Изобретение относится к области строительства и может быть использовано для укрепления откосов, конусов мостов, наклонных оснований автомобильных дорог, промышленных и строительных площадок, а также береговых линий, русел водоемов и т.п. [E02D 17/20, E01С 3/04].
Из уровня техники известна ЗАГОТОВКА ДЛЯ ЯЧЕИСТОЙ ОБЪЕМНОЙ НЕСВАРНОЙ БЕСШОВНОЙ ГЕОРЕШЕТКИ [RU26645561, опубл. 21.08.2018г.], которая выполнена из полимерной ленты заданной толщины t, снабженной разрезами, расположенными рядами R1, R2… Rn со смещением линий разрезов. Вышеуказанная заготовка характеризуется выполнением разрезов в виде треугольного зубца, имеющего боковые и образующую стороны, или сочетанием треугольных зубцов, представляющих собой зубчатый пилообразный профиль, с углом треугольного зубца при его основании γ в интервале от 20 до 175° при отношении длины разреза зубчатого пилообразного профиля, составляющей длину образующей стороны треугольного зубца либо суммарную длину образующих сторон зубчатого пилообразного профиля, к толщине ленты t, равном 1: (100-600). Количество треугольных зубцов в разрезе зубчатого пилообразного профиля составляет от 1 до 40, а смещение линий разрезов характеризуется отношением длин линий разрезов равным 1: (0,3-0,9).
Недостатками аналога являются:
- данное техническое решение не обеспечивает безотходное производство полимерной ленты, из-за большого диапазона изменения угла треугольных зубцов от 20 до 175°, таким образом при формировании ленты из прямоугольной заготовки образуется большое количество отходов с внешней стороны среза треугольных зубцов, из-за несовпадения углов зубцов с внутренней стороны среза и внешней стороны среза;
- данное техническое решение обладает низкими функциональными возможностями, из-за наличия бесшовной структуры, которая не позволяет формировать георешетку произвольных геометрических размеров на стадии ее установки и внутреннего наполнения;
-- данное техническое решение обладает низкими функциональными возможностями из-за того, что расстояние между стенками полимерной ленты является фиксированной величиной и на стадии укладки, отсутствует возможность формирования ячеек различных геометрических размеров, что снижает удобство внутреннего наполнения георешетки, на стадии установки;
- получаемая ячеистая объемная несварная бесшовная георешетка обладает низкой прочностью, из-за того, что конструкцией не предусмотрена опциональная возможность увеличения толщины ее стенок.
Также из уровня техники известна НОВАЯ ГЕОРЕШЕТКА [CN206887925 (U), опубл. 16.01.2018 г.], включающая соединительную деталь, которую с большой сформировали множество секций решетки и множество соединительных деталей, равномерно распределенных, снабжено секцией решетки между двумя соседними соединительными деталями, а также один конец секции решетки закреплялся в одной соединительной детали, другой конец - в другой соединительной детали. Данная техническая схема обеспечивает удобную транспортировку и сборку на месте в соответствии с топографией местности. С помощью секции сетки и соединительной детали, конец каждой секции сетки может быть соединен через соединительный элемент и соединительный шов не требует сварки.
Недостатками данного аналога являются:
- данное решение не предусматривает образования полостей в структуре георешетки, таким образом, при ее установке отсутствует возможность прокладки внутри стенок решетки сливных труб, шлангов, балок и т.д., что существенно снижает функциональные возможности изделия;
- данное решение обладает низким удобством использования, из-за отсутствия возможности менять положение секций решетки после ее сборки, в случае, если первоначальная структура сборки решетки оказалась неэффективной для конкретных условий местности;
- получаемая георешетка обладает низкой прочностью, из-за того, что конструкцией не предусмотрена опциональная возможность увеличения толщины ее стенок.
Также из уровня техники известна ГЕОРЕШЕТКА "ЯМАЛ" [RU91578, опубл. 20.02.2010 г.], которая относится к области строительства на неустойчивых грунтах и зимних настах, а также в растениеводстве. Целью применения полезной модели является упрощение конструкции, унификация и многообразие форм ячеек георешетки, избавление от необходимости поштучного вбивания стержней для удержания форм ячеек георешетки. Указанная цель достигается применением лент с поперечными прорезями (типа расчесок для волос) для формирования ячеек георешетки. Суть применения полезной модели заключается в том, что предлагаемое устройство не требует точности и заводских условий при изготовлении георешетки «Ямал».
Основными техническими проблемами прототипа являются:
- низкое качество заполнения текучими составами отдельных ячеек георешетки, из-за, того, что при формировании поперечных и продольных стенок георешетки при помощи одинаковых лент с поперечными прорезями будет образовываться зазор относительно плоскости на которой формируется георешетка.
- большое количество производственных отходов при формировании отверстий в корпусе георешетки, из-за того, что конструкция прототипа не подразумевает наличие заранее подготовленных отверстий в корпусе ячеек георешетки.
Наиболее близким по технической сущности является СПОСОБ ФОРМИРОВАНИЯ ОБЪЕМНОЙ РЕШЕТЧАТОЙ КОНСТРУКЦИИ ИЗ ПЛАСТИКОВЫХ ПОЛОС [RU2752464, опубл. 28.07.2021 г.] характеризующийся тем, что из листового материала вырезают полосы, на которых формируют периодически повторяющиеся прорезы, далее формируют продольные и поперечные стенки путем накладывания друг на друга полос, далее продольные и поперечные стенки фиксируют прорезами, отличающийся тем, что на листовом материале делают линию раскроя в виде периодически повторяющегося трапецевидного выреза, по линии раскроя вырезают полосы, далее формируют продольные и поперечные стенки, при этом трапецевидные вырезы нижней полосы образовывают с трапецевидными вырезами верхней полосы отверстия для балок и труб, далее продольные стенки смещают относительно поперечных стенок на величину равную половине высоты полосы и фиксируют прорезями.
Технической проблемой прототипа является низкая прочность объемной решетчатой конструкции из пластиковых полос. Из-за того, что продольные и поперечные стенки формируется в один слой – их толщина является величиной постоянной. Таким образом, в прототипе отсутствует возможность увеличения толщины стенок конструкции, что уменьшает прочность изделия и не позволяет его использовать в условиях с повышенными нагрузками на стенки.
Задачей изобретения является устранение недостатков прототипа.
Техническим результатом изобретения является повышение прочности и надежности конструкции.
Указанный технический результат достигается за счет того, что объёмная решетчатая конструкция из пластиковых полос, состоящая из ортогонально расположенных продольных и поперечных стенок, состоящих из рядов расположенных друг над другом внешних полос с интервально расположенными трапециевидными вырезами, образующими на стыках рядов отверстия и соединенных между собой посредством интервально расположенных прорезей, отличающаяся тем, что между внешними полосами каждого ряда смонтирована зигзагообразная внутренняя полоса, образованная из интервально расположенных снизу и сверху зеркально симметричных трапециевидных вырезов, верхние звенья внутренней полосы по высоте расположены между внутренними краями прорезей, а по ширине – между отверстиями трапециевидных вырезов внешних полос, а нижние звенья этой же полосы по высоте расположены между нижним краем внешней полосы и нижним краем отверстий между трапециевидными вырезами внешних полос.
Краткое описание чертежей
На фиг. 1 представлен вид сверху продольных и поперечных стенок части объемной решетчатой конструкции из пластиковых полос.
На фиг. 2 представлен вид сбоку внешней полосы.
На фиг. 3 представлен вид сбоку внутренней полосы.
На фиг. 4 представлен вид сбоку внешней полосы и внутренней полосы.
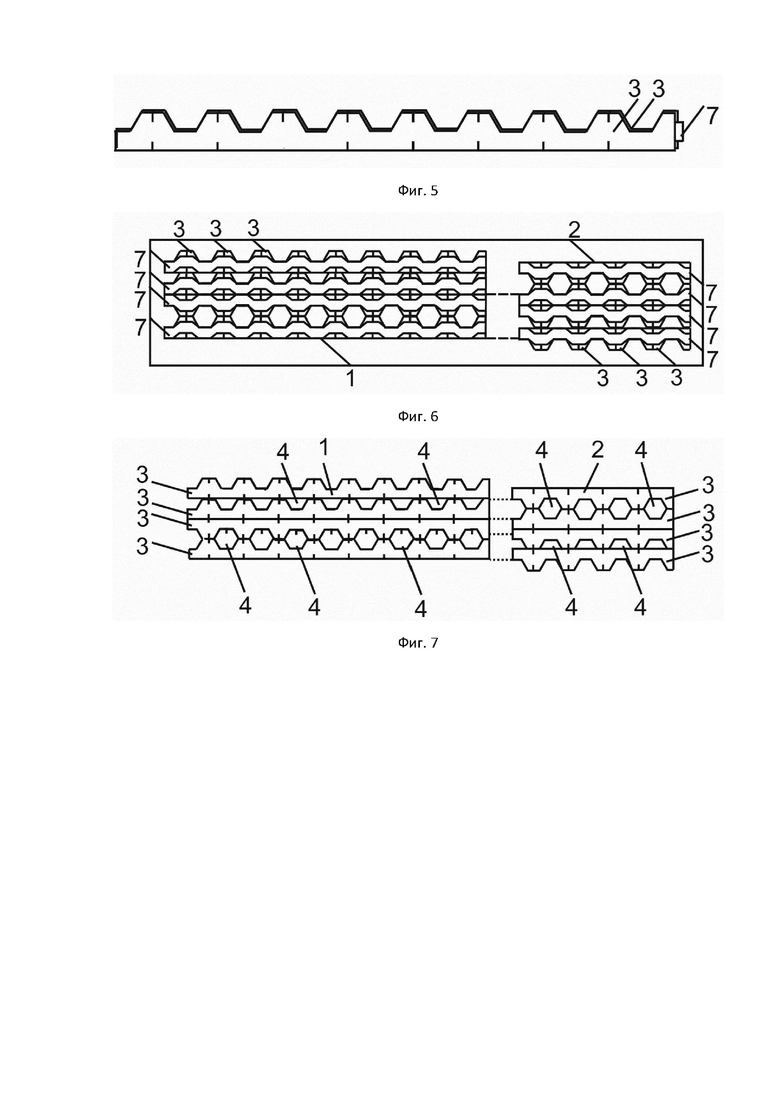
На фиг. 5 представлен вид сбоку стенки объемной решетчатой конструкции из пластиковых полос.
На фиг. 6 представлен вид сбоку стенки объемной решетчатой конструкции из пластиковых полос без одного внешнего ряда.
На фиг. 7 представлен вид сбоку стенки объемной решетчатой конструкции из пластиковых полос.
На фигурах обозначено:
1 – продольная стенка, 2 – поперечная стенка, 3 – внешняя полоса, 4 – отверстие, 5 – вырез внешней полосы, 6 – прорезь; 7 – внутренняя полоса.
Осуществление изобретения
Объёмная решетчатая конструкция из пластиковых полос состоит из продольных 1 и поперечных стенок 2 образующих внутри себя замкнутый объем и расположенных ортогонально друг другу. Продольные 1 и поперечные 2 стенки выполнены в несколько расположенных друг к другу слоев из внешних 3 и внутренних 7 полос, при этом внешние полосы 3 располагаются с передней и задней стороны стенки, а между внешними полосами 3 расположена как минимум одна внутренняя полоса 7 (Фиг.1). Продольные 1 и поперечные 2 стенки могут быть выполнены в несколько рядов, расположенных один над другим. Внутренние 7 и внешние 3 полосы вместе называются составной полосой.
Внешняя полоса 3 может быть выполнена из пластмассы, композита, углепластика и других подобных материалов. Использование вышеуказанных материалов обосновывается тем, что они обеспечивают высокий уровень гидроизоляции и теплоизоляции объемной решетчатой конструкции, т.к. не пропускают жидкость, а их теплопроводность меньше теплопроводности воды, грунта и бетона. Внешние полосы 3 продольных стенок 1 смещены по высоте относительно внешних полос 3 поперечных стенок 2 на величину равную половине высоты полосы. Внешние полосы 3 продольных 1 и поперечных 2 стенок выполнены с возможностью образования отверстий 4 для балок и труб, благодаря наличию трапециевидных вырезов внешней полосы 5 в конструкции стенок (фиг. 2). Также, на каждой стенке располагаются прорези 6 шириной равной толщине внешней полосы 3 и глубиной равной четверти ширины внешней полосы 3, выполненные с возможностью крепления продольных 1 и поперечных 2 полос 3 стенок между собой.
Внутренняя полоса 7 является единой (фиг. 3) и может быть выполнена из бруса, балки или трубы. Внутренняя полоса 7 выполнена зигзагообразной и образована из интервально расположенных снизу и сверху зеркально симметричных трапециевидных вырезов. Расстояние между нижними и верхними краями трапециевидных вырезов внутренней полосы 7 составляет половину от высоты внешней полосы 3 (фиг. 4).
Ширина основания трапециевидных вырезов внешних полос 5 и трапециевидных вырезов внутренних полос 7 является одинаковой, а величина острых углов у трапециевидных вырезов внешних полос 5 является большей, либо равной величине острых углов трапециевидных вырезов внутренних полос 7.
В составной полосе верхние звенья внутренней полосы 7 по высоте расположены между внутренними краями прорезей 6, а по ширине – между отверстиями 4 трапециевидных вырезов внешних полос 5, а нижние звенья этой же полосы по высоте расположены между нижним краем внешней полосы 3 и нижним краем отверстий 4 между трапециевидными вырезами внешней полосы 3.
Способ формирования объёмной решетчатой конструкции из пластиковых полос характеризуется тем, что первоначально берут пластиковый лист, который является шаблоном для внешних полос 3. На шаблоне делают линию раскроя, которая представляет собой периодически повторяющийся трапециевидный вырез внешней полосы 5. Далее по полученному шаблону вырезают внешние полосы 3, при этом высоту полосы выбирают равной диаметру трубы, которая будет устанавливаться в отверстие в создаваемой конструкции. Далее, между периодически повторяющимися трапециевидными вырезами внешней полосы 5 формируют прорези 6 шириной равной толщине пластиковой полосы на глубину четверти ширины полосы 3. Таким образом из пластикового листа получают две полосы 3, при этом благодаря наличию периодически повторяющихся трапециевидных вырезов 5, одна полоса 3 является со стороны среза зубчатой, другая полоса 3, с внешней стороны является ровной и гладкой.
Далее берут пластиковый лист, который является шаблоном для внутренних полос 7. Высоту шаблона делают равной 3/4 от высоты полученных внешних полос 3. Далее, по боковым кромкам шаблона делают отступы величиной 1/4 от высоты полученных внешних полос 3 (фиг. 3). Далее в верхней части шаблона делают трапециевидные вырезы внутренней полосы 7, при этом, интервалы между вырезами внутренней полосы 7 и ширину оснований трапеций делают равными вырезам внешней полосы 5, также сохраняя последовательность чередования отверстий и вырезов. Далее в нижней части шаблона делают трапециевидные вырезы внутренней полосы 7, которые являются отзеркаленной копией вырезов верхней части шаблона, смещенные в горизонтальной плоскости на половину периода повторяющегося узора из вырезов. Таким образом формируют зигзагообразную внутреннюю полосу 7, путем формования, деформирования и вырезания по шаблону из исходного пластикового листа.
При сборке объёмной решетчатой конструкции из внешних полос 3 и внутренних полос 7 формируют продольные 1 и поперечные 2 стенки конструкции.
Первоначально формируют ряды продольных 1 и поперечных 2 стенок. Для формирования ряда продольной стенки 1 берут внешнюю полосу 3, поверх которой накладывают не менее одной внутренней полосы 7 таким образом, чтобы основания трапециевидных вырезов внешней полосы 5 полностью совпадали с основаниями трапециевидных вырезов внутренней полосы и прорези 6 располагались в отверстиях между вырезами внутренней полосы 7 (фиг. 4). Формирование ряда завершают монтированием поверх внутренней полосы 7, еще одной внешней полосы 3 соблюдая, аналогичные принципы расположения вырезов (фиг. 5). Формирование ряда поперечной стенки 2 осуществляется аналогичным образом, разница может быть лишь в длине внешних 3 и внутренних 7 полос.
Каждую стенку формируют путем накладывания друг на друга сформированных заблаговременно рядов так, чтобы трапециевидные вырезы внешней полосы 5 нижнего ряда образовывали с трапециевидными вырезами внешней полосы 5 верхнего ряда сквозные отверстия 4 для балок и труб (фиг. 6,7). При этом количество рядов в стенке подбирают таким образом, чтобы их количество соответствовало требуемой высоте стенки. При сборке конструкции уровни граней рядов продольной 1 и поперечной 2 стенок выставляют так, чтобы внешние полосы 3 продольной стенки 1 одного ряда были смещены относительно внешних полос 3 поперечной стенки 2 того же ряда на величину равную половине высоты внешней полосы 3. Фиксацию внешних полос 3 продольной стенки 1 и внешних полос 3 поперечной стенки 2 одного ряда осуществляют благодаря наличию прорезей 6.
В случае отсутствия необходимости наличия отверстий для балок и труб применяют вместо полос 3 изолированные полосы, формируемые внешними 3 и внутренними 7 полосами без трапециевидных вырезов.
Для заполнения объёмной решетчатой конструкции из пластиковых полос жидкостью определённого объема продольные 1 и поперечные 2 стенки перемещают по вертикали и горизонтали и фиксируют в необходимом месте прорезями 6, что позволяет заполнить весь необходимый объем из одной точки. Таким образом, предложенное решение выполняет функцию формоудерживающего и формообразующего каркаса для текучего состава до перехода в твердое состояние, т.е. работает как опалубка.
Технический результат изобретения повышение прочности стенок конструкции достигается за счет того, что при формировании продольной 1 или поперечной 2 стенок внешние полосы 3 располагаются с передней и задней стороны стенок, а между внешними полосами 3 расположена как минимум одна внутренняя полоса 7, при этом, благодаря вышеописанной форме и размерам вырезов внутренней полосы 7, при монтаже объемной решетчатой конструкции сохраняются сквозные отверстия 4 образованные вырезами внешних полос 5 (показано на фиг. 6,7), таким образом сохраняется возможность прокладки балок и труб необходимого диаметра.
Также заявленный технический результат достигается благодаря тому, что при формировании объемной решетчатой конструкции из пластиковых полос изготавливают ряды продольных 1 и поперечных 2 стенок, путем накладывания друг к другу, с последующей фиксацией внешних 3 и внутренних 7 полос согласно вышеописанной последовательности действий.
Таким образом, заявленное техническое решение позволяет увеличить толщину стенок объемной решетчатой конструкции, путем монтажа дополнительных внутренних полос 7 между внешними полосами 3, увеличивая прочность изделия и сохраняя, при этом, весь его доступный функционал.
Пример достижения технического результата.
При заполнении объемной решетчатой конструкции, стенки которой были сформированы, (согласно способу прототипа) внешними полосами 3, жидкостью под высоким давлением, в нескольких местах по периметру конструкции- внешние полосы 3 были деформированы, что привело к возникновению утечек жидкости. В тоже время, при использовании заявленного технического решения, и увеличения ширины стенок путем добавления к внешним полосам 3 – внутренней полосы 7 удалось увеличить прочность конструкции, что привело к отсутствиям протечек при воздействии жидкости под высоким давлением, и сохранению целостности полос в стенках.
Заявитель, в 2022 году изготовил опытный образец заявленного технического решения, опытное использование которого подтвердило заявленный технический результата, повышение прочности стенок конструкции составило от 60% до 180% (при использовании от 1 до 3-х внутренних полос), что в целом обеспечивает повышение надежности конструкции.

Изобретение относится к области строительства и может быть использовано для укрепления откосов, конусов мостов, наклонных оснований автомобильных дорог, промышленных и строительных площадок, а также береговых линий и русел водоемов. Объёмная решетчатая конструкция из пластиковых полос состоит из ортогонально расположенных продольных и поперечных стенок, состоящих из рядов расположенных друг над другом внешних полос с интервально расположенными трапециевидными вырезами, образующими на стыках рядов отверстия, и соединенных между собой посредством интервально расположенных прорезей. Между внешними полосами каждого ряда смонтирована зигзагообразная внутренняя полоса, образованная из интервально расположенных снизу и сверху зеркально симметричных трапециевидных вырезов, верхние звенья внутренней полосы по высоте расположены между внутренними краями прорезей, а по ширине – между отверстиями трапециевидных вырезов внешних полос, а нижние звенья этой же полосы по высоте расположены между нижним краем внешней полосы и нижним краем отверстий между трапециевидными вырезами внешних полос. Технический результат состоит в повышении прочности стенок конструкции, повышении надежности конструкции. 7 ил. 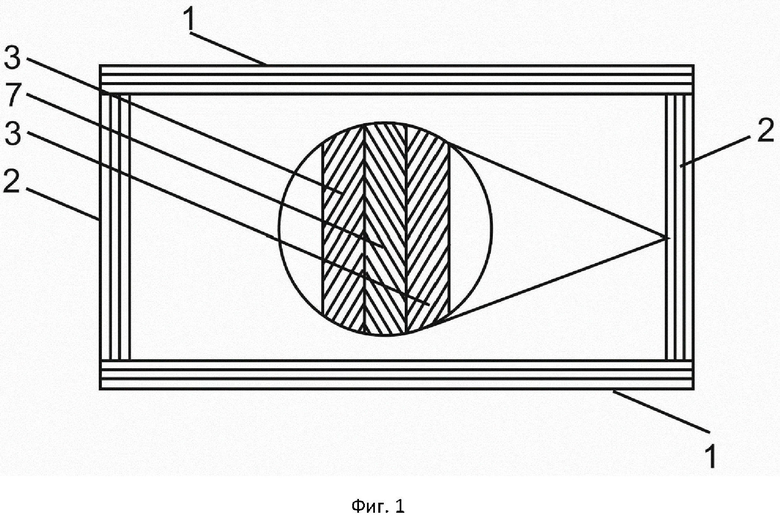
Объёмная решетчатая конструкция из пластиковых полос, состоящая из ортогонально расположенных продольных и поперечных стенок, состоящих из рядов расположенных друг над другом внешних полос с интервально расположенными трапециевидными вырезами, образующими на стыках рядов отверстия, и соединенных между собой посредством интервально расположенных прорезей, отличающаяся тем, что между внешними полосами каждого ряда смонтирована зигзагообразная внутренняя полоса, образованная из интервально расположенных снизу и сверху зеркально симметричных трапециевидных вырезов, верхние звенья внутренней полосы по высоте расположены между внутренними краями прорезей, а по ширине – между отверстиями трапециевидных вырезов внешних полос, а нижние звенья этой же полосы по высоте расположены между нижним краем внешней полосы и нижним краем отверстий между трапециевидными вырезами внешних полос.
| СПОСОБ ФОРМИРОВАНИЯ ОБЪЕМНОЙ РЕШЕТЧАТОЙ КОНСТРУКЦИИ ИЗ ПЛАСТИКОВЫХ ПОЛОС | 2020 |
|
RU2752464C1 |
| Способ переработки летучих отходов производства оксиполимеризованной олифы | 1950 |
|
SU91578A1 |
| СПОСОБ УКРЕПЛЕНИЯ ОТКОСОВ ДОРОГ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2081234C1 |
| Способ регулировки точности хода балансовых часов и приборов времени | 1960 |
|
SU139249A1 |
| СПОСОБ УКРЕПЛЕНИЯ ОТКОСА | 2016 |
|
RU2645032C1 |
| CN 206887925 U, 16.01.2018. | |||

