Настоящее изобретение относится к изделию, генерирующему аэрозоль, с втягивающимся источником теплоты для нагрева субстрата, образующего аэрозоль.
В уровне техники были предложены изделия, генерирующие аэрозоль, в которых табак нагревается, а не сгорает. Задача таких «нагреваемых» изделий, генерирующих аэрозоль, состоит в уменьшении количества определенных составляющих дыма, образующихся в результате сгорания и пиролитической деградации табака в обычных сигаретах. В нагреваемом изделии, генерирующем аэрозоль, одного известного типа аэрозоль генерируется в результате передачи теплоты горючим источником теплоты к субстрату, образующему аэрозоль, например, содержащему табак. Субстрат, образующий аэрозоль, может быть расположен дальше по ходу потока относительно горючего источника теплоты. Наружный оберточный лист изделия, генерирующего аэрозоль, может быть использован для окружения субстрата, образующего аэрозоль, и по меньшей мере части горючего источника теплоты. Во время использования летучие соединения высвобождаются из субстрата, образующего аэрозоль, в результате передачи теплоты от горючего источника теплоты и захватываются воздухом, втягиваемым через нагреваемое изделие, генерирующее аэрозоль, с крайнего конца, где расположен источник теплоты, к мундштучному концу. По мере охлаждения высвобождаемых соединений они конденсируются с образованием аэрозоля.
Поскольку горючий источник тепла трудно погасить, и он может гореть дольше, чем время для расходования субстрата, образующего аэрозоль, целесообразно обеспечить изделие, генерирующее аэрозоль, которое может покрывать горючий источник тепла для удаления изделия, генерирующего аэрозоль. Одним из способов достижения этого является расположение наружного оберточного листа таким образом, чтобы в нем было внутреннее углубление, в которое может быть втянут горючий источник теплоты. В данной области техники также известен ряд отверстий для создания областей пониженной прочности в изделии, генерирующем аэрозоль, чтобы способствовать его сжатию. Однако этот подход предусматривает дополнительные пути для воздуха, которые могут негативно сказываться на доставке аэрозоля.
В документе WO 2017/115196 раскрыто изделие, генерирующее аэрозоль, имеющее сжимаемую конструкцию для втягивания источника теплоты во внутреннее «пустое пространство». Раскрытая конструкция содержит внутренний трубчатый элемент, который содержит по порядку от дальнего, крайнего конца в направлении ближнего, мундштучного конца: источник теплоты, субстрат, генерирующий аэрозоль, первый элемент устройства для рассеивания, пустое пространство, второй элемент устройства для рассеивания и элемент, охлаждающий аэрозоль. Внутренний трубчатый элемент удерживается внутри трубчатого корпуса, который содержит фильтрующий элемент мундштука. Наружный оберточный лист может быть приклеен в месте соединения внутреннего трубчатого элемента с трубчатым корпусом, для удерживания внутреннего трубчатого элемента внутри трубчатого корпуса. Внутренний трубчатый элемент содержит область пониженной прочности, при этом крайний конец может сжиматься внутри трубчатого корпуса в пустое пространство.
Было бы целесообразно предоставить изделие, генерирующее аэрозоль, имеющее конструкцию, содержащую область пониженной прочности. Было бы целесообразно предоставить изделие, генерирующее аэрозоль, которое бы предотвращало создание альтернативных путей для воздуха, которые были бы нежелательны для доставки аэрозоля. Кроме того, было бы целесообразно предоставить изделие, генерирующее аэрозоль, которое можно изготовить с использованием существующих производственных процессов и которое можно произвести с существующими производственными скоростями.
Согласно аспекту настоящего изобретения предлагается изделие, генерирующее аэрозоль, имеющее ближний конец и дальний конец. Предлагается внутренний трубчатый элемент, содержащий внутренний оберточный лист, окружающий горючий источник теплоты, размещенный вблизи от дальнего конца изделия, генерирующего аэрозоль. Внутренний оберточный лист дополнительно окружает субстрат, образующий аэрозоль, расположенный дальше по ходу потока относительно горючего источника теплоты. Горючий источник теплоты и субстрат, образующий аэрозоль, предусмотрены в коаксиальной компоновке. Изделие, генерирующее аэрозоль, дополнительно содержит наружный трубчатый элемент, который окружает по меньшей мере часть внутреннего трубчатого элемента. Внутренний оберточный лист содержит предварительно скрученную часть, которая обеспечивает возможность деформации внутреннего трубчатого элемента, так что дальний конец внутреннего трубчатого элемента выполнен с возможностью перемещения со скольжением относительно наружного трубчатого элемента.
Преимущественно предварительно скрученная часть обеспечивает удобный механизм для сжатия изделия, генерирующего аэрозоль, и может быть включена в существующие производственные линии с незначительной модификацией и без влияния на скорость линии. Дополнительное преимущество предварительно скрученной части состоит в том, что область пониженной прочности, которая обеспечивает возможность сжимающей деформации, создается без введения дополнительных путей для воздуха.
В некоторых вариантах осуществления изделие, генерирующее аэрозоль, может содержать фильтр мундштука на ближнем конце, и мундштучный конец внутреннего трубчатого элемента может быть установлен на фильтре мундштука. В некоторых вариантах осуществления горючий источник теплоты может представлять собой углеродсодержащий источник теплоты. Субстрат, образующий аэрозоль, может содержать табак.
В некоторых вариантах осуществления изделие, генерирующее аэрозоль, может содержать пустое пространство между субстратом, образующим аэрозоль, и концом мундштука. Первый элемент для переноса может быть расположен между субстратом, образующим аэрозоль, и пустым пространством в выдвинутом положении. Изделие, генерирующее аэрозоль, также может содержать второй элемент для переноса, отделенный от первого элемента для переноса пустым пространством в выдвинутом положении. В тех случаях, когда предусмотрены первый и второй элементы для переноса, они могут упираться друг в друга, когда пустое пространство сжимается в осевую сжатую конфигурацию. Наружный трубчатый элемент может проходить от ближнего конца изделия, генерирующего аэрозоль, в направлении его дальнего конца и окружать по меньшей мере мундштучный конец внутреннего трубчатого элемента и пустое пространство, и заканчиваться дальше по ходу потока относительно источника теплоты. Предварительно скрученная часть может находиться по меньшей мере в области, окружающей пустое пространство. В определенных вариантах осуществления, в тех случаях, когда содержится пустое пространство, внутренний трубчатый элемент выполнен с возможностью перемещения со скольжением из выдвинутого положения, характеризующегося первой длиной изделия, во втянутое положение, характеризующееся второй длиной изделия, которая меньше первой длины изделия, и в котором пустое пространство по меньшей мере частично сжимается в осевую сжатую конфигурацию. Во втянутом положении вторая длина изделия может составлять приблизительно 80% или менее от первой длины изделия. Во втянутом положении вторая длина изделия может составлять приблизительно 70% или менее от первой длины изделия.
Наружный трубчатый элемент может заканчиваться на субстрате, образующем аэрозоль, или дальше по ходу потока относительно него.
В некоторых вариантах осуществления наружный трубчатый элемент может содержать наружный оберточный лист. Наружный оберточный лист может быть соединен с внутренним трубчатым элементом только на его мундштучном конце. Наружный оберточный лист может быть соединен с внутренним трубчатым элементом на его мундштучном конце для первого кругового оборота. Наружный оберточный лист может быть присоединен к себе для второго оборота. Наружный оберточный лист может быть присоединен к себе по существу по всей своей длине. Наружный оберточный лист может быть соединен с внутренним оберточным листом адгезивно. Наружный оберточный лист может быть присоединен к себе адгезивно.
Часть внутреннего трубчатого элемента, расположенная дальше по ходу потока относительно предварительно скрученной части, может быть смещена с поворотом относительно части внутреннего трубчатого элемента, расположенной раньше по потоку относительно предварительно скрученной части. Вращательное смещение может составлять 5 градусов или более. Вращательное смещение может составлять 15 градусов или более. Вращательное смещение может составлять 45 градусов или более. Во втянутом положении вторая длина изделия может составлять приблизительно 90% или менее от первой длины изделия.
Также раскрыт наружный оберточный лист для использования при изготовлении изделия, генерирующего аэрозоль. Наружный оберточный лист содержит первую и вторую противоположные кромки, по существу параллельные продольной оси изделия, генерирующего аэрозоль. Ширина листа определяется первой и второй противоположными кромками, то есть по меньшей мере равна удвоенной длине окружности внутреннего трубчатого элемента. На наружный оберточный лист нанесена схема нанесения клея или адгезива, содержащая первую область, содержащую полосу клея, проходящую по существу перпендикулярно от первой кромки в направлении второй кромки. Полоса клея проходит от первой кромки в направлении второй кромки на расстояние, равное по меньшей мере окружности внутреннего трубчатого элемента. Полоса клея образует клеевое соединение между наружным оберточным листом и внутренним трубчатым элементом только на его мундштучном конце, когда обертывание вокруг него начинается с первой кромки. Схема нанесения клея дополнительно содержит вторую область, содержащую область клея, проходящую по существу по всей длине наружного оберточного листа от точки, в которой полоса заканчивается ко второй кромке. Схема нанесения клея во второй области образует клеевое соединение между первой оберткой и любыми последующими обертками наружного оберточного листа по существу по всей его длине.
Преимущественно, конкретная схема нанесения клея на наружном оберточном листе обеспечивает как прочное соединение внутреннего трубчатого элемента с наружным трубчатым элементом и несклеиваемой внутренней областью, которая обеспечивает возможность сжатия внутреннего трубчатого элемента, так и структурную жесткость, окружающую несклеиваемую часть.
Согласно аспекту настоящего изобретения предлагается способ изготовления изделия, генерирующего аэрозоль, имеющего ближний конец и дальний конец. Способ включает обеспечение внутреннего трубчатого элемента, содержащего внутренний оберточный лист, окружающий горючий источник теплоты, размещенный вблизи от дальнего конца изделия, генерирующего аэрозоль. Внутренний оберточный лист дополнительно окружает субстрат, образующий аэрозоль, расположенный дальше по ходу потока относительно горючего источника теплоты. Горючий источник теплоты и субстрат, образующий аэрозоль, предусмотрены в коаксиальной компоновке. Внутренний оберточный лист содержит предварительно скрученную часть. Способ дополнительно включает обертывание по меньшей мере части внутреннего трубчатого элемента наружным оберточным листом. В результате дальний конец внутреннего трубчатого элемента выполнен с возможностью перемещения со скольжением относительно наружного трубчатого элемента.
В определенных вариантах осуществления внутренний оберточный лист дополнительно окружает пустое пространство между субстратом, образующим аэрозоль, и концом мундштука, находясь с ними в коаксиальной компоновке.
Обертывание внутреннего трубчатого элемента может предусматривать, начиная от первой кромки наружного оберточного листа, клеевое соединение наружного оберточного листа с внутренним трубчатым элементом только на его мундштучном конце для первого кругового оборота. Обертывание может дополнительно предусматривать второй оборот наружного оберточного листа по существу по всей длине наружного оберточного листа, тем самым образуя наружный трубчатый элемент. Наружный трубчатый элемент может проходить от ближнего конца изделия, генерирующего аэрозоль, в направлении его дальнего конца. В тех случаях, когда внутренний трубчатый элемент содержит пустое пространство, наружный трубчатый элемент может окружать по меньшей мере мундштучный конец внутреннего трубчатого элемента и пустое пространство. Наружный трубчатый элемент может заканчиваться дальше по ходу потока относительно источника теплоты. Дальний конец, содержащий горючий источник теплоты и субстрат, образующий аэрозоль, может перемещаться с возможностью скольжения относительно наружного трубчатого элемента из выдвинутого положения, характеризующегося первой длиной изделия, во втянутое положение, характеризующееся второй длиной изделия. Вторая длина изделия меньше первой длины изделия. В результате скользящего перемещения дальнего конца из выдвинутого положения во втянутое положение происходит по меньшей мере частичное сжатие пустого пространства с получением осевой сжатой конфигурации.
Способ может включать обеспечение фильтра мундштука на ближнем конце изделия, генерирующего аэрозоль. Мундштучный конец внутреннего трубчатого элемента может быть установлен на фильтре мундштука.
Способ может включать выполнение предварительного скручивания в отношении внутреннего трубчатого элемента во время процедуры обертывания. Обертывание может предусматривать нанесение наружного оберточного листа с помощью вращающегося барабана, которое может предусматривать сворачивание внутреннего трубчатого элемента посредством сужения между вращающимся барабаном, на котором временно прикреплен наружный оберточный лист, и неподвижной направляющей пластиной, причем наружный оберточный лист оборачивается вокруг внутреннего трубчатого элемента и приклеивается к нему во время прохождения через сужение. Дальний конец внутреннего трубчатого элемента, который не обернут, может вращаться с другой скоростью относительно своего более ближнего конца, окруженного наружным оберточным листом, тем самым вызывая скручивание во внутреннем оберточном листе внутреннего трубчатого элемента. Предварительное скручивание может выполняться в отношении внутреннего трубчатого элемента на станции скручивания до процедуры обертывания.
Способ может включать изготовление пары изделий, генерирующих аэрозоль, встык, в том числе обеспечение единого фильтрующего элемента мундштука, имеющего первый и второй концы, соответствующие изначально объединенным первому и второму фильтрам мундштука. Способ может включать предоставление внутреннего трубчатого элемента, что включает предоставление первого и второго внутренних трубчатых элементов, которые установлены на соответствующие первый и второй концы единого фильтрующего элемента мундштука. Обертывание первого и второго внутренних трубчатых элементов может происходить одновременно. При обертывании может использоваться один наружный оберточный лист. Наружный оберточный лист может быть симметричным относительно центра фильтрующего элемента мундштука. Наружный оберточный лист может образовывать изначально объединенные первый и второй наружные трубчатые элементы. Способ может включать разрезание объединенных наружных трубчатых элементов и фильтрующего элемента мундштука для разделения объединенных изделий на первое и второе изделия, генерирующие аэрозоль.
Все научные и технические термины, используемые в контексте настоящего документа, имеют значения, обычно используемые в данной области техники, если не указано иное. Приведенные в настоящем документе определения предназначены для облегчения понимания определенных терминов, часто используемых в контексте настоящего документа.
В контексте настоящего документа термин «изделие, генерирующее аэрозоль» относится к изделию, содержащему субстрат, образующий аэрозоль, который способен высвобождать летучие соединения, которые могут образовывать аэрозоль, например, в результате нагрева, сгорания или химической реакции.
В контексте настоящего документа термин «субстрат, образующий аэрозоль» используется для описания субстрата, способного высвобождать летучие соединения, которые могут образовывать аэрозоль. Аэрозоли, генерируемые из субстратов, образующих аэрозоль, в изделиях, генерирующих аэрозоль, согласно настоящему изобретению могут быть видимыми или невидимыми и могут содержать пары (например, тонкодисперсные частицы веществ, находящихся в газообразном состоянии, которые при комнатной температуре обычно являются жидкими или твердыми), а также газы и капли жидкости конденсированных паров.
В контексте настоящего документа термин «лист» обозначает пластинчатый элемент, имеющий ширину и длину, превышающие его толщину.
Термины «раньше по ходу потока» и «дальше по ходу потока» относятся к относительным положениям элементов изделия, генерирующего аэрозоль, описываемым относительно направления вдыхания потока воздуха по мере того, как он втягивается через корпус изделия, генерирующего аэрозоль, от дальнего крайнего конца к мундштучному концу. Другими словами, в контексте настоящего документа термин «дальше по ходу потока» определяется относительно потока воздуха во время использования курительного изделия или изделия, генерирующего аэрозоль, причем мундштучный конец изделия является концом, расположенным дальше по ходу потока, через который втягиваются воздух и аэрозоль. Конец, противоположный мундштучному концу, является концом, расположенным раньше по ходу потока.
Слова «предпочтительный» и «предпочтительно» относятся к вариантам осуществления настоящего изобретения, которые могут обеспечить определенные преимущества при определенных обстоятельствах. Однако другие варианты осуществления также могут быть предпочтительными при тех же или других обстоятельствах. Кроме того, описание одного или более предпочтительных вариантов осуществления не означает, что другие варианты осуществления не являются полезными, и не предназначено для исключения других вариантов осуществления из объема настоящего изобретения, в том числе формулы изобретения.
По всему описанию и формуле изобретения этой заявки слова «содержит» и «вмещает» и их варианты означают «включающий, но без ограничения», и они не предназначены для исключения других веществ, добавок, компонентов, целых чисел или этапов (и не исключают их). По всему описанию и формуле изобретения этого описания изобретения единственное число охватывает множественное число, если контекст не требует иного. В частности, в тех случаях, когда применяется форма единственного числа, описание изобретения следует понимать как предполагающее множественность, а также единственность, если контекст не требует иного.
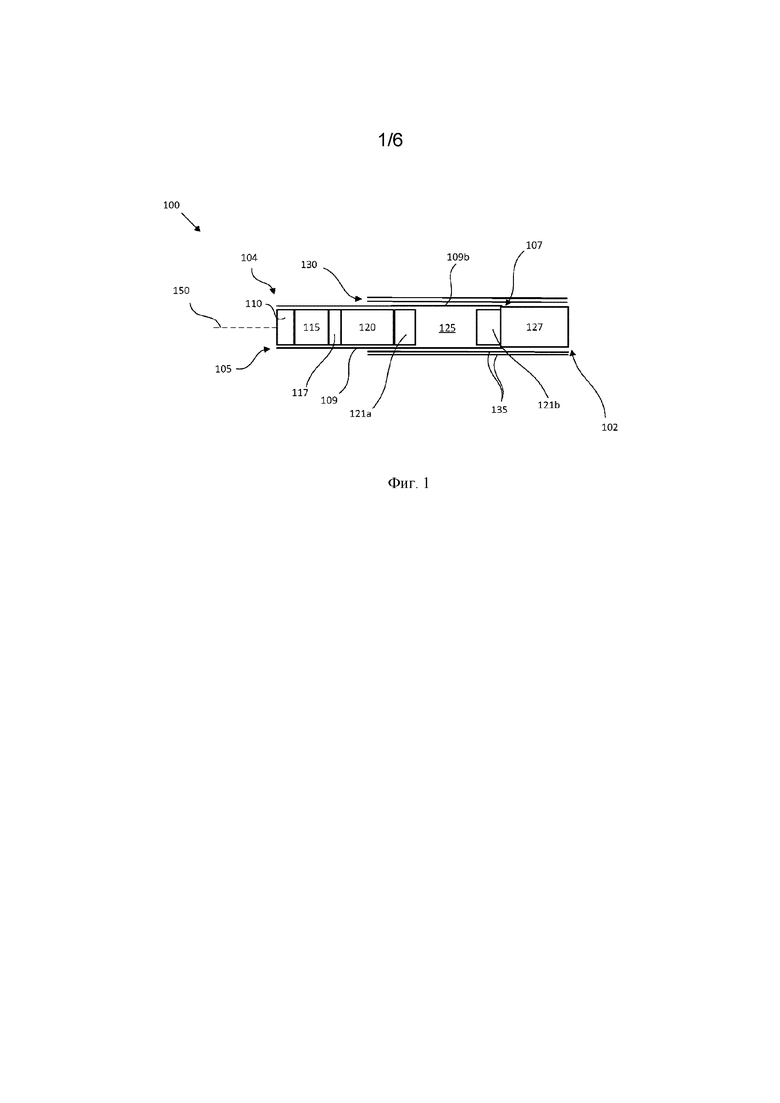
На фиг. 1 представлено схематическое изображение приведенного в качестве примера изделия, генерирующего аэрозоль;
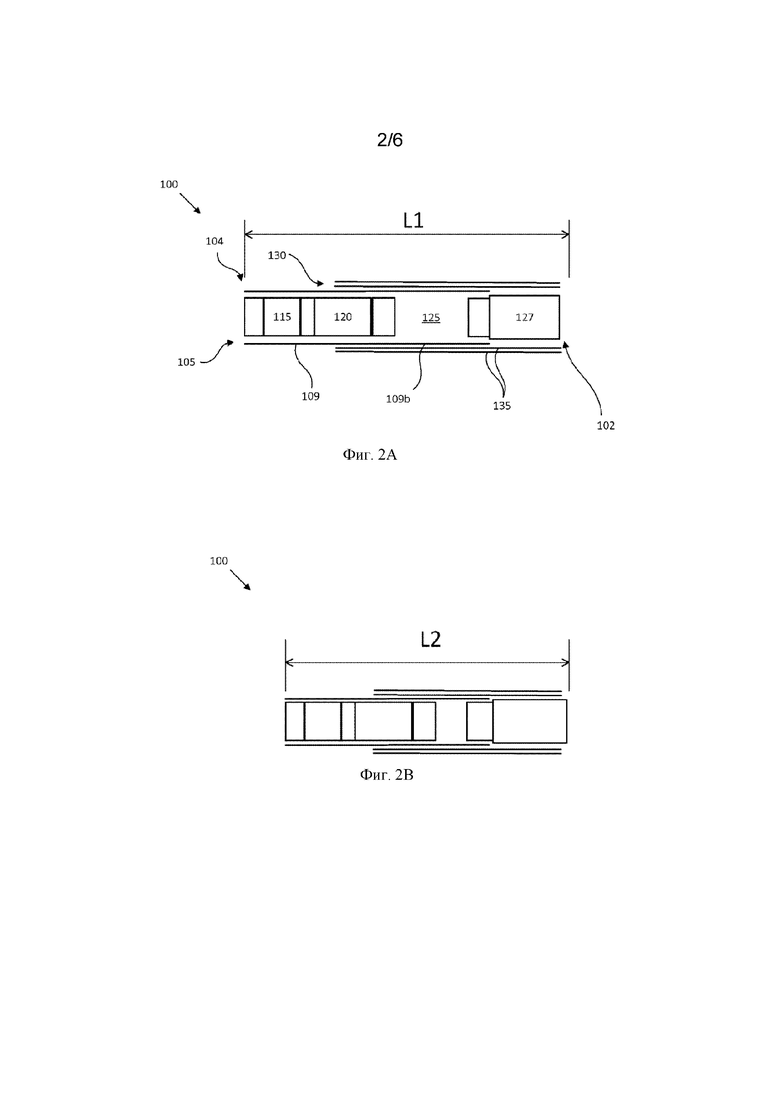
на фиг. 2A и 2B представлены схематические изображения приведенного в качестве примера изделия, генерирующего аэрозоль, показанного на фиг. 1, в выдвинутом и втянутом положениях, соответственно;
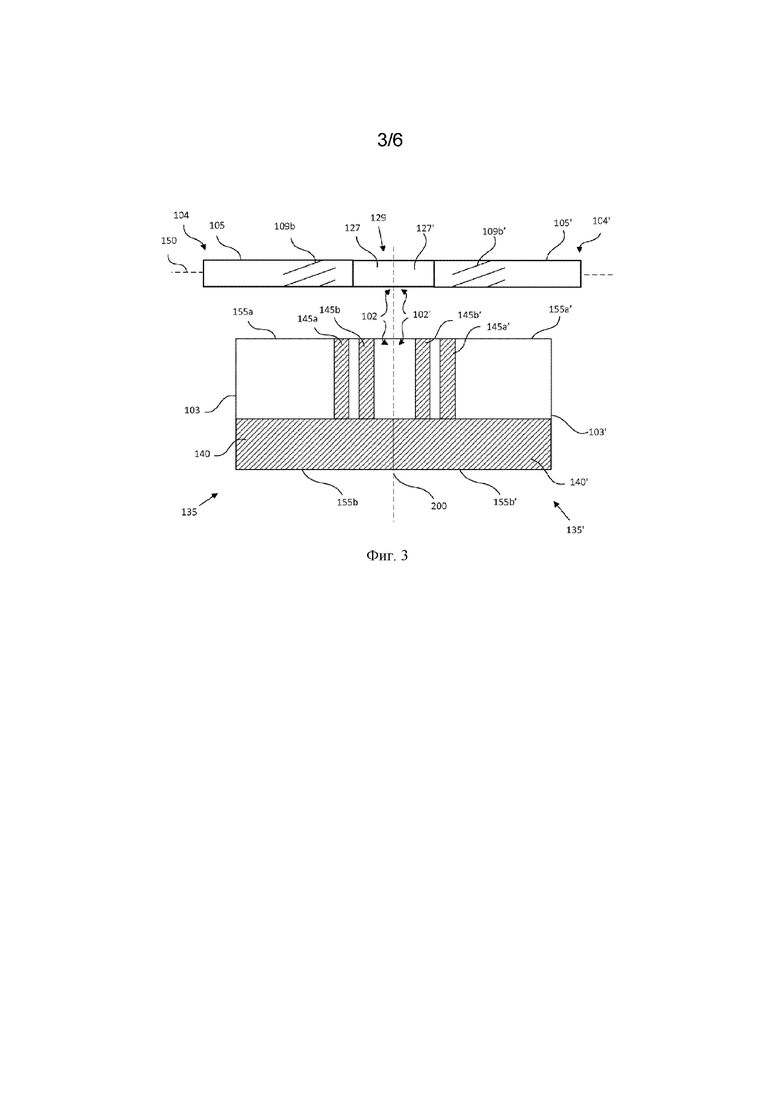
на фиг. 3 представлено схематическое изображение первого и второго объединенных внутренних трубчатых элементов перед обертыванием наружным оберточным листом;
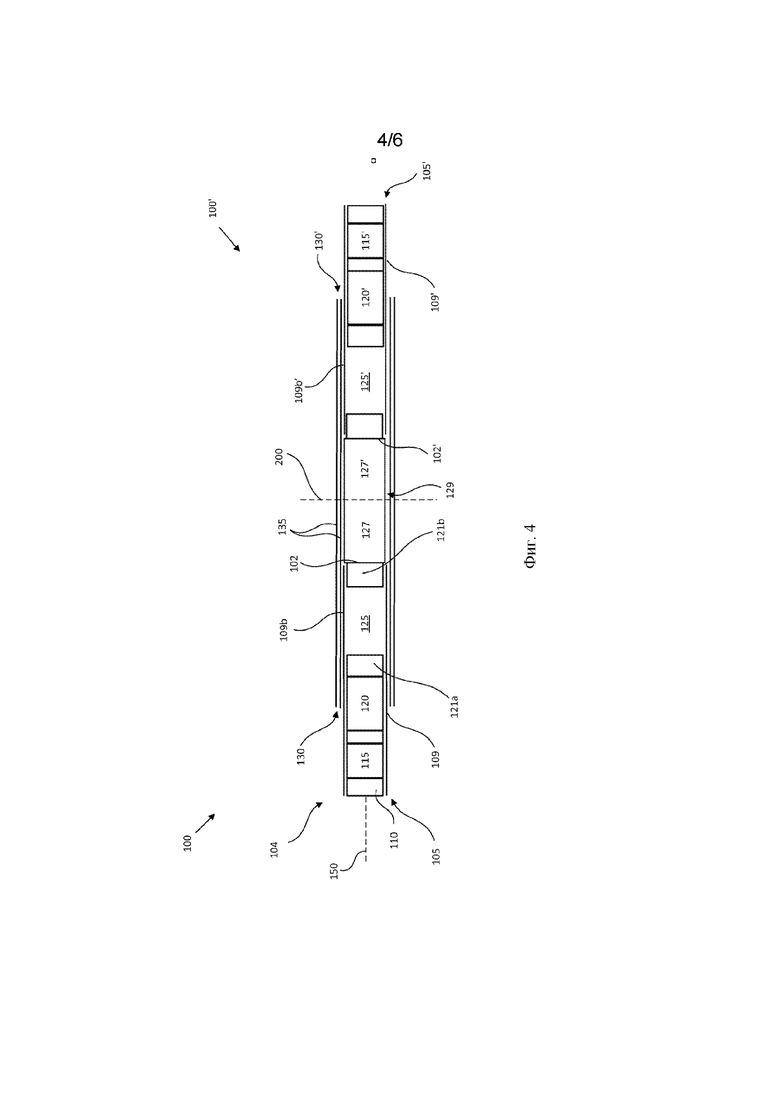
на фиг. 4 представлено схематичное изображение объединенных изделий, генерирующих аэрозоль, перед разделением на первое и второе изделия, генерирующие аэрозоль;
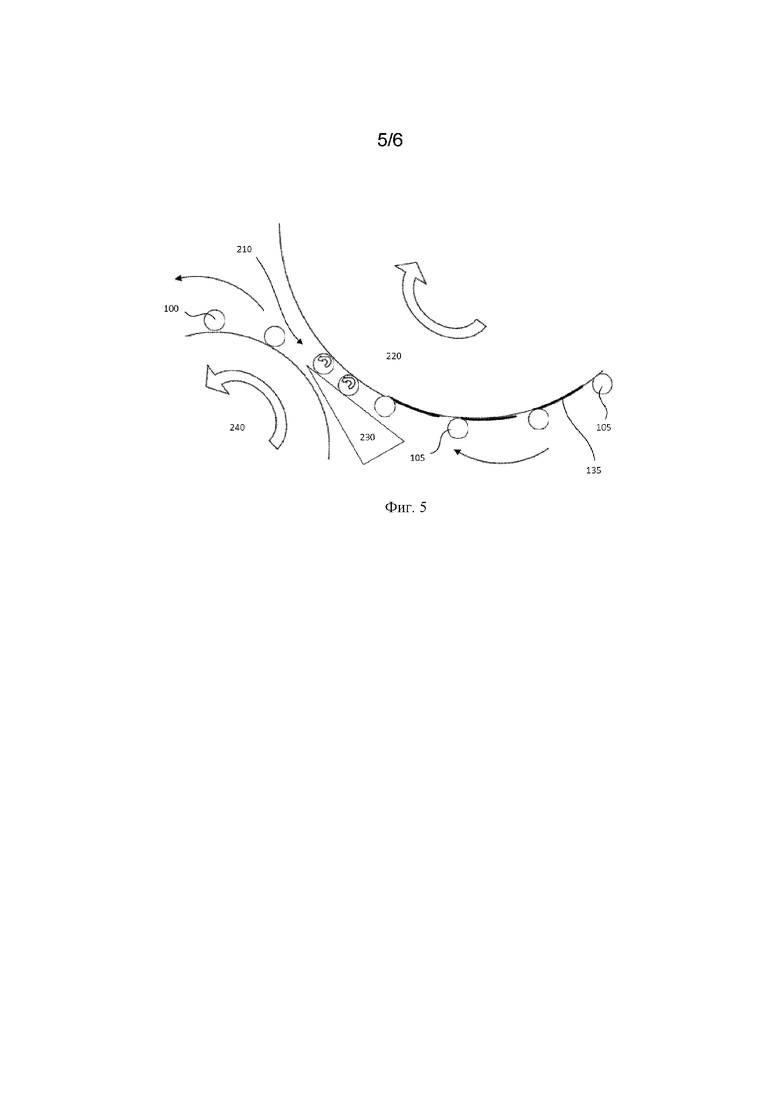
на фиг. 5 представлен схематический вид сбоку обертывания внутренних трубчатых элементов наружным оберточным листом на станции обертывания; и
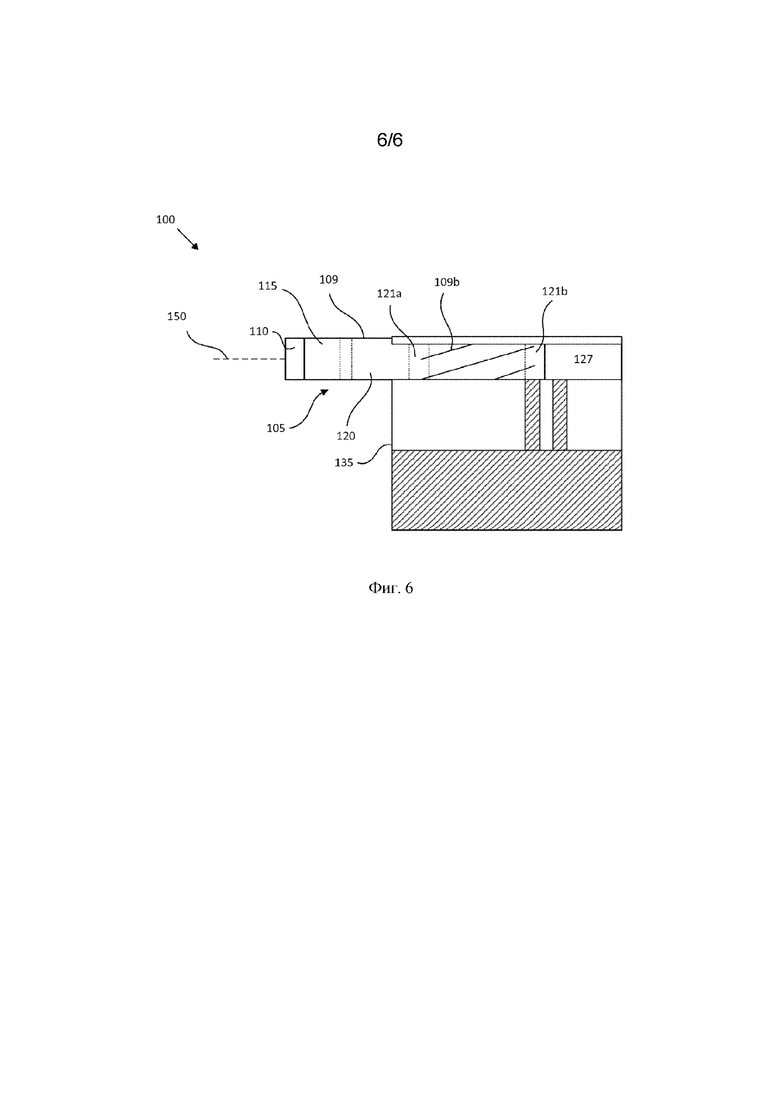
на фиг. 6 представлено схематическое изображение частично обернутого внутреннего трубчатого элемента.
Схематические графические материалы не обязательно выполнены в масштабе и представлены для целей иллюстрации, а не для ограничения. На графических материалах изображен один или более аспектов, описанных в настоящем изобретении. Однако следует понимать, что и другие аспекты, не изображенные на графических материалах, попадают в пределы объема настоящего изобретения.
На фиг. 1 представлено схематическое изображение приведенного в качестве примера изделия 100, генерирующего аэрозоль, проходящего между ближним концом 102 и дальним концом 104. Внутренний трубчатый элемент 105, имеющий конец 107 мундштука, предусмотрен в изделии 100, генерирующем аэрозоль. Также предусмотрен противоположный конец источника теплоты, расположенный на дальнем конце 104 изделия 100, генерирующего аэрозоль. Внутренний трубчатый элемент 105 содержит внутренний оберточный лист 109. Внутренний оберточный лист 109 окружает горючий источник 115 теплоты, расположенный в направлении дальнего конца изделия 100, генерирующего аэрозоль. Внутренний оберточный лист 109 дополнительно окружает субстрат 120, образующий аэрозоль, расположенный дальше по ходу потока относительно горючего источника 115 теплоты. Внутренний оберточный лист 109 дополнительно окружает пустое пространство 125, расположенное между субстратом 120, образующим аэрозоль, и концом 107 мундштука. Горючий источник 115 теплоты, субстрат 120, образующий аэрозоль, и пустое пространство 125 предоставлены в коаксиальной компоновке. Изделие 100, генерирующее аэрозоль, дополнительно содержит наружный трубчатый элемент 130, проходящий от ближнего конца 102 изделия 100, генерирующего аэрозоль, в направлении его дальнего конца 104. Наружный трубчатый элемент 130 окружает по меньшей мере конец 107 мундштука внутреннего трубчатого элемента 105 и пустое пространство 125. Наружный трубчатый элемент 130 заканчивается дальше по ходу потока относительно источника 115 теплоты. Внутренний оберточный лист 109 содержит предварительно скрученную часть 109b в по меньшей мере области, окружающей пустое пространство 125 (см. фиг. 6). Дальний конец 104, содержащий горючий источник 115 теплоты и субстрат 120, образующий аэрозоль, выполнен с возможностью перемещения со скольжением относительно наружного трубчатого элемента 130 из выдвинутого положения, характеризующегося первой длиной изделия (L1, см. фиг. 2A), во втянутое положение, характеризующееся второй длиной изделия, которая меньше первой длины изделия (L2, см. фиг. 2B). В результате скользящего перемещения дальнего конца 104 из выдвинутого положения во втянутое положение, происходит по меньшей мере частичное сжатие пустого пространства 125 с получением осевой сжатой конфигурации.
Также показано, что изделие 100, генерирующее аэрозоль, содержит первый 121a и второй 121b элементы переноса, расположенные во внутреннем трубчатом элементе 105 (см. фиг. 2A). Первый 121a и второй 121b элементы переноса могут быть расположены на расстоянии друг от друга, когда изделие, генерирующее аэрозоль, находится в выдвинутом положении. Первый 121a и второй 121b элементы переноса показаны расположенными на концах пустого пространства 125 между субстратом 120, образующим аэрозоль, и фильтром 127 мундштука, соответственно. Также показано, что изделие 100, генерирующее аэрозоль, содержит элемент 117 переноса, расположенный между горючим источником 115 теплоты и субстратом 120, образующим аэрозоль. Элемент 117 переноса окружен внутри внутреннего оберточного листа 109.
Как показано на фиг. 6, предварительно скрученная часть 109b внутреннего оберточного листа 109 может окружать часть соответствующих первого 121a и второго 121b элементов переноса. Для гашения горючего источника 115 теплоты, дальний конец 104, содержащий горючий источник 115 теплоты и субстрат 120, образующий аэрозоль, выполнен с возможностью перемещения со скольжением относительно наружного трубчатого элемента 130. Дальний конец выполнен с возможностью перемещения со скольжением из выдвинутого положения, характеризующегося первой длиной изделия (L1 на фиг. 2A), во втянутое положение, характеризующееся второй длиной изделия (L2 на фиг. 2B), которая меньше первой длины изделия, как показано на фиг. 2A и 2B. Во втянутом положении пустое пространство 125 по меньшей мере частично сжато с получением осевой сжатой конфигурации. Осевая сжатая конфигурация может быть вызвана в результате приложения давления или силы на дальнем конце изделия 100, генерирующего аэрозоль, например, когда изделие 100, генерирующее аэрозоль, «гасится». Нет необходимости в том, чтобы пустое пространство 125 было полностью сжато. Хотя элементы 121a, 121b переноса разъединены в выдвинутом положении, в некоторых случаях может быть целесообразным держать элементы 121a, 121b переноса разъединенными, когда изделие 100, генерирующее аэрозоль, находится в сжатом положении, например, как показано на фиг. 2B. В других случаях может быть целесообразным, чтобы первый 121a и второй 121b элементы переноса упирались друг в друга, когда пустое пространство 125 сжимается в осевую сжатую конфигурацию (не показано). Специалисту в данной области техники будет очевидно, что первый 121a и второй 121b элементы переноса не являются основными признаками; например, пустое пространство может быть ограничено дистально субстратом 120, образующим аэрозоль, и проксимально фильтром 127 мундштука. Действительно, свободное пространство 125 как таковое не является обязательным. Следует понимать, что любая конструкция, сжимаемая в осевом направлении во внутреннем трубчатом элементе, будет обеспечивать возможность перемещения со скольжением дальнего конца внутреннего трубчатого элемента относительно наружного трубчатого элемента для «гашения» изделия 100, генерирующего аэрозоль.
Предварительно скрученная часть 109b является предпочтительным способом создания области пониженной прочности, чтобы обеспечивать возможность перемещения со скольжением дальнего конца внутреннего трубчатого элемента относительно наружного трубчатого элемента, в частности, поверх перфорационных или разрезанных прорезей во внутреннем оберточном листе, поскольку предварительно скрученная часть не предусматривает дополнительные пути для воздуха в изделии 100, генерирующем аэрозоль. Предпочтительно изделия 100, генерирующие аэрозоль, изготавливают на основе расположения встык, например, как показано на фиг. 3 и 4. Иначе говоря, два изделия 100, 100', генерирующих аэрозоль, создают как одно целое и одновременно перед их разъединением посредством разрезания по центру объединенных изделий. На фиг. 3 показаны первый 105 и второй 105' внутренние трубчатые элементы перед обертыванием наружным оберточным листом 135. В конфигурации встык один фильтрующий элемент 129 мундштука может рассматриваться как имеющий первый и второй концы, которые соответствуют изначально объединенным первому 127 и второму 127' фильтрам мундштука, которые установлены на соответствующих ближних концах 102, 102' первого 105 и второго 105' внутренних трубчатых элементов. Первый 127 и второй 127' фильтры мундштука расположены дальше по ходу потока относительно соответствующего связанного пустого пространства 125, 125'. Это преимущественно обеспечивает возможность одновременного обертывания первого 105 и второго 105' внутренних трубчатых элементов с использованием одного наружного оберточного листа, содержащего изначально объединенные наружные оберточные листы 135, 135', которые симметричны относительно центральной линии 200 фильтрующего элемента 129 мундштука с образованием изначально объединенных первого 130 и второго 130' наружных трубчатых элементов. После образования, объединенные изделия 100, 100', генерирующие аэрозоль, могут быть разъединены посредством разрезания объединенных наружных трубчатых элементов 130, 130' и фильтрующего элемента 129 мундштука.
Коаксиальная компоновка внутреннего трубчатого элемента 105 наилучшим образом показана на фиг. 1. Внутренний трубчатый элемент 105 имеет конец 107 мундштука и конец источника теплоты, и содержит внутренний оберточный лист 109, окружающий, в коаксиальной компоновке, горючий источник 115 теплоты, расположенный в направлении дальнего конца 104 изделия 100, генерирующего аэрозоль; субстрат 120, образующий аэрозоль, расположенный дальше по ходу потока относительно горючего источника 115 теплоты, и пустое пространство 125 между субстратом 120, образующим аэрозоль, и концом 107 мундштука. Внутренний оберточный лист 109 содержит предварительно скрученную часть 109b по меньшей мере в области, окружающей пустое пространство 125. Также показано, что внутренний трубчатый элемент 105, содержит крышку 110 на дальнем конце 104, расположенную раньше по ходу потока относительно горючего источника 115 теплоты. Крышка 110 показана упирающейся в горючий источник 115 теплоты и окружена частью внутреннего оберточного листа 109. Съемная крышка 110 может содержать осушитель, такой как глицерин, для поглощения влаги. Это продлевает срок службы компонентов во внутреннем трубчатом элементе 105. Съемная крышка 110 может быть удалена посредством скручивания съемной крышки 110 с разламыванием части внутреннего оберточного листа 109, смежной с крышкой. В результате удаления съемной крышки 110, открывается передняя часть горючего источника 115 теплоты, обеспечивая возможность воспламенения горючего источника 115 теплоты. Горючий источник 115 теплоты может представлять собой углеродсодержащий источник теплоты. Субстрат 120, образующий аэрозоль, может содержать табак.
Наружный оберточный лист 135 содержит первую 155a и вторую 155b противоположные кромки, по существу параллельные продольной оси 150 изделия 100, генерирующего аэрозоль. Продольная ось 150 изделия 100, генерирующего аэрозоль, проходит между ближним 102 и дальним 104 концами изделия 100, генерирующего аэрозоль. Первая 155a и вторая 155b противоположные кромки образуют между собой ширину наружного оберточного листа 135. Ширина наружного оберточного листа 135 по меньшей мере равна удвоенной окружности внутреннего трубчатого элемента 105, чтобы он окружал таким образом, чтобы он мог оборачиваться по меньшей мере дважды. Между первой 155a и второй 155b кромками перпендикулярно проходят ближний 102 и дальний 103 концы наружного оберточного листа 135. Следует понимать, что когда пара изделий 100, генерирующих аэрозоль, изготавливается встык с изначально объединенным наружным оберточным листом, то соответствующие ближние концы 102, 102' будут объединены по центральной линии 200. Для простоты оставшееся описание будет касаться только наружного оберточного листа 135. Наружный оберточный лист 135' представляет собой идентичное зеркальное отображение, и одинаковые части обозначены одинаковыми ссылочными позициями, но имеют верхний индекс в виде штриха (').
Наружный оберточный лист 135 показан с приведенной в качестве примера схемой нанесения клея или адгезива. Схема нанесения клея, показанная на фиг. 3, содержит полосу клея в виде первой 145a и второй 145b полосок клея, проходящих по существу перпендикулярно от первой кромки 155a в направлении второй кромки 155b на по меньшей мере расстояние, равное окружности внутреннего трубчатого элемента 105. Первая полоса клея 145a образует клеевое соединение между наружным оберточным листом 135 и внутренним трубчатым элементом 105 в области второго элемента 121b переноса и окружая его. Таким образом, клеящее соединение образовано только на его конце 107 мундштука, когда обертывание вокруг него начинается с первой кромки 155a. Вторая полоса клея 145b, подобная первой полосе 145a, но расположенная более проксимально, используется для соединения наружного оберточного листа 135 с фильтром 127 мундштука. Первая 145a и вторая 145b полоски образуют полосу клея, которая обеспечивает возможность соединения наружного оберточного листа 135 с внутренним трубчатым элементом 105 и фильтром 127 мундштука только на конце 107 мундштука. Хотя показаны две отдельные полоски 145a, 145b, следует понимать, что в данное описание включены и другие виды расположения клея, такие как одна полоска и прерывистые капли или линии.
Показано, что схема нанесения клея дополнительно содержит вторую область, содержащую область клея 140, проходящую по существу по всей длине наружного оберточного листа 135 (т. е. от ближнего конца 102 к дальнему концу 103) от точки, в которой полоса 145a, 145b заканчивается, ко второй кромке 155b. Область клея 140 образует клеевое соединение между первым оборотом и любыми последующими оборотами наружного оберточного листа 135 по существу по всей его длине. В то время как описаны клеи, другие способы в области соединения наружного трубчатого элемента 130 с внутренним трубчатым элементом 105 или с самим собой включены в данное описание. Например, перфорации между листами или использование уплотняющих полос может быть одинаково эффективно.
Хотя показано, что наружный трубчатый элемент 130 изделия, генерирующего аэрозоль, заканчивается дальше по ходу потока относительно субстрата 120, образующего аэрозоль, специалисту в данной области техники будет очевидно, что такая компоновка является исключительно иллюстративной, и что компоновки, где наружный трубчатый элемент 130, заканчивается на субстрате 120, образующем аэрозоль, будут в равной степени включены в данное описание.
Изделие 100, генерирующее аэрозоль, может иметь длину и диаметр, подобные обычной сигарете. Вторая длина L2 изделия может составлять приблизительно 90% или менее от первой длины изделия. Вторая длина изделия может составлять приблизительно 80% или менее от первой длины изделия. Вторая длина изделия может составлять приблизительно 70% или менее от первой длины изделия.
Предварительно скрученная часть 109b внутреннего трубчатого элемента 105 может содержать поворотное смещение между частью внутреннего трубчатого элемента, расположенной раньше по ходу потока относительно предварительно скрученной части 109b (называемой далее «частью, расположенной раньше по ходу потока») и частью внутреннего трубчатого элемента, расположенной дальше по ходу потока относительно предварительно скрученной части (называемой далее «частью, расположенной дальше по ходу потока»). Поворотное смещение между частями внутреннего трубчатого элемента, расположенными раньше по ходу потока и дальше по ходу потока может составлять приблизительно 5 градусов или более. Поворотное смещение между частями внутреннего трубчатого элемента, расположенными раньше по ходу потока и дальше по ходу потока может составлять приблизительно 15 градусов или более. Поворотное смещение между частями внутреннего трубчатого элемента, расположенными раньше по ходу потока и дальше по ходу потока, может составлять приблизительно 45 градусов или более. Предварительно скрученная часть может быть идентифицирована рядом спиральных канавок и углублений, образованных во внутреннем оберточном листе, расположенном по окружности вокруг внутреннего трубчатого элемента. В развернутом состоянии ряд спиральных канавок и углублений будет содержать соответствующий ряд по существу параллельных диагональных линий во внутреннем оберточном листе.
На фиг. 5 представлен вид сбоку производственной станции, используемой для нанесения предварительно скрученной части 109b. Проиллюстрировано, что станция обертывания содержит первый вращающийся барабан 220, на котором временно прикреплен ряд наружных оберточных листов 135 с нанесенной схемой нанесения клея, например, посредством приложения вакуума, удерживающего несклеиваемую сторону каждого листа 135, к наружной поверхности первого вращающегося барабана 220. Каждый наружный оберточный лист 135 приклеен, на своей первой кромке 155a, к внутреннему трубчатому элементу 105. По мере вращения первого вращательного барабана 220, каждый внутренний трубчатый элемент 105 в свою очередь доставляется, с прикрепленным наружным оберточным листом 135, в направлении неподвижной направляющей пластины 230. Первый вращающийся барабан 220 и неподвижная направляющая пластина 230 создают сужение 210 и трение между необернутым изделием, генерирующим аэрозоль, неподвижной направляющей пластиной 230 и первым вращающимся барабаном 220, в результате чего наружный оберточный лист 135 оборачивается вокруг внутреннего трубчатого элемента 105, тем самым образуя обернутое изделие 100, генерирующее аэрозоль.
Схема нанесения клея, показанная на фиг. 3, обеспечивает возможность приклеивания наружного оберточного листа 135 к внутреннему трубчатому элементу 105 и фильтру 127 мундштука при первом круговом обороте. По мере оборачивания наружного оберточного листа 135 вокруг внутреннего трубчатого элемента 105, полоса клея, содержащая первую 145a и вторую 145b полоски клея, соединяет наружный оберточный лист 135 с фильтром 127 мундштука и внутренним трубчатым элементом 105 на конце 107 мундштука. Поскольку часть, расположенная раньше по ходу потока, внутреннего трубчатого элемента 105 не обернута, так как дальний конец 103 наружного оберточного листа 135 заканчивается более проксимально, она поворачивается с другой скоростью относительно части, расположенной дальше по ходу потока, внутреннего трубчатого элемента 105, что вызывает скручивание во внутреннем оберточном листе 109 внутреннего трубчатого элемента 105. Различие в толщине между частями внутреннего трубчатого элемента 105, которые окружены наружным оберточным листом 135, и теми частями, которые не окружены, создают разные величины трения. Это различие в трении вызывает меньший поворот части внутреннего трубчатого элемента без какого-либо наружного оберточного листа 135, обернутого вокруг, по сравнению с частью, которая окружена наружным оберточным листом 135, таким образом, образуя предварительно скрученную часть 109b, которая является легко сжимаемой.
После достижения необходимой степени скручивания, наружный оберточный лист 135 оборачивается вокруг внутреннего трубчатого элемента 105 для второго кругового оборота. Во время второго кругового оборота наружный оберточный лист 135 оборачивают вокруг несклеиваемой части внутреннего трубчатого элемента 105. Вторая область 140 клея обеспечивает второй круговой оборот наружного оберточного листа 135, образующего наружный трубчатый элемент 130, который является жестким, но остается легко сжимаемым.
После того, как наружный оберточный лист 135 окружил сам себя во второй раз, образуется изделие 100, генерирующее аэрозоль, которое может быть извлечено из сужения 210 вторым вращающимся барабаном 240. Хотя предпочтительно выполнять предварительное скручивание в отношении внутреннего трубчатого элемента 105 одновременно с обертыванием внутреннего трубчатого элемента 105, специалисту в данной области техники будет очевидно, что это не является обязательным. Предварительное скручивание может выполняться на станции скручивания до станции обертывания.
Хотя способ изготовления был описан в контексте одного изделия 100, генерирующего аэрозоль, специалисту в данной области техники будет очевидно, что данное описание будет применимо с внесением необходимых изменений к изготовлению изделий, генерирующих аэрозоль, в конфигурации встык, которые могут быть предпочтительными для эффективности процесса, при этом можно производить два изделия 100, 100' одновременно на одной производственной линии. При изготовлении изделий, генерирующих аэрозоль, в конфигурации встык, свернутое изделие, которое извлекается из сужения 210 вторым вращающимся барабаном 240, будет содержать объединенные наружные трубчатые элементы 130, 130'. В этом случае свернутое изделие может быть разделено вдоль центральной линии 200 посредством разрезания объединенных наружных трубчатых элементов 130, 130' и прилегающего фильтрующего элемента 129 мундштука с получением в результате первого 100 и второго 100' изделий, генерирующих аэрозоль. Эта процедура разрезания может быть выполнена в качестве части процесса обертывания или на отдельной станции разрезания.
Хотя фильтр 127 мундштука и фильтрующий элемент 129 мундштука были включены в данное описание, они не являются обязательными для настоящего изобретения. Аналогично, хотя была описана съемная крышка 110 в качестве способа сохранения субстрата, образующего аэрозоль, съемная крышка 110 не является обязательной для настоящего изобретения. Аналогично, хотя был описан элемент 117 переноса, он не является обязательным для настоящего изобретения. Кроме того, в то время как предварительно скрученная часть 109b была описана как предпочтительно образуемая одновременно во время обертывания внутреннего трубчатого элемента 105, это не является обязательным для настоящего изобретения. Предварительно скрученная часть 109b внутреннего оберточного листа 109 может быть выполнена на отдельной станции скручивания и впоследствии обернута. Хотя клей был описан как способ прикрепления наружного оберточного листа 135 к внутреннему трубчатому элементу 105 и к самому себе, это не является обязательным для настоящего изобретения и другие способы фиксации, включая способы механической фиксации, такие как перфорации или поверхностные элементы, включены в данное описание. Хотя наружный оберточный лист 135 описан как приклеенный к самому себе вдоль по существу всей длины наружного оберточного листа 135, это не является обязательным для настоящего изобретения. Приклеивание вдоль менее чем всей длины наружного оберточного листа 135 по-прежнему может обеспечивать преимущества настоящего изобретения.
Признаки, целые числа, характеристики, соединения, химические вещества или группы, описанные в отношении конкретного аспекта, варианта осуществления или примера настоящего изобретения, следует рассматривать как применимые к любому другому аспекту, варианту осуществления или примеру, описанному в контексте настоящего документа, за исключением несовместимых с ним. Все признаки, раскрытые в настоящей заявке (включая любые прилагаемые формулу изобретения, реферат и графические материалы) и/или все этапы любого способа или процесса, таким образом раскрытые, могут быть объединены в любой комбинации, за исключением комбинаций, в которых по меньшей мере некоторые из таких признаков и/или этапов являются взаимоисключающими. Настоящее изобретение не ограничивается подробностями любых вышеуказанных вариантов осуществления. Настоящее изобретение распространяется на любой новый признак или любую новую комбинацию признаков, раскрытых в настоящей заявке (включая любые прилагаемые формулу изобретения, реферат и графические материалы) или на любой новый этап, или любую новую комбинацию этапов любого способа или процесса, раскрытых в ней.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИЗДЕЛИЕ, ГЕНЕРИРУЮЩЕЕ АЭРОЗОЛЬ, И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2019 |
|
RU2781000C2 |
| КУРИТЕЛЬНОЕ ИЗДЕЛИЕ | 2016 |
|
RU2721796C2 |
| КАРТРИДЖ ДЛЯ КУРИТЕЛЬНОГО ИЗДЕЛИЯ (ВАРИАНТЫ) | 2020 |
|
RU2834356C1 |
| ДЕРЖАТЕЛЬ ДЛЯ ГЕНЕРИРУЮЩЕГО АЭРОЗОЛЬ ИЗДЕЛИЯ | 2016 |
|
RU2713252C2 |
| КУРИТЕЛЬНОЕ ИЗДЕЛИЕ | 2016 |
|
RU2718359C2 |
| МНОГОСЕГМЕНТНЫЙ КОМПОНЕНТ ДЛЯ ИЗДЕЛИЯ, ГЕНЕРИРУЮЩЕГО АЭРОЗОЛЬ | 2016 |
|
RU2774266C2 |
| НАГРЕВАЕМОЕ ИЗДЕЛИЕ, ГЕНЕРИРУЮЩЕЕ АЭРОЗОЛЬ, С ТЕПЛОРАСПРЕДЕЛЯЮЩЕЙ ОБЕРТКОЙ | 2014 |
|
RU2665444C1 |
| МНОГОСЕГМЕНТНЫЙ КОМПОНЕНТ ДЛЯ ИЗДЕЛИЯ, ГЕНЕРИРУЮЩЕГО АЭРОЗОЛЬ | 2016 |
|
RU2674512C1 |
| ДЕРЖАТЕЛЬ ДЛЯ ГЕНЕРИРУЮЩЕГО АЭРОЗОЛЬ ИЗДЕЛИЯ | 2016 |
|
RU2730150C2 |
| ИЗДЕЛИЕ, ГЕНЕРИРУЮЩЕЕ АЭРОЗОЛЬ, С ПОЛЫМ ТРУБЧАТЫМ ЭЛЕМЕНТОМ | 2021 |
|
RU2815857C1 |
Группа изобретений относится к изделию, генерирующему аэрозоль, и к способу его изготовления. Изделие, генерирующее аэрозоль, имеет ближний конец и дальний конец, содержит внутренний трубчатый элемент, имеющий мундштучный конец и противоположный конец источника теплоты, расположенный на дальнем конце изделия, генерирующего аэрозоль, и наружный трубчатый элемент, проходящий от ближнего конца изделия, генерирующего аэрозоль, в направлении его дальнего конца. Внутренний трубчатый элемент содержит внутренний оберточный лист, окружающий в коаксиальной компоновке: горючий источник теплоты, расположенный в направлении дальнего конца изделия, генерирующего аэрозоль; субстрат, образующий аэрозоль, расположенный дальше по ходу потока относительно горючего источника теплоты; и, как правило, пустое пространство между субстратом, образующим аэрозоль, и мундштучным концом. Наружный трубчатый элемент, как правило, окружает по меньшей мере мундштучный конец внутреннего трубчатого элемента и пустое пространство и заканчивается дальше по ходу потока относительно источника теплоты. Внутренний оберточный лист содержит предварительно скрученную часть по меньшей мере в области, окружающей пустое пространство. Компоновка обеспечивает то, что дальний конец, содержащий горючий источник теплоты и субстрат, образующий аэрозоль, легко перемещается с возможностью скольжения относительно наружного трубчатого элемента из выдвинутого положения, характеризующегося первой длиной изделия, во втянутое положение, характеризующееся второй длиной изделия, которая меньше первой длины изделия, и в котором пустое пространство по меньшей мере частично сжимается в осевую сжатую конфигурацию. Изобретение направлено на то, чтобы предоставить изделие, генерирующее аэрозоль, имеющее конструкцию, содержащую область пониженной прочности и которое бы предотвращало создание альтернативных путей для воздуха, которые были бы нежелательны для доставки аэрозоля. Кроме того, было бы целесообразно предоставить изделие, генерирующее аэрозоль, которое можно изготовить с использованием существующих производственных процессов и которое можно произвести с существующими производственными скоростями. 2 н. и 13 з.п. ф-лы, 7 ил.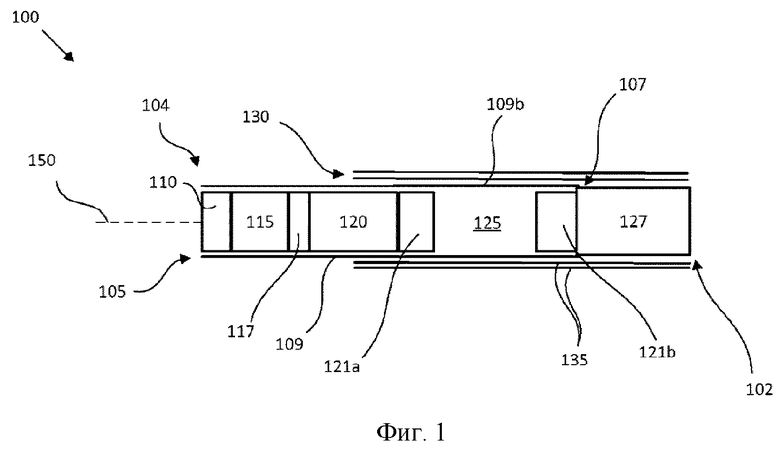
1. Изделие, генерирующее аэрозоль, имеющее ближний конец и дальний конец и содержащее:
внутренний трубчатый элемент, содержащий внутренний оберточный лист, окружающий в коаксиальной компоновке:
- горючий источник теплоты, размещенный вблизи от дальнего конца изделия, генерирующего аэрозоль; и
- субстрат, образующий аэрозоль и расположенный дальше по ходу потока относительно горючего источника теплоты; и
наружный трубчатый элемент, окружающий по меньшей мере часть внутреннего трубчатого элемента;
при этом внутренний оберточный лист содержит предварительно скрученную часть;
причем предварительно скрученная часть обеспечивает возможность деформации внутреннего трубчатого элемента, так что дальний конец внутреннего трубчатого элемента выполнен с возможностью перемещения относительно наружного трубчатого элемента.
2. Изделие, генерирующее аэрозоль, по п. 1, дополнительно содержащее фильтр мундштука на ближнем конце, при этом мундштучный конец внутреннего трубчатого элемента установлен на фильтре мундштука.
3. Изделие, генерирующее аэрозоль, по п. 2, дополнительно содержащее пустое пространство между субстратом, образующим аэрозоль, и мундштучным концом.
4. Изделие, генерирующее аэрозоль, по п. 3, в котором наружный трубчатый элемент проходит от ближнего конца изделия, генерирующего аэрозоль, в направлении его дальнего конца и окружает по меньшей мере мундштучный конец внутреннего трубчатого элемента и пустое пространство и заканчивается дальше по ходу потока относительно источника теплоты, при этом предварительно скрученная часть находится по меньшей мере в области, окружающей пустое пространство.
5. Изделие, генерирующее аэрозоль, по п. 3 или 4, в котором внутренний трубчатый элемент выполнен с возможностью перемещения из выдвинутого положения, характеризующегося первой длиной изделия, во втянутое положение, характеризующееся второй длиной изделия, которая меньше первой длины изделия, и в котором пустое пространство по меньшей мере частично сжато в осевую сжатую конфигурацию.
6. Изделие, генерирующее аэрозоль, по п. 5, в котором вторая длина изделия составляет 90% или менее от первой длины изделия.
7. Изделие, генерирующее аэрозоль, по любому из пп. 2-6, в котором наружный трубчатый элемент содержит наружный оберточный лист, соединенный с внутренним трубчатым элементом только на его мундштучном конце для первого кругового оборота и присоединен сам к себе для второго оборота.
8. Изделие, генерирующее аэрозоль, по п. 7, в котором наружный оберточный лист присоединен к самому себе по всей своей длине для второго оборота.
9. Изделие, генерирующее аэрозоль, по любому из предыдущих пунктов, в котором часть внутреннего трубчатого элемента, расположенная дальше по ходу потока относительно предварительно скрученной части, смещена с поворотом относительно части внутреннего трубчатого элемента, расположенной раньше по ходу потока относительно предварительно скрученной части на 5 градусов или более.
10. Способ изготовления изделия, генерирующего аэрозоль и имеющего ближний конец и дальний конец, включающий:
обеспечение внутреннего трубчатого элемента, содержащего внутренний оберточный лист, окружающий в коаксиальной компоновке:
- горючий источник теплоты, размещенный вблизи от дальнего конца изделия, генерирующего аэрозоль; и
- субстрат, образующий аэрозоль, расположенный дальше по ходу потока относительно горючего источника теплоты;
при этом внутренний оберточный лист содержит предварительно скрученную часть; и
обертывание по меньшей мере части внутреннего трубчатого элемента наружным оберточным листом, причем предварительно скрученная часть обеспечивает возможность деформации внутреннего трубчатого элемента, так что дальний конец внутреннего трубчатого элемента перемещается относительно наружного трубчатого элемента.
11. Способ по п. 10, при котором обертывание наружного оберточного листа включает, начиная от первой кромки наружного оберточного листа, клеевое соединение наружного оберточного листа с внутренним трубчатым элементом только на его мундштучном конце для первого кругового оборота и клеевое соединение первого оборота и второго оборота наружного оберточного листа по всей длине наружного оберточного листа, с образованием тем самым наружного трубчатого элемента, проходящего от ближнего конца изделия, генерирующего аэрозоль, в направлении его дальнего конца, окружающего по меньшей мере мундштучный конец внутреннего трубчатого элемента.
12. Способ по п. 10 или 11, при котором предварительное скручивание выполняют в отношении внутреннего трубчатого элемента во время процедуры обертывания.
13. Способ по п. 12, при котором процедура обертывания включает наложение оберточного листа с использованием вращающегося барабана.
14. Способ по п. 13, при котором обертывание включает сворачивание внутреннего трубчатого элемента посредством сужения между вращающимся барабаном, на котором временно прикреплен лист, и неподвижной направляющей пластиной, причем лист оборачивают вокруг внутреннего трубчатого элемента и приклеивают к нему во время прохождения через сужение, при этом дальний конец внутреннего элемента, который не обернут, вращается с другой скоростью относительно его более ближнего конца, окруженного наружным оберточным листом, тем самым вызывая скручивание во внутреннем оберточном листе внутреннего трубчатого элемента.
15. Способ по любому из пп. 10-14, включающий изготовление пары изделий, генерирующих аэрозоль, встык, включающее обеспечение единого фильтрующего элемента мундштука, имеющего первый и второй концы, соответствующие изначально объединенным первому и второму фильтрам мундштука, при этом обеспечение внутреннего трубчатого элемента включает обеспечение первого и второго внутренних трубчатых элементов, которые устанавливают на соответствующих первом и втором концах единого фильтрующего элемента мундштука, при этом обертывание первого и второго внутренних трубчатых элементов осуществляют одновременно, используя один наружный оберточный лист, расположенный симметрично относительно центра фильтрующего элемента мундштука с образованием изначально объединенных первого и второго наружных трубчатых элементов, причем способ включает разрезание объединенных наружных трубчатых элементов и фильтрующего элемента мундштука с разъединением объединенных изделий на первое и второе изделия, генерирующие аэрозоль.
| WO 2017115196 A1, 06.07.2017 | |||
| RU 2002128754 A, 27.04.2004 | |||
| WO 2017115188 A1, 06.07.2017 | |||
| WO 2009140797 A1, 26.11.2009 | |||
| КУРИТЕЛЬНОЕ ИЗДЕЛИЕ | 2010 |
|
RU2533686C2 |

