Изобретение относится к технологии электрополирования внутренних поверхностей деталей из металлов и сплавов и может быть использовано для обработки полых деталей типа трубок для повышения их эксплуатационных характеристик.
Одним из самых важных показателей качества поверхности деталей является ее шероховатость высокие значения шероховатости поверхности ответственных металлических деталей приводят к снижению их эксплуатационных характеристик, поэтому разработка способов уменьшения шероховатости поверхности деталей является весьма актуальными задачами.
Известен способ электрохимикомеханического полирования внутренних поверхностей деталей (А.С. СССР №1085734. МПК В23Р 1/04, Способ электрохимикомеханической обработки. Опубл.: 15.04.1984), где съем припуска по длине внутреннего канала осуществляется за счет ударного возвратно-поступательного действия инструмента.
Недостатком данного способа является низкое качество обработки внутренней поверхности детали, поскольку используются силовые механические воздействия на поверхностный слой материала детали.
Известен способ электрохимической обработки внутренних поверхностей деталей (патент RU №2166416, МПК В23Н 5/06, опубл.: Бюл. №13, 2001 г.), в котором используют биполярный катод-инструмент, выполненный из чередующихся абразивных и токопроводящих брусков на его формообразующей части, при этом катоду-инструменту одновременно сообщают вращение и вибрацию с обеспечением контакта анода-детали и катода-инструмента.
Известен также способ полирования внутренних поверхностей каналов (патент РФ №2251472. МПК B23H 5/06, опубл.: Бюл. №13, 2005). Способ включает перемещение вдоль оси обработки штанги с электродом-инструментом.
Известен также способ анодно-абразивного полирования внутренних поверхностей деталей (патент РФ №2588953, МПК В23Н 5/06, опубл. Бюл. №19, 2016 г.), который включает перемещение электрода-инструмента по внутренней поверхности детали вдоль его оси при подключении детали к аноду, а электрода-инструмента к катоду.
Известен также способ полирования внутренних поверхностей гидроабразивной обработкой (А.С. СССР №1315258 МПК В24 В 31/116, опубл. 1987 г.), включающий обработку поверхности за счет движения жидкости с абразивной массой.
Однако рассмотренные выше способы либо малопригодны (А.С. СССР №1085734, патент RU №2166416, патент РФ №2588953,) для полирования внутренних поверхностей деталей без повреждения или изменения материала поверхностного слоя и не обеспечивают высокого качества и однородности их обработки (А.С. СССР №1315258).
Применение в известных способах полирования внутренних поверхностей деталей механического воздействия вызывает ухудшение параметров качества поверхностного слоя материалов, что приводит к снижению ее эксплуатационных характеристик.
Наиболее перспективными методами обработки деталей являются электрохимические методы полирования поверхностей [Грилихес С.Я. Электрохимическое и химическое полирование: Теория и практика. Влияние на свойства металлов. Л., Машиностроение, 1987], при этом наибольший интерес для рассматриваемой области представляют методы электролитно-плазменного полирования (ЭПП) деталей [например, Патент ГДР (DD) №238074 (А1), МПК C25F 3/16, опубл. 06.08.1986].
Известен также способ полирования металлических поверхностей, включающий анодную обработку в электролите [Патент РБ №1132, МПК C25F 3/16, опубл. 1996, БИ №3], а также способ электрохимического полирования [Патент США №5028304, МПК B23H 3/08, C25F 3/16, C25F 5/00, опубл. 02.07.1991].
Однако известные способы электрополирования не позволяют производить качественное полирование внутренних поверхностей деталей.
Наиболее близким техническим решением, выбранным в качестве прототипа, является способ электрохимического полирования внутренних поверхностей металлических трубок, включающий размещение внутри трубки электрода, не контактирующего с трубкой, заполнение и перемещение токопроводящей среды внутри трубки, подачу электрического потенциала на трубку и электрод и полирование внутренней поверхности трубки до получения заданной шероховатости ее поверхности [патент РФ №2697759, МПК B23H 3/00. Способ электрохимической обработки внутреннего канала металлической детали и электрод-инструмент для его реализации. Опубл. бюл. №23, 2019 г.]. Способ предусматривает использование гранул-анионитов и электрода-инструмента.
Однако, известный способ [патент РФ №2697759] не позволяет производить качественное полирование внутренних полостей трубок, особенно малого диаметра, поскольку полирование происходит не всей поверхности одновременно, а также рассматриваемый способ обладает низкой производительностью.
Задачей, на решение которой направлено заявляемое изобретение, является повышение качества и надежности полирования внутренней поверхности деталей, особенно полостей трубок малого диаметра.
Техническим результатом изобретения является повышение качества и надежности полирования внутренней поверхности деталей, особенно полостей трубок малого диаметра за счет повышения однородности обработки ее поверхности, снижения вероятности появления дефектов и уменьшения ее шероховатости.
Технический результат достигается за счет того, что в способе электрохимического полирования внутренних поверхностей металлических трубок, включающем размещение внутри трубки электрода, не контактирующего с трубкой, заполнение и перемещение токопроводящей среды внутри трубки, подачу электрического потенциала на трубку и электрод и полирование внутренней поверхности трубки до получения заданной шероховатости ее поверхности отличающийся тем, что в качестве электропроводящей среды используют гранулы из анионитов, пропитанных электролитом, осуществляют их перемещение методом пневмотранспортировки, создавая избыточное давление на одном из входов во внутреннюю полость трубки при обеспечении контакта между упомянутыми гранулами, а также между гранулами и внутренней поверхностью упомянутой трубки и упомянутым электродом.
Кроме того возможны следующие, дополнительные приемы выполнения способа: в качестве упомянутой обрабатываемой трубки используют трубки малого диаметра, а в качестве упомянутого электрода используют трубчатый электрод подавая в его внутреннюю полость охлаждающую среду; при перемещении упомянутых гранул трубку подвергают вибрации, а направление движения гранул периодически изменяют на противоположное выбирая период изменения направления движения гранул в диапазоне от 1 до 8 минут; в качестве анионитов упомянутых гранул используют ионообменные смолы, полученные на основе сополимеризации либо полистирола, либо полиакрилата и дивинилбензола, причем размеры гранул а выбирают из диапазона а=(0,02 до 0,08 мм), причем упомянутые гранулы дополнительно проводят в вибрационное движение и обеспечивают циркуляцию потока упомянутых гранул через бункер-накопитель, снабженный циклоном для отделения гранул от пневмопотока; электрополирование гранулами проводят либо подавая на деталь положительный, а на гранулы отрицательный электрический потенциал от 12 до 35 В, либо в импульном режиме со сменой полярности, при диапазоне частот импульсов от 20 до 100 Гц, период импульсов от 50 мкс до 10 мкс, при амплитуде тока положительной полярности во время импульса+50 А и их длительности 0,4 до 0,8 мкс, при амплитуде тока отрицательной полярности во время импульса - 20 А, и их длительности 0,2 до 0,4 мкс, при прямоугольной форме выходных импульсов тока и длительности пауз между импульсами от 49,6 мкс до 9,2 мкс; в качестве материала упомянутой трубки используют титановый сплав, а в качестве электролитов для пропитки упомянутых гранул из анионитов используют один из следующих водных растворов: или водный раствор смеси NH4F и KF при содержании NH4F - от 8 до 14 г/л и KF - от 36 до 48 г/л, или водного раствора с содержанием 30 - 50 г/л KF⋅2H2O и 2 - 5 г/л CrO3; в качестве материала упомянутой трубки используют никелевый сплав, в качестве электролита для пропитки гранул из анионитов используют один из следующих водных растворов: водный раствор соли фторида аммония концентрацией 6,0 - 9,0 г/л, или водный раствор сульфата аммония с концентрацией 0,8-3,4 г/л или водный раствор, содержащий серную и ортофосфорную кислоты, блок-сополимер окисей этилена и пропилена и натриевую соль сульфированного бутилолеата при следующем соотношении компонентов, мас.%:
Известно устройство для электрохимического полирования внутренних поверхностей металлических деталей (патент RU №2166416, МПК В23Н 5/06, опубл.: Бюл. №13, 2001 г.), в котором используют биполярный катод-инструмент, выполненный из чередующихся абразивных и токопроводящих брусков на его формообразующей части (патент RU №2166416, МПК В23Н 5/06, опубл.: Бюл. №13, 2001 г.), в котором используют биполярный катод-инструмент, выполненный из чередующихся абразивных и токопроводящих брусков на его формообразующей части.
Известно также устройство для электрохимического полирования внутренних поверхностей металлических деталей (патент РФ №2588953, МПК В23Н 5/06, опубл. Бюл. №19, 2016 г.), в котором используют электрод-инструмента, выполненный с возможностью перемещения по внутренней поверхности детали вдоль его оси при подключении детали к аноду, а электрода-инструмента к катоду.
Однако рассмотренные выше устройства либо малопригодны (RU №2166416, патент РФ №2588953) для полирования внутренних поверхностей деталей без повреждения или изменения материала поверхностного слоя и не обеспечивают высокого качества и однородности их обработки.
Наиболее близким техническим решением, выбранным в качестве прототипа, является устройство для электрохимического полирования внутренних поверхностей металлических трубок включающее держатель изделий, выполненный с возможностью обеспечения подачи электрического потенциала отдельно на все трубки и электроды, расположенные внутри каждой обрабатываемой трубки и не контактирующих с упомянутой трубками, системы подачи электролита внутрь каждой трубки, источника электрического питания, обеспечивающего подачу упомянутого электрического потенциала на все упомянутые трубки и электроды, бункер-накопитель электролита, систему регенерации электролита и систему охлаждения [патент РФ №2697759, МПК B23H 3/00. Способ электрохимической обработки внутреннего канала металлической детали и электрод-инструмент для его реализации. Опубл. бюл. №23, 2019 г.]. При этом устройство предусматривает использование пакета из гранул-анионитов, подключенных к внутреннему электроду и контактирующих с обрабатываемой поверхностью.
Однако, известное устройство [патент РФ №2697759] не позволяет производить качественное полирование внутренних полостей трубок, особенно малого диаметра, поскольку полирование происходит не всей поверхности одновременно.
Задачей, на решение которой направлено заявляемое изобретение, является повышение качества и надежности полирования внутренней поверхности деталей, особенно полостей трубок малого диаметра.
Техническим результатом изобретения является повышение качества и надежности полирования внутренней поверхности деталей, особенно полостей трубок малого диаметра за счет повышения однородности обработки ее поверхности, снижения вероятности появления дефектов и уменьшения ее шероховатости.
Технический результат достигается за счет того, что устройство для электрохимического полирования внутренних поверхностей металлических трубок включающее держатель изделий, выполненный с возможностью обеспечения подачи электрического потенциала отдельно на все трубки и электроды, расположенные внутри каждой обрабатываемой трубки и не контактирующих с упомянутой трубками, системы подачи электролита внутрь каждой трубки, источника электрического питания, обеспечивающего подачу упомянутого электрического потенциала на все упомянутые трубки и электроды, бункер-накопитель электролита, систему регенерации электролита и систему охлаждения в отличие от прототипа упомянутый электрод выполнен в виде полой трубки, соединенной с системой жидкостного охлаждения, снабженной емкостью для охлаждающей жидкости и насосом, обеспечивающим циркуляцию охлаждающей жидкости через внутренние полости всех электродов, причем используется электролит в виде гранул-анионитов, а система подачи электролита в виде гранул-анионитов выполнена с возможностью реверсивной пневмоподачи упомянутого электролита и снабжена компрессором, а бункер накопитель снабжен циклоном для отделения гранул от пневмопотока.
Кроме того возможно следующее, дополнительное выполнение элемента устройства: держатель изделий может быть выполнен с виде плоской пластины с ячейками для закрепления каждой обрабатываемой трубки, снабжен цангами для центрирования и закрепления внутренних электродов, системами герметизации обрабатываемой трубки, от охлаждающей жидкости и подачи на каждый электрод и трубочку упомянутого электрического потенциала.
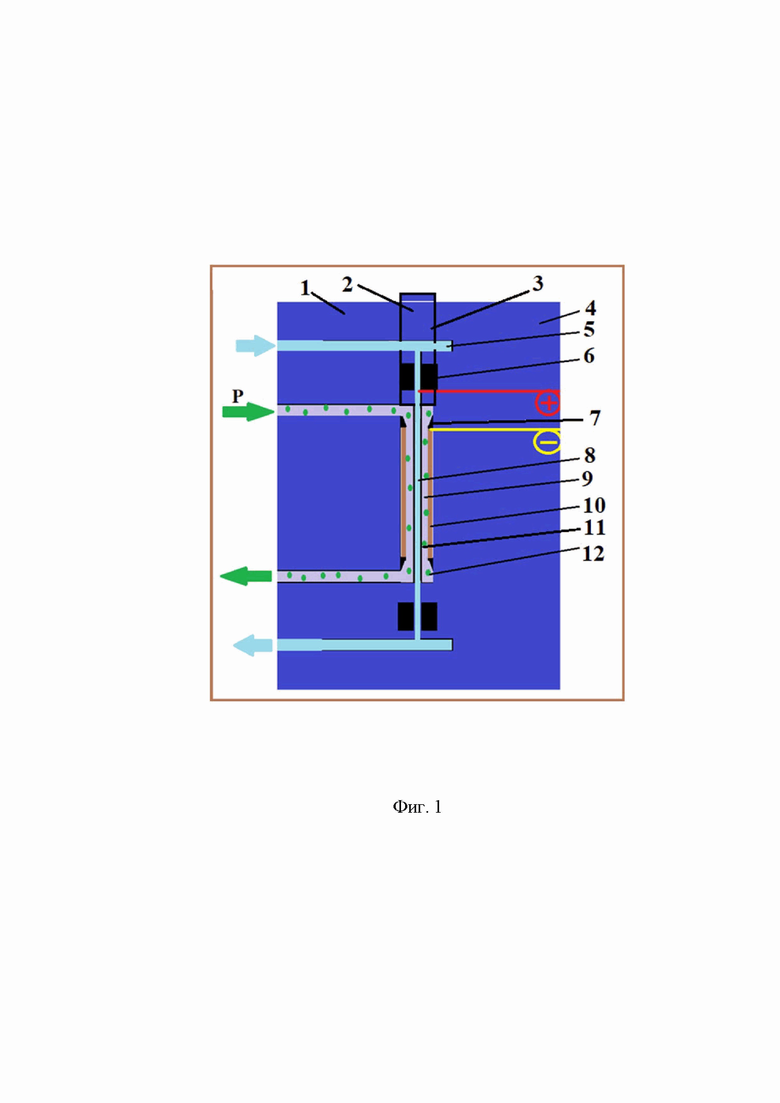
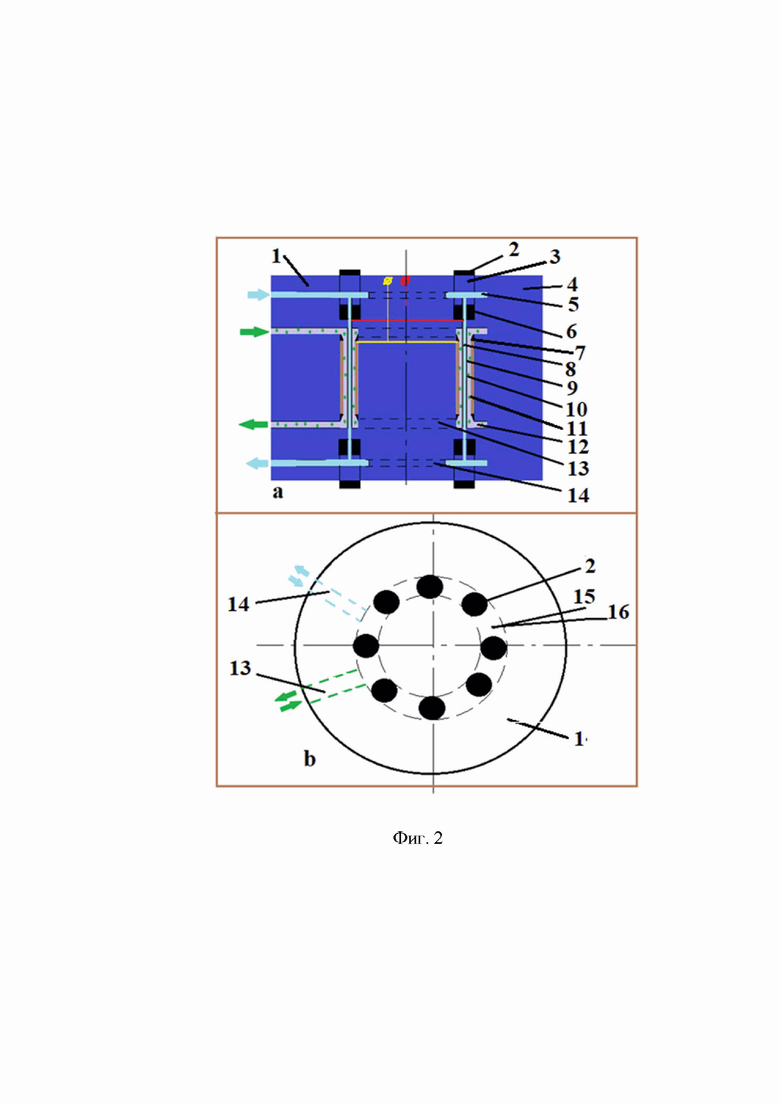
Сущность изобретения поясняется чертежами. На фиг. 1 показана схема процесса подачи гранул через внутреннюю полость трубки. На фиг. 2 показан вариант установки для обработки трубок. Фиг. 1 и 2 содержат: 1 - установка; 2 - крышки-разъемы; 3 - ячейка; 4 - корпус установки; 5 - охлаждающая среда; 6 - зажим-фиксатор электрода; 7 - держатель изделий; 8 - электрод; 9 - гранулы; 10 - трубка; 11 - зона обработки; 12 - полость для транспортировки гранул; 14 - штуцера подачи и вывода охлаждающей среды; 13 - штуцера для подачи и вывода гранул. 15 - коллектор для гранул; 16 - коллектор охлаждающей среды; Р - давление превмосистемы. (Бирюзовые стрелками обозначено направление движения охлаждающей среды; зелеными стрелками обозначено направление движения гранул).
Заявляемый способ ионного полирования внутренней поверхности детали, в частности внутренней поверхности трубки малого диаметра из титанового сплава в процессе ее изготовления осуществляется следующим образом.
В ячейке 3 установки 1 в рабочей полости 11 (на вертикальном участке полости для прохождения гранул) на опорах держателя изделий 7 закрепляют обрабатываемую трубку (фиг. 1 и фиг. 2). Держатель изделий 7 на входе и выходе в полость трубки снабжен зажимами-воронками, облегчающими прохождение гранул в прямом и обратном направлениях (фиг. 1). Через центральную ось трубки 10 вставляют трубчатый электрод 8 и фиксируют его с помощью зажима-фиксатора электрода (например, цангового зажима) 6, обеспечивающих точную центровку электрода 8, без его контакта с трубкой 10 (фиг. 1). Через систему переходников и уплотнений (не показано) электрод 8 подсоединяют к системе подачи охлаждающей среды 5. Для доступа к внутренним рабочим полостям установки 1 предусматриваются соответствующие разъемы и заглушки (на схемах не показано). При установки трубки 10 и электрода 8 они присоединяются к соответствующим электрическим контактам (показано красным и желтым цветом) (фиг. 1 и фиг. 2).. После завершения установки трубки 10 (на технологической установке предусматривается несколько ячеек для одновременной обработки партии трубок) во внутрь электрода 8 подается охлаждающая среда 5 (например, вода), включается система пневмоподачи (обозначено зелеными стрелками) и через полость для транспортировки гранул 12 гранулы 9 проходят через внутреннюю поверхность обрабатываемой трубки 10, подается разноименный электрический потенциал на электрод и трубку 10 и начинают процесс полирования внутренней поверхности трубки 10 (фиг. 1 и фиг. 2). Для повышения однородности обработки внутренней поверхности трубки 10, периодически изменяют направление движения гранул на противоположное (выбирая период изменения направления движения гранул в диапазоне от 1 до 8 минут). Кроме того, дополнительно, трубку (или электрод) повергают вибрации. После окончания обработки трубку удаляют раскрывая крышки-разъемы 2. При этом, как один из вариантов выполнения ячейки 3 установки 1 используют стационарный электрод 8, закрепленный на нижней части установки 1, а верхнюю часть электрода 8 центрируют цанговым зажимом 6 после установки трубки 10 в рабочую полость ячейки 9, установки 1 и закрытия верхней крышки 4. После этого зону обработки 11 закрывают пробкой 2.
Электрополирование трубки (фиг. 1) проводят посредством протекания электрохимических процессов (ионного уноса материала обрабатываемой трубки 10 между трубкой 10 и электродом 8 через гранулы 9, выполненные из анионитов, пропитанных раствором электролита, обеспечивающего их электропроводность и ионный унос металла с поверхности внутренних полостей трубки с удалением с нее микровыступов.
В качестве анионитов используют ионообменные смолы, полученные на основе сополимеризации либо полистирола, либо полиакрилата и дивинилбензола. Размеры гранул, в зависимости от внутреннего диаметра трубки выбирают из диапазона от 0,08 до 0,60 мм.
Электрополирование проводят либо подавая на трубку 10 положительный, а на электрод 8 отрицательный электрический потенциал, величиной от 12 до 35 В, либо в импульном режиме со сменой полярности, при диапазоне частот импульсов от 20 до 100 Гц, периода импульсов от 50 мкс до 10 мкс, при амплитуде тока положительной полярности во время импульса +50 А и их длительности 0,4 до 0,8 мкс, при амплитуде тока отрицательной полярности во время импульса - 20 А, и их длительности 0,2 до 0,4 мкс, при прямоугольной форме выходных импульсов тока и длительности пауз между импульсами от 49,6 мкс до 9,2 мкс.
При полировании внутренней поверхности трубки 10 выполненной из титанового сплава, в качестве электролитов для пропитки гранул из анионитов используют один из следующих водных растворов: или водный раствор смеси NH4F и KF при содержании NH4F - от 8 до 14 г/л и KF - от 36 до 48 г/л, или водного раствора с содержанием 30 - 50 г/л KF⋅2H2O и 2 - 5 г/л CrO3.
При полировании полостей трубки выполненной из никелевого сплава, в качестве электролита для пропитки гранул из анионитов используют один из следующих водных растворов: водный раствор соли фторида аммония концентрацией 6,0 - 9,0 г/л, или водный раствор сульфата аммония с концентрацией 0,8-3,4 г/л или водный раствор, содержащий серную и ортофосфорную кислоты, блок-сополимер окисей этилена и пропилена и натриевую соль сульфированного бутилолеата при следующем соотношении компонентов, мас.%:
Процесс полирования осуществляют до получения заданной величины шероховатости внутренней поверхности трубки 10.
Принудительное движение гранул 9 в прямом и противоположном направлениях через внутреннюю полость трубки 10 и осуществление ее вибрации позволяют обеспечить равномерную обработку всей внутренней поверхности трубки 10 и тем самым повысить качество и однородность ее свойств.
При осуществлении способа происходят следующие процессы. При движении гранул в полости трубки происходят их одновременный контакт с обрабатываемой поверхностью трубки 10 и электродом 8, расположенным в сердцевине трубки 10, создавая тем самым равномерные условия протекания электрохимических процессов. При этом электрохимические процессы (ионный унос материала с обрабатываемой поверхности) между трубкой 10 (анодом) и с электродом 8 (катодом) происходят за счет контакта гранул-анионитов 9. При контакте гранул 9 с микровыступами с обрабатываемой поверхности трубки 10 происходит ионный унос металла с микровыступов, в результате чего происходит выравнивание поверхности, уменьшается ее шероховатость и осуществляется полирование поверхности.
Были проведены также следующие исследования по полированию внутренних полостей трубок из титановых и никелевых сплавов. Неудовлетворительным результатом (Н.Р.) считался результат, при котором на полируемой поверхности не наблюдался эффект полирования. При отсутствии дефектов на поверхности детали результат признавался удовлетворительным (У.Р.)
Во всех случаях, следующие режимы обработки деталей оказались универсальными.
Гранулы, выполненные из анионитов размерами: (0,05 мм (Н.Р.), 0,08 мм (У.Р.), 0,1 мм (У.Р.), 0,2 мм (У.Р.), 0,4 мм (У.Р.), 0,6 мм (У.Р.), 0,8 мм (Н.Р.).
Применяемые аниониты - ионообменные смолы, полученные на основе сополимеризации либо полистирола, либо полиакрилата и дивинилбензола. Марки использованных в предлагаемом изобретении анионитов на основе синтетических смол: Анионит 17-8ЧС, Анионит Purolite A520E, Lewatit S 6328 A (на основе сополимера стирол-дивинилбензола), «Lewatit М500», «Lewatit MonoPlus МК 51», «Lewatit MonoPlus MP 68 », Purolite C150E, Purolite A-860 (макропористая сильноосновная анионообменная смола основанная на акрилатах), анионит сульфированный сополимер стирол-дивинилбензола. Перечисленные аниониты пропитанные вышеприведенными составами электролитов, показали положительный результат при полировании внутренних полостей трубок из никелевых и титановых сплавов.
При импульсном режиме со сменой полярности:
- диапазон частот импульсов от 20 до 100 Гц: 15 Гц (Н.Р.), 20 Гц (У.Р.), 40 Гц (У.Р.), 60 Гц (У.Р.), 80 Гц (У.Р.), 100 Гц (У.Р.), 120 Гц (Н.Р.)
- период импульсов от 50 мкс до 10 мкс,: 60 мкс (Н.Р.), 50 мкс (У.Р.), 40 мкс (У.Р.), 30 мкс (У.Р.), 20 мкс (У.Р.), 10 мкс (У.Р.), 5 мкс (Н.Р.);
- амплитуда тока положительной полярности во время импульса+50 А и их длительности 0,4 мкс до 0,8 мкс: 0,2 мкс (Н.Р.), 0,4 мкс (У.Р.), 0,6 мкс (У.Р.), 0,8 мкс (У.Р.), 10,0 мкс (Н.Р.);
- при амплитуде тока отрицательной полярности во время импульса - 20 А, и их длительности 0,2 мкс до 0,4 мкс, 0,1 мкс (Н.Р.), 0,2 мкс (У.Р.), 0,3 мкс (У.Р.), 0,4 мкс (У.Р.), 0,5 мкс (Н.Р.);
- при прямоугольной форме выходных импульсов тока (У.Р.),
- и длительности пауз между импульсами от 49,6 мкс до 9,2 мкс - (У.Р.) выход за пределы диапазона - (Н.Р.).
При режиме без смены полярности: электрополирование проводили, подавая на обрабатываемую трубку положительный, а на электрод -отрицательный электрический потенциал от 12 до 35 В: 8 В (Н.Р.), 12 В (У.Р.), 20 В (У.Р.), 30 В (У.Р.), 35 В (У.Р.), 45 В (Н.Р.),
Первая группа: детали (трубки) из титановых сплавов марок ВТ9, ВТ-1, ВТ3-1, ВТ8. Трубки обрабатывали гранулами из анионитов, пропитанных электролитом состава: водный раствор смеси NH4F и KF при содержании NH4F - от 8 до 14 г/л и KF - от 36 до 48 г/л и проводили полирование при плотности тока 1,2 до 1,8 А/см2 до достижения минимально возможной шероховатости поверхности.
Условия обработки по предлагаемому способу.
Состав электролита: водный раствор смеси NH4F и KF при содержании NH4F (6 г/л - Н.Р., 8 г/л - У.Р., 10 г/л - У.Р., 12 г/л - У.Р., 14 г/л - У.Р., более14 г/л- Н.Р.) и KF (32 г/л - Н.Р., 36 г/л - У.Р., 42 г/л - У.Р., 45 г/л - У.Р., 48 г/л - У.Р., 52 г/л - Н.Р.)
Вторая группа: трубки из никелевых сплавов марок ЖС6У, ЖС32. Лопатки обрабатывали гранулами из анионитов, пропитанных электролитом, и проводили полирование при плотности тока 1,5 до 2,1 А/см2 до достижения минимально возможной шероховатости поверхности.
Условия обработки по предлагаемому способу.
Гранулы из анионитов, пропитанных электролитом состава: водный раствор соли фторида аммония концентрацией 6,0 - 9,0 г/литр (5,0 г/литр (Н.Р.), 6,0 г/литр (У.Р.), 7,0 г/литр (У.Р.), 8,0 г/литр (У.Р.), 10,0 г/литр (У.Р.), 12,0 г/литр (Н.Р.)) и при плотности тока 1,5 до 2,1 А/см2 (1,3 А/см2 (Н.Р.), 1,5 А/см2 (У.Р.), 1,6 А/см2 (У.Р.), 1,9 А/см2 (У.Р.), 2,1 А/см2 (У.Р.), 2,3 А/см2 (Н.Р.).
По сравнению с известным способом полирования [патент РФ №2697759] при обработке деталей с внутренними полостями из никелевых и титановых сплавов по предлагаемому способу образование дефектов в виде неполированных участков поверхности, практически не наблюдалось, в то время как при обработке по известному способу полирования [патент РФ №2697759] обработка внутренних поверхностей трубок происходидо неравномерно, наблюдалось образование ступенек от электрода-инструмента. В среднем, при обработке по способу-прототипу [патент РФ №2697759] наблюдалось около 25% случаев возникновения дефектов, от количества всех обработанных деталей (никелевые сплавы - 24%, титановые сплавы - 25,5%), а по предлагаемому способу соответственно: около 6% случаев возникновения дефектов, от количества всех обработанных деталей (никелевые сплавы - 5,5%, титановые сплавы - 6,5%).
Таким образом, предложенные способ электрохимического полирования внутренних поверхностей металлических трубок и устройство для его реализации позволили достигнуть поставленного в изобретении технического результата - повышения качества и надежности полирования внутренней поверхности деталей, особенно полостей трубок малого диаметра за счет повышения однородности обработки ее поверхности, снижения вероятности появления дефектов и уменьшения ее шероховатости.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОПОЛИРОВАНИЯ ВНУТРЕННЕГО КАНАЛА МЕТАЛЛИЧЕСКОЙ ДЕТАЛИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2019 |
|
RU2710086C1 |
| СПОСОБ ЭЛЕКТРОПОЛИРОВАНИЯ МЕТАЛЛИЧЕСКОЙ ДЕТАЛИ | 2019 |
|
RU2716292C1 |
| Способ электрополирования металлической детали и установка для его реализации | 2022 |
|
RU2786767C1 |
| СПОСОБ ОБРАБОТКИ ПЕРФОРАЦИОННЫХ ОТВЕРСТИЙ В ПОЛЫХ ЛОПАТКАХ ТУРБОМАШИНЫ И УСТАНОВКА ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2019 |
|
RU2710087C1 |
| СПОСОБ ОБРАБОТКИ ПОЛОЙ ЛОПАТКИ ТУРБОМАШИНЫ С ПЕРФОРАЦИОННЫМИ ОТВЕРСТИЯМИ | 2019 |
|
RU2722544C1 |
| СПОСОБ ОБРАБОТКИ ПЕРФОРАЦИОННЫХ ОТВЕРСТИЙ И ВНУТРЕННЕЙ ПОЛОСТИ ЛОПАТКИ ТУРБОМАШИНЫ | 2019 |
|
RU2716330C1 |
| Способ сухого ионного полирования внутренней поверхности детали | 2021 |
|
RU2765473C1 |
| СПОСОБ ПОСЛЕДОВАТЕЛЬНОГО ЭЛЕКТРОЛИТНО-ПЛАЗМЕННОГО ПОЛИРОВАНИЯ ЛОПАТОК БЛИСКА ТУРБОМАШИН И РАБОЧАЯ ЕМКОСТЬ ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2018 |
|
RU2694935C1 |
| СПОСОБ ЭЛЕКТРОЛИТНО-ПЛАЗМЕННОГО ПОЛИРОВАНИЯ ЛОПАТОК БЛИСКА ТУРБОМАШИН И ЭЛАСТИЧНЫЙ ЧЕХОЛ ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2018 |
|
RU2694684C1 |
| Способ ионного полирования внутренней поверхности детали | 2020 |
|
RU2734179C1 |
Изобретение относится к технологии электрополирования внутренних поверхностей деталей из металлов и сплавов и может быть использовано для обработки полых деталей типа трубок для повышения их эксплуатационных характеристик. Способ включает размещение внутри трубки электрода не контактирующего с трубкой, заполнение и перемещение токопроводящей среды внутри трубки, подачу электрического потенциала на трубку и электрод и полирование внутренней поверхности трубки до получения заданной шероховатости. При этом в качестве электропроводящей среды используют гранулы из анионитов, пропитанных электролитом, осуществляют их перемещение методом пневмотранспортировки, создавая избыточное давление на одном из входов во внутреннюю полость трубки при обеспечении контакта между гранулами, а также между гранулами и внутренней поверхностью трубки и электродом. Устройство содержит держатель изделий, выполненный с возможностью обеспечения подачи электрического потенциала на все трубки и электроды, расположенные внутри трубок. Причем электрод выполнен в виде полой охлаждаемой трубки, а система подачи электролита в виде гранул-анионитов выполнена с возможностью реверсивной его пневмоподачи и снабжена компрессором, а бункер накопитель снабжен циклоном для отделения гранул от пневмопотока. Технический результат: повышение качества и надежности полирования внутренней поверхности деталей за счет повышения однородности обработки поверхностей, снижения вероятности появления дефектов и уменьшения шероховатости. 2 н. и 7 з.п. ф-лы, 2 ил.
1. Способ электрохимического полирования внутренних поверхностей металлических трубок, включающий размещение внутри трубки электрода, не контактирующего с трубкой, заполнение и перемещение токопроводящей среды внутри трубки, подачу электрического потенциала на трубку и электрод и полирование внутренней поверхности трубки до получения заданной шероховатости ее поверхности, отличающийся тем, что в качестве электропроводящей среды используют гранулы из анионитов, пропитанных электролитом, осуществляют их перемещение методом пневмотранспортировки, создавая избыточное давление на одном из входов во внутреннюю полость трубки при обеспечении контакта между упомянутыми гранулами, а также между гранулами и внутренней поверхностью упомянутой трубки и упомянутым электродом.
2. Способ по п. 1, отличающийся тем, что в качестве упомянутого электрода используют трубчатый электрод, подавая в его внутреннюю полость охлаждающую среду.
3. Способ по п. 1, отличающийся тем, что при перемещении упомянутых гранул трубку подвергают вибрации, а направление движения гранул периодически изменяют на противоположное, выбирая период изменения направления движения гранул в диапазоне от 1 до 8 минут.
4. Способ по п. 1, отличающийся тем, что в качестве анионитов упомянутых гранул используют ионообменные смолы, полученные на основе сополимеризации либо полистирола, либо полиакрилата и дивинилбензола, причем размеры гранул а выбирают из диапазона а = (0,08 до 0,60 мм), причем упомянутые гранулы дополнительно проводят в вибрационное движение и обеспечивают циркуляцию потока упомянутых гранул через бункер-накопитель, снабженный циклоном для отделения гранул от пневмопотока.
5. Способ по п. 1, отличающийся тем, что электрополирование гранулами проводят либо подавая на деталь положительный, а на гранулы отрицательный электрический потенциал от 12 до 35 В, либо в импульсном режиме со сменой полярности, при диапазоне частот импульсов от 20 до 100 Гц, период импульсов от 50 мкс до 10 мкс, при амплитуде тока положительной полярности во время импульса +50 А и их длительности 0,4 до 0,8 мкс, при амплитуде тока отрицательной полярности во время импульса - 20 А, и их длительности 0,2 до 0,4 мкс, при прямоугольной форме выходных импульсов тока и длительности пауз между импульсами от 49,6 мкс до 9,2 мкс.
6. Способ по любому из пп. 1-5, отличающийся тем, что в качестве материала упомянутой трубки используют титановый сплав, а в качестве электролитов для пропитки упомянутых гранул из анионитов используют один из следующих водных растворов: или водный раствор смеси NH4F и KF при содержании NH4F - от 8 до 14 г/л и KF - от 36 до 48 г/л, или водного раствора с содержанием 30 - 50 г/л KF·2H2O и 2 - 5 г/л CrO3.
7. Способ по любому из пп. 1-5, отличающийся тем, что в качестве материала упомянутой трубки используют никелевый сплав, в качестве электролита для пропитки гранул из анионитов используют один из следующих водных растворов: водный раствор соли фторида аммония концентрацией 6,0 - 9,0 г/л, или водный раствор сульфата аммония с концентрацией 0,8-3,4 г/л или водный раствор, содержащий серную и ортофосфорную кислоты, блок-сополимер окисей этилена и пропилена и натриевую соль сульфированного бутилолеата при следующем соотношении компонентов, мас.%:
8. Устройство для электрохимического полирования внутренних поверхностей металлических трубок, включающее держатель изделий, выполненный с возможностью обеспечения подачи электрического потенциала отдельно на все трубки и электроды, расположенные внутри каждой обрабатываемой трубки и не контактирующих с упомянутыми трубками, системы подачи электролита внутрь каждой трубки, источника электрического питания, обеспечивающего подачу упомянутого электрического потенциала на все упомянутые трубки и электроды, бункер-накопитель электролита, систему регенерации электролита и систему охлаждения, отличающееся тем, что упомянутый электрод выполнен в виде полой трубки, соединенной с системой жидкостного охлаждения, снабженной емкостью для охлаждающей жидкости и насосом, обеспечивающим циркуляцию охлаждающей жидкости через внутренние полости всех электродов, причем используется электролит в виде гранул-анионитов, а система подачи электролита в виде гранул-анионитов выполнена с возможностью реверсивной пневмоподачи упомянутого электролита и снабжена компрессором, а бункер накопитель снабжен циклоном для отделения гранул от пневмопотока.
9. Устройство по п. 8, отличающееся тем, что держатель изделий выполнен с виде плоской пластины с ячейками для закрепления каждой обрабатываемой трубки, снабжен цангами для центрирования и закрепления внутренних электродов, системами герметизации обрабатываемой трубки, от охлаждающей жидкости и подачи на каждый электрод и трубку упомянутого электрического потенциала.
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ВНУТРЕННЕГО КАНАЛА МЕТАЛЛИЧЕСКОЙ ДЕТАЛИ И ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2019 |
|
RU2697759C1 |
| СПОСОБ ЭЛЕКТРОПОЛИРОВАНИЯ ВНУТРЕННЕГО КАНАЛА МЕТАЛЛИЧЕСКОЙ ДЕТАЛИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2019 |
|
RU2710086C1 |
| СПОСОБ АНОДНО-АБРАЗИВНОГО ПОЛИРОВАНИЯ ОТВЕРСТИЙ | 2014 |
|
RU2588953C1 |
| JP 2002093758 A, 29.03.2002. | |||

