ОБЛАСТЬ ТЕХНИКИ
[0001] Настоящее раскрытие относится к области мониторинга скребковой конвейерной цепи, в частности к системе мониторинга скребковой цепи на основании измерения светопропускания торсионной пружины и способу ее применения.
ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
[0002] Скребковый конвейер является типичным гибким тяговым транспортным оборудованием, которое выполняет функции погрузки и транспортировки, поддержки выемочного комбайна, направления выемочного комбайна и т. д. в полностью механизированной добыче угля. При работе скребкового конвейера наиболее подверженным разрушению компонентом является скребковая цепь. На отказ скребковой цепи приходится 63% всех отказов скребкового конвейера, а 42% простоев скребкового конвейера вызваны обрывом скребковой цепи. Когда скребковый конвейер выйдет из строя, это напрямую повлияет на производственную мощность угледобывающего забоя.
[0003] В китайском патенте CN106829390A раскрыто устройство обнаружения порванной цепи для скребкового конвейера и способ применения устройства обнаружения порванной цепи, в котором инфракрасные фоторезисторы на обеих сторонах желоба используются для сравнения и определения времени прохождения двух концов одного и того же скребка, чтобы определить, наклонен ли скребок и порвана ли цепь, а порванную цепь обнаруживают, исходя из рабочего состояния скребка. В китайском патенте CN104229427B раскрыт способ обнаружения разрыва цепи скребкового конвейера, в котором датчик напряжения, установленный на контактной поверхности цепи зубчатой передачи, используется для определения разрыва цепи, а разрыв цепи определяют с точки зрения механики.
[0004] В китайском патенте CN107777288A раскрыта система мониторинга в режиме реального времени и способ обнаружения разрыва цепи скребкового конвейера, в котором условия относительного смещения двух скребковых цепей контролируют тензометрическими датчиками, установленными на звеньях цепи, и позиционированием узлов, чтобы определить, происходит ли разрыв цепи. Из-за жестких условий эксплуатации скребкового конвейера тензометрический датчик, установленный на звене цепи грузовой части, может быть поврежден, поэтому данный способ предназначен для обнаружения и контроля скребковой цепи с точки зрения изменения ее положения.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0005] Для вышеуказанных способов обнаружения на основании различных перспектив целью настоящего раскрытия является предоставление новой системы мониторинга скребковой цепи на основании измерения светопропускания торсионной пружины и способа ее применения, которая исключает низкую точность и недостаточную надежность существующей системы мониторинга скребковой конвейерной цепи.
[0006] Для решения вышеупомянутых технических проблем в настоящем раскрытии приняты следующие технические решения.
[0007] В настоящем раскрытии предоставлена система мониторинга скребковой цепи на основании измерения светопропускания торсионной пружины. Система содержит устройство обнаружения кручения зубчатого колеса, фиксирующее устройство, беспроводной приемник, аналого-цифровой преобразователь и промышленный компьютер. Устройство обнаружения кручения зубчатого колеса содержит передаточный вал с зубчатыми колесами, закрепленными на обоих концах передаточного вала. Средняя часть передаточного вала заключена в торсионную пружину. Оба конца торсионной пружины неподвижно соединены с одной торцевой поверхностью зубчатых колес на стороне, ближайшей к передаточному валу с помощью опоры, соответственно. Лазерная сенсорная панель приклеена к средней части наружной поверхности передаточного вала. Лазерная сенсорная панель накрыта торсионной пружиной с соблюдением определенного расстояния от торсионной пружины. Фиксирующее устройство обеспечено лазерной подсветкой, и осветительный конец лазерной подсветки совмещен с чувствительной зоной лазерной сенсорной панели. Устройство получения сигнала, беспроводной передатчик и блок питания дополнительно размещены в фиксирующем устройстве. Блок питания соответственно электрически соединен с лазерной подсветкой, устройством получения сигнала и беспроводным передатчиком. Устройство получения сигнала электрически соединено с беспроводным передатчиком. Лазерная сенсорная панель электрически соединена с устройством получения сигнала в фиксирующем устройстве с помощью экранированного токопроводящего провода, и беспроводной приемник, аналого-цифровой преобразователь и промышленный компьютер последовательно электрически соединены друг с другом.
[0008] Предпочтительно оба конца торсионной пружины неподвижно соединены с одной торцевой поверхностью зубчатых колес на стороне, ближайшей к передаточному валу, с помощью сварки, соответственно.
[0009] Предпочтительно сохранять безопасные расстояния между сварными соединениями на обоих концах торсионной пружины и фиксирующим устройством для предотвращения контакта торсионной пружины и столкновения с фиксирующим устройством на пределе деформации.
[0010] Предпочтительно, торсионная пружина относится к типу отдельно навитых, и зазоры между витками торсионной пружины сохранены. Торсионная пружина находится в ослабленном состоянии во время установки, где освещенная площадь лазерной сенсорной панели составляет 50 % от общей площади лазерной сенсорной панели, и торсионная пружина установлена соосно с передаточным валом и сохранено определенное расстояние от поверхности передаточного вала.
[0011] Предпочтительно, фиксирующее устройство выполнено в форме квадратной коробки, и беспроводной передатчик, устройство получения сигнала и блок питания встроены в квадратную коробку.
[0012] Предпочтительно, лазерная подсветка установлена в средней части верхней торцевой поверхности фиксирующего устройства, и излучает видимый лазерный свет на чувствительную зону лазерной сенсорной панели, когда система находится в работе.
[0013] Предпочтительно, витки торсионной пружины способны накрывать лазерную сенсорную панель полностью, как на пределе сжатия, так и на пределе растяжения.
[0014] В настоящем раскрытии дополнительно предоставлен способ мониторинга скребковой цепи на основании измерения светопропускания торсионной пружины. Способ, в частности, включает следующие этапы.
[0015] На этапе S1 промышленный компьютер инициализируют и устанавливают пороговые токи I1, I2, I3, I4, I5 и I6, последовательно соответствующие различным значениям I тока, генерируемого для освещенной площади лазерной сенсорной панели, составляющей 5%, 25%, 45%, 55%, 75% или 95%.
[0016] На этапе S2 сигнал I тока лазерной сенсорной панели получают в режиме реального времени с помощью устройства получения сигнала, и сигнал передают на промышленный компьютер во время нормальной работы скребкового конвейера.
[0017] На этапе S3 полученный сигнал I тока сравнивают с различными пороговыми токами с помощью промышленного компьютера. Определяют, что освещенная площадь S лазерной сенсорной панели больше или равна 5% и меньше или равна 25%, когда I1≤I≤I2; определяют, что освещенная площадь S лазерной сенсорной панели больше 25% и меньше или равна 45%, когда I2<I≤I3; определяют, что освещенная площадь S лазерной сенсорной панели больше 45% и меньше или равна 55%, когда I3<I≤I4; определяют, что освещенная площадь S лазерной сенсорной панели больше 55% и меньше или равна 75%, когда I4<I≤I5; определяют, что освещенная площадь S лазерной сенсорной панели больше 75% и меньше или равна 95%, когда I5<I≤I6.
[0018] На этапе S4 диапазон S вычисляют с помощью промышленного компьютера по сигналу I тока, полученному в режиме реального времени, и изменяют диапазон M, вычисленный по формуле:
когда 5%≤S≤25%, M1≤M≤M2; когда 25%<S≤45%, M2<M≤M3; когда 45%<S≤55%, M3<M≤M4; когда 55%<S≤75%, M4<M≤M5; когда 75%<S≤95%, M5<M≤M6;
где, M обозначает крутящий момент, действующий на торсионную пружину, положительные и отрицательные знаки значений M обозначают, совпадает ли направление крутящего момента с направлением спирали торсионной пружины, E обозначает модуль упругости материала торсионной пружины, d обозначает диаметр витков торсионной пружины, c обозначает осевую длину ряда рабочих витков торсионной пружины, a обозначает ширину лазерной сенсорной панели, b обозначает длину лазерной сенсорной панели, H обозначает растянутую длину торсионной пружины, n0 обозначает начальное количество витков торсионной пружины, и S обозначает освещенную площадь лазерной сенсорной панели.
На этапе S5 с помощью промышленного компьютера определяют, что цепь скребкового конвейера порвана или заклинена в соответствии с рассчитанным диапазоном S. Определяют, что цепь скребкового конвейера порвана, когда I1<I≤I2, то есть M1<M≤M2 или I5<I≤I6, то есть M5<M≤M6; определяют, что цепь скребкового конвейера заклинена, когда I2<I≤I3, то есть M2<M≤M3 или I4<I≤I5, то есть M4<M≤M5; и определяют, что цепь скребкового конвейера работает нормально, работает нормально, когда I3<I≤I4, то есть M3<M≤M4.
[0019] На этапе S6 повторяют этапы S2-S5 для мониторинга цепи скребкового конвейера в режиме реального времени.
[0020] Положительное влияние настоящего раскрытия заключается в следующем. Каждый компонент системы мониторинга, используемый в настоящем раскрытии, установлен на передаточном валу, а торсионная пружина закреплена только на внутренней стороне одной торцевой поверхности зубчатого колеса, расположенной рядом с передаточным валом, величина растяжения торсионной пружины может косвенно и точно отражать рабочее состояние зубчатого колеса и цепи, что помогает промышленному компьютеру осуществлять мониторинг состояния рабочего колеса скребкового конвейера. В этом способе относительный крутящий момент двух зубчатых колес преобразуется в изменение плотности торсионной пружины, площадь светопропускания преобразуется в текущее значение с помощью лазерной сенсорной панели, изменяющийся диапазон торсионной пружины рассчитывается промышленным компьютером с помощью предварительно заданного порогового значения и собственной программы для мониторинга рабочих условий цепи. По сравнению с прямым измерением относительного крутящего момента двух зубчатых колес, устройство может быть легко установлено и является достаточно несложным в последующем обслуживании, а также характеризуется новой концепцией, стабильной и надежной системой и высокой рекламной ценностью.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
[0021] Для более ясного описания технических решений в вариантах осуществления настоящего раскрытия или предшествующем уровне техники ниже кратко представлены прилагаемые графические материалы, необходимые для описания вариантов осуществления или предшествующего уровня техники. Будет очевидно, что сопроводительные графические материалы в следующем описании просто иллюстрируют некоторые варианты осуществления настоящего изобретения, и специалисты в данной области техники могут получить другие сопроводительные графические материалы из этих сопроводительных графических материалов без творческих усилий.
[0022] На фиг. 1 представлено схематическое изображение системы мониторинга скребковой цепи на основании измерения светопропускания торсионной пружины и способа ее применения, предусмотренных вариантом осуществления настоящего изобретения.
[0023] На фиг. 2 представлено схематическое изображение торсионной пружины и опоры, предусмотренных вариантом осуществления настоящего изобретения.
[0024] На фиг. 3 представлена схема передачи сигнала между устройством получения сигнала, беспроводным приемником, аналого-цифровым преобразователем и промышленным компьютером, предусмотренных вариантом осуществления настоящего изобретения.
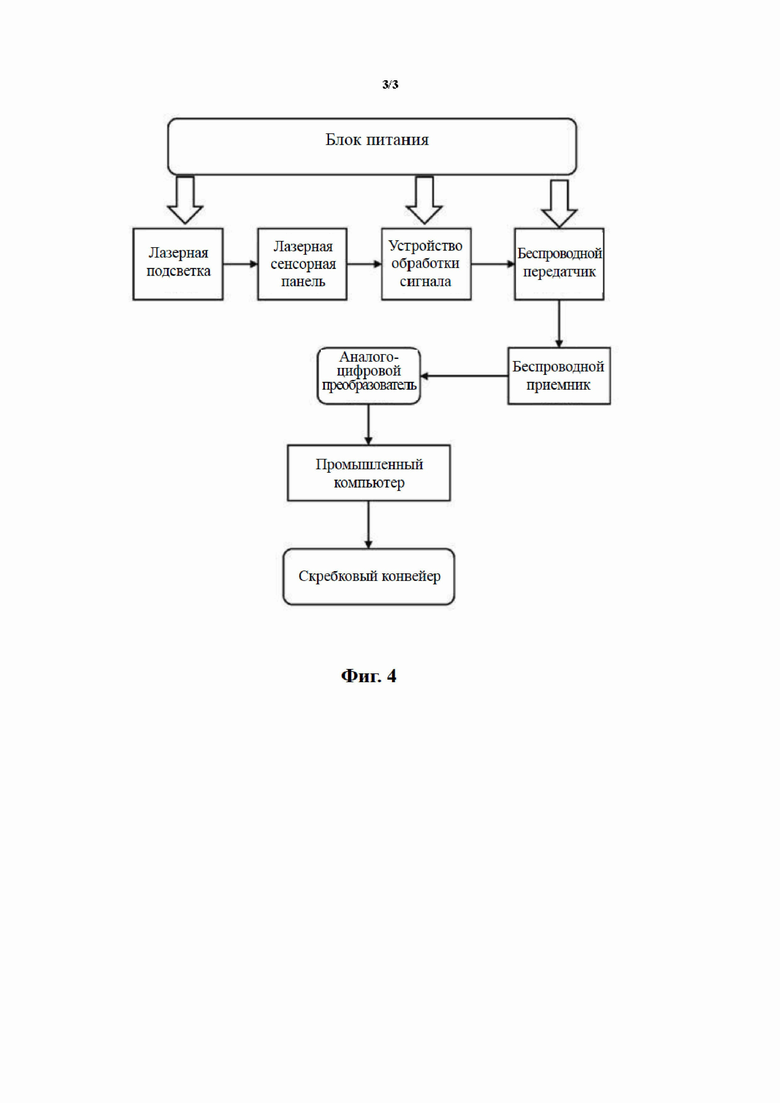
[0025] На фиг. 4 представлена блок-схема системы мониторинга, предусмотренной вариантом осуществления настоящего изобретения.
[0026] Описание ссылочных позиций:
1. Лазерная подсветка; 2. Экранированный токопроводящий провод; 3. Лазерная сенсорная панель; 4. Торсионная пружина; 5. Зубчатое колесо; 6. Передаточный вал, 7. Фиксирующее устройство; 8. Беспроводной приемник; 9. Аналого-цифровой преобразователь; 10. Промышленный компьютер; 11. Опора.
ПОДРОБНОЕ ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
[0027] Технические решения в вариантах осуществления настоящего раскрытия будут ясно и полно описаны ниже со ссылкой на сопроводительные графические материалы вариантов осуществления настоящего раскрытия. Будет очевидно, что описанные варианты осуществления являются лишь некоторыми, а не всеми вариантами осуществления настоящего изобретения. На основе вариантов осуществления настоящего изобретения, другие варианты осуществления, полученные обычными специалистами в данной области без творческих усилий, входят в объем охраны настоящего изобретения.
[0028] Как изображено на фиг. 1-4, предусмотрена система мониторинга скребковой цепи на основании измерения светопропускания торсионной пружины. Данная система содержит устройство обнаружения кручения зубчатого колеса, фиксирующее устройство 7, беспроводной приемник 8, аналого-цифровой преобразователь 9 и промышленный компьютер 10. Устройство обнаружения кручения зубчатого колеса содержит передаточный вал 6 с зубчатыми колесами 5, закрепленными на обоих концах передаточного вала 6. Средняя часть передаточного вала 6 заключена в торсионную пружину 4. Оба конца торсионной пружины 4 неподвижно соединены с одной торцевой поверхностью зубчатых колес 5 на стороне, ближайшей к передаточному валу 6, с помощью опоры 11, соответственно. Лазерная сенсорная панель 3 приклеена к средней части наружной поверхности передаточного вала 6. Лазерная сенсорная панель 3 накрыта торсионной пружиной 4 с соблюдением определенного расстояния от торсионной пружины. Лазерная подсветка 1 предусмотрена в положении посередине в верхней части фиксирующего устройства 7, и осветительный конец лазерной подсветки 1 совмещен с чувствительной зоной лазерной сенсорной панели 3. Устройство получения сигнала, беспроводной передатчик и блок питания дополнительно размещены в фиксирующем устройстве 7. Блок питания соответственно электрически соединен с лазерной подсветкой 1, устройством получения сигнала и беспроводным передатчиком. Устройство получения сигнала электрически соединено с беспроводным передатчиком. Лазерная сенсорная панель 3 электрически соединена с устройством получения сигнала в фиксирующем устройстве 7 с помощью экранированного токопроводящего провода 2, и беспроводной приемник 8, аналого-цифровой преобразователь 9 и промышленный компьютер 10 последовательно электрически соединены друг с другом.
[0029] Оба конца торсионной пружины 4 неподвижно соединены с одной торцевой поверхностью зубчатых колес 5 на стороне, ближайшей к передаточному валу 6, с помощью сварки, соответственно.
[0030] Безопасные расстояния между сварными соединениями на обоих концах торсионной пружины 4 и фиксирующим устройством 7 сохранены для предотвращения контакта торсионной пружины 4 и столкновения с фиксирующим устройством 7 на пределе деформации.
[0031] Торсионная пружина 4 относится к типу отдельно навитых, и зазоры между витками торсионной пружины сохранены. Торсионная пружина 4 находится в ослабленном состоянии во время установки, где освещенная площадь лазерной сенсорной панели 3 составляет 50 % от общей площади лазерной сенсорной панели 3, и торсионная пружина 4 установлена соосно с передаточным валом 6 и сохранено определенное расстояние от поверхности передаточного вала 6.
[0032] Фиксирующее устройство 7 выполнено в форме квадратной коробки, и беспроводной передатчик, устройство получения сигнала и блок питания встроены в квадратную коробку.
[0033] Витки торсионной пружины 4 способны накрывать лазерную сенсорную панель 3 как на пределе сжатия, так и на пределе растяжения.
[0034] Лазерная подсветка 1 установлена в средней части верхней торцевой поверхности фиксирующего устройства 7, и излучает видимый лазерный свет на чувствительную зону лазерной сенсорной панели 3, когда система находится в работе.
[0035] Принцип работы заключается в следующем. Лазерная подсветка 1 установлена в верхней части фиксирующего устройства 7, безопасные расстояния сохранены между витками торсионной пружины 4 и лазерной сенсорной панелью, торсионная пружина 4 подвергается деформации, вызванной относительным вращением зубчатого колеса, что изменяет плотность рабочих витков. Лазерная подсветка 1 излучает лазер на лазерную сенсорную панель 3 в нижней части витков через зазоры между рабочими витками торсионной пружины 4, токи различных амплитуд генерируются лазерной сенсорной панелью 3, чем достигается преобразование из изменения крутящего момента зубчатого тока в изменение тока. Сигнал тока, обработанный с помощью беспроводного передатчика в фиксирующем устройстве 7, передается на беспроводной приемник 8, и сигнал передается на аналого-цифровой преобразователь с помощью беспроводного приемника 8, цифровой сигнал передается на промышленный компьютер 10 с помощью аналого-цифрового преобразователя после дискретизации, квантования и кодирования. Диапазон крутящего момента зубчатого колеса вычисляют с помощью промышленного компьютера 10, путем сравнения значений тока с предварительно установленными пороговыми токами для определения того, что цепь скребкового конвейера порвана или заклинена.
[0036] В вариантах осуществления настоящего раскрытия дополнительно предоставлен способ мониторинга скребковой цепи на основании измерения светопропускания торсионной пружины. Способ, в частности, включает следующие этапы.
[0037] На этапе S1 промышленный компьютер 10 инициализируют и устанавливают пороговые токи I1, I2, I3, I4, I5 и I6, последовательно соответствующие различным значениям I тока, генерируемого для освещенной площади лазерной сенсорной панели 3, составляющие 5%, 25%, 45%, 55%, 75% или 95%.
[0038] На этапе S2 сигнал I тока лазерной сенсорной панели 3 обрабатывают в режиме реального времени с помощью устройства получения сигнала, и сигнал передают на промышленный компьютер 10 во время нормальной работы скребкового конвейера.
[0039] На этапе S3 с помощью промышленного компьютера 10 полученный сигнал I тока сравнивают с пороговым током. Определяют, что освещенная площадь S лазерной сенсорной панели 3 больше или равна 5% и меньше или равна 25%, когда I1≤I≤I2; определяют, что освещенная площадь S лазерной сенсорной панели 3 больше 25% и меньше или равна 45%, когда I2<I≤I3; определяют, что освещенная площадь S лазерной сенсорной панели 3 больше 45% и меньше или равна 55%, когда I3<I≤I4; определяют, что освещенная площадь S лазерной сенсорной панели 3 больше 55% и меньше или равна 75%, когда I4<I≤I5; и определяют, что освещенная площадь S лазерной сенсорной панели 3 больше 75% и меньше или равна 95%, когда I5<I≤I6.
[0040] На этапе S4 диапазон S вычисляют с помощью промышленного компьютера 10 по сигналу I тока, полученному в режиме реального времени, и изменяют диапазон M, вычисленный по формуле
когда 5%≤S≤25%, M1≤M≤M2; когда 25%<S≤45%, M2<M≤M3; когда 45%<S≤55%, M3<M≤M4; когда 55%<S≤75%, M4<M≤M5; когда 75%<S≤95%, M5<M≤M6;
где, M обозначает крутящий момент, действующий на торсионную пружину, положительные и отрицательные знаки значений M обозначают, совпадает ли направление крутящего момента с направлением спирали торсионной пружины, E обозначает модуль упругости материала торсионной пружины, d обозначает диаметр витков торсионной пружины, c обозначает осевую длину ряда рабочих витков торсионной пружины, a обозначает ширину лазерной сенсорной панели, b обозначает длину лазерной сенсорной панели, H обозначает растянутую длину торсионной пружины (кроме опор 11 на обоих концах), n0 обозначает начальное количество витков торсионной пружины, и S обозначает освещенную площадь лазерной сенсорной панели.
[0041] На этапе S5 с помощью промышленного компьютера 10 определяют, что цепь скребкового конвейера порвана или заклинена в соответствии с рассчитанным диапазоном S. Определяют, что цепь скребкового конвейера порвана, когда I1<I≤I2, то есть M1<M≤M2 или I5<I≤I6, то есть M5<M≤M6; определяют, что цепь скребкового конвейера заклинена, когда I2<I≤I3, то есть M2<M≤M3 или I4<I≤I5, то есть M4<M≤M5; и определяют, что цепь скребкового конвейера работает нормально, когда I3<I≤I4, то есть M3<M≤M4.
[0042] На этапе S6 повторяют этапы S2-S5 для мониторинга цепи скребкового конвейера в режиме реального времени.
[0043] Очевидно, что специалисты в данной области могут вносить различные изменения и модификации в настоящее раскрытие, не отступая от духа и объема настоящего раскрытия. Таким образом, если эти изменения и модификации настоящего раскрытия попадают под объем прилагаемой формулы изобретения и эквивалентной технологии, настоящее раскрытие также предназначено для охвата этих изменений и модификаций.
Группа изобретений относится к области мониторинга скребковой конвейерной цепи. Система содержит устройство обнаружения кручения зубчатого колеса, фиксирующее устройство, беспроводной приемник, аналого-цифровой преобразователь и промышленный компьютер. Относительный крутящий момент двух зубчатых колес преобразуется в изменение плотности торсионной пружины. Площадь светопропускания преобразуется в текущее значение с помощью лазерной сенсорной панели. Изменяющийся диапазон торсионной пружины рассчитывается промышленным компьютером с помощью предварительно заданного порогового значения и собственной программы для мониторинга рабочих условий цепи. Достигается повышение точности и надежности мониторинга скребковой конвейерной цепи. 2 н. и 6 з.п. ф-лы, 4 ил.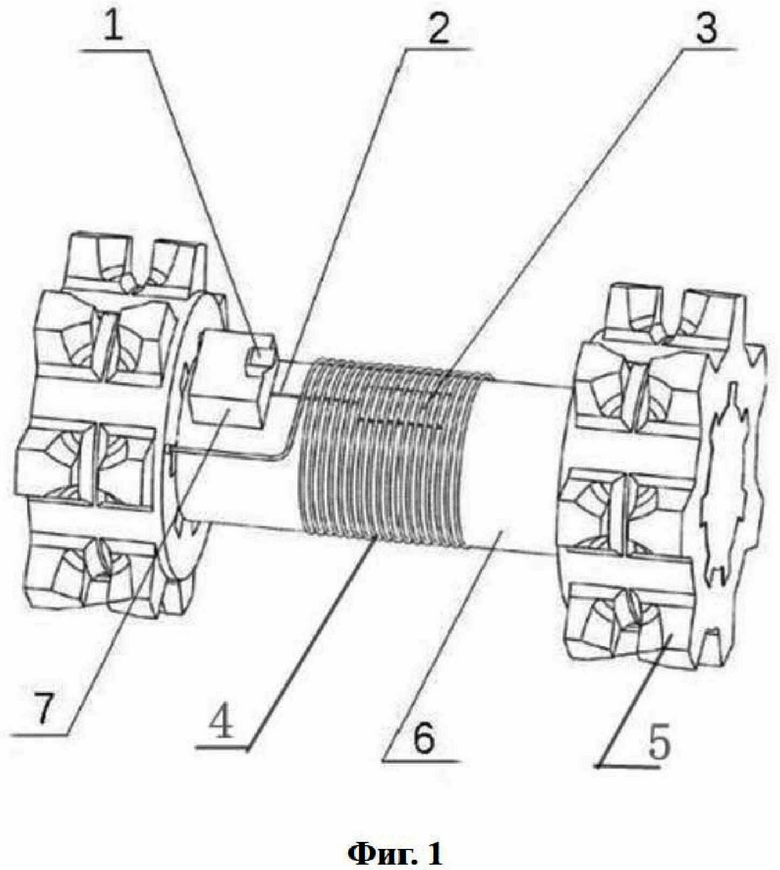
1. Система мониторинга скребковой цепи на основании измерения светопропускания торсионной пружины, отличающаяся тем, что содержит устройство обнаружения кручения зубчатого колеса, фиксирующее устройство (7), беспроводной приемник (8), аналого-цифровой преобразователь (9) и промышленный компьютер (10), при этом устройство обнаружения кручения зубчатого колеса содержит передаточный вал (6) с зубчатыми колесами (5), закрепленными на обоих концах передаточного вала (6), при этом средняя часть передаточного вала (6) заключена в торсионную пружину (4), оба конца торсионной пружины (4) неподвижно соединены с одной торцевой поверхностью зубчатых колес (5) на стороне, ближайшей к передаточному валу (6), с помощью опоры (11), соответственно, лазерная сенсорная панель (3) приклеена к средней части наружной поверхности передаточного вала (6), при этом лазерная сенсорная панель (3) накрыта торсионной пружиной (4) с соблюдением определенного расстояния от торсионной пружины (4), фиксирующее устройство (7) обеспечено лазерной подсветкой (1), при этом осветительный конец лазерной подсветки (1) совмещен с чувствительной зоной лазерной сенсорной панели (3), и устройство получения сигнала, беспроводной передатчик и блок питания дополнительно размещены в фиксирующем устройстве (7), блок питания, соответственно, электрически соединен с лазерной подсветкой (1), устройством получения сигнала и беспроводным передатчиком, при этом устройство получения сигнала электрически соединено с беспроводным передатчиком, лазерная сенсорная панель (3) электрически соединена с устройством получения сигнала в фиксирующем устройстве (7) с помощью экранированного токопроводящего провода (2), и беспроводной приемник (8), аналого-цифровой преобразователь (9) и промышленный компьютер (10) последовательно электрически соединены друг с другом.
2. Система мониторинга скребковой цепи на основании измерения светопропускания торсионной пружины по п. 1, отличающаяся тем, что оба конца торсионной пружины (4) неподвижно соединены с торцевой поверхностью зубчатых колес (5) на стороне, ближайшей к передаточному валу (6), с помощью сварки, соответственно.
3. Система мониторинга скребковой цепи на основании измерения светопропускания торсионной пружины по п. 2, отличающаяся тем, что безопасные расстояния между сварными соединениями на обоих концах торсионной пружины (4) и фиксирующим устройством (7) сохранены для предотвращения контакта торсионной пружины (4) и столкновения с фиксирующим устройством (7) на пределе деформации.
4. Система мониторинга скребковой цепи на основании измерения светопропускания торсионной пружины по п. 1, отличающаяся тем, что торсионная пружина (4) относится к типу отдельно навитых, и зазоры между витками торсионной пружины (4) сохранены, торсионная пружина (4) находится в ослабленном состоянии во время установки, где освещенная площадь лазерной сенсорной панели (3) составляет 50% от общей площади лазерной сенсорной панели (3), и торсионная пружина (4) установлена соосно с передаточным валом (6) и сохранено определенное расстояние от поверхности передаточного вала (6).
5. Система мониторинга скребковой цепи на основании измерения светопропускания торсионной пружины по п. 1, отличающаяся тем, что фиксирующее устройство (7) выполнено в форме квадратной коробки, и беспроводной передатчик, устройство получения сигнала и блок питания встроены в квадратную коробку.
6. Система мониторинга скребковой цепи на основании измерения светопропускания торсионной пружины по п. 1, отличающаяся тем, что витки торсионной пружины (4) способны накрывать лазерную сенсорную панель (3) полностью, как на пределе сжатия, так и на пределе растяжения.
7. Система мониторинга скребковой цепи на основании измерения светопропускания торсионной пружины по п. 1, отличающаяся тем, что лазерная подсветка (1) установлена в средней части верхней торцевой поверхности фиксирующего устройства (7) и излучает видимый лазерный свет на чувствительную зону лазерной сенсорной панели (3), когда система находится в работе.
8. Способ мониторинга скребковой цепи на основании измерения светопропускания торсионной пружины, отличающийся тем, что, в частности, включает следующие этапы:
S1, инициализации промышленного компьютера (10) и установки пороговых токов I1, I2, I3, I4, I5 и I6, последовательно соответствующих различным значениям I тока, генерируемого для освещенной площади лазерной сенсорной панели (3), составляющей 5%, 25%, 45%, 55%, 75% или 95%;
S2, получения с помощью устройства получения сигнала I тока лазерной сенсорной панели (3) в режиме реального времени и передачи сигнала на промышленный компьютер (10) во время нормальной работы скребкового конвейера;
S3, сравнения с помощью промышленного компьютера (10) полученного сигнала I тока с различными пороговыми токами, и
определения, когда I1≤I≤I2, что освещенная площадь S лазерной сенсорной панели (3) больше или равна 5% и меньше или равна 25%,
определения, когда I2<I≤I3, что освещенная площадь S лазерной сенсорной панели (3) больше 25% и меньше или равна 45%,
определения, когда I3<I≤I4, что освещенная площадь S лазерной сенсорной панели (3) больше 45% и меньше или равна 55%,
определения, когда I4<I≤I5, что освещенная площадь S лазерной сенсорной панели (3) больше 55% и меньше или равна 75%, и
определения, когда I5<I≤I6, что освещенная площадь S лазерной сенсорной панели (3) больше 75% и меньше или равна 95%;
S4, вычисления с помощью промышленного компьютера (10) диапазона S по сигналу I тока, полученному в режиме реального времени, и изменения диапазона M согласно формуле 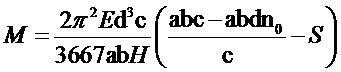
когда 5%≤S≤25%, M1≤M≤M2; когда 25%<S≤45%, M2<M≤M3; когда 45%<S≤55%, M3<M≤M4; когда 55%<S≤75%, M4<M≤M5; когда 75%<S≤95%, M5<M≤M6; и
где M обозначает крутящий момент, действующий на торсионную пружину, положительные и отрицательные знаки значений M обозначают, совпадает ли направление крутящего момента с направлением спирали торсионной пружины, E обозначает модуль упругости материала торсионной пружины, d обозначает диаметр витков торсионной пружины, c обозначает осевую длину ряда рабочих витков торсионной пружины, a обозначает ширину лазерной сенсорной панели, b обозначает длину лазерной сенсорной панели, H обозначает растянутую длину торсионной пружины, n0 обозначает начальное количество витков торсионной пружины, и S обозначает освещенную площадь лазерной сенсорной панели;
S5, определения с помощью промышленного компьютера (10), что цепь скребкового конвейера порвана или заклинена в соответствии с рассчитанным диапазоном S:
определения, когда I1<I≤I2, то есть M1<M≤M2 или I5<I≤I6, то есть M5<M≤M6, что цепь скребкового конвейера порвана;
определения, когда I2<I≤I3, то есть M2<M≤M3 или I4<I≤I5, то есть M4<M≤M5, что цепь скребкового конвейера заклинена; и
определения, когда I3<I≤I4, то есть M3<M≤M4, что цепь скребкового конвейера работает нормально; и
S6, повторения этапов S2–S5 для мониторинга цепи скребкового конвейера в режиме реального времени.
| CN 107120398 A, 01.09.2017 | |||
| CN 104229427 A, 24.12.2014 | |||
| CN 105865352 A, 17.08.2016 | |||
| CN 110498188 A, 26.11.2019 | |||
| Система и способ управления конвейером в системе горных разработок | 2012 |
|
RU2606732C2 |

