Область техники
Изобретение относится к области ракетно-космической и авиационной техники и может найти применение при создании тепловой защиты от внешних тепловых потоков ракетно-космических и авиационных комплексов, движущихся с гиперзвуковыми скоростями в атмосфере Земли.
Уровень техники
Из уровня техники известна тепловая защита российского многоразового космического корабля «Буран» СССР (yandex.ru/mages/search), выводимого на орбиту вокруг Земли с помощью ракеты-носителя «Энергия» и возвращаемого с орбиты «по-самолетному». Учитывая большое разнообразие типов защищаемых поверхностей последнего (передняя часть фюзеляжа, передние кромки крыльев, стабилизатора, элеронов и рулей направления, нижняя поверхность крыльев и днище фюзеляжа), теплозащита состоит из отдельных теплозащитных плиток ромбической формы. Способ их размещения на защищаемой поверхности состоит в приклеивании плиток вплотную друг к другу и к защищаемой поверхности с небольшими зазорами, заполняемыми клеящим веществом. Признаком проекта, совпадающим с существенным признаком изобретения, является использование в качестве теплозащиты отдельных приклеиваемых к защищаемой поверхности и друг к другу теплозащитных плиток. Недостаток такой теплозащиты состоит в том, что при приклеивании плиток рядами при движении в атмосфере Земли с гиперзвуковой скоростью клеевое соединение в промежутках между рядами плиток, расположенных по направлению плазменного потока, может выгорать за счет действия плазменного потока, в результате чего защищаемая поверхность может излишне нагреваться и плитки могут откалываться от защищаемой поверхности.
В качестве аналога можно привести теплозащиту многоразового космического корабля «Starship» компании SpaceX США (zen.yandex.ru/media/space/teplozascita-novogo-korablia-ilona-maska-starship-60745f735b891f511934f0f3), теплозащитные плитки которой имеют гексагональную форму, благодаря чему при приклейке плиток к защищаемой поверхности рядами плотно друг к другу не должно происходить выгорания клеевого соединения между плитками ввиду отсутствия протяженных межплиточных соединений. Тем не менее, учитывая широкий тепловой диапазон температур самой защищаемой поверхности (приклейка плиток при цеховой температуре, захолаживание при заправке криогенным компонентом топлива, нагрев при движении в атмосфере Земли с гиперзвуковой скоростью), промежутки между плитками при приклеивании должны выбираться, с одной стороны, достаточно большими, чтобы при захолаживании корпуса плитки не выдавливали друг друга и не откалывались от защищаемой поверхности, а с другой стороны, при нагреве от плазменного потока при движении с гиперзвуковой скоростью в атмосфере Земли промежутки между плитками должны быть достаточно малыми, чтобы не происходило выгорание межплиточного клея плазменным потоком. Недостаток такой теплозащиты может заключаться в несовместимости требований к величине промежутков между плитками в разных режимах эксплуатации.
В качестве прототипа можно привести теплозащитные плитки и способ их размещения на защищаемой поверхности (заявка №2021124578 RU), включающие теплонагруженные и краевые теплозащитные плитки, размещаемые на защищаемой поверхности по способу «рыбной чешуи». Преимуществом предложенного решения технической проблемы является то, что ни один из склеиваемых стыков типовых теплозащитных плиток не оказывается под прямым воздействием плазменного потока. При этом площадь приклеивания теплозащитной плитки больше площади основания плитки благодаря приклеиванию к ней типовых теплозащитных плиток последующего ряда, что повышает надежность работы теплозащиты, в том числе при воздействии вибраций защищаемой поверхности. Недостатком этого технического решения является отсутствие гладкости на внешней стороне слоя теплозащитных плиток, которое приводит к появлению локальных завихрений в пограничном слое плазменного потока, в результате чего возрастает величина внешнего теплового потока, а также величина аэродинамического сопротивления движению тела с защищаемой поверхностью.
Таким образом, существующие теплозащитные плитки и способы их размещения на защищаемой поверхности нуждаются в усовершенствовании с целью повышения качества работы тепловой защиты.
Раскрытие сущности изобретения
Предлагаются теплонагруженная и менее теплонагруженная краевая теплозащитные плитки и способ их размещения на защищаемой поверхности, которые обеспечивают гладкость на внешней стороне слоя теплозащитных плиток, что исключает возможность возникновения локальных завихрений в пограничном слое плазменного потока и тем самым повышают качество работы теплозащиты.
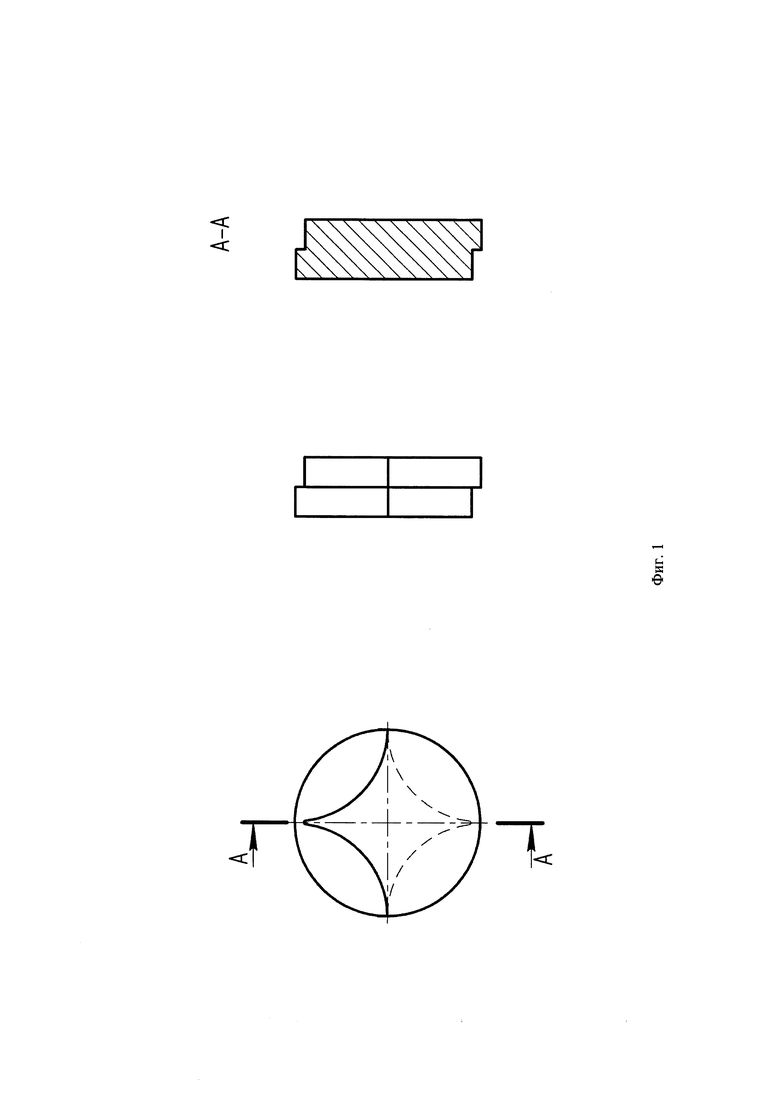
а. Теплонагруженная плитка по форме представляет собой круговой цилиндр заданного радиуса и заданной толщины, имеющий два параллельных основания при приклейке, к примеру, к плоскости, и по две выборки материала величиной радиуса цилиндра на каждом основании. Выборки попарно симметричны относительно горизонтальной оси цилиндра. Они начинаются от середины цилиндра и сходятся на образующей цилиндра. По высоте эти выборки равны половине толщины цилиндра. Приклеивается теплонагруженная плитка к защищаемой поверхности и последовательно к ранее приклеенной теплонагруженной плитке образуемого ряда, а также к двум теплонагруженным плиткам предыдущего ряда так, что теплонагруженные плитки предыдущего ряда заполняют обе нижние выборки материала приклеиваемой теплонагруженной плитки. В свою очередь, на приклеиваемую теплонагруженную плитку образуемого ряда сверху наклеиваются две теплонагруженные плитки последующего рада так, что теплонагруженные плитки последующего ряда заполняют обе верхние выборки материала приклеиваемой теплонагруженной плитки. Направление рядов теплонагруженных плиток ортогонально направлению плазменного потока. Способ размещения теплонагруженной плитки на защищаемой поверхности рядами, ортогональными направлению плазменного потока, по аналогии с известным размещением назван «рыбная чешуя». При использовании способа «рыбной чешуи» ни один из склеиваемых стыков теплонагруженных плиток не оказывается под прямым воздействием плазменного потока, а внешняя сторона слоя теплозащитных плиток обеспечивается гладкой.
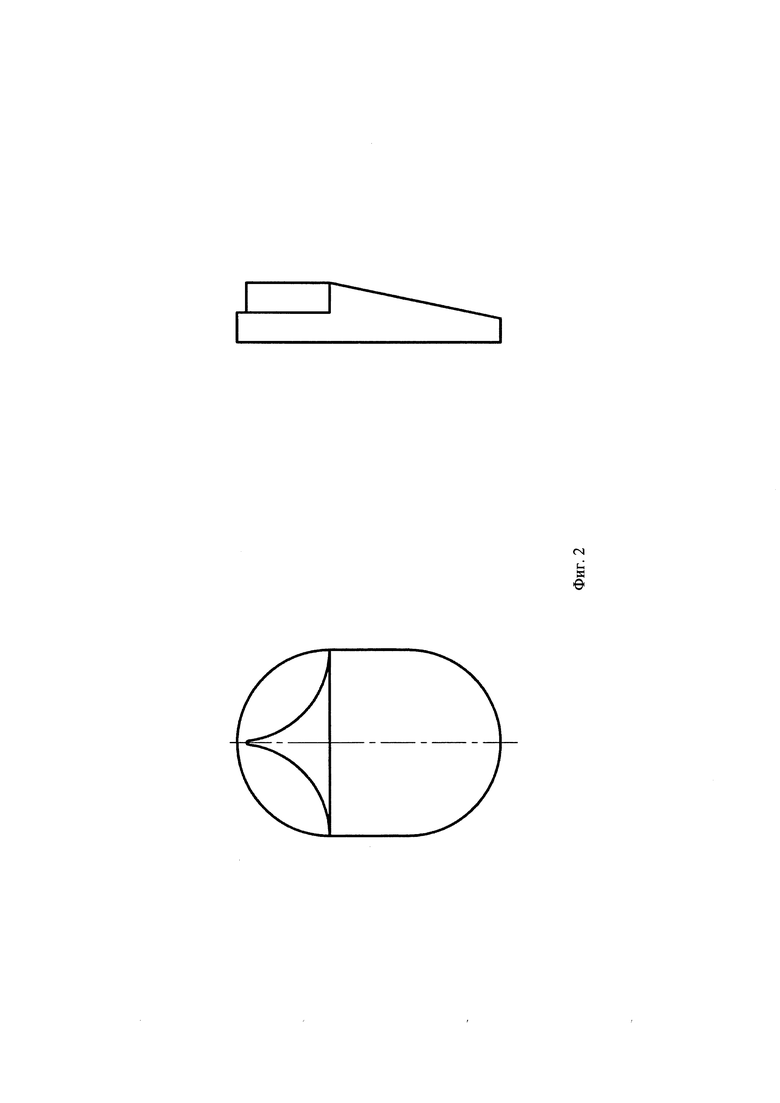
b. Краевая теплозащитная плитка по форме представляет собой круговой цилиндр, имеющий в основании прямоугольник с закругленными концами и с радиусами закругления, равными радиусу цилиндра теплонагруженной плитки. Цилиндр имеет две выборки материала на верхнем основании, аналогичные выборкам материала теплонагруженной плитки, а толщина краевой теплозащитной плитки по направлению плазменного потока постоянна до оси переднего закругления и равна толщине теплонагруженной плитки, а затем линейно уменьшается до окончания его заднего закругления. Ряд краевых теплозащитных плиток предшествует первому ряду теплонагруженных плиток, которые приклеиваются к краевым теплозащитным плиткам. Ряд краевых теплозащитных плиток размещается на участках защищаемой поверхности с существенно меньшим по величине внешним тепловым потоком.
Задачей этого изобретения является разработка теплонагруженной и краевой теплозащитных плиток и способа их размещения на защищаемой поверхности, обеспечивающих повышение качества работы теплозащиты благодаря обеспечению гладкости внешней стороны слоя теплозащитных плиток.
Поставленная задача решается таким образом, что теплонагруженная плитка, выполненная с возможностью приклеивания к наиболее теплонагруженным участкам защищаемой поверхности последовательно к такой же ранее приклеенной теплозащитной плитке образуемого при этом ряда плиток, а также к прилегающим плиткам предыдущего ряда, согласно изобретению по форме представляет собой круговой цилиндр заданного радиуса и заданной толщины, имеющий два параллельных основания при приклейке, к примеру, к плоскости, и по две выборки материала со стороны каждого основания, попарно симметричных относительно горизонтальной оси цилиндра и равных по величине радиусу цилиндра, а по высоте равных половине толщины цилиндра, каждая пара выборок начинается от середины цилиндра и сходится на образующей цилиндра.
Поставленная задача решается также таким образом, что краевая теплозащитная плитка, характеризующаяся тем, что по форме представляет собой круговой цилиндр с основанием в виде прямоугольника с закругленными концами, с радиусами закругления, равными радиусу цилиндра теплонагруженной плитки, имеет две выборки материала со стороны верхнего основания, аналогичные выборкам материала теплонагруженной плитки, а толщина краевой теплозащитной плитки по направлению плазменного потока постоянна до оси переднего закругления и равна толщине теплонагруженной плитки, а затем линейно уменьшается до окончания его заднего закругления.
Задача решается также таким образом, что способ размещения теплонагруженных и краевых теплозащитных плиток на защищаемой поверхности, включающий приклеивание к участкам защищаемой поверхности и последовательно вплотную к таким же ранее приклеенным теплозащитным плиткам образуемого и предыдущего ряда, согласно изобретению теплонагруженную плитку приклеивают к защищаемой поверхности и последовательно к ранее приклеенной теплонагруженной плитке образуемого ряда, а также к двум смежным теплонагруженным плиткам предыдущего ряда так, что две смежные теплонагруженные плитки предыдущего ряда заполняют обе нижние выборки материала приклеиваемой теплонагруженной плитки образуемого ряда, на приклеиваемую теплонагруженную плитку сверху приклеиваются две смежные теплонагруженные плитки последующего ряда так, что каждая из них заполняет собой по одной верхней выборке материала в теплонагруженной плитке образуемого ряда, а направление рядов теплонагруженных плиток ортогонально направлению плазменного потока, краевые теплозащитные плитки приклеиваются к защищаемой поверхности и последовательно к ранее приклеенной плитке образуемого ряда, ортогонального направлению плазменного потока.
Сущность изобретения поясняется чертежами элементов устройства.
На фиг. 1 приведены проекции теплонагруженной плитки на вертикальную и нормальную плоскости, на которых видны основные элементы ее конструкции.
На фиг. 2 приведены те же проекции краевой теплозащитной плитки.
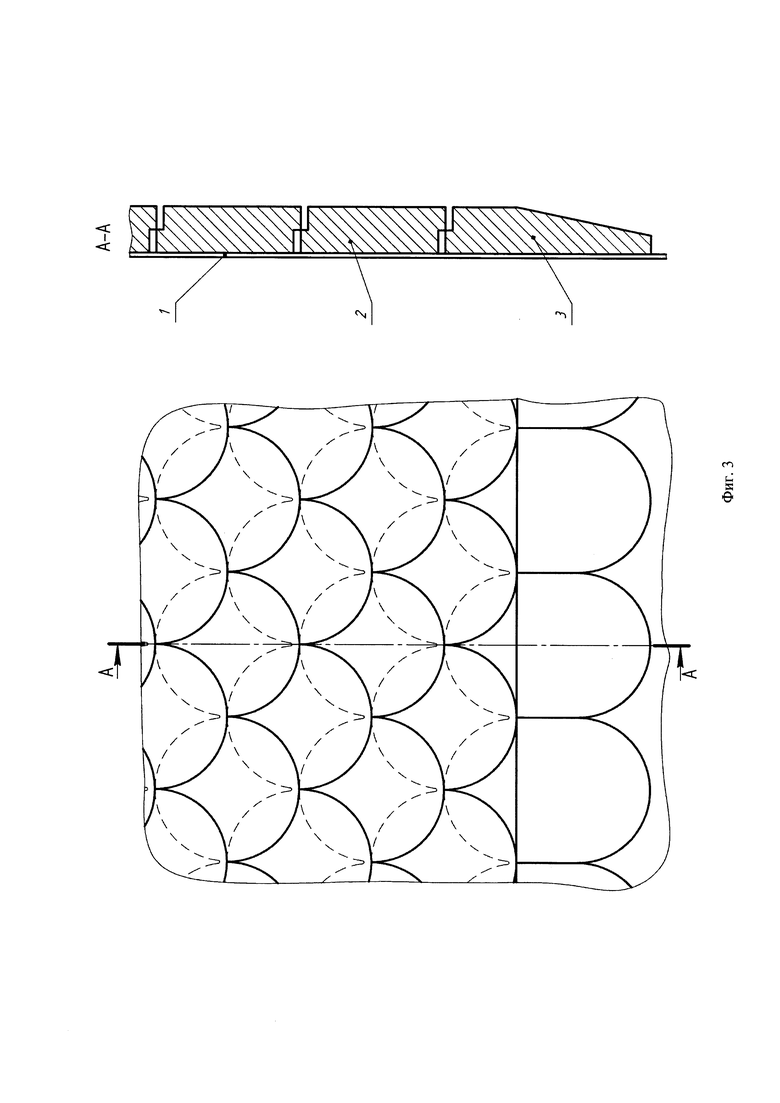
На фиг. 3 приведена проекция на вертикальную плоскость с поперечным сечением А-А теплонагруженных и краевых теплозащитных плиток, размещенных на защищаемой поверхности согласно предложенному способу.
На фиг. 3:
1 - защищаемая поверхность;
2 - теплонагруженная плитка;
3 - краевая теплозащитная плитка.
Осуществление изобретения
Пример возможной реализации предложенного технического решения.
Теплонагруженная плитка представляет собой круговой цилиндр с радиусом 200 мм и толщиной 80 мм, который имеет два параллельных основания при приклейке, к примеру, к плоскости, и две пары выборок материала радиусом 200 мм со стороны каждого основания, попарно симметричных относительно горизонтальной оси цилиндра. Эти выборки начинаются от середины цилиндра и сходятся на образующей цилиндра. Высота выборок равна 40 мм.
Краевая теплозащитная плитка по форме представляет собой круговой имеющий в основании прямоугольник длинной 200 мм с закругленными концами цилиндр с радиусами закругления, равными 200 мм. Цилиндр имеет две выборки материала со стороны верхнего основания, равные по величине радиусу цилиндра 200 мм и высотой 40 мм. Толщина краевой теплозащитной плитки по направлению плазменного потока равна 80 мм до оси переднего закругления, а затем линейно уменьшается до 40 мм до окончания его заднего закругления.
Способ размещения теплонагруженных плиток основан на приклеивании их к участкам защищаемой поверхности и последовательно к ранее приклеенной теплонагруженной плитке образуемого ряда, а также к двум смежным теплонагруженным плиткам предыдущего ряда так, что две смежные теплонагруженные плитки предыдущего ряда заполняют обе нижние выборки материала приклеиваемой теплонагруженной плитки образуемого ряда. На приклеиваемую теплонагруженную плитку сверху приклеиваются две смежные теплонагруженные плитки последующего рада так, что каждая из них заполняет собой по одной верхней выборке материала в теплонагруженной плитке образуемого ряда, а направление рядов теплонагруженных плиток ортогонально направлению плазменного потока. Краевые теплозащитные плитки приклеиваются вплотную одна к другой так, что образуют ряд, ортогональный направлению плазменного потока. При использовании данного технического решения обеспечивается гладкость поверхности на внешней стороне слоя плиток, что исключает возможность возникновения локальных завихрений в пограничном слое плазменного потока и, тем самым, повышается качество работы теплозащиты.
Теплозащитные плитки и способ их размещения на защищаемой поверхности обеспечивают работу теплозащиты в различных условиях эксплуатации многоразовых объектов ракетно-космической и авиационной техники. При использовании способа «рыбной чешуи» ни один из склеиваемых стыков теплонагруженных плиток не оказывается под прямым воздействием плазменного потока, движущегося ортогонально рядам плиток, и, следовательно, не подвергается выгоранию. Внешняя сторона слоя теплозащитных плиток обеспечивается гладкой, что исключает возможность возникновения локальных завихрений в пограничном слое плазменного потока и, тем самым, повышается качество работы теплозащиты.
Преимуществом предлагаемых теплозащитных плиток и способа их размещения на защищаемой поверхности по сравнению с известными на космических кораблях «Буран» и «Starship» является то, что ни один из склеиваемых стыков типовых теплозащитных плиток не оказывается под прямым воздействием плазменной струи. При этом площадь приклеивания теплонагруженной плитки больше площади основания цилиндра благодаря приклеиванию к ней теплонагруженных плиток последующего ряда, что повышает надежность работы теплозащиты, в том числе при воздействии вибраций защищаемой поверхности. Гладкая внешняя сторона слоя теплозащитных плиток исключает возможность возникновения, локальных завихрений пограничного слоя плазменного потока, что повышает качество работы теплозащиты.
Группа изобретений относится к области машиностроения, а более конкретно к теплозащите. Теплонагруженная плитка по форме представляет собой круговой цилиндр заданного радиуса, который имеет два параллельных основания и по две выборки материала величиной радиуса цилиндра со стороны каждого основания. Краевая теплозащитная плитка по форме представляет собой круговой цилиндр с основанием в виде прямоугольника с закругленными концами с радиусами закругления, равными радиусу цилиндра теплонагруженной плитки. Способ размещения теплозащитных плиток на защищаемой поверхности характеризуется тем, что теплонагруженная плитка приклеивается к защищаемой поверхности и к двум смежным теплонагруженным плиткам предыдущего ряда. На приклеиваемую теплонагруженную плитку сверху приклеиваются две смежные теплозащитные плитки последующего рада. Краевые теплозащитные плитки приклеиваются к защищаемой и последовательно к ранее приклеенной плитке образуемого ряда, а направление рядов теплозащитных плиток ортогонально направлению плазменному потоку. Достигается повышения качества работы тепловой защиты. 3 н.п. ф-лы, 3 ил.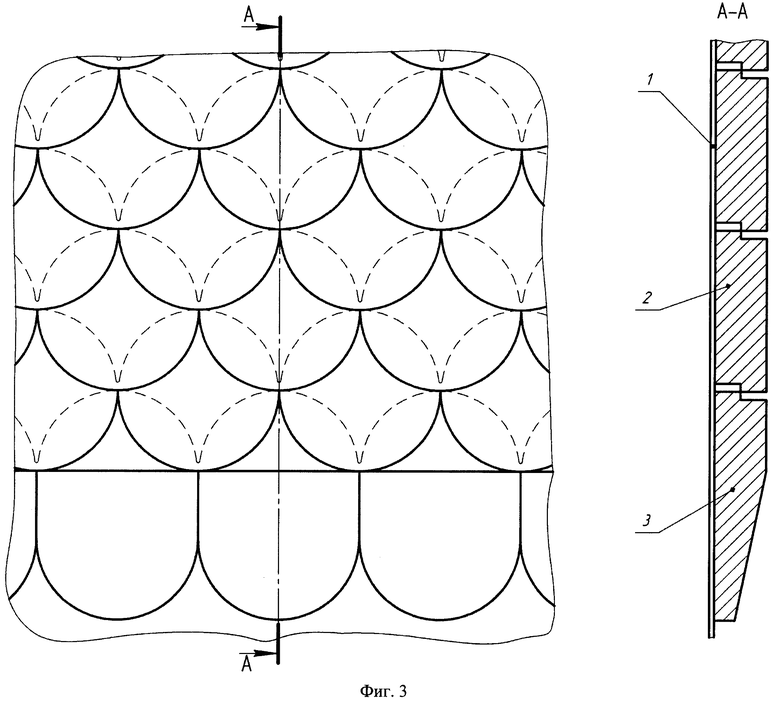
1. Теплонагруженная плитка, выполненная с возможностью приклеивания к наиболее теплонагруженным участкам защищаемой поверхности последовательно к такой же ранее приклеенной теплозащитной плитке образуемого при этом ряда плиток, а также к прилегающим плиткам предыдущего ряда, отличающаяся тем, что по форме плитка представляет собой круговой цилиндр заданного радиуса и заданной толщины, имеющий два параллельных основания при приклейке, к примеру, к плоскости, и по две выборки материала со стороны каждого основания, попарно симметричных относительно горизонтальной оси цилиндра и равных по величине радиусу цилиндра, а по высоте равных половине толщины цилиндра, каждая пара выборок начинается от середины цилиндра и сходится на образующей цилиндра.
2. Краевая теплозащитная плитка, характеризующаяся тем, что по форме представляет собой круговой цилиндр с основанием в виде прямоугольника с закругленными концами, с радиусами закругления, равными радиусу цилиндра теплонагруженной плитки, имеет две выборки материала со стороны верхнего основания, аналогичные выборкам материала теплонагруженной плитки, а толщина краевой теплозащитной плитки по направлению плазменного потока постоянна до оси переднего закругления и равна толщине теплонагруженной плитки, а затем линейно уменьшается до окончания его заднего закругления.
3. Способ размещения теплонагруженных и краевых теплозащитных плиток на защищаемой поверхности, включающий приклеивание к участкам защищаемой поверхности и последовательно вплотную к таким же ранее приклеенным теплозащитным плиткам образуемого и предыдущего ряда, отличающийся тем, что теплонагруженную плитку приклеивают к защищаемой поверхности и последовательно к ранее приклеенной теплонагруженной плитке образуемого ряда, а также к двум смежным теплонагруженным плиткам предыдущего ряда так, что две смежные теплонагруженные плитки предыдущего ряда заполняют обе нижние выборки материала приклеиваемой теплонагруженной плитки образуемого ряда, на приклеиваемую теплонагруженную плитку сверху приклеиваются две смежные теплонагруженные плитки последующего ряда так, что каждая из них заполняет собой по одной верхней выборке материала в теплонагруженной плитке образуемого ряда, а направление рядов теплонагруженных плиток ортогонально направлению плазменного потока, краевые теплозащитные плитки приклеиваются к защищаемой поверхности и последовательно к ранее приклеенной плитке образуемого ряда, ортогонального направлению плазменного потока.
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАЩИТНОЙ ПАНЕЛИ ЛЕТАТЕЛЬНОГО АППАРАТА | 2018 |
|
RU2690963C1 |
| JP 5097099 A, 20.04.1993 | |||
| US 4190998 A1, 04.03.1980 | |||
| СВЕТОВОЗВРАЩАТЕЛЬ ИЗ ПЛИТОК, ИЗГОТОВЛЕННЫЙ СПОСОБОМ МНОГОЭТАПНОЙ НАРЕЗКИ КУБИКАМИ | 2015 |
|
RU2707211C2 |

