ОБЛАСТЬ ИЗОБРЕТЕНИЯ
[0001] Настоящее изобретение касается способа получения золотой распыляемой мишени и способа получения золотой пленки.
ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
[0002] Пленка золота (Аu), образованная с использованием золотой (Аu) распыляемой мишени, имеет прекрасную химическую устойчивость и электрические характеристики самого Аu, и, таким образом, применяется в разных областях. Например, кварцевый генератор использует напыленную пленку Аu в качестве, например, возбуждающего электрода, формируемого на обеих поверхностях кристалла кварца. В таком кварцевом генераторе частота колебаний регулируется с помощью толщины пленки Аu, и, таким образом, требуется Аu распыляемая мишень, обеспечивающая пленку Аu, имеющую равномерное распределение толщины, формируемое во время распыления.
[0003] Распыляемая мишень обычно имеет форму круглой или прямоугольной пластины, которую используют для плоского магнетронного распыления. Кроме того, также известна цилиндрическая распыляемая мишень. Цилиндрическая распыляемая мишень имеет более высокую степень материала мишени во время распыления, чем пластинчатая распыляемая мишень, так что применение такой цилиндрической распыляемой мишени началось для керамических материалов, а затем для мишеней на основе металлов и сплавов. Кроме того, изучали применение цилиндрической распыляемой мишени для мишеней из благородных металлов, таких как серебряная (Аg) мишень (смотри патентные документы 1 и 2).
[0004] Применение цилиндрической мишени, а также пластинчатой распыляемой мишени изучали также для Аu распыляемой мишени для формирования пленки Аu. Однако для обычных Аu распыляемых мишеней трудно достигать высокой однородности распределения толщины пленки, требуемой для пленки Аu, используемой в качестве электрода, например, кварцевого генератора, безотносительно от того, имеют ли они пластинчатый или цилиндрический тип. В частности, цилиндрическая Аu распыляемая мишень имеет большую трудность в улучшении однородности распределения толщины пленки Аu с точки зрения точности обработки цилиндрической формы.
[0005] Последующее более подробно описывает кварцевые генераторы. Кварцевые генераторы применяются, например, для мобильных устройств и должны быть малого размера, малого веса и тонкими в связи с потребностью снижения размера, массы и толщины мобильных устройств. Например, упаковочный размер кварцевого генератора снизился от 5,0 мм × 3,2 мм (размер 5032) до 3,2 мм × 2,5 мм (размер 3225), 2,5 мм × 2,0 мм (размер 2520), 2,0 мм × 1,6 мм (размер 2016) и 1,6 мм × 1,2 мм (размер 1612), и, соответственно, сам кварцевый генератор (кристалл кварца) уменьшился.
[0006] Кварцевый генератор имеет пленку Аu на обеих поверхностях кристалла кварца (заготовки) в качестве электрода, как описано выше. Кристалл кварца имеет внешнюю форму со скругленными углами, которая может быть получена путем травления или путем механической обработки после прессования так, чтобы перенести центр тяжести ближе к центру для стабилизации частоты. Когда кристалл кварца имеет грубую поверхность, его частотные характеристики ухудшаются, поэтому требуется, чтобы кристалл кварца имел поверхность высокой гладкости. Аналогично, электрод, образуемый в кристалле кварца, должен иметь высокую гладкость, т.е. иметь небольшую вариацию толщины пленки. Электрод имеет трехмерную структуру, имеющую заданную толщину, так что в миниатюрном кварцевом кристалле вариации толщины пленки оказывают большое влияние на трехмерную структуру. Таким образом, чтобы соответствовать миниатюризации кварцевого генератора и подобного, вариация толщины пленки Аu, используемой в качестве электрода, должна быть меньше.
[0007] В 32 кГц кварцевом генераторе для часов вариация массы пленки Аu оказывает большое влияние на частотные характеристики. 32 кГц кварцевый генератор включает в себя камертонный тип и настраиваемый камертонный тип с точки зрения формы. Настраиваемый камертонный кварцевый генератор подходит для миниатюризации; однако вариация массы пленки Аu влияет на частотные характеристики, так что требуется снижение вариации массы, происходящее от вариации толщины пленки Аu. Настраиваемый камертонный кварцевый генератор имеет трудности с подстройкой частоты, и, таким образом, были проделаны различные модификации, чтобы справиться с этим недостатком. Например, что касается способа образования пленки Аu, напыление сейчас заменяют осаждением из газовой фазы. Кроме того, часть пленки Аu, образуемой напылением, удаляют с помощью лазерного пучка для подстройки массы, или подстраивают массу во время формирования пленки Аu путем напыления. В такой ситуации, когда вариация массы, происходящая от вариации толщины пленки Аu, может быть снижена, время и затраты, требуемые для подстройки частоты, могут быть существенно уменьшены. В частности, влияние вариации толщины пленки становится больше, когда кварцевый генератор уменьшается в размере, в результате чего масса более вероятно варьирует. Также в этой связи требуется снижать вариацию толщины напыленной пленки Аu.
СПИСОК ЦИТИРОВАНИЯ
ПАТЕНТНЫЙ ДОКУМЕНТ
[0008] Патентный документ 1: JР-Т-2009-512779
Патентный документ 2: JР 2013-204052А
Патентный документ 3: WО 2015/111563
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0009] Задачей настоящего изобретения является обеспечить способ получения золотой распыляемой мишени, позволяющий улучшить равномерность распределения толщины пленки золота, и способ получения пленки золота, способный улучшить равномерность толщины пленки.
[0010] Способ получения золотой распыляемой мишени по настоящему изобретения включает в себя этап приготовления золотой распыляемой мишени, которая выполнена из золота и неизбежных примесей и в которой среднее значение твердости по Виккерсу составляет 40 или более и 60 или менее, средний размер кристаллического зерна составляет 15 мкм или более и 200 мкм или менее, и плоскость {110} золота преимущественно ориентирована к подлежащей распылению поверхности золотой распыляемой мишени.
[0011] Способ получения пленки золота согласно настоящему изобретению включает в себя этапы: приготовление золотой распыляемой мишени, которая выполнена из золота и неизбежных примесей и в которой среднее значение твердости по Виккерсу составляет 40 или более и 60 или менее, средний размер кристаллического зерна составляет 15 мкм или более и 200 мкм или менее, и плоскость {110} золота преимущественно ориентирована к подлежащей распылению поверхности золотой распыляемой мишени; и формирование пленки золота на пленкообразующем базовом материале путем распыления золотой распыляемой мишени.
ЭФФЕКТ
[0012] Согласно способу получения золотой распыляемой мишени по настоящему изобретению можно получать с хорошей воспроизводимостью золотую распыляемую мишень, позволяющую получать пленку золота с прекрасной равномерностью распределения толщины пленки. Это может улучшить равномерность распределения толщины пленки золота с хорошей воспроизводимостью. Кроме того, согласно способу получения пленки золота по настоящему изобретению можно обеспечить пленку золота с прекрасной равномерностью распределения толщины пленки с хорошей воспроизводимостью.
ПОДРОБНОЕ ОПИСАНИЕ
[0013] Далее будет описан вариант осуществления настоящего изобретения. Распыляемая мишень, получаемая с помощью способа согласно данному варианту осуществления, выполнена из золота (Аu) и неизбежных примесей. Неизбежные примеси (элементы, иные чем Аu), содержащиеся в Аu распыляемой мишени, не ограничиваются конкретными элементами. Чистота Аu в распыляемой мишени определяется согласно применению мишени или применению пленки, формируемой с использованием мишени, и составляет, например, 99,999% или более. Применение распыляемой мишени, имеющей чистоту Аu 99,999%, позволяет получать пленку из высокочистого Аu. Кроме того, верхний предел чистоты Аu в распыляемой мишени также не ограничивается конкретным значением и обычно составляет 99,999%, учитывая, например, способ получения и производственные затраты Аu распыляемой мишени и твердость Аu распыляемой мишени, и практически предпочтительно 99,990% или более и 99,998% или менее.
[0014] Форма Аu распыляемой мишени согласно данному варианту осуществления не ограничивается конкретной формой и может быть формой пластины или цилиндрической формой. Пластинчатая распыляемая мишень обычно включает в себя, например, многоугольную (например, круглую или прямоугольную) пластинчатую распыляемую мишень. Такая многоугольная пластинчатая распыляемая мишень может иметь любую структуру; например, она может иметь полую часть, образованную путем удаления части круглой пластины или многоугольной пластины, или может иметь наклонную, выпуклую часть или вогнутую часть на части поверхности круглой пластины или многоугольной пластины. Аналогично, цилиндрическая распыляемая мишень не ограничивается конкретными размерами, и ее размер выбирают согласно устройству распыления. Типичная цилиндрическая распыляемая мишень имеет, например, внешний диаметр 50 мм или более и 170 мм или менее, внутренний диаметр 20 мм или более и 140 мм или менее, и длину 100 мм или более и 3000 мм или менее. Такая Аu распыляемая мишень имеет подлежащую распылению поверхность. Поверхность пластины служит в качестве подлежащей распылению поверхности в пластинчатой распыляемой мишени, и поверхность цилиндра (цилиндрическая поверхность) служит в качестве подлежащей распылению поверхности в цилиндрической распыляемой мишени.
[0015] Аu распыляемая мишень согласно данному варианту осуществления предпочтительно имеет твердость по Виккерсу 40 или более и 60 или менее. Когда Аu распыляемая мишень, имеющая вышеуказанную твердость по Виккерсу, применяется для выполнения напыления, может быть образована пленка высокочистого Аu, прекрасная по однородности распределения толщины. То есть, тот факт, что твердость по Виккерсу Аu распыляемой мишени составляет больше чем 60 ТВ, означает, что напряжение, возникающее во время получения, остается в Аu распыляемой мишени. В таком случае, частицы, выбрасываемые из мишени, неравномерно летят во время распыления, ухудшая равномерность распределения толщины пленки. Твердость по Виккерсу Аu распыляемой мишени предпочтительно составляет 55 ТВ или менее. Кроме того, применение тепла во время распыления меняет твердость или размер кристаллических зерен, что также ухудшает равномерность летных свойств частиц. С другой стороны, когда твердость по Виккерсу Аu распыляемой мишени менее 40 ТВ, кристаллическая ориентация может пропадать в связи с ростом зерен кристаллов, что ухудшает равномерность распределения толщины пленки. Твердость по Виккерсу Аu распыляемой мишени предпочтительно составляет 45 ТВ или более.
[0016] Твердость по Виккерсу Аu распыляемой мишени измеряют следующим образом. В случае пластинчатой распыляемой мишени устанавливают следующие девять точек измерения: три точки устанавливают с интервалами 10 мм на прямой линии на подлежащей распылению поверхности, три точки выбирают соответственно из трех разделенных областей, полученных путем деления на три первого сечения, перпендикулярного к подлежащей распылению поверхности в направлении толщины (в следующих примерах три точки с интервалами 1,5 мм на прямой линии, проходящей в направлении толщины образца, имеющего толщину 5 мм), и три точки, выбранные соответственно из трех областей, полученных делением на три второго сечения, перпендикулярного к подлежащей распылению поверхности и первому сечению в направлении толщины (в следующих примерах три точки устанавливают с интервалами 1,5 мм на прямой линии, проходящей в направлении толщины образца, имеющего толщину 5 мм). Затем твердость по Виккерсу измеряют в вышеуказанных девяти точках измерения с тестовым усилием 200 гс (сжимающая нагрузка). Определяют среднее значение (НVаv1) твердости по Виккерсу в подлежащей распылению поверхности, среднее значение (НVаv2) твердости по Виккерсу в первом сечении и среднее значение (НVаv3) твердости по Виккерсу во втором сечении. Средние значения (НVаv1, НVаv2 и НVаv3) в подлежащей распылению поверхности, первом сечении и втором сечении дополнительно усредняют, и полученное среднее значение определяют как среднее значение (НVtаv) твердости по Виккерсу всей пластинчатой Аu распыляемой мишени.
[0017] В пластинчатой Аu распыляемой мишени отношение (НVаv1/НVtаv) среднего значения (НVаv1) твердости по Виккерсу в подлежащей распылению поверхности к твердости по Виккерсу (НVtаv) всей мишени, отношение (НVаv2/НVtаv) среднего значения (НVаv2) твердости по Виккерсу в первом сечении к твердости по Виккерсу (НVtаv) всей мишени и отношение (НVаv3/НVtаv) среднего значения (НVаv3) твердости по Виккерсу во втором сечении к твердости по Виккерсу (НVtаv) всей мишени предпочтительно попадают в интервал от 0,8 до 1,2. То есть, изменение твердости по Виккерсу Аu распыляемой мишени предпочтительно составляет ±20%. Путем снижения локальных вариаций твердости по Виккерсу Аu распыляемой мишени направление полета частиц во время распыления делают равномерным, что улучшает равномерность распределения толщины пленки.
[0018] В случае цилиндрической Аu распыляемой мишени устанавливают следующие девять точек измерения: три точки устанавливают с интервалами 10 мм по первой прямой линии, проходящей параллельно цилиндрической оси в подлежащей распылению поверхности (цилиндрической поверхности), три точки устанавливают с интервалами 10 мм по второй прямой линии, полученной путем поворота первой прямой линии на 90°, и три точки выбирают соответственно из трех областей, полученных делением на три сечения, перпендикулярного цилиндрической оси в направлении толщины (в следующих примерах три точки устанавливают с интервалами 1,5 мм на прямой линии, проходящей в направлении толщины образца, имеющего толщину 5 мм). Затем твердость по Виккерсу измеряют в вышеуказанных девяти точках измерения с тестовым усилием 200 гс (сжимающая нагрузка). Определяют среднее значение (НVаv1) твердости по Виккерсу на первой прямой линии в подлежащей распылению поверхности, среднее значение (НVаv2) твердости по Виккерсу на второй прямой линии и среднее значение (НVаv3) твердости по Виккерсу в сечении. Средние значения (НVаv1, НVаv2 и НVаv3) в подлежащей распылению поверхности и сечении дополнительно усредняют, и полученное среднее значение определяют как среднее значение (НVtаv) твердости по Виккерсу всей цилиндрической Аu распыляемой мишени.
[0019] В цилиндрической Аu распыляемой мишени отношение (НVаv1/НVtаv) среднего значения (НVаv1) первой твердости по Виккерсу в подлежащей распылению поверхности к твердости по Виккерсу (НVtаv) всей мишени, отношение (НVаv2/НVtаv) среднего значения (НVаv2) второй твердости по Виккерсу в подлежащей распылению поверхности к твердости по Виккерсу (НVtаv) всей мишени и отношение (НVаv3/НVtаv) среднего значения (НVаv3) твердости по Виккерсу в сечении к твердости по Виккерсу (НVtаv) всей мишени предпочтительно попадают в интервал от 0,8 до 1,2. То есть, изменение твердости по Виккерсу Аu распыляемой мишени предпочтительно составляет ±20%. Путем снижения локальных вариаций твердости по Виккерсу Аu распыляемой мишени направление полета частиц во время распыления делают равномерным, что улучшает равномерность распределения толщины пленки. Цилиндрическую Аu распыляемую мишень вращают во время распыления, посредством чего вся цилиндрическая поверхность распыляется, так что снижение локальных вариаций твердости по Виккерсу распыляемой мишени (цилиндрическая поверхность) может улучшить равномерность распределения толщины пленки.
[0020] Аu распыляемая мишень согласно данному варианту осуществления предпочтительно имеет средний размер кристаллических зерен 15 мкм или более и 200 мкм или менее. Путем выполнения распыления с использованием Аu распыляемой мишени, имеющей такой средний размер кристаллических зерен, распределение толщины пленки Аu может быть дополнительно улучшено. Когда средний размер кристаллических зерен Аu распыляемой мишени составляет менее 15 мкм, частицы, выбрасываемые из мишени, неравномерно летят во время распыления, что может ухудшать равномерность распределения толщины пленки. Средний размер кристаллических зерен Аu распыляемой мишени предпочтительно составляет 30 мкм или более. Когда средний размер кристаллических зерен Аu распыляемой мишени превышает 200 мкм, летные свойства частиц во время распыления снижаются, что может ухудшать равномерность распределения толщины пленки. Средний размер кристаллических зерен Аu распыляемой мишени более предпочтительно составляет 150 мкм или менее.
[0021] Средний размер кристаллических зерен Аu распыляемой мишени измеряют следующим образом. В случае пластинчатой Аu распыляемой мишени устанавливают следующие девять точек измерения: три точки устанавливают с интервалами 10 мм на прямой линии на подлежащей распылению поверхности, три точки выбирают соответственно из трех областей, полученных путем деления на три первого сечения, перпендикулярного к подлежащей распылению поверхности в направлении толщины (в следующих примерах три точки с интервалами 1,5 мм на прямой линии, проходящей в направлении толщины образца, имеющего толщину 5 мм), и три точки выбирают соответственно из трех областей, полученных делением на три второго сечения, перпендикулярного к подлежащей распылению поверхности и первому сечению в направлении толщины (в следующих примерах три точки устанавливают с интервалами 1,5 мм на прямой линии, проходящей в направлении толщины образца, имеющего толщину 5 мм). Затем получают увеличенное изображение каждой точки измерения с помощью оптического микроскопа. Изображение получают при увеличении (например, ×50 или ×100), позволяющем легко измерять размер кристаллических зерен. Прямые линии проводят горизонтально и вертикально так, чтобы проходить через центр увеличенного изображения, и считают число кристаллических зерен, разрезаемых каждой линией. Кристаллическое зерно на конце линии считают как 0,5. Длины соответствующих горизонтальной и вертикальной линий делят на их соответствующее число кристаллических зерен, чтобы определить средний размер зерна для горизонтальной линии и для вертикальной линии. Потом среднее значение из определенных средних размеров зерен для горизонтальной и вертикальной линий определяют как средний размер зерен одного примера.
[0022] Таким образом, определяют средний размер (АDаv1) кристаллических зерен в подлежащей распылению поверхности, средний размер (АDаv2) кристаллических зерен в первом сечении и средний размер (АDаv3) кристаллических зерен во втором сечении. Средние размеры (АDаv1, АDаv2 и АDаv3) кристаллических зерен в подлежащей распылению поверхности, в первом сечении и втором сечении дополнительно усредняют, и полученное среднее значение определяют как среднее значение размера (АDtav) кристаллических зерен (средний размер кристаллических зерен) всей пластинчатой Аu распыляемой мишени.
[0023] В пластинчатой Аu распыляемой мишени отношение (АDav1/ADtav) среднего размера (АDav1) кристаллических зерен в подлежащей распылению поверхности к среднему размеру (АDtav) кристаллических зерен всей мишени, отношение (АDav2/ADtav) среднего размера (АDav2) кристаллических зерен в первом сечении к среднему размеру (АDtav) кристаллических зерен всей мишени и отношение (АDav3/ADtav) среднего размера (АDav3) кристаллических зерен во втором сечении к среднему размеру (АDtav) кристаллических зерен всей мишени предпочтительно попадают в интервал от 0,8 до 1,2. То есть, изменение среднего размера кристаллических зерен Аu распыляемой мишени предпочтительно составляет ±20%. Путем снижения локальных вариаций среднего размера кристаллических зерен Аu распыляемой мишени направление полета частиц во время распыления делают равномерным, что улучшает равномерность распределения толщины пленки.
[0024] В случае цилиндрической Аu распыляемой мишени устанавливают следующие девять точек измерения: три точки устанавливают с интервалами 10 мм по первой прямой линии, проходящей параллельно цилиндрической оси в подлежащей распылению поверхности (цилиндрической поверхности), три точки устанавливают с интервалами 10 мм по второй прямой линии, полученной путем поворота первой прямой линии на 90°, и три точки выбирают соответственно из трех областей, полученных делением на три сечения, перпендикулярного цилиндрической оси в направлении толщины (в следующих примерах три точки устанавливают с интервалами 1,5 мм на прямой линии, проходящей в направлении толщины образца, имеющего толщину 5 мм). Определяют средний размер (АDаv1) кристаллических зерен на первой прямой линии в подлежащей распылению поверхности, средний размер (АDаv2) кристаллических зерен на второй прямой линии и средний размер (АDаv3) кристаллических зерен в сечении. Средние значения (АDаv1, АDаv2 и АDаv3) в подлежащей распылению поверхности и сечении дополнительно усредняют, и полученное среднее значение определяют как средний размер (АDtav) кристаллических зерен всей цилиндрической Аu распыляемой мишени.
[0025] В цилиндрической Аu распыляемой мишени отношение (АDav1/ADtav) первого среднего размера (АDav1) кристаллических зерен в подлежащей распылению поверхности к среднему размеру (АDtav) кристаллических зерен всей мишени, отношение (АDav2/ADtav) второго среднего размера (АDav2) кристаллических зерен к среднему размеру (АDtav) кристаллических зерен всей мишени и отношение (АDav3/ADtav) среднего размера (АDav3) кристаллических зерен в сечении к среднему размеру (АDtav) кристаллических зерен всей мишени предпочтительно попадают в интервал от 0,8 до 1,2. То есть, изменение среднего размера кристаллических зерен Аu распыляемой мишени предпочтительно составляет ±20%. Путем такого снижения локальных вариаций среднего размера кристаллических зерен цилиндрической Аu распыляемой мишени направление полета частиц во время распыления делают равномерным, что улучшает равномерность распределения толщины пленки. Цилиндрическую Аu распыляемую мишень вращают во время распыления, посредством чего вся цилиндрическая поверхность распыляется, так что снижение локальных вариаций среднего размера кристаллических зерен распыляемой мишени (цилиндрическая поверхность) может улучшить равномерность распределения толщины пленки.
[0026] В Аu распыляемой мишени согласно данному варианту осуществления плоскость {110} Аu преимущественно ориентирована к подлежащей распылению поверхности. Аu имеет гранецентрированную кубическую структуру решетки, и плоскость {110} легче распылять, чем другие кристаллические плоскости, составляющие гранецентрированную кубическую структуру решетки. Путем предпочтительной ориентации поверхности к плоскости {110} стабилизируется направление полета частиц во время распыления, посредством чего равномерность распределения толщины пленки может быть дополнительно улучшена. Предпочтительная ориентация подлежащей распылению поверхности к плоскости {110} относится к состоянию, причем индекс N ориентации плоскости {110} больше, чем 1 и является самым большим среди индексов N ориентации всех кристаллографических плоскостей, где индекс N ориентации каждой кристаллической плоскости вычисляют согласно следующему уравнению Вильсона (1), основанному на отношении интенсивностей дифракции каждой кристаллографической плоскости Аu, которое получено с помощью рентгеновской дифракции для подлежащей распылению поверхности Аu распыляемой мишени. Индекс ориентации плоскости {110} Аu предпочтительно составляет 1,3 или более.
[0027] [Уравнение 1]
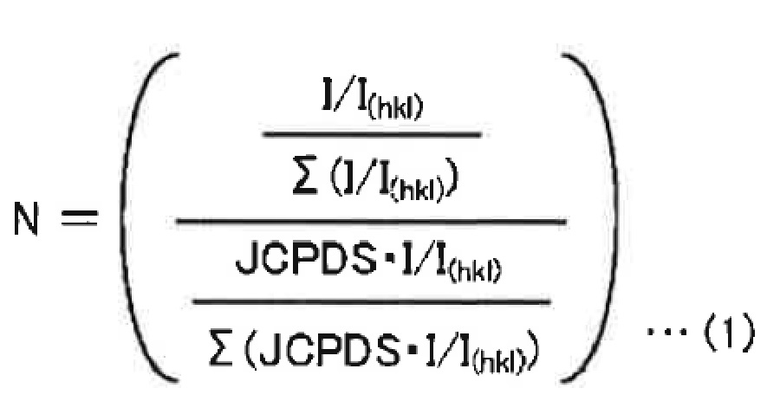
В вышеприведенном уравнении (1) I/I(hkl) - отношение интенсивностей дифракции плоскости (hkl) при рентгеновской дифракции. JСРDS* I/I(hkl) - отношение интенсивностей дифракции плоскости (hkl) в карточке JСРDS (Объединенный комитет стандартов порошковой дифракции). (I/I(hkl)) - сумма отношений интенсивностей дифракции всех кристаллографических плоскостей при рентгеновской дифракции, а (JСРDS*I/I(hkl)) - сумма отношений интенсивностей дифракции всех кристаллографических плоскостей в карточке JСРDS.
[0028] Аu распыляемая мишень согласно данному варианту осуществления может существенно улучшить равномерность распределения толщины напыленной пленки Аu благодаря объединению вышеописанной твердости по Виккерсу 40 или более и 60 или менее, среднего размера кристаллических зерен 15 мкм или более и 200 мкм или менее, и подлежащей распылению поверхности, к которой преимущественно ориентирована плоскость {110} Аu. То есть, отдельные эффекты, вызванные вышеуказанной твердостью по Виккерсу, средним размером кристаллических зерен и преимущественно ориентированной поверхностью Аu действуют синергетически, вследствие чего улучшаются летные свойства Аu частиц во время распыления, равномерность летных свойств и стабильность направления полета частиц Аu. Таким образом, когда напыленную пленку Аu применяют, например, в качестве электрода электронного устройства, такого как кварцевый генератор, для которого продвигают миниатюризацию, можно обеспечить пленку Аu, отличающуюся тем, что вариация толщины пленки и вариация массы, происходящая от вариации толщины пленки, снижаются, и что равномерность распределения толщины и массы пленки улучшается.
[0029] Способ получения вышеописанной Аu распыляемой мишени согласно данному варианту осуществления содержит этап получения золотой распыляемой мишени, которая выполнена из золота и неизбежных примесей и в которой среднее значение твердости по Виккерсу составляет 40 или более и 60 или менее, средний размер кристаллического зерна составляет 15 мкм или более и 200 мкм или менее, и плоскость {110} золота преимущественно ориентирована к подлежащей распылению поверхности. Способ получения Аu распыляемой мишени предпочтительно включает в себя этап приготовления золотого слитка, имеющего чистоту золота 99,99% или более; первый этап обработки золотого слитка с образованием требуемой пластинчатой или цилиндрической заготовки; второй этап обработки золотой заготовки давлением так, чтобы уменьшить толщину ее пластины для формирования материала требуемой пластинчатой или цилиндрической мишени; и этап термической обработки с применением термической обработки к материалу мишени.
[0030] Способ получения Аu распыляемой мишени согласно данному варианту осуществления будет описан подробно. Например, пластинчатая Аu распыляемая мишень может быть получена с помощью способа получения, объединяющего литье, разрезание, ковку и термическую обработку исходного Аu материала. Кроме того, при получении пластинчатой Аu распыляемой мишени может применяться прокатка вместо ковки исходного Аu материала. Цилиндрическая Аu распыляемая мишень может быть получена с помощью способа получения, объединяющего литье, разрезание, изготовление труб и термическую обработку Аu материала. Примеры изготовления трубы включают в себя прессование по методу Raflo, волочение и ковку. Путем регулирования режима работы или температуры термической обработки в каждом из рабочих этапов могут быть достигнуты вышеупомянутые твердость по Виккерсу, средний размер кристаллических зерен, предпочтительная кристаллографическая плоскость и подобное.
[0031] Литье исходного Аu материала предпочтительно выполняют следующим образом. Исходный Аu материал плавят в графитовом тигле или керамическом тигле в вакууме или в атмосфере инертного газа; альтернативно, исходный Аu материал плавят в графитовом тигле или керамическом тигле, подавая инертный газ на поверхность расплавленного металла, используя атмосферную плавящую печь, или покрывая поверхность расплавленного металла углеродным твердым герметизирующим материалом. Затем полученный исходный материал заливают в графитовую форму или чугунную форму. Затем дефекты на внешней периферической поверхности литого Аu слитка удаляют шлифовкой. Чистота Аu слитка предпочтительно составляет 99,99% или более (4N или более). Верхний предел чистоты Аu слитка не ограничивается конкретным значением и устанавливается согласно степени чистоты, требуемой для образуемой напыленной пленки Аu. Предпочтительно, верхний предел устанавливают 99,999%, рассматривая способ получения Аu распыляемой мишени или ее твердость.
[0032] Затем полученный Аu слиток превращают в золотую заготовку, имеющую требуемую форму пластины или цилиндрическую форму (первый этап обработки). Когда получают пластинчатую Аu распыляемую мишень, дефекты на внешней периферической поверхности, например, пластинчатого Аu слитка удаляют шлифовкой, посредством чего получают пластинчатую золотую заготовку. Когда получают цилиндрическую Аu распыляемую мишень, дефекты на внешней периферической поверхности, например, цилиндрического Аu слитка удаляют шлифовкой и затем делают пустоту, получая цилиндрическую золотую заготовку.
[0033] Потом золотую заготовку превращают в материал требуемой пластинчатой или цилиндрической мишени (второй этап обработки). Когда получают пластинчатую Аu распыляемую мишень, пластинчатую Аu заготовку куют в требуемую пластинчатую форму. Ковку Аu заготовки предпочтительно выполняют в горячем состоянии при температуре в интервале от 200°С или более до 800°С или менее и степени обработки (снижение площади сечения или снижение толщины) 50% или более и 90% или менее. Ковку можно выполнять множество раз, и термическую обработку можно применять во время ковки. Когда ковку выполняют множество раз, полную степень обработки доводят до 50% или более и 90% или менее.
[0034] При установке степени обработки при ковке 50% или более, литая структура разрушается и, таким образом, легко получается однородная рекристаллизованная структура. Кроме того, может быть усилена контролируемость и равномерность твердости или размера кристаллических зерен в процессе последующей термической обработки. Полученный Аu кованый материал можно подвергать холодной прокатке по необходимости. Степень обработки при прокате предпочтительно составляет 50% или более и 90% или менее, хотя это зависит от степени обработки в процессе ковки. Вместо способа ковки можно применять способ прокатки в качестве обработки Аu слитка. Как и при ковке, прокатку Аu слитка предпочтительно выполняют в горячем состоянии при температуре в интервале от 200°С или более и 800°С или менее и степени обработки (снижение площади сечения или снижение толщины) 50% или более и 90% или менее.
[0035] Когда получают цилиндрическую Аu распыляемую мишень, столбчатую Аu заготовку превращают в трубчатую форму, например, путем прессования по методу Raflo, волочения или ковки. Когда применяют прессование по методу Raflo, его предпочтительно выполняют в холодном состоянии. Кроме того, при прессовании по методу Raflo внешний диаметр и диаметр образуемой трубы регулируют с помощью формы (внутреннего диаметра) матрицы и формы (внешнего диаметра и т.д.) сердечника. При этом коэффициент вытяжки (внешний диаметр заготовки/внешний диаметр трубы) предпочтительно доводят до 1,5 или более и 3,0 или менее. Когда коэффициент вытяжки составляет 1,5 или более, литая структура разрушается и, таким образом, легко получается однородная рекристаллизованная структура. Кроме того, контролируемость и равномерность твердости могут быть усилены в процессе дальнейшей термической обработки. Однако когда коэффициент вытяжки превышает 3,0, внутреннее напряжение становится слишком большим и с большей вероятностью возникают трещины, морщины и другие дефекты.
[0036] Когда применяют волочение, трубу из Аu материала, полученную прессованием или формированием полости, предпочтительно превращают в трубу требуемой формы путем холодного волочения. Кроме того, при волочении внешний диаметр и толщина образуемой трубы регулируются формой матрицы (внутренний диаметр и др.) и формой вставки (внешний диаметр и др.). При этом степень обработки каждого способа волочения предпочтительно доводят до 2% или более и 5% или менее. Волочение предпочтительно выполняют множество раз, и в этом случае полную степень обработки предпочтительно доводят до 50% или более и 90% или менее. Когда полная степень обработки составляет 50% или более, литая структура разрушается и, таким образом, легко получается однородная рекристаллизованная структура. Кроме того, контролируемость и равномерность твердости могут быть усилены в процессе дальнейшей термической обработки. Однако когда полная степень обработки превышает 90%, внутреннее напряжение становится слишком большим и с большей вероятностью возникают трещины, морщины и другие дефекты.
[0037] Когда применяют ковку, трубу из Аu материала, полученную путем прессования или формированием полости, предпочтительно подвергают ковке в горячем состоянии при температуре в интервале от 200°С или более и 800°С или менее в требуемую трубчатую форму. Кроме того, путем регулирования степени обработки во время ковки, регулируют внешний диаметр и толщину образуемой трубы. При ковке степень обработки предпочтительно доводят до 30% или более и 80% или менее. Когда степень обработки составляет 30% или более, литая структура разрушается и, таким образом, легко получается однородная рекристаллизованная структура. Кроме того, контролируемость и равномерность твердости могут быть усилены в процессе дальнейшей термической обработки. Однако когда полная степень обработки превышает 80%, внутреннее напряжение становится слишком большим и с большей вероятностью возникают трещины, морщины и другие дефекты.
[0038] Затем материал пластинчатой мишени, полученный путем ковки или прокатки, и материал трубчатой мишени, полученный путем изготовления трубы, подвергают термической обработке при температуре 200°С или более и 500°С или менее в атмосфере воздуха или инертного газа, например, чтобы рекристаллизовать металлическую структуру материала мишени. Посредством такой термической обработки может быть получена Аu распыляемая мишень, имеющая твердость по Виккерсу 40 или более и 60 или менее. Кроме того, может быть получена Аu распыляемая мишень, имеющая средний размер кристаллических зерен 15 мкм или более и 200 мкм или менее, и/или Аu распыляемая мишень, в которой подлежащая распылению поверхность преимущественно ориентирована к плоскости {110}. Термическую обработку можно выполнять множество раз. После термической обработки распыляемой мишени можно придавать необходимую форму, например, путем разрезания.
[0039] Когда температура термической обработки составляет менее 200°С, внутренние напряжения, создаваемые во время изготовления, не могут удаляться в достаточной степени, что может увеличить твердость по Виккерсу до более чем 60. Кроме того, температура термической обработки менее 200°С препятствует достаточной рекристаллизации структуры металла материала мишени, что может мешать предпочтительной ориентации подлежащей распылению поверхности к плоскости {110}. С другой стороны, когда температура термической обработки превышает 500°С, твердость по Виккерсу может стать менее 40. Кроме того, рекристаллизованная структура чрезмерно растет, что может заставлять средний размер кристаллических зерен превышать 200 мкм или заставлять подлежащую распылению поверхность преимущественно ориентироваться на иную кристаллографическую плоскость, чем плоскость {110}. Время поддержания температуры термической обработки, т.е. время термической обработки, предпочтительно составляет, например, 10 мин или более и 120 мин или менее. Избыточно короткое время термической обработки может препятствовать достижению достаточного удаления напряжений или достаточной рекристаллизации металлической структуры. С другой стороны, избыточно большое время термической обработки может приводить к избыточному снижению твердости по Виккерсу или избыточному увеличению среднего размера кристаллических зерен.
[0040] Как описано выше, путем регулирования степени обработки, когда превращают Аu слиток в форму пластины или цилиндрическую форму, и температуры термической обработки для рекристаллизации, может быть получена Аu распыляемая мишень, имеющая твердость по Виккерсу 40 или более и 60 или менее, и с небольшими вариациями твердости по Виккерсу. Кроме того, может быть получена Аu распыляемая мишень, имеющая средний размер кристаллических зерен 15 мкм или более и 200 мкм или менее и с небольшими вариациями среднего размера кристаллических зерен, и/или Аu распыляемая мишень, в которой подлежащая распылению поверхность преимущественно ориентирована к плоскости {110}. Путем формирования пленки Аu с использованием такой Аu распыляемой мишени может быть получена пленка Аu, достигающая высокой равномерности распределения толщины пленки, требуемой для электрода, например, кварцевого генератора. Аu распыляемая мишень согласно данному варианту осуществления может быть использована для формирования не только электродной пленки (пленки Аu) кварцевого генератора, но и пленки Аu, применяемой для различных электронных компонентов.
[0041] Далее описывается способ получения пленки золота (Аu) согласно данному варианту осуществления. Способ получения пленки золота (Аu) согласно данному варианту осуществления включает в себя этап приготовления золотой (Аu) распыляемой мишени, которая выполнена из золота и неизбежных примесей и в которой среднее значение твердости по Виккерсу составляет 40 или более и 60 или менее, средний размер кристаллического зерна составляет 15 мкм или более и 200 мкм или менее, и плоскость {110} золота преимущественно ориентирована к подлежащей распылению поверхности золотой распыляемой мишени, и этап формирования пленки золота (Аu) на пленкообразующем базовом материале путем распыления золотой распыляемой мишени. Этап приготовления золотой (Аu) распыляемой мишени включает в себя вышеописанный способ получения и его конкретные условия, описанные выше.
[0042] Этап формирования пленки Аu формирует пленку Аu на пленкообразующем базовом материале путем распыления Аu распыляемой мишени согласно данному варианту осуществления. Как описано выше в способе получения Аu распыляемой мишени Аu распыляемая мишень может быть пластинчатой мишенью или цилиндрической мишенью. В настоящем изобретении могут применяться различные способы распыления, такие как способ распыления на постоянном токе (диодное, триодное и тетродное распыление), способ РЧ распыления, способ магнетронного распыления, способ распыления ионным пучком или способ распыления ЭЦР (электронный циклотронный резонанс).
[0043] На этапе формирования пленки Аu (т.е. этапе распыления) Аu распыляемая мишень согласно данному варианту осуществления и пленкообразующий базовый материал находятся в вакуумной камере устройства распыления. Пленкообразующий базовый материал может включать в себя подложку, на которую осаждают пленку Аu из Аu распыляемой мишени согласно данному варианту осуществления, такую как кварцевая подложка (кварцевый генератор), стеклянная подложка или металлическая подложка, и пленку, такую как полимерная пленка, металлическая пленка или полимер-металлическая композитная пленка. Затем вакуумную камеру вакуумируют до заданного уровня вакуума, и распыляющий газ, такой как газообразный Аr или азот, вводят в вакуумную камеру. В этом состоянии выполняют обработку согласно применяемому способу распыления. Например, в способе распыления на постоянном токе, способе РЧ распыления и способе магнетронного распыления напряжение постоянного тока или РЧ напряжение подают между Аu распыляемой мишенью и пленкообразующим базовым материалом, генерируя плазму в вакуумной камере. В способе распыления ионным пучком Аu распыляемую мишень облучают ионным пучком. Затем распыленные частицы (Аu частицы), которые вылетают из Аu распыляемой мишени с помощью молекул ионизированного распыляющего газа или с помощью облучения ионным пучком, осаждаются на пленкообразующем базовом материале, формируя пленку Аu.
[0044] Условия распыления на этапе формирования пленки Аu, например, уровень вакуума, давление распыляющего газа, мощность, подаваемая между распыляемой мишенью и базовым материалом, и расстояние между мишенью и базовым материалом конкретно не ограничиваются и устанавливаются надлежащим образом согласно, например, применяемому способу распыления, применяемому устройству распыления, форме Аu распыляемой мишени и толщине и площади формируемой пленки Аu. Кроме того, устройство распыления, применяемое в формировании пленки Аu, также не ограничивается конкретным типом и может быть разных типов, таким как тип с одной пластиной, порционный тип, многокамерный тип, тип с запертой нагрузкой и поточный тип. Аu распыляемая мишень может быть пластинчатой мишенью или цилиндрической мишенью, как описано выше, и, таким образом, устройство распыления выбирают согласно форме Аu распыляемой мишени.
[0045] Способ и условия распыления, применяемые на этапе формирования пленки Аu, не ограничиваются описанными в нижеописанных примерах. Например, пленку Аu можно формировать в следующих условиях. Аu распыляемую мишень и пленкообразующий базовый материал помещают в устройство распыления на постоянном токе. Устройство распыления вакуумируют до окончательного вакуума 8×10-4 Па или менее. После достижения указанного уровня вакуума газообразный Аr вводят в устройство распыления, и пленкообразующий базовый материал вытравливают в течение, например, 5 мин при уровне вакуума, доведенном, например, до приблизительно 0,4 Па или более и приблизительно 0,53 Па или менее. После достижения уровня вакуума, например, приблизительно 0,4 Па или более и приблизительно 0,53 Па или менее, выполняют предварительное распыление с подаваемой мощностью постоянного тока 500 Вт в течение 5 мин. Затем, после достижения уровня вакуума, например, приблизительно 0,4 Па или более и приблизительно 0,53 Па или менее, выполняют распыление с подаваемой мощностью постоянного тока 500 Вт в течение 5 мин, формируя пленку Аu. Сформированную пленку охлаждают в устройстве распыления в течение одного часа.
[0046] Согласно вышеописанному способу получения пленки Аu данного варианта осуществления может быть получена пленка Аu, превосходная по равномерности распределения толщины пленки на основании твердости по Виккерсу и среднему размеру кристаллических зерен Аu распыляемой мишени, используемой для формирования пленки Аu, и плоскости (плоскость {110}), преимущественно ориентированной к подлежащей распылению поверхности. Таким образом, пленка Аu, имеющая высокую равномерность распределения толщины пленки и имеющая высокую равномерность сопротивления, достигнутую на основании высокой равномерности распределения толщины пленки, может быть обеспечена для различных устройств, таких как кварцевые генераторы, полупроводниковые устройства, СИД устройства, ЖКД устройства, ОСИД устройства, магнитные устройства, аккумуляторные устройства и оптические устройства, и для различных материалов, таких как электронные материалы и функциональные материалы. В результате может быть достигнуто увеличение производственного выхода, снижение размера, увеличение производительности и т.д. различных устройств и различных функциональных материалов.
[0047] Как описано выше, важно снижать вариации толщины пленки Аu во время этапа формирования и, чтобы достичь этого, критична оптимизация условий формирования пленки Аu. Согласно способу формирования пленки золота по данному варианту осуществления вариация толщины пленки может быть снижена, расширяя диапазон выбора условий формирования пленки и упрощая условия для формирования пленки, что позволяет эффективное формирование пленки Аu. Кроме того, небольшая вариация толщины пленки Аu позволяет снижать вариацию массы пленки Аu, например, в кварцевом генераторе, так что выход продукта может быть улучшен.
ПРИМЕРЫ
[0048] Далее описываются конкретные примеры настоящего изобретения и результаты их оценки.
(Пример 1)
[0049] Сначала некоторую массу Аu помещали в графитовый тигель и расплавляли. Полученное расплавленное Аu разливали в графитовую форму, получая пластинчатый Аu слиток. Поверхность Аu слитка шлифовали, посредством чего получали Аu заготовку (чистота: 99,99%, анализировали с помощью твердотельной эмиссионной спектрометрии и IСР), имеющую ширину 190 мм, длину 270 мм и толщину 50 мм. Затем Аu заготовку ковали при температуре 800°С, получая материал Аu мишени, имеющий ширину 70 мм, длину 200 мм и толщину 45 мм. Степень обработки при ковке была до 80% во всех трех направлениях. Материал Аu мишени после ковки подвергали термической обработке при температуре 500°С в течение 30 минут. Материал Аu мишени после термической обработки шлифовали, получая круглую пластинчатую Аu распыляемую мишень, имеющую диаметр 152,4 мм и толщину 5 мм. Для измерения характеристик каждой части и измерения толщины пленки готовили две Аu распыляемых мишени. То же самое применяли для последующих примеров и сравнительных примеров.
[0050] Твердость по Виккерсу полученной Аu распыляемой мишени измеряли согласно вышеописанному способу измерения пластинчатой распыляемой мишени (наименование устройства: mitsutoyo HM123). Твердость по Виккерсу измеряли в вышеуказанных точках измерения с тестовой силой 200 гс (нагрузка прессования). Результаты были следующие: среднее значение (НVav1) твердости по Виккерсу в подлежащей распылению поверхности было 50,5, среднее значение (НVav2) твердости по Виккерсу в первом сечении было 52,1, среднее значение (НVav3) твердости по Виккерсу во втором сечении было 51,6 и среднее значение (твердость по Виккерсу (HVtav) всей мишени) из НVav1, НVav2 и НVav3 было 51,4. Отношения НVav1, НVav2 и НVav3 к твердости по Виккерсу (HVtav) всей мишени были 0,98 (НVav1/HVtav), 1,01 (НVav2/HVtav) и 1,00 (НVav3/HVtav) соответственно.
[0051] Затем измеряли средний размер кристаллических зерен Аu распыляемой мишени согласно вышеописанному способу измерения пластинчатой распыляемой мишени (наименование устройства: OLYMPUS DSX500). В результате, средний размер (АDtav) кристаллических зерен всей мишени был 34,2 мкм. Кроме того, подлежащую распылению поверхность Аu распыляемой мишени подвергали рентгеновской дифракции, и преимущественно ориентированную кристаллографическую плоскость оценивали согласно вышеописанному способу. В результате, была установлена предпочтительная ориентация плоскости {110} Аu к подлежащей распылению поверхности. Кроме того, определяли индекс N ориентации плоскости {110} согласно вышеописанному методу, и результат был 1,32. Такую Аu распыляемую мишени подвергали способу формирования пленки, описанному ниже, и определяли характеристики полученной пленки Аu.
(Примеры 2-7, сравнительные примеры 1 и 2)
[0052] Аu заготовку, полученную так же, как в примере 1, подвергали ковке так же, как в примере 1, при степени обработки, показанной в таблице 1, получая материал Аu мишени. Затем материал Аu мишени после ковки подвергали термической обработке в условиях, показанных в таблице 1. После этого, материал Аu мишени после термической обработки шлифовали, получая Аu распыляемую мишень, имеющую такой же размер, как в примере 1. Твердость по Виккерсу, средний размер кристаллических зерен, преимущественно ориентированную плоскость распыляемой мишени и индекс N ориентации плоскости {110} измеряли и определяли так же, как в примере 1. Результаты измерения показаны в таблице 2. Такую Аu распыляемую мишень подвергали способу формирования пленки, описанному ниже, и определяли характеристики полученной пленки Аu. В Аu распыляемой мишени из сравнительного примера 1 границу кристаллических зерен нельзя было ясно идентифицировать, поэтому средний размер кристаллических зерен нельзя было измерить (соответствующая область в таблице 1 пустая (-)).
[0053]
[%]
при ковке
[%]
[°C]
[мин]
[0054]
[мкм]
{110}
* Каждое значение в скобках представляет отношение к HVtav.
Символ «-» в поле среднего размера кристаллических зерен указывает невозможность выполнения измерений из-за трудности в идентификации границы кристаллических зерен.
[0055] Аu распыляемые мишени из примеров 1-7 и сравнительных примеров 1 и 2 устанавливали в устройство распыления с одной пластиной (наименование устройства: ANELVA SPF530H). После вакуумирования устройства до 1×10-3 Па или менее выполняли распыление в следующих условиях: давление газообразного Аr 0,4 Па; подаваемая мощность постоянного тока 100 Вт; расстояние мишень-подложка 40 мм; и время распыления 5 мин, посредством чего формировали пленки Аu на 6-дюймовых (15,24 см) Si подложках (пластинах) соответственно. Распределение толщины каждой из полученных пленок Аu определяли следующим образом. Подложку, на которой было сформирована пленка Аu, устанавливали в рентгеновский флуоресцентный измеритель толщины, и толщину пленки Аu измеряли в следующих условиях: время измерения 60 сек; число повторных измерений 10; начальная точка измерения, участок конца подложки; и интервал точек измерения 5 мм. Четыре оси измерения устанавливали для измерения толщины пленки: две горизонтальных и вертикальных оси, проходящих через центр подложки, и две горизонтальных и вертикальных оси, проходящих через центр подложки, повернутой на 45° от исходного положения. После измерения, среднюю толщину пленки по 10 точкам определяли в каждой точке измерения. Затем определяли стандартное отклонение значений измерения, полученных в одном месте измерения на каждой из четырех осей, и определяли среднее значение стандартного отклонения значений измерения для всех точек измерения. Результаты показаны в таблице 3 в виде стандартного отклонения σ толщины пленки. Потом измеряли значение сопротивления пленки Аu с помощью метода четырех датчиков, и стандартное отклонение σ значения сопротивления определяли, как в случае толщины пленки. Результаты показаны в таблице 3 как стандартное отклонение σ значения сопротивления.
[0056]
толщины пленки
значения сопротивления
[0057] Таблица 2 и таблица 3 показывают, что в Аu распыляемых мишенях из примеров 1-7 твердость по Виккерсу составляет 40 или более и 60 или менее, и локальные вариации твердости по Виккерсу невелики. Кроме того, средний размер кристаллических зерен составляет 15 мкм или более и 200 мкм или менее, плоскость {110} преимущественно ориентирована к подлежащей распылению поверхности, и индекс N ориентации плоскости {110} больше чем 1. Пленка Аu, сформированная путем напыления с использованием Аu распыляемой мишени, имеющей вышеуказанные твердость по Виккерсу, средний размер кристаллических зерен и преимущественно ориентированную плоскость подлежащей распылению поверхности, является превосходной по равномерности распределения толщины пленки и равномерности значения сопротивления.
(Примеры 8-12)
[0058] Аu заготовку, полученную так же, как в примере 1, подвергали ковке так же, как в примере 1, при степени обработки, показанной в таблице 4, получая материал Аu мишени. Затем материал Аu мишени после ковки подвергали термической обработке в условиях, показанных в таблице 4. После этого, материал Аu мишени после термической обработки шлифовали, получая Аu распыляемую мишень, имеющую такой же размер, как в примере 1.
[0059]
[%]
при ковке
[%]
[°C]
[мин]
[0060] Твердость по Виккерсу полученной Аu распыляемой мишени измеряли так же, как в примере 1. Кроме того, средний размер кристаллических зерен полученной Аu распыляемой мишени измеряли согласно вышеописанному способу измерения пластинчатой распыляемой мишени. Что касается результатов измерения, средние размеры (АDav1, АDav2, АDav3) кристаллических зерен в подлежащей распылению поверхности, первом сечении и втором сечении, среднее значение (средний размер (АDtav) кристаллических зерен всей мишени) вышеуказанных средних размеров кристаллических зерен и отношения соответствующих АDav1, АDav2, АDav3 к АDtav показаны в таблице 5. Кроме того, подлежащую распылению поверхность Аu распыляемой мишени подвергали рентгеновской дифракции и кристаллографическую плоскость с преимущественной ориентацией оценивали согласно вышеописанному способу. Кроме того, индекс N ориентации плоскости {110} определяли согласно вышеописанному способу. Результаты показаны в таблице 5. Такую Аu распыляемую мишень подвергали процессу формирования пленки таким же образом, как в примере 1, и определяли стандартное отклонение σ толщины полученной пленки Аu и стандартное отклонение σ значения сопротивления пленки Аu. Результаты показаны в таблице 6.
[0061]
[мкм]
{110}
* Каждое значение в скобках представляет отношение к АDtav.
Символ «-» в поле среднего размера кристаллических зерен указывает невозможность выполнения измерений из-за трудности в идентификации границы кристаллических зерен.
[0062]
толщины пленки
значения сопротивления
(Примеры 13-21, сравнительные примеры 3 и 4)
[0063] Сначала некоторую массу Аu помещали в графитовый тигель и расплавляли. Полученное расплавленное Аu разливали в графитовую форму, получая Аu слиток. Поверхность Аu слитка шлифовали, посредством чего получали Аu заготовку (чистота: 99,99%), имеющую ширину 200 мм, длину 300 мм и толщину 45 мм. Затем Аu заготовку прокатывали при температуре 800°С, получая материал Аu мишени, имеющий ширину 70 мм, длину 200 мм и толщину 45 мм. Степень обработки при прокатке была до 80% в виде снижения толщины. Материал Аu мишени после прокатки подвергали термической обработке в условиях, показанных в таблице 7. Материал Аu мишени после термической обработки шлифовали, получая круглую пластинчатую Аu распыляемую мишень, имеющую диаметр 152,4 мм и толщину 5 мм.
[0064]
[%]
при прокатке
[%]
[°C]
[мин]
[0065] Полученную Аu распыляемую мишень измеряли, определяя среднее значение (НVtav) твердости по Виккерсу всей мишени и средний размер (АDtav) кристаллических зерен всей мишени так же, как в примере 1. Кроме того, кристаллографическую плоскость, преимущественно ориентированную к подлежащей распылению поверхности Аu распыляемой мишени, оценивали так же, как в примере 1, и индекс N ориентации плоскости {110} измеряли и определяли так же, как в примере 1. Результаты показаны в таблице 8. Такую Аu распыляемую мишень подвергали процессу формирования пленки таким же образом, как в примере 1, и определяли стандартное отклонение σ толщины полученной пленки Аu и стандартное отклонение σ значения сопротивления пленки Аu. Результаты показаны в таблице 9.
[0066]
[мкм]
{110}
[0067]
толщины пленки
значения сопротивления
(Пример 22)
[0068] Сначала некоторую массу Аu помещали в графитовый тигель и расплавляли. Полученное расплавленное Аu разливали в графитовую форму, получая Аu слиток. Поверхность Аu слитка шлифовали и делали отверстие диаметром 50 мм, посредством чего получали Аu заготовку (чистота: 99,99%), имеющую внешний диаметр 100 мм, внутренний диаметр 50 мм и длину 200 мм. Затем цилиндрическую Аu заготовку ковали при температуре 800°С с сердечником, вставленным в ее полую часть, получая материал Аu мишени трубчатой формы, имеющий внешний диаметр 80 мм, внутренний диаметр 50 мм и длину 400 мм. Степень обработки при ковке была 35% в виде снижения толщины. Материал Аu мишени трубчатой формы после ковки подвергали термической обработке при температуре 500°С в течение 30 минут. Материал Аu мишени после термической обработки шлифовали, получая цилиндрическую Аu распыляемую мишень, имеющую внешний диаметр 70 мм, внутренний диаметр 65 мм и длину 350 мм.
[0069] Твердость по Виккерсу полученной Аu распыляемой мишени измеряли согласно вышеописанному способу измерения цилиндрической распыляемой мишени. Твердость по Виккерсу измеряли в точках измерения с тестовой силой 200 гс (нагрузка прессования). Результаты были следующие: среднее значение (НVav1) твердости по Виккерсу на первой прямой линии в подлежащей распылению поверхности было 50,6, среднее значение (НVav2) твердости по Виккерсу на второй прямой линии в подлежащей распылению поверхности было 50,4, среднее значение (НVav3) твердости по Виккерсу в сечении было 52,0 и среднее значение (твердость по Виккерсу (HVtav) всей мишени) из НVav1, НVav2 и НVav3 было 51,0. Отношения НVav1, НVav2 и НVav3 к твердости по Виккерсу (HVtav) всей мишени были 0,99 (НVav1/HVtav), 0,99 (НVav2/HVtav) и 1,02 (НVav3/HVtav), соответственно.
[0070] Затем измеряли средний размер кристаллических зерен Аu распыляемой мишени согласно вышеописанному способу измерения цилиндрической распыляемой мишени. В результате, средний размер (АDtav) кристаллических зерен всей мишени был 38,1 мкм. Кроме того, подлежащую распылению поверхность Аu распыляемой мишени подвергали рентгеновской дифракции, и преимущественно ориентированную кристаллографическую плоскость оценивали согласно вышеописанному способу. В результате, была установлена предпочтительная ориентация плоскости {110} Аu к подлежащей распылению поверхности. Кроме того, определяли индекс N ориентации плоскости {110} согласно вышеописанному методу, и результат был 1,31. Такую Аu распыляемую мишени подвергали способу формирования пленки, описанному ниже, и определяли характеристики полученной пленки Аu.
(Примеры 23-28, сравнительные примеры 5 и 6)
[0071] Аu заготовку, полученную так же, как в примере 22, подвергали ковке так же, как в примере 22, при степени обработки, показанной в таблице 10, получая материал Аu мишени. Затем материал Аu мишени после ковки подвергали термической обработке в условиях, показанных в таблице 10. После этого, материал Аu мишени после термической обработки шлифовали, получая Аu распыляемую мишень, имеющую такую же форму, как в примере 22. Твердость по Виккерсу и средний размер (АDtav) кристаллических зерен Аu распыляемой мишени измеряли так же, как в примере 22. Кроме того, кристаллографическую плоскость, преимущественно ориентированную к подлежащей распылению поверхности Аu распыляемой мишени, оценивали так же, как в примере 22, и индекс N ориентации плоскости {110} определяли так же, как в примере 22. Результаты показаны в таблице 11. Такую цилиндрическую Аu распыляемую мишень подвергали способу формирования пленки, описанному ниже, и определяли характеристики полученной пленки Аu.
[0072]
[%]
при ковке
[%]
[°C]
[мин]
[0073]
[мкм]
{110}
* Каждое значение в скобках представляет отношение к НVtav.
Символ «-» в поле среднего размера кристаллических зерен указывает невозможность выполнения измерений из-за трудности в идентификации границы кристаллических зерен.
[0074] Аu распыляемые мишени из примеров 22-28 и сравнительных примеров 5 и 6 устанавливали в устройство распыления с цилиндром. После вакуумирования устройства до 1×10-3 Па или менее выполняли распыление в следующих условиях: давление газообразного Аr 0,4 Па; подаваемая мощность постоянного тока 100 Вт; расстояние мишень-подложка 40 мм; и время распыления 5 мин, посредством чего формировали пленки Аu на 6-дюймовых Si (15,24 см) подложках (пластинах) соответственно. Распределение толщины пленки каждой из полученных пленок Аu измеряли согласно вышеописанному способу, определяя стандартное отклонение σ толщины полученной пленки Аu. Кроме того, определяли стандартное отклонение σ значения сопротивления согласно вышеописанному способу. Результаты показаны в таблице 12.
[0075]
толщины пленки
значения сопротивления
[0076] Таблица 11 и таблица 12 показывают, что в Аu распыляемых мишенях из примеров 22-28 твердость по Виккерсу составляет 40 или более и 60 или менее, и локальные вариации твердости по Виккерсу невелики. Кроме того, средний размер кристаллических зерен составляет 15 мкм или более и 200 мкм или менее, плоскость {110} преимущественно ориентирована к подлежащей распылению поверхности и индекс N ориентации плоскости {110} более чем 1. Пленка Аu, сформированная путем напыления с использованием Аu распыляемой мишени, имеющей вышеуказанные твердость по Виккерсу, средний размер кристаллических зерен и преимущественно ориентированную плоскость подлежащей распылению поверхности, является превосходной по равномерности распределения толщины пленки и равномерности значения сопротивления.
(Примеры 29-33)
[0077] Аu заготовку, полученную так же, как в примере 22, подвергали ковке так же, как в примере 22, при степени обработки, показанной в таблице 13, получая материал Аu цилиндрической мишени. Затем материал Аu мишени после ковки подвергали термической обработке в условиях, показанных в таблице 13. После этого, материал Аu мишени после термической обработки шлифовали, получая Аu распыляемую мишень, имеющую такую же форму, как в примере 22.
[0078]
[%]
при ковке
[%]
[°C]
[мин]
[0079] Твердость по Виккерсу полученной Аu распыляемой мишени измеряли так же, как в примере 22. Кроме того, средний размер кристаллических зерен полученной Аu распыляемой мишени измеряли согласно вышеописанному способу измерения цилиндрической распыляемой мишени. Что касается результатов измерения, средние размеры (АDav1, АDav2, АDav3) кристаллических зерен в первой подлежащей распылению поверхности, второй подлежащей распылению поверхности и сечении, среднее значение (средний размер (АDtav) кристаллических зерен всей мишени) вышеуказанных средних размеров кристаллических зерен и отношения соответствующих АDav1, АDav2, АDav3 к АDtav показаны в таблице 14. Кроме того, подлежащую распылению поверхность Аu распыляемой мишени подвергали рентгеновской дифракции и кристаллографическую плоскость с преимущественной ориентацией оценивали согласно вышеописанному способу. Кроме того, определяли индекс N ориентации плоскости {110}. Результаты показаны в таблице 14. Такую Аu распыляемую мишень подвергали процессу формирования пленки таким же образом, как в примере 22, и определяли стандартное отклонение σ толщины полученной пленки Аu и стандартное отклонение σ значения сопротивления пленки Аu. Результаты показаны в таблице 15.
[0080]
[мкм]
* Каждое значение в скобках представляет отношение к АDtav.
Символ «-» в поле среднего размера кристаллических зерен указывает невозможность выполнения измерений из-за трудности в идентификации границы кристаллических зерен.
[0081]
толщины пленки
значения сопротивления
ПРОМЫШЛЕННАЯ ПРИМЕНИМОСТЬ
[0082] Способ получения Аu распыляемой мишени согласно настоящему изобретению применим для получения Аu распыляемой мишени, используемой для формирования пленки Аu, используемой в разных приложениях. Кроме того, способ получения пленки Аu с использованием Аu распыляемой мишени, полученной с помощью способа получения Аu распыляемой мишени согласно настоящему изобретению может давать пленку Аu, превосходную по равномерности распределения толщины пленки и значения сопротивления. Таким образом, характеристики пленки Аu, используемой в разных приложениях, могут быть улучшены.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗОЛОТАЯ РАСПЫЛЯЕМАЯ МИШЕНЬ И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2018 |
|
RU2785507C2 |
| ЗОЛОТАЯ РАСПЫЛЯЕМАЯ МИШЕНЬ | 2017 |
|
RU2785130C2 |
| РАСПЫЛЯЕМАЯ МИШЕНЬ | 2016 |
|
RU2717767C2 |
| ЭЛЕКТРОПРОВОДНЫЙ УЗЕЛ И ТОПЛИВНЫЙ ЭЛЕМЕНТ С ПОЛИМЕРНЫМ ЭЛЕКТРОЛИТОМ С ЕГО ИСПОЛЬЗОВАНИЕМ | 2009 |
|
RU2472257C1 |
| ПОВЕРХНОСТНО-УПРОЧНЯЕМАЯ СТАЛЬ, СПОСОБ ЕЕ ПОЛУЧЕНИЯ И МАШИННАЯ КОНСТРУКЦИОННАЯ ДЕТАЛЬ С ИСПОЛЬЗОВАНИЕМ ПОВЕРХНОСТНО- УПРОЧНЯЕМОЙ СТАЛИ | 2012 |
|
RU2532770C1 |
| ИЗБИРАТЕЛЬНОЕ ОКИСЛЕНИЕ ОКИСИ УГЛЕРОДА ОТНОСИТЕЛЬНО ВОДОРОДА С ПОМОЩЬЮ КАТАЛИТИЧЕСКИ АКТИВНОГО ЗОЛОТА | 2007 |
|
RU2386194C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЧАТОЙ МИШЕНИ И ЕЕ ПРИМЕНЕНИЕ | 2006 |
|
RU2353473C2 |
| ЛИСТ ИЗ МАГНИЕВОГО СПЛАВА | 2008 |
|
RU2459000C2 |
| ЭЛЕКТРОДНАЯ СТРУКТУРА ТЫЛЬНОГО ЭЛЕКТРОДА ПОЛУПРОВОДНИКОВОЙ ПОДЛОЖКИ, СПОСОБ ЕЕ ПОЛУЧЕНИЯ И РАСПЫЛЯЕМАЯ МИШЕНЬ ДЛЯ ПРИМЕНЕНИЯ В ПОЛУЧЕНИИ ЭЛЕКТРОДНОЙ СТРУКТУРЫ | 2017 |
|
RU2718134C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИТНЫХ НАНОСТРУКТУР: ДИОКСИД КРЕМНИЯ - СЕРЕБРО | 2017 |
|
RU2643697C1 |
Изобретение относится к способу получения золотой пленки с использованием золотой распыляемой мишени, содержащей золото и неизбежные примеси. Золотая распыляемая мишень имеет среднее значение твердости по Виккерсу, составляющее от 40 или более до 60 или менее, среднее значение размера кристаллического зерна, составляющее от 15 мкм или более до 200 мкм или менее. Зерна подлежащей распылению поверхности упомянутой мишени преимущественно имеют кристаллографическую ориентацию {110}. Золотую пленку формируют на пленкообразующем базовом материале путем распыления золотой распыляемой мишени. Обеспечивается золотая пленка с улучшенной равномерностью распределения толщины и хорошей воспроизводимостью. 3 з.п. ф-лы, 15 табл., 33 пр.
1. Способ получения золотой пленки с использованием золотой распыляемой мишени, содержащей золото и неизбежные примеси, которая имеет среднее значение твердости по Виккерсу, составляющее от 40 или более до 60 или менее, среднее значение размера кристаллического зерна, составляющее от 15 мкм или более до 200 мкм или менее, и у которой зерна подлежащей распылению поверхности преимущественно имеют кристаллографическую ориентацию {110}, причем способ содержит формирование золотой пленки на пленкообразующем базовом материале путем распыления золотой распыляемой мишени.
2. Способ по п. 1, отличающийся тем, что среднее значение твердости по Виккерсу золотой распыляемой мишени составляет от 45 или более до 55 или менее, средний размер кристаллического зерна золотой распыляемой мишени составляет от 30 мкм или более до 150 мкм или менее и индекс N ориентации кристаллографической плоскости золота {110} составляет 1,3 или более.
3. Способ по п. 1 или 2, отличающийся тем, что вариация твердости по Виккерсу по всей распыляемой мишени находится в пределах ±20%.
4. Способ по п. 1 или 2, отличающийся тем, что вариация среднего размера кристаллических зерен по всей распыляемой мишени находится в пределах ±20%.
| WO 2015111563 A1, 30.07.2015 | |||
| УСТАНОВКА ДЛЯ НАПЫЛЕНИЯ ПОКРЫТИЙ | 2002 |
|
RU2214477C2 |
| СПОСОБ ФОРМИРОВАНИЯ ПОКРЫТИЯ ИЗ ДРАГОЦЕННЫХ МЕТАЛЛОВ И ИХ СПЛАВОВ | 2002 |
|
RU2214476C2 |
| JP 2002146521 A, 22.05.2002. | |||

