Изобретение относится к машиностроению, в частности к способам автоматической загрузки и разгрузки технологического оборудования.
Известен способ установки тонкостенной заготовки отверстием на цанговую оправку, иллюстрационно раскрытый в [Справочник технолога-машиностроителя в 2-х т. Т2/Под ред. А.Г. Косиловой и Р.К. Мещерякова. - 4-ое изд., перераб. и доп. - М.: Машиностроение, 1985, с. 75-78, рис. 10,в], заключающийся в том, что устанавливают фланцевую оправку с разрезной цангой на шпиндель станка, устанавливают заготовку отверстием на цангу, перемещают цангу по коническому хвостовику оправки, смещая при этом лепестки цанги на сближение с отверстием заготовки, а после касания лепестков с заготовкой закрепляют ее (аналог).
Однако использовании известного способа при автоматической переустановке тонкостенной заготовки, не имеющей подвижности в радиальном направлении при закреплении, приводят к ее деформации, вызванной разным давлением лепестков ввиду отклонений от соосности отверстия заготовки относительно оси цанги.
Прототип - способ установки заготовки в двухкулачковом механизированном патроне, включающий установку заготовки на базирующий элемент, установку патрона напротив заготовки, подвод патрона к базирующему элементу, перемещение кулачков патрона в радиальном направлении на сближение с заготовкой, прерывание движения коснувшегося заготовки кулачка и возобновление его перемещения при касании другого кулачка с заготовкой, закрепление заготовки одновременно обоими кулачками и отвод патрона с заготовкой в исходное положение [Патент RU №2623549, Бюл. №18, 2017].
Однако использование указанного способа при переустановке тонкостенной заготовки приведет к ее деформации из-за того, что закрепление осуществляется двумя кулачками.
Проблемой является разработка способа переустановки неподвижной в радиальном направлении тонкостенной заготовки в механизированный цанговый патрон с закреплением ее за отверстие.
Технический результат - повышение точности переустановки тонкостенной заготовки за счет уменьшения ее деформации при закреплении, обусловленной погрешностью формы отверстия, за которое производится закрепление, и отклонением от соосности этого отверстия относительно оси цангового патрона.
Решение поставленной проблемы и технический результат достигаются тем, что в способе переустановки тонкостенной заготовки в механизированный патрон устанавливают заготовку на базирующий элемент, устанавливают патрон напротив заготовки, подводят патрон к базирующему элементу, перемещают зажимные элементы в радиальном направлении на сближение с заготовкой, прерывают перемещения коснувшихся заготовки зажимных элементов и возобновляют их перемещения в момент касания заготовки всеми зажимными элементами, закрепляют заготовку одновременно всеми зажимными элементами и отводят патрон в исходное положение. Согласно изобретению устанавливают патрон цанговый с зажимными элементами в виде лепестков цанги и нажимным конусом, кроме того при подводе патрона заводят его цангой в отверстие заготовки, радиальное перемещение лепестков достигают путем перемещения нажимного конуса вдоль оси цанги, прерывание перемещения лепестков, коснувшихся заготовки, выполняют радиальным смещением к некоснувшимся лепесткам нажимного конуса, а перед отводом патрона заготовку открепляют в базирующем элементе.
Сравнение заявленного способа с прототипом показывает, что в прототипе давление двух кулачков на тонкостенную заготовку приведет к ее деформации при закреплении из-за ограниченной площади контакта. В заявленном способе усилие при закреплении распределяется на большую поверхность отверстия за счет увеличенной поверхности прилегания лепестков к закрепляемой поверхности. Кроме того за счет смещения нажимного конуса в радиальном направлении к некоснувшимся лепесткам после касания отверстия некоторыми лепестками приводит к выравниванию давления всех лепестков, а значит к уменьшению деформации переустанавливаемой тонкостенной заготовки, что повышает точность ее переустановки.
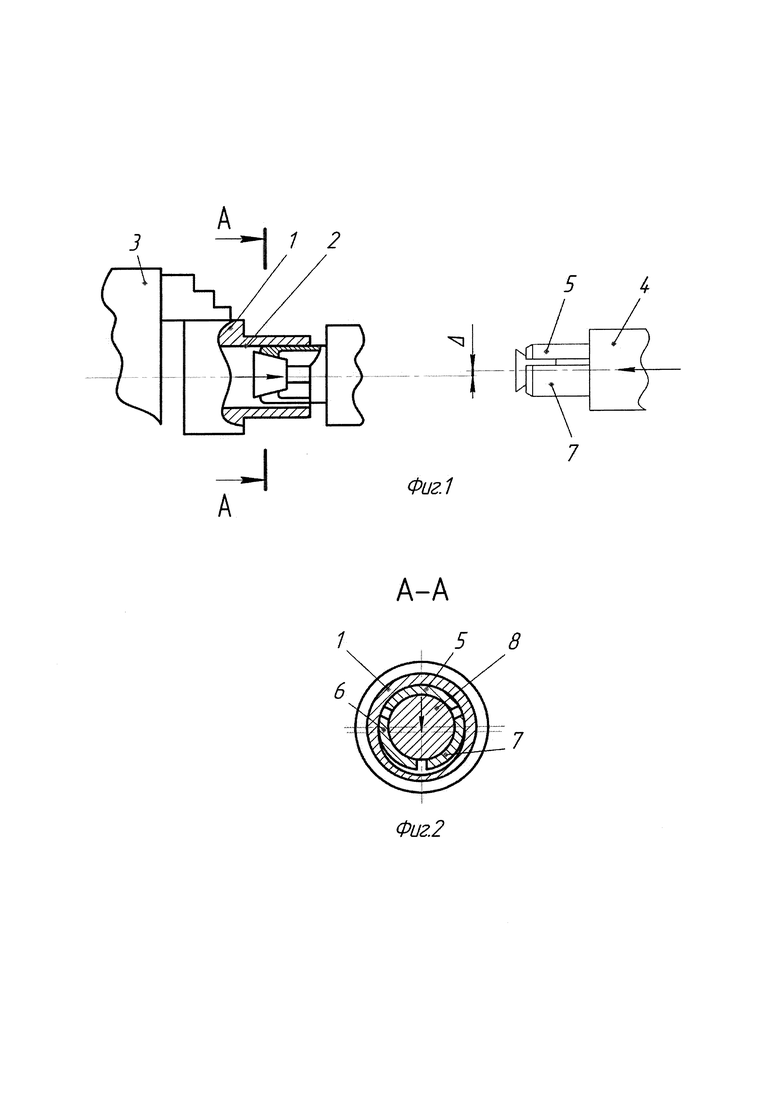
На фиг. 1 показана схема способа, вид спереди; на фиг. 2 - разрез А-А на фиг. 1.
Способ осуществляется следующим образом.
Устанавливают заготовку 1 с отверстием 2 на базирующий элемент 3 и закрепляют в нем. Устанавливают напротив заготовки 1 цанговый патрон 4 с зажимными элементами в виде лепестков 5, 6 и 7 и нажимным конусом 8. Подводят патрон 4 к базирующему элементу 3 с заходом его цанги в отверстие 2 заготовки 1. Перемещают лепестки 5, 6 и 7 в радиальном направлении на сближение с отверстием 2 путем перемещения нажимного конуса 8 вдоль оси цанги. Ввиду отклонения от соосности Δ отверстия 2 и цанги с заготовкой 1 коснется один из лепестков, например, лепесток 5. С этого момента сообщают нажимному конусу 8 радиальное смещение к некоснувшимся лепесткам 6 и 7. Это смещение продолжают до касания всех лепестков отверстия 2. Затем закрепляют заготовку 1 одновременно всеми лепестками, а после открепляют ее в базирующем элементе 3 и отводят патрон 4 с заготовкой 1 в исходное положение.
Таким образом радиальные смещения нажимного конуса позволяют выравнять давление лепестков на тонкостенную заготовку, что позволяет повысить точность переустановки заготовки.
Способ может быть использован для переустановки тонкостенных заготовок, например, на обрабатывающих центрах с двумя шпинделями: основным и контршпинделем.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ переустановки тонкостенной заготовки в механизированный цанговый патрон | 2022 |
|
RU2785509C1 |
| Патрон цанговый механизированный | 2019 |
|
RU2714454C1 |
| Патрон механизированный для переустановки заготовки | 2023 |
|
RU2806400C1 |
| Способ переустановки заготовки в трехкулачковый механизированный патрон | 2021 |
|
RU2755184C1 |
| Способ установки заготовки в двухкулачковом механизированном патроне | 2016 |
|
RU2623549C1 |
| Способ переустановки детали с наружной резьбой в механизированный патрон | 2018 |
|
RU2680340C1 |
| Способ переустановки детали с наружной резьбой в механизированный патрон | 2024 |
|
RU2831796C1 |
| Способ установки заготовки на центрах токарного станка | 2019 |
|
RU2714361C1 |
| Цанговый патрон | 1990 |
|
SU1773576A1 |
| Цанговый патрон | 1982 |
|
SU1085692A1 |
Способ включает установку заготовки на базирующий элемент, закрепление ее в упомянутом элементе, установку цангового патрона с зажимными элементами в виде лепестков цанги и с нажимным конусом напротив заготовки, подвод патрона к базирующему элементу с заходом его цанги в отверстие заготовки, а также перемещение лепестков в радиальном направлении на сближение с отверстием заготовки путем перемещения нажимного конуса вдоль оси цанги. В момент касания отверстия одним из лепестков сообщают нажимному конусу радиальные смещения к некоснувшимся лепесткам до момента касания заготовки всеми лепестками. Затем закрепляют заготовку одновременно всеми лепестками, открепляют ее в базирующем элементе и отводят патрон с заготовкой в исходное положение. Достигается повышение точности переустановки тонкостенной заготовки за счет уменьшения ее деформации при закреплении, обусловленной погрешностью формы отверстия, за которое производится закрепление, и отклонением от соосности этого отверстия относительно оси цангового патрона. 2 ил.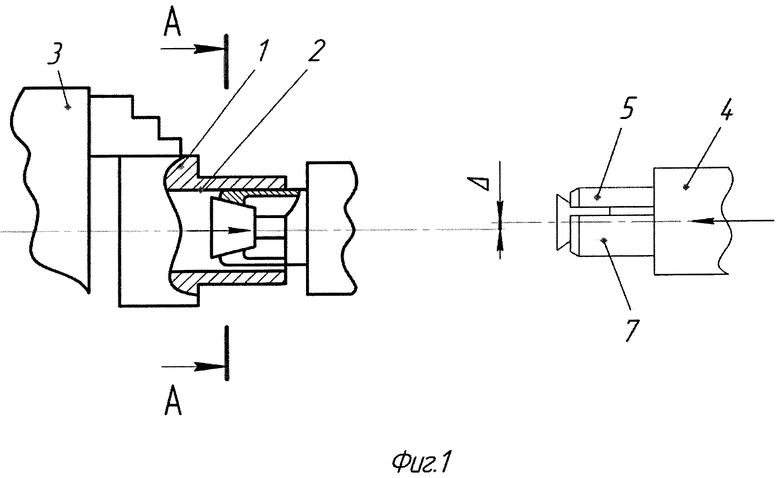
Способ переустановки тонкостенной заготовки в механизированный патрон, включающий установку заготовки на базирующий элемент, установку механизированного патрона напротив заготовки, подвод патрона к базирующему элементу, перемещение зажимных элементов в радиальном направлении на сближение с заготовкой, прерывание перемещения коснувшихся заготовки зажимных элементов и возобновление их перемещения в момент касания заготовки всеми зажимными элементами, закрепление заготовки одновременно всеми зажимными элементами и отвод патрона с заготовкой в исходное положение, отличающийся тем, что используют патрон цанговый с зажимными элементами в виде лепестков цанги и с нажимным конусом, при подводе патрона заводят его цангой в отверстие заготовки, радиальное перемещение лепестков достигают путем перемещения нажимного конуса вдоль оси цанги, прерывание перемещения лепестков, коснувшихся заготовки, выполняют радиальным смещением к некоснувшимся лепесткам нажимного конуса, а перед отводом патрона заготовку открепляют в базирующем элементе.
| СОЕДИНИТЕЛЬНАЯ КОНСТРУКЦИЯ ЭЛЕМЕНТОВ КАРКАСА | 2015 |
|
RU2632549C1 |
| Оправка | 1991 |
|
SU1808495A1 |
| СПОСОБ ВЫДЕЛЕНИЯ МЕТАКРИЛОВОЙ КИСЛОТЫ ИЗ ВОДНЫХ РАСТВОРОВ | 0 |
|
SU170965A1 |
| US 3909021 A1, 30.09.1985. | |||

