Настоящее изобретение относится к металлической гильзе для боеприпаса, в частности, для артиллерии или противовоздушного или противотанкового оружия.
Гильза данного типа обычно состоит из переднего фиксирующего дульца для фиксации снаряда и полого корпуса, имеющего фланец в задней части с центральным затравочным отверстием, а также скат в передней части, соединяющийся с дульцем.
Полый корпус ограничивает камеру с пороховым зарядом, необходимым для выталкивания снаряда.
Традиционную гильзу для боеприпаса обычно изготавливают из одного куска латуни штамповкой с глубокой вытяжкой на прессе последовательного действия.
Традиционная гильза для боеприпаса имеет некоторые недостатки, включая массу, что осложняет логистику, ограничивая количества, которые можно перевозить в одной партии, особенно в случае воздушного транспорта.
Кроме того, штамповка гильзы имеет некоторые присущие этому методу технологические ограничения, связанные с открытием полости в комплекте пуансона и матрицы, что ограничивает внутренний объем, который можно обеспечить для камеры порохового заряда.
Таким образом, техническая задача настоящего изобретения заключается в предоставлении металлической гильзы для боеприпаса, которая позволяет преодолеть вышеуказанные технические недостатки предшествующего уровня техники.
В рамках данной технической задачи одной из целей настоящего изобретения является предоставление металлической гильзы для боеприпаса, которая имеет камеру порохового заряда увеличенного объема при одинаковом калибре.
Другой целью изобретения является предоставление металлической гильзы для боеприпаса, которая обеспечивает увеличенную дальность полета снаряда при одинаковом калибре.
Еще одна цель настоящего изобретения заключается в предоставлении металлической гильзы для боеприпаса, которая имеет уменьшенную массу при одинаковом калибре.
В соответствии с настоящим изобретением решение технической задачи, а также эти и другие цели достигаются путем предоставления металлической гильзы для боеприпаса, имеющей переднее фиксирующее дульце для фиксации снаряда и полый корпус, имеющий фланец в задней части с центральным затравочным отверстием, а также скат в передней части, соединяющийся с указанным дульцем; причем указанный полый корпус имеет внутреннюю поверхность, которая ограничивает камеру порохового заряда, отличающейся тем, что она образована задним элементом и передним элементом, которые конструктивно независимы, жестко соединены друг с другом, а также тем, что указанная внутренняя поверхность имеет рядом с указанным фланцем по меньшей мере одну выемку, выполненную с возможностью увеличения объема указанной камеры порохового заряда.
В настоящем изобретении также описан способ изготовления гильзы для боеприпаса, отличающийся тем, что два стержня из легкого сплава подвергают механическому удалению стружки таким образом, чтобы образовать указанный задний элемент гильзы и указанный передний элемент гильзы.
Преимуществом является то, что указанные два стержня из легкого сплава подвергают станочной обработке внутри и снаружи.
Для образования заднего элемента предпочтительно используют сплошной стержень, а для образования переднего элемента- аксиально полый стержень.
Преимуществом является то, что механическое удаление стружки предназначено для придания камере порохового заряда большего объема по сравнению с исходным калибром.
В частности, благодаря механическому удалению стружки изготавливают гильзу, в которой дульце имеет внутренний диаметр, который меньше внутреннего диаметра камеры с пороховым зарядом. Уменьшение объема материала путем удаления стружки, помимо увеличения внутреннего объема камеры порохового заряда, способствует изготовлению более легкой гильзы, и этот эффект уменьшения массы добавляется к эффекту, связанному с использованием легкого сплава, в частности алюминия, который обладает необходимыми механическими свойствами.
Легкий алюминиевый сплав предпочтительно представляет собой сплав, содержащий Zn в качестве основного легирующего элемента, и Cu и Mg в качестве других легирующих элементов.
Предпочтительно используют сплав, применяемый для авиационных конструкций, содержащий в качестве легирующих элементов Си с концентрацией от 1,2 до 2,0 мас. %, Mg с концентрацией от 2,1 до 2,9 мас. % и Zn с концентрацией от 5,1 до 6,1 мас. %.
В частности, используют легкий сплав ERGAL™ 7075, который обладает примечательными механическими характеристиками, такими как, например, «механическая память», т.е. такой модуль упругости, который, например, не характерен для латуни, традиционно используемой для изготовления гильз.
Иными словами, в отличие от латуни, сплав такого типа после выстрела в большей или меньшей степени возвращается к первоначальным размерам.
С другой стороны, хотя почти все другие второстепенные алюминиевые сплавы можно штамповать аналогично латуни, они не обладают механической памятью и после выстрела остаются деформированными, поэтому их невозможно использовать после первого выстрела.
Напротив, сплав такого типа функционирует таким же образом и даже лучше по сравнению с латунью, при этом масса такого же изделия будет примерно в два раза меньше.
В соответствии с настоящим изобретением легкие сплавы такого типа, которые невозможно подвергать штамповке, обрабатывают путем удаления стружки, при этом предусматривается образование гильзы из двух частей, которые затем надежно соединяют друг с другом.
Другие признаки настоящего изобретения также определены в приведенной ниже формуле изобретения.
Дополнительные признаки и преимущества изобретения станут более понятными из описания предпочтительного, но не единственного возможного варианта осуществления металлической гильзы для боеприпаса в соответствии с изобретением, проиллюстрированным не имеющим ограничительного характера примером на прилагаемых графических материалах, причем:
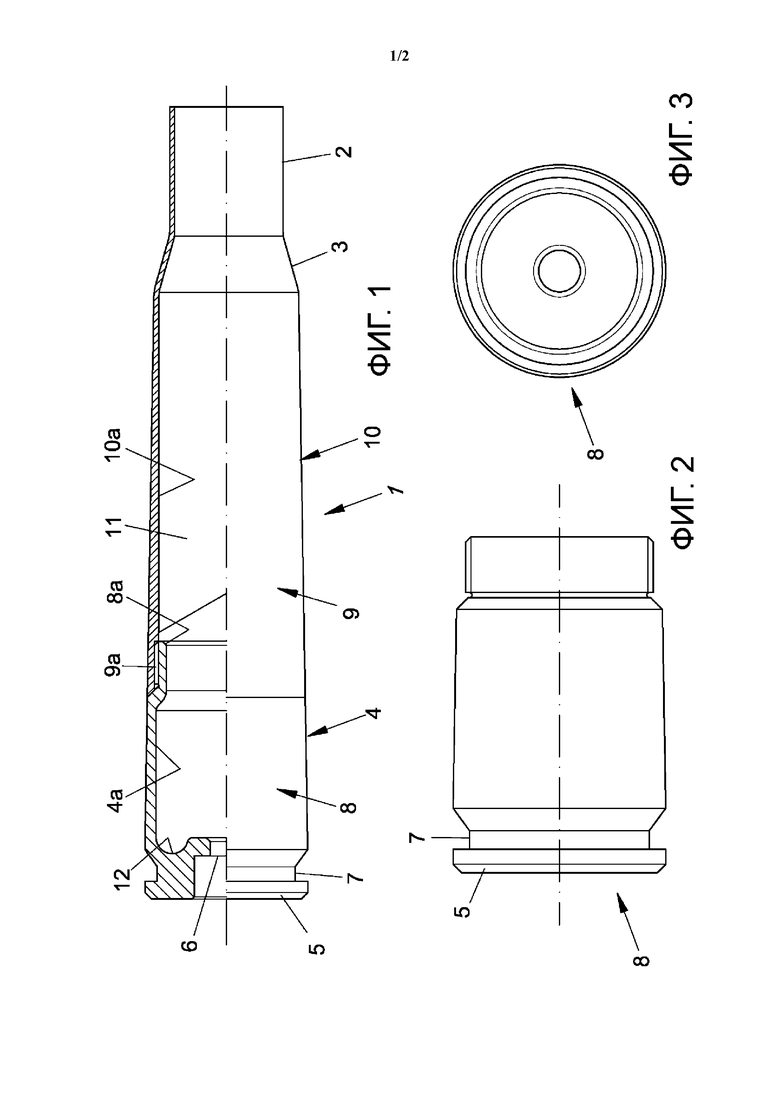
на Фиг. 1 представлен вид сбоку в вертикальной проекции гильзы, частично в разрезе;
на Фиг. 2 представлен вид сбоку в вертикальной проекции заднего элемента;
на Фиг. 3 представлен вид в горизонтальной проекции заднего элемента;
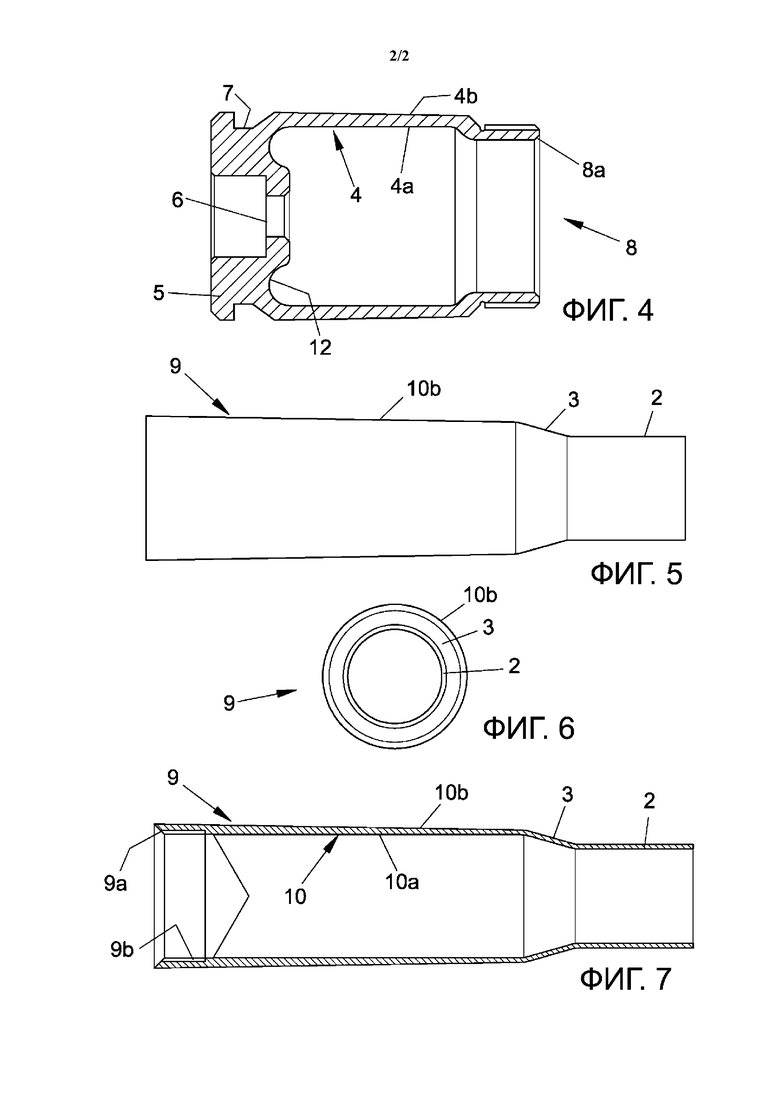
на Фиг. 4 представлен вид в осевом разрезе заднего элемента;
на Фиг. 5 представлен вид сбоку в вертикальной проекции переднего элемента;
на Фиг. 6 представлен вид в горизонтальной проекции переднего элемента;
на Фиг. 7 представлен вид в осевом разрезе переднего элемента.
Со ссылкой на вышеупомянутые фигуры представлена металлическая гильза для боеприпаса, обозначенная целиком номером позиции 1.
Гильзу 1 можно использовать, в частности, для артиллерийских боеприпасов или боеприпасов для противовоздушного или противотанкового оружия.
Гильза 1 имеет переднее фиксирующее дульце 2 для фиксации снаряда (не показан) и полый корпус 4, 10, имеющий внутреннюю поверхность, которая ограничивает камеру 11 с пороховым зарядом.
Полый корпус 4, 10 имеет фланец 5 в задней части с центральным затравочным отверстием 6 и скат 3 в передней части, соединяющийся с дульцем 2.
Полый корпус 4, 10 имеет боковую стенку, которая становится толще ближе к фланцу 5, чтобы лучше выдерживать давление порохового заряда, и тоньше ближе к дульцу 2.
Фланец 5, в свою очередь, имеет извне кольцевую проточку 7, которая служит для захвата выбрасывателем.
Преимуществом является то, что гильза 1 образована задним элементом 8 и передним элементом 9, которые являются конструктивно независимыми и жестко соединены друг с другом.
Преимуществом является то, что для изготовления гильзы 1 используют легкий сплав, предпочтительно алюминиевый сплав, поддающийся механическому удалению стружки.
Задний элемент 8 имеет опущенный передний конец 8а, поверх которого расположен задний конец 9а переднего элемента 9.
Опущенный передний конец 8а заднего элемента 8 имеет наружную резьбу 8b, соединенную с противоположной внутренней резьбой 9b заднего конца 9а переднего элемента 9.
Задний элемент 8 включает в себя фланец 5 и заднюю часть 4 корпуса 4, 10, которая, в свою очередь, включает передний конец 8а с наружной резьбой.
Передний элемент 9 при этом включает в себя скат 2, дульце 3 и заднюю часть 10 корпуса 4, 10, которая, в свою очередь, включает задний конец 9а с противоположной внутренней резьбой.
Задняя часть 4 корпуса 4, 10 и передняя часть 10 корпуса 4, 10 совмещены заподлицо друг с другом на внешней стороне его соединительной части.
Выбор конструкции гильзы, образованной из двух отдельных и конструктивно независимых частей, увеличивает выбор конструктивных решений для оптимизации внутреннего объема камеры порохового заряда 11. В этом отношении внутренняя поверхность камеры 11 порохового заряда преимущественно имеет по меньшей мере одну выемку 12, выполненную с возможностью увеличения объема камеры 11 порохового заряда, на фланце 5.
Выемка 12 проходит по периметру по отношению к центральному затравочному отверстию 6.
В частности, выемка 12 проходит продольно вдоль окружности, центр которой находится в центральном затравочном отверстии 6.
Наконец, выемка 12 проходит поперечно вдоль полуокружности, которая предпочтительно имеет диаметр, приблизительно равный диаметру затравочного отверстия 6.
Внутренняя сторона фланца 5, очевидно, может иметь одно или более углублений другой формы, размера и положения для увеличения внутреннего объема камеры 11 порохового заряда.
Благодаря возможности изготовления каждого элемента 8, 9 по отдельности путем механического удаления стружки значительно расширяется выбор вариантов конструкции для увеличения внутреннего объема камеры 11 порохового заряда.
Например, можно формировать корпус 4, 10 с цилиндрической внутренней поверхностью или калиброванной конусностью, даже противоположной той, которая обычно применяется для известных гильз, для облегчения извлечения пуансона из матрицы.
Толщина стенки гильзы 1 регулируется путем обтачивания как внутренней, так и внешней поверхности гильзы.
В показанном случае утоньшение стенки корпуса 4, 10 в направлении, которое проходит от фланца 5 к скату 3, достигается за счет образования корпуса 4, 10 с цилиндрической внутренней поверхностью 4а, 10а и слегка конической внешней поверхностью 4b, 10b, например, с конусностью 1°.
Однако не исключено, что, как отмечалось, внутренняя поверхность 4а, 10а корпуса 4, 10 может, в свою очередь, иметь коническую конфигурацию, так что внутренний просвет корпуса 4, 10 постепенно расширяется в осевом направлении, проходящем от ската 3 к фланцу 5.
Кроме того, не исключено, что, как отмечалось, внутренняя поверхность 4а, 10а корпуса 4, 10 может иметь частично цилиндрическую конфигурацию и частично коническую конфигурацию, так что только на определенном отрезке корпуса 4, 10 внутренний просвет корпуса 4, 10 постепенно расширяется в осевом направлении, проходящем от ската 3 к фланцу 5.
В частности, внутренняя поверхность 4а задней части 4 корпуса 4, 10 может иметь цилиндрическую конфигурацию, а внутренняя поверхность передней части 10 корпуса 4, 10 может иметь коническую конфигурацию, или наоборот.
Как отмечалось, гильзу 1 изготавливают путем механического удаления стружки.
В частности, используют сплошной стержень из легкого сплава, который обрабатывают на токарном станке с образованием заднего элемента 8 гильзы 1, и аксиально полый стержень из легкого сплава, предпочтительно изготовленный из того же материала, который обрабатывают на токарном станке с образованием переднего элемента 9 гильзы 1.
Стержни подвергают первоначальной грубой станочной обработке для удаления большей части избытка металла, с последующей финишной доводкой для получения конечной поверхности с желаемыми свойствами.
Используемый легкий сплав поддается механическому удалению стружки, а также должен обладать необходимыми механическими и химическими характеристиками.
По этой причине в качестве предпочтительного варианта был выбран алюминиевый сплав ERGAL™, в частности легкий сплав ERGAL™ 7075, используемый в аэронавтике, который демонстрирует превосходные характеристики механической прочности и стойкости к воздействию кислот, растворителей и смазочных материалов в сочетании с исключительной пригодностью к станочной обработке путем удаления стружки.
Механическое удаление стружки предпочтительно осуществляют на токарном станке продольного точения.
Для получения заднего элемента 8 сплошной стержень подвергают станочной обработке изнутри и снаружи для образования как задней части 4 корпуса 4, 10 с опущенным передним концом 4а, так и фланца 5 с затравочным отверстием 6, внутренней выемкой 12 и внешней кольцевой проточкой 7.
Для получения переднего элемента 9 полый стержень подвергают станочной обработке изнутри и снаружи для образования как передней части 10 корпуса 4, 10, так и ската 3, а также дульца 2.
Гильза для боеприпаса и способ ее изготовления, разработанные таким образом, допускают многочисленные модификации и варианты, все из которых входят в объем концепции изобретения; кроме того, все детали можно заменить технически эквивалентными элементами.
Используемые материалы, а также размеры могут на практике быть любого типа в соответствии с потребностями и уровнем техники.
| название | год | авторы | номер документа |
|---|---|---|---|
| БЕСШУМНЫЙ И БЕСПЛАМЕННЫЙ УНИТАРНЫЙ ВЫСТРЕЛ | 2006 |
|
RU2326331C1 |
| БЕСШУМНЫЙ И БЕСПЛАМЕННЫЙ УНИТАРНЫЙ ВЫСТРЕЛ | 2006 |
|
RU2326332C1 |
| БЕСШУМНЫЙ И БЕСПЛАМЕННЫЙ УНИТАРНЫЙ ПАТРОН | 2006 |
|
RU2315260C1 |
| УНИТАРНЫЙ ВЫСТРЕЛ К ГРАНАТОМЕТУ | 2006 |
|
RU2326330C1 |
| БЕСШУМНЫЙ И БЕСПЛАМЕННЫЙ УНИТАРНЫЙ ПАТРОН | 2004 |
|
RU2262062C1 |
| ГИЛЬЗА ДЛЯ МЕТАТЕЛЬНОГО ЗАРЯДА | 2009 |
|
RU2397433C1 |
| АРТИЛЛЕРИЙСКИЙ БОЕПРИПАС | 1994 |
|
RU2072502C1 |
| ПАТРОН СТРЕЛКОВОГО ОРУЖИЯ ПОВЫШЕННОЙ ПРОБИВАЕМОСТИ | 2023 |
|
RU2809501C1 |
| Гильза из алюминиевого сплава к стрелковому оружию | 2023 |
|
RU2820395C1 |
| АРТИЛЛЕРИЙСКАЯ ГИЛЬЗА | 2000 |
|
RU2176065C1 |
Группа изобретений относится к вооружению, а именно к металлической гильзе для боеприпаса и способу её изготовления. Металлическая гильза для боеприпаса имеет переднее фиксирующее дульце для фиксации снаряда и полый корпус. Корпус гильзы имеет фланец в задней части с центральным затравочным отверстием. Гильза также имеет скат в передней части, соединяющийся с указанным дульцем. Полый корпус имеет внутреннюю поверхность, которая ограничивает камеру порохового заряда. Гильза образована задним элементом и передним элементом, которые конструктивно независимы и жестко соединены друг с другом. Внутренняя поверхность имеет рядом с указанным фланцем по меньшей мере одну выемку, выполненную с возможностью увеличения объема указанной камеры порохового заряда. Задний элемент имеет опущенный передний конец с наружной резьбой, соединенный с задним концом с противоположной внутренней резьбой указанного переднего элемента. Задний элемент включает в себя указанный фланец и заднюю часть указанного корпуса, которая, в свою очередь, включает в себя указанный передний конец с наружной резьбой. Передний элемент включает в себя скат, дульце и переднюю часть корпуса, которая, в свою очередь, включает в себя указанный задний конец с противоположной внутренней резьбой. Задняя часть указанного корпуса имеет внутреннюю цилиндрическую или коническую поверхность, размещающую указанный передний конец с наружной резьбой на расстоянии по оси перед центральным затравочным отверстием. Технический результат заключается в обеспечении увеличения дальности полета пули при использовании патронов одного калибра. 2 н. и 8 з.п. ф-лы, 7 ил.
1. Металлическая гильза (1) для боеприпаса, имеющая переднее фиксирующее дульце (2) для фиксации снаряда и полый корпус (4, 10), имеющий фланец (5) в задней части с центральным затравочным отверстием (6), а также скат (3) в передней части, соединяющийся с указанным дульцем (2), причем указанный полый корпус (4, 10) имеет внутреннюю поверхность, которая ограничивает камеру (11) порохового заряда, причем указанная металлическая гильза (1) образована задним элементом (8) и передним элементом (9), которые конструктивно независимы, жестко соединены друг с другом, указанная внутренняя поверхность имеет рядом с указанным фланцем (5) по меньшей мере одну выемку (12), выполненную с возможностью увеличения объема указанной камеры (11) порохового заряда, отличающаяся тем, что указанный задний элемент (8) имеет опущенный передний конец (8а) с наружной резьбой, соединенный с задним концом (9а) с противоположной внутренней резьбой указанного переднего элемента (9), указанный задний элемент (8) включает в себя указанный фланец (5) и заднюю часть (4) указанного корпуса (4, 10), которая, в свою очередь, включает в себя указанный передний конец (8а) с наружной резьбой, а указанный передний элемент (9) включает в себя указанный скат (2), указанное дульце (3) и переднюю часть (10) указанного корпуса (4, 10), которая, в свою очередь, включает в себя указанный задний конец (9а) с противоположной внутренней резьбой, задняя часть (4) указанного корпуса (4, 10) имеет внутреннюю цилиндрическую или коническую поверхность, размещающую указанный передний конец (8а) с наружной резьбой на расстоянии по оси перед центральным затравочным отверстием (6).
2. Металлическая гильза (1) по п. 1, отличающаяся тем, что указанная выемка (12) проходит продольно вокруг указанного центрального затравочного отверстия (6).
3. Металлическая гильза (1) по п. 2, отличающаяся тем, что указанная выемка (12) проходит продольно вдоль окружности, в центре которой находится указанное центральное затравочное отверстие (6).
4. Металлическая гильза (1) по п. 1, отличающаяся тем, что указанная задняя часть (4) корпуса (4, 10) и указанная передняя часть (10) корпуса (4, 10) совмещены заподлицо друг с другом на внешней стороне его соединительной части.
5. Металлическая гильза (1) по любому предшествующему пункту, отличающаяся тем, что указанная внутренняя часть указанного корпуса (4, 10) имеет по меньшей мере одну цилиндрическую или коническую часть, так что внутренний просвет корпуса (4, 10) постепенно расширяется в осевом направлении, которое проходит от ската (3) к фланцу (2).
6. Металлическая гильза (1) по любому предшествующему пункту, отличающаяся тем, что она изготовлена из легкого алюминиевого сплава.
7. Металлическая гильза (1) по предшествующему пункту, отличающаяся тем, что она изготовлена из ERGALTM.
8. Способ изготовления гильзы для боеприпаса по любому предшествующему пункту, отличающийся тем, что два стержня из легкого сплава подвергают механическому удалению стружки, чтобы образовать указанный задний элемент (8) гильзы (1) и указанный передний элемент (9) гильзы (1).
9. Способ изготовления гильзы для боеприпаса по предшествующему пункту, отличающийся тем, что указанные два стержня из легкого сплава подвергают станочной обработке изнутри и снаружи.
10. Способ изготовления гильзы для боеприпаса по любому из пп. 8 и 9, отличающийся тем, что для образования заднего элемента используют сплошной стержень, а для образования переднего элемента используют аксиально полый стержень.
| WO 2015057897 A1, 23.04.2015 | |||
| GB 469370 A, 23.07.1937 | |||
| УСТРОЙСТВО ДЛЯ ЗАМЕНЫ УСТЬЕВОГО САЛЬНИКА | 2001 |
|
RU2201494C2 |
| EP 3167098 A1, 17.05.2017 | |||
| GB 191102762 A, 23.11.1911 | |||
| ПАТРОННАЯ ГИЛЬЗА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1990 |
|
RU2069302C1 |

