Изобретение относится к машиностроению, в частности к способам автоматической загрузки, разгрузки и переустановки заготовок на технологическом оборудовании.
Известен способ установки заготовки наружной поверхностью вращения и перпендикулярной к ее оси плоской поверхностью, осуществляемый с помощью патронов, причем для уменьшения деформации тонкостенных заготовок в патронах применяют наладки кулачков для закрепления поверхности с большой дугой охвата [Справочник технолога-машиностроителя в 2-х т. Т2 / Под ред. А.Г. Косиловой и Р.К. Мещерякова. - 4-е изд., перераб. и доп. М.: Машиностроение, 1985, с. 68, 71, 75, рис. 9, в].
Однако использование известного способа при автоматической переустановке тонкостенной заготовки, не имеющей подвижности в радиальном направлении при закреплении, снижает точность ее переустановки ввиду деформации упомянутой заготовки из-за неодновременного закрепления кулачками патрона, вызванного погрешностями формы и расположения закрепляемой поверхности относительно рабочей поверхности кулачков патрона.
Прототип - способ переустановки тонкостенной заготовки в механизированный патрон, включающий установку заготовки на базирующий элемент, установку механизированного цангового патрона с нажимным конусом напротив заготовки, подвод патрона к базирующему элементу с заходом его цангой в отверстие заготовки, перемещение лепестков цанги в радиальном направлении на сближение с заготовкой, достигаемое путем перемещения нажимного конуса вдоль оси цанги, прерывание перемещения коснувшихся заготовки лепестков, достигаемое радиальным смещением к некоснувшимся лепесткам нажимного конуса, и возобновление прерванных перемещений в момент касания заготовки всеми лепестками, закрепление заготовки одновременно всеми лепестками, открепление заготовки в базирующем элементе и отвод патрона с заготовкой в исходное положение [RU 2717760. Бюл. №9, 2020].
Однако применение в способе цангового патрона с подвижным в радиальном направлении нажимным конусом увеличивает податливость технологической системы при последующей механической обработке, что предполагает использование этого способа при выполнении чистовых операций.
Проблемой является разработка способа переустановки неподвижной в радиальном направлении тонкостенной заготовки в цанговый патрон с закреплением ее за наружную поверхность.
Технический результат - повышение надежности переустановки тонкостенной заготовки за счет применения цангового патрона с переменными в осевом направлении движениями нажимных элементов.
Решение поставленной проблемы и технический результат достигаются тем, что в способе устанавливают заготовку на базирующий элемент, устанавливают механизированный цанговый патрон с нажимным элементом напротив заготовки, подводят патрон к базирующему элементу, перемещают лепестки цанги в радиальном направлении на сближение с заготовкой путем перемещения нажимного элемента вдоль оси цанги, прерывают перемещения коснувшихся заготовки лепестков и возобновляют их перемещения после касания заготовки всеми лепестками, закрепляют заготовку одновременно всеми лепестками, открепляют заготовку в базирующем элементе и отводят патрон с заготовкой в исходное положение. Согласно изобретению используют патрон с нажимным элементом в виде ползунов с переменными движениями вдоль оси цанги, кроме того при подводе патрона заводят его отверстием на заготовку, причем прерывание перемещения каждого лепестка, коснувшегося заготовки, выполняют прерыванием перемещения сопряженного с ним ползуна, а закрепляют заготовку за ее наружную поверхность.
Использование в заявляемом способе цангового патрона с нажимными элементами в виде переменно движущихся независимо друг от друга ползунов, по сравнению с использованием патрона с нажимным конусом в известном способе, позволяет уменьшить деформацию переустанавливаемой тонкостенной заготовки, даже если ее наружная поверхность выполнена с погрешностью формы и расположена с отклонениями относительно базовой поверхности заготовки и оси цангового патрона.
Это достигается тем, что выравнивание давления на лепестки в заявляемом способе выполняется переменным движением ползунов вдоль оси цанги с воздействием каждого из них только на один лепесток. Такое выравнивание давления, по сравнению с прототипом, позволяет исключить радиальное смещение нажимных элементов. Это увеличивает жесткость сопряжения «заготовка - цанговый патрон» и уменьшает возможное смещение нажимных элементов в радиальном направлении от сил резания при последующей механической обработке. Таким образом, заявляемым способом обеспечивают повышение надежности переустановки тонкостенной заготовки.
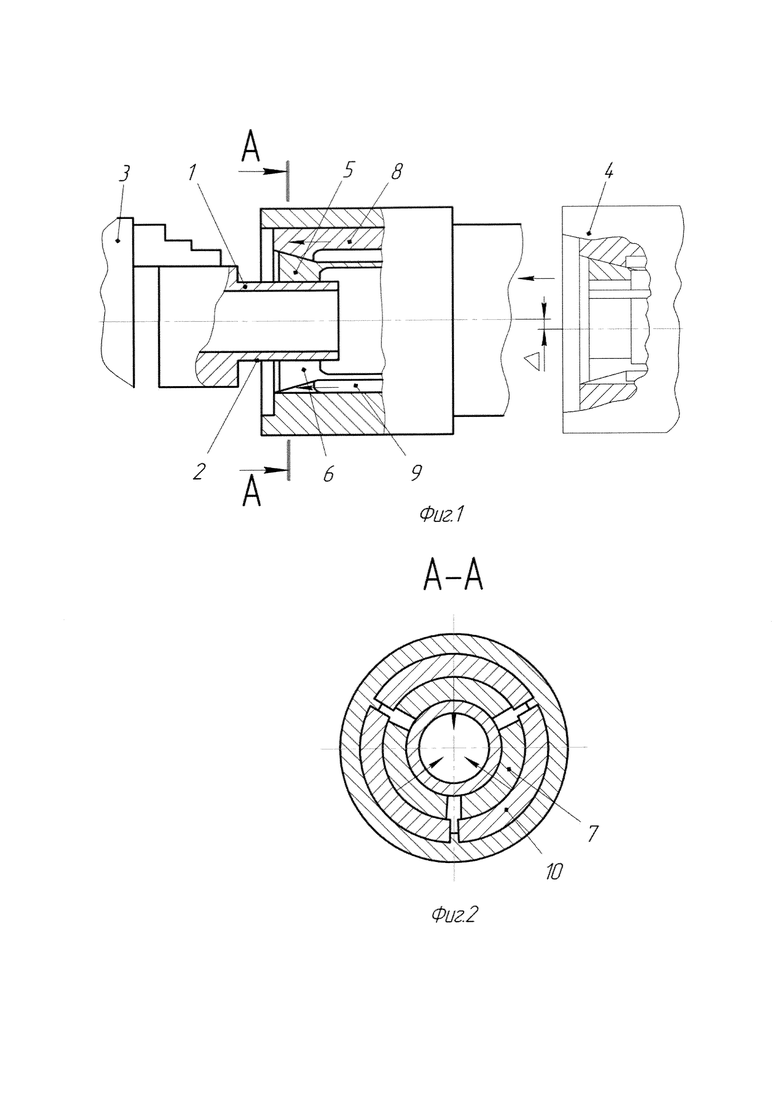
На фиг. 1 показана схема способа, вид спереди; на фиг. 2 - разрез А-А на фиг. 1.
Способ осуществляется следующим образом.
Устанавливают тонкостенную заготовку 1 с наружной поверхностью вращения 2 на базирующий элемент 3 и закрепляют в нем. Устанавливают напротив заготовки 1 механизированный цанговый патрон 4 с зажимными элементами в виде лепестков 5, 6 и 7 и нажимными элементами в виде ползунов 8, 9 и 10 с переменными движениями вдоль оси цанги. Подводят патрон 4 к базирующему элементу 3 с заходом заготовки 1 в отверстие патрона. Перемещают лепестки 5, 6 и 7 в радиальном направлении на сближение с наружной поверхностью 2 заготовки 1 путем перемещения ползунов 8, 9 и 10 вдоль оси цанги. Из-за отклонения формы наружной поверхности 2 и отклонения от соосности А оси цанги относительно оси упомянутой поверхности один из лепестков цанги, например, лепесток 5 может коснуться этой поверхности раньше, чем другие лепестки. Поэтому перемещение ползуна 8, сопряженного с лепестком 5, а значит, перемещение упомянутого лепестка приостанавливают. При этом движение остальных ползунов продолжают. Аналогично приостанавливают движение каждого следующего ползуна при касании сопряженного с ним лепестка с наружной поверхностью 2. Возобновляют все прерванные движения в момент касания последнего лепестка с наружной поверхностью 2. Затем закрепляют заготовку 1 за упомянутую поверхность одновременно всеми лепестками, открепляют ее в базирующем элементе 3, а патрон 4 с заготовкой 1 возвращают в исходное положение.
Таким образом, переустанавливают тонкостенную заготовку в механизированный цанговый патрон, достигая при этом повышения надежности переустановки.
Способ может быть использован на машиностроительных предприятиях для переустановки тонкостенных заготовок, например, на обрабатывающих центрах с двумя шпинделями: основным и противошпинделем.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ переустановки тонкостенной заготовки в механизированный патрон | 2019 |
|
RU2717760C1 |
| Патрон цанговый механизированный | 2019 |
|
RU2714454C1 |
| Патрон механизированный для переустановки заготовки | 2023 |
|
RU2806400C1 |
| Способ переустановки заготовки в трехкулачковый механизированный патрон | 2021 |
|
RU2755184C1 |
| Способ установки заготовки на центрах токарного станка | 2019 |
|
RU2714361C1 |
| Патрон трехкулачковый клиновой механизированный | 2021 |
|
RU2768636C1 |
| Патрон двухкулачковый клиновой механизированный | 2017 |
|
RU2655417C1 |
| Цанговый патрон | 1990 |
|
SU1773576A1 |
| Способ установки заготовки в двухкулачковом механизированном патроне | 2016 |
|
RU2623549C1 |
| ОПРАВКА С РАЗРЕЗНОЙ ЦАНГОЙ | 2009 |
|
RU2412787C1 |
Изобретение относится к машиностроению. Способ переустановки тонкостенной заготовки в механизированный цанговый патрон включает размещение и закрепление заготовки на базирующем элементе. Устанавливают напротив заготовки механизированный цанговый патрон с зажимными элементами в виде лепестков цанги и нажимными элементами в виде ползунов с переменным движением вдоль оси цанги. Подводят патрон к базирующему элементу с заходом заготовки в отверстие патрона. Перемещают лепестки на сближение с наружной поверхностью заготовки путем движения ползунов вдоль оси цанги. В момент, когда один из лепестков первым коснется наружной поверхности заготовки, приостанавливают перемещение ползуна, сопряженного с упомянутым лепестком. При этом движение остальных ползунов продолжают. Приостанавливают движение второго ползуна в момент касания с заготовкой сопряженного с ним лепестка. При этом движение третьего ползуна продолжают. В момент касания заготовки третьим лепестком возобновляют прерванные движения ползунов. Затем закрепляют заготовку за наружную поверхность одновременно всеми лепестками, открепляют ее в базирующем элементе и отводят патрон с заготовкой в исходное положение. Техническим результатом изобретения является повышение надежности переустановки. 2 ил.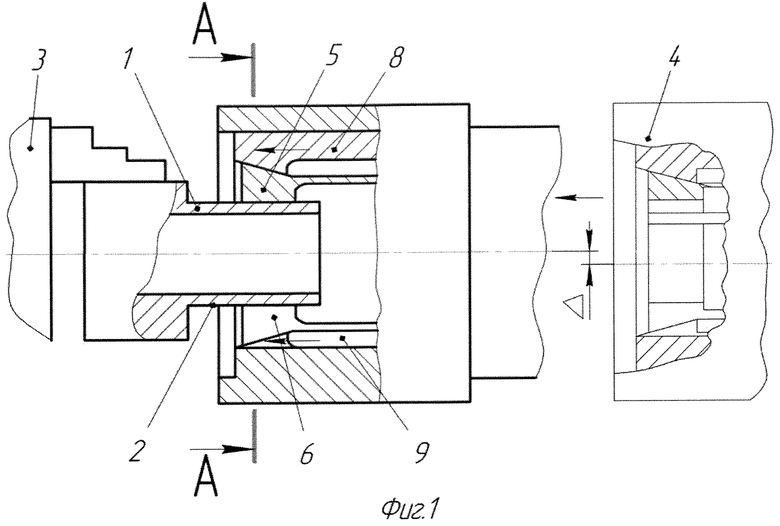
Способ переустановки тонкостенной заготовки в механизированный цанговый патрон, включающий установку заготовки на базирующий элемент, установку механизированного цангового патрона с нажимным элементом напротив заготовки, подвод патрона к базирующему элементу, перемещение лепестков цанги в радиальном направлении на сближение с заготовкой, достигаемое путем перемещения нажимного элемента вдоль оси цанги, прерывание перемещения коснувшихся заготовки лепестков и возобновление их перемещения после касания заготовки всеми лепестками, закрепление заготовки одновременно всеми лепестками, открепление заготовки в базирующем элементе и отвод патрона с заготовкой в исходное положение, отличающийся тем, что используют патрон с нажимным элементом в виде ползунов с переменными движениями вдоль оси цанги, кроме того при подводе патрона заводят его отверстием на заготовку, причем прерывание перемещения каждого лепестка, коснувшегося заготовки, выполняют прерыванием перемещения сопряженного с ним ползуна, а закрепляют заготовку за ее наружную поверхность.
| ЦАНГОВЫЙ ПАТРОН | 0 |
|
SU272775A1 |
| Способ установки заготовки в двухкулачковом механизированном патроне | 2016 |
|
RU2623549C1 |
| Способ переустановки тонкостенной заготовки в механизированный патрон | 2019 |
|
RU2717760C1 |
| Способ переустановки заготовки в трехкулачковый механизированный патрон | 2021 |
|
RU2755184C1 |
| CN 111872427 A, 03.11.2020. | |||

