора гидроксида калия, желудочной слизи и водного раствора молочной кислоты. Количество желудочной слизи, добавляемое к слизистому компоненту, прямо влияет на конечную вязкость приготовленной AMF. Для определения количества желудочной слизи необходимого для получения целевого диапазона вязкости (7,15-8,65 сантистокса при 23°C) приготавливают 3 загрузки AMF с различными количествами желудочной слизи в слизистом компоненте, а затем интерполируют точное необходимое количество по кривой зависимости концентрации от вязкости с помощью линейной подгонки методом наименьших квадратов по трем точкам. Успешный диапазон желудочной слизи обычно находится в пределах между 38 и 50 граммами.
Для приготовления примерно 500 мл слизистого компонента, добавляют 460±10 мл приготовленного ранее фосфатного буферного солевого раствора и 7,5±0,5 мл 10% масс/объем водного раствора гидроксида калия в 1000-мл стеклянный химический стакан с толстыми стенками. Помещают этот химический стакан на нагреваемый столик с мешалкой и при перемешивании доводят температуру до 45°C ± 5°C. Взвешивают заранее определенное количество желудочной слизи (±0,50 г) и медленно разбрызгивают ее без образования комков в заранее приготовленную жидкость, которую доводят до 45°C. Закрывают химический стакан и продолжают перемешивание. За период 15 минут, доводят температуру этой смеси до температуры выше 50°C, но не выше 80°C. Продолжают нагрев при осторожном перемешивании в течение 2,5 часов, при этом поддерживая температуру в этом диапазоне. По прохождении 2,5 часов удаляют химический стакан с нагреваемого столика и охлаждают ниже 40°C. Затем добавляют 1,8±0,2 мл 10% объем/объем водного раствора молочной кислоты и тщательно перемешивают. Автоклавируют смесь слизистых компонентов при 121°C в течение 15 минут и дают 5 минут для охлаждения. Удаляют смесь слизистых компонентов из автоклава и перемешивают, пока температура не достигнет 23°C±1°C.
Позволяют температуре овечьей крови и слизистого компонента дойти до 23°C±1°C. Используя 500-мл градуированный цилиндр, измеряют объем всей загрузки заранее приготовленного слизистого компонента и добавляют ее в 1200-мл химический стакан. Добавляют такой же объем овечьей крови в химический стакан и тщательно перемешивают. Используя метод измерения вязкости, описанный ранее, убеждаются, что вязкость AMF находится в пределах между 7,15 и 8,65 сантистокс. Если нет, загрузку утилизируют и приготавливают другую загрузку регулируя содержание слизистого компонента соответствующим образом.
Соответствующая условиям AMF должна охлаждаться при 4°C если не предполагается ее непосредственное использование. AMF может храниться в воздухонепроницаемом контейнере при 4°C в течение до 48 часов после приготовления. Перед исследованием, AMF нужно довести до 23°C±1°C. Любую неиспользуемую порцию утилизируют после завершения исследования.
Обращаясь к Фиг.3, 4A, 4B, 5A и 5B, здесь пластину 9001 для исследования сквозных протечек конструируют из плексигласа с общими размерами: длина 10,2 см, ширина 10,2 см, высота 3,2 см. Продольный канал 9007 проходит по длине пластины, его глубина 13 мм, ширина 28 мм на верхней плоскости пластины, его боковые стенки сужаются вниз под углом 65° до основания шириной 15 мм. Центральная лунка 9009 для исследуемых текучих сред имеет длину 26 мм, глубину 24 мм, ширину 38 мм на верхней плоскости пластины, ее боковые стенки сужаются вниз под углом 65° до основания шириной 15 мм. На основании лунки 9009 для исследуемых текучих сред имеется “H-образный” резервуар 9003 для исследуемых текучих сред, открытый в нижней части пластины для введения текучей среды в лежащее под ней изделие. Резервуар 9003 для исследуемых текучих сред имеет общую длину 25 мм, ширину 15 мм и глубину 8 мм. Продольные скосы резервуара имеют ширину 4 мм с закругленными краями. Центральный колодец имеет радиус 3 мм и заключает внутри противоположные электроды c с интервалом между ними 6 мм. Боковые стороны резервуара наклонены наружу с радиусом 14 мм, они ограничены общей шириной 15 мм. Две другие лунки 9002 (длина 80,5 мм Ч ширина 24,5 мм Ч глубина 25 мм) расположены снаружи латерального канала, их заполняют свинцовой дробью для регулировки общей массы пластины, для обеспечения ограничивающего давления 0,25 фунт/кв. дюйм (17,6 гс/смI или 1,72 кПа) на исследуемую площадь. Электроды 9004 погружены в пластину 9001, соединяя гнезда типа банан 9006 с внутренней стенкой резервуара 9003 для текучих сред. Схема интервального таймера подключена к гнездам 9006, и отслеживает импеданс между двумя электродами 9004, и измеряет время от введения AMF в резервуар 9003 до момента, когда AMF удаляется из резервуара. Таймер имеет разрешение 0,01 сек.
Образцы для исследования могут представлять собой готовые продукты для исследования, которые удаляют из всей упаковки, соблюдая осторожность, чтобы не сжимать или не растягивать продукты во время манипуляций. Не делается попыток разглаживания складок. Альтернативно, образцы для исследования можно приготовить посредством позиционирования впитывающей сердцевины под обычным верхним листом, таким как пряденый нетканый материал хайлофт, 25 г/мI, изготовленный из многокомпонентных связующих волокон, например, сформированный из двухкомпонентных волокон, PE оболочки и PET сердцевины, 2,2 дтекс, длиной 4 мм или PE оболочки/PP сердцевины, 1,7 дтекс.
Все образцы для исследований кондиционируются при 23°C±2°C и относительной влажности 50%±2% в течение по меньшей мере 2 часов перед исследованием.
Требуемая масса пластины для исследования сквозных протечек должна вычисляться для конкретных размеров исследуемого изделия так, чтобы прикладывалось ограничивающее давление 1,72 кПа. Определяют продольную и латеральную среднюю точку впитывающей сердцевины исследуемого образца. Измеряют и регистрируют латеральную ширину сердцевины, округляя до 0,1 см. Требуемую массу пластины для исследования сквозных протечек вычисляют как ширину сердцевины, умноженную на длину пластины для исследования сквозных протечек (10,2 см), умноженную на 17,6 г/см2, и округляют до 0,1 г. В пластину добавляют свинцовую дробь для получения вычисленной массы.
Присоединяют электронную схему интервального таймера к пластине 9001 для исследования сквозных протечек и устанавливают таймер на ноль. Помещают исследуемый образец на плоскую горизонтальную поверхность с верхней или обращенной к телу стороной, обращенной вверх. Осторожно помещают пластину 9001 для исследования сквозных протечек на центр исследуемого образца, убеждаясь, что “H-образный” резервуар 9003 центрируется на исследуемом участке.
Используя механическую пипетку, аккуратно накапывают 3,00 мл ± 0,05 мл AMF в резервуар 9003 для исследования текучих сред. Текучая среда распределяется, без разбрызгивания, вдоль формованного выступа нижней части резервуара 9003 в пределах периода 3 секунды или меньше. После приема текучей среды, регистрируют время приема с точностью до 0,01 сек. Тщательно очищают электроды 9004 перед каждым исследованием.
Ждут пять минут после окончания приема текучей среды, не удаляя пластину с исследуемого образца. Повторяют измерение дважды с таким же количеством текучей среды со временем ожидания между измерениями 5 минут, с получением в целом трех повторяющихся выделений. Записывают каждое отдельное время приема.
Подобным же образом исследуют пять (5) копий образцов для оценки каждого исследуемого образца. Регистрируют время приема (сек) как среднее арифметическое значение для копий с точностью до 0,01 сек.
Процедура конечного обратного смачивания после множества сквозных протечек:
После приема последнего из трех выделений текучей среды, ждут еще 5 минут. В это время приготавливают семь листов фильтровальной бумаги (фильтровальная бумага - Schleicher & Schuell N° 597, диаметр 150 мм, #10311812), убеждаются, что фильтровальная бумага хранится при одинаковых климатических условиях в ходе исследования. Для каждого исследуемого образца необходим новый пакет с фильтровальной бумагой. Фильтровальную бумагу берут за край, не касаясь центра. После времени ожидания 5 минут удаляют пластину и дополнительные элементы с образца.
Помещают исследуемый образец под гидравлическое опускаемое устройство и помещают разорванный пакет фильтровальной бумаги на исследуемый образец. Запускают гидравлическое опускаемое устройство для приложения массы (1 фунт/кв. дюйм) и ждут 15 секунд.
После того как гидравлическое опускаемое устройство удаляет массу, берут пакет фильтровальной бумаги и взвешивают его с точностью до 0,01 г. Регистрируют массу. Утилизируют используемую фильтровальную бумагу и исследуемые образцы. Повторяют процедуру для n=5 копий.
Толщина
Толщина впитывающих изделий, впитывающих сердцевин или слоев впитывающего изделия или сердцевины, а также сочетаний (под)слоев, например, формирующих впитывающую сердцевину или слой, может измеряться с помощью любого доступного метода известного специалистам в данной области при выбранном ограничивающем давлении 0,25±0,01 фунт/кв. дюйм (1,72 кПа ± 0,07 кПа). Например, можно использовать INDA Standard Test Method WSP 120.1 (05), где для “Thickness Testing Gage” описанного в секции 5.1, “Applied Force”, секция 5.1.e, давление устанавливается при 0,25±0,01 фунт/кв. дюйм (1,72 кПа ± 0,07 кПа) и “Readability”, секция 5.1.f, должна быть равна 0,01 мм.
Метод измерения восприятия пятна
Восприятие пятна измеряется по размеру пятна текучей среды, видимого на исследуемом образце, который может представлять собой впитывающее изделие или исследуемый образец впитывающей сердцевины, приготовленной, как описано выше. Искусственная менструальная текучая среда (AMF), как описано в настоящем документе, дозируется на поверхность исследуемого образца и фотографируется при контролируемых условиях. Затем фотографическое изображение анализируется с использованием программного обеспечения для анализа изображений с целью получения измерений размера, полученного в результате видимого пятна. Все измерения осуществляют при постоянной температуре (23°C ± 2°C) и относительной влажности (50% ± 2%).
Исследуемый образец вырезают в центре впитывающего изделия или из приготовленной впитывающей сердцевины с площадью 40 Ч 40 мм и вместе с калиброванной линейкой (одобренной NIST или ее эквивалентом) выкладывается на горизонтальной плоскости на матовом черном фоне внутри светового короба, который обеспечивает стабильную однородную подсветку равномерно по всему основанию светового короба.
Пригодный для использования световой короб представляет собой Sanoto MK50 (Sanoto, Guangdong, China) или его эквивалент, который обеспечивает освещение 5500 люкс при цветовой температуре 5500K. Цифровая однолинзовая зеркальная (DSLR) камера с ручным контролем настроек (например, Nikon D40X, доступная от Nikon Inc., Tokyo, Japan, или ее эквивалент) устанавливается непосредственно над отверстием в верхней части светового короба, так что все изделие и линейка являются видимыми в поле зрения камеры.
Используя стандартную 18% серую карточку (например, Munsell, коэффициент отражения 18% (серый) Neutral Patch/Kodak Gray Card R-27, доступную от X-Rite; Grand Rapids, MI или его эквивалент) баланс белого для камеры устанавливается в лаборатории для условий освещения внутри светового короба. Ручные настройки камеры устанавливаются так, чтобы изображение экспонировалось соответствующим образом так чтобы не было клиппирования сигнала в любом из цветовых каналов. Соответствующие настройки могут представлять собой настройку апертуры f/11, настройку ISO 400, и настройку скорости затвора 1/400 сек. При фокусном расстоянии 35 мм камера устанавливается приблизительно на 14 дюймов (35 см) выше изделия. Изображение соответствующим образом фокусируется, записывается и сохраняется как файл JPEG. Полученное в результате изображение должно содержать изделие в целом и масштаб расстояния при минимальном разрешении 15 пикселей/мм.
Исследуемые образцы кондиционируются при 23°C ± 2°C и при относительной влажности 50% ± 2% в течение 2 часов перед исследованием. Помещают исследуемый образец в плоском состоянии, с верхним листом продукта, обращенным вверх, на матовую поверхность в световом коробе вместе с линейкой. Используя механическую пипетку, удерживаемую приблизительно на 19 мм выше поверхности изделия, 2,0 мл ± 0,05 мл AMF медленно и равномерно нагружают на центр изделия в течение периода времени 60 сек. Изображения записывают через при 60 секунд после загрузки.
Таблица 1: Слой для распределения текучих сред
(полимерная пленка)
Каждый образец дополнительно содержит один и тот же верхний лист из нетканого материала и подкладочныый лист из такой же самой полимерной пленки 12 г/м2. Верхний лист из нетканого материала представляет собой пряденый нетканый материал хайлофт, 25 г/м2 изготовленный из полипропиленовых (PP) волокон с 2% добавки клея-расплава на нижнем слое.
Таблица 1 показывает различные композиции различных подслоев в слое для распределения текучих сред. Все % относятся к массе слоя для распределения текучих сред. Как описано выше, слой носитель из нетканого материала может формироваться из 50% - 100% многокомпонентных связующих волокон. Образец по настоящему изобретению 1 формируется из нетканого материала носителя, в то время как образец по настоящему изобретению 2 формируется посредством суховоздушного формирования волокон непосредственно на сетке носителе и нанесения впоследствии латекса для их связывания. При вычислении % масс отдельных подслоев выше, можно увидеть, что контроль характеризуется в целом гомогенной структурой приблизительно с таким же % многокомпонентных связующих волокон в ней. Для сравнения, образцы по настоящему изобретению 1 и 2 содержат больший % либо поперечно сшитой целлюлозы, либо многокомпонентных связующих волокон в первом подслое по сравнению со вторым подслоем.
Таблица 2: Измерения множества сквозных протечек и конечного обратного смачивания
Как может увидеть выше, время приема для Образцов 1 и 2, содержащих впитывающую сердцевину по настоящему изобретению, значительно ниже, чем для Контроля, даже после множества принятых порций. Кроме того, масса конечного обратного смачивания для Образцов 1 и 2 меньше, чем для Контроля. Это также можно увидеть для слоя для распределения текучих сред, когда он рассматривается отдельно, как показано на Фиг.6A, 6B и 6C. Фиг.6A и 6B показывают конечный размер пятна на верхних поверхностях, соответственно, верхнего листа 100 и слоя 102 для распределения текучих сред для образцов по настоящему изобретению 1 (Фиг.6A) и образцов по настоящему изобретению 2 (Фиг.6B). Фиг.6C показывает конечный размер пятна на верхних поверхностях, соответственно, верхнего листа 104 и слоя 106 для распределения текучих сред контроля. Как можно ясно увидеть на этих фотографиях, размер пятна значительно меньше, и оно окрашено менее интенсивно для образцов по настоящему изобретению 1 и 2 по сравнению с контролем.
Размеры и значения, описанные в настоящем документе, не должны пониматься как строго ограниченные точными упоминаемыми численными значениями. Вместо этого, если не указано иного, каждый такой размер как предполагается, означает как упомянутое значение, так и функционально эквивалентный диапазон вокруг этого значения. Например, размер, описанный как "40 мм", как предполагается, означает "примерно 40 мм."
Каждый документ, упоминаемый в настоящем документе, включая перекрестную ссылку или родственный патент, или заявку и любая заявка на патент или патент, относительно которого настоящая заявка заявляет приоритет или выгоду, тем самым включается в настоящий документ в качестве ссылки во всей своей полноте, если это четко не исключается или иным образом не ограничивается. Упоминание любого документа не является признанием того, что он представляет предыдущий уровень техники относительно любого изобретения, описанного или заявляемого в настоящем документе, или что он сам по себе, или в любом сочетании с любой другой ссылкой или ссылками, формулирует, предлагает или описывает любое такое изобретение. Кроме того, до той степени, до которой любое значение или определение термина в настоящем документе противоречит любому значению или определению этого термина в документе, включаемом в качестве ссылки, значение или определение, присваиваемое этому термину в настоящем документе, должно преобладать.
Хотя иллюстрируются и описываются конкретные варианты осуществления настоящего изобретения, специалистам в данной области будет очевидно, что различные другие изменения и модификации могут осуществляться без отклонения от духа и рамок настоящего изобретения. Следовательно, предполагается покрытие в прилагаемой формуле изобретения всех таких изменений и модификаций, которые находятся в рамках настоящего изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ С УЛУЧШЕННЫМ УДЕРЖАНИЕМ ТЕКУЧЕЙ СРЕДЫ | 2017 |
|
RU2738639C1 |
| Абсорбирующий компонент для одноразовых абсорбирующих изделий, содержащий интегрированный слой приема | 2015 |
|
RU2670947C9 |
| ОДНОРАЗОВОЕ ВПИТЫВАЮЩЕЕ ГИГИЕНИЧЕСКОЕ ИЗДЕЛИЕ, СОДЕРЖАЩЕЕ ВПИТЫВАЮЩИЙ УЗЕЛ | 2018 |
|
RU2749062C1 |
| Впитывающее изделие | 2019 |
|
RU2805155C2 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2017 |
|
RU2742091C1 |
| НОВЫЙ ВПИТЫВАЮЩИЙ ВНУТРЕННИЙ СЛОЙ | 2007 |
|
RU2442611C1 |
| ОДНОРАЗОВОЕ ВПИТЫВАЮЩЕЕ ГИГИЕНИЧЕСКОЕ ИЗДЕЛИЕ С ВЕРХНИМ ЛИСТОМ И ПРИНИМАЮЩИМ СЛОЕМ | 2018 |
|
RU2755120C1 |
| ВПИТЫВАЮЩАЯ СИСТЕМА, ВКЛЮЧАЮЩАЯ В СЕБЯ ОТВОДЯЩУЮ СТРУКТУРУ | 2017 |
|
RU2725670C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ С ВЕРХНИМ ЛИСТОМ С КОНТРОЛИРУЕМЫМ pH | 2017 |
|
RU2711302C1 |
| ЕДИНАЯ ПОГЛОЩАЮЩАЯ ТЕКУЧУЮ СРЕДУ СИСТЕМА ДЛЯ ВПИТЫВАЮЩИХ ПРОДУКТОВ И СПОСОБЫ ЕЕ ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2611944C2 |
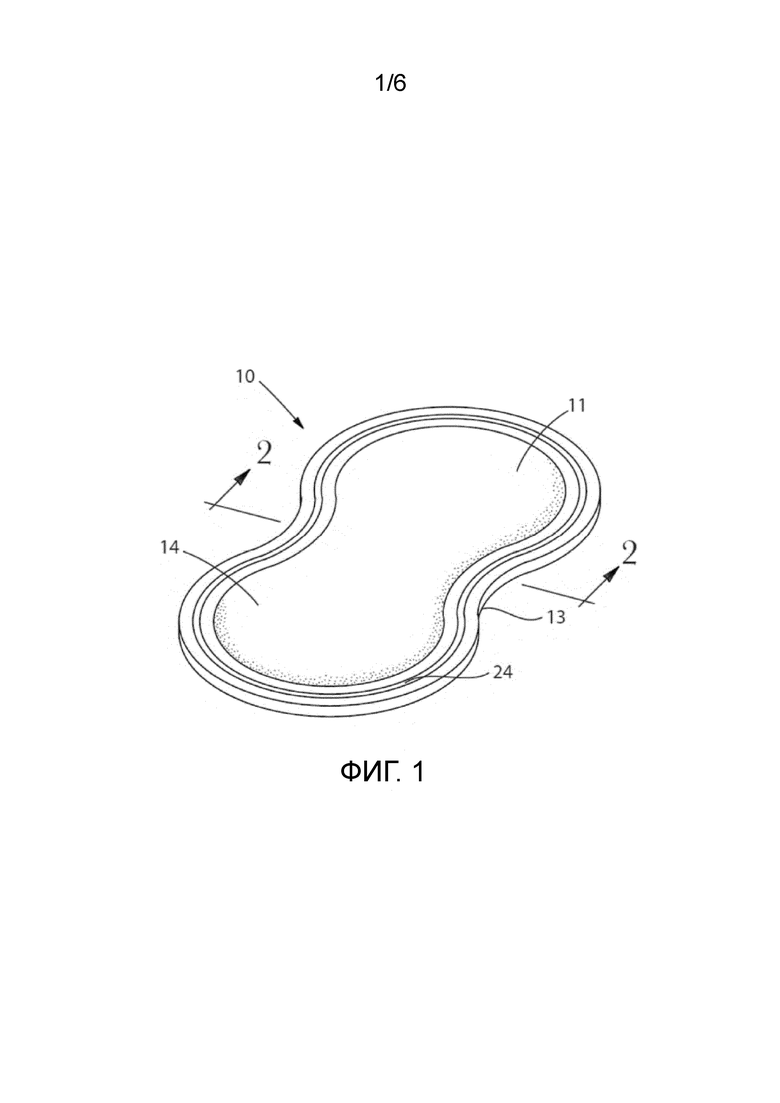
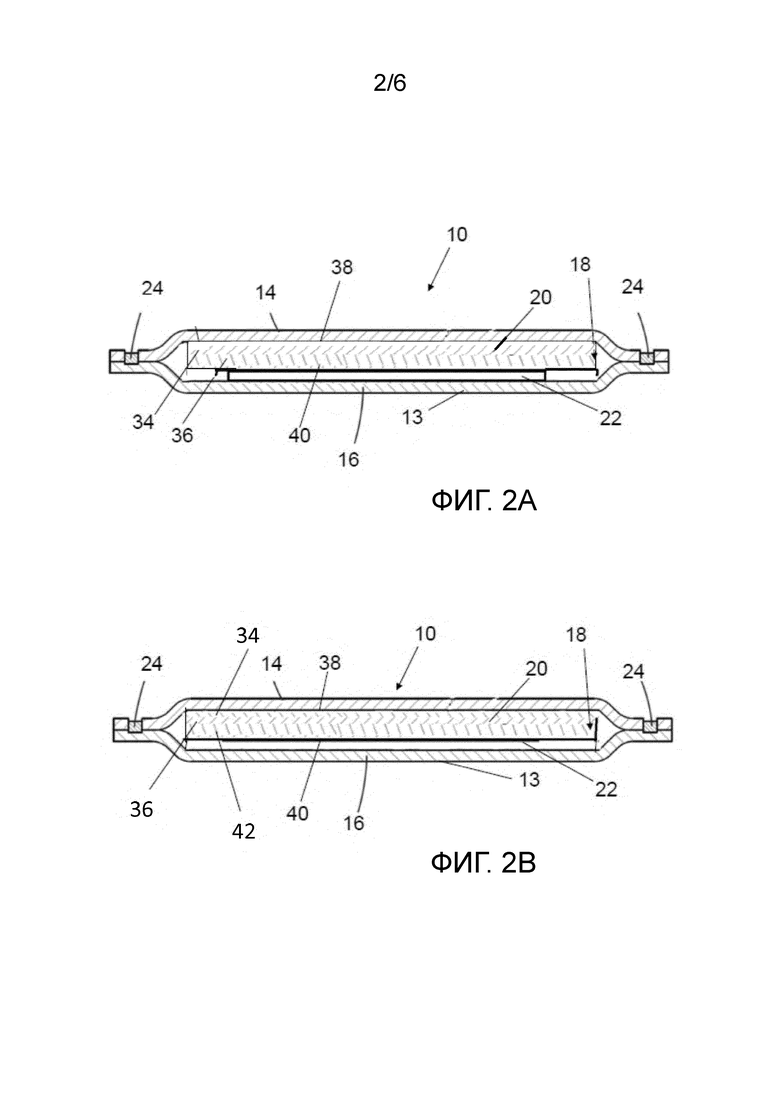
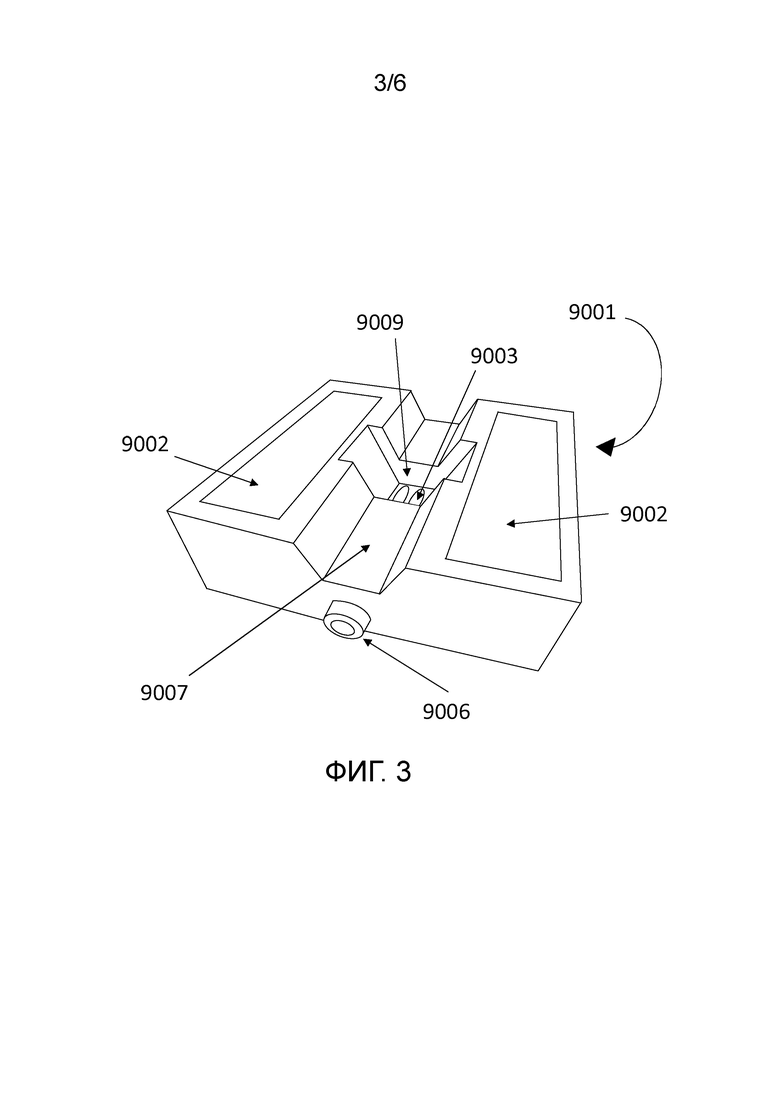
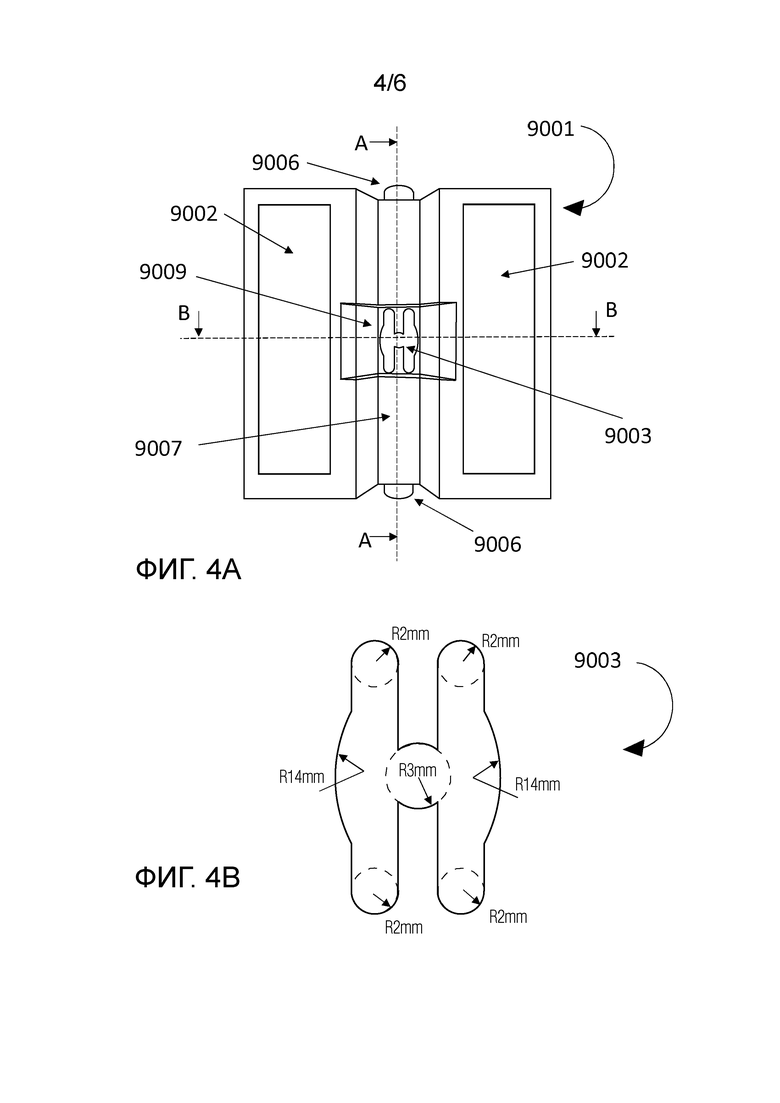
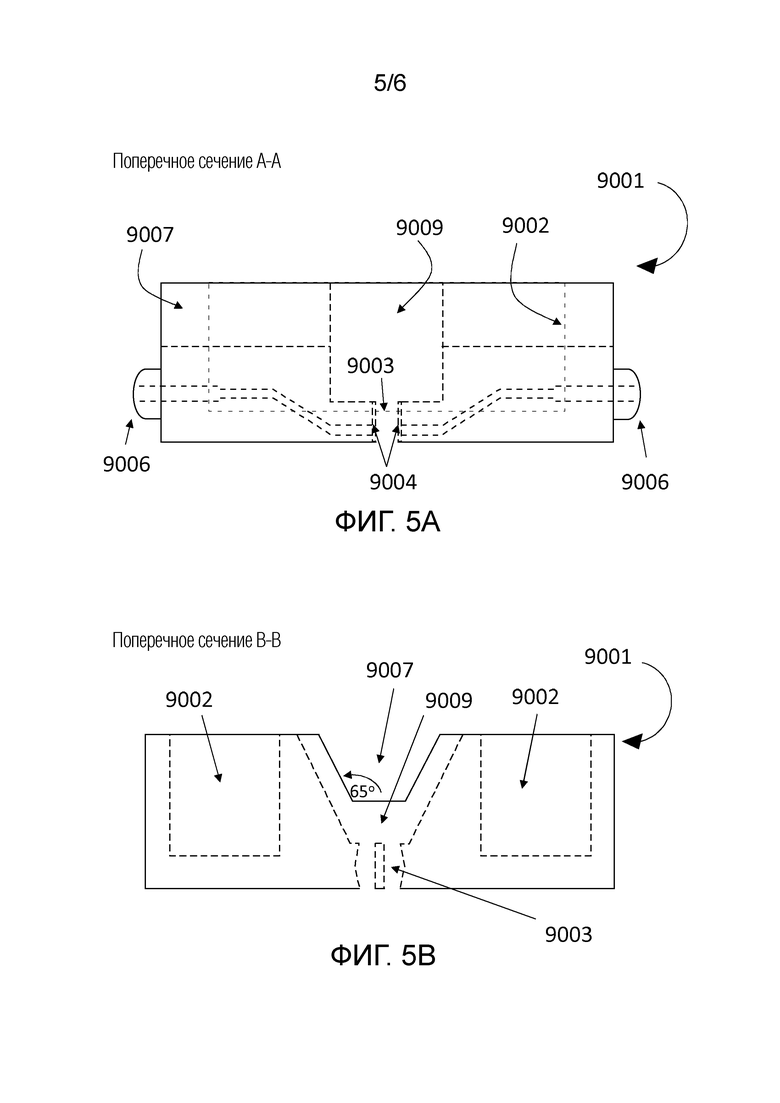
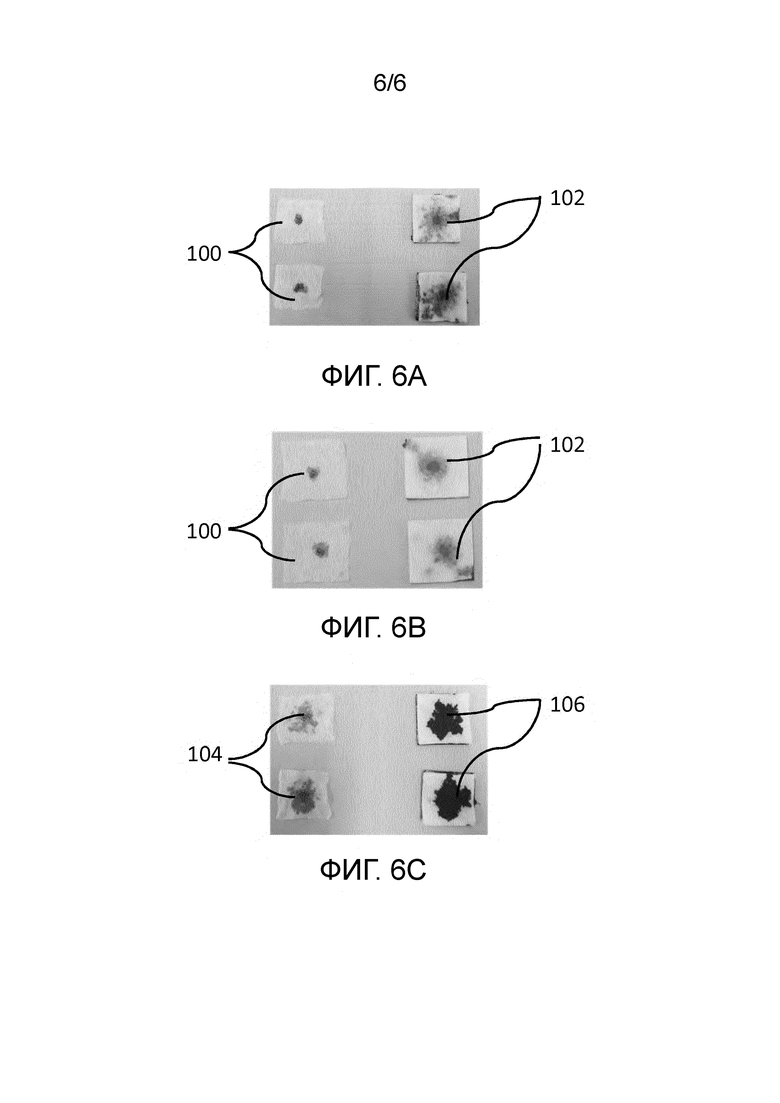
Настоящее изобретение представляет собой впитывающую сердцевину, которая может быть включена в впитывающие гигиенические изделия, такие как детские подгузники, подгузники для взрослых, страдающих недержанием, или предметы гигиены женщин. Она является особенно пригодной для изделий, которые предназначены для приема нескольких порций жидких выделений, поскольку впитывающая сердцевина содержит слой для распределения текучих сред, который содержит подслои, содержащие конкретные отношения многокомпонентных связующих волокон, поперечно сшитых волокон целлюлозы и/или обработанных или необработанных целлюлозных волокон. 9 з.п. ф-лы, 11 ил., 2 табл. 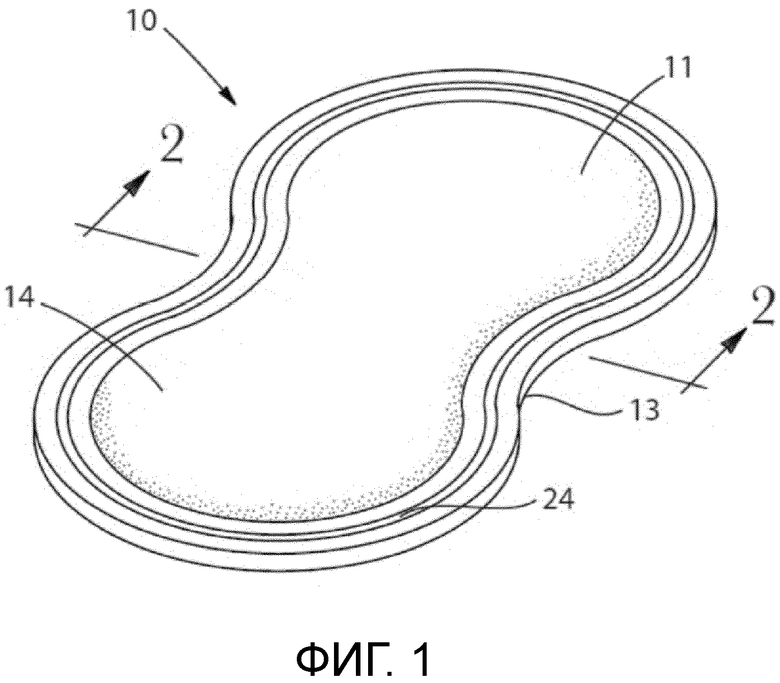
1. Впитывающая сердцевина (18) для использования во впитывающем изделии, при этом впитывающая сердцевина (18) содержит
a) слой (20) для распределения текучих сред, причем слой (20) для распределения текучих сред сформирован из двух или более подслоев (34, 36, 42), включающих:
i) первый подслой (34), причем первый подслой (34) содержит первое количество многокомпонентных связующих волокон, или волокон поперечно сшитой целлюлозы, или их сочетание;
ii) второй и/или последующие подслои (36, 42), причем второй и/или последующие подслои (36, 42) содержат обработанную или необработанную волокнистую массу и второе количество многокомпонентных связующих волокон, волокон поперечно сшитой целлюлозы или их сочетание, при этом по отношению к первому подслою (34) % масс. первого количества многокомпонентных связующих волокон и/или волокон поперечно сшитой целлюлозы больше, чем по отношению ко второму и/или последующим подслоям (36, 42) % масс. второго количества многокомпонентных связующих волокон и/или волокон поперечно сшитой целлюлозы; и
b) слой (22) для накопления текучих сред, причем слой (22) для накопления текучих сред содержит по отношению к этому слою по меньшей мере 50% масс. супервпитывающего полимера, при этом
указанный первый подслой (34) указанного слоя (20) для распределения должен располагаться в направлении пользователя,
указанный второй и/или последующие подслои (36, 42) располагаются так, что они находятся дальше от пользователя, чем указанный первый подслой (34), и
указанный слой (22) для накопления текучих сред располагается так, что он находится еще дальше от пользователя, чем указанный второй подслой (36),
при этом слой (20) для распределения текучих сред содержит один или несколько дополнительных подслоев (36, 42), расположенных рядом со вторым подслоем (36) и дальше от указанного первого подслоя (34), причем указанные один или несколько дополнительных подслоев (36, 42) по отношению к слою (20) для распределения текучих сред содержат такой же или меньший % масс. многокомпонентных связующих волокон или волокон поперечно сшитой целлюлозы.
2. Впитывающая сердцевина (18) по п.1, в которой первый подслой (34) дополнительно содержит обработанную или необработанную волокнистую массу.
3. Впитывающая сердцевина (18) по п.1 или 2, в которой % масс. слоя (20) для распределения текучих сред составляет в пределах между 20% и 60% по отношению к первому подслою (34).
4. Впитывающая сердцевина (18) по любому из предыдущих пунктов, в которой первый подслой (34) по отношению к слою (20) для распределения текучих сред содержит в пределах между 2% и 30% масс. многокомпонентных связующих волокон или волокон поперечно сшитой целлюлозы.
5. Впитывающая сердцевина (18) по любому из предыдущих пунктов, в которой площадь поверхности слоя (22) для накопления текучих сред меньше, чем площадь поверхности слоя (20) для распределения текучих сред.
6. Впитывающая сердцевина (18) по любому из предыдущих пунктов, в которой первый подслой (34) слоя (20) для распределения текучих сред содержит слой нетканого материала, который формирует первую поверхность слоя (20) для распределения текучих сред.
7. Впитывающая сердцевина (18) по любому из пп.1-5, в которой слой (20) для распределения текучих сред содержит дисперсное связующее.
8. Впитывающая сердцевина (18) по любому из предыдущих пунктов, в которой первый подслой (34) слоя (20) для распределения текучих сред содержит необработанную или обработанную волокнистую массу волокон, волокна поперечно сшитой целлюлозы и многокомпонентные связующие волокна.
9. Впитывающая сердцевина (18) по любому из предыдущих пунктов, в которой слой (20) для распределения текучих сред не содержит супервпитывающих полимеров.
10. Впитывающая сердцевина (18) по любому из предыдущих пунктов, в которой указанный слой для накопления (22) содержит супервпитывающий полимер, выбранный из группы, состоящей из гелеобразующего поглощающего материала (AGM) или вспененного поглощающего материала.
| WO 1995010996 A1, 27.04.1995 | |||
| US 8105301 B2, 31.01.2012 | |||
| WO 2016149598 A1, 22.09.2016 | |||
| US 20020007169 A1, 17.01.2002 | |||
| ГИГИЕНИЧЕСКАЯ ПРОКЛАДКА | 2001 |
|
RU2285514C2 |

