Настоящее изобретение относится к устройству, предназначенному для помещения между нижним слоем и верхним слоем частиц, расположенных внутри цилиндрической оболочки, для ограничения или предотвращения перемещения частиц между слоями.
Это устройство, расположенное в зоне взаимодействия между двумя средами частиц, является пористым для любых текучих сред, которые могут циркулировать внутри оболочки. Оно разработано таким образом, чтобы оставаться в контакте как с нижним, так и с верхним слоями даже в случае оседания этих слоев. Его можно использовать в реакторе, адсорбере или, в более общем смысле, в любой емкости для хранения, в которой необходимо, чтобы различные слои частиц были идеально разделены, в то же время оставляя возможность для свободно циркуляции текучей среды. Поперечное сечение указанной оболочки может быть любым, но в основном будет круглым, в этом случае оболочка принимает форму цилиндра с вертикальной осью.
Во многих промышленных процессах часто возникает необходимость помещения один поверх другого различных слоев частиц и предотвращения любого смешивания между этими слоями. Типичным примером этого является способ получения чистого водорода с использованием PSA (адсорбция при переменном давлении). Адсорберы, используемые в таком процессе, обычно принимают форму цилиндров с вертикальной осью. Снизу вверх, таким образом, оболочка может иметь впускное отверстие/выпускное отверстие для циркуляции текучих сред (обрабатываемый газ, остаточный газ и т. д.), опору решетчатого типа, например, различные слои инертных частиц, способствующие правильному распределению газа по всему поперечному сечению адсорбера (керамические шарики или любой другой продукт различной формы, разработанный для этого использования), и затем, расположенные один поверх другого различные слои адсорбентов, выбранные для оптимизации отделения водорода от примесей. Если газ, подлежащий обработке, поступает из процесса парового риформинга, то могут иметь место, последовательно, активированный оксид алюминия, активированный уголь и несколько типов цеолита (5A, 13X, LiLSX…) для последовательной задержки воды, вторичных примесей, CO2, метана, монооксида углерода и азота. Над последним слоем адсорбента снова могут быть инертные шарики, предназначенные для сокращения мертвого объема верхнего купола адсорбера, чтобы способствовать оптимальному распределению газа и предотвращать передвижение частицы адсорбента и т. д. Различные слои, таким образом, будут иметь различные характеристики. Таким образом, их можно дифференцировать:
- по форме: шарики, седла, палочки, пеллеты, листы, гранулы, дробленый материал, бочонки (перфорированные пеллеты), и т. д.
- по размерам: от нескольких сантиметров для поддерживающих элементов до менее миллиметра для определенных слоев цеолита, например, и т. д.
- по плотности: от менее 500 грамм на литр активированного угля до нескольких килограммов в случае использования стальных шариков в качестве инертных элементов и т. д.
- по состоянию поверхности от гладкой стенки (керамика, определенные адсорбенты и т. д.) до неровной стенки (активированный уголь и т. д.), или даже угловатой или имеющей шероховатости.
Следует отметить, что может возникнуть желание разделить два последовательных слоя идентичных продуктов. Некоторые адсорбенты (активированный уголь, цеолиты) могут, например, быть регенерированы поставщиком после первого использования, во время которого они были загрязнены, как правило, влагой. После обработки они затем восстанавливают почти всю свою первоначальную адсорбирующую способность, но в целях безопасности обычно используются в качестве защитного слоя под одним и тем же адсорбентом в свежем или незагрязненном состоянии, а не смешиваются с ним.
Следует понимать, что, например, в случае H2 PSA любое смешивание слоев может отрицательно повлиять на процесс. Это может привести к локальным частичным блокировкам, приводящим к неправильному распределению циркулирующих текучих сред, к слоям неоднородной толщины, к присутствию адсорбента в зонах, в которых этот адсорбент не должен присутствовать (риск отравления, если он находится ближе к впускному отверстию подачи, чем предполагалось, и попадет в присутствие примесей, несовместимых с его правильной работой, риск неэффективности, если, с другой стороны, он окажется в зоне ближе к выпускному отверстию, чем предполагалось, на этот раз в присутствии примесей, для которых он показывает только очень ограниченную аффинность).
Насколько это возможно, специалист в данной области будет использовать последовательность из материалов в виде частиц, которые по своей природе не могут смешиваться. Шарики, поддерживающие адсорбенты, или катализаторы и то, что распределяет текучие среды, являются лучшим примером этого. Поставщики разработали ряд продуктов, последовательное многослойное использование которых исключает любую возможность смешивания, даже у стенки.
При обсуждении слоев материалов в виде частиц следует сразу отметить два важных момента:
- взаимное расположение частиц внутри одного и того же слоя зависит от того, как был заполнен слой. Доля пустот подстилающего слоя, таким образом образованного, является переменной, и для подстилающего слоя шариков одинакового размера, будет практически находиться в диапазоне, например от 0,34 до 0,39, при этом теоретически потенциальный диапазон геометрически возможных крайних значений укладки может быть даже больше. В случае совокупностей шариков, демонстрирующих определенный разброс по диаметру, эта доля пустот может быть ниже. Аналогично, разброс по сферичности может привести к тому, что подстилающие слои будут демонстрировать большее или меньшее количество оседания. Это оказывает непосредственное воздействие на плотность подстилающего слоя, который, к слову, является плотно упакованным подстилающим слоем или, в противном случае, неплотно упакованным подстилающим слоем. Эти эффекты хорошо известны и, в частности, для данной совокупности позволяют определить свободную площадь поперечного сечения, через которую частицы меньшего размера способны проникать внутрь себя и, как результат, постепенно продвигаться вниз через подстилающий слой. Этот подход более неудобен в случае частиц различных форм, и могут потребоваться испытания для определения доли пустот и ограничения взаимного проникновения.
- Стенка создает неравномерность в расположении частиц подстилающего слоя. Поскольку поверхность стенки, как правило, плоская, доля локальных пустот отличается от таковой внутри подстилающего слоя. Эта доля пустот в целом выше в этой точке и это косвенно влияет на расстояние нескольких частиц. Как и прежде, эти эффекты были изучены и известны специалистам в данной области.
Таким образом, для поддержки подстилающего слоя адсорбента, изготовленного из почти сферических шариков (сферичность более 0,95) со средним диаметром 3,0 мм и менее 1% шариков, имеющих диаметр меньше 2,7 мм, возможно разместить, последовательно, сверху опорной решетки 10 см керамических шариков диаметром 20 мм, затем 10 см шариков диаметром 10 мм, и наконец 10 см шариков диаметром 5 мм. Это обеспечит правильное распределение циркулирующих текучих сред и опору без риска взаимного проникновения даже у стенки.
Этот весьма благоприятный сценарий из учебников, к сожалению, не встречается в промышленных приложениях, и часто необходимо обеспечить систему для предотвращения смешивания двух совокупностей частиц, уложенных одна на другую. Необходимость установки такой системы может быть связана с соответствующими физическими характеристиками двух контактирующих слоев и/или с использованием материалов.
Физические характеристики включают соответствующие размеры и плотности частиц двух слоев. Например, для ограничения перепадов давления может быть необходимо использовать первый слой адсорбента относительно большого размера, за которым следует тонкий слой небольшого размера во фронтальной зоне, для улучшения рабочих характеристик процесса. При увеличении размера в 2–2,5 раза существует риск того, что меньшие шарики попадут в нижний слой, особенно возле стенки. Другой сценарий, который демонстрирует риски перемешивания, – это сценарий, в котором верхний слой состоит из частиц с плотностью выше, чем у нижнего слоя. Из-за своего большего веса частицы наверху могут локально разделять частицы нижнего подстилающего слоя и постепенно продвигаться вниз через этот слой в результате относительной подвижности материалов. Также существуют события, которые могут привести к смешиванию слоев, которые являются предположительно стабильными. К ним могут относиться удары или вибрации, возникшие во время транспортировки, или вследствие близости машин. Текучие среды, циркулирующие через различные подстилающие слои, могут также вызывать смешивание, будь то в результате их высокой скорости или в результате изменений условий. Это могут быть события, которые происходят во время нормальной работы (например, каждый раз, когда клапаны открываются) или случайно (несвоевременное открытие клапана и т. д.).
Следует отметить, что в некоторых случаях можно добавить между двумя последовательными слоями, которые были определены как оптимальные в отношении процесса, промежуточный слой, роль которого будет заключаться в предотвращении какого-либо перемещения частиц. Этот слой может быть инертным по отношению к способу или просто не оптимальным. Например, в стопке, содержащей слой активированного оксида алюминия диаметром 2 мм, обычно лежащий под слоем цеолита диаметром 0,6 мм, между ними может быть помещен буферный слой толщиной несколько сантиметров цеолита диаметром 1,2 мм во избежание рисков перемещения. Помимо несколько неблагоприятного эффекта, связанного с более медленной кинематикой, это усложняет заполнение путем добавления дополнительного материала, который необходимо вводить осторожно, учитывая минимальную высоту, которая должна быть установлена.
При этом в качестве отправной точки возникает одна проблема, заключающаяся в предоставлении улучшенных средств ограничения или предотвращения перемещения частиц между по меньшей мере двумя слоями различных материалов в виде частиц.
Решением по настоящему изобретению является устройство, предназначенное для помещения между нижним слоем и верхним слоем частиц, расположенных внутри цилиндрической оболочки, для ограничения или предотвращения перемещения частиц между слоями, при этом указанное устройство содержит кольцо из ткани, имеющее:
- ячейки, эквивалентный диаметр которых меньше, чем эквивалентный диаметр частиц,
- длину, эквивалентную внутреннему периметру основания цилиндрической оболочки,
- верхнюю часть, имеющую верхний конец, предназначенный для прикрепления по всей своей длине к внутренней стенке цилиндрической оболочки, и
- нижнюю часть, содержащую по меньшей мере шесть идентичных крупных складок, при этом каждая складка образована двумя согнутыми краями, которые встречаются в одной точке, и складки отделены друг от друга таким образом, что нижняя часть по существу перпендикулярна верхней части, когда крупные складки находятся в сложенном положении.
«Эквивалентный диаметр» частицы – это диаметр сферы с той же удельной площадью поверхности, причем удельная площадь поверхности представляет собой площадь по отношению к объему рассматриваемой частицы.
Утверждение, что размер сетки ткани меньше, чем эквивалентный диаметр частиц, на самом деле означает меньший, чем наименьший из эквивалентных диаметров частиц верхнего и нижнего слоев. В случае разброса размера частиц может быть даже желательно иметь размер сетки меньше не эквивалентного диаметра, а скорее меньше самых маленьких частиц.
Термину «ткань» здесь дано очень широкое значение, обозначающее гибкий материал, изготовленный из нитей и имеющий свободные проходы, обеспечивающие возможность циркуляции текучей среды и, более конкретно, газа. Ткань предпочтительно будет тканой. Под «тканым» здесь предпочтительно подразумевается элемент, полученный путем переплетения нитей и имеющий повторяющиеся отверстия. Ткань может быть соткана и получена путем переплетения параллельных тугонатянутых нитей (нитей основы) и нитей, проходящих перпендикулярно им (уточных нитей), с использованием подходящего оборудования (челнока, бесчелночного станка, микрочелночного ткацкого станка и т. д.). Существует огромное множество возможных плетений, которые могут быть получены согласно способам переплетения нитей и характеристикам нитей основы и утка (простое квадратное плетение, квадратное перевивочное переплетение, перевивочное переплетение, настилочные плетения, ломаная саржа и т. д.).
Ткани покрывают весьма обширную область, с нитями, диаметр которых может находиться в диапазоне от порядка одного миллиметра до нескольких десятков микрон, при этом большая часть находится в диапазоне от 0,5 мм до 40 микрон. Отверстие (пустота) обычно составляет от нескольких миллиметров до приблизительно ста микрон. Сама по себе доля пустот составляет от 20 до 80%, чаще от 30 до 70%.
В устройстве согласно настоящему изобретению материал кольца из ткани будут выбраны из металлов, более конкретно нержавеющей стали, полимеров, например нейлона, или, в более общем смысле, текстильных материалов (льняного полотна, различных синтетических материалов) и т. д.
В качестве примера, ткань, используемая в контексте настоящего изобретения, может быть тканью, изготовленной из переплетенных нитей нержавеющей стали диаметром 0,2 мм с отверстиями размером 0,45 мм на 0,45 мм. Могут быть использованы нити большего диаметра путем использования синтетических материалов, при этом сохраняя эквивалентную гибкость.
Когда указано, что нижняя часть кольца «по существу» перпендикулярна вертикальной оси кольца-оболочки, это означает, что изобретение применимо даже тогда, когда верхняя поверхность нижнего слоя частиц не в форме идеальной горизонтальной мембраны. Известно, что несмотря на предосторожности, принятые во время заполнения, будет иметь место остаточная разница в уровне между самой верхней точкой и самой нижней точкой указанного слоя. Что касается средней высоты, эта разница в уровне может составлять до нескольких сантиметров, например + или --5 см в случае кольца-оболочки диаметром 2 м. Ткань, приложенная к этой поверхности, таким образом, создаст угол, который немного отличается от теоретического угла 90°.
Аналогично, что касается складок, хотя плоскость создания соответствует равномерно разнесенным складкам с согнутыми краями, которые встречаются в одной точке, эти складки на практике могут отличаться в некоторых аспектах от их теоретических определений. Здесь имеют место разницы в несколько миллиметров как в соответствующих размерах, так и на их концах, это обусловлено производственными допусками и природой материала (ткани). Это не влияет на принцип работы настоящего изобретения.
Как указано ниже, выбор касательно количества и размеров складок зависит от ряда параметров, в частности, процентной доли всего поперечного сечения, которое должно покрываться указанным кольцом, от качества контакта между кольцом и кольцом-оболочкой и т. д., но, по видимому, шесть складок являются минимумом для достижения желаемой функции герметизации при приемлемых условиях. В целом, как будет объяснено дальше в настоящем документе, будет применено большее количество складок.
За счет его признаков, устройство согласно настоящему изобретению можно рассматривать как плавучую систему. Особенно, под термином «плавучая система» подразумевается устройство, которое остается в контакте с верхним и нижним слоями, даже в случае оседания подстилающих слоев («подстилающий слой» означает «слой»), особенно нижних подстилающих слоев. Такое оседание со временем (транспортировка, работа и т.д.) будет в большей или меньшей степени зависеть от качества первоначального заполнения частицами, в целом будет оставаться небольшим по протяженности. Например, оно может составлять порядка 1–5 сантиметров максимум, для подстилающего слоя при первоначальной высоте один метр. Кроме того, такое оседание в целом влияет на всю массу материала в виде частиц, что означает, что верхняя зона взаимодействия слоя, подверженного этому явлению, остается приблизительно горизонтальной. Устройство, используемое для достижения разделения, которое сопровождает движение вниз частиц, на которых оно лежит, таким образом остается в контакте с нижним слоем, за движением которого оно следует, и, конечно же, с верхним слоем, который всегда лежит на нем и способствует этому контакту. Одним из преимуществ плавучей системы является то, что верхний слой частиц прикладывает давление к зоне взаимодействия с нижним слоем, ограничивая возможности движения частиц. Таким образом, снижается риск истирания, и обычно можно использовать более высокие скорости потока для циркулирующих текучих сред. Часто это роль слоя, расположенного прямо наверху оболочки, поэтому для этого выбирается материал с высокой плотностью (керамика, металл и т. д.).
Под «содержит крупные складки» подразумевается, что ткань, которая изначально принимает форму полосы, была локально деформирована для создания множества крупных складок, которые остаются свободными для открытия или закрытия согласно тому, как обращаются с этой тканью. Под «крупными складками» подразумеваются складки, образованные двумя согнутыми краями и лежащие плоско в сложенном, а именно закрытом состоянии. В контексте настоящего изобретения крупные складки имеют конкретный признак, состоящий в том, что они имеют два согнутых края, которые встречаются в одной точке.
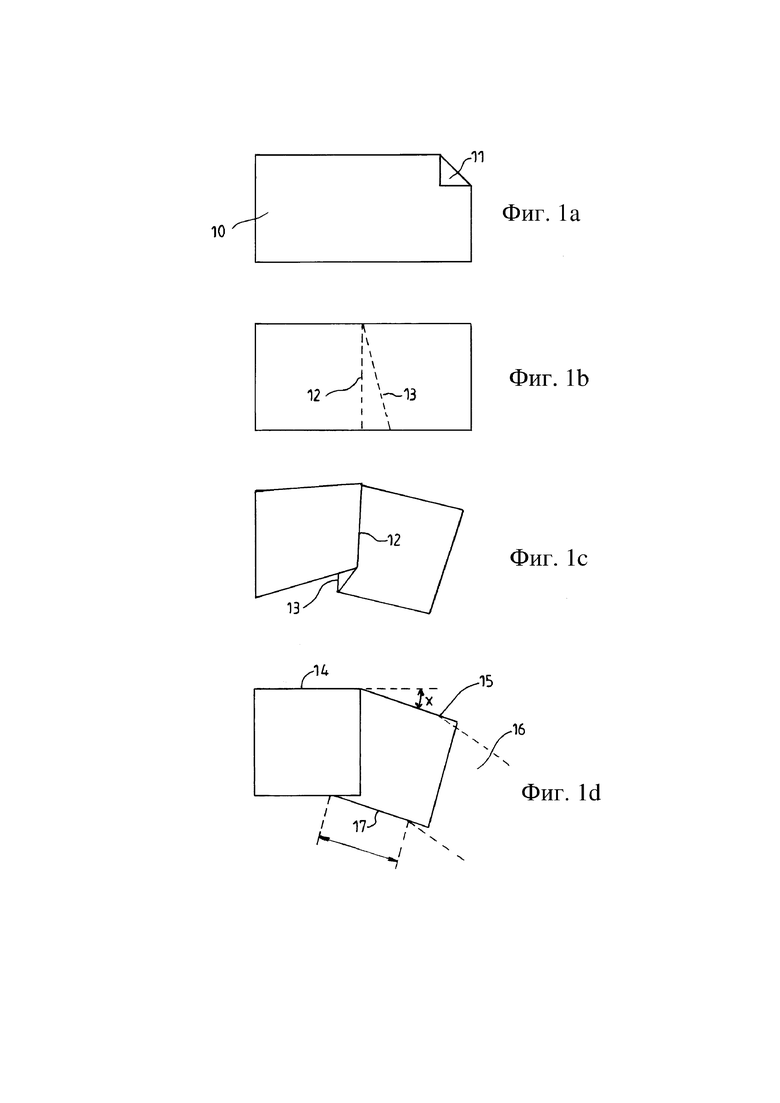
На диаграмме 2.a представлено простое изображение фрагмента ткани 10, при этом загнутый угол 11 делает возможным, благодаря использованию разных расцветок, отличить верхнюю сторону (светлую) от нижней (затемненной). На диаграмме 2.b пунктирной линией (12, 13) показана линия согнутых краев, которые необходимо создать. На диаграмме 2.c представлен вид в перспективе ткани, в которой была создана складка, образованная 2 согнутыми краями 12 и 13. Складка, таким образом, по-прежнему частично открыта. Диаграмма 2.d соответствует тому же фрагменту ткани после того, как крупная складка была плоско уложена, а именно полностью сложена. В этом положении считается, что ткань находится в сложенном положении. В частности, в таком устройстве максимальная толщина ткани приблизительно в 3 раза больше ее базовой толщины, а именно, в приведенном примере, порядка 1,2 мм. Таким образом, имеют место различия в толщине порядка миллиметра между разными точками на ткани после создания на ней складок, и этим можно пренебречь, например, по сравнению с недостатком горизонтальности, который может присутствовать на свободной поверхности слоя частиц, независимо от средств, используемых для обеспечения наилучшего возможного заполнения оболочки.
Первый важный момент, раскрытый на фиг. 1, состоит в том, что создание складок не является необратимым и что можно легко перейти от конфигурации 1.a к конфигурации 1.d и от конфигурации 1.d к конфигурации 1.a. Затем может быть указано, что складки находятся в несложенном положении 1.a или сложенном положении 1.d. Вернемся к этому моменту позже.
Второй важный момент состоит в том, что крупная складка при создании очень существенно изменяет геометрию ткани: это означает, что ориентация полосы может быть изменена на угол, обозначенный как x на диаграмме 1.d, а верхняя длина устройства остается той же, поскольку размеры 14 и 15 точно соответствуют исходной длине полосы, тогда как, с другой стороны, нижняя длина уменьшается из-за складки. Будет понятно, что если продолжить создание складок таким же образом с более длинной полосой (дополнительная часть длины 16 указана пунктирной линей на диаграмме 1.d), каждая единица длины ленты 14, 15, 16 будет в итоге соответствовать существенно более короткой длине 17.
На практике это означает, что с помощью цилиндрической оболочки заданного внутреннего диаметра возможно предварительно определить размеры ткани, количество и размеры складок, так что одна сторона кольца из ткани может быть приложена вдоль цилиндрической оболочки, а другая сторона может покрывать часть поперечного сечения почти по кругу и по сути горизонтально без малейшей необходимости выполнения любого разреза ткани и, как результат, без малейшего риска смешивания частиц, расположенных выше или ниже.
Устройство согласно настоящему изобретению делает возможным одновременно достичь полной герметизации, даже у внутренней стенки цилиндрической оболочки, постоянного контакта между верхним слоем и нижним слоем частиц посредством указанного устройства, даже в случае усадки этого нижнего слоя, хорошего распределения по всему поперечному сечению текучих сред, циркулирующих через слои, и в то же время является простым и быстрым в реализации.
В зависимости от случая устройство согласно настоящему изобретению может иметь один или несколько из следующих признаков:
- когда крупные складки находятся в сложенном положении, пространство, оставшееся в центре кольца, образует правильный многоугольник, предпочтительно имеющий 8, 10, 12, 14, 16, 18 или 20 сторон и еще более предпочтительно имеющий 12 или 16 сторон;
- крупные складки отделены друг от друга вдоль нижней части кольца из ткани на по существу одинаковое расстояние; как указано выше в настоящем документе, выражение «по существу» должно охватывать отклонения между теоретическим определением и практическим вариантом осуществления складок, при этом отклонения обусловлены разрешенными производственными допусками и возможно деформациями, вызванными гибкостью материала. Эти отклонения представляют всего несколько миллиметров или всего несколько процентов от теоретических размеров.
- оно содержит герметизирующую мембрану, изготовленную из ткани или из сетки, с диаметром, меньшим или по существу равным внутреннему диаметру цилиндрической оболочки, при этом мембрана и нижняя часть кольца из ткани помещены один поверх другого.
Здесь, снова-таки, выражение «по существу» также должно означать, что для учета конструктивных допусков может быть целесообразно принять диаметр мембраны немного больше, чем диаметр кольца-оболочки, например на 10 мм больше для диаметра кольца-оболочки 1 м.
Другим объектом настоящего изобретения является блок, содержащий:
- цилиндрическую оболочку,
- нижний слой и верхний слой частиц, при этом слои помещены один поверх другого в указанной оболочке,
- устройство согласно настоящему изобретению, помещенное между нижним слоем и верхним слоем частиц.
В зависимости от случая блок в соответствии с настоящим изобретением может иметь один или несколько из нижеследующих признаков:
- когда крупные складки находятся в сложенном положении, нижняя часть кольца из ткани покрывает от 5% до 95% поверхности нижнего слоя;
- блок содержит устройство согласно настоящему изобретению, помещенное между нижним слоем и верхним слоем частиц, и узел, содержащий мембрану из ткани и нижнюю часть кольца из ткани, покрывает все поперечное сечение цилиндрической оболочки;
- блок содержит решетку, расположенную на устройстве согласно настоящему изобретению;
- частицы выбраны из адсорбирующих частиц, каталитических частиц и инертных частиц, действующих в качестве подложки, служащей для распределения текучих сред или служащей для заполнения мертвых объемов;
- блок представляет собой каталитический реактор или адсорбер.
Другим объектом настоящего изобретения является способ изготовления устройства согласно данному изобретению, включающий следующие этапы:
a) подготовку полосы ткани, имеющей ячейки, эквивалентный диаметр которых меньше, чем эквивалентный диаметр частиц, и длину, равную внутреннему периметру основания цилиндрической оболочки,
b) образование кольца из ткани из полосы ткани путем соединения вместе двух краев полосы ткани,
c) разделение кольца из ткани на верхнюю часть и нижнюю часть,
d) создание на нижней части по меньшей мере шести идентичных крупных складок, при этом каждая складка образована двумя согнутыми краями, которые встречаются в одной точке, и складки отделены друг от друга таким образом, что нижняя часть по существу перпендикулярна верхней части, когда крупные складки находятся в сложенном положении.
Предпочтительно количество крупных складок будет определено с использованием программного обеспечения путем введения, в частности, внутреннего диаметра цилиндрической оболочки.
Конечной целью настоящего изобретения является способ изготовления блока согласно настоящему изобретению, включающий следующие этапы:
a) изготовление устройства согласно настоящему изобретению,
b) прикрепление верхнего конца верхней части устройства, полученного на этапе a), вдоль всей его длины к внутренней стенке цилиндрической оболочки,
c) создание крупных складок, поднимающих нижнюю часть устройства, полученного на этапе a), и поддержание указанной нижней части плотно прилегающей к внутренней стенке цилиндрической оболочки,
d) введение частиц в цилиндрическую оболочку таким образом, чтобы образовывать нижний слой частиц,
e) высвобождение нижней части устройства, полученного на этапе a), из поддержания плотно прилегающей к внутренней стенке цилиндрической оболочки и складывание крупных складок таким образом, что нижняя часть по существу перпендикулярна верхней части, и
f) введение частиц в цилиндрическую оболочку таким образом, чтобы образовывать верхний слой частиц сверху устройства, полученного на этапе a).
В зависимости от случая способ изготовления блока согласно настоящему изобретению может иметь один или несколько из следующих признаков:
- на этапе c) указанная нижняя часть поддержания в плотном прилегании к внутренней стенке цилиндрической оболочки посредством временных креплений, предпочтительно выбранных из магнитов и адгезивов;
- способ включает между этапами e) и f) этап расположения решетки на устройстве, полученном на этапе a);
- прикрепление верхнего конца верхней части устройства, полученного на этапе a), вдоль всей его длины к внутренней стенке цилиндрической оболочки достигают с использованием изогнутых удерживающих планок. Следует отметить, что «удерживающие планки» могут также называться «плоские планки». Они предпочтительно будут организованы по секторам.
- удерживающие планки приварены, привинчены с помощью шпилек, прикрепленных к цилиндрической оболочке, и/или присоединены к цилиндрической оболочке.
Согласно второй альтернативе, способ изготовления блока согласно настоящему изобретению включает следующие этапы:
a) изготовление устройства согласно настоящему изобретению,
b) введение частиц в цилиндрическую оболочку таким образом, чтобы образовывать нижний слой частиц,
c) прикрепление верхней части устройства, полученного на этапе a) , вдоль всей его длины к внутренней стенке цилиндрической оболочки, d) складывание крупных складок таким образом, чтобы нижняя часть устройства была по существу перпендикулярна верхней части устройства, и
e) введение частиц в цилиндрическую оболочку таким образом, чтобы образовывать верхний слой частиц.
В зависимости от случая способ согласно этой второй альтернативе может иметь один или несколько из следующих признаков:
- способ включает между этапами c) and d) этап расположения решетки на устройстве, полученном на этапе a);
- прикрепление верхнего конца верхней части устройства, полученного на этапе a), вдоль всей его длины к внутренней стенке цилиндрической оболочки достигают с использованием удерживающих планок (также широко известные как плоские планки) в форме предварительно согнутых секторов;
- удерживающие планки приварены, привинчены с помощью шпилек, прикрепленных к цилиндрической оболочке, и/или присоединены к цилиндрической оболочке.
- прикрепление верхнего конца верхней части устройства, полученного на этапе a), достигают путем надевания ткани на множество шпилек, приваренных к окружности внутренней стенки цилиндрической оболочки, а затем путем ее плотного прикладывания к стенке указанной оболочки с использованием удерживающих планок, зажатых на месте с помощью гаек.
Настоящее изобретение теперь будет описано более подробно с использованием фиг. 2–7.
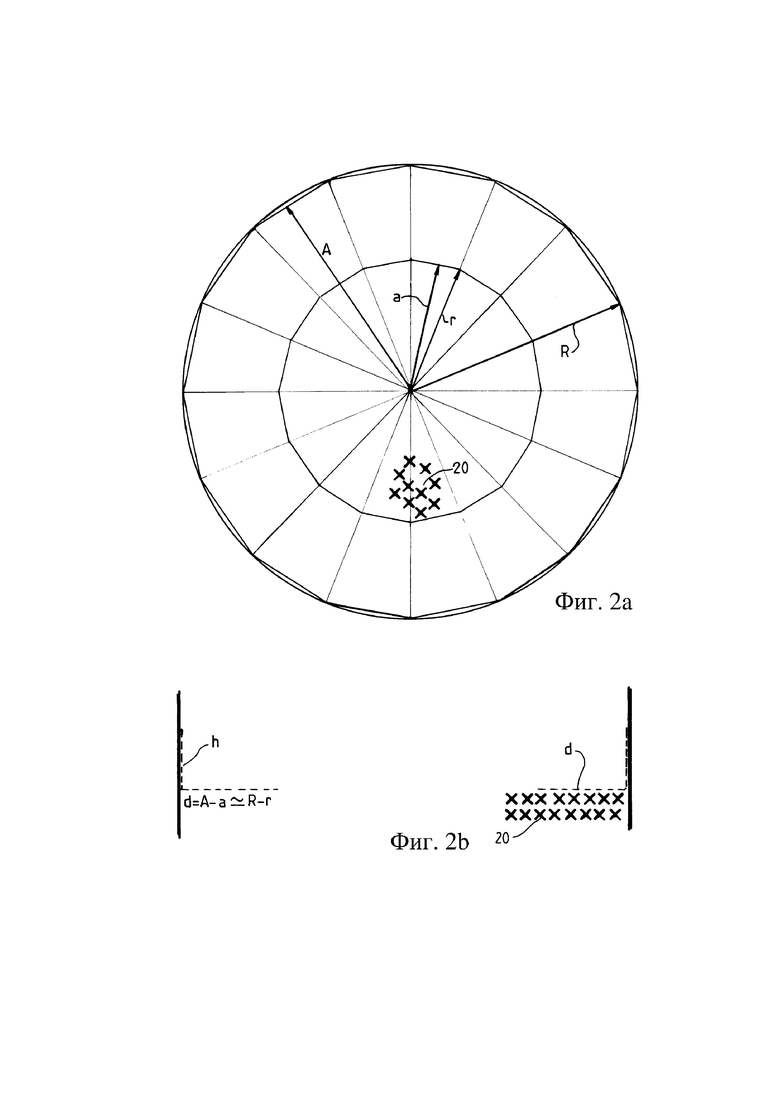
На фиг. 2 показано устройство согласно настоящему изобретению в цилиндрической оболочке радиусом R. Не считая любого потенциального перекрытия ткани, используется прямоугольная полоса ткани длиной L=2*Pi*R и шириной l=h+d, где h соответствует высоте ткани, плотно приложенной к кольцу-оболочке, а d – толщине герметизирующего кольца, а именно со ссылкой на правильные многоугольники, разнице между апофемами A внешнего многоугольника и a внутреннего многоугольника, d=A-a, d также практически равно R-r, при этом R – радиус оболочки, а r – радиус внутреннего многоугольника.
Геометрия, принятая здесь для горизонтальной части ткани, является правильным шестнадцатиугольником. Это делает возможным, с использованием 16 секторов, очень близко аппроксимировать к кругу, при этом расхождение между периметрами составляет порядка одного процента.
На практике, после фиксирования размера периферийной зоны, подлежащей покрытию тканью (также называемой зоной герметизации стенки или герметизирующим кольцом), могут быть выбраны многоугольники, например, имеющие 8, 10, 12, 16, 20 сторон, которые удовлетворяют этому критерию, а затем, при том, что все их размеры известны посредством простых геометрических расчетов, могут быть определены складки, подлежащие созданию вдоль одной стороны ткани для получения соответствующих геометрических форм, и может быть выбрано наиболее подходящее решение.
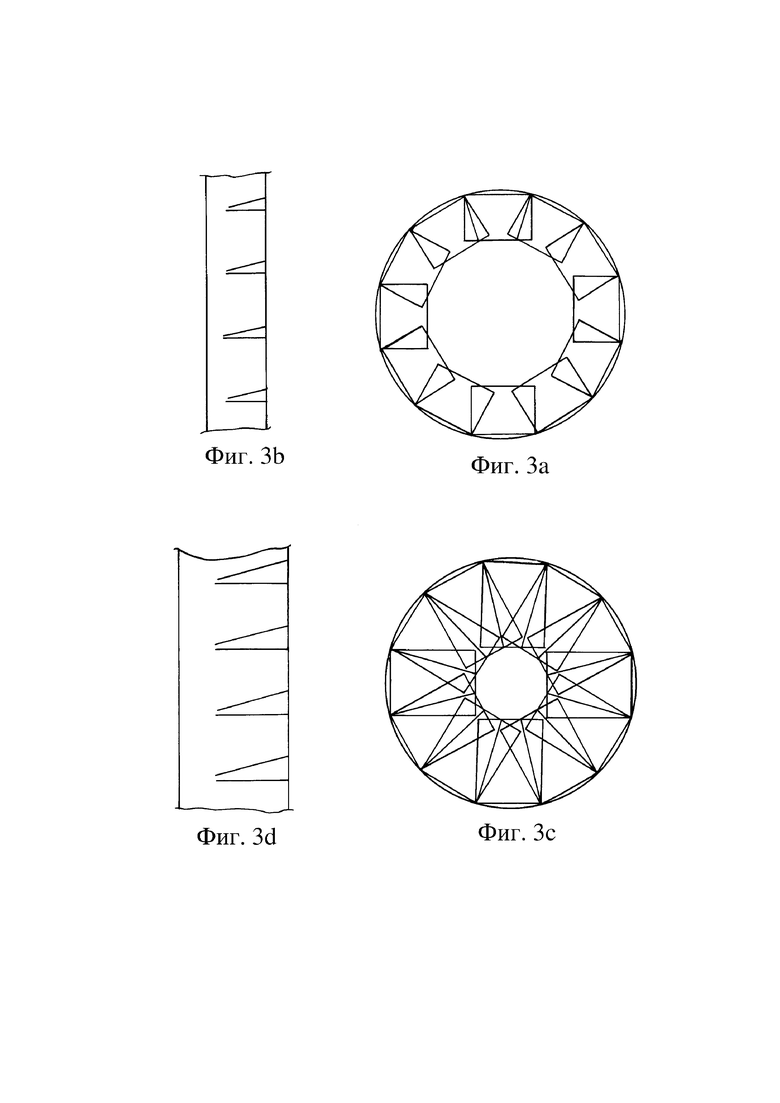
На фиг. 3 изображены виды сверху 2 устройств согласно настоящему изобретению на месте в кольце-оболочке (цилиндрической оболочке) одного диаметра и правила создания складок, принятые для создания складок в полосе ткани для получения этих конфигураций.
На диаграмме 3.a толщина кольца из ткани составляет порядка 38% радиуса кольца-оболочки, а на диаграмме 3.c она представляет приблизительно 75% того же радиуса. В обоих случаях остальная часть ткани плотно прижата к кольцу-оболочке и, таким образом, является перпендикулярной поперечному сечению кольца-оболочки. Эта часть обозначена толстой линией по периферии.
Базовый многоугольник, принятый в этом случае, является правильным двенадцатиугольником. После того, как принят способ создания складок и известны размеры, можно легко получить характеристики используемой полосы и размеры и положения складок, рассчитанных и разработанных автоматически.
Следует отметить, что толщина герметизирующего кольца на диаграмме 3.a может быть уменьшена, например в 2 раза, если требуется, чтобы это устройство образовывало герметичность только по периферии. Здесь под «герметичностью» подразумевается устранение перемещения частиц между нижним и верхним слоями частиц.
Из диаграммы 3.d можно видеть, что, с другой стороны, становится сложно увеличить герметизирующее кольцо больше, чем изображено. Если зайти с этим значительно дальше, разные складки будут перекрывать друг друга, создавая сложности при установке и, из-за многократных значений толщины ткани, которые будут тогда перекрывать друг друга, будут присутствовать риски, касающиеся равномерного распределения циркулирующих текучих сред (местные ограничения в поперечном сечении проходе становятся большими).
Таким образом, кольцо из ткани не будет использовано самостоятельно, когда требуется покрыть все поперечное сечение кольца-оболочки со средствами ограничения или предотвращения перемещения частиц. Кольцо из ткани разработано для покрытия, при измерении от периферии, всего нескольких процентов площади поверхности, к примеру от 5% вплоть до приблизительно 95%. В этом случае герметизирующая мембрана, изготовленная из ткани или из сетки, будет помещена поверх кольца из ткани. Эта мембрана малого диаметра сможет проходить как одно целое через выпускное отверстие.
Однако, с другой стороны, следует отметить, что кольцо из ткани может быть использовано самостоятельно, когда требуется достичь герметизации только по периферии. Как объяснено ранее, это может быть в случае, когда соответствующий размер частиц в 2 слоях в контакте друг с другом является таким, что смешивание не может происходить за пределами краев, но увеличение доли пустот у стенки является достаточной для обеспечения местных проникновений. Вибрации также могут вызывать небольшие движения, снова у стенки, которые склонны способствовать этому типу проникновения.
В одном варианте устройство согласно настоящему изобретению может, таким образом, содержать ткань, ячейки которой также меньше, чем размеры частиц, в форме мембраны диаметром, меньшим или по сути равным диаметру цилиндрической оболочки, при этом мембрана расположена сверху или снизу кольца из ткани, при этом узел, содержащий мембрану и кольцо из ткани, затем покрывает все поперечное сечение цилиндрической оболочки.
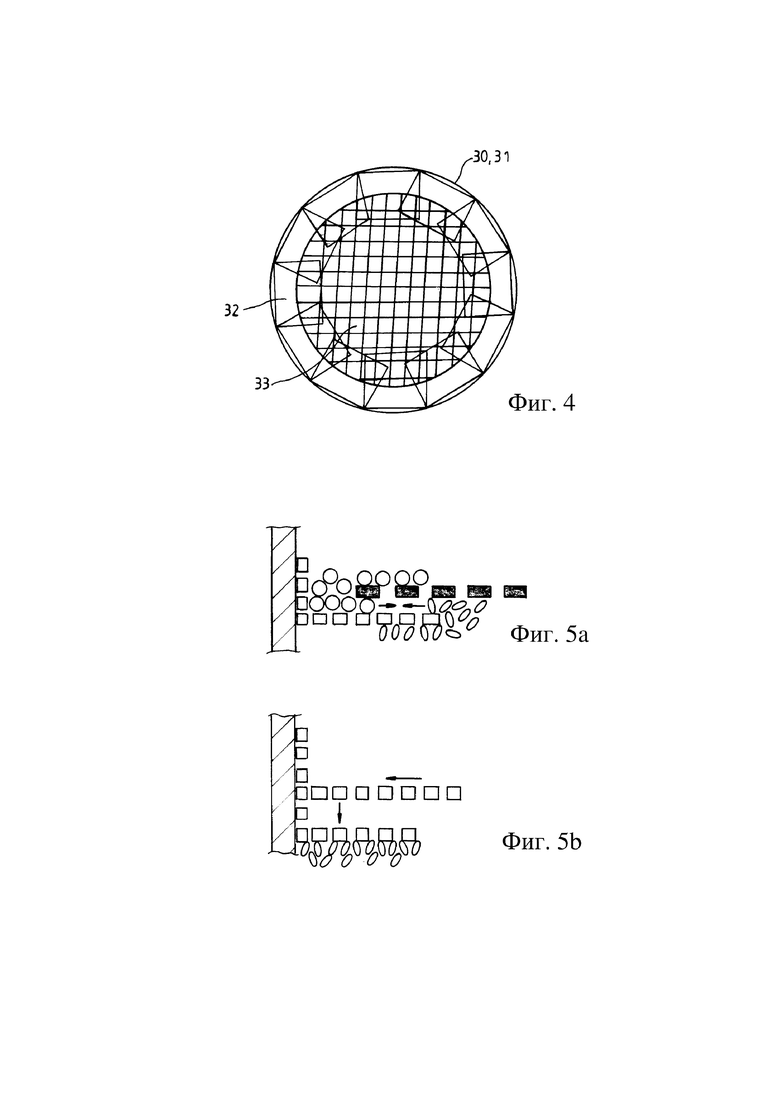
На фиг. 4 изображен такой узел. Ссылочные позиции 30 и 31 представляют поперечное сечение цилиндрической оболочки и верхней части кольца из ткани 32, плотно прижатой к внутренней стенке цилиндрической оболочки. Мембрана 33 из ткани расположена на герметизирующем кольце, так что имеет место перекрытие в узле, содержащем мембрану и кольцо из ткани, через все поперечное сечение цилиндрической оболочки. Для ограничения любой возможности последующего смещения этой мембраны может быть преимущественным обеспечить, чтобы эта мембрана имела диаметр, по существу равный внутреннему диаметру цилиндрической оболочки. Определение зоны перекрытия между кольцом из ткани и мембраной из ткани является очень важным аспектом. Цель этой зоны перекрытия состоит в предотвращении любого перемещения частиц. Когда оболочка является полной, требуется предотвратить перемещение частиц сверху вниз и/или перемещение частиц из нижнего слоя к верхнему слою, что показано на диаграмме 5.a на фиг. 5. Кольцо из ткани и мембрана из ткани были умышленно чрезмерно разнесены друг от друга, чтобы показать путь частицы, который необходимо избегать. На практике, поскольку кольцо из ткани и мембрана из ткани лежат друг на друге, возможности такого перемещения сильно снижены, особенно потому, что оно потребует наличия центробежной или центростремительной силы внутри слоев, что является весьма маловероятным в большинстве вариантов применения, и особенно при увеличивающемся расстоянии от края.
Однако также необходимо учитывать потенциальную усадку слоев частиц со временем. Из диаграммы 5.b можно видеть, что усадка нижнего слоя вызовет смещение кольца из ткани таким образом, что увеличение высоты верхней части устройства согласно настоящему изобретению, которая плотно прижата к стенке цилиндрической оболочки, соответствует величине усадки. Если движение нижней части кольца из ткани будет движением центробежного типа, складки на периферийном отверстии вернутся к исходному размеру ткани, а именно к размеру окружности кольца-оболочки. Следует держать в уме, что процессы производства газа или разделения газа, для которых предназначена эта система разделения, должны иметь максимальные плотности заполнения, чтобы хорошо функционировать, и для загрузки их материалами в виде частиц (катализаторами, адсорбентами и т. д.) применять подходящие способы, позволяющие частицам сыпаться вниз и достигать этого результата плотного заполнения. Остаточное оседание, которое может возникать, таким образом является небольшим, порядка, например, 0,5–2%. Таким образом, слой толщиной 2 м обычно будет усаживаться только на 10–40 мм. Эта длина должна быть добавлена к минимальной зоне перекрытия, определенной выше. Следует отметить, что движение ткани герметизирующего устройства обычно будет очень медленным, если блок был заполнен правильно и действовал в соответствии с правилами уровня техники, в ином случае необходимо будет выбрать для тканей кольца из ткани и мембраны из ткани материалы, внешний вид поверхности которых позволяет такое скольжение. Это обычно бывает в случае использования стандартных тканей. Также следует понимать, что материал герметизирующей ткани должен быть достаточно гибким, чтобы иметь возможность легко складываться и затем раскладываться.
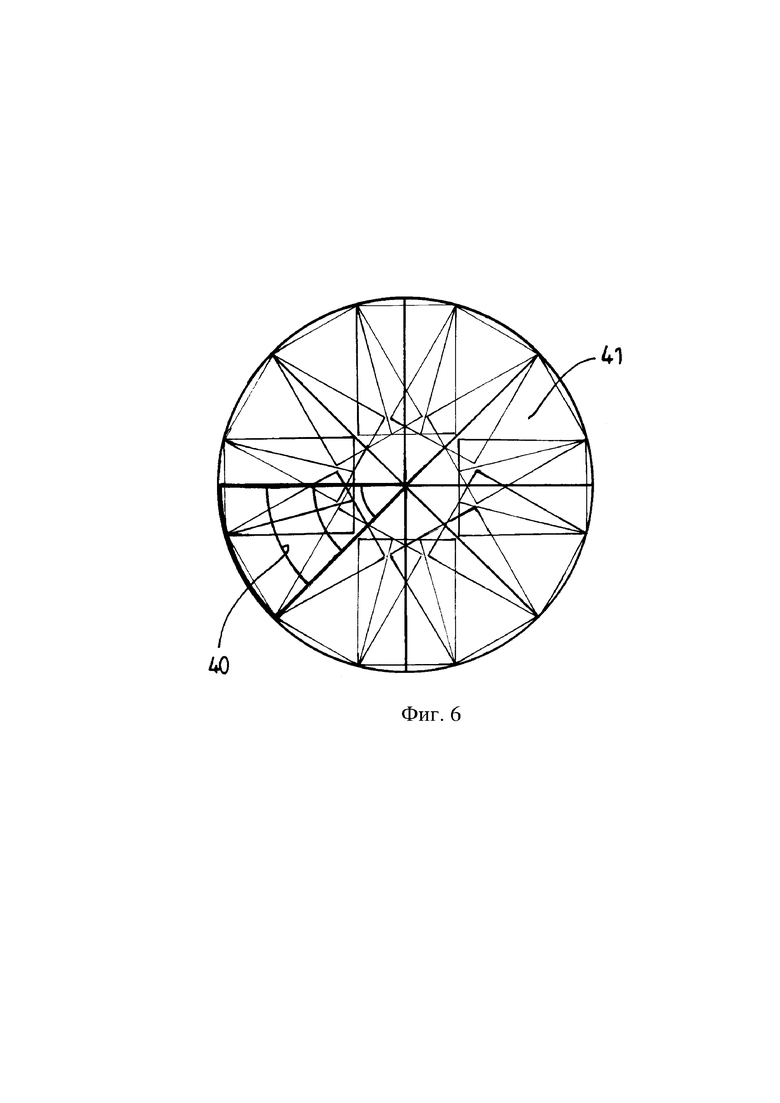
Следует заметить, что блок согласно настоящему изобретению также может решетку (или решетчатый настил), лежащий непосредственно на устройстве согласно настоящему изобретению.
На фиг. 6 показана часть 40 решетчатого настила, установленная в секциях над устройством 41 согласно настоящему изобретению. Цель этого элемента состоит в помощи в удерживании ткани кольца из ткани на месте и уплощении складок. Он будет существенно более жестким, чем ткань, и более тяжелым, но предпочтительно будет иметь широкие отверстия, поскольку это оборудование само по себе не должно быть непроницаемым для частиц. Форма может быть любой при условии, что она покрывает большую часть поверхности кольца из ткани и складок, которые оно содержит. Следует отметить, что мембрана из ткани, которая обеспечивает покрытие всего поперечного сечения оболочки, не была здесь изображена.
Что касается способа изготовления устройства согласно настоящему изобретению, этап подготовки a) будет предпочтительно включать вырезание полосы ткани. Однако перед вырезанием будет установлен технологический чертеж для устройства, предпочтительно с использованием программного обеспечения, способного автоматически отслеживать линии (по сути прямоугольные) полосы в ее плоском состоянии, а именно в ее разложенной конфигурации, с расположением складок, и диаграмма устройства после создания складок, делая это просто на основе внутреннего диаметра кольца-оболочки, выбора того, какой правильный многоугольник должен быть получен, предпочтительно двенадцатиугольник или шестнадцатиугольник, и исходного размера кольца из ткани.
Под «по сути» подразумевается, что ткань не должна быть абсолютно прямоугольной в строгом геометрическом смысле, а может немного отходить от этой идеальной геометрии на несколько процентов, будь то в отношении размеров или в отношении углов. Что касается длины, то в зависимости от способа, используемого для прикрепления ткани к кольцу-оболочке, может быть целесообразно оставить несколько сантиметров перекрытия на концах. Складки, обозначенные заранее на ткани, затем выполняют с использованием матрицы и/или подходящих инструментов. Крупные складки, полученные таким образом, не удерживаются в фиксированном плоском состоянии в сложенном положении любым способом (связыванием, сваркой и т. д.), а оставлены в свободном движении.
Согласно одному конкретному варианту осуществления способ изготовления блока согласно настоящему изобретению также включает этап, в котором множество (N> или = 1) удерживающих планок, предварительно согнутых до размеров кольца-оболочки, прикреплены к краю ткани без складок. Наиболее распространенный способ состоит в том, чтобы зажать этот край между двумя идентичными планками с каждой стороны ткани. На практике этот этап позволяет более просто обращаться с тканью и облегчает установку в кольце-оболочке, в то же время обеспечивая устройство малого объема, которое может быть введено в оболочку через отверстие малого размера, такое как выпускное отверстие для текучей среды или люк. От 4 до 6 удерживающих планок, которые обычно будут дублированы для достижения зажимания, описанного выше, обеспечивают хороший компромисс между обращением и прикреплением.
Согласно другому варианту осуществления множество шпилек приварены вдоль всей окружности кольца-оболочки на предусмотренной высоте, на которой должно быть прикреплено кольцо. Количество шпилек по сути зависит от диаметра оболочки. Они будут равномерно разнесены на расстояние, например, от 50 до 200 мм. Кольцо, которое тогда будет содержать соответствующие отверстия, устанавливают с использованием этих шпилек в качестве опоры. Предварительно согнутые секторы удерживающей планки затем устанавливают таким же образом и все зажимают на месте с использованием гаек. Шайбы и прокладки, необходимые для герметизации, образуют часть системы.
Согласно дополнительному варианту осуществления способ затем включает
- прикрепление верхнего конца верхней части устройства согласно настоящему изобретению вдоль всей его длины к внутренней стенке цилиндрической оболочки, затем
- создание крупных складок, поднимающих нижнюю часть устройства согласно настоящему изобретению, и поддержание указанной нижней части плотно прилегающей к внутренней стенке цилиндрической оболочки.
Таким образом, поскольку вся ткань прижата к стенке, поперечное сечение кольца-оболочки по сути свободно и обеспечит очень эффективное заполнение, сыплющиеся вниз частицы, путем использования подходящего способа заполнения, не встречают каких-либо препятствий при падении.
После заполнения цилиндрической оболочки до предварительно заданного уровня частицами, образующими нижний слой, нижняя часть устройства согласно настоящему изобретению высвобождается из удерживания плотно прижатой к внутренней стенке цилиндрической оболочки и крупные складки складываются таким образом, что нижняя часть по существу перпендикулярна верхней части.
Заполнение оболочки затем может продолжиться с использованием материала в виде частиц, который расположен сверху уже введенного слоя, этот новый материал лежит непосредственно на устройстве согласно настоящему изобретению.
Как объяснено ранее согласно второй альтернативе, устройство согласно настоящему изобретению может быть введено после введения первого слоя частиц в цилиндрическую оболочку.
Следует отметить, что способ производства обеспечивает варианты, которые не изменяют фактических принцип работы настоящего изобретения.
Таким образом, согласно самому распространенному варианту осуществления верхний уровень нижнего слоя частиц расположен ниже положения, соответствующего прикреплению кольца к кольцу-оболочке. Таким образом, верхняя часть кольца проходит вниз от ее точки крепления к уровню слоя. Однако возможно иметь верхний уровень слоя частиц выше указанной точки прикрепления. Часть кольца, которая плотно прижата к кольцу-оболочке, затем располагают выше ее точки прикрепления. Частицы нижнего слоя удерживают ее прижатой к стенке. Хотя тогда термин «верхняя часть кольца» более не применим к этой форме установки, этот термин сохраняется ради простоты, учитывая, что он соответствует основному сценарию. То же касается нижней части, которая, независимо от конфигурации, относится к части, которая содержит складки.
Также возможно создать изначально складку в ткани, проходящую вокруг всей оболочки, чтобы придать той части кольца, которая находится в контакте со стенкой кольца-оболочки, некоторую степень эластичности. Это делает возможным компенсировать, по меньшей мере частично, усадку нижнего слоя без необходимости движения центральной части ткани.
В частности, настоящее изобретение относится к способам производства или очистки газа с использованием цилиндрических оболочек, причем эти оболочки являются по существу каталитическими реакторами или адсорберами.
Под адсорберами подразумеваются устройства, реализующие методы адсорбции. Различие проводится между адсорберами TSA и PSA.
Циклы адсорбции отличаются, в первую очередь, способом, которым регенерируется адсорбент. Если регенерация выполняется по существу посредством повышения температуры, то данный способ представляет собой адсорбцию при переменной температуре (temperature swing adsorption, TSA). Если, с другой стороны, регенерация выполняется путем снижения давления, тогда способ представляет собой процесс адсорбции при переменном давлении (PSA); обычно термин PSA означает любой способ очистки или разделения газа, в котором применяют циклическое изменение давления, которому подвергается адсорбент, от высокого давления, называемого давлением адсорбции, до низкого давления, называемого давлением регенерации. Таким образом, данное родовое обозначение PSA используется в одинаковой мере для обозначения следующих циклических способов, для которых также обычно присваиваются более специфические названия, в зависимости от применяемых уровней давления или времени, необходимого адсорберу для возвращения в свое исходное положение (продолжительности цикла): - способы VSA, в которых адсорбция осуществляется, по существу, под атмосферным давлением, предпочтительно от 0,95 до 1,25 бар абсолютного давления, а давление десорбции ниже атмосферного давления, как правило, составляет от 50 до 400 мбар абсолютного давления; - способы MPSA или VPSA, в которых адсорбция осуществляется при высоком давлении, более высоком, чем атмосферное давление, составляющее, как правило, от 1,35 до 6 бар абсолютного давления, а десорбция осуществляется при низком давлении, более низком, чем атмосферное давление, составляющее обычно от 200 до 650 мбар абсолютного давления; - собственно способы PSA, в которых высокое давление по существу больше чем атмосферное давление, составляет, как правило, от 3 до 50 бар абсолютного давления, а низкое давление, по существу, больше или равно атмосферному давлению, составляет обычно от 1 до 9 бар абсолютного давления; - способы RPSA (быстрой PSA), для которых продолжительность цикла изменения давления, как правило, составляет менее минуты; - способы URPSA (сверхбыстрой PSA), в которых продолжительность цикла изменения давления составляет величину порядка не более нескольких секунд. Следует отметить, что эти различные обозначения не стандартизированы и что, в частности, в соответствии с авторами указанные предельные значения подлежат изменению. Подавляющее большинство процессов адсорбции используют несколько подстилающих слоев частиц, будь то инертные (опорные и т. д.) частицы или адсорбенты, и, как правило, существует возможность разделения по меньшей мере двух последовательных слоев с использованием подходящей системы.
Более конкретно, настоящее изобретение будет относиться к способу получения кислорода из атмосферного воздуха с использованием адсорбции при переменном давлении, содержащей множество N (N> или = 1) цилиндрических адсорберов с вертикальной осью, использующих в каждом из своих адсорберов, по меньшей мере одно устройство согласно настоящему изобретению, это устройство, расположенное между внутренним опорным подстилающим слоем и первым абсорбирующим слоем, по существу предназначено для задержания атмосферной влаги (силикагель, активированный оксид алюминия, цеолит X-типа и т. д.) и/или между двумя последовательными слоями адсорбента (например активированного оксида алюминия и LiLSX и т. д.) и/или между верхним слоем адсорбента и материалом, используемым для заполнения верхнего купола (например, между LiLSX и керамическими шариками).
Влага и CO2, содержащиеся в атмосферном воздухе, являются ядовитыми для цеолитов, используемых в этом применении, особенно когда этот цеолит хорошо справляется с разделением O2/N2. Заряды адсорбента необходимо вводить быстро, чтобы минимизировать их контакт с атмосферой. Устройство согласно настоящему изобретению идеально отвечает этому требованию.
Адсорбер такого блока теперь будет описан более подробно в отношении выбора используемых материалов, их размеров и их установки. Тогда как самые большие блоки производства кислорода, например, производящие более 100 метрических тонн O2 в день, используют радиальные адсорберы, блоки среднего размера, например, производящие от 20 до 100 метрических тонн в день, используют, вместо одного большего адсорбера, маленькие комплекты цилиндрических адсорберов с вертикальной осью малого или среднего размера, работающих параллельно. Тогда они называются кластерами (или группами), а базовый элемент тогда называется модулем. В приведенном примере здесь все используемые модули являются идентичными с цилиндрическим кольцом-оболочкой с внешним диаметром 2100 мм и высотой 1300 мм. Таким образом, блок, рассматриваемый в качестве примера, представляет собой блок среднего размера, в котором каждый адсорбер (в значении процесса цикла) образован из кластера из 3 модулей. Производительность кислорода находится в диапазоне от приблизительно 33 до чуть более 40 тонн в день в зависимости от требуемой чистоты (от 90 до 93,5 мол. %) и применяемых машин.
Обратим внимание на устройство согласно настоящему изобретению, реализованные в одном из его модулей, и более конкретно, в том, который установлен между нижним опорным слоем и слоем влагопоглотителя. Опорный слой состоит из инертных шариков относительно большого (приблизительно 10 мм) диаметра для создания минимального перепада давления, в частности, во время перекачивания под действием вакуума во время фазы регенерации. И наоборот, размеры частиц влагопоглотителя являются маленькими, так что кинетика адсорбции является достаточно быстрой и подходит для продолжительностей цикла, которые значительно меньше одной минуты. Адсорбент выбран согласно условиям места эксплуатации (загрязнение, температура и т. д.). В этому случае он представляет собой шарики активированного оксида алюминия диаметром 2 мм. Таким образом, существует возможность взаимного проникновения между двумя слоями и, в частности, этот риск очень высок у стенки. Герметичность у стенки, таким образом, достигается с использованием устройства, описанного и образующего основной объект настоящего изобретения.
Учитывая толщину кольца-оболочки (10 мм) и измеренную внутреннюю окружность (6535 мм), для обеспечения того, что края перекрываются, когда два края полосы ткани встречаются для образования кольца из ткани, длина, принятая для длины полосы ткани составляет 6600 мм. Принятая ширина составляет 500 мм, зная, что приблизительно 100 мм от нее будет соответствовать верхней части полосы, которая будет плотно приложена к кольцу-оболочке, приблизительно 400 мм от нее будет соответствовать нижней части полосы, которая будет иметь крупные складки.
Принятая ткань представляет собой тканую металлическую ткань, изготовленную из нитей нержавеющей стали диаметром 0,2 мм. Принятое отверстие составляет 0,45 на 0,45 мм, что не только гораздо меньше, чем размеры активированного оксида алюминия, но также исключает любые риски забивания. 12 сгибов, которые равномерно разнесены (независимо от перекрывания на концах), будут выполнены в нижней части полосы ткани.
Каждый элементарный сгиб может быть выполнен с использованием матрицы в форме угольника, основание которого было рассчитано из размеров правильного многоугольника, который необходимо получить после складывания. Если работать, до первого приближения, с окружностями, и привести правильные многоугольники в подобие с кругами, что является точным до нескольких процентов, особенно, если выбран многоугольник с множеством сторон, будет необходимо основание 105 мм для каждой складки, так что 210 мм были вычтены для каждой сложенной складки, так что выполнение этого 12 раз будет значить вычитание эквивалента 2520 мм из длины полосы. Окружность с оставшейся длиной 4015 мм (6535-2520) соответствует кругу с диаметром 1280 мм, к чему мы и стремимся. На практике, для предполагаемой точной геометрии более точный расчет дает длину основания 107 мм.
Удерживающая планка толщиной 3 мм и шириной 25 мм, изогнутая до размеров кольца-оболочки и разрезанная на 4 идентичных сектора длиной 1634 мм, приварена к каждой стороне верхней части полосы без складок. Сложенное кольцо вставлено в кольцо-оболочку и приварено посредством удерживающих планок к усиливающей полосе толщиной 3 мм и шириной 50 мм, которая сама заранее приварена к кольцу-оболочке на соответствующей высоте. Герметизирующий сварной шов завершает прикрепление. Во время этого этапа создают складки и кольцо из ткани имеет форму цилиндра, соответствующую геометрии кольца-оболочки.
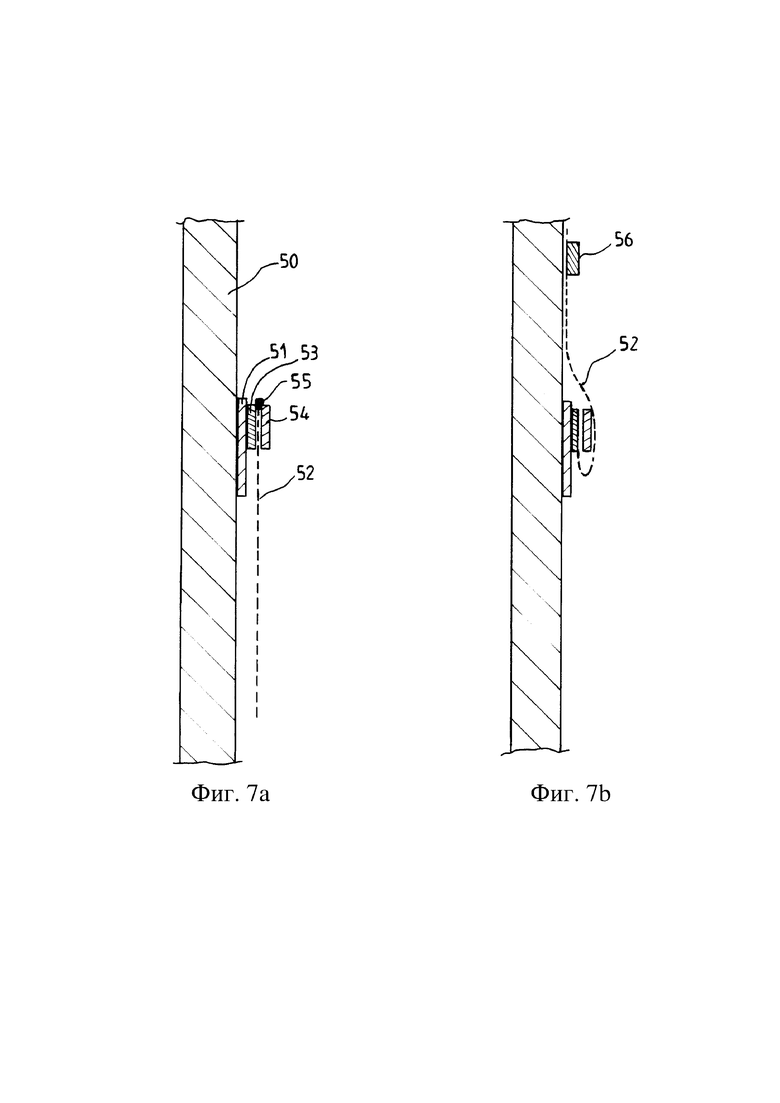
На диаграмме 7.a на фиг. 7 изображено в сечении кольцо из ткани в этом положении, при этом 50 обозначает кольцо-оболочку, 51 обозначает усиливающий элемент, приваренный к стенке кольца-оболочки, 52 обозначает ткань, 53 и 54 обозначают планки, прикрепленные к ткани, при этом внешняя планка сама приварена к усиливающему элементу 51, и 55 обозначает круговой герметизирующий сварной шов. Все эти этапы выполняют в цехе. Заполнение приведенном примере также выполняют в цехе, и модули должны транспортироваться полными. Заполнение может быть потенциально выполнено на месте эксплуатации, но это не является принятым здесь решением.
Перед продолжением заполнения нижнюю часть кольца 52 складывают относительно стенки, как изображено на диаграмме 8.b, и удерживают на месте магнитами 56, которые прицепляются углеродистой стали кольца-оболочки. Опорные шарики вводят вплоть до предусмотренной высоты. Затем вставляют мембрану с диаметром 2000 мм, введенную в форме рулона, разворачивая ее. Ткань, используемая для мембраны такая же, как и ткань герметизирующего устройства, а именно тканая ткань, изготовленная из нитей диаметром 0,2 мм с отверстиями размером 0,45 мм на 0,45 мм. Тогда магниты удалены и ткань размещена на периферии кольца-оболочки, на мембране, которая была только что установлена. Для сохранения складок в надлежащем плоском виде был сделан выбор установить сверху них решетку, изготовленную из металлических нитей диаметром 2 мм с отверстиями размером 10 мм на 10 мм, предварительно разрезанных на секции, которые могут пройти через верхнее отверстие. После этого остается заполнить кольцо-оболочку активированным оксидом алюминия с продолжением той же процедуры.
Следует отметить, что признаки, упомянутые здесь в отношении различных деталей оборудования, приведены исключительно в качестве примера и что могут быть использованы другие материалы согласно вариантам применения. Основная идея состоит в использовании кольца из ткани, один конец которого прикреплен к кольцу-оболочке, тогда как часть может быть сложена к внутренней части с таким геометрическим замыслом, чтобы быть в итоге горизонтальной без необходимости выполнение вообще любых разрезов, тем самым получая устройство, которое является как идеально герметичным, так и по сути плоским. Если надлежащие складки не выполнены заранее и если ткань сложена без точной процедуры, получают некую произвольную поверхность с несколькими перекрывающимися складками, и возможность создания «туннелей», вдоль которых частицы могут перемещаться и проходить из одного слоя в другой.
Как уже указано выше, объем изобретения ограничивается цилиндрическими оболочками, которые составляют подавляющее большинство оболочек, используемых, в частности, в химических или нефтехимических процессах. При необходимости, настоящее изобретение может быть адаптировано, чтобы подходить к другим геометрическим формам, путем определения более подходящей схемы складывания.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОГРАНИЧЕНИЯ ИЛИ ИСКЛЮЧЕНИЯ ПЕРЕМЕЩЕНИЯ ЧАСТИЦ МЕЖДУ ДВУМЯ СЛОЯМИ | 2019 |
|
RU2778059C2 |
| АДСОРБЕР ДЛЯ ОЧИСТКИ ИЛИ РАЗДЕЛЕНИЯ ПОТОКА ГАЗА, СОДЕРЖАЩИЙ СЪЕМНУЮ СИСТЕМУ ЗАПОЛНЕНИЯ | 2019 |
|
RU2778060C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОГО АДСОРБИРУЮЩЕГО СЛОЯ С ВЫСОКОЙ ПЛОТНОСТЬЮ УПАКОВКИ, АДСОРБЕР, СОДЕРЖАЩИЙ ЕГО, И РАЗДЕЛЕНИЕ ГАЗОВ НА ОСНОВЕ АДСОРБЦИИ С ПРИМЕНЕНИЕМ АДСОРБЕРА | 2020 |
|
RU2799338C1 |
| МОБИЛЬНЫЙ АДСОРБЕР МОДУЛЬНОГО ТИПА | 2020 |
|
RU2752720C1 |
| ПЫЛЕУЛАВЛИВАЮЩИЙ ФИЛЬТР И ПЫЛЕСОС, ОСНАЩЕННЫЙ ТАКИМ ФИЛЬТРОМ | 2007 |
|
RU2417041C2 |
| СКЛАДЧАТОЕ УПЛОТНЕНИЕ ТРОАКАРА | 2007 |
|
RU2455954C2 |
| АДСОРБЕР ВЕРТИКАЛЬНЫЙ С НЕПОДВИЖНЫМ СЛОЕМ АДСОРБЕНТА | 2012 |
|
RU2530112C2 |
| Способ лечения хронического нейрогенного стеноза гортани | 2020 |
|
RU2741692C1 |
| МАНЖЕТА МОНИТОРА КРОВЯНОГО ДАВЛЕНИЯ И МОНИТОР КРОВЯНОГО ДАВЛЕНИЯ | 2006 |
|
RU2317770C2 |
| Протектор-дилататор для лечения и профилактики рестеноза у пациентов с рубцовым стенозом складкового отдела гортани и способ протезирования | 2022 |
|
RU2782113C1 |
Изобретение относится к устройству для вставки между нижним слоем и верхним слоем частиц, расположенных внутри цилиндрической оболочки, таким образом, чтобы ограничивать или предотвращать перемещение частиц между слоями. Его можно использовать в реакторе, адсорбере или, в более общем смысле, в любой емкости для хранения, в которой необходимо, чтобы различные слои частиц были идеально разделены, в то же время оставляя возможность для свободно циркуляции текучей среды. Указанное устройство содержит кольцо из ткани, имеющее: ячейки, эквивалентный диаметр которых меньше, чем эквивалентный диаметр частиц; длину, равную внутреннему периметру основания цилиндрической оболочки; верхнюю часть, имеющую верхний конец, предназначенный для крепления по всей его длине к внутренней стенке цилиндрической оболочки; и нижнюю часть, содержащую по меньшей мере шесть идентичных крупных складок, при этом каждая складка образована двумя краями, которые соединяются в одной точке, и складки отделены друг от друга таким образом, что нижняя часть по существу перпендикулярна верхней части, когда крупные складки находятся в сложенном положении. Изобретение делает возможным одновременно достичь полной герметизации, даже у внутренней стенки цилиндрической оболочки, постоянного контакта между верхним слоем и нижним слоем частиц посредством указанного устройства, даже в случае усадки этого нижнего слоя, хорошего распределения по всему поперечному сечению текучих сред, циркулирующих через слои, и в то же время является простым и быстрым в реализации. 5 н. и 14 з.п. ф-лы, 16 ил.
1. Устройство, предназначенное для помещения между нижним слоем и верхним слоем частиц, расположенных внутри цилиндрической оболочки, для ограничения или предотвращения перемещения частиц между слоями, при этом указанное устройство содержит кольцо из ткани, имеющее:
- ячейки, эквивалентный диаметр которых меньше, чем эквивалентный диаметр частиц,
- длину, равную внутреннему периметру основания цилиндрической оболочки,
- верхнюю часть, имеющую верхний конец, предназначенный для прикрепления по всей своей длине к внутренней стенке цилиндрической оболочки, и
- нижнюю часть, содержащую по меньшей мере шесть идентичных крупных складок, при этом каждая складка образована двумя согнутыми краями, которые встречаются в одной точке, и складки отделены друг от друга таким образом, что нижняя часть по существу перпендикулярна верхней части, когда крупные складки находятся в сложенном положении.
2. Устройство по п. 1, отличающееся тем, что, когда крупные складки находятся в сложенном положении, пространство, оставшееся в центре кольца, образует правильный многоугольник, предпочтительно имеющий 8, 10, 12, 14, 16, 18 или 20 сторон и еще более предпочтительно имеющий 12 или 16 сторон.
3. Устройство по любому из пп. 1 и 2, отличающееся тем, что крупные складки отделены друг от друга вдоль нижней части кольца из ткани на по существу одинаковое расстояние.
4. Устройство по любому из пп. 1–3, отличающееся тем, что оно содержит герметизирующую мембрану, изготовленную из ткани или из сетки с диаметром, меньшим или по существу равным внутреннему диаметру цилиндрической оболочки, при этом мембрана и нижняя часть кольца из ткани помещены один поверх другого.
5. Блок, содержащий:
- цилиндрическую оболочку,
- нижний слой и верхний слой частиц, при этом слои помещены один поверх другого в указанной оболочке,
- устройство по любому из пп. 1–4, помещенное между нижним слоем и верхним слоем частиц.
6. Блок по п. 5, отличающийся тем, что, когда крупные складки находятся в сложенном положении, нижняя часть кольца из ткани покрывает от 5% до 95% поверхности нижнего слоя.
7. Блок по любому из пп. 5 и 6, отличающийся тем, что блок содержит устройство по п. 4, помещенное между нижним слоем и верхним слоем частиц, и узел, содержащий мембрану и нижнюю часть кольца из ткани, покрывает все поперечное сечение цилиндрической оболочки.
8. Блок по любому из пп. 5–7, отличающийся тем, что он содержит решетку, расположенную на устройстве по любому из пп. 1–4.
9. Блок по любому из пп. 5–8, отличающийся тем, что частицы выбраны из адсорбирующих частиц, каталитических частиц и инертных частиц, действующих в качестве подложки, служащей для распределения текучих сред или служащей для заполнения мертвых объемов.
10. Блок по любому из пп. 5–9, отличающийся тем, что он представляет собой каталитический реактор или адсорбер.
11. Способ изготовления устройства по любому из пп. 1–4, включающий следующие этапы:
a) подготовку полосы ткани, имеющей ячейки, эквивалентный диаметр которых меньше, чем эквивалентный диаметр частиц, и длину, равную внутреннему периметру основания цилиндрической оболочки,
b) образование кольца из ткани из полосы ткани путем соединения вместе двух краев полосы ткани,
c) разделение кольца из ткани на верхнюю часть и нижнюю часть,
d) создание на нижней части по меньшей мере шести идентичных крупных складок, при этом каждая складка образована двумя согнутыми краями, которые встречаются в одной точке, и складки отделены друг от друга таким образом, что нижняя часть по существу перпендикулярна верхней части, когда крупные складки находятся в сложенном положении.
12. Способ изготовления блока по любому из пп. 5–10, включающий следующие этапы:
a) изготовление устройства по любому из пп. 1–4,
b) прикрепление верхнего конца верхней части устройства, полученного на этапе a), вдоль всей его длины к внутренней стенке цилиндрической оболочки,
c) создание крупных складок, поднимающих нижнюю часть устройства, полученного на этапе a), и поддержание указанной нижней части плотно прилегающей к внутренней стенке цилиндрической оболочки,
d) введение частиц в цилиндрическую оболочку таким образом, чтобы образовывать нижний слой частиц,
e) высвобождение нижней части устройства, полученного на этапе a), из поддержания плотно прилегающей к внутренней стенке цилиндрической оболочки и складывание крупных складок таким образом, что нижняя часть по существу перпендикулярна верхней части, и
f) введение частиц в цилиндрическую оболочку таким образом, чтобы образовывать верхний слой частиц сверху устройства, полученного на этапе a).
13. Способ по п. 12, отличающийся тем, что на этапе c) указанную нижнюю часть поддерживают плотно прилегающей к внутренней стенке цилиндрической оболочки посредством временных креплений, предпочтительно выбранных из магнитов и адгезивов.
14. Способ по любому из пп. 12 и 13, отличающийся тем, что он включает между этапами e) и f) этап расположения решетки на устройстве, полученном на этапе a).
15. Способ изготовления блока по любому из пп. 5–10, включающий следующие этапы:
a) изготовление устройства по любому из пп. 1–4,
b) введение частиц в цилиндрическую оболочку таким образом, чтобы образовывать нижний слой частиц,
c) прикрепление верхнего конца верхней части устройства, полученного на этапе a), вдоль всей его длины к внутренней стенке цилиндрической оболочки,
d) складывание крупных складок таким образом, чтобы нижняя часть устройства была по существу перпендикулярна верхней части устройства, и
e) введение частиц в цилиндрическую оболочку таким образом, чтобы образовывать верхний слой частиц.
16. Способ по п. 15, отличающийся тем, что он включает между этапами c) и d) этап расположения решетки на устройстве, полученном на этапе a).
17. Способ по любому из пп. 12–15, отличающийся тем, что прикрепление верхнего конца верхней части устройства, полученного на этапе a), вдоль всей его длины к внутренней стенке цилиндрической оболочки достигают с использованием изогнутых удерживающих планок.
18. Способ по п. 17, отличающийся тем, что удерживающие планки приварены, привинчены с помощью шпилек, прикрепленных к цилиндрической оболочке, и/или присоединены к цилиндрической оболочке.
19. Способ по п. 17 или 18, отличающийся тем, что прикрепление верхнего конца верхней части устройства, полученного на этапе a), достигают путем надевания ткани на множество шпилек, приваренных к окружности внутренней стенки цилиндрической оболочки, а затем путем ее плотного прикладывания к стенке указанной оболочки с использованием удерживающих планок, зажатых на месте с помощью гаек.
| US 2013296610 A1, 07.11.2013 | |||
| WO 2004005187 A1, 15.01.2004 | |||
| US 5266293 A, 30.11.1993 | |||
| US 2003056649 A1, 27.03.2003 | |||
| Синхронизирующее устройство | 1932 |
|
SU34048A1 |
| КАТАЛИТИЧЕСКИЕ ИЛИ СОРБИРУЮЩИЕ СЛОИ | 2002 |
|
RU2290987C2 |
| УПОРЯДОЧЕННАЯ НАБИВКА МАССООБМЕННОЙ КОЛОННЫ И МАССООБМЕННАЯ КОЛОННА | 1994 |
|
RU2102133C1 |

