Изобретение относится к машиностроению, в частности к средствам технологического оснащения в виде приспособлений и загрузочно-разгрузочных устройств.
Известен автоматический цанговый патрон для закрепления тонкостенного полого цилиндрического изделия, содержащий корпус для закрепления в шпинделе станка, выполненный с цилиндрическим каналом, цангу с прорезями, лепестки которой имеют с внутренней стороны конические участки, и предназначенную для соединения с подвижным валом в шпиндельном узле тягу, размещенную в полости цанги и соосно установленную в цилиндрическом канале корпуса, при этом прорези цанги выполнены овальными, а тяга выполнена с конической шляпкой, сопряженной с упомянутыми коническими участками лепестков цанги, и размещена по скользящей посадке в цилиндрическом канале корпуса, в котором выполнены кольцевые пазы для установки сальных колец [Патент RU №170965U1, Бюл. №14, 2017 (аналог)].
Однако известный цанговый патрон выполнен самоцентрирующим и предназначен для закрепления заготовки, подвижной в радиальном направлении. Использование этого патрона для закрепления тонкостенной заготовки, не имеющей при закреплении подвижности в радиальном направлении, приведет к деформации упомянутой заготовки из-за погрешности формы закрепляемой поверхности и отклонения её от соосности относительно оси патрона.
Прототип – механизированная шпиндельная оправка, содержащая корпус с центральным отверстием, нажимной элемент в виде наружного конуса, выполненного на корпусе, цангу с лепестками и коническим отверстием, выполненным на лепестках, шток привода, сопряженный с центральным отверстием корпуса с возможностью осевого перемещения, причем цанга сопряжена коническим отверстием с упомянутым конусом и закреплена на штоке [Справочник технолога-машиностроителя в 2-х т. Т2/Под ред. А.Г. Косиловой и Р.К. Мещерякова. – 4-е изд., перераб. и доп. М.: Машиностроение, 1985, с.75-78, рис. 10в].
Однако использование упомянутой оправки при автоматическом закреплении тонкостенной заготовки, не имеющей подвижности в радиальном направлении при закреплении, приводит к деформации заготовки, вызванной разным давлением лепестков цанги ввиду отклонений от соосности отверстия заготовки, за которое производится закрепление, и оси цанги.
Проблемой является разработка патрона для автоматического закрепления тонкостенной заготовки, не имеющей при закреплении подвижности в радиальном направлении.
Техническим результатом является повышение точности установки за счёт выравнивания давления лепестков цанги на заготовку.
Решение поставленной проблемы и технический результат достигаются тем, что патрон цанговый механизированный содержит корпус с центральным отверстием, цангу с лепестками и коническим отверстием, выполненным на лепестках, привод со штоком, сопряженным с центральным отверстием с возможностью осевого перемещения, и нажимной элемент с наружным конусом, причем упомянутый конус сопряжен с коническим отверстием цанги. Согласно изобретению нажимной элемент выполнен в виде втулки, установленной на штоке с возможностью радиального смещения относительно оси штока, а цанга закреплена на корпусе.
Сравнение предлагаемого патрона с прототипом показывает следующее. В прототипе цанга выполнена подвижной за счет закрепления на штоке. Она сопряжена с неподвижным наружным конусом. Поэтому из-за наличия отклонения от соосности и для обеспечения равномерности закрепления всеми лепестками в условиях автоматической переустановки заготовка должна обладать подвижностью в радиальном направлении. В упомянутых условиях заготовка не имеет такой подвижности, поскольку на исходной позиции она закреплена. Поэтому для исключения деформации тонкостенной заготовки при её переустановке в предлагаемом патроне цанга закреплена на корпусе, а втулка установлена на штоке с возможностью радиального смещения при касании заготовки не всеми лепестками цанги. Это обеспечивает выравнивание давления на заготовку всеми лепестками и позволяет повысить точность переустановки заготовки.
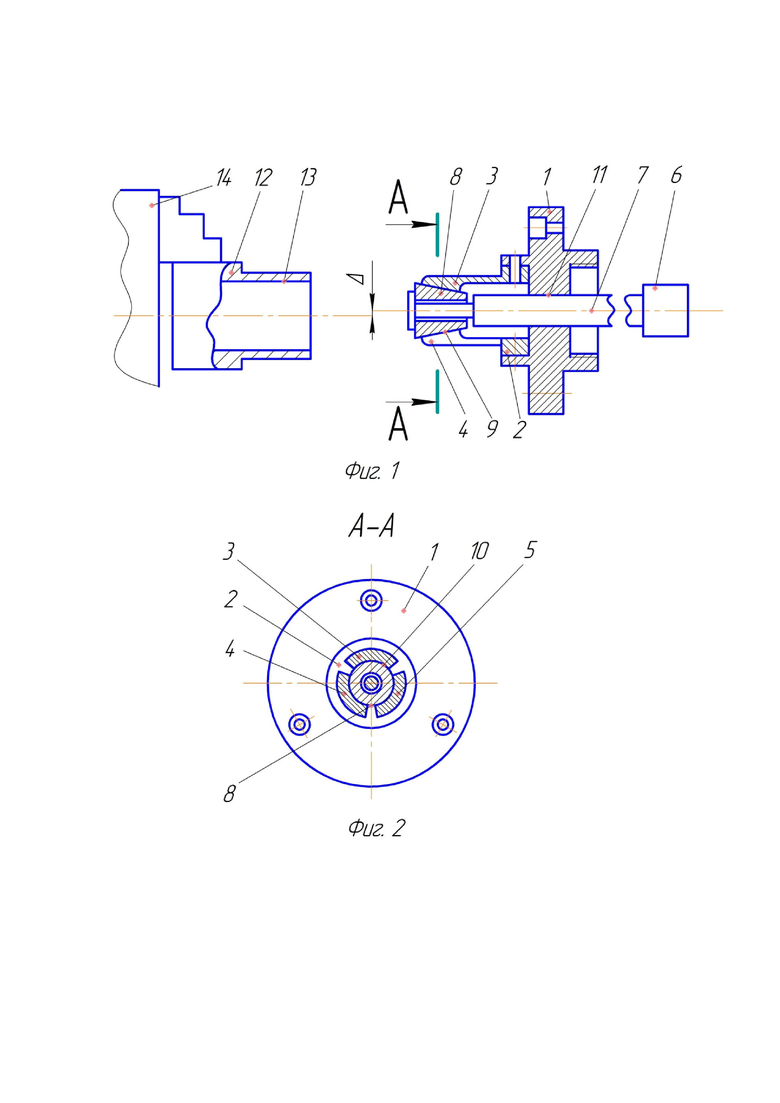
На фиг.1 показан чертёж цангового патрона, вид спереди; на фиг.2 - разрез А-А на фиг.1.
Цанговый патрон устроен следующим образом. Он содержит корпус 1, цангу 2 с лепестками 3, 4 и 5, привод 6 со штоком 7, втулку 8 с наружным конусом 9. Цанга 2 выполнена с коническим отверстием 10 на лепестках 3, 4 и 5 и закреплена на корпусе 1. В корпусе 1 выполнено центральное отверстие 11, с которым сопряжен шток 7 с возможностью перемещения вдоль его оси. Втулка 8 сопряжена наружным конусом 9 с коническим отверстием 10 и установлена на штоке 7 с возможностью радиального смещения. Тонкостенная заготовка 12 с отверстием 13 закреплена в кулачковом патроне 14. Между осью отверстия 13 и осью цанги 2 при переустановке возникает отклонение от соосности. Цанговый патрон закреплен на шпинделе станка (на фигуре не показан).
Патрон работает следующим образом.
При переустановке заготовки 12 подводят цанговый патрон к кулачковому патрону 14 с заходом цанги 2 в отверстие 13. Перемещают шток 7 вдоль оси центрального отверстия 11 от привода 6. Втулка 8, перемещаясь со штоком 7, воздействует своим наружным конусом 9 через коническое отверстие 10 на лепестки 3, 4 и 5, деформируя их. Упомянутые лепестки перемещаются в радиальном направлении на сближение с отверстием 13. Из-за отклонения от соосности с отверстием 13 коснутся не все лепестки, а, например, только лепесток 3. С этого момента и до касания отверстия 13 всеми лепестками втулка 8 будет смещаться в радиальном направлении к лепесткам 4 и 5. С момента касания отверстия 13 всеми лепестками начинается закрепление заготовки 12. Затем её открепляют в кулачковом патроне 14, а цанговый патрон вместе с заготовкой 12 отводят в исходное положение.
Таким образом, радиальные смещения втулки позволяют выровнять давление лепестков на тонкостенную заготовку, что позволяет повысить точность автоматической переустановки заготовки.
Цанговый патрон может быть использован на машиностроительных предприятиях при автоматической загрузке, разгрузке и переустановке заготовок на технологическом оборудовании.
| название | год | авторы | номер документа |
|---|---|---|---|
| Патрон механизированный для переустановки заготовки | 2023 |
|
RU2806400C1 |
| Способ переустановки тонкостенной заготовки в механизированный цанговый патрон | 2022 |
|
RU2785509C1 |
| Способ переустановки тонкостенной заготовки в механизированный патрон | 2019 |
|
RU2717760C1 |
| Цанговый патрон | 1980 |
|
SU904906A2 |
| Цанговый патрон | 1977 |
|
SU653037A1 |
| ЦАНГОВЫЙ ТОКАРНЫЙ ПАТРОН | 2023 |
|
RU2812811C1 |
| Способ установки детали и устройство для его осуществления (варианты) | 2015 |
|
RU2639589C2 |
| ЦАНГОВЫЙ ПАТРОН | 2006 |
|
RU2323804C1 |
| Инструмент для формования концов труб | 1978 |
|
SU771997A1 |
| Цанговый патрон | 1990 |
|
SU1773576A1 |
Патрон содержит корпус с центральным отверстием, цангу с лепестками и коническим отверстием, выполненным на лепестках, привод со штоком, сопряженным с центральным отверстием с возможностью осевого перемещения, и нажимной элемент с наружным конусом, причем упомянутый конус сопряжен с коническим отверстием цанги. Нажимной элемент выполнен в виде втулки, установленной на штоке с возможностью радиального смещения относительно оси штока, а цанга закреплена на корпусе. Достигается повышение точности установки за счёт выравнивания давления лепестков цанги на заготовку. 2 ил.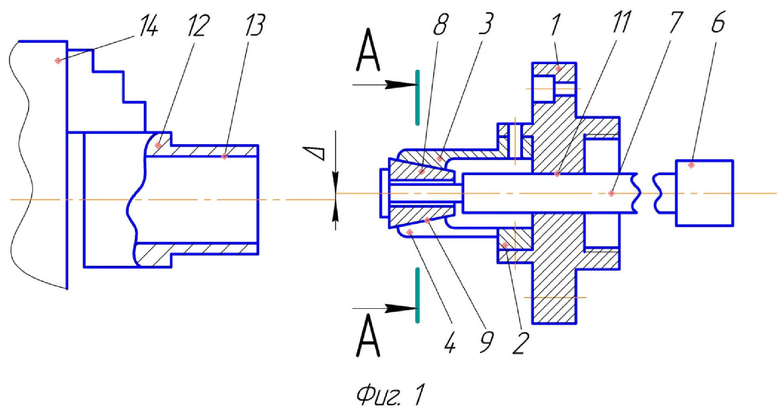
Патрон цанговый механизированный, содержащий корпус с центральным отверстием, цангу с лепестками и коническим отверстием, выполненным на лепестках, привод со штоком, сопряженным с упомянутым центральным отверстием с возможностью осевого перемещения, и нажимной элемент с наружным конусом, сопряженным с коническим отверстием цанги, отличающийся тем, что нажимной элемент выполнен в виде втулки, установленной на штоке с возможностью радиального смещения относительно оси штока, а цанга закреплена на корпусе.
| СПОСОБ ВЫДЕЛЕНИЯ МЕТАКРИЛОВОЙ КИСЛОТЫ ИЗ ВОДНЫХ РАСТВОРОВ | 0 |
|
SU170965A1 |
| Оправка | 1991 |
|
SU1808495A1 |
| ДИСКОВЫЙ КОРПУС ПЛУГА | 2013 |
|
RU2524548C1 |
| US 3909021 A1, 30.09.1975. | |||

