Целью настоящего изобретения является узел фильтра для цельной крови и производных крови согласно отличительной части независимого пункта формулы изобретения.
Применение узлов фильтров как в лабораториях, так и в больницах для разделения крови пациента на ее компоненты является известным. Каждый узел фильтра, в частности, содержит корпус из гибкого полимерного материала, указанный корпус обычно получают посредством соединения вместе двух оболочек, окружающих внутреннюю полость корпуса, в которой располагается средства или элемент фильтра, например, элемент пригодный для отфильтровывания лейкоцитов, присутствующих в крови. Корпус содержит входное отверстие и выходное отверстие, чтобы позволить крови, которая должна фильтроваться, поступать в узел фильтра и покидать его. Оболочки соединяются вместе вдоль краев их периметров.
В ходе разделения производных крови каждый узел затем центрифугируют, формируя часть вместе с мешком цельной крови и с различными мешками для сбора производных крови в стерильном наборе, образующим замкнутый контур.
Фильтры, изготовленные из жесткого материала (PVC, акрил или другие), которые центрифугируются, иногда при высокой скорости, могут растрескиваться или разрушаться из-за ударов, генерируемых в роторе центрифуги.
В дополнение к этому, соударения с другими компонентами набора могут вызывать их разрыв с очевидными последствиями для возможного последующего использования центрифуги из-за потери и изменения содержания крови (загрязнения или как того, так и другого).
US2001/0037978 описывает фильтр для фильтрования текучих сред, таких как цельная кровь и производные крови, содержащий первую и вторую защитную оболочку, сформированные из гибкого термопластичного полимерного материала, такого как PVC, с помощью процессов формования. При использовании такого материала узел фильтра или фильтр может коллапсировать и расширяться в соответствии с присутствием несжимаемой текучей среды (например, текучий среды, такой как кровь) или сочетания текучих сред (например, воздуха и крови) внутри него; когда объем жидкости падает, узел фильтра коллапсирует сам по себе, уменьшая свой внутренний объем, исключая возникновение вспенивания. Это делает возможным преодоление недостатка, который возникает для жесткого и негибкого узла фильтра, где одновременное прохождение воздуха и жидкости приводит к указанному вспениванию.
US2001/0037978 описывает предыдущий уровень техники, при котором фильтры получают с использованием жестких пластиков, например, акрила или полипропилена.
Предыдущий документ также описывает уровень техники, включающий фильтры, сконструированные из одного или нескольких гибких PVC листов, которые, тем не менее, имеют тот недостаток, что трудно сконструировать отверстия для герметичного соединения между фильтром и нормальными трубками для входа и выхода текучей среды (например, крови), которая должна фильтроваться, в такой фильтр и из него.
US2001/0037978 описывает фильтр с отверстиями, изготовленными как единое целое вместе с оболочками фильтра самими по себе. В дополнение к этому, этот фильтр обеспечивает то, что внутренний элемент или мембрана фильтра заканчивается на краях периметра оболочек и удерживается в стабильном положении в корпусе фильтра, посредством чего края двух оболочек соединяются (обычно посредством сварки с помощью локального нагрева или ультразвука). Однако это решение имеет тот недостаток, что фильтр или элемент фильтра может деформироваться вблизи краев полости узла фильтра, что ослабляет оптимальное использование его фильтрующего действия.
US2006/0049097 относится к фильтру, в частности, для отделения лейкоцитов от других компонентов крови, содержащему наружную оболочку или корпус и содержащему, по меньшей мере, один промежуточный слой, который представляет собой часть каркаса или образует каркас, имеющему входную камеру, которая находится в сообщении со входом для среды, которая должна фильтроваться и выходную камеру, которая сообщается с выходом для фильтрата. Эти камеры разделены материалом фильтра.
Наружный корпус или оболочка изготавливается из гибкого материала, такого как PVC. Наружный корпус приваривается к промежуточному слою.
Материал фильтра сжимается вместе и приваривается к наружному корпусу или оболочке и к промежуточному слою. Это осуществляется с помощью перовой сварки внутри фильтра и второй сварки, соединяющей две оболочки, определяющих наружную оболочку, на свободном краю последней.
Материал фильтра присутствует между двумя сварками так чтобы не создавать пустых пространств на входе в средства фильтра внутри фильтра.
WO01/91880 описывает систему для сбора крови, содержащую контейнер для крови и фильтр, сообщающийся с контейнером, расположенным так чтобы облегчить манипуляции, как единое целое. Фильтр содержит две гибких оболочки из материала пластика медицинских сортов, которые содержат среду фильтра.
Оболочки соединены вместе с помощью двух последовательных концентрических сварок и в результате этого создается мягкая подушка на периферии фильтра вокруг фильтра 20, которая обеспечивает улучшенную защиту против возможного повреждения в ходе манипуляций с фильтром между рассмотренной выше системой и трубками и другими контейнерами, используемыми в такой системе, когда последняя перемещается как целое, например, в ходе обычных операций центрифугирования, которым она подвергается.
US2010/0108596 также относится к узлу фильтра или к фильтру способному селективно устранять конкретные вещества (такие как лейкоциты, патогены, белки) из текучей среды, такой как кровь или производные крови. Узел или фильтр является гибким и содержит два гибких листа, сваренных вместе на их периферийных краях, между которыми располагается материал фильтра.
US2007/0199897 описывает способ фильтрования крови и компонентов крови и устройство фильтра, содержащее контейнер, который предпочтительно получают из листовых материалов из гибкой синтетической смолы, такой как PVC, полиуретан или другие термопластичные эластомеры. Это устройство фильтра содержат материал фильтра для удаления веществ из крови, таких как лейкоциты, при конкретной толщине и при областях фильтра, генерирующих перепад давления в устройстве фильтра. Материал фильтра размещается в контейнере, имеющем плоскую конфигурацию, снабженном входом для крови (или производного крови) для фильтрования и выходом для фильтрованной крови. Контейнер может иметь любую форму (многоугольную, искривленную), и она соответствует форме материала фильтра. Также предусматривается корпус, который содержит и ограничивает контейнер снаружи.
EP3053610 описывает фильтр для обработки крови, содержащий гибкий контейнер на входной стороне и гибкий контейнер на выходной стороне, указанные контейнеры блокируют элемент фильтра, входное отверстие и выходное отверстие подобно бутерброду. Узел фильтра также содержит: корпус, обеспечивающий путь для текучей среды, первую герметичную часть и вторую герметичную часть, в которых указанный корпус, который обеспечивает путь для текучей среды, содержит пару противоположных ребер. Выходное отверстие располагается между указанными ребрами. Этот корпус, обеспечивающий путь для текучей среды, содержит щель, полученную с помощью пары ребер и диффузионных отверстий, расположенных вне пары ребер, которые открыты непрерывно в направлении латеральных частей первой герметичной части.
Этот документ предыдущего уровня техники начинается с предыдущего уровня техники, определенного с помощью узлов фильтров, содержащих жесткий контейнер; однако такой контейнер, как известно, может повреждать компоненты центрифуги, используемой для отделения составляющих крови и, в частности, лейкоцитов.
По этой причине, EP3053610 описывает использование гибкого контейнера для конструирования такого узла фильтра. Однако такое решение, как сообщается, имеет тенденцию вызывать набухание и/или сплющивание контейнера в ходе процесса разделения крови на ее компоненты. По этой причине, прежде всего, для предотвращения коллапса контейнера на внутреннем элементе фильтра, предусматривается устройство для обеспечения потока внутри контейнера (лист для обеспечения пути потока).
EP3053612 относится к узлу фильтра для обработки крови с целью удаления нежелательных компонентов из крови или производных крови; фильтр содержит: элемент фильтра в форме листа и контейнер, содержащий элемент или компонент контейнера на входной стороне и элемент или деталь контейнера на выходной стороне, расположенные так, чтобы плотно удерживать элемент фильтра между ними. Внутри контейнера пространство разделено элементом фильтра на входное пространство и выходное пространство. Элемент фильтра содержит поверхность фильтра на стороне входного пространства, поверхность фильтра на стороне выходного пространства и крайнюю поверхность вдоль периферии указанных поверхностей фильтра. Элемент контейнера на входной стороне и элемент контейнера на выходной стороне снабжены элементом зажима (зажим), который уплотняет и сжимает часть наружного края пары поверхностей фильтра элемента фильтра. Зажим приклеивают к крайней поверхности с помощью расплавленной смолы.
Этот документ предыдущего уровня техники описывает использование элементов контейнера на входной стороне и выходной стороне, которые могут изготавливаться из гибкой смолы, с тем чтобы формировать гибкий контейнер.
В качестве альтернативы, EP3053612 описывает, что материал контейнера может представлять собой жесткий материал.
Однако, EP3053612 не описывает того, что контейнер может состоять из полужесткого и податливого материала. По этой причине известное решение имеет следующие недостатки: если контейнер состоит из гибкого материала, он может набухать или коллапсировать на элементе фильтра, когда подвергается воздействиям изменения давления, когда в нем обрабатывается кровь. Если, вместо этого, контейнер состоит из жесткого материала, это может повредить компоненты центрифуги, в которой размещается контейнер для разделения цельной крови на компоненты крови.
Кроме того, контейнер не содержит двух частей, сваренных вместе, но контейнер получают посредством формования его частей в половинках формы для формования, которые, когда закрываются, дают возможность для создания готового контейнера. Одна из таких частей формируется на элементе фильтра. Зажим, вставляемый в закрытую форму для формования для получения контейнера со вставленным элементом фильтра, делает возможным соединение деталей контейнера и элементов фильтра вместе.
Не предусматривается сварки деталей контейнера, но вместо этого предусматривается инжектирование зажима как необходимых средств для соединения указанных деталей.
Не говорится ничего относительно коэффициента упаковки узла фильтра.
US5688460 описывает способ получения герметично соединенных узлов фильтра и продукта, полученного с их помощью. Способ включает выравнивание пористого элемента фильтра между двумя деталями оболочки и термопластичным краем (юбкой), который перекрывает край, по меньшей мере, одной части оболочки для защиты края элемента фильтра, расположенного рядом с указанным краем или юбкой, воздействие на две детали оболочки давления, а затем инжекционное формование сформированной поверх этого полоски термопластичного материала вокруг наружных частей деталей оболочки для формирования герметичного уплотнения на краю элемента фильтра.
Изобретение предыдущего уровня техники решает проблему исключения явления образования струй термопластичного материала в узле фильтра в ходе формования.
Не предусматривается сварки по периметру между двумя деталями указанного узла.
Целью настоящего изобретения является создание узла фильтра для крови и производных крови, который является усовершенствованным по сравнению с известными узлами.
В частности, целью настоящего изобретения является создание узла фильтра, в котором корпус изготовлен так, что он не может разрушать компоненты внутри центрифуги, в которой он помещается, когда цельная кровь разделяется на компоненты крови.
Другой целью является создание узла фильтра, имеющего внутренний элемент фильтра высокой эффективности, по всему его корпусу.
Другой целью является создание узла фильтра, который является мягким на ощупь и простым при манипуляциях.
Другой целью является создание узла фильтра, в котором элемент фильтра удерживается стабильно в положении и является сплющенным в полости указанного узла без воздействия на него генерирующей тепло обработки, используемой для соединения оболочек указанного узла, как происходит в решениях рассмотренного выше предыдущего уровня техники, где элемент фильтра приваривается к корпусу узла фильтра.
Другой целью является создание узла фильтра рассмотренного типа, в котором оболочки могут соединяться вместе эффективно и надолго.
Другой целью является создание узла фильтра, который имеет высокую эффективность фильтрования.
Эти и другие цели, которые будут очевидны специалистам в данной области, достигаются с помощью узла фильтра согласно прилагаемой формулы изобретения.
Узел фильтра для крови и производных крови, содержащий корпус (1), определяемый двумя полученными инжекционным формованием полуоболочками (2, 3) из термопластичного полимерного материала, между указанными полуоболочками (2, 3) имеется полость (4), содержащая фильтрующий элемент (5), имеющий две противоположных плоских лицевых стороны (5A, 5B), входное отверстие (9) и выходное отверстие (13), выполненные в противоположных наружных поверхностях (2K, 3K) указанного корпуса (1), сообщающихся с указанной полостью (4),
в котором каждая из указанных полуоболочек (2, 3) содержит выступающий расположенный по периметру фланец (30), фланцы (30) перекрывающихся полуоболочек при прямом контакте свариваются вместе вдоль одной линии сварки для определения фланца (40) корпуса узла фильтра и соединения двух полуоболочек (2, 3) вместе, причем фильтрующий элемент (5) полностью содержится внутри полости (4) такого корпуса (1) и сжат полками (55), выступающими в такую полость (4) из каждой полуоболочки (2, 3), по меньшей мере, вблизи краев фильтрующего элемента по его периметру (70) и обеспечивающими сжатие на двух противоположных лицевых сторонах (5A, 5B) фильтрующего элемента (5), указанные полки (55) удерживают указанный фильтрующий элемент (5) в стабильном положении внутри полости (4), указанный термопластичный полимерный материал является податливым и полужестким, термопластичный полимерный материал имеет твердость по Шору A в пределах между 85 и 95.
Предпочтительно узел фильтра имеет коэффициент упаковки больше 110%.
Предпочтительно узел фильтра, в котором фланец (30) двух полуоболочек (2, 3) и, следовательно, фланец (40) корпуса (1) узла фильтра выступает на 2-5 мм вдоль краев такого корпуса.
Предпочтительно узел фильтра, в котором указанный фланец (40) корпуса (1) узла фильтра имеет толщину, которая уменьшается в направлении наружу или от указанного корпуса.
Предпочтительно узел фильтра, в котором указанные полки (55) являются попеременно непрерывными или прерывистыми и определяют сплошное или прерывистое кольцо вблизи краев таких полуоболочек (2, 3).
Предпочтительно узел фильтра, в котором край (70) фильтрующего элемента (5) имеет малую толщину по сравнению с остальной частью указанного фильтрующего элемента.
Желательно узел фильтра, в котором указанные полуоболочки (2, 3) имеют лицевую сторону (2W, 3W), обращенную в сторону полости (4) указанного корпуса (1) узла фильтра, из которой выступают ребра (20), которые могут прижимать друг к другу противоположные лицевые стороны (5A, 5B) фильтрующего элемента (5), указанные ребра (20) определяют каналы (21) между ними, с тем чтобы обеспечить движение крови и производных крови от входного отверстия (9), находящегося в выступе (8), до выходного отверстия (13), находящегося в выступе (12), указанного корпуса (1) узла фильтра.
Желательно уфильтра, в котором указанное входное отверстие (9) и указанное выходное отверстие (13) предусмотрены в выступах (8, 12), выступающих из лицевых сторон (2K, 3K) указанных полуоболочек, формирующих наружные лицевые стороны корпуса (1) узла фильтра, указанные выступы (8, 12) составляют единое целое с указанными полуоболочками.
Для лучшего понимания настоящего изобретения прилагаются следующие далее чертежи, исключительно для целей показа, но не ограничения, и в них:
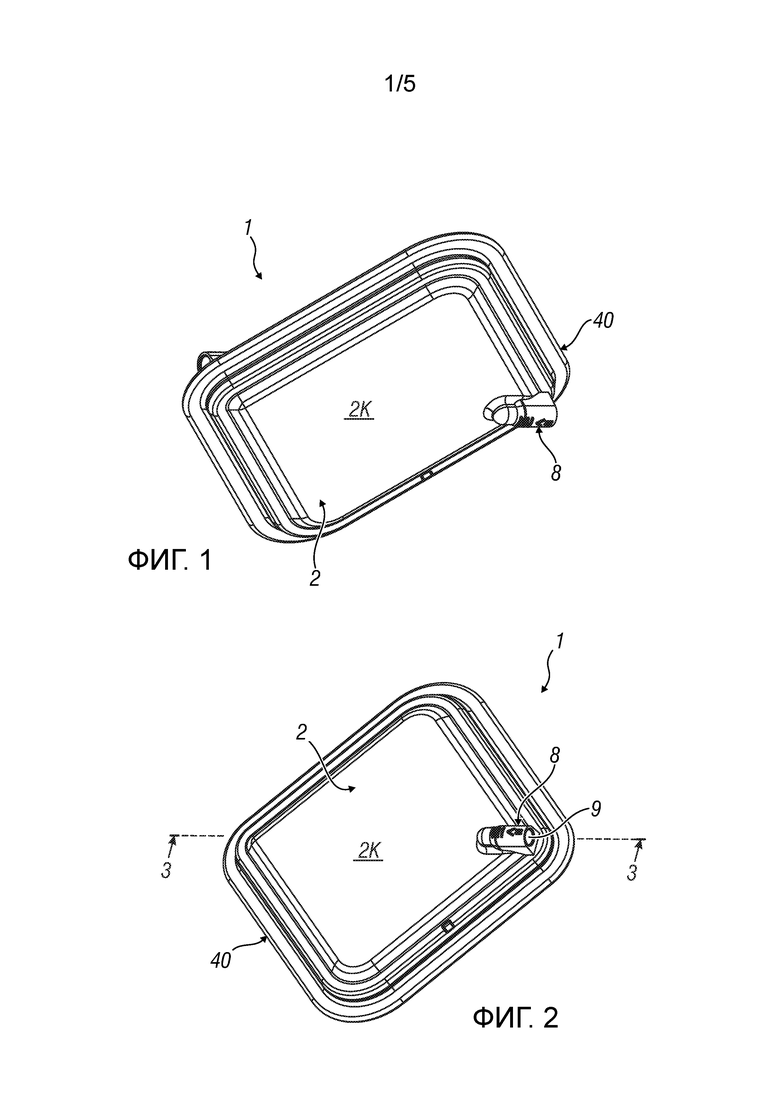
Фигура 1 и Фигура 2 показывают общие виды под различны углами узла фильтра, полученного согласно настоящему изобретению;
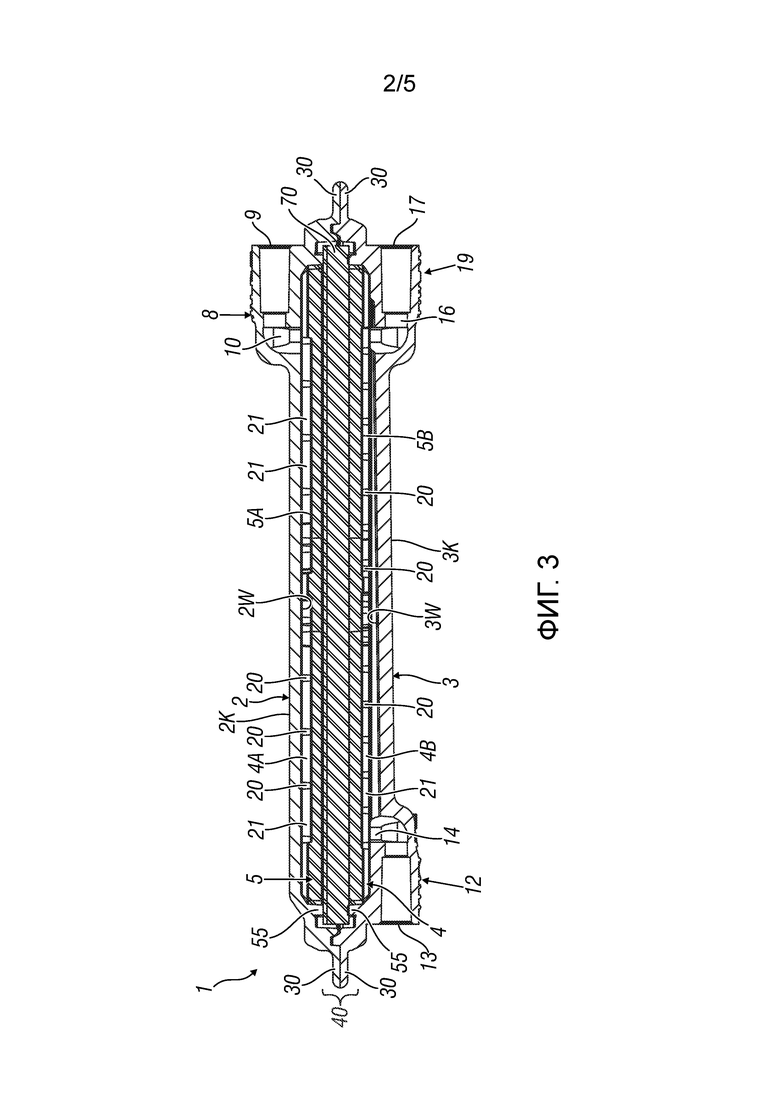
Фигура 3 показывает вид в сечении вдоль линии 3-3 на Фигуре 2;
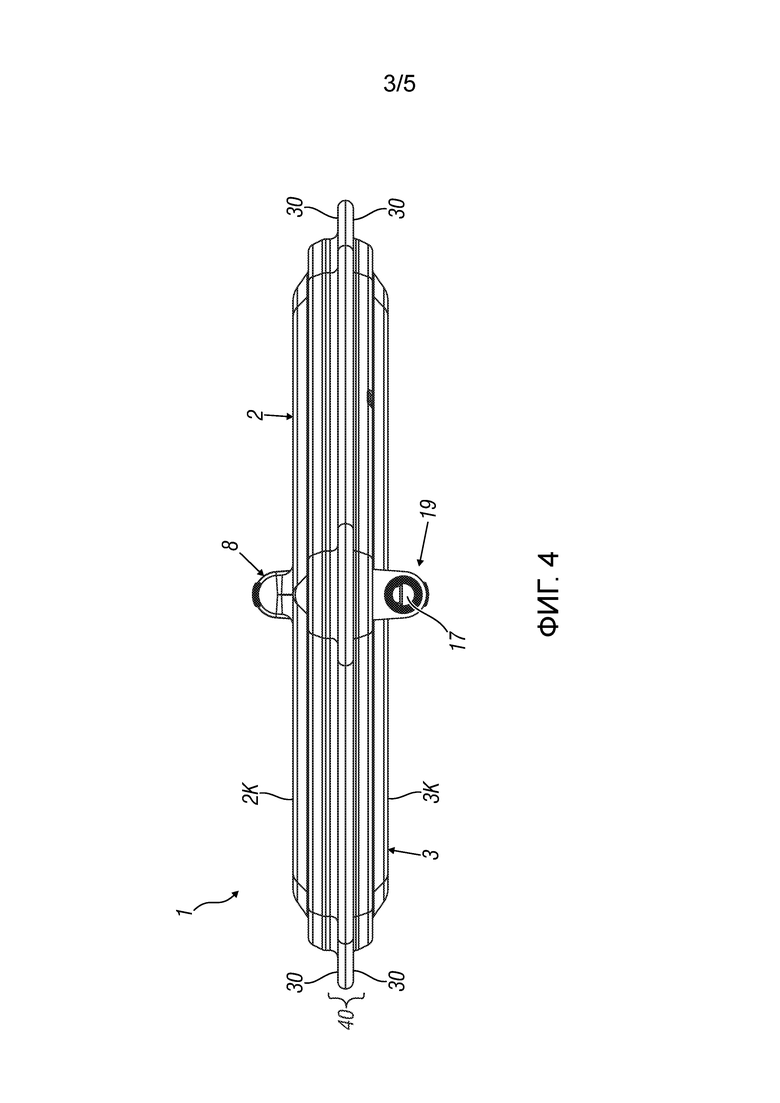
Фигура 4 показывает вид сбоку узла фильтра на Фигуре 1;
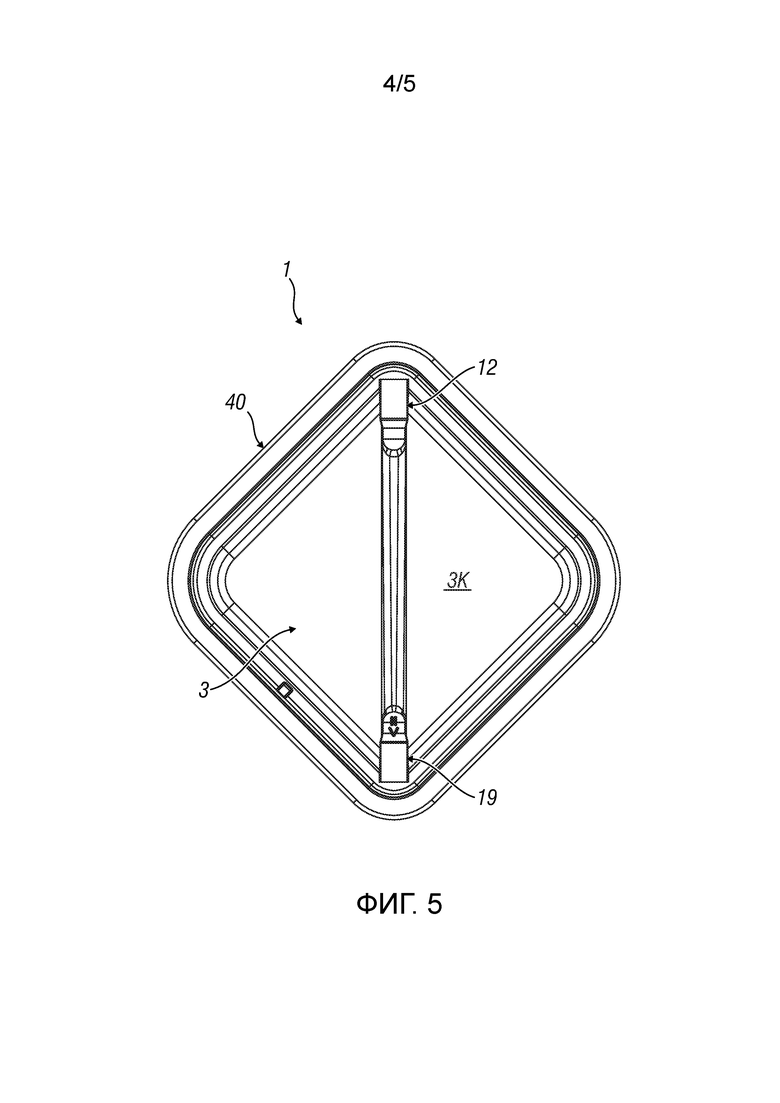
Фигура 5 показывает вид сверху узла фильтра со стороны противоположной той, что показана на Фигурах 1 и 2;
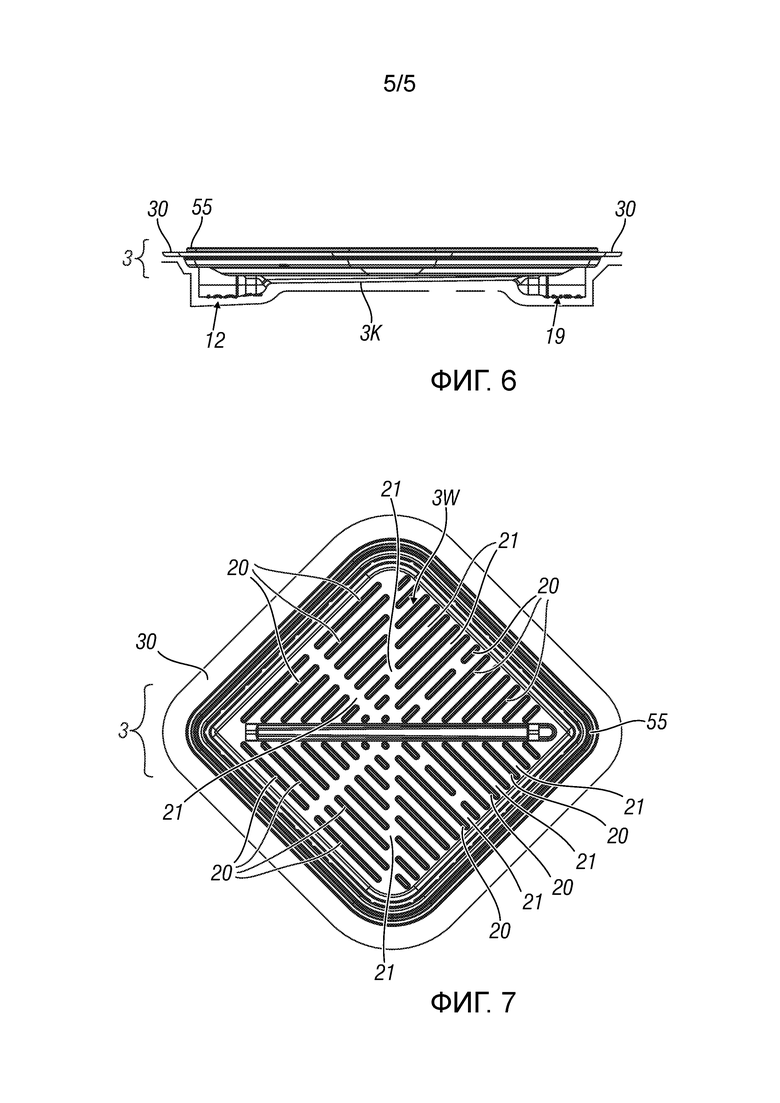
Фигура 6 показывает вид сбоку компонента узла фильтра на Фигурах 1 и 2; и
Фигура 7 показывает вид сверху компонента, показанного на Фигуре 6, сторона этого компонента, показанная на Фигуре 7, находится внутри узла фильтра на Фигурах 1 и 2.
Относительно рассмотренных фигур, здесь узел фильтра по настоящему изобретению содержит корпус 1, определенный двумя полуоболочками 2 и 3, соединенными вместе и ограничивающими полость или внутреннее пространство 4, в котором располагается элемент 5 фильтра, подразделяющий такую полость на две части, часть 4A первой полости и часть 4B второй полости. Элемент 5 фильтра определяется способом, который сам по себе известен, с помощью модульного пакета слоев фильтра, который может собираться соответственно текучей среде, которая должна фильтроваться, и/или желаемому воздействию фильтрования.
Первая полуоболочка 2 (например, расположенная вверху на Фигурах 2 и 3) имеет перфорированный наружный выступ 8 и отверстие 9. Между таким выступом 8 (как единым целым с полуоболочкой 2) имеется проход 10, который открывается в часть 4A первой полости.
Подобным же образом, вторая полуоболочка 3 (внизу на Фигуре 3) содержит первый перфорированный наружный выступ 12, как единое целое с полуоболочкой 3, отверстие 13 и имеет проход 14, открывающийся в часть 4B второй полости. Проход 16, находящийся между отверстием 17 второго перфорированного наружного выступа 19, также открывается в эту часть 4B полости.
Оболочки 2 и 3 получают посредством инжекционного формования, и они имеют соответствующие выступы как единое целое с ними. Первый выступ 8 может присоединяться к трубке из гибкого PVC, полиуретана или чего-либо подобного (не показано), второй выступ 12 может также присоединяться к гибкой трубке. Третий выступ 19 действует только как вентиляционное отверстие для воздуха, присутствующего в фильтре 1, когда часть 4B второй полости принимает кровь или текучую среду производных крови от части 4A первой полости через элемент фильтра.
Каждая полуоболочка 2, 3 имеет первую сторону 2K, 3K, которая определяет соответствующую наружную лицевую сторону корпуса 1, и вторую лицевую сторону 2W, 3W, противоположную первой, ограничивающую полость 4 (и, следовательно, внутреннее пространство корпуса 1). На этой второй лицевой стороне 2W и 3W каждая полуоболочка 2, 3 имеет множество ребер 20 различной длины, ограничивающих множество каналов 21.
Эти каналы 21 в первой полуоболочке 2 заставляют текучую среду, поступающую в часть 4A первой полости, распределяться по всей соответствующей лицевой стороне 5A элемента 5 фильтра (лицевая сторона, обращенная к такой части 4A полости). Таким путем текучая среда (например, кровь) правильно фильтруется через такой элемент 5.
Подобным же образом, каналы 20 во второй полуоболочке 3 направляют такую фильтруемую текучую среду, присутствующую в части 4B второй полости, в направлении выступа 12, откуда она удаляется.Элемент 5 фильтра и его противоположные лицевые стороны 5A, 5B также поддерживаются на этих ребрах 20; ребра обеспечивают планарность и жесткость для такого элемента 5 фильтра, что является самым главным для получения правильного распределения текучей среды крови, в дополнение к присутствию правильного фактора удерживания для элемента фильтра, что необходимо для обеспечения его оптимальной эффективности фильтрования, как будет дополнительно указано ниже.
Полуоболочки 2, 3 изготавливают из полужесткого термопластичного полимерного материала, имеющего твердость по Шору A в пределах между 85 и 95. Материал, имеющий эти характеристики, будет также указываться в настоящем документе как придающий свойства полужесткой податливости корпусу 1. Другими словами, корпус 1 будет также указываться как “полужесткий и податливый”, с характеристиками, которые будет указаны ниже.
Пригодные для использования материалы известны и представляют собой, например, PVC, SBS, PU или что-либо подобное. Эти полуоболочки 2, 3 получают инжекционным формованием. Благодаря твердости материала, из которого их получают, полуоболочки 2, 3 имеют мягкое демпфирующее действие относительно соударений с внешними компонентами. Это является особенно преимущественным в ходе отмывки в центрифуге, поскольку это предотвращает разрушение компонентов отбираемой крови и системы обработки (мешков, трубок, узлов фильтров), присутствующих в такой центрифуге, в случае контакта с корпусом 1.
В дополнение к этому, (собственная) жесткость материала, используемого для изготовления полуоболочек, делает возможной регулировку плотности элемента 5 фильтра (которая, как рассмотрено, обычно определяется множеством фильтрующих слоев). Фактически известно, что эффективность такого элемента 5 связана с его коэффициентом сжатия или “коэффициентом упаковки”. Это обеспечивается отношением между плотностью сжатого фильтрующего элемента (в форме слоев) и плотностью этого же фильтрующего элемента, когда он не сжат.
При использовании узла 1 фильтра, содержащего фильтрующий элемент 5 с различными коэффициентами упаковки, фактически обнаруживаются изменения эффективности фильтрования узла 1, как можно увидеть из таблицы ниже.
где
Коэффициент упаковки=коэффициент сжатия, как показано выше
Лейкоциты/после узла фильтра = [остаточные лейкоциты]
Log уменьшение WBC = [логарифмическое уменьшение]
Из указанного выше будет видно, как эффективность фильтрования связана с коэффициентом сжатия фильтрующего элемента: чем этот фактор, тем больше емкость фильтрования. Это означает, что для одинаковых фильтрующих элементов, узел фильтра, в котором такие элементы сжаты не очень сильно будет фильтровать хуже, чем узел фильтра, в котором такие элементы сжаты сильнее.
Посредством конкретного выбора твердости материалов, составляющих оболочки 2 и 3 корпуса 1, настоящее изобретение делает возможным получение достаточно жесткого узла фильтра, чтобы он мог содержать элемент фильтра, который подвергается легкому сжатию, и в то же время, был достаточно жестким, чтобы он мог соответствующим образом защитить такой элемент и сделать его простым для манипуляций. В то же время, эта твердость дает возможность для получения узла фильтра, который является достаточно мягким, чтобы не повреждать другие узлы фильтров, трубки, мешки или другие компоненты системы отбора и обработки крови, когда он вместе со сходными системами помещается в центрифугу для осуществления обычных операций, которым подвергаются такие системы.
Получают три узла фильтра согласно “конфигурациям”, 1, 2 и 3 в Таблице, показанной выше, для исследования эффективности фильтрования узла фильтра по настоящему изобретению.
В частности, в первой конфигурации (конфигурация 1) узел фильтра содержит фильтрующий элемент 5, сформированный с помощью упаковки сорока фильтрующих слоев PET/PBT, имеющих теоретическую толщину каждого слоя 0,31 мм и массу на единицу площади поверхности 52 г/м2. Во второй конфигурации (“конфигурация 2”) изменяется только количество слоев фильтрующего элемента (теперь оно составляет тридцать шесть), и в третьей конфигурации (“конфигурация 3”) количество слоев фильтрующего элемента опять изменяется до пятидесяти.
Приготавливают набор из трех узлов фильтра для каждой конфигурации фильтрующих средств. Узел фильтра с PVC полуоболочками, но с различной жесткостью, то есть первый узел, содержащий полужесткие полуоболочки по настоящему изобретению (жесткость по Шору A 93±2), с мягкими полуоболочками (жесткость по Шору A 85 ± 2) и с жесткими полуоболочками (жесткость H358/30 95 МПа) получают для каждой конфигурации.
При условии, что узлы фильтров, содержащие жесткие полуоболочки, дают возможность для получения высокого коэффициента упаковки (при этом возможно создавать высокое давление на внутренний фильтрующий элемент), при чтении таблицы, показанной выше, важно сравнивать их с примером фильтрующего узла, полученного с использованием жесткого материала.
Различные конфигурации узлов фильтров (с фильтрующим элементом, полученным различными путями) используют для исследования фильтрования согласно протоколу исследования, включающему следующие характеристики:
Добавленный раствор
0,50-0,70
Результаты, показанные в Таблице, ниже, получают с использованием различных узлов согласно различным конфигурациям.
полужесткого
1
2
3
Когда исследуют то, что показано в указанной выше таблице, необходимо отметить, что узлы фильтров с полужестким корпусом 1 имеют плотность фильтра, которая сравнима с узлами фильтров с жестким корпусом, как следствие, с эквивалентным или идентичным коэффициентом упаковки. Наоборот, в случае узлов фильтров с мягким корпусом, плотность фильтра ниже и коэффициент упаковки также ниже.
Следовательно, осуществляемые исследования демонстрируют, как настоящее изобретение имеет преимущества, связанные с тем фактом, что корпус 1 узла фильтра состоит из податливых и полужестких полуоболочек, показанных выше, но в то же время имеет коэффициент упаковки более 110% и является в любом случае сравнимым с коэффициентом упаковки известных жестких узлов фильтров.
Каждая полуоболочка 2, 3 имеет фланец 30 по периметру, выступающий латерально из оболочки. Фланцы 30 двух полуоболочек 2, 3 перекрываются, когда формируется корпус 1, и они формируют сборку (фланец 40 корпуса узла фильтра по периметру, выступающий из корпуса 1), который является гибким (благодаря материалу, из которого изготовлены полуоболочки), так что им можно удобно манипулировать.
В дополнение к этому, корпус 1, полученный таким путем остается интактным в ходе процесса центрифугирования, благодаря гибкости и противоударным свойствам полужесткого или мягкого материала, в то же время делая возможным отсутствие повреждений компонентов соседних систем отбора и обработки крови (как показано выше) в ходе центрифугирования.
Фланцы 30 свариваются вместе по всей их площади поверхности вдоль единой линии сварки и без какого-либо постороннего компонента, помещаемого между ними, и в частности, между ними нет никакого элемента фильтра. Сварку обычно осуществляют посредством термической сварки или с использованием ультразвука, и благодаря тому факту, что она производится непосредственно между однородными деталями из одинакового материала, сварка является износостойкой и остается прочной со временем. Линия сварки предпочтительно является непрерывной.
Фланцы 30 изготовлены таким путем, что после сварки толщина, получаемая в результате сплавления, находится в пределах между 1 и 2,5 мм, и это, в сочетании с материалом, имеющим твердость в заданном диапазоне, указанном выше, помогает получить мягкий фланец 40, который является комфортным при использовании.
Такой фланец 40 может также иметь переменную толщину, уменьшающуюся в направлении наружу.
Фильтрующий элемент 5 удерживается с помощью полуоболочек 2 и 3, в дополнение к ребрам 20, а также с помощью выступающих полок 55, расположенных близко к краям этих полуоболочек на лицевых сторонах 2W и 3W указанных полуоболочек, близко к их краю по периметру. Эти полки 55, которые могут быть непрерывными на каждой лицевой стороне 2W или 3W или прерывистыми, формируют некоторый вид (сплошного или прерывистого) кольца, которое осуществляет сжатие на лицевых сторонах 5A и 5B фильтрующего элемента 5, фиксируя этот элемент между полуоболочками. В частности, эти полки 55 сжимают указанный фильтрующий элемент 5 близко к его краю по периметру 70 малой толщины. Благодаря этому, модульное сочетание количества и типа фильтрующих слоев может изменяться без отрицательного влияния сварки фланцев 30 и, как следствие, перекрывания периметра корпуса 1, при этом фильтрующий модуль не влияет отрицательно на сварку полуоболочек, но полностью удерживается внутри них и сжимается на своем краю по периметру с получением таким образом продукта (узла фильтрования), имеющего рабочие характеристики пригодные для конкретных применений или для различных типов производных крови.
Как рассмотрено, полки 55 перекрывают периферию частей 4A и 4B полостей. Этот особенность, вместе с конфигурацией ребер 20, ограничивающих и определяющих каналы 21, позволяет текучей среде, поступающей в фильтрующий узел посредством выступа 8, переноситься оптимальным путем в направлении фильтрующего элемента 5 и, после прохождения через него, в направлении выступа 12. Это предотвращает байпас фильтрующего элемента 5 на краю 70 его периметра.
Посредством настоящего изобретения получается узел фильтра, имеющий характеристики, описанные выше. Однако другие варианты осуществления являются возможными, в то же время оставаясь, в рамках настоящего изобретения, определяемых следующей далее формулой изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| УПАКОВКА ПИЩЕВОГО ПРОДУКТА, СНАБЖЕННАЯ ЗАЧЕРПЫВАЮЩИМ ИНСТРУМЕНТОМ | 2020 |
|
RU2821884C2 |
| УПАКОВКА ДЛЯ ПИЩЕВОГО ПРОДУКТА | 2016 |
|
RU2725478C2 |
| ПИЩЕВОЙ ПРОДУКТ В УПАКОВКЕ | 2016 |
|
RU2722043C2 |
| Контейнер | 2018 |
|
RU2693529C1 |
| СОСТАВНЫЕ ЕМКОСТИ СТИРАЛЬНЫХ МАШИН ИЛИ КОМБИНИРОВАННЫХ СТИРАЛЬНЫХ/СУШИЛЬНЫХ МАШИН И ПОДОБНЫХ УСТРОЙСТВ | 2007 |
|
RU2415211C2 |
| КОНТЕЙНЕР ДЛЯ КРОВИ И/ИЛИ КОМПОНЕНТОВ КРОВИ | 2005 |
|
RU2284807C1 |
| КОНТЕЙНЕР ДЛЯ КРОВИ И/ИЛИ КОМПОНЕНТОВ КРОВИ | 2004 |
|
RU2259191C1 |
| КОНТЕЙНЕР ДЛЯ ПОДАРКОВ | 2004 |
|
RU2358888C2 |
| КОНТЕЙНЕР ДЛЯ КРОВИ И/ИЛИ КОМПОНЕНТОВ КРОВИ | 2005 |
|
RU2300365C2 |
| КОНТЕЙНЕР СО МНОЖЕСТВОМ ОТДЕЛЕНИЙ, СОДЕРЖАЩИЙ УСТРОЙСТВО СОПРЯЖЕНИЯ ДЛЯ СМЕШИВАНИЯ СОДЕРЖИМЫХ, И СПОСОБ ИЗГОТОВЛЕНИЯ ТАКОГО КОНТЕЙНЕРА | 2018 |
|
RU2758157C1 |
Изобретение относится к области медицины и может быть использовано для разделения крови на ее компоненты. Узел фильтра для крови и производных крови содержит корпус (1), определяемый двумя полученными инжекционным формованием полуоболочками (2, 3) из термопластичного полимерного материала, между которыми имеется полость (4), содержащая фильтрующий элемент (5), имеющий две противоположные плоские лицевые стороны (5A, 5B), входное отверстие (9) и выходное отверстие (13), выполненные в противоположных наружных поверхностях (2K, 3K) указанного корпуса (1), сообщающиеся с указанной полостью (4). Каждая из указанных полуоболочек (2, 3) содержит выступающий расположенный по периметру фланец (30), фланцы (30) перекрывающихся полуоболочек при прямом контакте свариваются вместе вдоль одной линии сварки для определения фланца (40) корпуса узла фильтра и соединения двух полуоболочек (2, 3) вместе, причем фильтрующий элемент (5) полностью содержится внутри полости (4) такого корпуса (1) и сжат полками (55), выступающими в полость (4) из каждой полуоболочки (2, 3), по меньшей мере, вблизи краев фильтрующего элемента по его периметру (70) и обеспечивающими сжатие на двух противоположных лицевых сторонах (5A, 5B) фильтрующего элемента (5). Указанные полки (55) удерживают фильтрующий элемент (5) в стабильном положении внутри полости (4), а указанный термопластичный полимерный материал является податливым и полужестким и имеет твердость по Шору A в пределах между 85 и 95. Изобретение обеспечивает удержание элемента фильтра внутри корпуса узла фильтра в стабильном положении, а также повышение эффективности фильтрования. 7 з.п. ф-лы, 7 ил., 3 табл.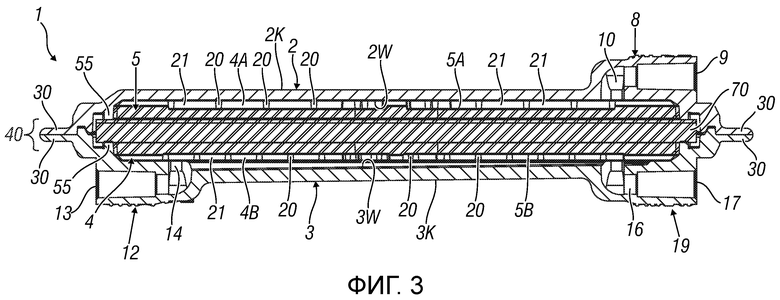
1. Узел фильтра для крови и производных крови, содержащий корпус (1), определяемый двумя полученными инжекционным формованием полуоболочками (2, 3) из термопластичного полимерного материала, между указанными полуоболочками (2, 3) имеется полость (4), содержащая фильтрующий элемент (5), имеющий две противоположные плоские лицевые стороны (5A, 5B), входное отверстие (9) и выходное отверстие (13), выполненные в противоположных наружных поверхностях (2K, 3K) указанного корпуса (1), сообщающихся с указанной полостью (4), отличающийся тем, что каждая из указанных полуоболочек (2, 3) содержит выступающий расположенный по периметру фланец (30), фланцы (30) перекрывающихся полуоболочек при прямом контакте свариваются вместе вдоль одной линии сварки для определения фланца (40) корпуса узла фильтра и соединения двух полуоболочек (2, 3) вместе, причем фильтрующий элемент (5) полностью содержится внутри полости (4) такого корпуса (1) и сжат полками (55), выступающими в такую полость (4) из каждой полуоболочки (2, 3), по меньшей мере, вблизи краев фильтрующего элемента по его периметру (70) и обеспечивающими сжатие на двух противоположных лицевых сторонах (5A, 5B) фильтрующего элемента (5), указанные полки (55) удерживают указанный фильтрующий элемент (5) в стабильном положении внутри полости (4), указанный термопластичный полимерный материал является податливым и полужестким, термопластичный полимерный материал имеет твердость по Шору A в пределах между 85 и 95.
2. Узел фильтра по п.1, отличающийся тем, что он имеет коэффициент упаковки больше 110%.
3. Узел фильтра по п.1, отличающийся тем, что фланец (30) двух полуоболочек (2, 3) и, следовательно, фланец (40) корпуса (1) узла фильтра выступают на 2-5 мм вдоль краев такого корпуса.
4. Узел фильтра по п.3, отличающийся тем, что указанный фланец (40) корпуса (1) узла фильтра имеет толщину, которая уменьшается в направлении наружу или от указанного корпуса.
5. Узел фильтра по п.1, отличающийся тем, что указанные полки (55) являются попеременно непрерывными или прерывистыми и определяют сплошное или прерывистое кольцо вблизи краев таких полуоболочек (2, 3).
6. Узел фильтра по п.1, отличающийся тем, что край (70) фильтрующего элемента (5) имеет малую толщину по сравнению с остальной частью указанного фильтрующего элемента.
7. Узел фильтра по п.1, отличающийся тем, что указанные полуоболочки (2, 3) имеют лицевую сторону (2W, 3W), обращенную в сторону полости (4) указанного корпуса (1) узла фильтра, из которой выступают ребра (20), которые могут прижимать друг к другу противоположные лицевые стороны (5A, 5B) фильтрующего элемента (5), указанные ребра (20) определяют каналы (21) между ними, с тем чтобы обеспечить движение крови и производных крови от входного отверстия (9), находящегося в выступе (8), до выходного отверстия (13), находящегося в выступе (12), указанного корпуса (1) узла фильтра.
8. Узел фильтра по п.1, отличающийся тем, что указанное входное отверстие (9) и указанное выходное отверстие (13) предусмотрены в выступах (8, 12), выступающих из лицевых сторон (2K, 3K) указанных полуоболочек, формирующих наружные лицевые стороны корпуса (1) узла фильтра, указанные выступы (8, 12) составляют единое целое с указанными полуоболочками.
| US 5543062 A1, 06.08.1996 | |||
| EP 3053610 A1, 10.08.2016 | |||
| EP 3053612 A1, 10.08.2016 | |||
| US 5688460 A1, 18.11.1997 | |||
| УСТРОЙСТВО ДЛЯ УДАЛЕНИЯ ЛЕЙКОЦИТОВ ИЗ ПРОДУКТОВ КРОВИ | 2005 |
|
RU2290957C1 |

