Ссылка на родственные заявки
[0001] Данная заявка испрашивает приоритет предварительной патентной заявки США №.62/161424, поданной 14 мая 2015 г., и предварительной патентной заявки США №62/321622, поданной 12 апреля 2016 г. Содержание указанных заявок полностью включено в настоящий документ в качестве ссылок.
Область техники, к которой относится изобретение
[0002] Настоящее изобретение относится к способу изготовления изделий, например, распыляемых мишеней, содержащих Со, CoFe, CoNi, CoMn, CoFeX (X=B, С, Al), Fe, FeNi и Ni. Изделия могут демонстрировать усиленный проходящий через них магнитный поток (pass-through-flux, PTF) и низкую дисперсность во время распыления для сокращения времени термоциклирования для оптимизации работы. В некоторых вариантах осуществления предпочтительно содержание бора (В) в распыляемых мишенях составляет выше 15 ат. %, в том числе 20 ат. % или более.
[0003] Рынок оперативных запоминающих устройств (RAM) стремительно меняется. В настоящее время во многих электронных устройствах в качестве встроенной памяти используются магниторезистивные RAM (MRAM), основанные на переключение намагниченности. MRAM и основанные на переносе спинового момента RAM (STTRAM) продолжат вытеснять во многих электронных устройствах статические RAM (SRAM) и динамические RAM (DRAM).
[0004] Пленки магнитных сердечников, образующие магнитные туннельные переходы в MRAM и STTRAM, выполнены из кобальто-железо-боровых (CoFeB) сплавов с высоким содержанием бора. Однако сплавы CoFeB являются чрезвычайно хрупкими, и их трудно выплавить без растрескивания. Сплавы CoFeB с высоким содержанием бора, как правило, изготавливаются из порошков посредством спекания, что затрудняет сохранение низких уровней окислов/загрязнений, а также высокого проходящего через них потока (PTF).
[0005] Существует потребность в разработке способов отливки изделий из сплавов (например, распыляемых мишеней), не имеющих трещин, обеспечивающих, наряду с другими характеристиками, высокий PTF, высокую чистоту и низкую дисперсность при низких затратах.
Раскрытие сущности изобретения
[0006] Настоящее изобретение относится к способам отливки сплавов, например, кобальто-железо-боровых сплавов, с чистотой >4N и содержанием кислорода ниже 40 мд. Также изобретение относится к образованным посредством таких способов сплавам, а также к изготовленным из указанных сплавов соответствующим изделиям, например, к распыляемым мишеням. Предпочтительно в некоторых вариантах осуществления распыляемых мишеней содержание бора составляет выше 15 ат. %, в том числе выше 20 ат. % или более.
[0007] В частности, согласно изобретению раскрыты способы изготовления сплавной распыляемой мишени, содержащие следующие этапы: формируют расплавленную сплавную смесь; заливают расплавленную сплавную смесь в форму (например, посредством воронки) для образования отливки; выполняют отжиг (например, посредством вакуумного отжига, пост-вакуумного отжига или отжига с газозащитой) отливки для образования литого слитка; и нарезают литой слиток для образования сплавной распыляемой мишени.
[0008] В других вариантах осуществления изобретения расплавленная сплавная смесь может быть образована из соединения, содержащего по меньшей мере одно из следующего: кобальт (Со), железо (Fe), бор (В) и/или никель (Ni) в качестве первичного компонента, или соединения, содержащего кобальт (Со) и по меньшей мере один дополнительный элемент, включая железо (Fe), никель (Ni) или марганец (Mn).
[0009] В некоторых частных вариантах осуществления расплавленная сплавная смесь образована из соединения, содержащего 15 ат. % или более бора (В), 20 ат. % или более, 25 ат. % или более и 30 ат. % или более.
[0010] В некоторых дополнительных вариантах осуществления расплавленная сплавная смесь образована из соединения, имеющего общую формулу CoFeX, где X представляет собой одно из следующего: бор (В), углерод (С) и/или алюминий (Al).
[0011] В других частных вариантах осуществления расплавленная сплавная смесь образована из смеси кобальта (Со), железа (Fe) и бора (В) со столбчатой структурой, образованной интерметаллическими соединениями CoFeB.
[0012] В других вариантах осуществления расплавленная сплавная смесь образована из соединения, содержащего железо (Fe) и никель (Ni).
[0013] В некоторых вариантах осуществления отливка может быть сформована до нарезания литого слитка.
[0014] В некоторых других вариантах осуществления отжиг распыляемой мишени может быть осуществлен повторно после нарезания литого слитка.
[0015] После нарезания литого слитка может быть также осуществлена финишная обработка распыляемой мишени, например, посредством шлифовки поверхности.
[0016] Расплавленная смесь может быть сформирована посредством индукционного плавления сплава в тигле.
[0017] Отжиг может быть осуществлен при температуре менее 700°C. Отжиг может быть осуществлен в вакууме или с использованием газозащиты посредством инертного газа.
[0018] Форма может быть размещена на вибрационном столе или на водоохлаждаемой пластине.
[0019] Воронка может содержать конический верхний участок и цилиндрический нижний участок, причем цилиндрический нижний участок имеет несколько выходных отверстий.
[0020] Полученная в результате распыляемая мишень может содержать сплав, выбранный из группы, включающей в себя CoFeB20, CoFeB20 и FeCoB20, где числа обозначают атомное процентное содержание каждого из элементов. Содержание бора в сплаве может составлять до 33 ат. %.
[0021] В более общем случае распыляемая мишень может содержать сплав с формулой CoxFeуB(1-x-у). Здесь числа обозначают атомную долю каждого из элементов. Значения х и у могут независимым образом составлять от 0,05 до 0,75. В некоторых вариантах осуществления х=у.
[0022] Полученная в результате распыляемая мишень может в альтернативном варианте содержать сплав, выбранный из группы, включающей в себя Со, CoFe, CoNi и CoMn.
[0023] В некоторых других вариантах осуществления распыляемая мишень может содержать сплав с общей формулой CoFeX, где X представляет собой один из следующих элементов: В, С и/или Al.
[0024] В других вариантах осуществления распыляемая мишень может содержать сплав, выбранный из группы, включающей в себя Fe, FeNi и Ni.
[0025] Распыляемая мишень может иметь диаметр до 250 мм, в том числе от 25 мм до 250 мм или более. Распыляемая мишень может иметь проходящий через нее поток (PTF), составляющий по меньшей мере 30% при толщине 3 мм.
[0026] Распыляемая мишень может также иметь итоговую чистоту выше 99,99%. В частности, распыляемая мишень может иметь содержание кислорода, составляющее менее 40 мд.
[0027] Эти и другие неограничивающие характеристики настоящего изобретения раскрыты более подробно ниже.
Краткое описание чертежей
[0028] Ниже приведено краткое описание чертежей, представленных только в качестве иллюстрации примеров вариантов осуществления, раскрытых в данном документе, но не с целью их ограничения.
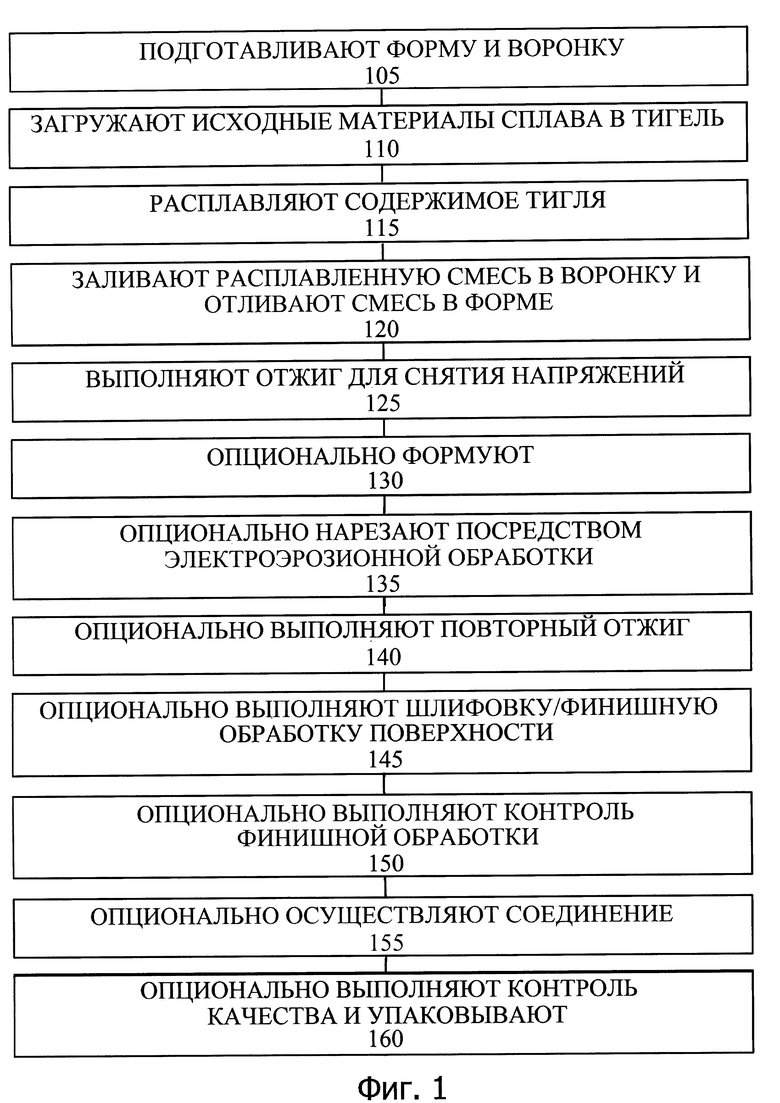
[0029] Фиг. 1 представляет собой блок-схему, иллюстрирующую пример способа согласно изобретению.
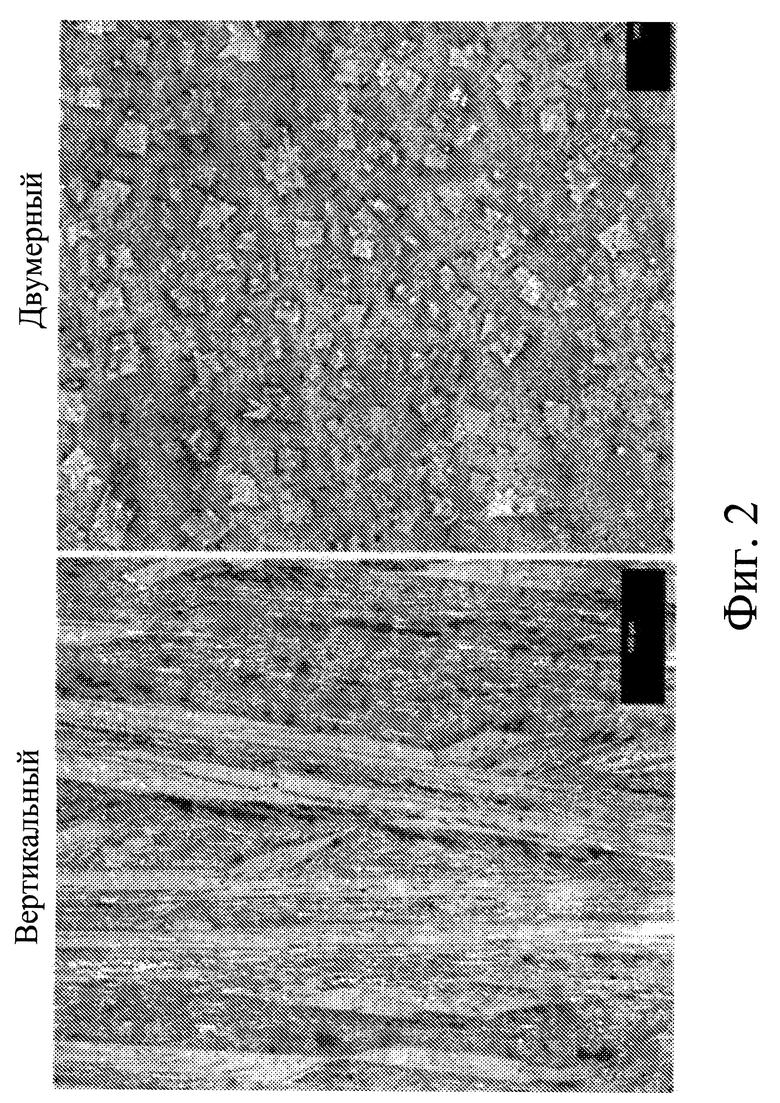
[0030] Фиг. 2 представляет собой микрофотоснимок двух отливок, иллюстрирующий направленный рост кристалла в сравнении с двумерным ростом кристалла.
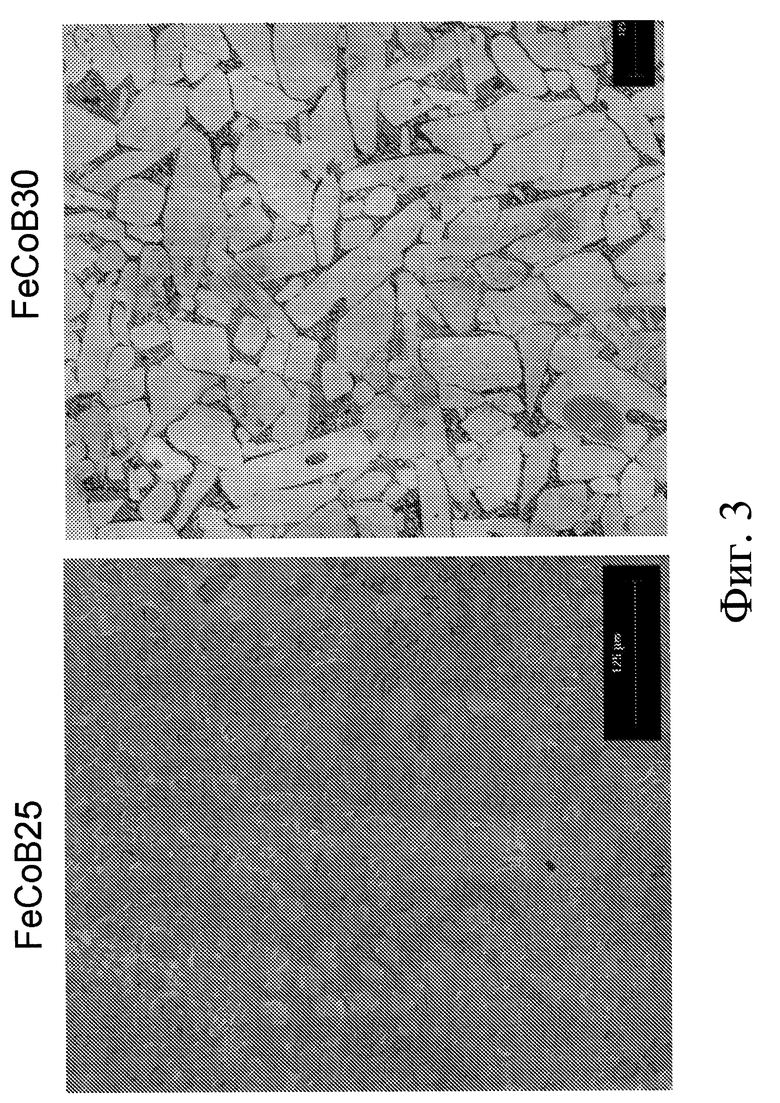
[0031] Фиг. 3 представляет собой микрофотоснимок двух отливок, иллюстрирующий однородную микроструктуру распыляемых мишеней, выполненных согласно примерам способов согласно изобретению.
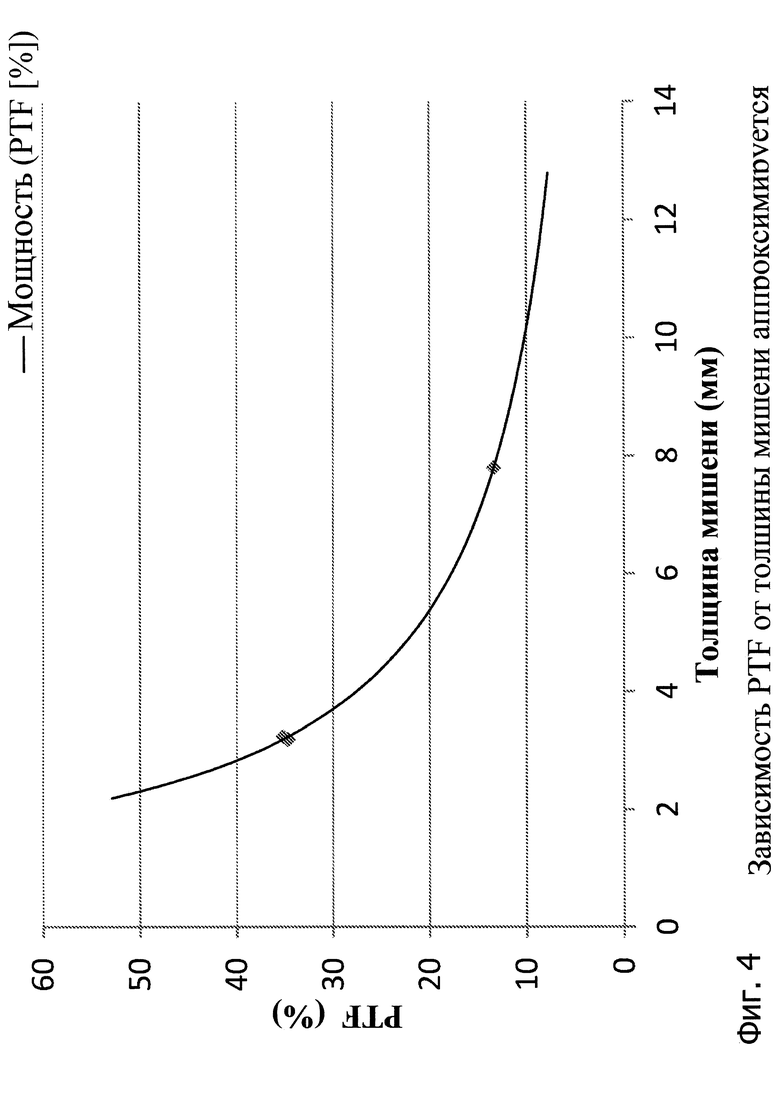
[0032] Фиг. 4 представляет собой график, иллюстрирующий магнитный проходящий через мишень поток (PTF) в зависимости от заданной толщины распыляемых мишеней, выполненных согласно примерам способов согласно изобретению.
Осуществление изобретения
[0033] Более полное понимание компонентов, процессов и устройств, раскрытых в данном документе, может быть получено при рассмотрении прилагаемых чертежей. Чертежи являются лишь схематическим представлением для удобной и легкой иллюстрации сущности изобретения, и, таким образом, не предназначены для отображения взаимных пропорций и размеров устройств или их компонентов и/или определения и ограничения объема правовой охраны изобретения.
[0034] Хотя в последующем описании для пояснения используются определенные термины, предполагается, что указанные термины относятся только к конкретным конструкциям вариантов осуществления изобретения, выбранным для иллюстрации на чертежах, и не предназначены для определения или ограничения объема правовой охраны изобретения, необходимо отметить, что на чертежах и в следующем ниже описании одинаковые номера позиций относятся к компонентам с одинаковыми функциями.
[0035] Форма единственного числа может использоваться для обозначения множественного числа, если явно не указано иное.
[0036] Используемый в описании и формуле изобретения термин "содержащий" может включать в себя варианты "состоящий из" и "состоящий по существу из." Термины "содержит (содержат)," "включает в себя (включают в себя)," "имеющий (имеющие)," "имеет (имеют)," "может (могут)" и их варианты, используемые в данном документе, следует понимать как неограничивающие выражения, термины или формулировки, характеризующие наличие упомянутых компонентов/этапов и возможность наличия других компонентов/этапов. Однако такое описание следует трактовать также как описывающее составы или процессы как "состоящие из" и "состоящие по существу из" перечисленных компонентов/этапов, что допускает наличие только упомянутых компонентов/этапов вместе с какими-либо примесями, которые могут из этого следовать, и исключает другие компоненты/этапы.
[0037] Количественные значения в описании и формуле изобретения настоящей заявки следует понимать как включающие в себя те же количественные значения при округлении до того же количества значащих цифр, и как количественные значения, отличающиеся от указанного значения меньше, чем на погрешность эксперимента традиционного способа измерения того типа, что приведен в данной заявке для определения данного значения
[0038] Все диапазоны значений, раскрытые в данном документе, включают в себя указанные граничные значения и могут сочетаться независимым образом (например, диапазон "от 2 до 10" включает в себя граничные значения, 2 и 10, а также все промежуточные значения).
[0039] Термин "приблизительно" может быть использован как содержащий любое количественное значение, которое может варьироваться без изменения базовой функции этого значения. При использовании применительно к диапазону значений термин "приблизительно" также раскрывает диапазон значений, определяемый абсолютными значениями двух граничных значений, например, "от приблизительно 2 до приблизительно 4" также раскрывает диапазон значений "от 2 до 4." Термин "приблизительно" может указывать на отклонение плюс или минус 10% от указанного числа.
[0040] Описание содержит ссылки на температуры нагревания различных материалов. Указанные температуры относятся к температуре, до которой нагревается камера, например, воздух в камере. Сам подлежащий нагреванию материал может не достигать указанных определенных температур, но после осуществления нагревания приобретет более высокую температуру.
[0041] Настоящее изобретение относится к способам изготовления изделий из сплавов, образованных из соединения, содержащего в качестве первичного компонента по меньшей мере одно из следующего: кобальт (Со), железо (Fe), бор (В) и/или никель (Ni). Они могут быть отлиты для формирования сплавных распыляемых мишеней, не имеющих трещин и высокочистых (4N) и имеющих сильный магнитный проходящий через мишень поток и высокую чистоту.
[0042] Способ изготовления распыляемой мишени согласно вариантам осуществления настоящего изобретения в общем случае включает в себя этап, на котором изготавливают слиток посредством направленной отливки из расплава. Затем слиток формуют/подвергают механической обработке для создания распыляемой мишени.
[0043] Изготовление литого слитка согласно вариантам осуществления настоящего изобретения в общем случае включает в себя этап, на котором сперва обеспечивают наличие расплавленного сплава. Исходные материалы различных элементов расплавляют гомогенным образом, обычно посредством индукционного плавления в вакууме. С целью дегазирования может быть использовано медленное нагревание. Скорость нагревания можно контролировать с помощью времени и мощности/массы. Колебания температуры для температуры выдержки должны быть минимизированы за счет строгого контроля процесса. Индукционное плавление можно осуществлять в вакууме. Затем расплавленный сплав заливают в форму для получения направленной отливки. Следует использовать конструкции, предназначенные для отливки с направленным ростом. В частности, предусмотрено, что сплав отливают в вакууме с целью сокращения содержания кислорода в полученной в результате отливке и минимизации потерь материала, обусловленных формированием шлака. Колебания температуры во время заливки и/или отливки можно контролировать посредством системы управления. Можно контролировать заливку, чтобы избежать образования вихревых потоков и двойной пленки. Для устранения напряжения в отливке может быть выполнен отжиг отливки, осуществляемый в вакууме или под защитой инертного газа. Таким образом получают слиток.
[0044] Фиг. 1 иллюстрирует пример варианта осуществления способа 100 согласно настоящему изобретению. Способ 100 включает в себя следующие этапы: подготавливают 105 форму и воронку; загружают 110 исходные сплавные материалы в тигель; расплавляют 115 исходный материал в тигле; заливают 120 расплавленную смесь сплава из тигля в воронку и отливают смесь в форме для получения литого слитка; выполняют 125 отжиг литого слитка для снятия напряжения; опционально формуют 130 литой слиток; нарезают 135 литой слиток для получения распыляемой мишени; опционально выполняют 140 повторный отжиг; опционально выполняют 145 финишную обработку поверхности (например, шлифовку, полировку); опционально выполняют 150 контроль финишной обработки; опционально соединяют 155; и опционально выполняют контроль качества и упаковывают 160.
[0045] В некоторых вариантах осуществления форму помещают на вибрационном столе или водоохлаждаемой пластине. Вибрационный стол может осуществлять вибрацию в вертикальном и/или горизонтальном направлении с частотой от приблизительно 20 Гц до приблизительно 80 Гц. Водоохлаждаемая пластина может являться нижней пластиной формы и охлаждаться посредством проточной воды.
[0046] Исходные сплавляемые материалы загружают 110 в тигель. В некоторых вариантах осуществления, когда в сплаве содержится бор, избегают контакта между бором и поверхностью тигля, чтобы предотвратить нежелательную реакцию бора с тиглем.
[0047] В некоторых вариантах осуществления выполняют очистку и дегазацию сплавляемых материалов. Очистка и дегазация может быть осуществлена посредством введения лигатуры.
[0048] В общем случае используется тигель, например, из оксида алюминия или диоксида циркония. В некоторых вариантах осуществления тигель выполнен с возможностью плавления от приблизительно 30 кг до приблизительно 100 кг сплава.
[0049] В некоторых вариантах осуществления содержимое тигля расплавляют 115 посредством индукционного плавления. При индукционном плавлении для разжижения сплавных материалов в тигле применяются высокочастотные магнитные поля, а затем осуществляется перемешивание расплавленных материалов для получения идеальной гомогенности. С целью дегазирования можно применять медленное нагревание. Скорость нагревания можно контролировать с помощью времени и мощности/массы. Индукционное плавление можно осуществлять в вакууме. Скорость нагревания может составлять менее приблизительно 600°C в час.
[0050] В других вариантах осуществления содержимое тигля расплавляют с помощью одного из нескольких других источников, в том числе резистивного, проводящего и/или электронно-лучевого элементов. При электронно-лучевом плавлении для разжижения сплавных материалов используются потоки электронов, поступающих в луч. Примеси испаряются, а расплавленный сплав собирается в жидком виде и затвердевает в виде слитка.
[0051] Полученный в результате сплав может иметь несколько фаз (α-Со, γ-Fe) и интерметаллических структур, состоящих из (Fe, Со)2В фазы и (Fe, Со)3В фазы. Многофазный материал (α-Со, γ-Fe) может иметь гранецентрированную кубическую структуру (FCC или cF4). Интерметаллические соединения обрамляют столбчатую микроструктуру, которая является предпочтительной для лучшей реализации распыления.
[0052] Полученный в результате сплав может иметь формулу CoxFeyB(1-x-у), где х и у обозначают атомное процентное содержание кобальта и бора, соответственно (сумма =1). Значения х и у могут независимым образом составлять от 0,05 до 0,75.
[0053] В некоторых вариантах осуществления полученный в результате сплав может быть выбран из группы, состоящей из кобальта (Со), CoFe, CoNi и CoMn.
[0054] В других вариантах осуществления полученный в результате сплав может быть выбран из группы, состоящей из железа (Fe), никеля (Ni) и FeNi.
[0055] В других вариантах осуществления полученный в результате сплав может включать в себя сплав с общей формулой CoFeX, где X представляет собой один из следующих элементов: бор (В), углерод (С) и/или алюминий (Al).
[0056] В некоторых дополнительных вариантах осуществления полученный в результате сплав может включать в себя сплав, содержащий 15 ат. % или более бора (В), в том числе 20 ат. % или более, 25 ат. % или более и 30 ат. % или более.
[0057] Пример воронки, которая может быть использована в системах и способах согласно изобретению, содержит верхний участок в виде прямоугольной призмы и цилиндрический нижний участок. Нижний участок содержит множество выходных отверстий.
[0058] Заливка/отливка обеспечивает возможность направленного роста кристалла в процессе затвердевания. На фиг. 2 проиллюстрированы две отливки, выполненные из примеров сплавов, раскрытых в данном документе. С левой стороны фиг. 2 представлена отливка с направленным ростом кристалла со столбчатой микроструктурой, а с правой стороны фиг. 2 представлена отливка с двумерным ростом кристалла. Двумерная отливка имеет кристаллическую структуру с хаотичной ориентацией зерен, в то время как зерна направленной отливки ориентированы вертикально. Направленная ориентация является следствием использования приведенной в качестве примера заливке/отливке, обеспечивающей осаждение интерметаллических соединений в расплавленном металле в первую очередь в направлении вдоль толщины слитка. В некоторых вариантах осуществления направленный рост кристалла осуществляется перпендикулярно заданной плоскости, что может дать такие преимущества как большой PTF и однородные распыляемые пленки. Во время заливки и/или отливки система может находиться в вакууме. Колебания температуры во время заливки и/или отливки можно контролировать посредством системы управления. Более сильный перегрев предпочтителен, если форма имеет большую площадь поперечного сечения. В некоторых вариантах осуществления температура при заливке или перегреве составляет от приблизительно 40°C до приблизительно 140°C. Другими словами, расплавленный металл заливают при температуре от приблизительно 40°C до приблизительно 140°C выше точки плавления сплава. Заливку 120 можно контролировать, чтобы избежать образования вихревых потоков и двойной пленки.
[0059] Затем выполняют 125 отжиг литого слитка для устранения остаточных напряжений. Отжиг может быть осуществлен при температуре ниже 700°C со скоростью охлаждения/нагревания менее 100°C в час и выполнен минимум в течение 8 часов. Отжиг 125 снимает напряжения, возникшие на этапе отливки и при последующем охлаждении, и не вызывает каких-либо изменений в микроструктуре отливки. В некоторых вариантах осуществления отжиг литого слитка выполняют с использованием газозащиты посредством инертного газа.
[0060] Прошедший отжиг литой слиток может быть формован 130 до нарезания. Формование 130 может включать в себя шлифовку нижней части до зеркальной поверхности, шлифовку верхней части для образования плоской поверхности, параллельной нижней поверхности, изменение размеров отливки посредством обработки водяной струей или посредством электроэрозионной обработки (ЭЭО) (например, для формирования распыляемой мишени в виде прямоугольной плитки), и/или шлифовку или фрезерование поперечных сечений.
[0061] Затем литой слиток нарезают 135 для получения распыляемой мишени. В определенных вариантах осуществления применяют нарезание с помощью ЭЭО или разрезание посредством проволочной пилы. Таким образом, из одного литого слитка может быть получено множество распыляемых мишеней. Распыляемая мишень может иметь любую необходимую форму, например, круглую или прямоугольную. Распыляемая мишень может иметь диаметр до 250 мм и может быть также масштабирована до более крупных размеров.
[0062] Опционально отжиг распыляемой мишени может быть выполнен снова 140, т.е. отжиг может быть выполнен повторно. Повторный отжиг 140 может быть выполнен с использованием тех же или других значений параметров процесса (например, времени, температуры и давления).
[0063] Отливка может быть подвергнута шлифовке, полировке, или другой финишной обработке 145 поверхности для достижения конечных размеров и/или необходимой шероховатости поверхности. Финишная обработка поверхности может включать в себя обдувание крошкой для удаления с поверхности каких-либо производственных дефектов. После обдувания крошкой может быть выполнен ряд очищающих процессов, например, сдувание пыли, протирание поверхности, обдувание сухим льдом и удаление влаги, предназначенных для удаления какой-либо вызванной обдуванием грязи и примесей. Результатом указанного процесса является готовое изделие, такое как распыляемая мишень, которое имеет однородную структуру поверхности, свободно от загрязнений и остаточных напряжений и которое сокращает дисперсность во время последующих процессов распыления. Под дисперсностью подразумевается сколько частиц различных размеров сохраняется в готовом изделии, нанесенном на подложку, например, кристаллическую пластину. В некоторых вариантах осуществления на поверхности содержится приблизительно 100 частиц или менее в диапазоне размеров от 0,1 мкм до 1 мкм. В других вариантах осуществления на поверхности содержится приблизительно 30 частиц или менее, имеющих размер приблизительно 60 нм. В некоторых вариантах осуществления на поверхности содержится приблизительно 5 частиц или менее, имеющих размер приблизительно 60 нм. В других вариантах осуществления на поверхности содержится приблизительно 5 частиц или менее, имеющих размер менее 60 нм. В некоторых вариантах осуществления не были выявлены частицы размером более 200 нм.
[0064] Готовое изделие может быть подвергнуто 150 контролю финишной обработки.
[0065] Изделие может быть присоединено 155. В некоторых вариантах осуществления изделие представляет собой распыляемую мишень и присоединено к опорной пластине для формирования распылительного узла мишени.
[0066] Распылительный узел мишени может быть подвергнут конечному контролю качества и упакован.
[0067] Неограничивающие примеры сплавов CoFeB включают в себя CoFeB20, CoFeB25 и FeCoB30. Сплав CoFeB может иметь чистоту по меньшей мере 99,99%.
[0068] Неограничивающие примеры других сплавов на основе Со включают в себя CoFe, CoNi, CoMn и CoFeX, где X представляет собой по меньшей мере одно из следующего: В, С или Al. Неограничивающие примеры других сплавов на основе Fe включают в себя FeNi. Для некоторых вариантов осуществления максимальные уровни различных примесей приведены в следующей таблице:
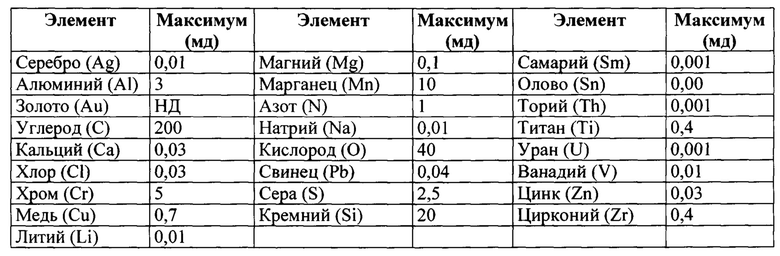
[0069] Следует понимать, что в некоторых вариантах осуществления изделия из сплавов, раскрытые в данном документе, могут включать в себя в качестве легирующих элементов алюминий (Al) и/или марганец (Mn), как представлено в таблице выше, однако в некоторых других вариантах осуществления изделия из сплавов, раскрытые в данном документе, могут включать в себя в качестве легирующих элементов алюминий (А1) и/или марганец (Mn). В указанных вариантах осуществления содержание алюминия (Al) и/или марганца (Mn) в качестве легирующих элементов находится в промежутке от приблизительно 2 ат. % до приблизительно 4 ат. %.
[0070] Литое изделие может иметь многофазную (α-Со, γ-Fe) столбчатую микроструктуру для обеспечения усиленного магнитного проходящего через него потока (PTF). В некоторых вариантах осуществления PTF составляет по меньшей мере 30% при толщине 3 мм. Плотность литого изделия может составлять 100%.
[0071] Микроструктура литого изделия является однородной. На фиг. 3 проиллюстрированы два литых изделия, выполненных из примерных вариантов сплавов, раскрытых в данном документе. С левой стороны фиг. 3 представлен сплав FeCoB25, а с правой стороны фиг. 3 представлен сплав FeCoB30. Сплавы, проиллюстрированные на фиг. 3, имеют однородное распределение боридов, связанных (Fe, Со) фазой, имеющей в общем случае столбчатую форму.
[0072] Литое изделие может иметь структуру кристаллической решетки, называемую гранецентрированной кубической (FCC или cF4) решеткой. Литые изделия, имеющие структуру FCC, являются более тягучими.
[0073] Литые изделия могут иметь толщину в диапазоне от приблизительно 2 мм до приблизительно 10 мм, в том числе от приблизительно 3 мм до приблизительно 8 мм.
[0074] В некоторых вариантах осуществления литые изделия являются цилиндрическими. Цилиндр может иметь диаметр в диапазоне от приблизительно 125 мм до приблизительно 250 мм, в том числе от приблизительно 200 мм до приблизительно 250 мм.
[0075] Способы согласно изобретению позволяют изготавливать сплавные изделия высокой чистоты посредством малозатратного процесса отливки и без растрескивания, присущего дорогостоящему горячему изостатическому прессованию. Способы также позволяют обеспечить направленный рост кристалла (например, для создания распыляемых мишеней), изготовление формы, близкой к заданной, высокую однородность состава и плотности (например, 100% плотность), низкое содержание кислорода (например, не более 40 мд) и низкое содержание примесей, а также усиленный PTF (например, выше 30%).
[0076] Способы согласно изобретению подходят для изготовления распыляемых мишеней. Осаждение методом распыления используют, например, в производстве компонентов микроэлектроники, покрытии стекла и других подложек, а также в других промышленных процессах, в которых необходимо осуществлять осаждение определенного материала контролируемым образом. Распыление часто осуществляется посредством ионного пучка, плазменного пучка или другого энергетического пучка частиц, направленного на распыляемую мишень в контролируемой среде. Материал эродируется из распыляемой мишени и осаждается на подложку. Состав мишени, как правило, определяет состав пленки, оседающей на подложке.
[0077] Распыляемые мишени, выполненные посредством способов согласно изобретению, могут быть использованы при изготовлении оперативных запоминающих устройств (RAM). В некоторых определенных вариантах осуществления распыляемая мишень, образованная посредством способа настоящего изобретения, используется для изготовления магниторезистивных RAM (MRAM), в том числе RAM, основанных на переносе спинового момента, (STTRAM), предназначенных для использования во многих электронных устройствах.
[0078] В устройствах MRAM используются магнитные туннельные переходы (МТП), в общем случае содержащие изолирующий слой - туннельный переход, - помещенный между двумя или более ферромагнитными слоями. Ферромагнитные слои могут быть выполнены из сплавов, раскрытых в данном документе, например, из кобальта-железа-бора (CoFeB). В некоторых вариантах осуществления изолирующий слой для МТП выполнен из кристаллического оксида магния (MgO), проявляющего хороший магниторезистивный эффект (МЭ). В некоторых других вариантах осуществления изолирующий слой для МТП выполнен из магния посредством реактивного напыления. Может присутствовать по меньшей мере один верхний защитный слой. В некоторых вариантах осуществления по меньшей мере один верхний защитный слой выполнен, например, из тантала (Та). В других вариантах осуществления по меньшей мере один верхний защитный слой выполнен из молибдена (Мо). В некоторых других вариантах осуществления по меньшей мере один верхний защитный слой выполнен из вольфрама (W). Промежуточный слой из рутения (Ru) может прилегать к одному из ферромагнитных слоев. И наконец, может присутствовать антиферромагнетик (АФМ), как правило, выполненный из сплава, например, FeMn, MnNi, MnPt, MnIr, MnPdPt, и/или искусственная антиферромагнитная связь (сверхрешетка). Распыление можно применять для нанесения различных слоев, составляющих MRAM/STTRAM, в форме тонкой пленки на подложку (например, на полупроводниковую пластину). Слои размещают между верхней частью и нижней частью электрода. Устройства энергонезависимой памяти, например, STTRAM, формируют непосредственно на пластине с комплементарной структурой металл-оксид-полупроводник (КМОП).
Пример
[0079] Распыляемые мишени, выполненные из сплава CoFeB20, были изготовлены согласно способам, примеры которых раскрыты в данном документе. Распыляемые мишени имели различную толщину от приблизительно 2 мм до приблизительно 13 мм. Мишени из CoFeB20 осаждали посредством распыления на кристаллическую пластину большого размера. Для распыляемых мишеней, имеющих толщину от приблизительно 2 мм до 13 мм, был измерен соответствующий магнитный проходящий через мишень поток (PTF), составивший от приблизительно 50% до приблизительно 5%. При толщине распыляемой мишени приблизительно 3 мм PTF составлял приблизительно 35%. При толщине распыляемой мишени приблизительно 8 мм PTF составлял приблизительно 15%. Измерения PTF в зависимости от заданной толщины приведены на графике фиг. 4.
[0080] Настоящее изобретение описано со ссылками на примеры вариантов его осуществления. Очевидно, что после прочтения и изучения приведенного выше подробного описания могут быть предложены различные модификации и изменения. Любые такие модификации и изменения следует рассматривать как входящие в объем правовой охраны настоящего изобретения, который определятся признаками, приведенными в формуле изобретения или их эквивалентами..
Группа изобретений относится к изготовлению распыляемой мишени. Предложен способ изготовления распыляемой мишени, в котором формируют расплавленную смесь, состоящую из соединений, выбранных из группы, включающей СоВ, FeB и CoFeB, заливают расплавленную смесь в форму для образования направленного литого слитка, выполняют отжиг и нарезают слиток для мишени, которая имеет чистоту выше 99,99%, содержание кислорода 40 мд или менее и сформированную боридами столбчатую микроструктуру. Предложен также способ изготовления распыляемой мишени для магниторезистивных запоминающих устройств, в котором формируют расплавленную смесь, содержащую (i) В и (ii) Со, Fe, Ni, Mn, С или Al. Предложена распыляемая мишень, имеющая столбчатую микроструктуру, образованную интерметаллическими соединениями В с Со и Fe, причем распыляемая мишень имеет чистоту выше 99,99% и содержание кислорода 40 мд или менее. Обеспечивается получение распыляемых мишеней, не имеющих трещин, с высокими PTF и чистотой и низкой дисперсностью. 3 н. и 17 з.п. ф-лы, 4 ил., 1 табл.
1. Способ изготовления распыляемой мишени, включающий следующие этапы:
формируют расплавленную смесь, состоящую из соединений, выбранных из группы, включающей СоВ, FeB и CoFeB;
заливают расплавленную смесь в форму для образования направленного литого слитка;
выполняют отжиг литого слитка; и
нарезают литой слиток для формирования распыляемой мишени, которая имеет чистоту выше 99,99%, содержание кислорода 40 мд или менее и сформированную боридами столбчатую микроструктуру.
2. Способ по п. 1, в котором расплавленная смесь содержит соединение, включающее в себя 15% или более бора (В).
3. Способ по п. 1, дополнительно содержащий следующие этапы: (i) формуют литой слиток до нарезания литого слитка, или (ii) выполняют отжиг распыляемой мишени после нарезания литого слитка, или (iii) выполняют финишную обработку распыляемой мишени после нарезания литого слитка.
4. Способ по п. 3, в котором этап финишной обработки включает в себя шлифовку по меньшей мере одной поверхности распыляемой мишени.
5. Способ по п. 1, в котором отжиг осуществляют при температуре менее 700°С в течение приблизительно не менее 8 часов.
6. Способ по п. 1, дополнительно содержащий этап, на котором заливают расплавленную смесь в воронку над формой, причем воронка содержит конический верхний участок и цилиндрический нижний участок.
7. Способ по п. 1, в котором распыляемая мишень содержит сплав, имеющий формулу CoxFeyB(1-x-y).
8. Способ по п. 1, в котором распыляемая мишень содержит сплав, имеющий формулу (CoFe)1-xBx, причем 0,2≤х≤0,4.
9. Способ по п. 1, в котором распыляемая мишень имеет диаметр до 250 мм.
10. Способ по п. 1, в котором распыляемая мишень имеет проходящий через мишень поток, составляющий по меньшей мере 30% при толщине 3 мм.
11. Способ по п. 1, в котором распыляемая мишень имеет чистоту 99,99%.
12. Способ по п. 1, в котором распыляемая мишень имеет содержание кислорода менее 40 мд.
13. Способ по п. 1, в котором распыляемая мишень имеет содержание В выше 15%.
14. Способ по п. 1, в котором отжиг осуществляют в вакууме или с использованием газозащиты посредством инертного газа.
15. Способ по п. 1, в котором распыляемая мишень имеет однородную микроструктуру.
16. Способ изготовления распыляемой мишени для магниторезистивных запоминающих устройств, включающий следующие этапы:
формируют расплавленную смесь, содержащую (i) В и (ii) Со, Fe, Ni, Mn, С или Al;
заливают расплавленную смесь в воронку, размещенную над формой, для образования направленного литого слитка со сформированной боридами столбчатой микроструктурой;
выполняют отжиг литого слитка; и
нарезают литой слиток посредством электроэрозионной обработки для формирования распыляемой мишени.
17. Способ по п. 16, в котором распыляемая мишень имеет содержание В выше 15%.
18. Способ по п. 16, в котором распыляемая мишень обеспечивает проходящий через нее магнитный поток, составляющий приблизительно 30%.
19. Распыляемая мишень, имеющая столбчатую микроструктуру, образованную интерметаллическими соединениями В с Со и Fe, причем распыляемая мишень имеет чистоту выше 99,99% и содержание кислорода 40 мд или менее.
20. Распыляемая мишень по п. 19, которая обеспечивает проходящий через нее магнитный поток, составляющий по меньшей мере 30% при толщине 3 мм.
| US 20070169853 A1, 26.07.2007 | |||
| US 20120241316 A1, 27.09.2012 | |||
| РАСПЫЛЯЕМЫЕ МИШЕНИ ИЗ ВЫСОКОЧИСТЫХ СПЛАВОВ НА ОСНОВЕ ПЕРЕХОДНЫХ МЕТАЛЛОВ И СПОСОБ ИХ ПРОИЗВОДСТВА | 2009 |
|
RU2392685C1 |

