Настоящее описание относится к кольцу для подачи текучей среды, устройству для нанесения покрытия на подложку и способу нанесения на подложку каталитического компонента. Подложка с покрытием может быть предназначена для использования в устройстве контроля выбросов для очистки или удаления загрязняющих веществ из выхлопного газа, генерируемого двигателем внутреннего сгорания.
Предпосылки создания изобретения
Ежегодно выпускается большое количество устройств контроля выбросов, содержащих монолитные подложки с нанесенным покрытием. Одним из основных применений таких устройств является обработка выхлопных газов, например производимых электроустановкой или двигателем внутреннего сгорания, в частности автомобильным двигателем внутреннего сгорания. Монолитная подложка содержит множество каналов, которые приводят выхлопной газ в контакт с покрытием на стенках канала внутри подложки. Такое покрытие может улавливать, окислять и/или уменьшать количество компонентов выхлопного газа, опасных для здоровья человека или вредных для окружающей среды. Монолитная подложка катализатора также может представлять собой подложку фильтра, которая может удалять сажу (т. е. твердые частицы), такие как сажа, образуемая двигателями внутреннего сгорания.
Подложка для очистки выхлопных газов, как правило, может представлять собой монолитную подложку, снабженную каналами для сквозного потока выхлопных газов. На подложку может быть нанесено покрытие, которое может представлять собой каталитическое покрытие. На подложку можно наносить покрытие из пористого оксида, которое проходит через каналы подложки. Известны различные способы нанесения покрытия на подложку. Один такой способ включает нанесение покрытия из пористого оксида на первую поверхность подложки (например, верхнюю поверхность) и воздействие на противоположную, вторую поверхность (например, нижнюю поверхность) подложки по меньшей мере низким вакуумом для перемещения покрытия из пористого оксида через каналы. После нанесения покрытия подложку можно высушить и прокалить.
Подложка может иметь проточное исполнение, в котором каждый канал открыт как на первой, так и на второй стороне подложки, и канал проходит по всей длине подложки. Следовательно, выхлопные газы, поступающие через первую поверхность подложки в канал, проходят через подложку в пределах того же канала до тех пор, пока выхлопные газы не выйдут из второй поверхности подложки. Альтернативно подложка может быть выполнена в виде подложки фильтра, в которой некоторые каналы соединены с первой поверхностью подложки, а другие каналы соединены со второй поверхностью подложки. В такой конфигурации выхлопные газы, входящие через первую поверхность подложки в первый канал, проходят вдоль первого канала частично вдоль подложки, а затем проходят через фильтрующую стенку подложки во второй канал. Затем выхлопные газы проходят по указанному второму каналу и выходят из второй поверхности подложки. Такая конструкция стала известной в данной области как фильтр с проточными стенками.
Подложка фильтра или изделие с нанесенным покрытием может, например, представлять собой подложку фильтра, содержащую катализатор окисления (например, катализируемый сажевый фильтр [CSF]), катализатор селективного каталитического восстановления (SCR) (например, изделие можно, таким образом, называть фильтром селективного каталитического восстановления [SCRF]), композицию адсорбера оксидов азота (NOx) (например, изделие можно, таким образом, называть фильтром-уловителем обедненных оксидов азота [LNTF]), композицию тройного катализатора (например, изделие можно, таким образом, называть пылеулавливающим фильтром для бензиновых двигателей [GPF]), катализатор проскока аммиака [ASC] или комбинацию двух или более из них (например, подложку фильтра, содержащую катализатор селективного каталитического восстановления (SCR) и катализатор проскока аммиака [ASC]).
Подложка может быть покрыта однократным нанесением, причем покрытие из пористого оксида можно наносить на подложку за один этап, при этом подложка остается в одном положении. В альтернативном варианте осуществления изобретения подложка может быть покрыта двукратным нанесением. Например, при первом нанесении подложка находится в первом положении с первой поверхностью вверху и второй — внизу. Покрытие наносят на первую поверхность и покрывают им часть длины подложки. Затем подложку переворачивают таким образом, что вторая поверхность оказывается сверху. Затем на вторую поверхность наносят покрытие, чтобы покрыть участок подложки, не покрытый при первом нанесении. Преимуществом является то, что процесс с двукратным нанесением позволяет наносить различные покрытия на каждый торец подложки.
Для обеспечения наилучших рабочих характеристик подложки было бы целесообразно обеспечить полное покрытие подложки для максимального увеличения площади поверхности подложки с нанесенным покрытием. Однако также может быть целесообразно обеспечить, чтобы участки подложки не были покрыты более чем одним слоем покрытия из пористого оксида (например, при двойном нанесении), поскольку это может привести к увеличению потери давления на подложке. Таким образом, желательно, чтобы процесс нанесения на подложку покрытия из пористого оксида обеспечивал надежные и контролируемые профили покрытия подложек.
В EP 3 003 582 B1 описан способ нанесения на подложку жидкого покрытия из пористого оксида, содержащего каталитический компонент, причем подложка содержит множество каналов, включающий: (a) удерживание подложки в вертикальном положении; (b) введения жидкости в подложку через открытые концы каналов на нижнем торце подложки; и (c) после частичного заполнения жидкостью нижнего торца подложки создание вакуума у открытых концов каналов на верхнем торце подложки одновременно с введением жидкости в подложку.
Пример устройства для нанесения покрытия на подложку при осуществлении такого способа показан на Фиг. 1 в EP 3 003 582 B1 и содержит держатель 3 подложки, поршневой механизм 4, боковое дозирующее отверстие 7 и генератор 6 вакуума.
Держатель 3 подложки подходит для удерживания подложки 2 в вертикальном положении, причем подложка 2 относится к типу, содержащему множество каналов. Держатель 3 подложки может содержать накачиваемую верхнюю уплотнительную манжету 10 и накачиваемую нижнюю уплотнительную манжету 11, которые поддерживают соответствующие верхний и нижний торцы подложки 2. Поршневой механизм 4 предназначен для введения жидкости, содержащей каталитический компонент, в подложку 2 путем накачивания или нагнетания в или через открытые концы множества каналов на нижнем торце подложки. Генератор вакуума 6 предназначен для создания вакуума у открытых концов множества каналов на верхнем торце подложки 2. Боковое дозирующее отверстие 7 подходит для подачи жидкости на поршень 20 поршневого механизма 4.
Боковое дозирующее отверстие 7 представляет собой единственное отверстие, через которое жидкость, содержащую каталитический компонент, подают в нагнетательную камеру 21, расположенную над поршнем 20.
Если жидкость покрытия из пористого оксида, содержащая каталитический компонент, неравномерно распределена по поршню при ее введении поршневым механизмом накачиванием или нагнетанием, это может привести к неравномерному покрытию подложки. Например, профиль покрытия подложки может иметь такую неравномерность, при которой некоторые каналы подложки оказываются покрытыми большим количеством каталитического компонента, чем другие каналы. Например, это может привести к неплоскому переднему краю профиля покрытия. В конкретном случае процесса с двукратным нанесением неплоский передний край профиля покрытия может приводить к тому, что некоторые участки подложки не будут иметь должного покрытия, а другие участки подложки будут покрыты более чем одним слоем покрытия из пористого оксида.
Изложение сущности изобретения
В настоящем описании представлены устройство для нанесения покрытия на подложку, содержащее кольцо для подачи текучей среды, и способ нанесения на подложку каталитического компонента. Способ может включать одну или более стадий способа, описанного в EP 3 003 582 B1. Однако устройство и способ нанесения покрытия на подложку не ограничены использованием в таком способе. Кроме того, устройство для нанесения покрытия на подложку и кольцо для подачи текучей среды по настоящему описанию могут найти применение с другими способами нанесения на подложку каталитического компонента.
В первом аспекте настоящего описания предложено кольцо для подачи текучей среды для подачи жидкости, содержащей каталитический компонент, на поверхность поршня устройства для нанесения покрытия на подложку, содержащее:
кольцевой корпус, содержащий внутреннюю поверхность, ограничивающую центральный канал кольца для подачи текучей среды;
отверстие для приема подаваемой текучей среды для приема жидкости;
множество выпускных отверстий на внутренней поверхности кольцевого корпуса для выпуска жидкости на поверхность поршня; и
распределительный канал, проходящий по меньшей мере частично вокруг кольцевого корпуса, который обеспечивает сообщение по текучей среде между отверстием для приема подаваемой текучей среды и множеством выпускных отверстий.
Размещение множества выпускных отверстий на внутренней поверхности кольцевого корпуса для выпуска жидкости на поверхность поршня может улучшить равномерность распределения жидкости по поверхности поршня. Кроме того, использование множества выпускных отверстий может позволить сократить продолжительность рабочего цикла устройства для нанесения покрытия на подложку, поскольку жидкость может подаваться на поверхность поршня с большей скоростью и/или жидкости может требоваться меньшее время для равномерного распределения по поверхности поршня перед ее накачиванием или нагнетанием в каналы подложки.
Множество выпускных отверстий может быть расположено в по меньшей мере двух квадрантах внутренней поверхности; необязательно в по меньшей мере трех квадрантах внутренней поверхности; необязательно в по меньшей мере всех четырех квадрантах внутренней поверхности; и при этом множество выпускных отверстий необязательно может быть расположено по всей протяженности внутренней поверхности; и при этом множество выпускных отверстий необязательно может быть расположено на равном расстоянии друг от друга по всей протяженности внутренней поверхности.
Такое распределение выходных отверстий по внутренней поверхности может дополнительно улучшать равномерность распределения жидкости по поверхности поршня.
Кольцо для подачи текучей среды может дополнительно содержать множество выпускных каналов, обеспечивающих сообщение по текучей среде между распределительным каналом и множеством выпускных отверстий; и при этом по меньшей мере часть и необязательно все из множества выпускных каналов необязательно могут быть направлены вниз на соответствующие им выпускные отверстия так, что жидкость, выпускаемая из указанных выпускных каналов через указанные выпускные отверстия, направлена вниз к поверхности поршня; и при этом необязательно первая часть указанных выпускных каналов может быть направлена вниз под первым углом, а вторая часть указанных выпускных каналов может быть направлена вниз под вторым углом, и необязательно третья часть указанных выпускных каналов может быть направлена вниз под третьим углом.
Направленность множества выпускных каналов вниз может способствовать предотвращению потери жидкости с поверхности поршня за счет удержания жидкости внутри пределов внутренней поверхности кольцевого корпуса. Кроме того, направленность множества выпускных каналов вниз под первым углом и вторым углом, а также необязательно под третьим углом может улучшать равномерность распределения жидкости по поверхности поршня за счет нацеливания жидкости на первую, вторую и необязательно третью зоны поверхности поршня. Например, жидкость может быть нацелена на центральную, и/или промежуточную, и/или периферийную зоны поверхности поршня. Это, в частности, может способствовать предотвращению возникновения непокрытых участков поверхности поршня, например, в центральной зоне поверхности поршня.
В некоторых вариантах осуществления все множество выпускных каналов может быть направлено на соответствующие им выпускные отверстия либо по часовой стрелке, либо все множество направлено против часовой стрелки, так что вся жидкость, выпускаемая из указанных выпускных каналов через указанные выпускные отверстия, может быть изначально направлена на поверхность поршня по часовой стрелке либо изначально направлена против часовой стрелки.
Первая часть указанных выпускных каналов может быть направлена по часовой стрелке или против часовой стрелки под первым углом к радиальному направлению, а вторая часть указанных выпускных каналов может быть направлена по часовой стрелке или против часовой стрелки под вторым углом к радиальному направлению.
Создание выпускных каналов, расположенных по меньшей мере под первым углом к радиальному направлению и под вторым углом к радиальному направлению, может улучшать равномерность распределения жидкости по поверхности поршня.
В некоторых вариантах осуществления первая подгруппа из множества выпускных каналов может быть направлена на соответствующие им выпускные отверстия по часовой стрелке, так что жидкость, выпускаемая из указанных выпускных каналов через указанные выпускные отверстия, может быть изначально направлена на поверхность поршня по часовой стрелке. Кроме того, в некоторых вариантах осуществления вторая подгруппа из множества выпускных каналов может быть направлена на соответствующие им выпускные отверстия против часовой стрелки, так что жидкость, выпускаемая из указанных выпускных каналов через указанные выпускные отверстия, может быть изначально направлена на поверхность поршня против часовой стрелки. Кроме того, в некоторых вариантах осуществления третья подгруппа из множества выпускных каналов может быть направлена на соответствующие им выпускные отверстия под углом от 0° до 10°, предпочтительно от 0° до 4° к радиальному направлению, так что жидкость, выпускаемая из указанных выпускных каналов через указанные выпускные отверстия, может быть изначально направлена на поверхность поршня по существу радиально.
Обеспечение некоторых выпускных каналов, которые направлены на соответствующие им выпускные отверстия по часовой стрелке, и некоторых выпускных каналов, которые направлены на соответствующие им выпускные отверстия против часовой стрелки, может улучшать равномерность распределения жидкости по поверхности поршня. Например, вращающиеся в противоположных направлениях потоки жидкости могут сталкиваться друг с другом, увеличивая степень распределения жидкости по поверхности поршня. Необязательное наличие некоторых выпускных каналов, направленных на соответствующие им выпускные отверстия под углом от 0° до 10°, предпочтительно от 0° до 4° к радиальному направлению, может обеспечивать еще большую равномерность распределения жидкости по поверхности поршня. Например, наличие таких выпускных каналов может улучшать поток жидкости в центральную зону поверхности поршня. Наличие третьей подгруппы из множества выпускных каналов, направленных на соответствующие им выпускные отверстия под углом от 0° до 10°, предпочтительно от 0° до 4° к радиальному направлению, может быть предпочтительным, если внутренний диаметр кольцевого корпуса составляет более 200 мм. Для кольцевых корпусов с внутренним диаметром 200 мм или менее может быть предпочтительным обеспечение только первой подгруппы и второй подгруппы из множества выпускных каналов.
Первая и/или вторая подгруппы из множества выпускных каналов, направленных по часовой стрелке или против часовой стрелки, могут быть изначально направлены так, чтобы закручивать поток в периферийной зоне поверхности поршня.
Третья подгруппа из множества выпускных каналов, направленных под углом от 0° до 10°, предпочтительно от 0° до 4° к радиальному направлению, может содержать первую часть каналов указанной третьей подгруппы, направленных вниз под первым углом для нацеливания на центральную зону поверхности поршня, и вторую часть каналов указанной третьей подгруппы, направленных вниз под вторым углом, который больше первого угла, для нацеливания на промежуточную зону поверхности поршня.
Отверстие для приема подаваемой текучей среды может быть расположено на периферии кольца для подачи текучей среды; и при этом отверстие для приема подаваемой текучей среды может необязательно содержать канал подачи, который проходит через внешнюю поверхность кольцевого корпуса, соединяясь с распределительным каналом; и при этом распределительный канал в месте пересечения с каналом подачи может необязательно содержать секцию без отверстий, чтобы таким образом отклонять в сторону всю жидкость, поступающую в распределительный канал из канала подачи.
Во втором аспекте настоящего описания предложено устройство для нанесения покрытия на подложку, содержащее:
держатель подложки, предназначенный для удерживания подложки в вертикальном положении, причем подложка относится к типу, содержащему множество каналов;
поршень для введения жидкости, содержащей каталитический компонент, в подложку путем накачивания или нагнетания в или через открытые концы множества каналов на нижнем торце подложки;
генератор вакуума, предназначенный для создания вакуума у открытых концов множества каналов на верхнем торце подложки; и
кольцо для подачи текучей среды в соответствии с первым аспектом для подачи жидкости на поверхность поршня.
Кольцо для подачи текучей среды может быть установлено под держателем подложки, предназначенным для удерживания подложки в вертикальном положении; и при этом поршень необязательно может быть выполнен с возможностью возвратно-поступательного перемещения внутри нагнетательной камеры, а кольцо для подачи текучей среды может быть установлено на верхнем конце нагнетательной камеры или над ним; и при этом кольцо для подачи текучей среды необязательно может быть установлено между нагнетательной камерой и нижней частью держателя подложки, предназначенного для удерживания подложки в вертикальном положении.
В третьем аспекте настоящего описания предложен способ нанесения жидкости, содержащей каталитический компонент, на подложку, которая относится к типу, содержащему множество каналов, включающий:
(a) удерживание подложки в вертикальном положении;
(b) подачу жидкости на поверхность поршня с использованием кольца для подачи текучей среды согласно первому аспекту;
(c) введение жидкости в подложку путем накачивания или нагнетания с помощью поршня через открытые концы множества каналов на нижнем торце подложки; и
(d) после частичного заполнения жидкостью нижнего торца подложки создание вакуума у открытых концов множества каналов на верхнем торце подложки одновременно с введением жидкости в подложку на стадии (c).
На стадии (b) жидкость может подаваться из по меньшей мере двух квадрантов кольца для подачи текучей среды; необязательно из по меньшей мере трех квадрантов кольца для подачи текучей среды; необязательно из по меньшей мере всех четырех квадрантов кольца для подачи текучей среды.
На стадии (b) жидкость может быть направлена вниз к поверхности поршня; и при этом необязательно первая часть жидкости может быть направлена вниз под первым углом, а вторая часть жидкости может быть направлена вниз под вторым углом, и необязательно третья часть жидкости может быть направлена вниз под третьим углом.
В некоторых вариантах осуществления на стадии (b) вся жидкость может быть изначально направлена на поверхность поршня по часовой стрелке, или вся жидкость может быть изначально направлена против часовой стрелки; и при этом необязательно на стадии (b) первая часть жидкости может быть направлена по часовой стрелке или против часовой стрелки под первым углом, а вторая часть жидкости может быть направлена по часовой стрелке или против часовой стрелки под вторым углом.
В некоторых вариантах осуществления первый объем жидкости может быть изначально направлен на поверхность поршня по часовой стрелке; и/или при этом второй объем жидкости может быть изначально направлен на поверхность поршня против часовой стрелки; и/или при этом третий объем жидкости может быть изначально направлен на поверхность поршня по существу радиально. Первый объем и/или второй объем жидкости может быть изначально направлен так, чтобы закручивать поток в периферийной зоне поверхности поршня. Первая часть третьего объема жидкости, которая может быть изначально направлена радиально на поверхность поршня, также может быть направлена вниз под первым углом для нацеливания на центральную зону поверхности поршня, а вторая часть третьего объема жидкости, которая может быть изначально направлена радиально на поверхность поршня, может быть направлена вниз под вторым углом, который больше первого угла, для нацеливания на промежуточную зону поверхности поршня.
Краткое описание графических материалов
Далее варианты осуществления настоящего изобретения будут описаны только в качестве примера со ссылкой на прилагаемые чертежи, на которых:
на Фиг. 1 представлена схема устройства для нанесения покрытия на подложку предшествующего уровня техники;
на Фиг. 2 представлен вид в перспективе подсборки устройства для нанесения покрытия в соответствии с настоящим описанием, содержащей кольцо для подачи текучей среды;
на Фиг. 3 представлен вид в поперечном сечении подсборки, показанной на Фиг. 2;
на Фиг. 4 представлен вид в поперечном сечении части подсборки, приведенной на Фиг. 2, в плоскости, отличной от плоскости, показанной на Фиг. 3;
на Фиг. 5 представлен вид в поперечном сечении подсборки устройства для нанесения покрытия на подложку в соответствии с настоящим описанием, включающей в себя поршневой механизм;
на Фиг. 6 представлен вид в горизонтальной проекции внутренней части кольца для подачи текучей среды устройства для нанесения покрытия на подложку;
на Фиг. 6a представлен увеличенный вид части, показанной на Фиг. 6;
на Фиг. 7 представлен вид в поперечном сечении внутреннего кольца, показанного на Фиг. 6; и
на Фиг. 8a–8f представлены дополнительные виды в поперечном сечении частей внутреннего кольца, показанного на Фиг. 6.
Подробное описание
В данной области техники хорошо известны устройства контроля выбросов, предназначенные для обработки или удаления загрязняющих веществ из выхлопного газа, генерируемого двигателем внутреннего сгорания. Такие устройства обычно содержат подложку, покрытую каталитическим компонентом. Настоящее изобретение дает особое преимущество при изготовлении таких устройств.
Настоящее изобретение относится к нанесению на подложку покрытия из жидкости, содержащей каталитический компонент, с помощью устройства и способа нанесения покрытия на подложку. Следует понимать, что термин «каталитический компонент» не ограничен химическим соединением или материалом, который каталитически активен в реакции, протекающей с участием загрязняющего компонента выхлопных газов (например, CO, HC или NOx). Термин «каталитический компонент» охватывает любой компонент, который обычно вводят в покрытие из пористого оксида для включения в катализатор или устройство контроля выбросов. Например, каталитический компонент может относиться к материалу, который способен накапливать или поглощать NOx или углеводород. Однако предпочтительно, чтобы «каталитический компонент» сам по себе был каталитически активным.
Специалистам в данной области известны жидкости, содержащие каталитический компонент, они включают: водные растворы соединений металлов платиновой группы, таких как соединения платины, палладия и родия, водные растворы соединений щелочных металлов и щелочноземельных металлов, которые осаждают на подложки для абсорбции NOx, и другие компоненты, такие как соединения переходных металлов, например соединения железа, меди, ванадия, церия и переходных металлов, которые играют роль промоторов катализаторов; суспензии покрытий из пористого оксида, включающие в себя частицы материалов-носителей катализаторов, таких как оксид алюминия, диоксид церия, диоксид титана, диоксид циркония, диоксид кремния – оксид алюминия и цеолиты, на которые необязательно нанесен один или более из упомянутых выше металлов платиновой группы или переходных металлов; и суспензии покрытий из пористого оксида, содержащие комбинации нанесенных на носитель соединений металлов и водных растворов упомянутых выше соединений металлов. Такие жидкости могут также содержать соответствующие кислоты, загустители на основе органических соединений и т. д. для повышения каталитической активности, улучшения соответствия химического состава предполагаемому назначению конечного катализатора и/или улучшения вязкости и реологических свойств жидкости. Жидкость может представлять собой раствор или суспензию, но обычно жидкость представляет собой суспензию.
Устройство 1 и способы нанесения покрытия на подложку описаны в EP 3 003 582 B1, содержание которого полностью включено в настоящий документ посредством ссылки. Основные части устройства для нанесения покрытия на подложку, описанного в EP 3 003 582 В1, показаны на Фиг. 1, они включают держатель 3 подложки, поршневой механизм 4, кольцо 15 для подачи текучей среды и генератор 6 вакуума. Кольцо 15 для подачи текучей среды снабжено единственным боковым дозирующим отверстием 7, через которое жидкость, содержащую каталитический компонент, подают в нагнетательную камеру 21 над поршнем 20.
В соответствии с настоящим описанием авторы настоящего изобретения разработали новое кольцо 5 для подачи текучей среды, предназначенное для использования в устройстве и способах нанесения покрытия на подложку. Новое кольцо 5 для подачи текучей среды можно использовать вместо кольца 15 для подачи текучей среды в устройстве 1 для нанесения покрытия на подложку и способах типа, описанного в EP 3 003 582 B1. Однако, как должно быть понятно квалифицированному читателю, новое кольцо 5 для подачи текучей среды можно использовать как часть другого устройства и способов нанесения покрытия на подложку, и поэтому оно не ограничено использованием в устройстве и способах согласно EP 3 003 582 B1.
Ниже только в качестве примера будет приведено описание нового кольца 5 для подачи текучей среды, предназначенного для использования в качестве части устройства 1 для нанесения покрытия на подложку и способов общего типа, описанных в EP 3 003 582 B1. За более полным описанием других частей устройства 1 для нанесения покрытия на подложку и способов квалифицированному читателю следует обратиться к идеям EP 3 003 582 B1.
На функциональном уровне держатель 3 подложки предпочтительно удерживает подложку 2 в вертикальном положении, причем подложка 2 относится к типу, содержащему множество каналов. Поршень 20 выполняет функцию введения — накачиванием или нагнетанием — в подложку 2 жидкости, содержащей каталитический компонент, в или через открытые концы множества каналов на нижнем торце подложки 2. Генератор 6 вакуума выполняет функцию создания вакуума у открытых концов множества каналов на верхнем торце подложки 2. Новое кольцо 5 для подачи текучей среды, которое далее для простоты будет называться кольцом 5 для подачи текучей среды, выполняет функцию подачи жидкости на поверхность 23 поршня 20.
Держатель 3 подложки может содержать накачиваемую верхнюю уплотнительную манжету 10 (также называемую верхней накачиваемой манжетой) и/или накачиваемую нижнюю уплотнительную манжету 11 (также называемую нижней накачиваемой манжетой) такого типа, который описан в EP 3 003 582 В1, которые поддерживают соответствующие верхний и нижний торцы подложки 2. Накачиваемая верхняя уплотнительная манжета 10 и накачиваемая нижняя уплотнительная манжета 11 могут находиться в контакте и/или в соединении с внешней поверхностью подложки 2. Каждая из них может формировать непроницаемое для жидкости или воздуха уплотнение вокруг подложки 2. Накачиваемая верхняя уплотнительная манжета 10 и накачиваемая нижняя уплотнительная манжета 11 могут опираться на один или более корпусов (например, опираться на внутреннюю стенку одного или более корпусов). Не все подложки имеют традиционное круглое поперечное сечение, и некоторые могут иметь овальное или «прямоугольное», скошенное овальное или другое асимметричное поперечное сечение. Каким бы ни было поперечное сечение подложки, для размещения подложки можно скорректировать корпус подходящей формы с помощью традиционных способов или методик. Накачиваемая нижняя уплотнительная манжета 11 может удерживать подложку 2 в необходимом положении, пока в нижний конец подложки 2 вводят жидкость. Она также может создавать барьер, предотвращающий попадание жидкости на внешнюю боковую поверхность подложки 2.
Как показано на Фиг. 5, поршневой механизм 4 может содержать поршень 20 и корпус, в котором поршень 20 совершает возвратно-поступательное движение. Как показано на Фиг. 4, корпус может содержать царгу 25 цилиндра и гильзу 26 цилиндра, помещенную внутри царги 25 цилиндра. Царга 25 цилиндра и/или гильза 26 цилиндра могут полностью или частично образовывать нагнетательную камеру 21, объем которой может частично или полностью вытесняться поршнем 20. Поршень 20 может содержать корпус 22 поршня и шток 24 поршня. Верхняя поверхность корпуса 22 поршня может образовывать поверхность 23 поршня. Поверхность 23 поршня может содержать гибкий непористый гидрофобный материал, такой как полимер. Поверхность 23 поршня, как правило, может содержать или состоять из полимера, который представляет собой сложный полиэфир. Сложный полиэфир предпочтительно содержит полиэтилентерефталат или состоит из него. Гильза 26 цилиндра может содержать материал, который является непористым, гладким и химически устойчивым. Примеры включают нержавеющую сталь, полиуретан и сложный полиэфир.
Нагнетательная камера 21, как правило, имеет рабочий объем. Нагнетательная камера 21 предпочтительно представляет собой цилиндр. Хотя термин «цилиндр» подразумевает круглое поперечное сечение корпуса поршня и отверстия цилиндра, форма корпуса 22 поршня и отверстия цилиндра могут быть продиктованы формой поперечного сечения подложки 2. Например, если подложка 2 имеет овальное поперечное сечение, то корпус 22 поршня и отверстие цилиндра также имеют овальное поперечное сечение. Корпус 22 поршня, царга 25 цилиндра и гильза 26 цилиндра предпочтительно имеют круглые поперечные сечения.
Генератор 6 вакуума может иметь конструкцию того типа, который описан в EP 3 003 582 B1. Как показано на Фиг. 1, генератор 6 вакуума может содержать проточный конус 35, который может ограничивать воронку, образующую соединение с верхним торцом подложки 2. Проточный конус 35 в общем случае имеет более широкий конец для приема верхнего торца подложки 2. Накачиваемая верхняя уплотнительная манжета 10 может образовывать уплотнение между верхним торцом подложки 2 и проточным конусом 35. Генератор 6 вакуума может содержать вакуумный насос, соединенный с проточным конусом при помощи трубки.
Кольцо 5 для подачи текучей среды обычно установлено под держателем 3 подложки. Кольцо 5 для подачи текучей среды может быть установлено на верхнем конце нагнетательной камеры 21 или над ним. Кольцо 5 для подачи текучей среды может быть установлено между нагнетательной камерой 21 и нижней частью держателя 3 подложки.
Как показано на Фиг. 2–4, кольцо 5 для подачи текучей среды содержит кольцевой корпус 40, имеющий внутреннюю сторону 45, ограничивающую центральный канал 46 кольца 5 для подачи текучей среды. Кольцо 5 для подачи текучей среды дополнительно содержит отверстие 47 для приема подаваемой текучей среды, множество выпускных отверстий 50 на внутренней стороне 45 кольцевого корпуса 40 для выпуска жидкости на поверхность поршня и распределительный канал 51, проходящий по меньшей мере частично вокруг кольцевого корпуса 40, который обеспечивает сообщение по текучей среде между отверстием 47 для приема подаваемой текучей среды и множеством выпускных отверстий 50.
Кольцевой корпус 40 может быть сформирован из единственной детали, например может представлять собой цельный отлитый или механически обработанный блок. Альтернативно кольцевой корпус 40 может быть образован из множества деталей, как показано в примере на Фиг. 3, которые собраны в общий узел. Например, кольцевой корпус 40 может содержать первую часть и вторую часть, соединенные друг с другом с образованием распределительного канала 51. Первая часть может представлять собой наружное кольцо 41. Наружное кольцо 41 может образовывать наружную стенку распределительного канала 51. Наружное кольцо 41 может также образовывать верхнюю стенку распределительного канала 51. Вторая часть может представлять собой внутреннее кольцо 42, например, как показано на Фиг. 6–7. Внутреннее кольцо 42 может образовывать внутреннюю стенку распределительного канала 51. Внутреннее кольцо 42 может также образовывать нижнюю стенку распределительного канала 51. Кольцо 5 для подачи текучей среды может содержать одно или более уплотнений для герметичного соединения первой части со второй частью, например, кольцевых уплотнений 44. Для удерживания множества частей вместе можно использовать одно или более крепежных приспособлений, например болтов 48, как показано на Фиг. 3.
Кольцевой корпус 40 может включать в себя внутреннее манжетное уплотнение 43, как показано на Фиг. 3, которое может обеспечивать дополнительное гидравлическое уплотнение с боковой стенкой подложки 2. Внутреннее манжетное уплотнение 43 может быть зафиксировано на опорном кольце 41. Опорное кольцо 41 может содержать углубление для размещения внутреннего манжетного уплотнения 43.
Кольцевой корпус 40 предпочтительно является по существу круглым или круглым. Можно использовать альтернативные формы, например, когда поперечное сечение подложки 2 не является круглым.
Кольцевой корпус 40 может содержать верхнюю поверхность, которая проходит от внутренней поверхности 45, и нижнюю поверхность, которая проходит от внутренней поверхности 45. Верхняя поверхность и нижняя поверхность могут быть плоскими. Наружная поверхность может проходить между верхней и нижней поверхностями.
Отверстие 47 для приема подаваемой текучей среды предпочтительно представляет собой единственное отверстие для приема подаваемой текучей среды и может быть расположено на периферии кольца 5 для подачи текучей среды. Отверстие 47 для приема подаваемой текучей среды может содержать канал 49 подачи, который проходит через наружную поверхность кольцевого корпуса 40 и соединяется с распределительным каналом 51.
Как показано на Фиг. 4, кольцо для подачи текучей среды может дополнительно содержать один или более установочных штифтов 53, предназначенных для выравнивания кольца 5 для подачи текучей среды с остальной частью устройства 1 для нанесения покрытия на подложку. Один или более установочных штифтов 53 могут проходить от верхней поверхности и/или нижней поверхности кольцевого корпуса 40.
Кольцевой корпус может иметь диапазон внутренних диаметров. Например, внутренние диаметры могут составлять от 250 мм до 350 мм. Примеры внутренних диаметров включают от 267 мм до 277 мм (10,5 дюйма), 305 мм (12 дюймов) и 330 мм (13 дюймов).
Для соединения кольца 5 для подачи текучей среды с остальной частью устройства 1 для нанесения покрытия на подложку может быть обеспечено множество крепежных приспособлений. Например, как показано на Фиг. 2, через кольцевой корпус 40 может проходить множество вертикальных отверстий для болтов, которые расположены радиально за пределами распределительного канала 51 для приема фиксирующих болтов 55.
Кольцевой корпус 40 может быть сформирован из металла, предпочтительно стали, более предпочтительно нержавеющей стали.
Распределительный канал 51 может проходить через два или более квадрантов кольцевого корпуса 40, например, через более 90°. Распределительный канал 51 может проходить через три или более квадрантов кольцевого корпуса 40, например, через более 180°. Распределительный канал 51 может проходить через все четыре квадранта кольцевого корпуса 40, например, через более 270°. Наиболее предпочтительно, чтобы распределительный канал 51 проходил по всей окружности кольцевого корпуса 40, например, до 360° включительно.
Распределительный канал 51 может представлять собой или состоять из канала во внутренней части кольцевого корпуса 40. В альтернативном варианте осуществления распределительный канал 51 может представлять собой или состоять из открытого канала в нижней поверхности кольцевого корпуса 40, который в процессе эксплуатации состыкован с дополняющей поверхностью устройства 1 для нанесения покрытия на подложку, например с поверхностью поршневого механизма 4. В этом последнем случае кольцо 5 для подачи текучей среды может дополнительно содержать одно или более уплотнений для образования уплотнения с дополняющей поверхностью устройства 1 для нанесения покрытия на подложку, например кольцевых уплотнений.
Множество выпускных отверстий 50 может быть расположено в по меньшей мере двух квадрантах внутренней поверхности 45; предпочтительно в по меньшей мере трех квадрантах внутренней поверхности 45; наиболее предпочтительно во всех четырех квадрантах внутренней поверхности 45. Множество выпускных отверстий 50 может быть расположено по всей протяженности внутренней поверхности 45 и может быть расположено на равном расстоянии друг от друга по всей протяженности внутренней поверхности 45.
Может быть расположено более 25 выпускных отверстий 50, необязательно более 30 выпускных отверстий 50, необязательно более 40 выпускных отверстий 50 и необязательно более 50 выпускных отверстий 50. В некоторых примерах множество выпускных отверстий 50 может состоять из 28 отверстий, или 48 отверстий, или 60 отверстий.
Кольцо для подачи текучей среды может дополнительно содержать множество выпускных каналов 52, обеспечивающих сообщение по текучей среде между распределительным каналом 51 и множеством выпускных отверстий 50. Предпочтительно каждое выпускное отверстие 50 снабжено единственным выпускным каналом 52. Выпускные каналы 52 могут быть изогнутыми. В альтернативном и предпочтительном варианте осуществления каждый из выпускных каналов 52 может быть прямым. Внутренний диаметр каждого выпускного канала 52 может составлять от 1,0 до 3,0 мм, предпочтительно от 1,5 до 3,0 мм, более предпочтительно от 2,0 до 2,5 мм. Все множество выпускных каналов 52 может иметь одинаковый внутренний диаметр или в альтернативном варианте осуществления части множества выпускных каналов 52 могут иметь разные внутренние диаметры.
По меньшей мере часть и необязательно все из множества выпускных каналов 52 могут быть направлены вниз на соответствующие выпускные отверстия 50 так, что жидкость, выпускаемая из указанных выпускных каналов 52 через указанные выпускные отверстия 50, направлена вниз к поверхности 23 поршня.
Указанные выпускные каналы 52 могут быть направлены вниз под углом α от 25° до 50° к горизонтали, необязательно под углом α от 30° до 45° к горизонтали, необязательно под углом α от 30° до 40° к горизонтали.
В некоторых примерах первая часть указанных выпускных каналов 52 направлена вниз под первым углом α, а вторая часть указанных выпускных каналов 52 направлена вниз под вторым углом α, и необязательно третья часть указанных выпускных каналов 52 направлена вниз под третьим углом α. Например, как показано на Фиг. 8a–8f, выпускные каналы 52a и 52b направлены вниз под первым углом α, выпускные каналы 52e и 52f направлены вниз под вторым углом α, а выпускные каналы 52c и 52d направлены вниз под третьим углом α.
Третий угол α может быть больше второго угла α, и необязательно второй угол α может быть больше первого угла α. В некоторых примерах первый угол α составляет 30°. В некоторых примерах второй угол α составляет 33°. В некоторых примерах третий угол α составляет 37°.
В некоторых примерах все множество выпускных каналов 52 может быть направлено на соответствующие выпускные отверстия 50 либо по часовой стрелке, либо все множество направлено против часовой стрелки, так что вся жидкость, выпускаемая из указанных выпускных каналов 52 через указанные выпускные отверстия 50, изначально направлена на поверхность 23 поршня по часовой стрелке либо изначально направлена против часовой стрелки. Множество выпускных каналов 52 может быть направлено под углом β, составляющим от 10° до 40° к радиальному направлению, необязательно под углом β, составляющим от 10° до 35° к радиальному направлению. В некоторых примерах первая часть указанных выпускных каналов 52 может быть направлена по часовой стрелке или против часовой стрелки под первым углом β к радиальному направлению, а вторая часть указанных выпускных каналов 52 может быть направлена по часовой стрелке или против часовой стрелки под вторым углом β к радиальному направлению. Первый угол β может составлять от 10° до 15° к радиальному направлению, необязательно 10°, и/или второй угол β может составлять от 30° до 40° к радиальному направлению, необязательно 34°.
В некоторых примерах первая подгруппа из множества выпускных каналов 52 может быть направлена на соответствующие им выпускные отверстия 50 по часовой стрелке, так что жидкость, выпускаемая из указанных выпускных каналов 52 через указанные выпускные отверстия 50, изначально направлена на поверхность поршня 23 по часовой стрелке. Один такой пример показан на Фиг. 6, 6a и 7. Первая подгруппа из множества выпускных каналов 52 может быть направлена по часовой стрелке под одним или более углами β, выбранными из диапазона от 10° до 55° к радиальному направлению, необязательно выбранными из группы углов β 10°, 34°, 35°, 52° к радиальному направлению.
Вторая подгруппа из множества выпускных каналов 52 может быть направлена на соответствующие им выпускные отверстия 50 против часовой стрелки, так что жидкость, выпускаемая из указанных выпускных каналов 52 через указанные выпускные отверстия 50, изначально направлена на поверхность поршня 23 против часовой стрелки. Вторая подгруппа из множества выпускных каналов 52 может быть направлена против часовой стрелки под одним или более углами β, выбранными из диапазона от 10° до 55° к радиальному направлению, необязательно выбранными из группы углов β 10°, 34°, 35°, 52° к радиальному направлению.
Третья подгруппа из множества выпускных каналов 52 может быть направлена на соответствующие им выпускные отверстия 50 под углом β от 0° до 10°, предпочтительно от 0° до 4° к радиальному направлению, так что жидкость, выпускаемая из указанных выпускных каналов 52 через указанные выпускные отверстия 50, изначально направлена на поверхность поршня 23 по существу радиально.
Первая подгруппа из множества выпускных каналов 52, направленных по часовой стрелке, может содержать или состоять из от одной четверти до половины множества выпускных каналов 52. Вторая подгруппа из множества выпускных каналов 52, направленных против часовой стрелки, может содержать или состоять из от одной четверти до половины множества выпускных каналов 52. Третья подгруппа из множества выпускных каналов 52, направленных радиально, может содержать или состоять из от одной четверти до одной трети множества выпускных каналов 52.
Первая и/или вторая подгруппы из множества выпускных каналов 52, направленных по часовой стрелке или против часовой стрелки, могут быть изначально направлены так, чтобы закручивать поток в периферийной зоне 32 поверхности 23 поршня.
Третья подгруппа из множества выпускных каналов 52, направленных под углом от 0° до 10°, предпочтительно от 0° до 4° к радиальному направлению, может содержать первую часть каналов указанной третьей подгруппы, направленных вниз под первым углом α для нацеливания на центральную зону 30 поверхности 23 поршня, и вторую часть каналов указанной третьей подгруппы, направленных вниз под вторым углом α, который больше первого угла, для нацеливания на промежуточную зону 31 поверхности 23 поршня. Первый угол α может составлять от 25° до 35° к горизонтали, необязательно 29°, 31° или 35°, и/или второй угол α может составлять от 35° до 50° к горизонтали, необязательно 37° или 45°.
Распределительный канал 51 в месте пересечения с каналом 49 подачи может содержать секцию без отверстий, чтобы таким образом отклонять в сторону всю жидкость, поступающую в распределительный канал 51 из канала 49 подачи.
В процессе эксплуатации устройство 1 для нанесения покрытия на подложку, содержащее кольцо 5 для подачи текучей среды, можно использовать для нанесения покрытия на подложку 2 такого типа, который содержит множество каналов. Способ включает:
(a) удерживание подложки 2 в вертикальном положении;
(b) подачу жидкости на поверхность поршня 20 с использованием кольца 5 для подачи текучей среды;
(c) введение жидкости в подложку 2 путем накачивания или нагнетания с помощью поршня 20 через открытые концы множества каналов на нижнем торце подложки 2; и
(d) после частичного заполнения жидкостью нижнего торца подложки 2, создание вакуума у открытых концов множества каналов на верхнем торце подложки 2 одновременно с введением жидкости в подложку на стадии (c).
Способ настоящего описания можно применять для покрытия подложки 2 жидкостью по всей длине каналов или только по части длины каналов (т. е. меньше осевой длины каналов).
На практике способ настоящего описания обычно осуществляют многократно, например, с использованием устройства 1 для нанесения покрытия на подложку, такого как устройство, описанное в настоящем документе.
Обычно стадия (a) способа включает удерживание подложки 2 в вертикальном положении при помощи держателя 3 подложки. Как правило, стадия (a) способа включает удерживание подложки 2 в по существу вертикальном положении.
Подложку 2 можно вставлять в держатель 3 подложки вручную или автоматически. Устройство 1 для нанесения покрытия на подложку может содержать подъемно-транспортное устройство (например, роботизированное подъемно-транспортное устройство) для введения (например, автоматического введения) подложки 2 в держатель 3 подложки.
Как правило, стадия (b) способа включает выпуск жидкости в нагнетательную камеру 21 и на поверхность 23 поршня с помощью кольца 5 для подачи текучей среды в то время, когда поршень 20 находится в отведенном (опущенном) положении. Как правило, жидкость подается через единственное отверстие 47 для приема подаваемой текучей среды в распределительный канал 51. Выше по потоку от отверстия 47 для приема подаваемой текучей среды могут быть предусмотрены одна или более емкостей для хранения, насос, клапан, датчик объема, датчик веса/массы для регулирования предварительно заданного количества жидкости, подаваемой на поверхность 23 поршня, и/или объемного расхода жидкости.
Жидкость, поступающая в распределительный канал 51, отклоняется и проходит по распределительному каналу 51. Вся жидкость может протекать в одном направлении по распределительному каналу 51. Однако предпочтительно, чтобы жидкость разделялась на два потока и чтобы часть жидкости протекала по часовой стрелке по распределительному каналу 51, а часть протекала против часовой стрелки по распределительному каналу 51. Жидкость можно подавать на поверхность поршня 23 из по меньшей мере двух квадрантов кольца 5 для подачи текучей среды; необязательно из по меньшей мере трех квадрантов кольца 5 для подачи текучей среды; необязательно из по меньшей мере всех четырех квадрантов кольца 5 для подачи текучей среды.
Жидкость выходит из распределительного канала 51 на поверхность 23 поршня через множество выпускных каналов 52 и выпускных отверстий 50.
Выпуск жидкости через множество выпускных каналов 52 и выпускных отверстий 50 может быть направлен вниз к поверхности 23 поршня. Жидкость может быть направлена вниз под углом α от 25° до 50° к горизонтали, необязательно под углом α от 30° до 45° к горизонтали, необязательно под углом α от 30° до 40° к горизонтали.
Первая часть жидкости может быть направлена вниз под первым углом α, а вторая часть жидкости может быть направлена вниз под вторым углом α, и необязательно третья часть жидкости может быть направлена вниз под третьим углом α. Первый угол α может быть больше второго угла α, и необязательно третий угол α может быть больше второго угла α.
В некоторых примерах вся жидкость может быть изначально направлена по часовой стрелке или может быть вся изначально направлена против часовой стрелки на поверхность поршня, например, путем установки угла всех выпускных каналов 52 в направлении либо по часовой стрелке, либо против часовой стрелки. Жидкость может быть направлена под углом от 10° до 40° к радиальному направлению, необязательно под углом от 10° до 35° к радиальному направлению. Первая часть жидкости может быть направлена по часовой стрелке или против часовой стрелки под первым углом, а вторая часть жидкости может быть направлена по часовой стрелке или против часовой стрелки под вторым углом. Первый угол может составлять от 10° до 15° к радиальному направлению, необязательно 10°, и/или второй угол может составлять от 30° до 40° к радиальному направлению, необязательно 34°.
На Фиг. 6 и 7 представлен альтернативный пример, в котором жидкость направлена на поверхность 23 поршня в более чем одном направлении. Первый объем жидкости может быть изначально направлен на поверхность 23 поршня по часовой стрелке через выпускные отверстия 50e, в которые жидкость подается выпускными каналами 52e, как показано на Фиг. 8e. В дополнительном или альтернативном варианте осуществления второй объем жидкости может быть изначально направлен на поверхность 23 поршня против часовой стрелки через выпускные отверстия 50f, в которые жидкость подается выпускными каналами 52f, как показано на Фиг. 8f. В дополнительном или альтернативном варианте осуществления третий объем жидкости может быть изначально направлен на поверхность 23 поршня по существу радиально через выпускные отверстия 50a–50d, в которые жидкость подается выпускными каналами 52a–52d, как показано на Фиг. 8a–8d.
Первый объем и/или второй объем жидкости может быть изначально направлен так, чтобы закручивать поток в периферийной зоне 32 поверхности 23 поршня.
Первая часть третьего объема жидкости, которая изначально направлена радиально на поверхность 23 поршня, может также быть направлена вниз под первым углом α для нацеливания на центральную зону 30 поверхности 23 поршня. Для выполнения этой функции можно использовать выпускные отверстия 50a и 50b, в которые жидкость подается выпускными каналами 52a и 50b. Вторая часть третьего объема жидкости, которая изначально направлена радиально на поверхность 23 поршня, может также быть направлена вниз под вторым углом α, который больше первого угла α, для нацеливания на промежуточную зону 31 поверхности 23 поршня. Для выполнения этой функции можно использовать выпускные отверстия 50c и 50d, в которые жидкость подается выпускными каналами 52c и 50d. Первый угол α может составлять от 25° до 35° к горизонтали, необязательно 29°, 31° или 35°, и/или второй угол α может составлять от 35° до 50° к горизонтали, необязательно 37° или 45°.
На стадии (c) жидкость вводят в подложку 2 против направления силы тяжести через открытые концы каналов на нижнем торце подложки 2 путем накачивания или нагнетания жидкости в подложку 2. Было обнаружено, что введение жидкости в подложку против направления силы тяжести способствует созданию более широкого диапазона параметров обработки покрытия из пористого оксида. Жидкость может быть равномерно нанесена на стенки каналов до предварительно заданной длины, причем разница между длинами покрытия каналов составляет 5 мм или менее, обычно 2 мм или менее (например, 1 мм или менее).
Жидкость предпочтительно вводят в подложку непрерывным образом (например, без перерыва).
Обычно стадия (c) способа включает непрерывное введение предварительно заданного количества жидкости в подложку 2 через открытые концы каналов на нижнем торце подложки 2. Предварительно заданное количество может представлять собой предварительно заданный объем и/или предварительно заданную массу жидкости.
Жидкость предпочтительно вводят в подложку 2 с помощью поршня 20. Поршень 20 можно использовать для быстрого накачивания или нагнетания жидкости вверх в подложку 2.
В общем случае поршень 20 совершает возвратно-поступательное движение внутри царги 25 цилиндра и/или гильзы 26 цилиндра между (i) первым положением, в котором поршень 20 отведен вниз, и (ii) вторым положением, в котором поршень 20, предпочтительно поверхность поршня (т. е. поверхность 23 поршня), упирается в нижний торец подложки 2.
Отведенный вниз поршень внутри царги 25 цилиндра и гильзы 26 цилиндра образовывает нагнетательную камеру 21, имеющую рабочий объем. Обычно рабочий объем больше или равен объему жидкости, подлежащей введению в подложку 2. Предпочтительно, чтобы рабочий объем был аналогичен или равен предварительно заданному объему (т. е. общему объему) жидкости, подлежащей введению в подложку 2.
В общем случае всю или по существу всю жидкость в нагнетательной камере 21 вводят в подложку 2, например, при перемещении поршня 20 из первого положения во второе положение. Нагнетательная камера 21 обычно опорожняется, когда весь объем жидкости введен в подложку 2, а поршень 20 уперся в нижний конец подложки 2.
В общем случае предпочтительно, чтобы стадия (d) способа после или во время частичного заполнения нижнего конца подложки 2 жидкостью включала непрерывное создание вакуума у открытых концов каналов на верхнем торце подложки 2 одновременно с введением жидкости в подложку 2, предпочтительно до тех пор, пока в подложку 2 не будет введено заранее заданное количество жидкости. Вакуум можно непрерывно создавать в течение от 0,25 до 15 секунд, например от 0,5 до 10 секунд, предпочтительно от 1 до 7,5 секунды (например, от 2 до 5 секунд).
После введения жидкости в подложку 2 подложку 2 можно высушивать и/или прокаливать. Подходящие условия сушки и прокаливания зависят от состава жидкости и типа подложки 2. Такие условия известны в данной области.
Способ и устройство можно использовать для производства «зонированных» или «слоистых» катализаторов или подложек 2 с покрытием.
После сушки и/или прокаливания подложки 2 с покрытием процедуру по данному способу можно повторить, обычно это делают для покрытия монолитной подложки второй жидкостью, содержащей каталитический компонент. После первого прохода ту же подложку 2 можно покрыть другой жидкостью во время второго прохода. Вторая жидкость обычно имеет состав, отличный от первой жидкости, которая была нанесена на или введена в подложку 2. Вторая жидкость может быть введена в подложку 2 с того же торца, что и первая жидкость. Вторая жидкость может быть введена в подложку 2 с торца, противоположного тому, с которого вводили первую жидкость. Такой способ особенно подходит для нанесения покрытия на фильтрующую монолитную подложку, такую как фильтр с проточными стенками.
Подложки для устройств контроля выбросов хорошо известны в данной области, и в общем случае любую такую подложку 2 можно использовать в способе или устройстве настоящего изобретения. Подложка 2 может представлять собой подложку фильтра неполного потока (см., например, подложки фильтров неполного потока, описанные в WO 01/80978 или EP 1 057 519). Обычно подложка фильтра неполного потока имеет собирающий элемент (например, для твердых частиц, таких как частицы сажи) и множество каналов (т. е. для протекания через них выхлопного газа), причем каждый канал имеет по меньшей мере один открытый конец (предпочтительно каждый канал имеет два открытых конца (т. е. оба конца каждого канала открыты)).
В общем случае, подложка фильтра неполного потока имеет множество стенок, которые образуют границы каналов. Обычно собирающий элемент представляет собой множество изгибов во множестве стенок. Каждая стенка может не иметь изгибов или иметь один или более изгибов. Каждый изгиб действует как препятствие для любых твердых частиц в выхлопном газе, протекающем через подложку. Каждый изгиб может иметь форму заслонки или крыла, и обычно каждый изгиб выдается наружу от плоскости стенки (например, под углом к ней). Предпочтительно, чтобы каждый изгиб соединялся с отверстием в стенке подложки. Каждое отверстие в стенке позволяет выхлопному газу протекать из одного канала в соседний канал.
В общем случае подложка 2 предпочтительно представляет собой монолитную подложку. Термин «монолитная подложка», используемый в настоящем документе, означает подложку, имеющую множество каналов, проходящих продольно вдоль длины подложки 2, причем каждый канал имеет по меньшей мере один открытый конец (т. е. для протекания через него выхлопного газа). Монолитная подложка может представлять собой проточную монолитную подложку. Монолитная может представлять собой фильтрующую монолитную подложку, такую как фильтр с проточными стенками.
В общем случае подложка 2 представляет собой керамический материал или металлический материал. Если подложка 2 представляет собой керамический материал, то, как правило, керамический материал может быть выбран из группы, состоящей из карбида кремния (SiC), нитрида алюминия, нитрида кремния, титаната алюминия, оксида алюминия, кордиерита (SiO2-Al2O3-MgO), муллита, поллюцита и зермета (например, Al2O3/Fe, Al2O3/Ni или B4C/Fe, или композитов, содержащих сегменты любых двух или более из них). Если подложка 2 представляет собой металлический материал, то, как правило, металлический материал выбран из группы, состоящей из сплава Fe-Cr-Al, сплава Ni-Cr-Al и сплава нержавеющей стали.
ОПРЕДЕЛЕНИЯ
Термин «вертикально», используемый в настоящем документе применительно к удерживанию подложки 2 или держателю подложки, означает конфигурацию, в которой центральная ось подложки 2 может отклоняться на ±5° от вертикали, предпочтительно на ±3° от вертикали, например, на ±0° от вертикали (т. е. строго вертикальна в пределах погрешности измерения).
Термин «вниз», используемый в настоящем документе применительно к направлению выпускных каналов 52 или направлению жидкости, выпускаемой из выпускных отверстий 50, означает направление от более высокого уровня к более низкому уровню, в частности к направлению уменьшения потенциальной энергии силы тяжести.
Термины «по часовой стрелке» и «против часовой стрелки», используемые в настоящем документе применительно к направлению выпускных каналов 52 или направлению жидкости, выпускаемой из выпускных отверстий 50, означают вращение вокруг центральной вертикальной оси устройства 1 для нанесения покрытия на подложку, если смотреть в направлении вниз от верха устройства 1 для нанесения покрытия на подложку.
При использовании в настоящем документе любой угол, упоминаемый как относящийся «к радиальному направлению» применительно к направлению выпускных каналов 52 или направлению жидкости, выпускаемой из выпускных отверстий 50, означает угол, измеренный в горизонтальной плоскости и в выпускном отверстии 50 между радиальной линией, проходящей от выпускного отверстия 50 к центру кольцевого корпуса 40, и линией, проходящей от выпускного отверстия 50 вдоль оси выпускного канала 52 во внутреннюю часть кольцевого корпуса 40.
При использовании в настоящем документе любая ссылка на «вакуум» означает давление ниже атмосферного давления. Термин «вакуум» не следует интерпретировать в его буквальном смысле, т. е. как пространство, полностью лишенное вещества. Сила вакуума, приложенного к подложке 2, будет зависеть от состава жидкости и типа используемой подложки 2. Вакуум должен быть достаточно сильным, чтобы очищать ячейки подложки 2 так, чтобы они не закупоривались. Такие силы вакуума или пониженного давления хорошо известны в данной области.
Термин «предварительно заданное количество», используемый в настоящем документе, означает общее количество жидкости, подлежащее введению в подложку 2, которого достаточно для получения конкретных характеристик продукта, таких как желаемая спецификация покрытия. Это количество «предварительно задано» в том смысле, что было определено в автономном режиме в стандартных экспериментах по определению количества жидкости, необходимого для достижения желаемых характеристик продукта. Такие предварительно заданные количества могут быть легко определены и могут быть известны из опыта применения в данной области других способов или устройств для нанесения покрытия на подложки (например, см. WO 99/47260 и WO 2011/080525).
Термин «по существу вся», используемый в настоящем документе применительно к количеству жидкости в нагнетательной камере, которую вводят в подложку, означает 99% или более (например, 99,5% или более) жидкости по объему или массе, предпочтительно по объему.
ПРИМЕРЫ
Примеры конфигураций кольца 5 для подачи текучей среды приведены в следующей таблице.
Другие аспекты и варианты осуществления настоящего описания изложены в следующих пунктах.
Пункт 1. Кольцо для подачи текучей среды для подачи жидкости, содержащей каталитический компонент, на поверхность поршня устройства для нанесения покрытия на подложку, содержащее:
кольцевой корпус, содержащий внутреннюю поверхность, ограничивающую центральный канал кольца для подачи текучей среды;
отверстие для приема подаваемой текучей среды для приема жидкости;
множество выпускных отверстий на внутренней поверхности кольцевого корпуса для выпуска жидкости на поверхность поршня; и
распределительный канал, проходящий по меньшей мере частично вокруг кольцевого корпуса, который обеспечивает сообщение по текучей среде между отверстием для приема подаваемой текучей среды и множеством выпускных отверстий.
Пункт 2. Кольцо для подачи текучей среды по п. 1, в котором множество выпускных отверстий расположено в по меньшей мере двух квадрантах внутренней поверхности; необязательно в по меньшей мере трех квадрантах внутренней поверхности; необязательно во всех четырех квадрантах внутренней поверхности.
Пункт 3. Кольцо для подачи текучей среды по п. 1 или п. 2, в котором множество выпускных отверстий расположено по всей протяженности внутренней поверхности; причем множество отверстий необязательно расположено на равном расстоянии друг от друга по всей протяженности внутренней поверхности.
Пункт 4. Кольцо для подачи текучей среды по любому из пп. 1–3, в котором множество отверстий содержит более 25 отверстий, необязательно более 30 отверстий, необязательно более 40 отверстий, необязательно более 50 отверстий, причем необязательно множество отверстий состоит из 28 отверстий, или 48 отверстий, или 60 отверстий.
Пункт 5. Кольцо для подачи текучей среды по любому одному из пп. 1–4, дополнительно содержащее множество выпускных каналов, которые обеспечивают сообщение по текучей среде между распределительным каналом и множеством выпускных отверстий; и при этом множество выпускных каналов необязательно имеют внутренний диаметр от 1,0 до 3,0 мм, предпочтительно от 1,5 до 3,0 мм, более предпочтительно от 2,0 до 2,5 мм.
Пункт 6. Кольцо для подачи текучей среды по п. 5, в котором по меньшей мере часть и необязательно все из множества выпускных каналов направлены вниз на соответствующие им выпускные отверстия так, что жидкость, выпускаемая из указанных выпускных каналов через указанные выпускные отверстия, направлена вниз к поверхности поршня.
Пункт 7. Кольцо для подачи текучей среды по п. 6, в котором указанные выпускные каналы направлены вниз под углом от 25° до 50° к горизонтали, необязательно под углом от 30° до 45° к горизонтали, необязательно под углом от 30° до 40° к горизонтали.
Пункт 8. Кольцо для подачи текучей среды по п. 6 или п. 7, в котором первая часть указанных выпускных каналов направлена вниз под первым углом, а вторая часть указанных выпускных каналов направлена вниз под вторым углом, и необязательно третья часть указанных выпускных каналов направлена вниз под третьим углом.
Пункт 9. Кольцо для подачи текучей среды по п. 8, в котором третий угол больше второго угла и необязательно второй угол больше первого угла.
Пункт 10. Кольцо для подачи текучей среды по любому из пп. 1–9, в котором либо все множество выпускных каналов направлено по часовой стрелке, либо все множество направлено против часовой стрелки на соответствующие им выпускные отверстия так, что вся жидкость из указанных выпускных каналов через указанные выпускные отверстия, изначально направлена на поверхность поршня по часовой стрелке либо изначально направлена против часовой стрелки.
Пункт 11. Кольцо для подачи текучей среды по п. 10, в котором множество выпускных каналов направлено под углом от 10° до 40° к радиальному направлению, необязательно под углом от 10° до 35° к радиальному направлению.
Пункт 12. Кольцо для подачи текучей среды по п. 10 или п. 11, в котором первая часть указанных выпускных каналов направлена по часовой стрелке или против часовой стрелки под первым углом к радиальному направлению, а вторая часть указанных выпускных каналов направлена по часовой стрелке или против часовой стрелки под вторым углом к радиальному направлению.
Пункт 13. Кольцо для подачи текучей среды по п. 12, в котором первый угол составляет от 10° до 15° к радиальному направлению, необязательно 10°, и/или второй угол составляет от 30° до 40° к радиальному направлению, необязательно 34°.
Пункт 14. Кольцо для подачи текучей среды по любому из пп. 1–9, в котором первая подгруппа из множества выпускных каналов направлена на соответствующие им выпускные отверстия по часовой стрелке так, что жидкость, выпускаемая из указанных выпускных каналов через указанные выпускные отверстия, изначально направлена по часовой стрелке на поверхность поршня.
Пункт 15. Кольцо для подачи текучей среды по п. 14, в котором первая подгруппа из множества выпускных каналов направлена по часовой стрелке под одним или более углами, выбранными из диапазона от 10° до 55° к радиальному направлению, необязательно выбранными из группы углов 10°, 34°, 35°, 52° к радиальному направлению.
Пункт 16. Кольцо для подачи текучей среды по любому из пп. 1–9 или 14–15, в котором вторая подгруппа из множества выпускных каналов направлена на соответствующие им выпускные отверстия против часовой стрелки так, что жидкость, выпускаемая из указанных выпускных каналов через указанные выпускные отверстия, изначально направлена против часовой стрелки на поверхность поршня.
Пункт 17. Кольцо для подачи текучей среды по п. 16, в котором вторая подгруппа из множества выпускных каналов направлена против часовой стрелки под одним или более углами, выбранными из диапазона от 10° до 55° к радиальному направлению, необязательно выбранными из группы углов 10°, 34°, 35°, 52° к радиальному направлению.
Пункт 18. Кольцо для подачи текучей среды по любому из пп. 1–9 или 14–17, в котором третья подгруппа из множества выпускных каналов направлена на соответствующие им выпускные отверстия под углом от 0° до 10°, предпочтительно от 0° до 4° к радиальному направлению так, что жидкость, выпускаемая из указанных выпускных каналов через указанные выпускные отверстия, изначально направлена по существу радиально на поверхность поршня.
Пункт 19. Кольцо для подачи текучей среды по любому из пп. 14–18, в котором первая подгруппа из множества выпускных каналов, направленных по часовой стрелке, содержит от одной четверти до половины множества выпускных каналов.
Пункт 20. Кольцо для подачи текучей среды по любому из пп. 16–19, в котором вторая подгруппа из множества выпускных каналов, направленных против часовой стрелки, содержит от одной четверти до половины множества выпускных каналов.
Пункт 21. Кольцо для подачи текучей среды по любому из пп. 18–20, в котором третья подгруппа из множества выпускных каналов, направленных радиально, содержит от одной четверти до одной трети множества выпускных каналов.
Пункт 22. Кольцо для подачи текучей среды по любому из пп. 14–21, в котором первая и/или вторая подгруппа из множества выпускных каналов, направленных по часовой стрелке или против часовой стрелки, изначально направлены так, чтобы закручивать поток в периферийной зоне поверхности поршня.
Пункт 23. Кольцо для подачи текучей среды по любому из пп. 18–22, в котором третья подгруппа из множества выпускных каналов, направленных под углом от 0° до 10°, предпочтительно от 0° до 4° к радиальному направлению, содержит первую часть каналов указанной третьей подгруппы, направленных вниз под первым углом, для нацеливания на центральную зону поверхности поршня, и вторую часть каналов указанной третьей подгруппы, направленных вниз под вторым углом, который больше первого угла, для нацеливания на промежуточную зону поверхности поршня.
Пункт 24. Кольцо для подачи текучей среды по п. 23, в котором первый угол составляет от 25° до 35° к горизонтали, необязательно 29°, 31° или 35°, и/или второй угол составляет от 35° до 50° к горизонтали, необязательно 37° или 45°.
Пункт 25. Кольцо для подачи текучей среды по любому из пп. 1–24, в котором распределительный канал проходит по всей окружности кольцевого корпуса.
Пункт 26. Кольцо для подачи текучей среды по любому из пп. 1–25, в котором кольцевой корпус содержит первую часть и вторую часть, соединенные друг с другом с образованием распределительного канала.
Пункт 27. Кольцо для подачи текучей среды по п. 26, дополнительно содержащее одно или более уплотнений для герметичного соединения первой части со второй частью.
Пункт 28. Кольцо для подачи текучей среды по п. 27, в котором одно или более уплотнений представляют собой кольцевые уплотнения.
Пункт 29. Кольцо для подачи текучей среды по любому из пп. 1–28, в котором распределительный канал представляет собой канал во внутренней части кольцевого корпуса.
Пункт 30. Кольцо для подачи текучей среды по любому из пп. 1–28, в котором распределительный канал представляет собой открытый канал в нижней поверхности кольцевого корпуса, который в процессе эксплуатации сопряжен с дополняющей поверхностью устройства для нанесения покрытия на подложку.
Пункт 31. Кольцо для подачи текучей среды по п. 30, дополнительно содержащее одно или более уплотнений для герметичного соединения с дополняющей поверхностью устройства для нанесения покрытия на подложку.
Пункт 32. Кольцо для подачи текучей среды по п. 31, в котором одно или более уплотнений представляют собой кольцевые уплотнения.
Пункт 33. Кольцо для подачи текучей среды по любому из пп. 1–32, в котором кольцевой корпус является по существу круглым или круглым.
Пункт 34. Кольцо для подачи текучей среды по любому из пп. 1–33, в котором кольцевой корпус содержит верхнюю поверхность, которая проходит от внутренней поверхности, и нижнюю поверхность, которая проходит от внутренней поверхности.
Пункт 35. Кольцо для подачи текучей среды по п. 34, в котором верхняя поверхность и нижняя поверхность являются плоскими.
Пункт 36. Кольцо для подачи текучей среды по любому из пп. 34–35, дополнительно содержащее наружную поверхность, проходящую между верхней поверхностью и нижней поверхностью.
Пункт 37. Кольцо для подачи текучей среды по любому из пп. 1–36, в котором отверстие для приема подаваемой текучей среды представляет собой единственное отверстие для приема подаваемой текучей среды.
Пункт 38. Кольцо для подачи текучей среды по любому из пп. 1–37, в котором отверстие для приема подаваемой текучей среды расположено на периферии кольца для подачи текучей среды.
Пункт 39. Кольцо для подачи текучей среды по любому из пп. 1–38, в котором отверстие для приема подаваемой текучей среды содержит канал подачи, который проходит через наружную поверхность кольцевого корпуса, соединяясь с распределительным каналом.
Пункт 40. Кольцо для подачи текучей среды по любому из пп. 1–39, в котором распределительный канал в месте пересечения с каналом подачи содержит секцию без отверстий, чтобы таким образом отклонять в сторону всю жидкость, поступающую в распределительный канал из канала подачи.
Пункт 41. Кольцо для подачи текучей среды по любому из пп. 1–40, дополнительно содержащее один или более установочных штифтов, предназначенных для выравнивания кольца для подачи текучей среды ч устройством для нанесения покрытия на подложку.
Пункт 42. Кольцо для подачи текучей среды по п. 41, в котором один или более установочных штифтов проходят от верхней поверхности и/или нижней поверхности кольцевого корпуса.
Пункт 43. Кольцо для подачи текучей среды по любому из пп. 1–42, в котором кольцевой корпус имеет внутренний диаметр от 250 мм до 350 мм, необязательно внутренний диаметр от 267 мм до 277 мм (10,5 дюйма), 305 мм (12 дюймов) или 330 мм (13 дюймов).
Пункт 44. Кольцо для подачи текучей среды по любому из пп. 1–43, в котором кольцевой корпус содержит множество отверстий для крепежных приспособлений, предназначенных для соединения кольца для подачи текучей среды с устройством для нанесения покрытия на подложку, причем множество отверстий для крепежных приспособлений необязательно представляет собой множество вертикальных отверстий для болтов, проходящих через кольцевой корпус и размещенных радиально за пределами распределительного канала.
Пункт 45. Кольцо для подачи текучей среды по любому из пп. 1–44, в котором кольцевой корпус выполнен из металла, необязательно стали, необязательно нержавеющей стали.
Пункт 46. Устройство для нанесения покрытия на подложку, содержащее:
держатель подложки, предназначенный для удерживания подложки в вертикальном положении, причем подложка относится к типу, содержащему множество каналов;
поршень для введения жидкости, содержащей каталитический компонент, в подложку путем накачивания или нагнетания в или через открытые концы множества каналов на нижнем торце подложки;
генератор вакуума, предназначенный для создания вакуума у открытых концов множества каналов на верхнем торце подложки; и
кольцо для подачи текучей среды по любому из пп. 1–45 для подачи текучей среды на поверхность поршня.
Пункт 47. Устройство для нанесения покрытия на подложку по п. 46, в котором кольцо для подачи текучей среды установлено под держателем подложки, предназначенным для удерживания подложки в вертикальном положении.
Пункт 48. Устройство для нанесения покрытия на подложку по п. 46 или п. 47, в котором поршень выполнен с возможностью возвратно-поступательного перемещения внутри нагнетательной камеры, а кольцо для подачи текучей среды установлено на верхнем конце нагнетательной камеры или над ним.
Пункт 49. Устройство для нанесения покрытия на подложку по п. 48, в котором кольцо для подачи текучей среды установлено между нагнетательной камерой и нижней частью держателя подложки, предназначенного для удерживания подложки в вертикальном положении.
Пункт 50. Способ нанесения жидкости, содержащей каталитический компонент, на подложку, которая относится к типу, содержащему множество каналов, включающий:
(a) удерживание подложки в вертикальном положении;
(b) подачу жидкости на поверхность поршня с использованием кольца для подачи текучей среды по любому из пп. 1–45;
(c) введение жидкости в подложку путем накачивания или нагнетания с помощью поршня через открытые концы множества каналов на нижнем торце подложки; и
(d) после частичного заполнения жидкостью нижнего торца подложки создание вакуума у открытых концов множества каналов на верхнем торце подложки одновременно с введением жидкости в подложку на стадии (c).
Пункт 51. Способ по п. 50, в котором на стадии (b) жидкость подают из по меньшей мере двух квадрантов кольца для подачи текучей среды; необязательно из по меньшей мере трех квадрантов кольца для подачи текучей среды; необязательно из по меньшей мере всех четырех квадрантов кольца для подачи текучей среды.
Пункт 52. Способ по п. 50 или п. 51, в котором на стадии (b) жидкость направлена вниз к поверхности поршня.
Пункт 53. Способ по п. 52, в котором жидкость направлена вниз под углом от 25° до 50° к горизонтали, необязательно под углом от 30° до 45° к горизонтали, необязательно под углом от 30° до 40° к горизонтали.
Пункт 54. Способ по п. 52 или п. 53, в котором первая часть жидкости направлена вниз под первым углом, а вторая часть жидкости направлена вниз под вторым углом, и необязательно третья часть жидкости направлена вниз под третьим углом.
Пункт 55. Способ по п. 54, в котором первый угол больше второго угла и необязательно третий угол больше второго угла.
Пункт 56. Способ по любому из пп. 50–56, в котором на стадии (b) вся жидкость изначально направлена на поверхность поршня по часовой стрелке, либо вся жидкость изначально направлена против часовой стрелки.
Пункт 57. Способ по п. 56, в котором жидкость направлена под углом от 10° до 40° к радиальному направлению, необязательно под углом от 10° до 35° к радиальному направлению.
Пункт 58. Способ по любому из пп. 50–57, в котором на стадии (b) первая часть жидкости направлена по часовой стрелке или против часовой стрелки под первым углом, а вторая часть жидкости направлена по часовой стрелке или против часовой стрелки под вторым углом.
Пункт 59. Способ по п. 58, в котором первый угол составляет от 10° до 15° к радиальному направлению, необязательно 10°, и/или второй угол составляет от 30° до 40° к радиальному направлению, необязательно 34°.
Пункт 60. Способ по любому из пп. 50–55, в котором первый объем жидкости изначально направлен на поверхность поршня по часовой стрелке.
Пункт 61. Способ по любому из пп. 50–55 или п. 60, в котором второй объем жидкости изначально направлен на поверхность поршня против часовой стрелки.
Пункт 62. Способ по любому из пп. 50–55 или пп. 60–61, в котором третий объем жидкости изначально направлен на поверхность поршня по существу радиально.
Пункт 63. Способ по любому из пп. 60–62, в котором первый объем и/или второй объем жидкости изначально направлен так, чтобы закручивать поток в периферийной зоне поверхности поршня.
Пункт 64. Способ по любому из пп. 62–63, в котором первая часть третьего объема жидкости, которая изначально направлена радиально на поверхность поршня, также направлена вниз под первым углом для нацеливания на центральную зону поверхности поршня, а вторая часть третьего объема жидкости, которая изначально направлена радиально на поверхность поршня, может быть направлена вниз под вторым углом, который больше первого угла, для нацеливания на промежуточную зону поверхности поршня.
Пункт 65. Способ по п. 64, в котором первый угол составляет от 25° до 35° к горизонтали, необязательно 29°, 31° или 35°, и/или второй угол составляет от 35° до 50° к горизонтали, необязательно 37° или 45°.
| название | год | авторы | номер документа |
|---|---|---|---|
| МОБИЛЬНАЯ СИСТЕМА НАНЕСЕНИЯ ПОКРЫТИЯ ДЛЯ ЭЛАСТОМЕРНЫХ МАТЕРИАЛОВ | 2012 |
|
RU2567072C1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ЖИДКОЙ СРЕДЫ, ПОДВЕРГАЕМОЙ УЛЬТРАФИОЛЕТОВОМУ ОБЛУЧЕНИЮ, НА ПОДЛОЖКУ | 2016 |
|
RU2682594C1 |
| ФАРМАЦЕВТИЧЕСКАЯ УПАКОВКА ДЛЯ ОФТАЛЬМОЛОГИЧЕСКИХ СОСТАВОВ | 2016 |
|
RU2751510C2 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ЖИДКОЙ СРЕДЫ, ПОДВЕРГАЕМОЙ УЛЬТРАФИОЛЕТОВОМУ ОБЛУЧЕНИЮ, НА ПОДЛОЖКУ | 2016 |
|
RU2680059C1 |
| ОПТОЭЛЕКТРОННОЕ УСТРОЙСТВО И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2016 |
|
RU2673778C1 |
| РАСПЫЛИТЕЛЬНОЕ УСТРОЙСТВО, ИМЕЮЩЕЕ КРИВОЛИНЕЙНЫЕ КАНАЛЫ | 2012 |
|
RU2574244C2 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ЖИДКОЙ СРЕДЫ, ПОДВЕРГАЕМОЙ УЛЬТРАФИОЛЕТОВОМУ ОБЛУЧЕНИЮ, НА ПОДЛОЖКУ | 2016 |
|
RU2680112C1 |
| РЕГУЛЯТОР ДАВЛЕНИЯ КОМПРИМИРОВАННОГО ПРИРОДНОГО ГАЗА (КПГ) | 2017 |
|
RU2712319C1 |
| РАСПЫЛИТЕЛЬНОЕ УСТРОЙСТВО (ВАРИАНТЫ) | 2020 |
|
RU2821379C2 |
| СПОСОБ ОБРАБОТКИ ПОДЛОЖЕК С ПОМОЩЬЮ ВОДОСОДЕРЖАЩЕЙ ЖИДКОЙ СРЕДЫ, ПОДВЕРГАЕМОЙ УЛЬТРАФИОЛЕТОВОМУ ОБЛУЧЕНИЮ | 2016 |
|
RU2680113C1 |
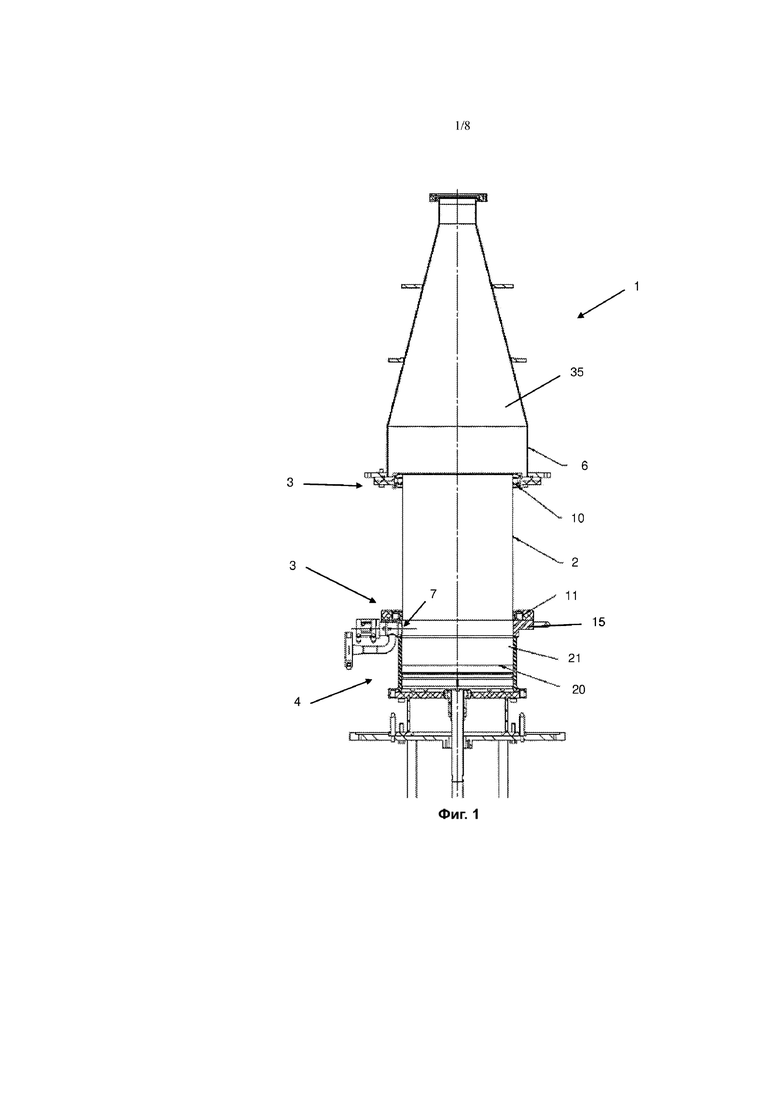
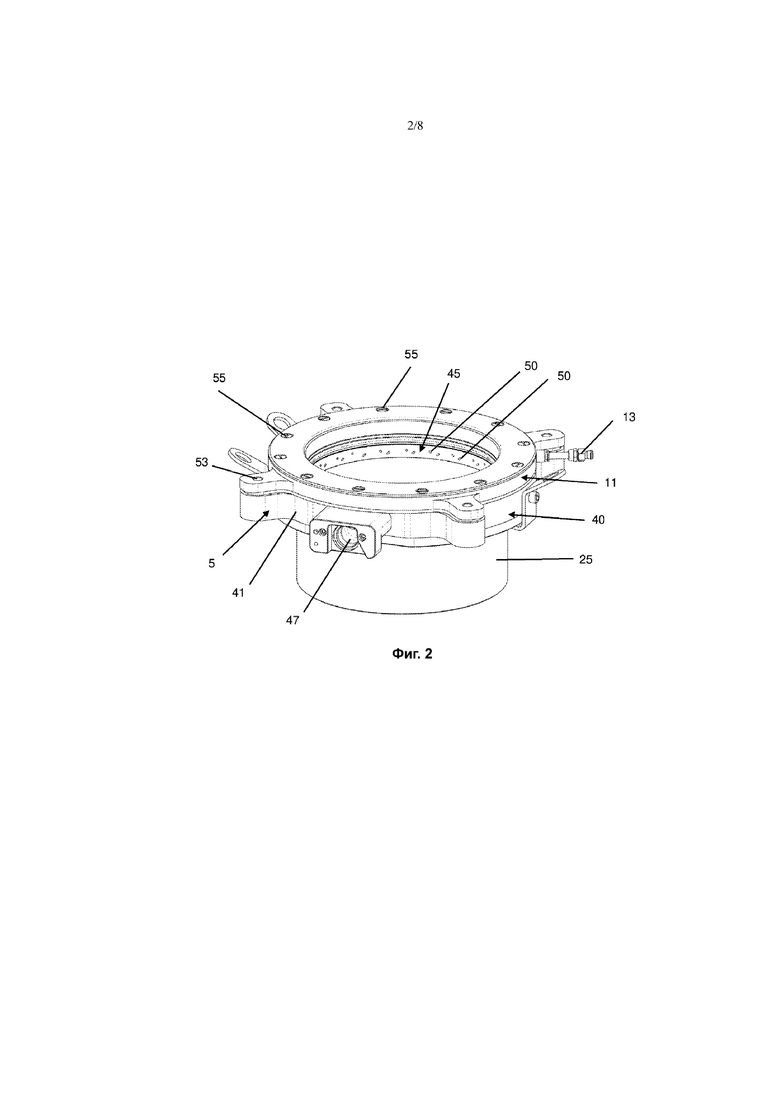
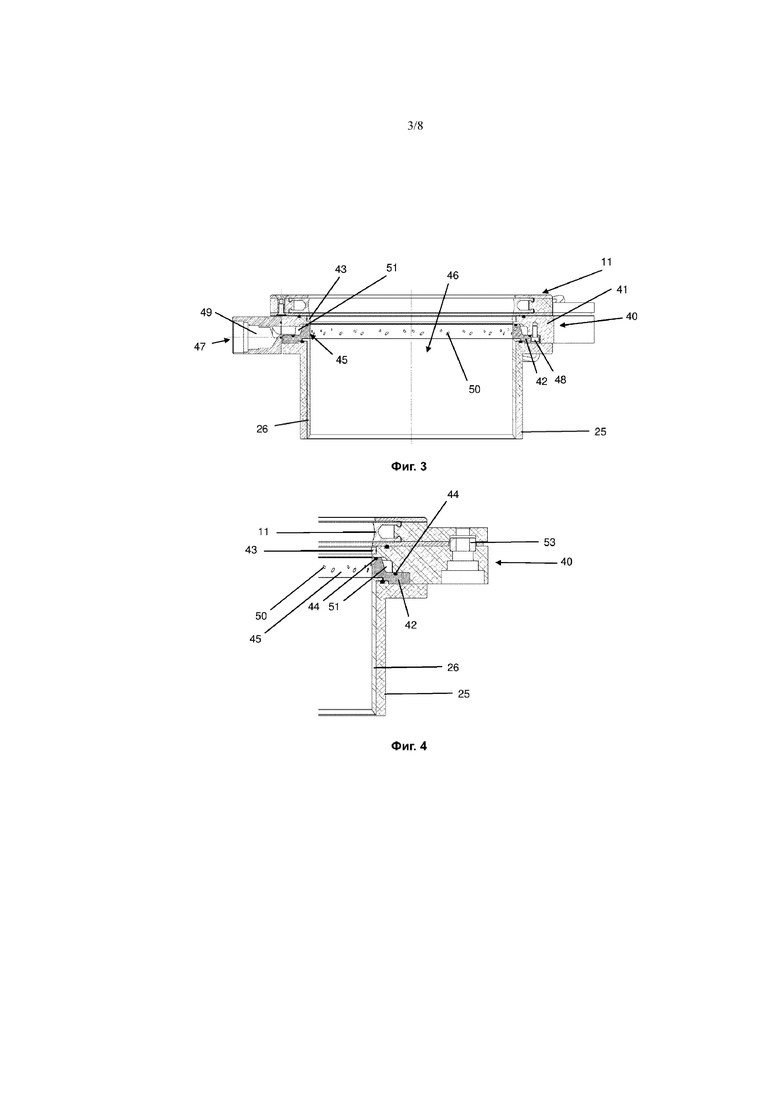
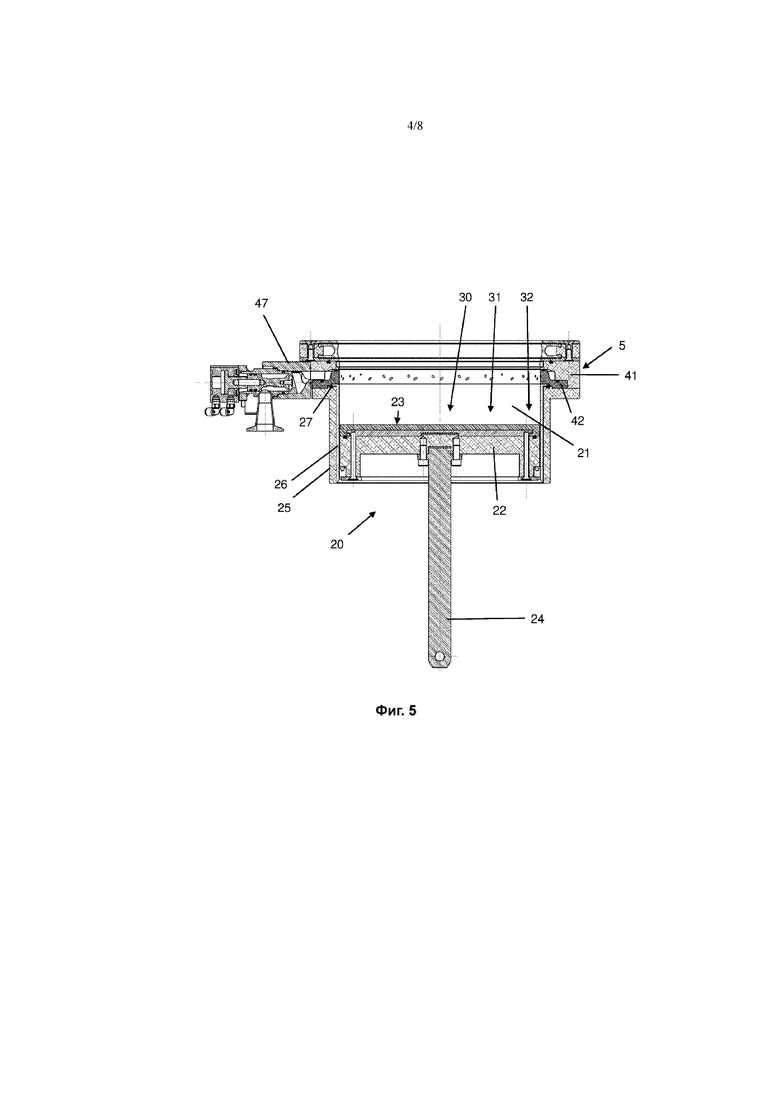
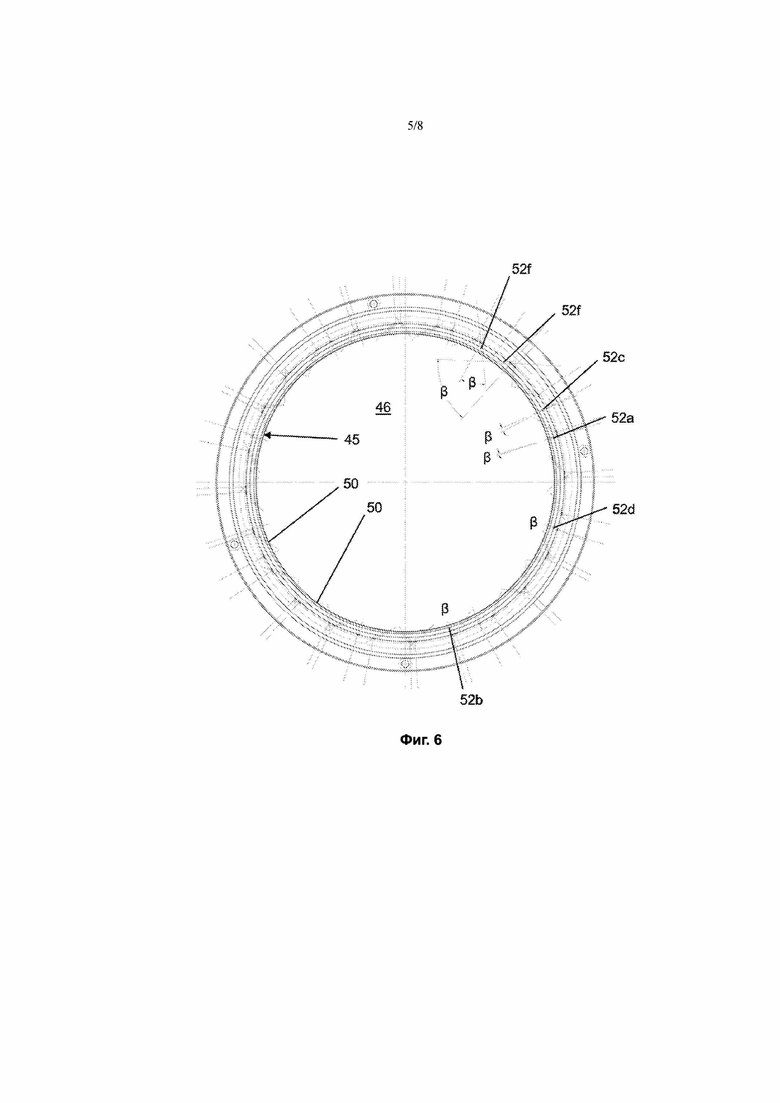
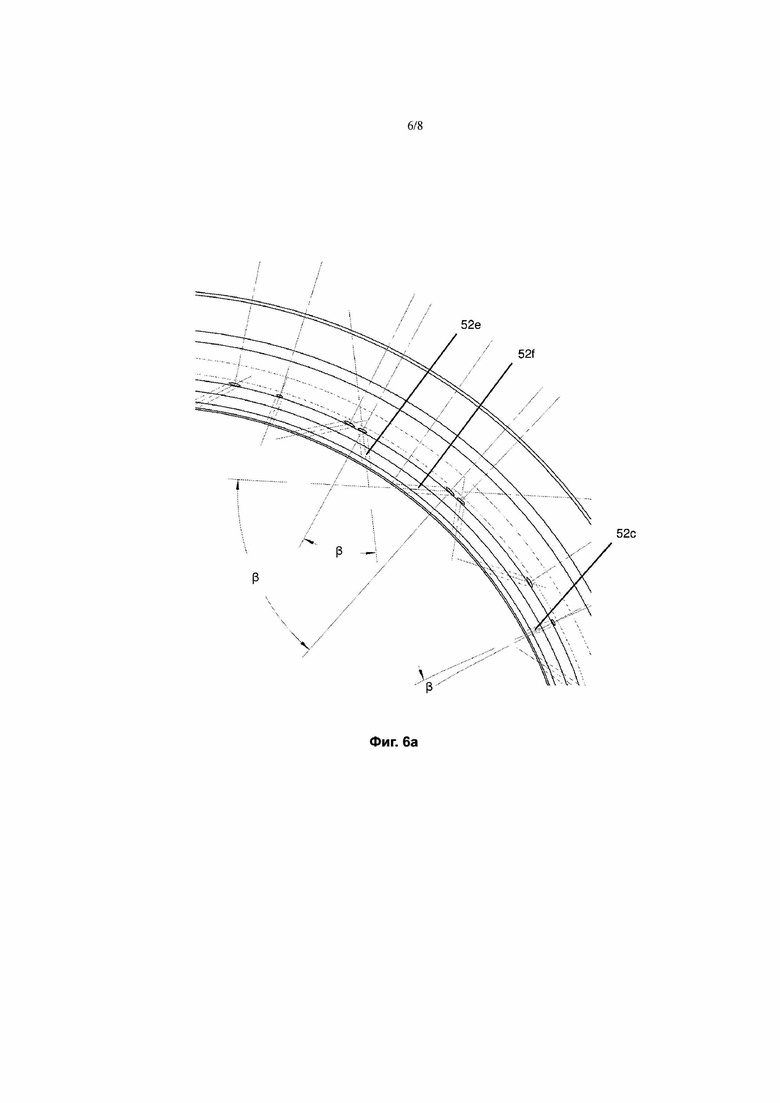
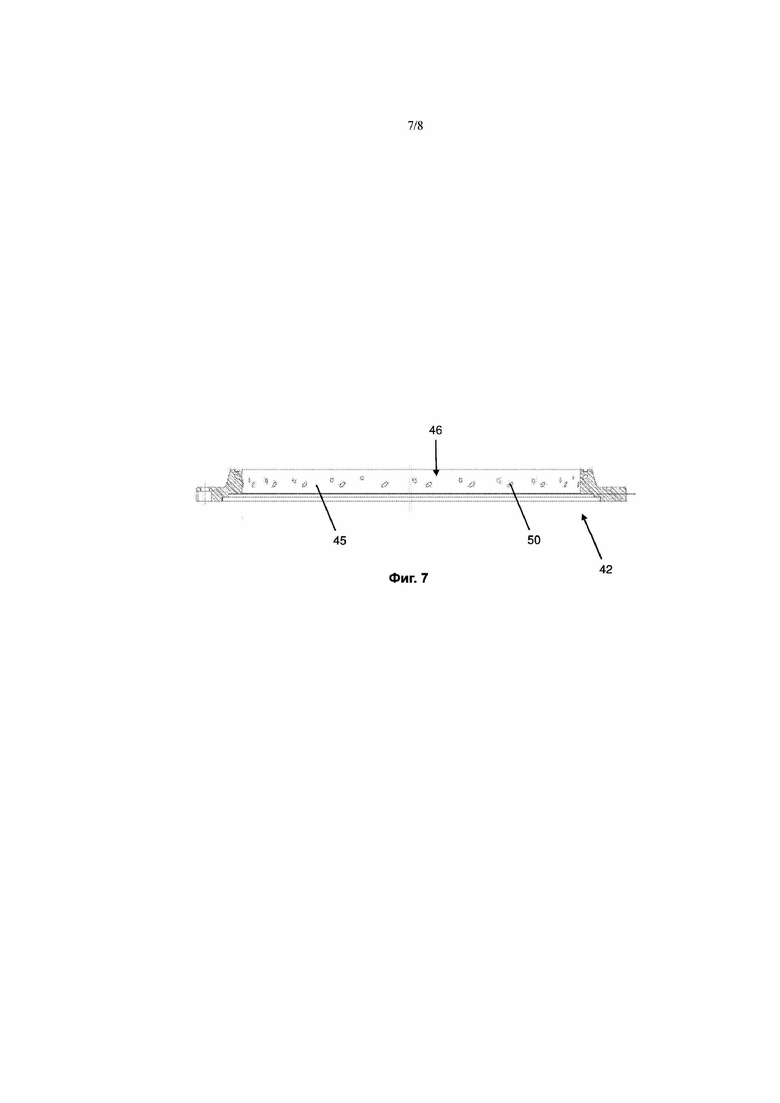
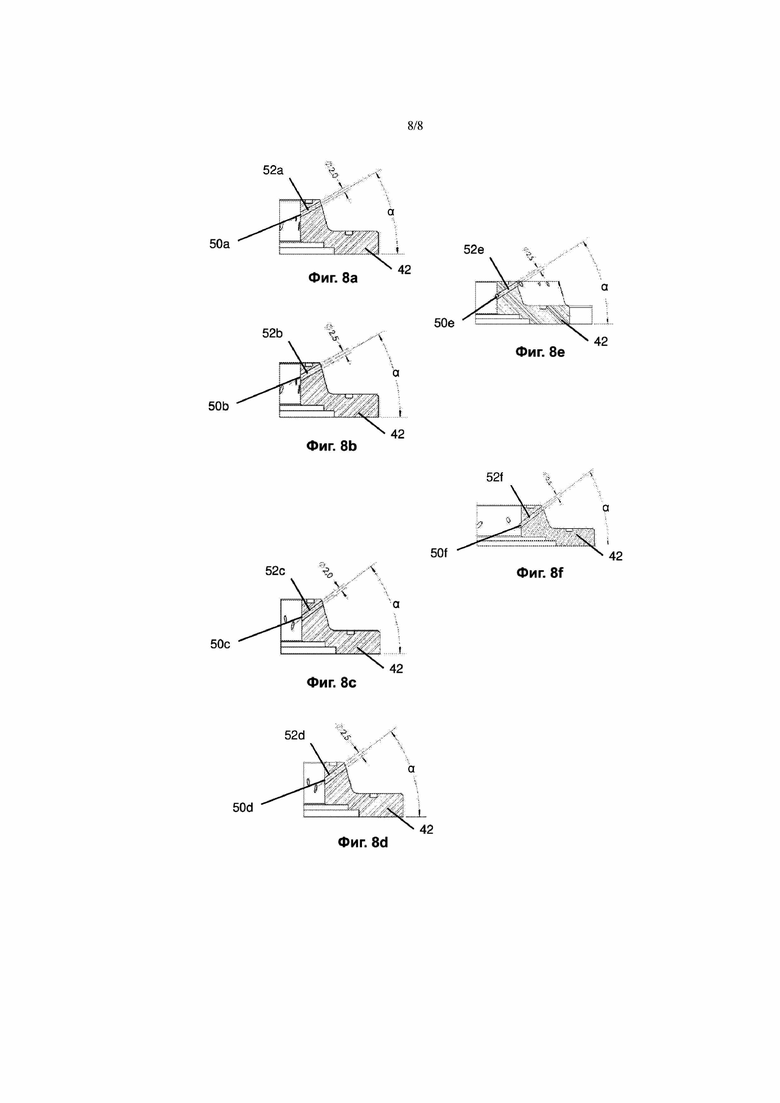
Для нанесения каталитического компонента на подложку (2) предложены кольцо (5) для подачи текучей среды, устройство (1) для нанесения покрытия на подложку и способ. Кольцо (5) для подачи текучей среды содержит кольцевой корпус (40), имеющий внутреннюю поверхность (45), ограничивающую центральный канал кольца для подачи текучей среды. Отверстие (47) для приема подаваемой текучей среды принимает жидкость, а множество выпускных отверстий (50) на внутренней стороне кольцевого корпуса выпускает жидкость на поверхность (23) поршня устройства (1) для нанесения покрытия на подложку. Распределительный канал (51), проходящий по меньшей мере частично вокруг кольцевого корпуса (40), обеспечивает сообщение по текучей среде между отверстием (47) для приема подаваемой текучей среды и множеством выпускных отверстий (50). 3 н. и 17 з.п. ф-лы, 14 ил.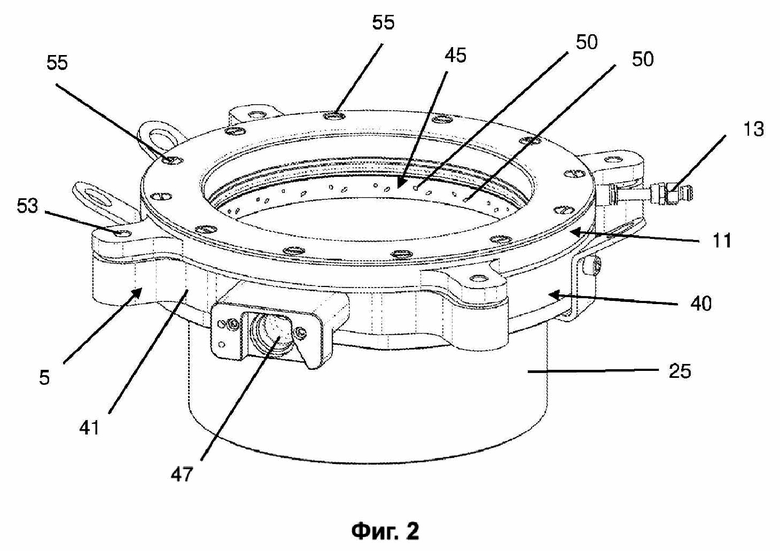
1. Кольцо для подачи текучей среды для подачи жидкости, содержащей каталитический компонент, на поверхность поршня устройства для нанесения покрытия на подложку, содержащее:
кольцевой корпус, содержащий внутреннюю поверхность, ограничивающую центральный канал кольца для подачи текучей среды;
отверстие для приема подаваемой текучей среды для приема жидкости;
множество выпускных отверстий на внутренней поверхности кольцевого корпуса для выпуска жидкости на поверхность поршня; и
распределительный канал, проходящий по меньшей мере частично вокруг кольцевого корпуса, который обеспечивает сообщение по текучей среде между отверстием для приема подаваемой текучей среды и множеством выпускных отверстий.
2. Кольцо для подачи текучей среды по п. 1, в котором множество выпускных отверстий расположено в по меньшей мере двух квадрантах внутренней поверхности; необязательно в по меньшей мере трех квадрантах внутренней поверхности; необязательно в по меньшей мере всех четырех квадрантах внутренней поверхности; и при этом множество выпускных отверстий необязательно расположено по всей протяженности внутренней поверхности; и при этом множество отверстий необязательно расположено на равном расстоянии друг от друга по всей протяженности внутренней поверхности.
3. Кольцо для подачи текучей среды по п. 1 или 2, дополнительно содержащее множество выпускных каналов, обеспечивающих сообщение по текучей среде между распределительным каналом и множеством выпускных отверстий; и при этом необязательно по меньшей мере часть и необязательно все из множества выпускных каналов направлены вниз на соответствующие им выпускные отверстия так, что жидкость, выпускаемая из указанных выпускных каналов через указанные выпускные отверстия, направлена вниз к поверхности поршня; и при этом необязательно первая часть указанных выпускных каналов направлена вниз под первым углом, а вторая часть указанных выпускных каналов направлена вниз под вторым углом, и необязательно третья часть указанных выпускных каналов направлена вниз под третьим углом.
4. Кольцо для подачи текучей среды по п. 3, в котором все множество выпускных каналов направлено либо по часовой стрелке, либо все множество направлено против часовой стрелки на соответствующие им выпускные отверстия так, что вся жидкость, выпускаемая из указанных выпускных каналов через указанные выпускные отверстия, изначально направлена на поверхность поршня по часовой стрелке либо изначально направлена против часовой стрелки.
5. Кольцо для подачи текучей среды по п. 4, в котором первая часть указанных выпускных каналов направлена по часовой стрелке или против часовой стрелки под первым углом к радиальному направлению, а вторая часть указанных выпускных каналов направлена по часовой стрелке или против часовой стрелки под вторым углом к радиальному направлению.
6. Кольцо для подачи текучей среды по п. 3, в котором первая подгруппа из множества выпускных каналов направлена на соответствующие им выпускные отверстия по часовой стрелке так, что жидкость, выпускаемая из указанных выпускных каналов через указанные выпускные отверстия, изначально направлена по часовой стрелке на поверхность поршня.
7. Кольцо для подачи текучей среды по любому из пп. 3 или 6, в котором вторая подгруппа из множества выпускных каналов направлена на соответствующие им выпускные отверстия против часовой стрелки так, что жидкость, выпускаемая из указанных выпускных каналов через указанные выпускные отверстия, изначально направлена против часовой стрелки на поверхность поршня.
8. Кольцо для подачи текучей среды по любому из пп. 3, 6 или 7, в котором третья подгруппа из множества выпускных каналов направлена на соответствующие им выпускные отверстия под углом от 0 до 10°, предпочтительно от 0 до 4° к радиальному направлению так, что жидкость, выпускаемая из указанных выпускных каналов через указанные выпускные отверстия, изначально направлена по существу радиально на поверхность поршня.
9. Кольцо для подачи текучей среды по любому из пп. 6-8, в котором первая и/или вторая подгруппа из множества выпускных каналов, направленных по часовой стрелке или против часовой стрелки, изначально направлены так, чтобы закручивать поток в периферийной зоне поверхности поршня.
10. Кольцо для подачи текучей среды по любому из пп. 8, 9, в котором третья подгруппа из множества выпускных каналов, направленных под углом от 0 до 10°, предпочтительно от 0 до 4° к радиальному направлению, содержит первую часть каналов указанной третьей подгруппы, направленных вниз под первым углом, для нацеливания на центральную зону поверхности поршня, и вторую часть каналов указанной третьей подгруппы, направленных вниз под вторым углом, который больше первого угла, для нацеливания на промежуточную зону поверхности поршня.
11. Кольцо для подачи текучей среды по любому из предшествующих пунктов, в котором отверстие для приема подаваемой текучей среды расположено на периферии кольца для подачи текучей среды; и при этом необязательно отверстие для приема подаваемой текучей среды содержит канал подачи, который проходит через наружную поверхность кольцевого корпуса, соединяясь с распределительным каналом; и при этом распределительный канал в месте пересечения с каналом подачи необязательно содержит секцию без отверстий, чтобы таким образом отклонять в сторону всю жидкость, поступающую в распределительный канал из канала подачи.
12. Устройство для нанесения покрытия на подложку, содержащее:
держатель подложки, предназначенный для удерживания подложки в вертикальном положении, причем подложка относится к типу, содержащему множество каналов;
поршень для введения жидкости, содержащей каталитический компонент, в подложку путем накачивания или нагнетания в или через открытые концы множества каналов на нижнем торце подложки;
генератор вакуума, предназначенный для создания вакуума у открытых концов множества каналов на верхнем торце подложки; и
кольцо для подачи текучей среды по любому из предшествующих пунктов для подачи жидкости на поверхность поршня.
13. Устройство для нанесения покрытия на подложку по п. 12, в котором кольцо для подачи текучей среды установлено под держателем подложки, предназначенным для удерживания подложки в вертикальном положении; и при этом поршень необязательно выполнен с возможностью возвратно-поступательного перемещения внутри нагнетательной камеры, а кольцо для подачи текучей среды установлено на верхнем конце нагнетательной камеры или над ним; и при этом кольцо для подачи текучей среды необязательно установлено между нагнетательной камерой и нижней частью держателя подложки, предназначенного для удерживания подложки в вертикальном положении.
14. Способ нанесения жидкости, содержащей каталитический компонент, на подложку, которая относится к типу, содержащему множество каналов, включающий:
(a) удерживание подложки в вертикальном положении;
(b) подачу жидкости на поверхность поршня с использованием кольца для подачи текучей среды по любому из пп. 1-11;
(c) введение жидкости в подложку путем накачивания или нагнетания с помощью поршня через открытые концы множества каналов на нижнем торце подложки; и
(d) после частичного заполнения жидкостью нижнего торца подложки создание вакуума у открытых концов множества каналов на верхнем торце подложки одновременно с введением жидкости в подложку на стадии (c).
15. Способ по п. 14, в котором на стадии (b) жидкость подают из по меньшей мере двух квадрантов кольца для подачи текучей среды; необязательно из по меньшей мере трех квадрантов кольца для подачи текучей среды; необязательно из по меньшей мере всех четырех квадрантов кольца для подачи текучей среды.
16. Способ по п. 14 или 15, в котором на стадии (b) жидкость направлена вниз к поверхности поршня; и при этом необязательно первая часть жидкости направлена вниз под первым углом, а вторая часть жидкости направлена вниз под вторым углом, и необязательно третья часть жидкости направлена вниз под третьим углом.
17. Способ по любому из пп. 14-16, в котором на стадии (b) вся жидкость изначально направлена на поверхность поршня по часовой стрелке, либо вся жидкость изначально направлена против часовой стрелки; и при этом необязательно на стадии (b) первая часть жидкости направлена по часовой стрелке или против часовой стрелки под первым углом, а вторая часть жидкости направлена по часовой стрелке или против часовой стрелки под вторым углом.
18. Способ по любому из пп. 14-16, в котором первый объем жидкости изначально направлен на поверхность поршня по часовой стрелке; и/или
при этом второй объем жидкости изначально направлен на поверхность поршня против часовой стрелки; и/или
при этом третий объем жидкости изначально направлен на поверхность поршня по существу радиально.
19. Способ по п. 18, в котором первый объем и/или второй объем жидкости изначально направлен так, чтобы закручивать поток в периферийной зоне поверхности поршня.
20. Способ по п. 18 или 19, в котором первая часть третьего объема жидкости, которая изначально направлена радиально на поверхность поршня, также направлена вниз под первым углом для нацеливания на центральную зону поверхности поршня, а вторая часть третьего объема жидкости, которая изначально направлена радиально на поверхность поршня, направлена вниз под вторым углом, который больше первого угла, для нацеливания на промежуточную зону поверхности поршня.
| DE 102014107773 A1, 11.12.2014 | |||
| СПОСОБ И УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ НА НОСИТЕЛЬ | 2004 |
|
RU2349382C2 |
| JP 2009233595 A, 15.10.2019 | |||
| EP 2992952 A1, 09.03.2016. | |||

