Настоящее изобретение относится к упаковке пищевого продукта, содержащей контейнер для продукта, запечатывающую фольгу, соединенную с краем отверстия емкости, и инструмент для извлечения продукта, прикрепленный к поверхности запечатывающей фольги.
Упаковка вышеупомянутого типа представляет собой, например, упаковку, относящуюся к коммерческому продукту KINDER JOY®, описанному в ЕР 919 488 А1, который содержит две яйцеобразные полуоболочки из пластика, одна из которых содержит массу пищевого продукта, а другая - дополнительное приложение, например, так называемый «сюрприз», и в котором по меньшей мере одна из упомянутых двух полуоболочек закрыта наподобие крышечки слоистой мембраной (запечатывающей фольгой), прикрепленной к краю отверстия самой полуоболочки; при этом обе полуоболочки соединены друг с другом в фронтальном соединении, так чтобы образовать упаковку в форме целого яйца.
Вышеописанная упаковка, в ее коммерческой реализации, включает пластиковую ложку или лопатку, которая прикреплена к наружной поверхности запечатывающей фольги одной из двух полуоболочек, в частности полуоболочки, содержащей упомянутый сюрприз, так что она может быть легко отсоединена от фольги потребителем и использована для извлечения и/или намазывания массы пищевого продукта.
При этом понятно, что изобретение распространяется также на упаковки, содержащие один контейнер, закрытый запечатывающей фольгой.
Учитывая экологическое требование ограничить использование пластика для изготовления одноразовых изделий, желательно объединить инструмент из целлюлозного материала, в частности из картона, с упаковками вышеупомянутого типа.
Картонные инструменты, в форме лопатки или совка или в форме ложки, известны и описаны, например, в JPS5473076, JPS5221974U, JPS5212089U, KR 19980043381U, JPS50107490U, JPS5329589U и DE 202008005709 U1. Данные инструменты представлены в форме плоской заготовки, которая в случае конфортного инструмента содержит линии сгиба, предназначенные для сгибания пользователем, чтобы образовать трехмерную структуру с боковыми сторонами, образующими ручку инструмента, и/или ковшеобразную структуру, пригодную для извлечения массы пищевого продукта.
В контексте использования инструмента из целлюлозного материала, учитывая тот факт, что запечатывающая фольга в вышеупомянутых упаковках обычно представляет собой лист или пленку из пластика или слоистый материал, наружный слой которого представляет собой пленку из пластика или даже, при необходимости, алюминиевую пленку, отличающаяся природа целлюлозного, нетермопластичного материала, образующего инструмент, и материала, используемого для наружной поверхности запечатывающей фольги, ставит серьезные проблемы для достижения оптимального соединения.
В принципе необходимо, чтобы сила адгезии между фольгой и инструментом была такой, чтобы обеспечивать легкое отсоединение инструмента даже ребенком. Необходимо также, чтобы отсоединение инструмента вероятно не вызывало отсоединения фольги от краев отверстия контейнера или, возможно, разрыва фольги в области адгезии инструмента с фольгой.
Необходимо также, в эстетических и гигиенических целях, чтобы волокнистая поверхность инструмента после его отсоединения, не стиралась и/или раздиралась и не содержала остаточного материала, извлеченного из фольги и/или любого дополнительного адгезивного вещества.
Целью настоящего изобретения является предложение решения, способного идеально удовлетворить вышеупомянутым требованиям, а значит и создание упаковки, в которой зачерпывающий инструмент изготовлен из целлюлозного материала и в то же время может быть получен простым и экономически эффективным способом.
Сущность изобретения
В соответствии с настоящим изобретением, вышеупомянутая цель достигается посредством упаковки, содержащей признаки, указанные в приведенной ниже формуле изобретения.
Изобретение относится также к соответствующему способу изготовления, также описанному в приведенной ниже формуле изобретения.
Другой целью изобретения является зачерпывающий инструмент из целлюлозного материала, специально предназначенный для использования в упаковке настоящего изобретения.
Другие признаки и преимущества изобретения станут понятными из подробного описания, которое приведено ниже со ссылкой на прилагаемые чертежи, представленного в качестве неограничивающего изобретение примера.
Краткое описание чертежей
На прилагаемых чертежах:
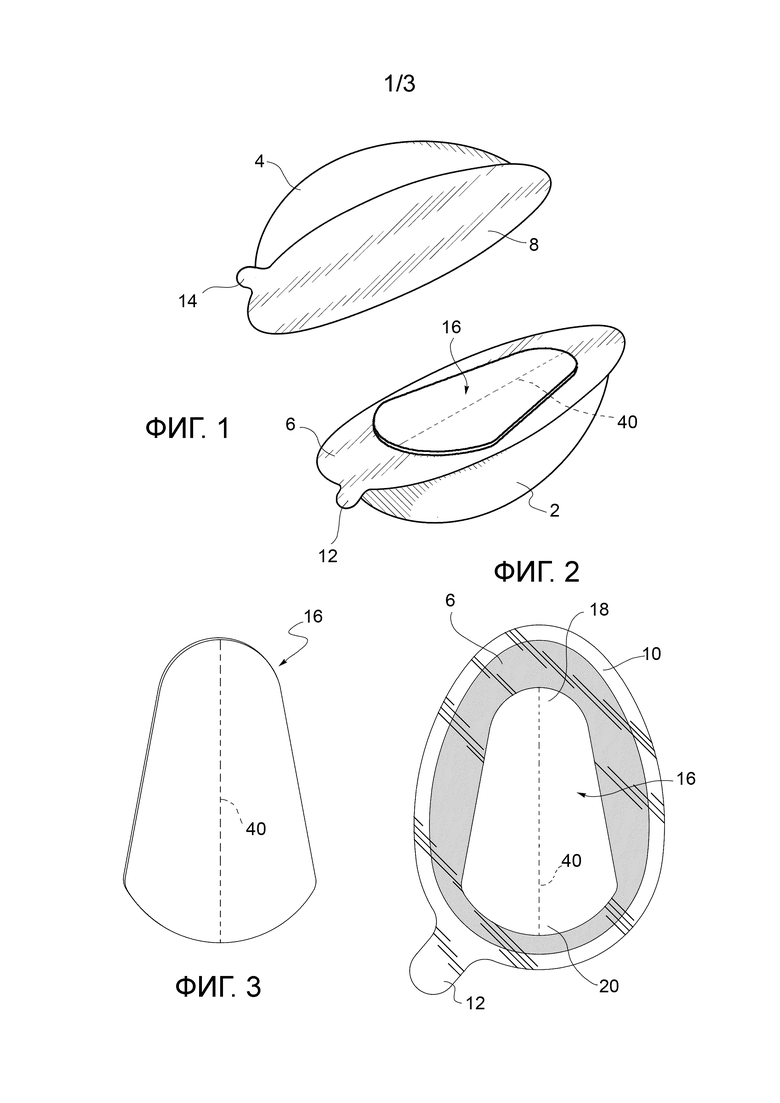
Фиг.1 представляет собой вид в изометрии упаковки согласно изобретению, в соответствии с вариантом осуществления, в котором упаковка изготовлена из двух контейнеров типа полуоболочек, каждая из которых снабжена соответствующей запечатывающей фольгой,
Фиг.2 представляет собой вид сверху одного из контейнеров типа полуоболочек, образующих упаковку, показанную на фиг.1, к которому прикреплены запечатывающая фольга и соответствующий инструмент,
Фиг.3 представляет собой вид в изометрии зачерпывающего инструмента, используемого в упаковке, показанной на фиг.1,
Фиг.4 представляет собой схематическое изображение, показывающее этапы а), b) и с) процесса ультразвуковой сварки для соединения инструмента с запечатывающей фольгой,
Фиг.5 представляет собой частичный разрез зачерпывающего инструмента перед сваркой,
Фиг.6 представляет собой частичный разрез зачерпывающего инструмента, с которым соединена запечатывающая фольга,
Фиг.7 представляет собой вид сверху зачерпывающего инструмента, связанного с листовым материалом, предназначенным для образования запечатывающей фольги,
Фиг.8 представляет собой вид сверху другого варианта осуществления зачерпывающего инструмента, и
Фиг.9 и 10 представляют собой виды в изометрии упаковки в соответствии с изобретением, с которой связан инструмент, показанный на фиг.8, и, соответственно, операции отсоединения инструмента, выполняемой потребителем.
Описание изобретения
Фиг.1 представляет в качестве примера упаковку в соответствии с изобретением, имеющую структуру и конфигурацию, соответствующие упаковке, описанной в европейской заявке ЕР 919 488 А1, описание которой включено в данное описание посредством ссылки. Такая упаковка содержит два отдельных контейнера, каждый из которых содержит соответствующую полуоболочку 2, 4 в форме половинки яйца и соответствующую запечатывающую фольгу 6 и 8, приваренную к кольцеобразному фланцу 10, который окружает край отверстия каждой полуоболочки; данный фланец 10 виден на фиг.2, в котором запечатывающая фольга показана как выполненная из прозрачного материала, чтобы сделать видимым расположенный под ней фланец 10. В каждой полуоболочке запечатывающая фольга содержит выступающий элемент 12 и 14, наложенный на соответствующий выступающий элемент соответствующего фланца края отверстия (не видимый).
Две полуоболочки, с соответствующей запечатывающей фольгой, выполнены с возможностью соединения вместе посредством соединения соответствующей запечатывающей фольги на обращенных друг к другу поверхностях в области, не затронутой упомянутыми выступающими элементами.
Ссылочная позиция 16 показывает зачерпывающий инструмент, прикрепленный к запечатывающей фольге 6 одной из полуоболочек, с возможностью легкого отсоединения, предназначенный для использования потребителем для извлечения и/или намазывания массы пищевого продукта, содержащейся в полуоболочке, после ее отсоединения от фольги 6 и после снятия такой фольги с полуоболочки.
Вообще зачерпывающий инструмент 16, используемый в соответствии с изобретением, представляет собой уплощенный элемент в форме лопатки или совка, изготовленный из целлюлозного или древесно-целлюлозного материала, с концевой захватной частью 18, предназначенной для захвата пользователем, и концевой частью 20 для извлечения массы пищевого продукта. Термин целлюлозный или древесно-целлюлозный включает бумагу, картон, бумажный картон, древесину и тому подобное.
В предпочтительном варианте осуществления, упомянутый инструмент представляет собой листовую заготовку из картона, полученную из соединенного листа, содержащего по меньшей мере два слоя картона 22 и 24 (см. разрез на фиг.5), склеенные тонким слоем адгезива. Данные слои предпочтительно изготовлены из натурального целлюлозного волокна, пригодного для контакта с пищевым продуктом; упомянутый адгезив предпочтительно представляет собой адгезив для упаковки пищевых продуктов, не содержащий минеральных масел, то есть насыщенных углеводородов (Mineral Oil Saturated Hydrocarbons - MOSH) и ароматических углеводородов (Mineral Oil Aromatic Hydrocarbons - MOAH), также пригодный для контакта с пищевым продуктом.
Слои упомянутого слоистого материала могут иметь плотность от 200 до 450 г/м2 и могут иметь одинаковую или разную плотность. Если слои имеют одинаковую плотность, то упомянутый инструмент имеет симметричную структуру, например, с двумя или более слоями, например, плотностью от 310 г/м2. В варианте осуществления, в котором слои имеют разные плотности, слой картона, образующего инструмент, который, как лучше показано ниже, в процессе сварки обращен к запечатывающей фольге (в дальнейшем называемый нижним слоем), может иметь более высокую плотность по сравнению с плотностью другого (верхнего) слоя, в качестве примера от 350 до 400 г/м2 для нижнего слоя и от 200 до 300 г/м2 для верхнего слоя. Запечатывающую фольгу получают из листового материала, предпочтительно, имеющего слоистую структуру, т.е. полученную посредством соединения множества слоев, из которых по меньшей мере один поверхностный слой выполнен из термопластичного материала, пригодного для обеспечения требуемых свойств в плане сварки инструмента, приваривания к краю отверстия контейнера, пригодности для контакта с пищевым продуктом и, возможно, барьерных свойств.
В предпочтительном варианте осуществления, запечатывающая фольга содержит термопластичную олефиновую полимерную или сополимерную пленку в качестве наружного материала, т.е. обращенного к зачерпывающему инструменту, например, из полипропилена, предпочтительно биаксиально-ориентированного полипропилена (bi-oriented polypropylene - BOPP), например, толщиной от 10 до 40 мкм, предпочтительно от 15 до 25 мкм. Другие материалы, которые могут быть использованы в качестве самой наружной пленки запечатывающей фольги, включают в себя неориентированный (каст) полипропилен (cast polypropylene - CPP) и полиэтилен (polyethylene - PE).
При использовании слоистой структуры, материал, образующий самый внутренний слой, т.е. слой обращенный к массе пищевого продукта, который должен обладать свойствами, пригодными для контакта с пищевым продуктом, а также свойствами, пригодными для термической или ультразвуковой сварки с краем контейнера, представляет собой полипропиленовую пленку, предпочтительно каст-пропилен (СРР) толщиной от 30 до 40 мкм. Другие материалы, выбор которых может быть обусловлен характером пластикового материала, из которого изготовлен контейнер, включают полиэтиленовые (polyethylene - PE) и полиэфирные (polyester - PET) пленки.
Слоистая структура может дополнительно содержать промежуточные слои, содержащие одну или более пленок из полиэфира (polyester - PET), полипропилена (polypropylene - PP), поливинилхлорида (polyvinyl chloride - PVC). Данные промежуточные слои могут быть дополнительно снабжены тонким слоем металлизации. Кроме того, промежуточные слои могут содержать одну или более алюминиевых пленок.
В соответствии с изобретением, зачерпывающий инструмент 16 прикреплен к запечатывающей фольге способом ультразвуковой сварки, без нанесения дополнительного адгезивного материала на поверхность инструмента или на запечатывающую фольгу.
В схематическом изображении упомянутого способа, показанном на фиг.4, ссылочная позиция 30 обозначает сонотрод, способный перемещаться вертикально в направлении стрелки F под действием непоказанного привода. Ссылочная позиция 32 обозначает опору, содержащую одну или несколько выемок 34, контур периметра которых по существу соответствует контуру зачерпывающего инструмента, обозначенного ссылочной позицией 16. Глубина выемки 34 по существу соответствует толщине инструмента. Ссылочная позиция 36 обозначает листовой материал, из которого, после его приваривания к инструменту, получают запечатывающую фольгу 6 посредством отрезания. Хотя упомянутое схематическое изображение относится к сварке одного инструмента, понятно, что в промышленной практике данный способ можно осуществлять используя множество сонотродов и одновременно накладывая множество инструментов на непрерывный листовой материал 36, штампованный в соответствии с контуром, соответствующим контуру запечатывающей фольги.
Активная поверхность сонотрода содержит, на своей поверхности, обращенной к упомянутой опоре, ребро 38 с V-образным сечением, предпочтительно с закругленной вершиной. Ребро 38 имеет продольное удлинение, предпочтительно прямое, соответствующее по меньшей мере части продольного удлинения инструмента, предпочтительно соответствующее всему продольному удлинению инструмента, предпочтительно по его центральной линии. Ребро 38 может проходить вдоль непрерывной или прерывистой линии.
На рабочем этапе b), показанном на фиг.4, зачерпывающий инструмент 16 размещают в выемке 34 с листом 36, расположенным на поверхности опоры, покрывающим инструмент; сонотрод 30 перемещают вертикально до тех пор, пока ребро 38 не оказывает давление на лист 36 и на находящийся под ним инструмент 16. Под действием давления ребро 38 образует на поверхности инструмента линию 40 сгиба, и одновременное применение ультразвука, на этапе прессования, обеспечивает приваривание инструмента к листу 36 вдоль такой линии 40 сгиба.
Хотя объяснение эффекта адгезии инструмента с пластиковой пленкой не следует понимать как обязывающее или ограничивающее объем изобретения, предполагается, что адгезия происходит в результате взаимопроникновения между пластиком и целлюлозными волокнами с последующим сцеплением материалов, обусловленным механической вибрацией, вызываемой сонотродом.
Разрезание листа 36, в соответствии с требуемым контуром запечатывающей фольги 6, предпочтительно осуществляется перед ультразвуковой сваркой.
Как показано в разрезе на фиг.6, после операции ультразвуковой сварки, линия сгиба, образованная на поверхности инструмента, представляет собой канавку 40а с U-образным поперечным сечением, и лист 36 приваривается к инструменту только в боковых стенках упомянутой канавки.
Предпочтительно, в варианте осуществления, в котором упомянутый инструмент состоит из многослойного слоистого материала, глубина канавки 40а, образующей линию 40 сгиба, проходит с удлинением, ограниченным толщиной слоя целлюлозного материала, обращенного к листу 36, в данном случае слоя 22, так что в другом слое слоистого материала (в данном случае слое 24), который на фиг.1 является наружным слоем, видимым потребителю, видно немного выступающее ребро 40b; поэтому на фиг.1 линия 40 сгиба показана пунктирной линией.
В варианте осуществления, показанном на фиг.2 и 3, линия 40 сгиба, вдоль которой зачерпывающий инструмент приварен к запечатывающей фольге 6, проходит от одного конца инструмента до другого по существу в совмещении с его продольной осью; однако можно образовать линию 40 сгиба (и соответственно сварное соединение) только в одном участке, на конце или посредине поверхности инструмента. Линия сгиба может представлять собой непрерывную или прерывистую линию. Для сварки ультразвуковой генератор выдает синусоидальную электрическую волну с частотой предпочтительно в пределах от 15 до 30 кГц при продолжительности сварки (времени, в течение которого оказывается давление) порядка 0,1 и 0,3 секунды.
В предпочтительном варианте осуществления, показанном на фиг.2, 3 и 4, линия 40 сгиба проходит от одного конца инструмента до другого.
Линия сгиба 40, создаваемая для осуществления приваривания инструмента к запечатывающей фольге, после отсоединения инструмента от фольги, образует также линию ослабления, которая облегчает загибание боковых краев инструмента пользователем, для того чтобы получить инструмент с вогнутой формой.
В результате проведенных испытаний на сгибание инструмента было обнаружено, что упомянутая линия сгиба не вызывает значительного уменьшения изгибной прочности инструмента под нагрузкой, перпендикулярной плоскости инструмента.
Таким образом, инструмент из целлюлозного материала может быть использован как в плоской конфигурации, с функцией лопатки для сбора и/или намазывания пастообразного пищевого продукта, так и в свернутой вдоль линии сгиба U-образной конфигурации, с основной функцией ложки.
В альтернативном варианте осуществления, показанном на фиг.8, инструмент, обозначенный ссылочной позицией 16а, выполнен с возможностью приваривания к запечатывающей фольге вдоль линии 44 сгиба, которая проходит вдоль части продольной оси, и содержит также две дополнительные линии 48 и 46 сгиба, которые отходят от линии 44, возможно не привариваемые к запечатывающей фольге.
Линии 48 и 46 сгиба, если они не привариваются к фольге, могут быть образованы в заготовке во время ее разрезания, перед привариванием к фольге. Инструмент, показанный на фиг.8, может быть согнут вдоль линий 44, 46 и 48, показанных на фиг.9, чтобы получить инструмент, имеющий трехмерную форму, как показано на фиг.10.
Пример варианта осуществления
Был изготовлен картонный зачерпывающий инструмент с формой и размерами, показанными на фиг.7. При этом был использован двухслойный слоистый картон с сечением, показанным на фиг.5, содержащий:
- первый слой натурального целлюлозного волокна плотностью 390 г/м2 (слой, который должен быть повернут и приварен к запечатывающей фольге),
- слой адгезива (RESOCOL C239, 0,03 г на один инструмент) и
- слой натурального целлюлозного волокна плотностью 230 г/м2 (слой, который должен быть обращен наружу).
После разрезания инструмента (для получения заготовки с линиями сгиба) полученный инструмент приваривали к листу, который должен образовать запечатывающую фольгу, содержащему:
- ВОРР пленку толщиной 20 мкм (пленку к которой приваривают инструмент),
- слой адгезива,
- слой, образованный комбинацией РЕТ толщиной 12 мкм и ВОРР толщиной 15 мкм или 20 мкм,
- печатные краски,
- адгезив,
- СРР пленку толщиной 40 мкм или 30 мкм.
Ультразвуковую сварку инструмента с листом выполняли с использованием сонотрода, как схематично показано на фиг.4, с использованием частоты 20 кГц, и сварку выполняли вдоль соответственно образованной линии сгиба, проходящей от одного конца до другого конца инструмента (l=52,51 мм).
На основе повторных испытаний было выяснено, что инструмент является легко отсоединяемым от запечатывающей фольги, но зафиксированным достаточно прочно, чтобы предотвратить риски случайного удаления.
Проводили сравнительные испытания на изгиб инструмента, отделенного от запечатывающей фольги, и инструмента, имеющего такую же форму, размеры и структуру, но без линии 40 сгиба.
Для испытаний на изгиб использовали прибор L&W Bending Tester для определения сопротивления изгибу, размещая инструмент с линией сгиба (когда она имеется в наличии) около тензодатчика и самой широкой частью в зажиме, и таким образом осуществляя сгибание; зажим поворачивается, приводя инструмент в контакт с тензодатчиком. Инструмент оказывает давление на тензодатчик, и усилие измеряется при разных углах: 0-5°; 0-7,5°; 0-15° и 0-30°.
Величины, измеренные и показанные в приведенной ниже таблице, представляют собой средние значения 10 измерений.
Результаты показывают уменьшенное снижение изгибной прочности, вызываемое наличием линии сгиба.


Настоящее изобретение относится к упаковке пищевого продукта, содержащей контейнер для продукта, запечатывающую фольгу, соединенную с краем отверстия емкости, и инструмент для извлечения продукта, прикрепленный к поверхности запечатывающей фольги. Упаковка пищевого продукта, содержащая контейнер (2) и запечатывающую фольгу (6), соединенную с краем отверстия упомянутого контейнера, и инструмент (16) для извлечения упомянутого продукта, прикрепленный к поверхности упомянутой запечатывающей фольги, причем запечатывающая фольга (6) содержит поверхность из термопластичного пластикового материала, упомянутый инструмент (16) представляет собой расплющенный элемент из целлюлозного или древесно-целлюлозного материала, выполненный в форме лопатки, и прикреплен к упомянутой поверхности запечатывающей фольги посредством ультразвуковой сварки, без дополнительного адгезивного материала, вдоль части линии (40) сгиба, образуемой на поверхности упомянутого инструмента сонотродом во время процесса сварки. Целью настоящего изобретения является отсоединение зачерпывающего инструмента, не вызывая отсоединения фольги от краев отверстия контейнера или разрыва фольги в области адгезии инструмента с фольгой. 3 н. и 14 з.п. ф-лы, 10 ил.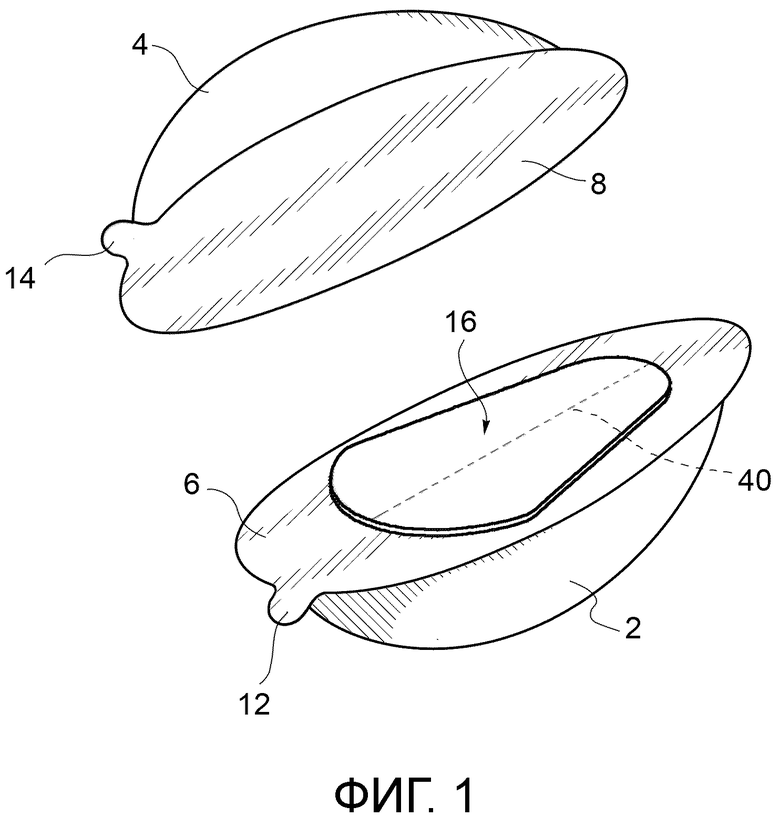
1. Упаковка для пищевого продукта, содержащая контейнер (2) и запечатывающую фольгу (6), соединенную с краем отверстия контейнера, и зачерпывающий инструмент (16) для извлечения продукта, прикрепленный к поверхности запечатывающей фольги, отличающаяся тем, что:
- запечатывающая фольга (6) имеет пластиковую поверхность,
- зачерпывающий инструмент (16) представляет собой уплощенное тело из целлюлозного или древесно-целлюлозного материала, имеющее форму лопатки и прикрепленное к упомянутой поверхности запечатывающей фольги посредством ультразвуковой сварки, без дополнительного адгезивного материала.
2. Упаковка по п.1, отличающаяся тем, что зачерпывающий инструмент (16) прикреплен к наружной поверхности запечатывающей фольги вдоль по меньшей мере части непрерывной или прерывистой линии (40) сгиба, образованной на поверхности зачерпывающего инструмента во время процесса сварки и обращенной к фольге.
3. Упаковка по любому из пп.1,2, отличающаяся тем, что линия (40) сгиба проходит в продольном направлении от одного конца тела зачерпывающего инструмента до другого.
4. Упаковка по любому из пп.1-3, отличающаяся тем, что зачерпывающий инструмент представляет собой заготовку из картона, полученную из листа связанного картона, содержащего первый (22) и второй (24) слой картона, соединенные друг с другом посредством адгезива.
5. Упаковка по п.4, отличающаяся тем, что каждый из первого и второго слоя имеет плотность от 200 до 450 г/м2.
6. Упаковка по любому из пп.4,5, отличающаяся тем, что первый слой (22), предназначенный для его обращения к запечатывающей фольге, имеет плотность от 350 до 400 г/м2, а второй слой имеет плотность от 200 до 300 г/м2, причем плотность первого слоя больше, чем плотность второго слоя.
7. Упаковка по любому из пп.4-6, отличающаяся тем, что линия (40) сгиба содержит канавку с глубиной, не превышающей толщину первого слоя (22).
8. Упаковка по любому из пп.1-7, отличающаяся тем, что запечатывающая фольга (6) имеет слоистую структуру, содержащую с обращенной к зачерпывающему инструменту стороны по меньшей мере одну термопластичную олефиновую полимерную или сополимерную пленку.
9. Упаковка по п.8, отличающаяся тем, что указанная по меньшей мере одна пленка выполнена из полипропилена или из биаксиально ориентированного полипропилена.
10. Упаковка по п.8 или 9, отличающаяся тем, что запечатывающая фольга дополнительно содержит одну или более промежуточных пленок из полиэфира или полипропилена и поверхностную пленку, предназначенную для ее обращения к каст-полипропиленовой упаковке.
11. Упаковка по п.10, отличающаяся тем, что упомянутая одна или более промежуточных пленок из полиэфира или полипропилена являются металлизированными.
12. Способ изготовления упаковки по любому из пп.1-11, отличающийся тем, что он включает операцию приваривания зачерпывающего инструмента (16) к запечатывающей фольге (6) посредством ультразвуковой сварки.
13. Способ по п.12, отличающийся тем, что операция ультразвуковой сварки выполняется посредством образования, одновременно со сваркой, в теле зачерпывающего инструмента, непрерывной или прерывистой линии сгиба, которая проходит в продольном направлении вдоль по меньшей мере части продольного удлинения зачерпывающего инструмента, и вдоль которой зачерпывающий инструмент соединен с запечатывающей фольгой.
14. Способ по п.12 или 13, отличающийся тем, что операция сварки выполняется посредством размещения листа, который должен образовать запечатывающую фольгу, наложенного на зачерпывающий инструмент, причем лист содержит поверхность, обращенную к зачерпывающему инструменту, образованную посредством пленки термопластичного материала, и при этом операция ультразвуковой сварки осуществляется с использованием сонотрода (30), активная поверхность которого включает ребро (38) с V-образным сечением, которое способно образовать, в результате давления, оказываемого на лист, наложенный на зачерпывающий инструмент, линию (40) сгиба в теле инструмента.
15. Способ по любому из пп.12-14, отличающийся тем, что операция ультразвуковой сварки осуществляется с частотой от 15 до 30 кГц.
16. Зачерпывающий инструмент для упаковки для пищевого продукта по любому из пп.1-11, образованный из заготовки из картона, полученной из листа связанного картона, содержащего по меньшей мере первый (22) и второй (24) слой, склеенные вместе посредством адгезива, и содержащего линию сгиба, которая проходит от одного конца до другого конца заготовки по ее продольной оси.
17. Инструмент по п.16, отличающийся тем, что линия сгиба представляет собой канавку, имеющую глубину, не превышающую толщину первого слоя (22).
| Способ получения формы боковой поверхности поршня ДВС | 1989 |
|
SU1657325A1 |
| US 2014259697 A1, 18.09.2014 | |||
| WO 2009136246 A2, 12.11.2009 | |||
| УСТАНОВКА ДЛЯ ВЫДЕРЖКИ ИЗДЕЛИЙ В ХОЛОДЕ | 0 |
|
SU182381A1 |
| ДВУХСЕКЦИОННЫЙ ПЛАСТМАССОВЫЙ КОНТЕЙНЕР И УПАКОВКА ДЛЯ ПИЩЕВЫХ ПРОДУКТОВ, ВКЛЮЧАЮЩАЯ В СЕБЯ ТАКИЕ КОНТЕЙНЕРЫ | 2013 |
|
RU2633240C2 |
| ПИЩЕВОЙ ПРОДУКТ В УПАКОВКЕ | 2016 |
|
RU2722043C2 |
