Настоящее изобретение относится к металлическому листу, включающему стальную подложку по меньшей мере на одну из сторон которой нанесено металлическое покрытие на основе цинка или его сплавов.
Изобретение относится, в частности, к предварительной смазке этой стальной подложки с покрытием и её обработки водными растворами, содержащими сульфаты.
Металлический лист этого типа предназначен, в частности, для изготовления деталей автомобилей, хотя он не ограничивается этими применениями.
Из US 2017260471 известна обработка оцинкованного металлического листа водным раствором, содержащим сульфат из группы, состоящей из сульфата алюминия, сульфата аммония, сульфата железа и сульфата магния, для получения подходящих трибологических условий при формовании системы плоских стальных изделий.
Настоящая заявка раскрывает, что трибологически активные слои, включающие перечисленные сульфаты, достигают того же эффекта, что и обычные покрытия, раскрытые, например, в WO00/15878.
Действительно, из WO00/15878 уже известна обработка оцинкованного металлического листа водным раствором, содержащим сульфат цинка, для формирования слоя гидроксисульфата цинка на покрытии на основе цинка. Этот конверсионный слой гидроксисульфата цинка обеспечивает получение предварительно смазанного оцинкованного металлического листа с более высокими характеристиками, чем у тех, которые получаются при фосфатировании.
Тем не менее было замечено, что этот конверсионный слой на основе гидроксисульфата цинка не может обеспечивать достаточную адгезию к клеям, используемым в автомобильной промышленности, особенно к клеям на эпоксидной основе.
Заявки WO 2019/073273 и WO 2019/073274 раскрывают стальную подложку по меньшей мере на одну из сторон которой нанесено металлическое покрытие на основе цинка или его сплавов, при этом само металлическое покрытие покрыто конверсионным слоем, включающим по меньшей мере одно из соединений, выбранное из моногидрата сульфата цинка, тетрагидрата сульфата цинка и гептагидрата сульфата цинка, причём конверсионный слой не содержит ни гидроксисульфата цинка, ни свободных молекул воды, ни свободных гидроксильных групп, при этом поверхностная концентрация серы в конверсионном слое более или равна 0,5 мг/м2.
Эти заявки также раскрывают способ обработки для изготовления этой стальной подложки, включающий стадии, в соответствии с которыми:
- (i) готовится полоса из стали по меньшей мере одна из сторон которой покрыта металлическим покрытием на основе цинка или его сплавов,
- (ii) водный раствор для обработки, включающий по меньшей мере 0,01 моль/л сульфата цинка, наносят на металлическое покрытие простым контактом для формирования влажной плёнки,
- (iii) водный раствор для обработки затем сушат в сушилке при определённой температуре воздуха, причём время между нанесением водного раствора для обработки на металлическое покрытие и выводом из сушилки составляет менее 4 секунд, при этом скорость полосы, толщина влажной плёнки, начальная температура полосы и расход воздуха адаптированы для формирования на металлическом покрытии конверсионного слоя, не содержащего ни свободных молекул воды, ни свободных гидроксильных групп, при этом поверхностная концентрация серы в конверсионном слое выше или равна 0,5 мг/м2. В заявке WO 2019/073273 температура воздушной сушки выше 170°C. В заявке WO 2019/073274 температура воздушной сушки ниже 80°C.
В обеих заявках, хотя конверсионный слой не включает ни гидроксисульфата цинка, ни свободных молекул воды, ни свободных гидроксильных групп, которые ухудшают адгезию к клеям, используемым в автомобильной промышленности, способ обработки включает сушку на воздухе, проводимую при очень специфических температурах. Они очень ограничены, поскольку за пределами диапазона температур сушки образуется структура гидроксисульфата цинка, ухудшающая адгезию клеев, используемых в автомобильной промышленности, особенно клеев на эпоксидной основе. Все производства не могут оперировать или модифицироваться для достижения таких температур сушки. Наконец, процесс сложен, поскольку требует, чтобы время между нанесением водного раствора для обработки на металлическое покрытие и выходом из сушилки составляло менее 4 секунд.
Таким образом, целью настоящего изобретения является устранение недостатков (устройств и процессов) известного уровня техники созданием способа обработки поверхности, обеспечивающей более подходящую адгезию к клеям, используемым в автомобильной промышленности, особенно к клеям на основе эпоксидной смолы, независимо от температуры сушки.
Эта цель достигается созданием стальной подложки, по меньшей мере на одну из сторон которой нанесено металлическое покрытие на основе цинка или его сплавов, при этом на само металлическое покрытие нанесен конверсионный слой, включающий:
- гидрат сульфата цинка,
- алюминий в количестве до 14 мг⋅м-2,
при этом конверсионный слой не содержит ни гидроксисульфата цинка, ни свободных молекул воды, ни каких-либо соединений, имеющих свободные гидроксильные группы, причём поверхностная концентрация серы в конверсионном слое более или равна 5,0 мг/м2.
Стальная подложка, согласно изобретению, также может характеризоваться дополнительными признаками, перечисленными ниже, рассматриваемыми по отдельности или совместно:
- алюминий содержится в количестве до 13,0 мг⋅м2,
- алюминий конверсионного слоя находится в форме сульфата алюминия и/или гидроксида алюминия,
- количество алюминия в конверсионном слое составляет 5,0 - 13,0 мг⋅м-2,
- гидрат сульфата цинка включает по меньшей мере одно из соединений, выбранных из: моногидрата сульфата цинка (ZnSO4⋅H2O), тетрагидрата сульфата цинка (ZnSO4·4H2O) и гептагидрата сульфата цинка (ZnSO4⋅7H2O),
- поверхностная концентрация серы в конверсионном слое составляет 5,0 - 22,0 мг/м2,
- металлическое покрытие на основе цинка или его сплавов включает по меньшей мере один элемент, выбранный из магния с содержанием до 10 мас.%, алюминия с содержанием до 20 мас.%, кремния с содержанием до 0,3 мас.%,
- металлическое покрытие на основе цинка или его сплавов включает по меньшей мере 0,1 мас.% магния.
Второй целью изобретения являются детали автомобиля, изготовленные из стальной подложки в соответствии с изобретением.
Третья цель изобретения состоит в способе обработки движущейся металлической полосы, включающем стадии, в соответствии с которыми:
i. готовят полосу из стали, по меньшей мере на одну из сторон которой нанесено металлическое покрытие на основе цинка или его сплавов,
ii. водный раствор для обработки, включающий по меньшей мере 0,01 моль⋅л-1 сульфата цинка и по меньшей мере 0,01 моль⋅л-1 сульфата алюминия, наносят на металлическое покрытие путём простого контакта для формирования влажной плёнки,
iii. водный раствор для обработки затем сушат воздухом для формирования на металлическом покрытии конверсионного слоя, включающего:
- гидрат сульфата цинка,
- алюминий в количестве до 14 мг⋅м-2,
при этом конверсионный слой не включает ни гидроксисульфата цинка, ни свободных молекул воды, ни каких-либо соединений, имеющих свободные гидроксильные группы, при этом поверхностная концентрация серы в конверсионном слое более или равна 5,0 мг/м2.
Способ обработки, согласно изобретению, также может также характеризоваться дополнительными признаками, перечисленными ниже, рассматриваемыми отдельно или совместно:
- алюминий присутствует в количестве до 13,0 мг⋅м2,
- водный раствор для обработки содержит 10 - 140 г/л гептагидрата сульфата цинка,
- водный раствор для обработки содержит 1 - 80 г/л октадекагидрата сульфата алюминия,
- массовое отношение количества цинка к количеству алюминия в водном растворе составляет 5 - 40,
- металлическое покрытие может быть нанесено методом горячего погружения, электроосаждением или физическим осаждением из паровой фазы,
- металлическое покрытие обезжиривают перед нанесением водного раствора для обработки,
- толщина влажной плёнки составляет 0,5 - 4 мкм,
- на конверсионный слой наносят плёнку масла с массой покрытия менее 2 г/м2,
- температура сушки составляет 20 - 200°C.
Не желая быть связанными какой-либо теорией, полагают, что присутствие самого гидроксисульфата цинка в конверсионном слое привело к слабой адгезии обработанного металлического листа к некоторым клеям, особенно клеям на основе эпоксидной смолы. Действительно, гидроксильные группы структуры гидроксисульфата цинка реагируют с эпоксидной системой клея и приводят к проблемам с адгезией. В частности, их наличие ухудшает межфазные связи цинк/эпоксидная смола, а также вызывает пластификацию клея.
Кроме того, авторы изобретения обнаружили, что свободные молекулы воды и/или свободные гидроксильные группы могут присутствовать в конверсионном слое, даже если он кажется сухим. Эти свободные молекулы воды и/или свободные гидроксильные группы также очень реакционноспособны по отношению к специфическим соединениям клея, таким как, например, соединения на основе эпоксидной смолы, что приводит к проблемам с адгезией.
Изобретатели предприняли интенсивные поиски способа получения слоя, исключающего гидроксисульфат цинка и идеально высушенного, т.е. без свободных молекул воды и свободных гидроксильных групп, независимо от условий сушки, чтобы получить слой с хорошей адгезией к эпоксидным клеям при сохранении других свойств.
Исследования продукта показали, что улучшение адгезии к эпоксидным клеям при любых условиях сушки было возможно, если конверсионный слой содержит гидрат сульфата цинка и алюминий в количестве до 14,0 мг⋅м-2.
Действительно, считается, что структура конверсионного слоя, дополнительно включающая до 14,0 мг⋅м-2 Al, дополнительно улучшает адгезию к клеям. Похоже, что алюминий связывает свободные гидроксильные группы, образующиеся в результате окисления металлического покрытия, что предотвращает повышение pH до 7, после чего гидроксисульфат цинка начинает осаждаться на металлическом покрытии. Более того, поскольку алюминий поддерживает достаточно низкий уровень pH, чтобы избежать осаждения гидроксисульфата цинка, больше нет необходимости тщательно выбирать условия сушки, чтобы образовывались только стабильные гидраты сульфата цинка. В данном случае даже при наличии в конверсионном слое неустойчивых гидратов они не будут разлагаться в гидроксисульфат цинка. Кроме того, поскольку алюминий связывает свободные гидроксильные группы, также предотвращается образование свободных молекул воды.
Таким образом, в отличие от заявок WO 2019/073273 и WO 2019/073274, не требуется никакой конкретной температуры сушки, не требуется определённого времени между нанесением водного раствора для обработки на металлическое покрытие и выводом из сушилки. Способ обработки по настоящему изобретению может быть легко реализован на предприятиях без значительных изменений. Более того, лист с покрытием по настоящему изобретению имеет лучшую адгезию к клеям, чем листы известного уровня техники, описанные, в частности, в US 2017260471 и WO 00/15878.
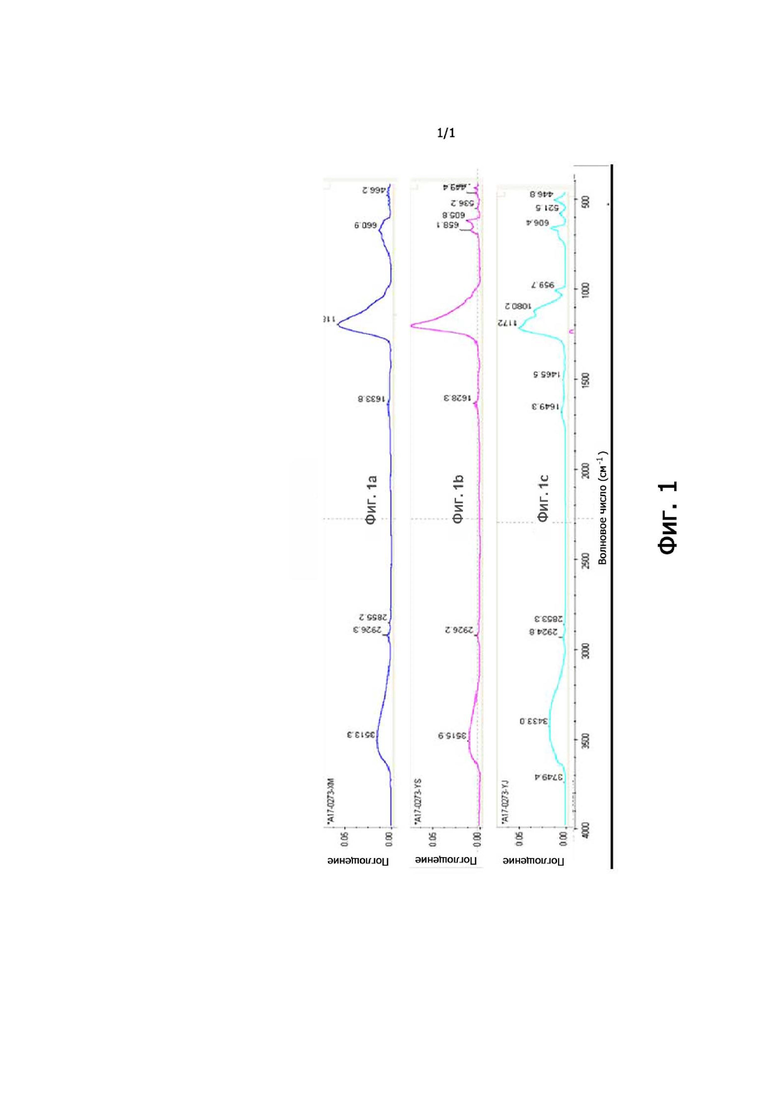
Изобретение будет лучше понято после прочтения последующего описания, которое предоставлено исключительно в целях объяснения и никоим образом не предназначено для ограничения изобретения со ссылкой на фиг. 1, на которой представлены спектры IRRAS (отражательно-адсорбционная инфракрасная спектроскопия) конверсионного слоя согласно изобретению и известному уровню техники.
Прежде всего, изобретение относится к стальной подложке. Она может быть в виде металлической полосы. Её предпочтительно подвергают горячей прокатке, а затем холодной прокатке. Её можно свернуть в рулон для последующего использования, например, в качестве детали кузова автомобиля.
По меньшей мере на одну из сторон стальной подложки нанесено металлическое покрытие на основе цинка или его сплавов, т.е. цинка, включающего один или несколько легирующих элементов, таких как, но без ограничения ими, железо, алюминий, кремний, магний и никель. В некоторых вариантах покрытие такого типа может присутствовать на обеих сторонах подложки.
Металлическое покрытие обычно имеет толщину менее или равную 20 мкм и предназначено для защиты подложки от сквозной коррозии обычным способом.
В одном варианте изобретения металлическое покрытие включает 0,1 - 0,4 мас.% алюминия, остальное представляет собой цинк и неизбежные примеси, возникающие в процессе производства.
В одном варианте изобретения металлическое покрытие включает по меньшей мере 0,1 мас.% магния для повышения стойкости к коррозии. Предпочтительно металлическое покрытие содержит по меньшей мере 0,5% и более предпочтительно по меньшей мере 2 мас.% магния.
В другом предпочтительном осуществлении металлическое покрытие на основе цинка или его сплавов включает по меньшей мере один элемент из магния с содержанием до 10 мас.%, алюминия с содержанием до 20 мас.%, кремния с содержанием до 0,3 мас.%.
В другом предпочтительном осуществлении металлическое покрытие на основе цинка или его сплавов включает 0,01 - 8,0 мас.% Al, необязательно 0,2-8,0 мас.% Mg, остальное представляет собой Zn и неизбежные примеси, возникающие в процессе производства. Например, покрытие на основе цинка включает 1,2 мас.% Al и 1,2 мас.% Mg или 3,7 мас.% Al и 3 мас.% Mg.
Металлическое покрытие на основе цинка или его сплавов может быть нанесено методом горячего погружения. В этом случае ванна также может содержать до 0,3 мас.% необязательных дополнительных элементов, таких как Sr, Sb, Pb, Ti, Ca, Mn, Sn, La, Ce, Cr, Ni, Zr или Bi.
Эти различные элементы могут, среди прочего, улучшать пластичность или сцепление металлического покрытия с подложкой. Специалист в данной области техники, знакомый с их влиянием на характеристики покрытия, представляет, как их использовать в зависимости от поставленной дополнительной цели.
Наконец, ванна может содержать остаточные элементы, попадающие из расплавленных слитков или образующиеся в результате прохождения подложки через ванну, такие как железо в количестве до 5 мас.%, предпочтительно 3 мас.% Эти остаточные элементы частично включены в металлическое покрытие, и в этом случае они обозначаются термином «неизбежные примеси, возникающие в результате процесса производства».
Металлическое покрытие на основе цинка или его сплавов можно также наносить электроосаждением или физическим осаждением из паровой фазы. В этом случае возможно нанесение металлического покрытия, состоящего из цинка, т.е. в котором количество цинка превышает 99 мас.%
Металлическое покрытие по меньшей мере частично покрыто конверсионным слоем, включающим гидрат сульфата цинка и алюминий в количестве до 14 мг⋅м-2.
Гидрат сульфата цинка и алюминий действуют синергетически. Гидрат сульфата цинка обеспечивает характеристики, определённые известным уровнем техники, в то время как алюминий обеспечивает условия, в которых гидрат сульфата цинка стабилен, так что предотвращается появление гидроксисульфата цинка и свободных молекул воды.
Гидрат сульфата цинка имеет общую формулу: Znx(SO4)y⋅zH2O, где x, y и z отличны от нуля. Преимущественно он включает по меньшей мере одно соединение, выбранное из моногидрата сульфата цинка (ZnSO4⋅H2O), тетрагидрата сульфата цинка (ZnSO4⋅4H2O) и гептагидрата сульфата цинка (ZnSO4⋅7H2O). Это устойчивые соединения. Благодаря их наличию предотвращается последующее образование гидроксисульфата цинка путём разложения нестабильных гидратов сульфата цинка.
Количество алюминия ограничено 14 мг⋅м-2, предпочтительно 13,0 мг⋅м-2, так как считается, что большее количество алюминия может уменьшить адгезионное соединение.
Предпочтительно количество алюминия в конверсионном слое составляет 5 - 14 мг⋅м-2 и более предпочтительно 7 - 13 мг⋅м-2.
Форма, в которой алюминий присутствует в конверсионном слое по изобретению, особо не ограничена. Не желая быть связанными какой-либо теорией, считают, что алюминий в основном присутствует в форме сульфата алюминия и/или гидроксида алюминия (Al(OH)3), образующегося в результате взаимодействия алюминия со свободными гидроксильными группами. Предпочтительно конверсионный слой, таким образом, включает гидрат сульфата цинка и по меньшей мере одно соединение из сульфата алюминия и гидроксида алюминия.
Конверсионный слой также не включает ни гидроксисульфата цинка, ни свободных молекул воды, ни каких-либо соединений, имеющих свободные гидроксильные группы.
Гидроксисульфат цинка содержит гидроксильные группы, которые, по мнению авторов изобретения, реагируют с эпоксидной системой клея и приводят к проблемам с адгезией. Их отсутствие значительно улучшает адгезию клеев на эпоксидной основе к металлическим листам. Под гидроксисульфатом цинка понимают соединение общей формулы:
[Znx(SO4)y(OH)z, tH2O]
где 2x=2y+z, где y и z отличны от нуля.
z предпочтительно более или равно 6 и более предпочтительно z=6 и 3≤t≤5. В частности, соединения с x=4, y=1, z=6 и t=3 наблюдались на металлических листах известного уровня техники.
Свободные молекулы воды и свободные гидроксильные группы также очень реакционноспособны по отношению к специфическим соединениям клея, таким как, например, соединения на основе эпоксидной смолы, что приводит к проблемам с адгезией. Их отсутствие значительно улучшает адгезию клеев на эпоксидной основе к металлическим листам.
Присутствие сульфата в конверсионном покрытии оценивают и определяют количественно путём измерения поверхностной концентрации серы. При этом поверхностная концентрация серы в конверсионном слое более или равна 0,5 мг/м2. Ниже этого значения, по-видимому, металлическое покрытие разрушается во время формования металлического листа, что приводит к образованию порошка или частиц цинка или его сплавов на поверхности металлического листа. Накопление и/или агломерация этих частиц или этого порошка в формовочных инструментах может привести к повреждению формованных деталей за счёт образования зазубрин и/или сужений.
Предпочтительно поверхностная концентрация серы в конверсионном слое составляет 5,0 - 22,0 мг/м2, более предпочтительно 10,0 - 22,0 мг/м2 и преимущественно 13,0 - 22,0 мг/м2. Не желая быть связанными какой-либо теорией, полагают, что эти количества серы дополнительно улучшают адгезионное соединение стальной подложки в соответствии с настоящим изобретением.
Поверхностную концентрацию серы в конверсионном слое можно измерить с помощью ICP или рентгеновской флуоресценции (XRF).
С технологической точки зрения конверсионный слой может быть получен путём нанесения на покрытие, возможно, после обезжиривания, водного раствора для обработки, включающего по меньшей мере 0,01 моль⋅л-1 сульфата цинка и по меньшей мере 0,01 моль⋅ л-1 сульфата алюминия.
Невозможно сформировать такой слой при концентрации сульфата цинка менее 0,01 моль⋅л-1, но также установлено, что слишком высокая концентрация не улучшает существенно скорость осаждения и даже может несколько её снизить. Предпочтительно водный раствор для обработки содержит сульфат цинка ZnSO4 с концентрацией ниже или равной 50 моль⋅л-1 и сульфат алюминия Al2(SO4)3 с концентрацией ниже или равной 50 моль⋅л-1.
Водный раствор для обработки можно приготовить путём растворения сульфата цинка и сульфата алюминия в чистой воде. Например, можно использовать гептагидрат сульфата цинка (ZnSO4⋅7H2O). Например, можно использовать октадекагидрат сульфата алюминия (Al2(SO4)3⋅18H2O). В одном варианте изобретения водный раствор для обработки состоит из сульфата цинка, сульфата алюминия и воды.
Предпочтительно водный раствор для обработки содержит 10 - 140 г/л гептагидрата сульфата цинка, более предпочтительно 10 - 80 г/л и преимущественно 10 - 40 г/л.
Предпочтительно водный раствор для обработки содержит 1 - 80 г/л октадекагидрата сульфата алюминия, более предпочтительно 10 - 60 г/л и преимущественно 10 - 30 г/л.
Преимущественно массовое отношение количества цинка к количеству алюминия в водном растворе составляет 5 - 40, более предпочтительно 5 - 30 и преимущественно 10 - 25. Действительно, не желая быть связанными какой-либо теорией, полагают, что, когда массовое отношение количества цинка к количеству алюминия в водном растворе такое, как указано выше, имеет место дополнительное улучшение адгезионного соединения.
pH водного раствора для обработки, предпочтительно, соответствует собственному pH раствора без добавления основания или кислоты. Значение этого pH обычно составляет 4 - 7.
Температура водного раствора для обработки может составлять 20 - 60°С.
Водный раствор для обработки можно нанести на металлическое покрытие простым контактом и высушить на воздухе при любой температуре сушки. Его наносят обычным способом, например, окунанием, валиком, распылением с последующим уплотнением.
Предпочтительно толщина влажной плёнки составляет 0,5 - 4 мкм.
Предпочтительно водный раствор для обработки затем сушат в сушилке на воздухе. Предпочтительно сушилка включает 6 - 12 форсунок для лучшего распределения ударной струи воздуха по металлической полосе. Предпочтительно сушилка включает форсунки, расположенные на расстоянии 4 - 12 см от металлической полосы, чтобы избежать потери давления в струе без удаления влажной плёнки с металлической полосы. Предпочтительно форсунки имеют отверстия, ширина которых составляет 2 - 8 мм, чтобы оптимизировать скорость воздуха на выходе из форсунки.
Предпочтительно температура сушки составляет 20-200°С, более предпочтительно 50 - 200°С и, например, ниже 80°С, между 80 - 150°С или выше 150°С.
Предпочтительно скорость полосы составляет 60 - 200 м/мин.
Предпочтительно начальная температура полосы составляет 20 - 50°С.
Предпочтительно расход воздуха составляет 5000 - 50000 Нм3/ч.
После формирования конверсионного слоя на конверсионный слой можно наносить масляную плёнку с массой покрытия менее 2 г/м2.
С практической точки зрения отсутствие гидроксисульфата цинка можно контролировать с помощью инфракрасной спектроскопии в режиме IRRAS (отражательно-адсорбционная инфракрасная спектроскопия с углом падения 80°). Если конверсионный слой включает гидроксисульфат цинка, спектр IRRAS представляет несколько пиков поглощения, относящихся к колебаниям ν3 сульфата 1077-1136-1177 см-1, и полосы активной воды в области валентных колебаний ОН 3000-3400 см-1. Эти результаты соответствуют структуре гидроксисульфата цинка, как указано в литературе (ν1 колебаний сульфата: 1000 см-1, ν2 колебаний сульфата: 450 см-1, ν3 колебаний сульфата: 1068 – 1085 – 1130 см-1, ν4 колебаний сульфата: 611-645 см-1, колебаний гидроксила: 3421 см-1).
Наличие гидрата сульфата цинка можно контролировать с помощью инфракрасной спектроскопии в режиме IRRAS. Если конверсионный слой содержит гидрат сульфата цинка без гидроксисульфата цинка, спектр IRRAS представляет собой один единственный пик сульфата, расположенный около 1172 см-1, вместо 3 пиков. Более конкретно, присутствие каждого из упомянутых выше стабильных гидратов сульфата цинка можно контролировать с помощью инфракрасной спектроскопии в режиме IRRAS в сочетании с дифференциальной сканирующей калориметрией (ДСК) детектированием полос сульфата и полос свободной воды.
Толщину влажной плёнки можно измерить с помощью инфракрасного датчика, расположенного перед сушилкой. Он состоит из источника света, инфракрасного детектора и специальных фильтров. Принцип измерения основан на поглощении инфракрасного света.
На выходе из сушилки отсутствие воды в конверсионном слое можно контролировать, в частности, с помощью гиперспектральной камеры. Последняя состоит из инфракрасного матричного детектора, соединённого со спектрометром, который распределяет свет по длинам волн. Измерительное устройство может состоять из ИК-лампы линейной формы (длиной 800 мм) и гиперспектральной камеры MWIR (средневолновая ИК область спектра) в конфигурации с двунаправленным отражением. Диапазон обнаружения камеры составляет 3 - 5 мкм, который соответствует основным полосам поглощения жидкой воды. Принцип измерения заключается в измерении интенсивности света, отражённого от металлической полосы. Если в конверсионном слое остаётся вода, она поглощает часть света и отражается с меньшей интенсивностью.
Как вариант, отсутствие воды в конверсионном слое на выходе из сушилки контролируют мониторингом температуры стальной полосы в сушилке. Пока в плёнке есть вода, тепловая энергия горячего воздуха расходуется на испарение воды, а температура металлической полосы остается постоянной или даже снижается за счёт испарения воды. После высыхания плёнки тепловая энергия горячего воздуха расходуется на нагрев металлической полосы. Таким образом, контролируя температуру стальной полосы в сушилке, легко контролировать, что температура металлической полосы начинает повышаться перед выходом из сушилки.
Чтобы подчеркнуть улучшенные характеристики, полученные при использовании способа обработки и стальной подложки в соответствии с изобретением, некоторые конкретные примеры осуществлений будут подробно описаны в сравнении со стальными листами с покрытием известного уровня техники.
Пример 1
Как будет видно из следующих неограничивающих примеров, которые представлены исключительно в качестве иллюстрации, изобретатели показали, что изобретение позволяет улучшить адгезию к клеям, используемым в автомобильной промышленности, особенно к клеям на основе эпоксидной смолы, без ухудшения остальных характеристик.
Готовят 10 образцов путём нанесения водного раствора для обработки на лист из оцинкованной стали или на лист из электрооцинкованной стали путём нанесения покрытия валиком и сушки влажной плёнки при различных условиях сушки.
Образцы 1 и 2 готовят в соответствии с заявкой US 2017260471 путём нанесения водного раствора, содержащего октадекагидрат сульфата алюминия Al2(SO4)3·18H2O, на гальванизированный оцинкованный стальной лист (GI). Концентрация октадекагидрата сульфата алюминия Al2(SO4)3⋅18H2O составляет 22 г⋅л-1, что соответствует концентрации Al2(SO4)3 0,033 моль⋅л-1. Образец 1 затем сушат в сушилке воздухом при температуре 100°С в течение 5 секунд. Образец 2 затем сушат на воздухе в сушилке при температуре 180°С в течение 8 минут.
Образцы 3 и 4 готовят в соответствии с заявкой WO 00/15878 путём нанесения водного раствора, содержащего гептагидрат сульфата цинка ZnSO4⋅7H2O, на оцинкованный стальной лист. Образец 3 затем сушат в сушилке воздухом с температурой 100°С в течение менее 4 секунд. Образец 4 затем сушат в сушилке воздухом с температурой 180°С в течение 8 минут.
Для образца 3 скорость полосы составляла 120 м/мин. Начальная температура полосы составляет 35°С.
Образец 5 готовят в соответствии с заявкой WO 2019/073273 путём нанесения водного раствора, включающего гептагидрат сульфата цинка ZnSO4⋅7H2O, на оцинкованный стальной лист. Концентрация гептагидрата сульфата цинка составляет 120 г⋅л-1, что соответствует концентрации ионов Zn2+ и концентрации SO42- 0,42 моль·л-1. Толщина влажной плёнки составляет 1,5 мкм. Затем влажную плёнку сушат в течение 4 секунд на воздухе в сушилке при температуре 175°С. Скорость полосы составляет 120 м/мин. Начальная температура полосы составляет 35°С.
Образец 6 готовят в соответствии с заявкой WO 2019/073274 путём нанесения водного раствора, включающего гептагидрат сульфата цинка ZnSO4⋅7H2O, на оцинкованный стальной лист. Концентрация гептагидрата сульфата цинка составляет 120 г⋅л-1, что соответствует концентрации ионов Zn2+ и концентрации SO42- 0,42 моль⋅л-1. Толщина влажной плёнки составляет 1,5 мкм. Затем влажную плёнку сушат в течение 4 секунд в сушилке при температуре воздуха 75°С. Скорость полосы составляет 120 м/мин. Начальная температура полосы составляет 35°С.
Образцы 7 и 8 готовят путём нанесения водного раствора, включающего гептагидрат сульфата цинка ZnSO4⋅7H2O и октадекагидрат сульфата алюминия Al2(SO4)3⋅18H2O, на оцинкованный стальной лист. Концентрация октадекагидрата сульфата алюминия Al2(SO4)3⋅18H2O составляет 25 г/л, что соответствует концентрации ионов Al3+ 0,075 моль⋅л-1 и 2,02 г/л и концентрации SO42- 0,113 моль⋅л-1. Концентрация гептагидрата сульфата цинка составляет 120 г⋅л-1, что соответствует концентрации ионов Zn2+ 0,42 моль⋅л-1 и 27,28 г⋅л-1 и концентрации SO42- 0,42 моль⋅л-1. Таким образом, массовое отношение количества цинка к количеству алюминия в водном растворе составляет 13,5. Толщина влажной плёнки составляет 1 - 1,5 мкм. Образец 7 затем сушат на воздухе в сушилке при температуре 75°C в течение менее 4 секунд. Образец 8 затем сушат на воздухе в сушилке при температуре 100°С в течение менее 4 секунд.
Образец 9 готовят путём нанесения водного раствора, включающего гептагидрат сульфата цинка ZnSO4⋅7H2O и октадекагидрат сульфата алюминия Al2(SO4)3⋅18H2O, на оцинкованный стальной лист. Концентрация октадекагидрата сульфата алюминия Al2(SO4)3⋅18H2O составляет 4,2 г/л, что соответствует концентрации Al3+ 0,013 моль⋅л-1 и 0,35 г/л и концентрации SO42- 0,019 моль⋅л-1. Концентрация гептагидрата сульфата цинка составляет 32 г⋅л-1, что соответствует концентрации ионов Zn2+ 0,111 моль⋅л-1 и 7,27 г⋅л-1 и концентрации SO42- 0,111 моль⋅л-1. Таким образом, массовое отношение количества цинка к количеству алюминия в водном растворе составляет 20,77. Образец 9 затем сушат на воздухе в сушилке при температуре 180°С в течение 8 минут.
Образец 10 готовят путём нанесения водного раствора, включающего гептагидрат сульфата цинка ZnSO4⋅7H2O и октадекагидрат сульфата алюминия Al2(SO4)3⋅18H2O, на электрооцинкованный стальной лист (EG). Концентрация октадекагидрата сульфата алюминия Al2(SO4)3⋅18H2O составляет 4,2 г/л, что соответствует концентрации Al3+ 0,013 моль⋅л-1 и 0,35 г/л и концентрации SO42- 0,019 моль⋅л-1. Концентрация гептагидрата сульфата цинка составляет 32 г⋅л-1, что соответствует концентрации ионов Zn2+ 0,111 моль⋅л-1 и 7,27 г·л-1 и концентрации SO42- 0,111 моль⋅л-1. Таким образом, массовое отношение количества цинка к количеству алюминия в водном растворе составляет 20,77. Затем влажную плёнку сушат на воздухе в сушилке при температуре 180°С в течение 8 минут.
Характеристика поверхности
После высыхания поверхность конверсионного слоя охарактеризована методом IRRAS. Количество серы в слое определяют методом ICP-MS.
Испытание на адгезионную прочность
Адгезию клеев на основе эпоксидной смолы к конверсионному слою, сформированному во всех образцах, оценивают с помощью испытания на сдвиг соединения внахлёстку. Сначала образцы длиной 100 мм и шириной 25 мм повторно покрывают маслом Anticorit Fuchs 3802-39S (1 г/м2) без обезжиривания. Два образца для испытаний, один обработанный водным раствором для обработки, а другой необработанный, затем соединяют с помощью клея на основе эпоксидной смолы Teroson® 8028GB поставляемой Henkel® путём их наложения внахлёст на 12,5 мм с использованием тефлоновых прокладок для поддержания однородной толщины 0,2 мм между двумя частями. Всю сборку отверждают в печи в течение 20 минут при 190°С. Затем образцы кондиционируют в течение 24 часов перед испытаниями на адгезионную прочность и старение. Для каждого условия испытаний тестируют 5 сборок.
Адгезию оценивают в соответствии со стандартом DIN EN 1465. В этом испытании каждая склеенная сборка фиксируется в зажимных губках (захватывая 50 мм каждого образца для испытаний в каждом зажиме и оставляя 50 мм каждого образца для испытаний свободными) растягивающей машины с усилием 50 кН. Образцы растягивают со скоростью 10 мм/мин при комнатной температуре. Максимальные значения напряжения сдвига регистрируют в МПа, а характер разрушения визуально классифицируют как:
- поверхностное когезионное разрушение, если разрыв появляется в массе клея рядом с границей раздела полоса/клей,
- нарушение адгезии, если разрыв появляется на границе раздела полоса/клей.
Испытание не считается пройденным, если процент разрушения клея высок.
Старение адгезии оценивают с помощью катаплазматического теста. В этом тесте каждую склеенную сборку (5 образцов каждый раз) заворачивают в хлопок (вес 45 г +/- 5) с деионизированной водой (в 10 раз больше веса хлопка), помещают в полиэтиленовый пакет, который затем запечатывают. Запечатанный пакет выдерживают в печи при 70°C, 100% HR (относительная влажность) в течение 7 дней. После проведения катаплазменного теста адгезию оценивают повторно в соответствии со стандартом DIN EN 1465.
Оценка коэффициента потерь
До и после адгезионного старения предел прочности при растяжении измеряют для каждого испытания с использованием датчика растяжения. Затем определяют коэффициент механических потерь, соответствующий потере прочности на растяжение после адгезионного старения, определённый в процентах. Он рассчитывается по этой формуле:

Испытание на трение
Образцы для испытаний 1, 3 и 7 помещают и зажимают в фрикционном датчике, состоящем из двух плоских элементов, изготовленных из карбида вольфрама, имитирующих штамповочный инструмент. Затем концы испытуемых образцов стягивают с помощью тянущего зажима. Тяговое усилие тягового зажима, обозначаемое Fp, варьируется в пределах 10 - 80 МПа. Результирующая нормальная сила, обозначаемая Fn, которая перпендикулярна направлению Fp, увеличивается во время растягивания. Чем выше сила растяжения Fp, тем выше контактное давление в фрикционном датчике. Fp и Fn измерят во время испытания. Затем коэффициент трения, обозначаемый µ, рассчитывают по следующей формуле: μ=Fp/(2⋅Fn) для 3 сил растяжения (10, 40 и 80 МПа). Ожидают, что коэффициент трения будет находиться в пределах 0,07 - 0,15.
Результаты представлены в следующей таблице 1.
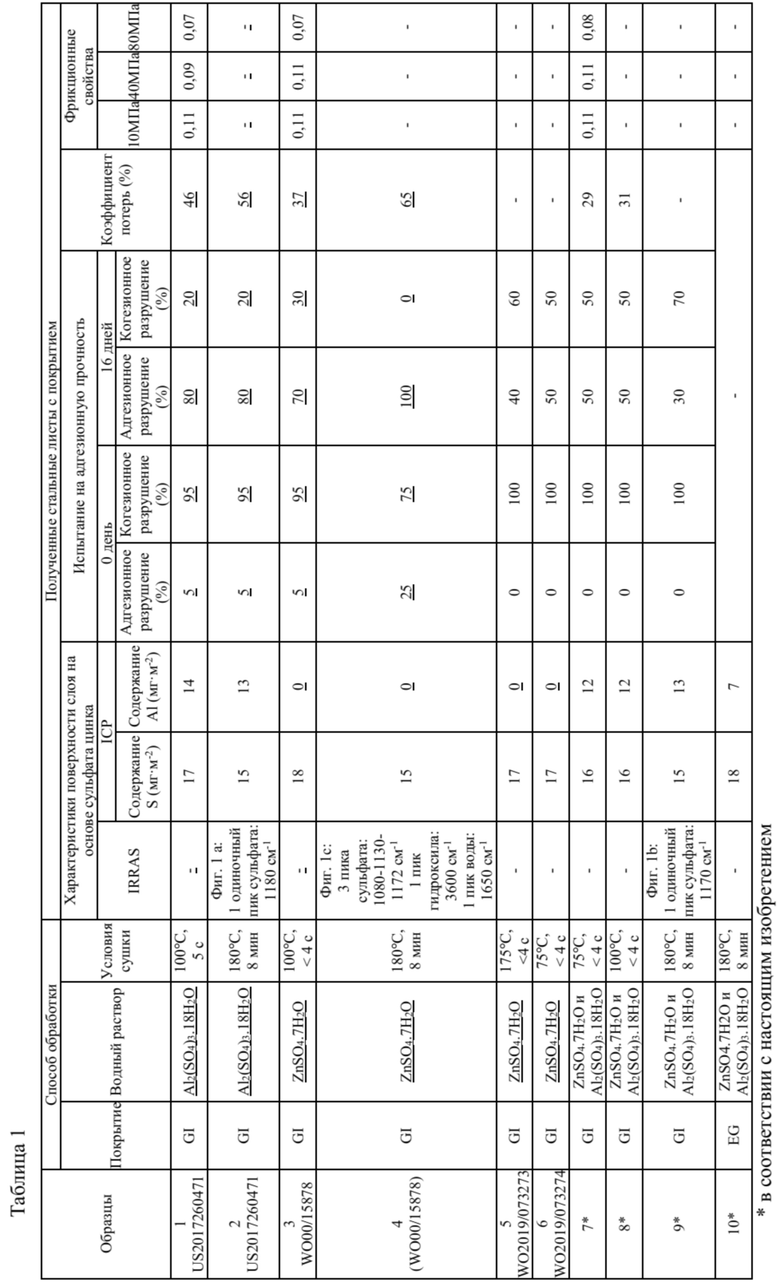
Как показано, в спектрах IRRAS на фиг. 1а образца 2 представлен одиночный пик сульфата около 1180 см-1, ассоциированный с наличием сульфата алюминия. Как показано на фиг. 1c, в спектре образца 4 представлены несколько пиков поглощения, относящиеся к ν3 колебаниям сульфата в структуре гидроксисульфата цинка. Кроме того, образец 4 включает свободную воду, соответствующую пикам, лежащим вблизи 1650 см-1, и свободные гидроксильные группы, соответствующие пикам, расположенным при пике, вблизи 3600 см-1. Как показано на фиг. 1b спектр образца 9 согласно изобретению представлен единственный пик сульфата около 1170 см-1, относящийся к гидратам сульфата цинка. Структура гидроксисульфата цинка, свободная вода и свободные гидроксильные группы не наблюдаются на фиг. 1b.
Как показал анализ ICP-MS, содержание серы во всех образцах превышает 0,5 мг⋅м-2. В образцах 7 - 10 содержание алюминия выше 0 и ниже или равно 13 мг⋅м-2 согласно настоящему изобретению.
Адгезивное соединение в образцах 7 - 10 значительно улучшено по сравнению с образцами 1 - 4. В образцах 7 - 10 адгезионные характеристики по отношению к клеям такое же, что для образцов 5 - 6. Тем не менее, методы обработки в случае образцов 5 - 6 сложно контролировать и применять по сравнению с методом обработки в случае образцов 7 – 10.
Коэффициент потерь образцов 7 - 8 значительно лучше, чем в образцах 1 - 4.
Характеристики трения образцов 1, 3 и 7 аналогичны.
Таким образом, стальная подложка с покрытием по настоящему изобретению позволяет улучшить адгезионное соединение по сравнению с известным уровнем техники без ухудшения других характеристик, а также является простым в реализации и легко контролируется способом обработки.
Группа изобретений относится к стальной подложке, покрытой по меньшей мере на одной из её сторон металлическим покрытием на основе цинка или его сплавов, имеющим конверсионным слой, автомобильной детали, изготовленной из стальной подложки, и способу обработки, обеспечивающему формирование конверсионного слоя на металлическом покрытии. Стальная подложка, по меньшей мере на одну из сторон которой нанесено металлическое покрытие на основе цинка или его сплавов содержит металлическое покрытие, покрытое конверсионным слоем, включающим гидрат сульфата цинка, алюминий в количестве 14 мг⋅м-2, и имеющим поверхностную концентрацию серы более или равной 5,0 мг/м2. При этом конверсионный слой не содержит ни гидроксисульфата цинка, ни свободных молекул воды, ни соединений, имеющих свободные гидроксильные группы. Обеспечивается улучшение адгезии к клеям, используемым в автомобильной промышленности, особенно к клеям на основе эпоксидной смолы, независимо от температуры сушки. 3 н. и 12 з.п. ф-лы, 1 ил., 1 табл.
1. Стальная подложка, по меньшей мере на одну из сторон которой нанесено металлическое покрытие на основе цинка или его сплавов, при этом металлическое покрытие покрыто конверсионным слоем, включающим:
- гидрат сульфата цинка,
- алюминий в количестве до 14 мг⋅м-2,
при этом конверсионный слой не содержит ни гидроксисульфата цинка, ни свободных молекул воды, ни каких-либо соединений, имеющих свободные гидроксильные группы, при этом поверхностная концентрация серы в конверсионном слое более или равна 5,0 мг/м2.
2. Стальная подложка по п. 1, в которой алюминий конверсионного слоя находится в форме сульфата алюминия и/или гидроксида алюминия.
3. Стальная подложка по п. 1 или 2, в которой количество алюминия в конверсионном слое составляет 5,0-13,0 мг⋅м-2.
4. Стальная подложка по любому из пп. 1-3, в которой гидрат сульфата цинка включает по меньшей мере одно из соединений, выбранных из: моногидрата сульфата цинка (ZnSO4⋅H2O), тетрагидрата сульфата цинка (ZnSO4⋅4H2O) и гептагидрата сульфата цинка (ZnSO4⋅7H2O).
5. Стальная подложка по любому из пп. 1-3, в которой поверхностная концентрация серы в конверсионном слое составляет 5,0-22,0 мг/м2.
6. Автомобильная деталь, изготовленная из стальной подложки по любому из пп. 1-5.
7. Способ обработки движущейся металлической полосы, включающий стадии, согласно которым:
обеспечивают наличие полосы из стали по меньшей мере на одну из сторон которой нанесено металлическое покрытие на основе цинка или его сплавов,
водный раствор для обработки, включающий по меньшей мере 0,01 моль⋅л-1 сульфата цинка и по меньшей мере 0,01 моль⋅л-1 сульфата алюминия, наносят на металлическое покрытие путём простого контакта для формирования влажной плёнки,
водный раствор для обработки затем сушат воздухом для формирования на металлическом покрытии конверсионного слоя, включающего:
- гидрат сульфата цинка,
- алюминий в количестве 14 мг⋅м-2,
при этом конверсионный слой не содержит ни гидроксисульфата цинка, ни свободных молекул воды, ни каких-либо соединений, имеющих свободные гидроксильные группы, при этом поверхностная концентрация серы в конверсионном слое более или равна 5,0 мг/м2.
8. Способ обработки по п. 7, в котором водный раствор для обработки содержит 10-140 г/л гептагидрата сульфата цинка.
9. Способ обработки по п. 7 или 8, в котором водный раствор для обработки содержит 1-80 г/л октадекагидрата сульфата алюминия.
10. Способ обработки по любому из пп. 7-9, в котором массовое отношение количества цинка к количеству алюминия в водном растворе составляет 5-40.
11. Способ обработки по любому из пп. 7-10, в котором металлическое покрытие нанесено путём погружения в расплав, электроосаждения или физического осаждения из паровой фазы.
12. Способ обработки по любому из пп. 7-11, в котором металлическое покрытие обезжиривают перед нанесением водного раствора для обработки.
13. Способ обработки по любому из пп. 7-12, в котором толщина влажной плёнки составляет 0,5-4 мкм.
14. Способ обработки по любому из пп. 7-13, в котором на конверсионный слой наносят масляную плёнку с массой покрытия менее 2 г/м2.
15. Способ обработки по любому из пп. 7-14, в котором температура сушки составляет 20-200°С.
| WO 2019073273 A1, 18.04.2019 | |||
| WO 2019073274 A1, 18.04.2019 | |||
| WO 9935307 A1, 15.07.1999 | |||
| ПРИМЕНЕНИЕ РАСТВОРА, СОДЕРЖАЩЕГО СУЛЬФАТ-ИОНЫ, ДЛЯ УМЕНЬШЕНИЯ ПОЧЕРНЕНИЯ ИЛИ ПОТУСКНЕНИЯ МЕТАЛЛИЧЕСКОГО ЛИСТА ПРИ ЕГО ХРАНЕНИИ И МЕТАЛЛИЧЕСКИЙ ЛИСТ, ОБРАБОТАННЫЙ ТАКИМ РАСТВОРОМ | 2012 |
|
RU2581943C2 |
| ГИДРОКСИСУЛЬФАТНАЯ ОБРАБОТКА ПОВЕРХНОСТИ | 2004 |
|
RU2371516C2 |

