Данное изобретение относится к устройству и способу закрепления трубчатого элемента внутри другого трубчатого элемента или ствола скважины, создания уплотнения, проходящего через кольцевое пространство в стволе скважины, центрирования или закрепления насосно-компрессорной колонны внутри ствола скважины. В частности, но не исключительно, изобретение относится к узлу, в котором муфта трансформируется для ее закрепления на стенке ствола скважины и создания уплотнения между муфтой и стенкой ствола скважины с образованием изолирующего барьера.
В разведочных и эксплуатационных нефтяных и газовых скважинах пакеры обычно используют для изолирования одного участка внутрискважинного кольцевого пространства от другого участка внутрискважинного кольцевого пространства. Кольцевое пространство может находиться между трубчатыми элементами, такими как хвостовик, оправка, эксплуатационная насосно-компрессорная колонна и обсадная колонна, или между трубчатым элементом, обычно обсадной колонной, и стенкой необсаженного ствола скважины. Данные пакеры перемещаются в скважину на насосно-компрессорной колонне и в требуемое место, причем уплотнения из эластомера перемещаются наружу в радиальном направлении или накачиваются баллоны из эластомера для перекрытия кольцевого пространства и образования уплотнения с внешней по существу цилиндрической конструкцией, например, другим трубчатым элементом или стенкой ствола скважины. Данные эластомеры имеют недостатки, в частности в случае применения технологии закачки химических реагентов.
В результате были разработаны металлические уплотнения, причем когда металлический трубчатый элемент спускают в скважину и в требуемое место, через элемент спускают расширитель. Расширитель обычно содержит передний конус с основной частью, диаметр которой соответствует размерам по существу цилиндрической конструкции таким образом, чтобы металлический элемент расширялся с возможностью контакта и уплотнения напротив цилиндрической конструкции. Эти так называемые расширяющиеся муфты имеют внутреннюю поверхность, которая при расширении является цилиндрической и соответствует профилю расширителя. Эти муфты предназначены для создания уплотнений между трубчатыми элементами, но могут возникать сложности при уплотнении напротив неровной поверхности необсаженного ствола скважины. Настоящие заявители разработали технологию, при которой металлическая муфта расширяется наружу в радиальном направлении за счет использования давления флюида, действующего непосредственно на муфту. Для того чтобы переместить муфту наружу в радиальном направлении и вызвать ее трансформацию в по существу цилиндрическую конструкцию, прикладывается достаточное гидравлическое давление флюида. Муфта подвергается пластической деформации, и при трансформации в по существу цилиндрическую металлическую конструкцию металлическая конструкция будет подвергаться упругой деформации, расширяясь на малую в процентном выражении величину по мере приведения в контакт. При сбросе давления металлическая конструкция возвращается к своим первоначальным размерам и будет создавать уплотнение напротив пластически деформированной муфты. Во время процесса трансформации как внутренняя, так и внешняя поверхности муфты будут принимать форму поверхности стенки цилиндрической конструкции. По этой причине данный трансформируемый изолирующий барьер идеально подходит для создания уплотнения напротив неровной стенки ствола скважины.
Такой трансформируемый изолирующий барьер описан в патенте США № 7,306,033, содержание которого включено в данную заявку посредством ссылки. Применение трансформируемого изолирующего барьера для операций гидроразрыва пласта (ГРП) описано в заявке на патент США № 2012/0125619, содержание которой включено в данную заявку посредством ссылки.
Такие изолирующие барьеры образованы металлической муфтой, установленной вокруг опорной основной части трубчатого элемента, и уплотнены на каждом конце муфты с образованием камеры между внутренней поверхностью муфты и внешней поверхностью основной части. Через основную часть проходит канал, так что флюид может закачиваться в камеру из сквозного канала основной части. Повышение давления флюида внутри камеры вызывает радиальное расширение муфты, так что она трансформируется на стенке внешней конструкции большего диаметра, которая, например, может представлять собой обсадную колонну или необсаженный ствол скважины.
Для установки муфты на опорную основную часть трубчатого элемента требуется сложная компоновка арматуры для обеспечения фиксации и уплотнения двух цилиндрических поверхностей по отношении друг к другу. В заявке на патент США № 2012/0125619 описана компоновка, в которой концевая гайка прикреплена к основной части трубчатого элемента подходящими средствами. Кроме того, предусмотрен корпус секции уплотнения, который прочно привинчен к концевой гайке и окружает подходящую компоновку уплотнений. Внутренние концы соответствующих корпусов секций уплотнения прикреплены к соответствующим концам муфты с помощью сварки. Также предусмотрен сварной кожух, расположенный соосно относительно внешней поверхности сварного шва, соответствующего конца муфты и внутреннего конца корпуса секции уплотнения. Сварной кожух прикреплен к внутреннему концу корпуса секции уплотнения посредством подходящего винтового резьбового соединения с помощью сварки. Однако данная компоновка является дорогостоящей, и для ее сборки требуется значительное количество времени.
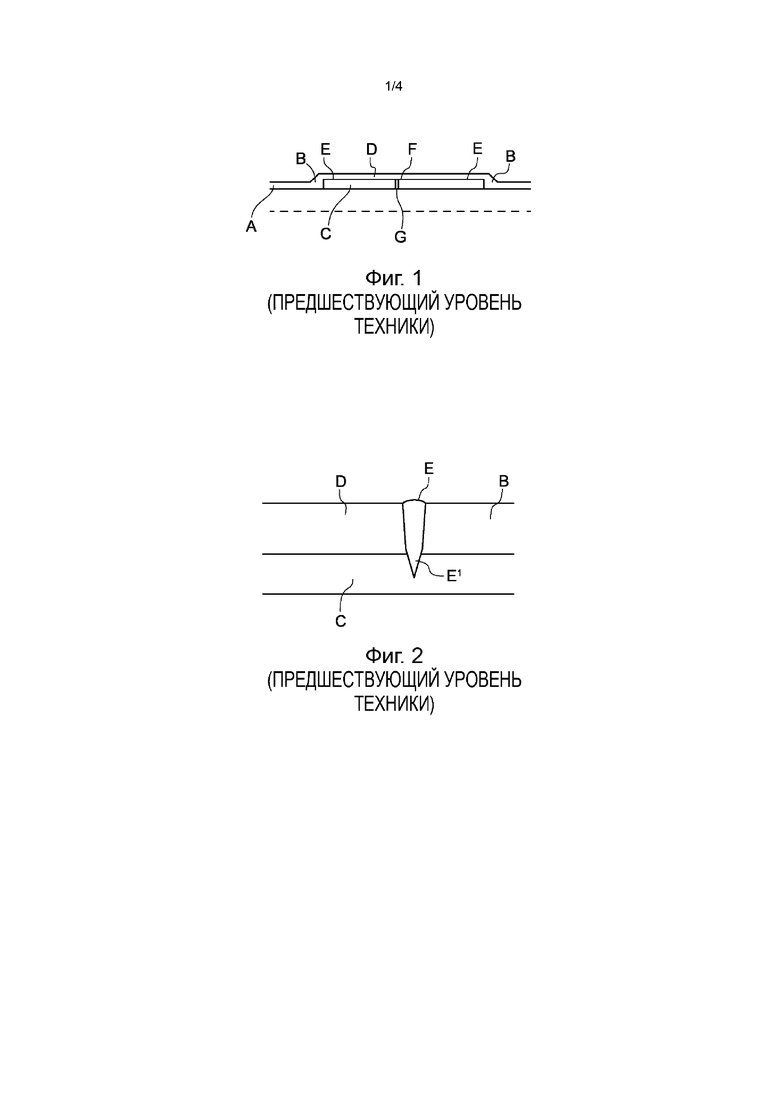
Альтернативная компоновка описана в WO2016/063048 и проиллюстрирована на фиг. 1, при этом компоновка содержит основную часть А трубчатого элемента, содержащую первую и вторую секции B трубчатого элемента, а также центральную оправку C, причем каждая из них выполнена из одного и того же материала. В основной части А трубчатого элемента дополнительно предусмотрен элемент D муфты, изготовленный из материала, отличного от материала секций B и оправки C. Материал элемента муфты является более пластичным и, следовательно, более поддающимся расширению, чем материал секций B трубчатого элемента и центральной оправки C. Муфта D расположена на внешней стороне основной части A. Центральная оправка C прикреплена к первой и второй секциям В трубчатого элемента с помощью винтовых соединений. Соединения сварного шва E электронно-лучевой сварки закрепляют элемент D муфты между секциями B трубчатого элемента таким образом, что между центральной оправкой C и муфтой D образуется камера F. Через основную часть А трубчатого элемента образован канал G, который позволяет прикладывать давление флюида к камере F. Давление флюида может прилагаться путем увеличения прилагаемого с поверхности давления внутри трубчатого элемента; или давление флюида может быть приложено изнутри трубчатого элемента с помощью инструмента для подачи гидравлического давления. Давление флюида, прилагаемое к камере, заставляет муфту D расширяться и перемещаться в радиальном направлении наружу, так что она трансформируется на стенке внешней конструкции большего диаметра, которая может представлять собой обсадную колонну или ствол скважины.
Тем не менее, создание данного узла муфты является сложным процессом, и, учитывая требуемую точность соединений, необходимо использовать электронно-лучевую сварку для прикрепления муфты к секциям трубчатого элемента. При приварке муфты в определенном положении после ее установки на оправке сварной шов может вызвать повреждение оправки, проникая в нее и ослабляя ее. Это проиллюстрировано на фиг. 2, на которой крупным планом представлен сварной шов Е электронно-лучевой сварки между муфтой D и секцией B трубчатого элемента, установленной на оправке C. Как видно, первый конец сварного шва E’ проходит в корпус оправки C примерно на 50% толщины оправки C, ослабленной проплавлением сварного шва E’. Даже если сварной шов и не проникает в оправку, область вокруг сварного шва, называемая околошовной зоной (HAZ; heat-affected zone), или зоной термического влияния, будет оказывать влияние на характеристики оправки.
Кроме того, после сваривания вместе узла довольно сложно оценить качество соединений без воздействия других частей узла на процесс дефектоскопии или другой процесс оценки. Кроме того, поскольку все части обрабатываются отдельно, а затем собираются вместе, допуски станка должны быть установлены на очень высоком уровне точности, так как крайне важной является безупречная совместимость частей между собой, что делает этот процесс дорогостоящим.
Следовательно, цель по меньшей мере одного варианта реализации данного изобретения состоит в том, чтобы предложить трансформированный изолирующий барьер, который исключает или уменьшает один или более недостатков известного уровня техники.
Еще одна цель по меньшей мере одного варианта реализации данного изобретения состоит в том, чтобы предложить способ создания изолирующего барьера в стволе скважины, который исключает или уменьшает один или более недостатков известного уровня техники.
В соответствии с первым аспектом данного изобретения предложен узел, содержащий:
основную часть трубчатого элемента, предназначенную для спуска и закрепления внутри по существу цилиндрической конструкции большего диаметра;
элемент муфты, содержащий корпус муфты, расположенный снаружи основной части трубчатого элемента, для создания между ними камеры;
причем корпус муфты выполнен по меньшей мере из первого материала муфты и второго материала муфты;
причем элемент муфты имеет первый и второй концы, прикрепленные к основной части трубчатого элемента и уплотненные;
причем основная часть трубчатого элемента содержит канал, позволяющий потоку флюида протекать в камеру, что заставляет элемент муфты перемещаться наружу и трансформироваться напротив внутренней поверхности конструкции большего диаметра; и при этом первый материал муфты имеет другие свойства материала, чем второй материал муфты, и первый материал муфты и второй материал муфты соединяются вместе с образованием сплошного цилиндрического корпуса муфты перед их размещением на основной части трубчатого элемента.
Обеспечение корпуса муфты, содержащего более одного материала, при том, что каждый материал обладает другими свойствами материала, позволяет выбирать материалы таким образом, чтобы муфта могла деформироваться эффективно, сохраняя при этом прочность и упругость конструкции. Предпочтительно материалы муфты соединяются сваркой. Сваривание вместе первого и второго материалов с образованием корпуса муфты в виде единого сплошного цилиндра позволяет механически обрабатывать и осматривать единый корпус перед сборкой на основной части трубчатого элемента. Кроме того, сваривание вместе материалов с образованием единого блока обеспечивает наличие различных рабочих характеристик корпуса муфты вдоль его длины с одновременным сохранением конструкции единого блока.
Предпочтительно центральная кольцевая секция корпуса муфты выполнена из первого материала. Предпочтительно первая кольцевая концевая секция корпуса муфты и вторая кольцевая концевая секция корпуса муфты выполнены из второго материала. Предпочтительно центральная кольцевая секция корпуса муфты расположена между первой и второй кольцевыми концевыми секциями. Образование корпуса муфты, содержащего центральную кольцевую секцию из первого материала и концевые кольцевые секции из второго материала, позволяет выбирать первый и второй материалы таким образом, чтобы они по-разному проявляли себя вдоль длины корпуса муфты.
Предпочтительно первый материал обладает более высокой степенью расширяемости или деформируемости, чем второй материал. За счет выбора первого материал, который является более расширяемым, чем второй материал, корпус муфты из нескольких материалов может быть выполнен с возможностью реагировать на давление флюида таким образом, который вызывает более быструю трансформацию напротив внутренней поверхности конструкции большего диаметра, так что образуется более надежное уплотнение.
Предпочтительно каждый материал представляет собой материал другого типа, при этом первый материал обладает по меньшей мере одним свойством материала, отличным от свойства второго материала. В качестве альтернативного варианта каждый материал может представлять собой материал аналогичного типа с другими свойствами материала. Благодаря тому, что первый и второй материалы обладают разными свойствами материала, разные секции корпуса могут функционировать по-разному. Например, первый и второй материалы могут представлять собой сталь разных марок.
Кроме того, первый и второй материалы могут представлять собой один и тот же материал, который обрабатывают для получения разных свойств материала. В этой компоновке корпус муфты может быть выполнен из единой цельной секции трубчатого элемента материала, при этом зоны трубчатого элемента обладают разными свойствами материала. Разных свойств материала можно добиться путем термической обработки одной или более зон элемента. В одном варианте реализации изобретения предложен один материал муфты, и на концах и в средней части выполняется термообработка различных типов, так что фактически получают муфту с тремя зонами, причем две концевые зоны (со свойством материала одного типа) и средняя зона обладают свойством материала иного типа. Преимущественно для такого корпуса муфты не требуется сварка при соединении зон вместе, поскольку они находятся в одной и той же секции трубчатого элемента.
Предпочтительно основная часть трубчатого элемента содержит одну или более секций трубчатого элемента, расположенных вдоль центральной продольной оси. Основная часть трубчатого элемента может содержать первую секцию трубчатого элемента, оправку и вторую секцию трубчатого элемента.
Предпочтительно первая секция трубчатого элемента соединена с первой кольцевой концевой секцией корпуса муфты посредством винтовой резьбы.
Предпочтительно вторая секция трубчатого элемента соединяется со второй кольцевой концевой секцией корпуса муфты посредством винтовой резьбы.
Предпочтительно оправка удерживается между первой секцией трубчатого элемента и второй секцией трубчатого элемента для образования основной части трубчатого элемента. Также предпочтительным является наличие одного или более уплотнений между оправкой и первой и второй секциями трубчатого элемента. Более предпочтительным является наличие одного или более уплотнений между оправкой и первой и второй кольцевыми концевыми секциями корпуса муфты. Уплотнения могут представлять собой уплотнительные кольца, известные в данной области техники. Таким образом между оправкой и корпусом муфты создается камера. Кроме того, элемент муфты и основная часть трубчатого элемента могут быть соединены вместе без необходимости сварки.
Секции трубчатого элемента и оправка могут быть выполнены из одного материала. Один материал может представлять собой третий материал, свойства материала которого отличаются от свойств по меньшей мере одного из первого и второго материалов. Таким образом секции трубчатого элемента и оправка могут быть выполнены из твердого металла, а элемент муфты может быть по меньшей мере частично выполнен из более мягкого металла, более подходящего для трансформации.
Предпочтительно элемент муфты имеет меньший наружный диаметр в своей центральной части. Таким образом концы элемента муфты могут иметь более толстые стенки, чтобы увеличить площадь для соединения с концевыми элементами, обеспечивая при этом часть с тонкими стенками для облегчения трансформации.
Конструкция большего диаметра может представлять собой необсаженный ствол скважины, ствол скважины, обсаженный обсадной колонной или колонной-хвостовиком, которая может быть зацементирована на месте в скважине, или может представлять собой трубопровод, внутри которого необходимо закрепить или отцентрировать другую секцию трубчатого элемента меньшего диаметра.
Предпочтительно канал содержит клапан. Более предпочтительно клапан представляет собой односторонний обратный клапан. Таким образом, предотвращается выход флюида из камеры между элементом муфты и опорной основной частью трубчатого элемента после трансформации, чтобы создать опору для уплотнения напротив конструкции большего диаметра.
Преимущественно клапан содержит разрывное барьерное устройство, такое как устройство с разрывной мембраной и т.п. Предпочтительно барьерное устройство выполнено с возможностью разрыва под давлением для начала трансформации. Таким образом флюиды могут закачиваться по колонне насосно-компрессорных труб в скважину без попадания флюидов в муфту до тех пор, пока не возникнет потребность задействовать муфту.
На элементе муфты может быть предусмотрено деформируемое покрытие, такое как эластомерное покрытие, которое может быть выполнено в виде одного покрытия или совокупности отдельных полос.
В соответствии со вторым аспектом данного изобретения предлагается способ изготовления узла для использования в качестве изолирующего барьера, включающий этапы:
(a) сборки элемента муфты, содержащего центральную часть, выполненную из первого материала, а также первую и вторую концевые части, выполненные из второго материала, причем свойства первого материала отличаются от свойств второго материала;
(b) сваривания вместе первой концевой части, центральной части и второй концевой части с образованием корпуса муфты;
(c) механической обработки корпуса муфты с образованием равномерного центрального канала;
(d) соединения первой секции трубчатого элемента с первой концевой частью посредством винтового резьбового соединения;
(e) скольжения оправки внутри корпуса муфты и уплотнения оправки с первой секцией трубчатого элемента, первой концевой частью и второй концевой частью;
(f) соединения второй секции трубчатого элемента со второй концевой частью посредством винтового резьбового соединения и уплотнения оправки со второй концевой частью, и
причем первая и вторая секции трубчатого элемента примыкают к оправке, образуя основную часть трубчатого элемента, соединяемую в рабочей колонне, и оправка содержит канал, через который может протекать флюид, чтобы заполнить герметичную камеру между оправкой и центральной частью.
Путем сборки элемента муфты таким образом может быть образован корпус муфты из более чем одного материала, сваренного вместе, чтобы обеспечить элемент муфты как единый корпус с возможностью разной реакции различных участков корпуса на приложение давления флюида. Способ может включать в себя этап осмотра элемента муфты перед соединением с основной частью трубчатого элемента. Таким образом целостность элемента муфты может быть оценена отдельно от любого последующего узла, в который он включен.
Способ изготовления может дополнительно включать в себя этап:
(d) механической обработки корпуса муфты для уменьшения наружного диаметра вдоль длины центральной части. Таким образом концы элемента муфты могут иметь более толстые стенки, чтобы увеличить площадь для соединения с концевыми элементами, обеспечивая при этом часть с тонкими стенками для облегчения трансформации.
Способ изготовления может дополнительно включать в себя этап:
(e) механической обработки внутреннего канала части концов корпуса муфты для создания зоны упорного уступа, имеющей кольцевую торцевую поверхность. Таким образом концы элемента муфты могут быть механически обработаны при подготовке к взаимодействию с элементом основной части трубчатого элемента для образования соединения.
В последующем описании графические материалы не обязательно представлены в масштабе. Некоторые элементы изобретения могут быть проиллюстрированы в увеличенном масштабе или в определенном схематическом виде, а некоторые части обычных элементов могут быть не проиллюстрированы в целях ясности и краткости изложения. Следует в полной мере признать, что различные идеи вариантов реализации изобретения, рассматриваемых ниже, могут использоваться отдельно или в любой подходящей комбинации для получения требуемых результатов.
Соответственно, графические материалы и описание следует рассматривать как носящие иллюстративный, а не ограничивающий характер. Кроме того, используемые в данном документе термины и формулировки употребляются исключительно в описательных целях и не должны рассматриваться как ограничивающие объем изобретения. Предполагается, что такие термины, как «включающий в себя», «содержащий», «имеющий» или «включающий» и их вариации, имеют широкое значение, включают в себя объект, указанный после них, эквиваленты и дополнительный не упомянутый объект и не предназначены для исключения других дополнительных элементов, компонентов, целых чисел или этапов. Аналогичным образом, термин «содержащий» считается синонимом термина «включающий в себя» или «включающий» для применимых целей правового характера.
Все числовые значения в данном описании изобретения следует воспринимать как определенные словом «около» или «примерно». Следует понимать, что все формы элементов или любых других компонентов в единственном числе описанные в данном документе, включая (без ограничений) компоненты устройства, включают в себя их формы множественного числа.
Варианты реализации данного изобретения далее будут описаны только в качестве примера со ссылкой на прилагаемые графические материалы, в которых:
на фиг. 1 проиллюстрирован вид в поперечном разрезе изолирующего барьера в соответствии с предшествующим уровнем техники;
на фиг. 2 проиллюстрирован частичный вид в поперечном разрезе части узла в соответствии с предшествующим уровнем техники;
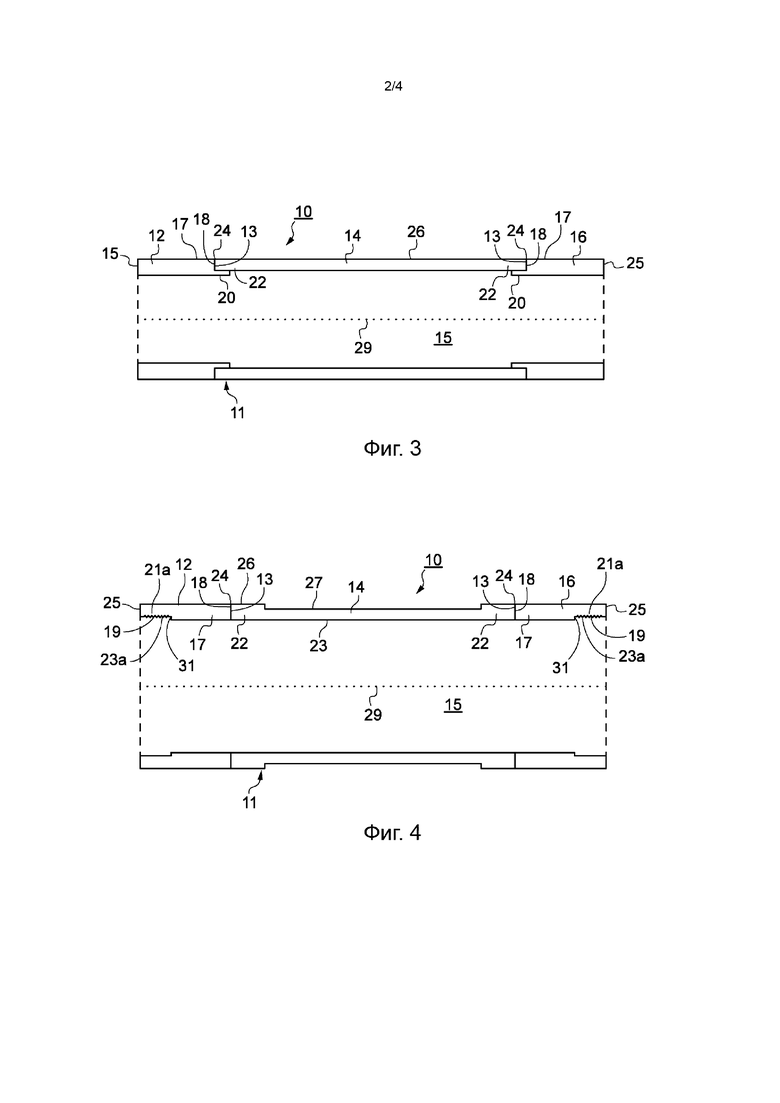
на фиг. 3 проиллюстрирован вид в поперечном разрезе узла элемента муфты в соответствии с вариантом реализации данного изобретения;
на фиг. 4 проиллюстрирован вид в поперечном разрезе узла элемента муфты в соответствии с дополнительным вариантом реализации данного изобретения;
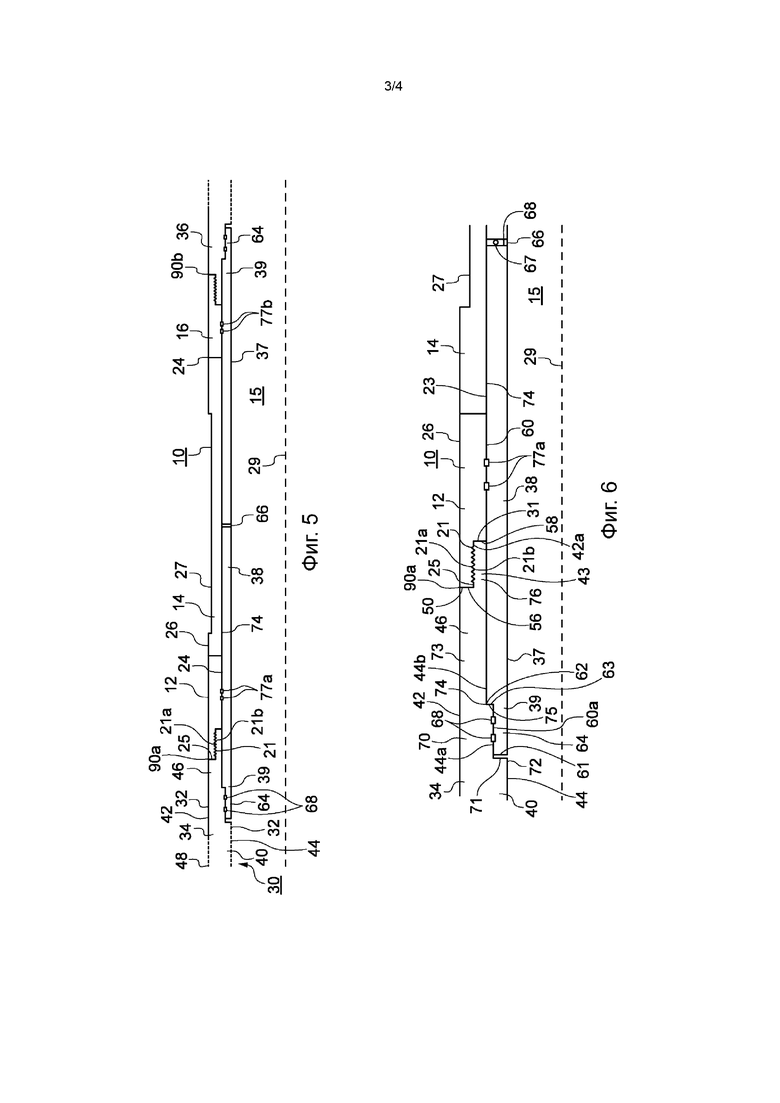
на фиг. 5 проиллюстрирован частичный вид в поперечном разрезе узла в соответствии с еще одним вариантом реализации данного изобретения;
на фиг. 6 проиллюстрирован частичный вид в поперечном разрезе узла в соответствии с еще одним вариантом реализации данного изобретения;
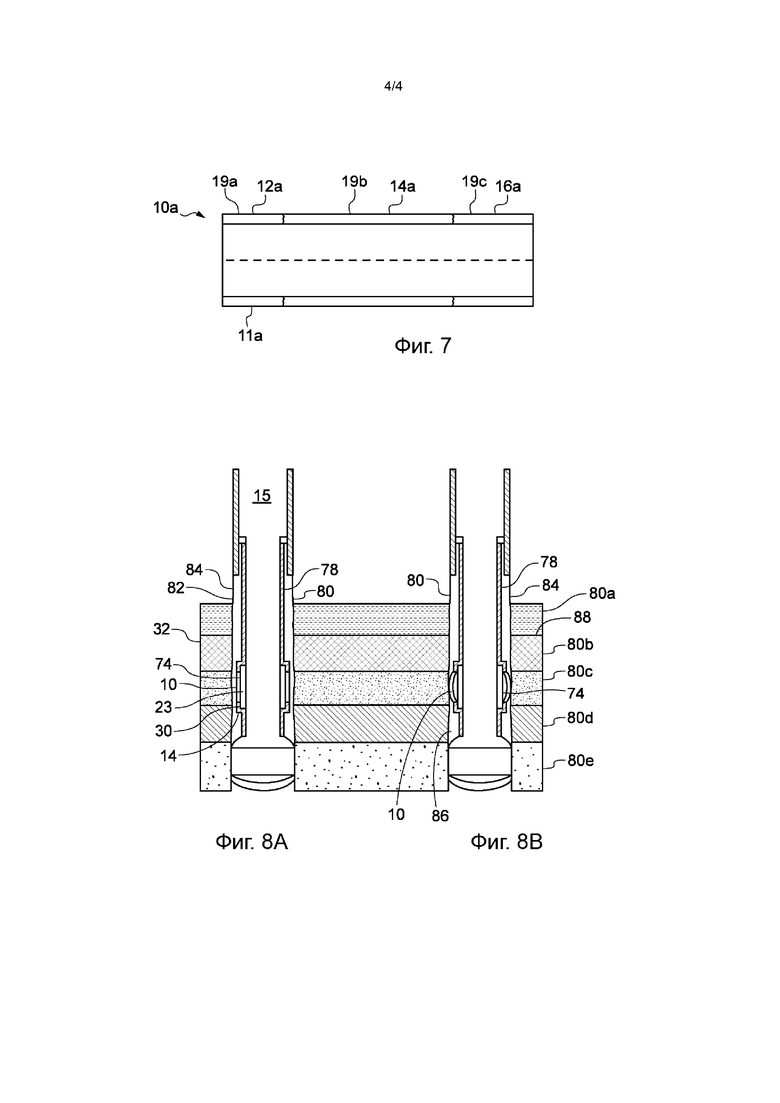
на фиг. 7 проиллюстрирован вид в поперечном разрезе узла элемента муфты в соответствии с еще одним вариантом реализации данного изобретения; и
на фиг. 8A и 8B представлено схематическое изображение последовательности установки элемента муфты в необсаженном стволе скважины, при этом: на фиг. 8A проиллюстрирован вид в поперечном разрезе трубчатой колонны, снабженной узлом в соответствии с данным изобретением, а на фиг. 8B проиллюстрирован вид в поперечном разрезе трубчатой колонны, проиллюстрированной фиг. 8A, с трансформированной муфтой в процессе эксплуатации.
Сначала дается ссылка на фиг. 3 из графических материалов, на которой проиллюстрирован узел элемента муфты, обычно обозначаемый ссылочной позицией 10, в соответствии с вариантом реализации данного изобретения. Элемент 10 муфты содержит корпус 11 муфты трубчатой формы, содержащий первый конец 12 муфты, центральную секцию 14 муфты и второй конец 16 муфты. В этом варианте реализации изобретения первый конец 12 муфты и второй конец 14 муфты идентичны. Первый конец 12 муфты и второй конец 16 муфты выполнены из первого материала. На первом конце 17 на каждом конце 12, 16 муфты предусмотрена кольцевая поверхность 18 по окружности конца 12, 16 муфты с выступом 20, выступающим в сторону центральной секции 14 муфты. Центральная секция 14 муфты выполнена из второго материала и заканчивается на каждом конце 22 кольцевой поверхностью 13. Начальная толщина боковой стенки центральной секции 14 муфты ненамного меньше начальной толщины боковой стенки концевых секций 12, 16 муфты.
Для сборки корпуса муфты концевые секции 12, 16 муфты сводятся вместе с центральной секцией 14 таким образом, что каждый конец 22 центральной секции скользит по выступу 20. Каждая торцевая поверхность 18 центральной секции упирается в кольцевую поверхность 13 концевых секций 12, 16 муфты. По существу ровная внешняя поверхность 26 образована через смежные секции 12, 14, 16 муфты. Затем примыкающие друг к другу кольцевые поверхности 18 и 13 свариваются вместе, в этом случае путем образования сварных соединений 24 для создания единого корпуса 11 элемента муфты, который представляет собой сплошной цилиндрический блок.
Путем образования корпуса 11 муфты из секций, выполненных из разных материалов, причем в этом случае три разных секции выполнены из двух разных материалов, расширяемая муфта 10 может быть изготовлена из секций материала, свойства материалов которых отличаются друг от друга. В этом случае первый материал, образующий центральную секцию 14, обычно представляет собой высокосортную сталь марки 316L или сплава 28, но он может представлять собой любой другой подходящий материал, который подвергается упругой и пластической деформации при приложении к нему давления. В идеальном варианте первый материал обладает высокой пластичностью, то есть высокой деформируемостью перед разрушением и, следовательно, более высокой степенью расширяемости, чем второй материал. Второй материал, который образует первую и вторую концевые секции 12, 16 муфты, будет менее пластичным и будет представлять собой сталь большей толщины по сравнению с первым материалом.
Путем выбора первого материала, который является более расширяемым, чем второй материал, корпус муфты из нескольких материалов может быть выполнен с возможностью реагировать на давление флюида таким образом, который вызывает более быструю трансформацию напротив внутренней поверхности конструкции большего диаметра, так что образуется более надежное уплотнение. При сварке секций 12, 14, 16 вместе в виде блока перед сборкой элемента 10 муфты на основной части трубчатого элемента элемент 10 муфты может подвергаться контролю качества и оценке, включая оценку сварных швов 24 посредством дефектоскопии без воздействия других частей узла трубчатого элемента. На этом этапе изготовления корпус 11 муфты представляет собой блок, подвергнутый грубой механической обработке, поскольку он не был собран из компонентов, образованных без механической обработки без жестких допусков, а также для быстрого и эффективного образования корпуса 11 муфты.
После этого элемент 10 муфты, проиллюстрированный на фиг. 3, подвергается механической обработке, что позволяет устранить любые дефекты сварки, а также образовать корпус 11 муфты при подготовке к сборке трубчатого элемента.
Вариант реализации механически обработанной муфты 10 проиллюстрирован на фиг. 4, на которой центральная секция 14 имеет углубление 27, образованное на внешней поверхности 26 таким образом, что толщина стенки в углубленной области 27 меньше, чем вдоль остальной части корпуса 11 муфты. За счет уменьшения толщины стенки центральной секции 14 увеличивается способность элемента 10 муфты расширяться в этой секции. Таким образом, центральная часть 27 с более тонкими стенками при приложении давления флюида трансформируется, в то время как концы 12, 16 остаются без изменений, в основном в своей первоначальной форме.
Кроме того, на внутренней поверхности 23а углубления 19 концевых секций 12, 16 муфты выполняется механическая обработка винтовых резьб 21а. Каждая концевая секция 12, 16 муфты заканчивается кольцевой поверхностью 25, перпендикулярной продольной оси 29. Углубление 19 заканчивается кольцевой поверхностью 31, также перпендикулярной продольной оси 29.
Кроме того, внутренняя поверхность 23 элемента 10 муфты механически обрабатывается для удаления выступов 20 и обеспечения ровной поверхности 23 по всему каналу 15, включая смежные секции 12, 14 и 16.
Элемент 10 муфты может иметь неравномерную внешнюю поверхность 26, например ребристую, рифленую или другую зацепляемую поверхность (не показана), чтобы повысить эффективность уплотнения, образованного элементом муфты 10 при его закреплении внутри другой секции обсадной колонны или ствола скважины.
Эластомер или другой деформируемый материал (не показан) может быть связан с внешней поверхностью 26 муфты 10; он может быть нанесен в виде одного покрытия, но предпочтительно представляет собой совокупность полос с промежутками между ними. Полосы или покрытие из эластомера могут иметь фрезерованный(-е) в них профиль(-ли). Полосы из эластомера могут быть разнесены друг от друга таким образом, чтобы при трансформации муфты 10 полосы из эластомера сначала контактировали с внутренней поверхностью конструкции большего диаметра. Элемент 10 муфты будет продолжать расширяться наружу в промежутки между полосами из эластомера, тем самым вызывая эффект гофрировки элемента 10 муфты. В такой гофрировке есть большое преимущество, поскольку она повышает жесткость элемента 10 муфты и его сопротивление силам сжатия.
На фиг. 5 проиллюстрирован частичный вид в поперечном разрезе сконструированного узла 30 в соответствии с вариантом реализации данного изобретения. Узел 30 содержит основную часть 32 трубчатого элемента, содержащую первую секцию 34 трубчатого элемента, вторую секцию 36 трубчатого элемента, оправку 38 и элемент 10 муфты, описанные со ссылкой на фиг. 3 и 4. Часть узла 30, показанного на фиг. 5, проиллюстрирована на фиг. 6.
В этом варианте реализации изобретения секции 34, 36 трубчатого элемента идентичны, и каждая из них содержит по существу цилиндрический корпус 40, имеющий внешнюю поверхность 42 и внутреннюю поверхность 44, первый конец 46 и второй конец 48. Второй конец 48 первой секции 34 будет иметь обычный ниппельный профиль (не показан) для присоединения основной части 32 к колонне труб, обсадной колонне или линии. Второй конец 48 второй секции 36 трубчатого элемента будет иметь обычный муфтовый профиль (не показан) для присоединения основной части 32 к колонне труб, обсадной колонне или хвостовику. Оправка 38, а также первая и вторая секции 34, 36 трубчатого элемента предпочтительно могут быть выполнены из стали и, в частности, из более твердого и/или менее пластичного материала, чем тот, который используется для одного или обоих из первого и второго материалов муфты 10.
Толщина боковой стенки части 70 первого конца 46 секций 34, 36 меньше, чем толщина боковой стенки второго конца 48 секций 34, 36. Обод 72, образованный по окружности на внутренней поверхности 44 первого конца 46, определяет кольцевую поверхность 71, которая перпендикулярна продольной оси 29, и обеспечивает часть 70 с углубленной внутренней поверхностью 44a.
Рядом с частью 70 предусмотрена вторая часть 73 первой концевой секции 46 секций 34, 36. Толщина боковой стенки части 73 меньше, чем толщина боковой стенки части 70 с ободом 74, образованным по окружности на внутренней поверхности 44а для обеспечения углубленной внутренней поверхности 44b. Обод 74 определяет кольцевую поверхность 75, которая перпендикулярна продольной оси 29.
Третья часть 76 первой концевой секции 46 секций 34, 36 расположена рядом с частью 73. Толщина боковой стенки части 76 меньше, чем толщина боковой стенки части 73 с упорным уступом 50, углубленным во внешнюю поверхность 42 первого конца 46 таким образом, что образуется выступ 43. Определена кольцевая поверхность 56, перпендикулярная продольной оси 29. На внешней поверхности 42а выступа 43 предусмотрена винтовая резьба 21b. Первый конец 46 заканчивается кольцевой поверхностью 58, которая перпендикулярна продольной оси 29 и представляет собой обращенную к кольцу плоскую поверхность.
Оправка 38 образована корпусом 37 оправки, имеющим идентичные концы 39 оправки. Каждый конец 39 оправки 38 содержит часть 64, углубленную во внешнюю поверхность 60, причем толщина боковой стенки на поверхности 60a меньше, чем у соседнего корпуса 37 оправки. Упорный уступ 62 образован с кольцевой поверхностью 63, которая перпендикулярна продольной оси 29, определенной по окружности вокруг оправки 38. Каждый конец 39 оправки 38 заканчивается кольцевой поверхностью 61, которая перпендикулярна продольной оси 29 и представляет собой обращенную к кольцу плоскую поверхность.
Элемент 10 муфты установлен соосно на оправке 38. Внутренний диаметр элемента 10 муфты немного больше, чем наружный диаметр на внешней поверхности 60 оправки 38, так что у него есть зазор, достаточный только для скольжения по оправке 38 во время сборки. Между внешней поверхностью 60 оправки 38 и внутренней поверхностью 23 элемента 10 муфты образована камера 74. Первые концевые уплотнения 77a и вторые концевые уплотнения 77b расположены между внешней поверхностью 60 оправки 38 и внутренней поверхностью 23 элемента 10 муфты, и они определяют продольную протяженность герметичной камеры 74, образованной между оправкой 38 и элементом 10 муфты.
В составе узла 30 первый конец 12 компоновки элемента 10 муфты и оправка 38 соединены с первой секцией 34 трубчатого элемента. Кольцевая поверхность 75 первой секции 34 трубчатого элемента упирается в кольцевую поверхность 63 оправки 38. Часть 64 оправки 38 входит в углубленную внутреннюю поверхность 44а первой части 70 первого конца 46 первой секции 34 трубчатого элемента. Уплотнения 68 обеспечивают уплотнение между внутренней поверхностью 44a первой части 70 и внешней поверхностью 60a части 64 оправки.
Кроме того, винтовая резьба 21a на конце 12 муфты взаимодействует с винтовой резьбой 21b на выступе 43 первой секции 36 трубчатого элемента, причем выступ 43 действует как соединение с наружной резьбой таким образом, что свинчиваются между собой муфта 10 и первая секция 34 трубчатого элемента. Кольцевая поверхность 56 первого конца 46 первой секции 36 трубчатого элемента упирается в кольцевую поверхность 25 первого конца 12 муфты 10. Кольцевая поверхность 31 муфты 10 упирается в кольцевую поверхность 58 первой секции 36 трубчатого элемента.
Поскольку второй материал в части 12 не будет поддаваться давлению в камере 74, соединения с винтовой резьбой 21 и уплотнений 77a достаточно для обеспечения герметичного уплотнения. Таким образом узлу 30 при сборке не требуется сварка. Если необходимо обеспечить сварной шов для прикрепления муфты 10 к первой секции 34 трубчатого элемента, упирающиеся поверхности 56 и 25 можно сварить вместе с помощью, например, сварного шва электронно-лучевой сварки с образованием сварного шва 90a. Тем не менее, следует отметить, что поверхности 56 и 25 не доходят до корпуса 37 оправки, и, следовательно, наличие выступа 43 предотвратит проникновение жара от сварного шва в оправку и его потенциальное воздействие на прочность оправки 38, в соответствии с предшествующим уровнем техники.
Такая же компоновка взаимного соединения, как та, что описана выше, существует между вторым концом 16 муфты 10, оправкой 38 и второй секцией 36 трубчатого элемента. Оправка 38 удерживается без необходимости применения винтовой резьбы или внутренних сварных швов.
В боковой стенке корпуса 37 оправки предусмотрен канал 66 для обеспечения прохода флюида между сквозным каналом 15 и внешней поверхностью 60 оправки 38. Канал 66 обеспечивает доступ к камере 74. Хотя проиллюстрирован только один канал 66, следует понимать, что может быть обеспечена совокупность каналов. Эти каналы 66 могут быть расположены на одинаковом расстоянии по окружности корпуса 37 оправки и/или могут быть расположены вдоль корпуса 37 оправки между первыми концевыми уплотнениями 77a и вторыми концевыми уплотнениями 77b, которые определяют продольную протяженность камеры 74, образованной между оправкой 38 и элементом 10 муфты.
В канале 66 расположен обратный клапан 67. Обратный клапан 67 представляет собой односторонний клапан, который позволяет флюиду проходить только из сквозного канала 15 в камеру 74. Обратный клапан 67 может принудительно закрываться при трансформации элемента 10 муфты, что можно определить по отсутствию потока через кольцевое пространство между узлом 10 и конструкцией большего диаметра. Закрытие может происходить путем сброса давления в клапане 67. В канале 66 также располагается разрывная мембрана 68. Разрывная мембрана 68 рассчитана на давление ниже, но близкое к значению давления трансформации. Таким образом, разрывная мембрана 68 может использоваться для управления моментом начала установки муфты 10. Мембрана 68 может работать за счет увеличения давления в сквозном канале 15 до заданного значения давления, подходящего для трансформации муфты 10, но будет предотвращать выход флюида из сквозного канал 15 через канал 66 до тех пор, пока не будет достигнуто указанное значение давления.
Данное изобретение подразумевает, что расширяемая муфта 10 может быть изготовлена из различных материалов, сварена или иным образом соединена вместе по отдельности, а затем подвергнута механической обработке для придания ей окончательной формы. Это позволяет использовать в значительной степени расширяемую внутреннюю секцию и в меньшей степени расширяемую внешнюю секцию. Преимущество выполнения этой отдельно взятой операции, а не ее приварки как части целого пакера, состоит в том, что сварные швы можно подвергать дефектоскопии или иным образом обеспечивать контроль качества без воздействия со стороны других частей, а также можно устранять любые дефекты сварки путем их механической обработки.
Полученный в результате узел 30 обеспечивает пакер или изолирующий барьер, который обладает более контролируемой прочностью пакера на разрыв. При выполнении сварки до того, как муфта будет посредством скольжения надета на оправку пакера, устраняется вполне реальная проблема либо проникновения сварного шва в оправку и ее ослабления, либо нагрева от сварного шва, изменяющего свойства стали оправки (называемого HAZ или зоной термического влияния), и ее ослабления. В предшествующем уровне техники, даже если оправку нельзя приварить напрямую, отрицательное воздействие на нее оказывают сварные швы, выполненные рядом с ней.
На фиг. 7 проиллюстрирован альтернативный вариант реализации элемента муфты, обычно обозначаемого ссылочной позицией 10а. Части, подобные тем, которые представлены на предыдущих фигурах, обозначены той же ссылочной позицией, но с индексом «а» для облегчения понимания. Элемент 10а муфты содержит корпус 11а муфты трубчатой формы. Корпус 11а муфты представляет собой единую конструкцию, обеспечивающую цельный элемент 10а муфты без сварных швов. Таким образом, первый конец 12а муфты, центральная секция 14а муфты и второй конец 16а муфты соединены вместе, поскольку они начинаются как части одной и той же секции трубчатого элемента. Для обеспечения различных свойств материала зоны 19a,b,c обрабатываются таким образом, чтобы изменить свойства материала корпуса 11a муфты на определенном участке. Обработка может производиться посредством облучения, нагрева или охлаждения, погружения в химические растворы или любого другого действия, которое будет изменять свойства материала обрабатываемой зоны 19a,b,c. Зоны 19a,b,c можно оставить необработанными, чтобы они сохранили свои первоначальные свойства материала в отличие от обработанных зон. В этом варианте реализации изобретения обрабатываются зоны 19а и 19с. Таким образом, как первый конец 12а муфты, так и второй конец 16а муфты обрабатываются и будут обладать идентичными свойствами материала, которые отличаются от свойств материала зоны 19b, являющейся центральной секцией 14а муфты. Соответственно, можно взять один материал муфты и выполнить различные типы термообработки концов и середины, так что фактически получают муфту с тремя зонами, двумя концевыми зонами (обладающими свойством материала одного типа) и средней зоной, обладающей свойством материала другого типа. Фактическая муфта будет выполнена из того же материала, но обладать разными свойствами в каждой зоне в зависимости от того, какие свойства нужны. Для самого корпуса муфты сварка не требуется, но корпус муфты можно приварить к основной части трубчатого элемента.
Далее дается ссылка на фиг. 8A в графических материалах, на которой проиллюстрирован способ установки муфты 10 внутри ствола скважины в соответствии с вариантом реализации данного изобретения. Части, подобные частям на фиг. 3-6, обозначены одинаковыми ссылочными позициями для облегчения понимания. При использовании узел 30 транспортируют в ствол скважины любым подходящим способом, например включив узел 30 в обсадную колонну или колонну-хвостовик 78 и спуская указанную колонну в ствол 82 скважины до тех пор, пока она не достигнет места внутри необсаженного ствола 80 скважины, в котором должен работать узел 30. Это место обычно находится внутри ствола скважины в том местоположении, в котором муфта 10 должна быть расширена, чтобы, например, изолировать секцию ствола 80b скважины, расположенную выше муфты 10, от секции 80d ниже для обеспечения изолирующего барьера между зонами 80b, 80d. Хотя показано, что на колонне 78 расположен только один узел 30, на той же колонне 78 можно спускать и другие узлы, так что в зоне 80 может быть осуществлена зональная изоляция для выполнения операции закачки, гидроразрыва или интенсификации притока в пласте 80a-e, расположенном между двумя муфтами.
Каждую муфту 10 можно установить, увеличив давление насоса в сквозном канале 15 до заданного значения, которое представляет давление флюида в канале 66, достаточное для трансформации муфты 10. Это значение давления трансформации рассчитывают на основании данных о диаметре основной части 32 трубчатого элемента, приблизительном диаметре ствола 80 скважины в месте установки муфты 10, длине муфты 10, свойствах материалов первой и второй муфт и толщине муфты 10. Значение давления трансформации представляет собой давление, достаточное для того, чтобы заставить муфту 10 отойти в радиальном направлении от основной части 32 за счет упругого расширения, войти в контакт с поверхностью 84 ствола скважины и трансформироваться в соответствии с поверхностью 84 за счет пластической деформации преимущественно первого материала, но в некоторой степени и второго материала.
При приложении значения давления трансформации к каналу 66 разрывная мембрана 68 разорвется, поскольку ее заданные параметры ниже значения давления трансформации. Обратный клапан 67 выполнен с возможностью пропускания флюида из сквозного канала 15 в пространство или камеру 74 между внешней поверхностью 60 оправки 38 и внутренней поверхностью 23 элемента 10 муфты. Данный флюид будет увеличивать давление в камере 74 и на внутренней поверхности 23 муфты 10, чтобы заставить муфту 10 отойти в радиальном направлении от основной части 32 за счет упругого расширения, войти в контакт с поверхностью 82 ствола скважины и трансформироваться в соответствии с поверхностью 82 посредством пластической деформации. По завершении трансформации обратный клапан 67 закрывается и удерживает флюид под давлением, равным значению давления трансформации, в камере 74.
Муфта 10 принимает фиксированную форму при пластической деформации, причем внутренняя поверхность 23 соответствует профилю поверхности 82 ствола 80 скважины и внешняя поверхность также соответствует профилю поверхности 82, чтобы обеспечить уплотнение, которое эффективно изолирует кольцевое пространство 88 ствола 80 скважины над муфтой 10 от кольцевого пространства 86 под муфтой 10. Если две муфты установлены вместе, можно добиться зональной изоляции кольцевого пространства между муфтами. В то же время муфты эффективно центрируют, закрепляют и заякоривают колонну 78 насосно-компрессорных труб в стволе 80 скважины.
В альтернативном способе выполнения трансформации муфты 10 могут использовать инструмент для гидравлической подачи флюида. Подробное описание работы такого инструмента для гидравлической подачи флюида приведено в GB2398312 со ссылкой на трансформацию муфты для образования уплотнения в стволе скважины в WO2016/063048 и, в частности, со ссылкой на фиг. 6B, описание которых включено в данную заявку посредством ссылки. Полное описание GB2398312 и WO2016/063048 включено в данную заявку посредством ссылки.
При применении любого из способов закачки увеличение давления флюида непосредственно на муфту 10 заставляет муфту 10 перемещаться в радиальном направлении наружу и герметизировать часть внутренней окружности ствола 80 скважины. Давление на внутреннюю поверхность 23 муфты 10 продолжает увеличиваться, так что муфта 10 испытывает сначала упругое расширение, а затем пластическую деформацию. Муфта 10 расширяется в радиальном направлении наружу за пределы своей устойчивости к деформации, подвергаясь пластической деформации до тех пор, пока муфта 10 не трансформируется в соответствии с поверхностью 82 ствола 80 скважины, как проиллюстрировано на фиг. 8B. При необходимости давление во флюиде, находящемся под давлением, внутри пространства можно снизить после пластической деформации муфты 10. Соответственно, муфта 10 подвергается пластической деформации и трансформируется под давлением флюида без необходимости использования каких-либо механических средств расширения. По завершении трансформации можно задать режим, при котором обратный клапан 67 закрывается и удерживает флюид под давлением, равным значению давления трансформации, внутри камеры 74.
Основное преимущество данного изобретения состоит в том, что оно предлагает узел для создания изолирующего барьера, в котором образована муфта с зонами, обладающими разными свойствами материала, что позволяет контролировать расширение вдоль длины муфты.
Еще одно преимущество данного изобретения состоит в том, что оно предлагает узел для создания изолирующего барьера, в котором для собранного барьера не требуется сварка, которая в противном случае могла бы ослабить части барьера. Все сварочные работы на муфте могут выполняться независимо, так что перед использованием в узле ее можно подвергнуть дефектоскопии и испытаниям по контролю качества.
Для специалистов в данной области техники будет очевидно, что в описанное в данной заявке изобретение могут быть внесены модификации без отклонения от его объема. Например, хотя и описано значение давления трансформации, это может быть диапазон давления, а не одно значение для компенсации изменений давления, прилагаемого к муфте в расширенных стволах скважины, и с учетом проявления различных характеристик материала первого и второго материалов муфты. Соединение между муфтой и концевыми элементами может выполняться другими способами, например с помощью соединения под давлением и альтернативных методов сварки. Торцевые поверхности не обязательно должны быть точно перпендикулярны центральной продольной оси, а могут быть скошенными или иметь любой профиль, соответствующий профилю противоположной поверхности. Кроме того, следует отметить, что хотя, как было описано, элемент муфты имеет центральную часть из первого материала и концевые части из второго материала, должно быть понятно, что муфта может иметь компоновку секций, каждая из которых при необходимости выполнена из материала, обладающего другими свойствами материала. Образование конструкции элемента муфты детализирует сваривание между собой первого и второго материалов. Следует понимать, что можно использовать любой подходящий процесс соединения, посредством которого соединяются различные материалы с получением единого цельно образованного корпуса. Это может включать в себя использование сварки с применением или без применения нагрева и/или давления и/или наполнительного материала, включая любой метод сварки плавлением, без плавления или под давлением, который определен как подходящий.
Группа изобретений относится к узлу для уплотнения и фиксации на стенке ствола скважины в качестве изолирующего барьера, а также к способу изготовления указанного узла для применения в качестве изолирующего барьера. Указанный узел содержит: трубчатое тело, предназначенное для спуска в скважину на рабочей колонне и расположения внутри цилиндрической конструкции большего диаметра; элемент муфты, расположенный снаружи трубчатого тела, для создания между ними камеры. Трубчатое тело содержит порт, позволяющий потоку флюида попасть в камеру, для инициирования перемещения элемента муфты наружу и трансформирования напротив внутренней поверхности конструкции большего диаметра. Трубчатое тело состоит из оправки, первой трубчатой секции для обеспечения соединения с рабочей колонной на первом конце указанного узла и второй трубчатой секции для обеспечения соединения с рабочей колонной на втором конце указанного узла. Элемент муфты состоит из корпуса муфты, содержащего центральную кольцевую секцию, выполненную из первого материала муфты, первую кольцевую концевую секцию и вторую кольцевую концевую секцию, выполненные из второго материала муфты. Центральная кольцевая секция расположена между первой и второй кольцевыми концевыми секциями. Первая трубчатая секция соединена с первой кольцевой концевой секцией корпуса муфты посредством винтовой резьбы, вторая трубчатая секция соединена со второй кольцевой концевой секцией корпуса муфты посредством винтовой резьбы, и оправка выполнена с возможностью удержания между первой трубчатой секцией и второй трубчатой секцией для образования трубчатого тела с помощью уплотнений, расположенных между оправкой и кольцевыми концевыми секциями и трубчатыми секциями. Свойства материала первого материала муфты отличаются от свойств материала второго материала муфты, а также первый материал муфты и второй материал муфты соединены между собой с возможностью формирования сплошного цилиндрического корпуса муфты перед расположением на трубчатом теле. Технический результат заключается в обеспечении контролируемости прочности пакера на разрыв. 2 н. и 13 з.п. ф-лы, 8 ил.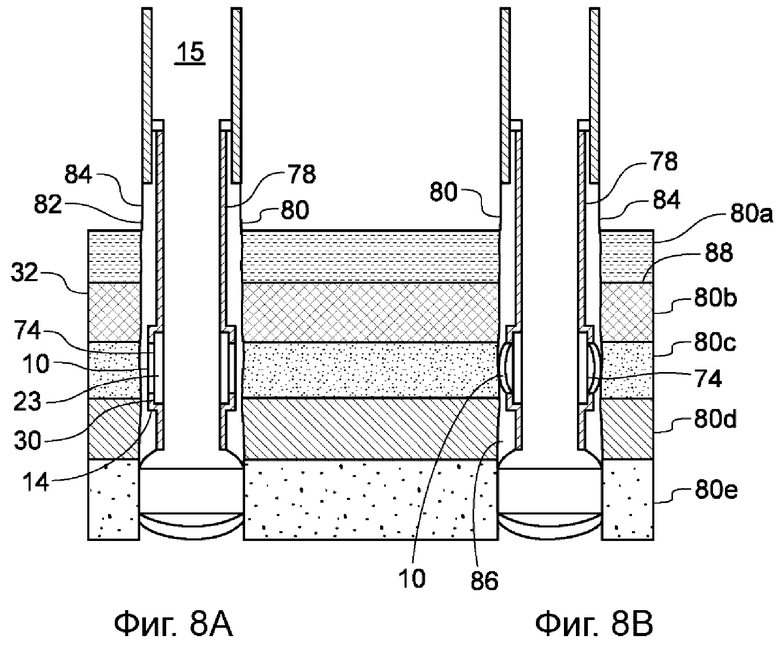
1. Узел для уплотнения и фиксации на стенке ствола скважины в качестве изолирующего барьера, содержащий:
трубчатое тело, предназначенное для спуска в скважину на рабочей колонне и расположения внутри цилиндрической конструкции большего диаметра;
элемент муфты, расположенный снаружи трубчатого тела, для создания между ними камеры;
причем трубчатое тело содержит порт, позволяющий потоку флюида попасть в камеру, для инициирования перемещения элемента муфты наружу и трансформирования напротив внутренней поверхности конструкции большего диаметра;
при этом
трубчатое тело состоит из оправки, первой трубчатой секции для обеспечения соединения с рабочей колонной на первом конце указанного узла и второй трубчатой секции для обеспечения соединения с рабочей колонной на втором конце указанного узла;
элемент муфты состоит из корпуса муфты, содержащего центральную кольцевую секцию, выполненную из первого материала муфты, первую кольцевую концевую секцию и вторую кольцевую концевую секцию, выполненные из второго материала муфты, причем центральная кольцевая секция расположена между первой и второй кольцевыми концевыми секциями;
первая трубчатая секция соединена с первой кольцевой концевой секцией корпуса муфты посредством винтовой резьбы, вторая трубчатая секция соединена со второй кольцевой концевой секцией корпуса муфты посредством винтовой резьбы, и оправка выполнена с возможностью удержания между первой трубчатой секцией и второй трубчатой секцией для образования трубчатого тела с помощью уплотнений, расположенных между оправкой и кольцевыми концевыми секциями и трубчатыми секциями; и
свойства материала первого материала муфты отличаются от свойств материала второго материала муфты, а также первый материал муфты и второй материал муфты соединены между собой с возможностью формирования сплошного цилиндрического корпуса муфты перед расположением на трубчатом теле.
2. Узел по п. 1, отличающийся тем, что материалы муфты соединены посредством сварки.
3. Узел по любому из предшествующих пунктов, отличающийся тем, что первый материал муфты имеет более высокую степень расширяемости, чем второй материал муфты.
4. Узел по любому из предшествующих пунктов, отличающийся тем, что каждый материал муфты представляет собой сталь разных марок, причем первый материал муфты характеризуется по меньшей мере одним свойством, отличным от свойства второго материала муфты.
5. Узел по любому из пп. 1-3, отличающийся тем, что каждый материал муфты представляет собой один и тот же материал с разными свойствами материала, причем разные свойства материала создаются посредством обработки единого корпуса муфты.
6. Узел по любому из предшествующих пунктов, отличающийся тем, что трубчатые секции и оправка выполнены из одного материала.
7. Узел по п. 6, отличающийся тем, что указанный один материал представляет собой третий материал, свойства которого отличаются от свойств материала по меньшей мере одного из первого и второго материалов муфты.
8. Узел по любому из предшествующих пунктов, отличающийся тем, что элемент муфты имеет уменьшенный наружный диаметр в своей центральной части по сравнению с остальной частью корпуса муфты вдоль ее осей.
9. Узел по любому из предшествующих пунктов, отличающийся тем, что наружный диаметр первой и второй трубчатых секций равен наружному диаметру первой и второй кольцевых концевых секций.
10. Узел по любому из предшествующих пунктов, отличающийся тем, что наружный диаметр оправки является таким же, как внутренний диаметр центральной кольцевой секции элемента муфты перед введением флюида в камеру.
11. Узел по любому из предшествующих пунктов, отличающийся тем, что цилиндрическая конструкция большего диаметра обеспечивает стенку ствола скважины и выбрана из группы, включающей: необсаженный ствол скважины, ствол скважины, обсаженный обсадной колонной или колонной-хвостовиком, которая может быть зацементирована на месте в скважине, или трубопровод, внутри которого необходимо закрепить или отцентрировать другую трубчатую секцию меньшего диаметра.
12. Узел по любому из предшествующих пунктов, отличающийся тем, что порт содержит клапан.
13. Способ изготовления узла по п. 1 для применения в качестве изолирующего барьера, включающий этапы:
(a) сборки элемента муфты, содержащего центральную часть, выполненную из первого материала, а также первую и вторую концевые части, выполненные из второго материала, причем свойства первого материала отличаются от свойств второго материала;
(b) сваривания первой концевой части с центральной частью и центральной части со второй концевой частью с образованием корпуса муфты;
(c) механической обработки корпуса муфты с образованием равномерного центрального канала;
(d) соединения первой трубчатой секции с первой концевой частью посредством винтового резьбового соединения;
(e) скольжения оправки внутри корпуса муфты и уплотнения оправки с первой трубчатой секцией, первой концевой частью и второй концевой частью;
(f) соединения второй трубчатой секции со второй концевой частью посредством винтового резьбового соединения и уплотнения оправки со второй концевой частью, и
причем первая и вторая трубчатые секции примыкают к оправке, образуя трубчатое тело, соединяемое в рабочей колонне, и оправка содержит порт, через который имеется возможность протекания флюида, чтобы заполнить герметичную камеру между оправкой и центральной частью.
14. Способ по п. 13, дополнительно включающий этап осмотра элемента муфты перед соединением с трубчатым телом.
15. Способ по п. 13 или 14, дополнительно включающий, на этапе (с), механическую обработку корпуса муфты для уменьшения наружного диаметра вдоль длины центральной части.
| КОЛЬЦЕВАЯ ПЕРЕМЫЧКА | 2010 |
|
RU2550612C2 |
| Способ приготовления лака | 1924 |
|
SU2011A1 |
| Пресс для выдавливания из деревянных дисков заготовок для ниточных катушек | 1923 |
|
SU2007A1 |
| ЗАТРУБНЫЙ БАРЬЕР С ПРЕДОХРАНИТЕЛЬНОЙ МЕТАЛЛИЧЕСКОЙ МУФТОЙ | 2012 |
|
RU2630339C2 |
| EP 2876251 A1, 27.05.2015 | |||
| Способ получения цианистых соединений | 1924 |
|
SU2018A1 |
| Токарный резец | 1924 |
|
SU2016A1 |
| Токарный резец | 1924 |
|
SU2016A1 |

