Настоящее изобретение относится к получению пряжи из целлюлозных элементарных нитей.
Предшествующий уровень техники настоящего изобретения
[0001] Пряжа из элементарных непрерывных нитей широко используются в текстильной промышленности для производства тканей с ярко выраженным рисунком по сравнению с тканями, произведенными из пряжи, изготовленной из штапельных волокон. Пряжа из элементарных непрерывных нитей это пряжа, в которой все волокна непрерывны по всей длине пряжи. Пряжа из элементарных непрерывных нитей обычно состоит из 10-300 или более отдельных элементарных нитей, которые при производстве параллельны друг другу и оси пряжи. Пряжу получают путем экструзии раствора или расплава полимера или производного полимера, а затем намотки полученной пряжи на шпулю или катушку или формирования кулича путем центробежной намотки.
[0002] Синтетическая полимерная пряжа из элементарных непрерывных нитей широко распространена. Например, нейлоновая, полиэфирная и полипропиленовая пряжа из элементарных непрерывных нитей используется в широком разнообразии тканей. Она производятся путем прядения из расплава полимера посредством прядильной машины с количеством отверстий, соответствующим количеству элементарных нитей, необходимых в производимой пряже. После застывания расплавленного полимера пряжа может быть вытянута для ориентации молекул полимера и улучшения свойств пряжи.
Пряжа из элементарных непрерывных нитей также может быть получена методом сухого прядения из производных целлюлозы, таких как диацетат целлюлозы и триацетат целлюлозы. Полимер растворяют в подходящем растворителе и затем экструдируют посредством прядильной машины. После экструзии растворитель быстро испаряется, в результате чего полимер выпадает в осадок в виде элементарных нитей с образованием пряжи. Полученную пряжу можно вытянуть для ориентации молекул полимера.
[0003] Пряжа из элементарных непрерывных нитей также может быть получена из целлюлозы с помощью процесса производства вискозы. Целлюлоза преобразуется в ксантат целлюлозы путем реакции с гидроксидом натрия и дисульфидом углерода, а затем растворяется в растворе гидроксида натрия. Раствор целлюлозы, обычно называемый вискозой, экструдируется посредством прядильной машины в кислотную ванну. Гидроксид натрия нейтрализуется, в результате чего целлюлоза выпадает в осадок. В то же время ксантат целлюлозы превращается обратно в целлюлозу в результате реакции с кислотой. Новую образованную элементарная нить вытягивают для ориентации молекул целлюлозы, промывают для удаления реактивов из элементарной нити, затем сушат и наматывают на шпулю. В ранних версиях этого процесса влажная пряжа собиралась в кулич с помощью центробежной намотки посредством центрифуги системы Тофама. Затем кулич пряжи сушился в печи перед намоткой на шпулю.
Целлюлозная пряжа из непрерывных элементарных нитей также производится с помощью процесса производства купро. Целлюлоза растворяется в растворе медно-аммиачной гидроокиси. Полученный раствор экструдируется в водяную баню, где медно-аммиачная гидроокись разбавляется и целлюлоза выпадает в осадок. Полученную пряжу промывают, сушат и наматывают на шпулю.
Целлюлозная пряжа из элементарных непрерывных нитей, полученная посредством процесса производства вискозы или купро, может быть преобразована в ткань путем ткачества, вязания или других процессов формирования ткани. Полученные ткани используются для различных целей, включая подкладки для верхней одежды, женских блузок и топов, нижнего белья и молитвенных ковриков. Пряжа также производится для использования в армировании шин и других резиновых изделий.
[0004] Ткани, изготовленные из целлюлозной пряжи из непрерывных элементарных нитей, могут иметь выраженный блеск. Они хорошо справляются с влагой, что повышает комфорт пользователя. Они не генерируют статическое электричество так же легко, как ткани, изготовленные из синтетической пряжи из непрерывных элементарных нитей.
Однако ткани, изготовленные из имеющейся в настоящее время целлюлозной пряжи из непрерывных элементарных нитей, как правило, обладают неудовлетворительными физическими свойствами. Прочность в сухом состоянии и прочность на разрыв низкие по сравнению с тканями, изготовленными из синтетических полимеров, таких как сложный полиэфир. Прочность в мокром состоянии намного ниже, чем прочность в сухом состоянии из-за взаимодействия между целлюлозой и водой. Стойкость к истиранию низкая. Взаимодействие с водой также размягчает целлюлозу, в результате чего ткани, изготовленные из этой пряжи, становятся нестабильными при намокании.
Из-за этих недостатков изделия, которые первоначально производились с использованием целлюлозной пряжи из элементарных непрерывных нитей, в настоящее время в основном производятся с использованием синтетической полимерной пряжи из элементарных непрерывных нитей, например, сложного полиэфира и нейлона.
[0005] Однако синтетическая пряжа обладает определенными недостатками. Ткани, изготовленные с ее использованием, не обладают влагостойкостью, как ткани, изготовленные из целлюлозной пряжи. Синтетические ткани могут генерировать статическое электричество. Некоторые люди считают, что одежда из синтетической пряжи менее удобна в носке по сравнению с тканями, содержащими целлюлозу.
Соответственно, существует потребность в целлюлозной пряже из непрерывных элементарных нитей, которая позволит производить ткани и другие текстильные изделия, обладающие удовлетворительными характеристиками имеющихся в настоящее время тканей из целлюлозной пряжи из непрерывных элементарных нитей, но с характеристиками, обычно присущими тканям, изготовленным из синтетической пряжи из непрерывных элементарных нитей.
[0006] Неожиданно было обнаружено, что пряжа из элементарных непрерывных нитей, произведенная посредством процесса получения лиоцелла, характеризуется значительно более высокой прочностью на разрыв, чем пряжа из элементарных нитей, произведенная посредством процесса производства вискозы. Это может привести к получению тканей с лучшей прочностью, прочностью на разрыв и стойкостью к истиранию. Потеря прочности при смачивании лиоцелловых элементарных нитей значительно ниже, чем у вискозных элементарных нитей. Это означает, что ткани лиоцелла менее склонны к деформации при намокании, что обеспечивает лучшую стабильность ткани. Ткани лиоцелла также более прочные при намокании по сравнению с аналогичными вискозными тканями.
Также неожиданно было обнаружено, что ткани, произведенные из непрерывных элементарных нитей лиоцелла, могут иметь блеск, влагостойкость и низкое образование статического заряда, которые являются желательными характеристиками вискозных тканей или купро из непрерывных элементарных нитей.
[0007] Технология получения лиоцелла это технология, основанная на прямом растворении целлюлозной древесной массы или другого сырья на основе целлюлозы в полярном растворителе (например, N-метилморфолин-N-оксиде, далее именуемом «оксид амина») с получением вязкого разбавляющего раствора с высоким сдвиговым усилием, из которого может быть сформирован ряд полезных материалов на основе целлюлозы. В коммерческих целях эта технология используется для получения семейства целлюлозных штапельных волокон (коммерчески доступных от компании Lenzing AG, Ленцинг, Австрия под торговой маркой TENCEL®), которые широко используются в текстильной и нетканой промышленности. Также были раскрыты другие целлюлозные изделия на основе технологии получения лиоцелла, такие как элементарные нити, пленки, оболочки, узелки и нетканые полотна.
[0008] В документе ЕР 823945 В1 раскрыт процесс производства целлюлозных волокон, включающий экструзию и коагуляцию прядильного раствора целлюлозы в соответствии с процессом получения лиоцелла, в обязательном порядке включающий стадию вытягивания элементарных нитей и разрезания элементарных нитей на целлюлозные волокна, которые могут быть использованы в различных областях применения. Стадия вытягивания коагулированных целлюлозных элементарных нитей является необходимой в соответствии с технологией предшествующего уровня техники для получения, в частности, штапельных волокон с желаемым балансом свойств.
В документе ЕР 0853146 А2 раскрывается процесс получения волокон на основе целлюлозы. В соответствии с положениями данного документа для получения волокон смешивают два различных вида сырья с сильно различающимися молекулярными массами. В документе WO 98/06754 раскрывается аналогичный способ, в котором требуется, чтобы два различных вида сырья сначала растворяли отдельно, а затем смешивали приготовленный раствор для получения прядильного раствора. В документе DE 19954152 А1 раскрывается способ получения волокон, в котором используются прядильные растворы с относительно низкой температурой.
Были описаны преимущества целлюлозной пряжи из элементарных нитей, полученной из прядильного раствора лиоцелла (Kruger, Lenzinger Berichte 9/94, S. 49 ff.). Однако в связи с растущими требованиями к эффективности прядения были предприняты попытки увеличить скорость прядения в процессе получения лиоцелла до значений в несколько сотен метров в секунду. Однако при таких высоких скоростях прядения могут возникать различные проблемы, включая неудовлетворительно высокую долю дефектов в отдельных получаемых элементарных нитях, что может привести к высокой доле изделий, непригодных для дальнейшего использования, и/или к остановке производства.
Соответственно, требуемые высокие скорости прядения при сохранении качества элементарных нитей имеют тот недостаток, что коммерчески целесообразны способы еще не известны, так как качество элементарных нитей и пряжи, получаемых с помощью способов получения лиоцелловых элементарных нитей, известных из уровня техники, не является удовлетворительным. Кроме того, методы получения волокон и элементарных нитей из других технологий (вискоза, синтетические элементарные нити), известные из уровня техники, не применимы к процессам получения лиоцелла из-за жестких требований значительного удлинения полимера непосредственно после экструзии с последующим контролируемым удалением растворителя путем обмена раствора.
[0009] Таким образом, получение лиоцелловой пряжи из непрерывных элементарных волокон при высоких скоростях представляет новые технологические проблемы по сравнению с производством лиоцеллового штапельного волокна, в основном из-за гораздо более высоких скоростей производства, требований к однородности элементарных нитей и необходимости обеспечения исключительной непрерывности процесса:
• Обычно скорости производства элементарных нитей в десять раз выше, чем при производстве штапельного волокна, и недавние требования по дальнейшему увеличению скорости производства увеличивают проблемы управления процессом.
• В изделиях из пряжи из элементарных непрерывных нитей свойства всех отдельных элементарных нитей должны находиться в очень узком диапазоне изменчивости, например, для предотвращения таких проблем, как вариации в поглощении красителя. Например, коэффициент дисперсии распределения линейной плотности должен быть менее 5%. С другой стороны, в процессе производства штапельного волокна существует гораздо больше возможностей для «усреднения» незначительных отклонений между отдельными элементарными нитями, поскольку каждая кипа волокон состоит из нескольких миллионов отдельных волокон, полученных из элементарных нитей, которые были отрезаны до необходимой длины и смешаны. Пример формирования лиоцелловых штапельных волокон раскрыт в документе ЕР 823945 В1.
• Очень высокие уровни чистоты прядильного раствора необходимы для минимизации обрыва элементарных нитей во время стадии вытягивания. Обрывы могут привести к потере отдельных элементарных нитей, в результате чего пряжа перестает соответствовать требуемым характеристикам и, возможно, теряется непрерывность прядения. Процессы производства штапельного волокна допускают определенную долю обрывов отдельных элементарных нитей.
Цель изобретения
[0010] Соответственно, целью настоящего изобретения является предоставление способа, позволяющего производить лиоцелловые элементарные нити и лиоцелловые мультифиламентные нити с высоким качеством при очень высоких скоростях производства, а также с управлением процессом, который делает весь процесс коммерчески целесообразным.
Краткое раскрытие настоящего изобретения
[0011] Соответственно, в настоящем изобретении предлагается способ согласно пункту 1. Предпочтительные варианты осуществления приведены в пунктах 2 10 и описании.
Краткое описание фигуры
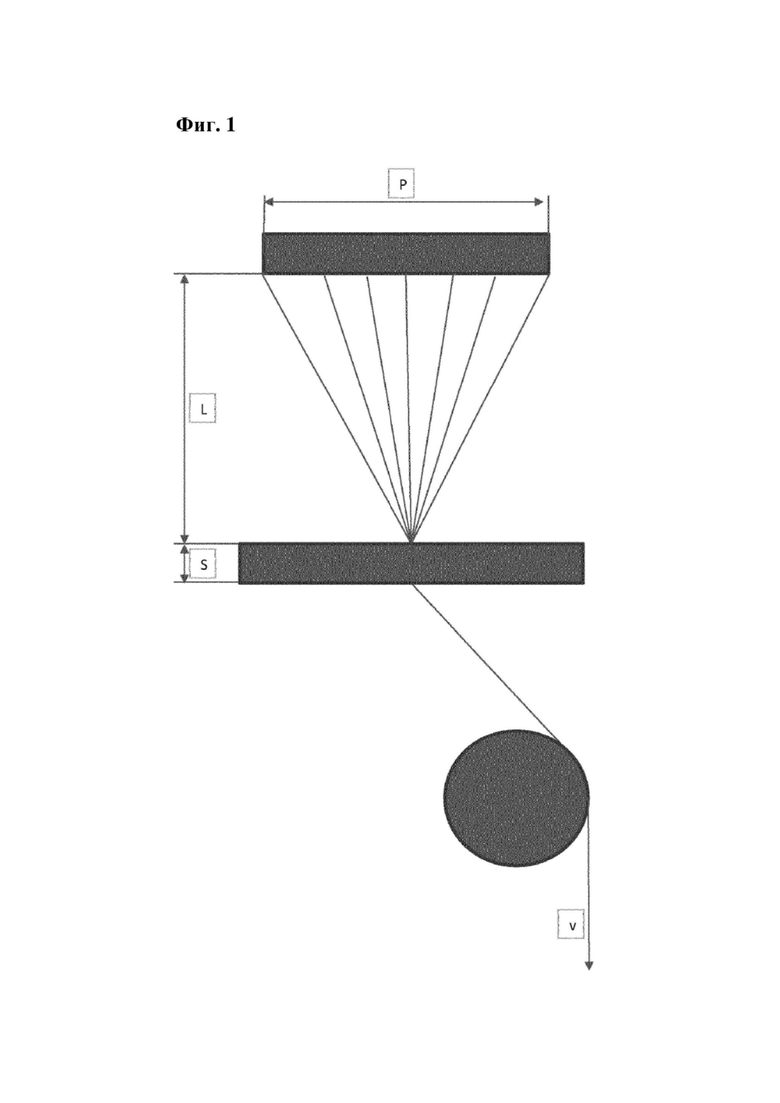
[0012] На фиг.1 показано схематическое изображение соответствующих параметров процесса, для которых управление процессом в определенных окнах параметров является необходимым для обеспечения производства лиоцелловых элементарных нитей и пряжи в соответствии со способом согласно настоящему изобретению.
Подробное раскрытие настоящего изобретения
[0013] Ограничения уровня техники были преодолены благодаря настоящему изобретению, раскрытому в настоящем документе. А именно, в настоящем изобретении предлагается способ получения лиоцелловых элементарных нитей и лиоцелловых мультифиламентных нитей, как определено в пункте 1 формулы изобретения. Настоящее изобретение будет описано подробно с учетом требуемого управления процессом в отношении соответствующих стадий и параметров, которые должны быть использованы. Следует понимать, что эти стадии способа и их соответствующие предпочтительные варианты осуществления могут комбинироваться по мере необходимости, и что настоящая заявка охватывает эти комбинации и раскрывает их, даже если они не описаны здесь в явном виде.
[0014] Авторы изобретения установили, что для скоростей производства 400 м/мин или более желаемое управление процессом, позволяющее надежно производить высококачественные элементарные нити и пряжу, с линейной плотностью элементарных нитей в диапазоне от 0,8 до 7,0 дтекс, предпочтительно от 1,0 до 6,0 дтекс, более предпочтительно от 1,3 до 4,8 дтекс, включая от 1,7 до 4,1 дтекс, может быть достигнуто, если воздушный зазор, обеспечиваемый после выхода прядильного раствора из прядильных отверстий, регулируется в соответствии со следующим соотношением (1а):

В этом соотношении L обозначает длину воздушного зазора (мм), v обозначает скорость производства (м/мин), titer обозначает линейную плотность отдельной элементарной нити (дтекс), а р обозначает длину отдельной фильеры (мм), используемой в прядильной машине.
В конкретном предпочтительном варианте осуществления соотношение, которое должно соблюдаться, выглядит следующим образом (lb):

где F составляет 1,3 или более.
В вариантах осуществления F может также составлять 1,35 или более или даже 1,4 или более, причем верхний предел составляет 2,0, предпочтительно 1,7 и наиболее предпочтительно 1,5. В некоторых вариантах осуществления F может составлять от 1,3 до 1,5, или даже от 1,3 до 1,4.
[0015] Неожиданно было обнаружено, что за счет регулирования параметров процесса - длины воздушного зазора, длины фильеры, линейной плотности отдельных элементарных нитей и скорости производства в соответствии с вышеизложенным, обеспечивается надежное управление процессом, так что даже при использовании очень высоких скоростей производства могут быть надежно получены элементарные нити и пряжа высокого качества (в частности, с удовлетворительно низкой долей дефектов). Настоящее изобретение, соответственно, облегчает оценку условий процесса для производства лиоцелловых элементарных нитей и пряжи, поскольку регулировка соответствующих условий процесса в соответствии с приведенными выше соотношениями обеспечивает надежное управление процессом даже для установок получения лиоцелла промышленного масштаба. Это сокращает время и затраты, которые в противном случае потребовались бы для оценки таких условий процесса.
• Экструзия элементарных нитей
[0016] В соответствии с общеизвестными требованиями к процессам прядения лиоцелла равномерность и постоянство потока прядильного раствора через каждое отверстие прядильной машины способствует дальнейшему протеканию процесса и помогает удовлетворить требования к качеству отдельных целлюлозных элементарных нитей и, в свою очередь, к качеству мультифиламентных нитей. Это особенно актуально в связи с очень высокими производственными скоростями, предусмотренными в данном случае для производства элементарных нитей и пряжи из элементарных нитей, которые находятся в диапазоне от 400 м/мин и выше. В соответствии с настоящим изобретением могут быть достигнуты скорости производства от 400 м/мин и выше, например, 500 м/мин или более, предпочтительно 700 м/мин или более и даже до 1000 м/мин или более, например, до 2000 м/мин. Подходящие диапазоны составляют от 400 до 2000 м/мин, например, от 500 до 1500 м/мин или от 700 до 1000 м/мин, включая такие диапазоны, как от 700 до 1500 м/мин.
[0017] Каждая фильера, используемая для экструзии прядильного раствора лиоцелла, содержит некоторое количество отверстий, соответствующее количеству элементарных нитей, необходимых для пряжи из элементарных непрерывных нитей. Несколько пряж могут быть экструдированы из одного сопла путем объединения нескольких фильер в одну фильерную пластину, например, как раскрыто в документе WO 03014429 А1, включенном в настоящий документ посредством ссылки. Эти фильеры в принципе представляют собой прямоугольные или по существу прямоугольные элементы с заданным количеством отверстий. Согласно настоящему изобретению длина используемой фильеры является важным фактором для желаемого управления процессом в соответствии с вышеуказанными соотношениями. Как правило, предпочтительно, когда длина фильеры находится в диапазоне от 30 до 100 мм, предпочтительно от 40 до 80 мм и, в частности, от 50 до 70 мм. Под длиной в данном случае понимается длина двух длинных сторон (которые обычно имеют одинаковую длину) фильеры, даже если фильера не имеет действительно прямоугольной формы, а образует параллелограмм.
[0018] Количество отверстий для каждой пряжи из элементарных нитей (т.е. для каждой фильеры) может быть выбрано в зависимости от типа предполагаемой пряжи, но обычно это количество находится в диапазоне от 10 до 300, предпочтительно от 20 до 200, например, от 30 до 150.
[0019] Равномерность потока прядильного раствора может быть улучшена путем обеспечения надлежащего контроля температуры в прядильной машине и отдельных отверстиях. Предпочтительно, чтобы во время прядения колебания температур внутри отверстий (и между отверстиями) были как можно меньше, предпочтительно в пределах ±2°С или меньше. Это может быть достигнуто с помощью средств, обеспечивающих прямой нагрев прядильной машины и отдельных отверстий в ряде различных зон, что позволяет компенсировать любые локальные различия в температуре прядильного раствора и обеспечить точный контроль температуры прядильного раствора при его экструзии из каждого отверстия прядильной машины. Примеры таких средств контроля температуры раскрыты в документах WO 02/072929 и WO 01/81662, включенных в настоящий документ посредством ссылки.
[0020] Предпочтительно профили отверстий прядильной машины спроектированы таким образом, чтобы максимизировать плавное ускорение прядильного раствора через отверстие при минимизации падения давления. Основные конструктивные особенности отверстия включают, без ограничения, гладкую входную поверхность и острые края на выходе отверстия.
• Начальное охлаждение
[0021] После выхода из прядильных отверстий отдельные элементарные нити обычно подвергаются процессу охлаждения, как правило, с помощью воздушного потока. Соответственно, предпочтительно охлаждать элементарные нити на этой стадии с помощью принудительного воздушного потока, предпочтительно контролируемого поперечного принудительного потока в воздушном зазоре. Принудительный воздушный поток должен характеризоваться контролируемой влажностью для достижения желаемого эффекта охлаждения без ухудшения качества волокон. Подходящие значения влажности известны специалистам в данной области техники. В любом случае, в настоящем изобретении предусмотрен воздушный зазор после начальной экструзии элементарных нитей, длина которого определяется другими параметрами процесса, как указано выше. Однако согласно предпочтительному варианту осуществления настоящего изобретения длина воздушного зазора составляет не более 200 мм, более предпочтительно не более 150 мм. Было обнаружено, что ограничение длины воздушного зазора в соответствии с этими предпочтительными вариантами осуществления обеспечивает общую хорошую стабильность процесса, позволяя получать высококачественные элементарные нити и пряжу даже при очень высоких скоростях производства, предусмотренных в настоящем документе. В частности, было установлено, что очень большие воздушные зазоры скорее приводят к проблемам, так как отдельные элементарные нити будут двигаться и соприкасаться, что приведет к сплавлению элементарных нитей и низкому качеству продукции.
[0022] Таким образом, настоящее изобретение предоставляет в зависимости от длины воздушного зазора средство для регулирования условий процесса, позволяющее получать желаемую линейную плотность элементарных нитей при очень высоких скоростях.
[0023] В отношении необязательных схем поперечного принудительного потока делается ссылка на документ WO 03014436 А1, включенный в настоящий документ посредством ссылки. В этом документе раскрыта подходящая схема поперечного принудительного потока. Предпочтительным является равномерное охлаждение элементарных нитей по всей длине воздушного зазора.
[0024] Скорость поперечного принудительного потока предпочтительно намного ниже, чем при производстве лиоцелловых штапельных волокон. Подходящие значения составляют 0,5-3 м/с, предпочтительно 1-2 м/с. Значения влажности могут быть в диапазоне от 0,5 до 10 грамм воды на килограмм воздуха, например, от 2 до 5 грамм воды на килограмм воздуха. Температура воздуха предпочтительно регулируется до значения ниже 25°С, например, ниже 20°С.
• Начальная коагуляция элементарных нитей
[0025] После выхода из отверстий прядильной машины и охлаждения в воздушном зазоре полученные элементарные нити необходимо обработать для дальнейшей инициации коагуляции. Это достигается путем ввода отдельных элементарных нитей в коагуляционную ванну, называемую также прядильной ванной или осадительной ванной. Было обнаружено, что для достижения высокой степени однородности качества продукции эта дополнительная начальная коагуляция элементарных нитей предпочтительно происходит в пределах небольшого окна, т.е. с незначительной вариабельностью, предпочтительно точно в одной и той же точке.
Было обнаружено, что традиционные конструкции осадительных ванн часто не подходят для этой цели, поскольку гидродинамические силы, возникающие из-за высоких скоростей элементарных нитей (более 400 м/мин), нарушают поверхность ванны, что приводит к неравномерной начальной коагуляции (и переменному размеру воздушного зазора), а также к потенциальному сплавлению элементарных нитей и другим повреждениям. Было установлено, что в случае таких проблем предпочтительно использовать неглубокие осадительные ванны, характеризующиеся глубиной менее 50 мм.
[0026] Такие осадительные ванны раскрыты, например, в документе WO 03014432 А1, включенном в настоящий документ посредством ссылки, где раскрыта малая глубина осадительной ванны в диапазоне от 5 до 40 мм, предпочтительно от 5 до 30 мм, более предпочтительно от 10 до 20 мм. Использование таких малых глубин осадительных ванн позволяет контролировать точку контакта спряденных элементарных нитей с коагуляционным раствором в осадительной ванне, тем самым избегая проблем, которые могут возникнуть при использовании обычных глубин осадительной ванны.
[0027] Кроме того, было обнаружено, что качество элементарных нитей также может быть повышено, если концентрация оксида амина в осадительной ванне контролируется до значений, меньших, чем обычно используется при производстве лиоцелловых волокон. Было установлено, что концентрация оксида амина в осадительной ванне ниже 25 масс. %, более предпочтительно ниже 20 масс. %, еще более предпочтительно ниже 15 масс. % улучшает качество элементарных нитей. Предпочтительные диапазоны концентрации оксида амина составляют от 5 до 25 масс. %, например, от 8 до 20 масс. % или от 10 до 15 масс. %. Это значительно ниже диапазона, раскрытого для производства лиоцелловых штапельных волокон. Для поддержания такой низкой концентрации оксида амина предпочтительно осуществлять непрерывный контроль состава осадительной ванны, чтобы, например, регулировать концентрацию путем пополнения воды и/или избирательного удаления избыточного оксида амина.
Температура этой осадительной ванны обычно находится в диапазоне 5-30°С, предпочтительно 8-16°С.
[0028] Аналогично предпочтительным вариантам осуществления, раскрытым выше для прядильного раствора, возможна фильтрация раствора в прядильной ванне с высокой степенью, чтобы минимизировать возможность повреждения свежесформованных непрочных элементарных нитей нежелательными твердыми примесями в осадительной ванне. Это особенно важно при очень высоких производственных скоростях, превышающих 700 м/мин.
[0029] Внутри прядильной ванны отдельные элементарные нити целевой конечной пряжи собираются вместе и связываются в начальный пучок из мультифиламентных нитей с помощью выхода из прядильной ванны, который обычно имеет форму кольца, которое сводит элементарные нити вместе, а также служит для контроля количества раствора прядильной ванны, выходящего из ванны вместе с пучком элементарных нитей. Подходящие устройства известны специалистам в данной области техники. Форма, а также выбор материала для кольцеобразного выхода влияют на натяжение пучков элементарных нитей, поскольку по меньшей мере часть элементарных нитей находится в контакте с кольцеобразным выходом. Специалист в данной области техники знает о подходящих материалах и формах для этих выходов из прядильной ванны, чтобы минимизировать любое негативное воздействие на пучок элементарных нитей.
[0030] Соответственно, в предпочтительном варианте осуществления способа в соответствии с настоящим изобретением способ включает стадии изготовления прядильного раствора, подходящего для процесса получения лиоцелла, содержащего от 10 до 15 масс. %, предпочтительно от 12 до 14 масс. % целлюлозы, где целлюлоза предпочтительно является такой, как описано ниже. Этот способ дополнительно включает стадию экструзии прядильного раствора через экструзионные отверстия при поддержании колебаний температуры через экструзионные отверстия в диапазоне ±2°С или менее. Полученные таким образом элементарные нити подвергаются первоначальному охлаждению, как описано выше, после чего происходит первоначальная коагуляция полученных таким образом элементарных нитей в коагуляционной ванне (осадительной ванне), характеризующейся глубиной менее 50 мм, предпочтительно от 5 до 40 мм, более предпочтительно от 10 до 20 мм.
[0031] Состав коагуляционного раствора, используемого в этой коагуляционной ванне, демонстрирует концентрацию оксида амина 23 масс. % или менее, более предпочтительно менее 20 масс. %, и еще более предпочтительно менее 15 масс. %. Регулирование этого содержания оксида амина может быть достигнуто путем избирательного удаления оксида амина и/или путем пополнения свежей воды для регулирования концентрации в предпочтительных диапазонах.
[0032] Такой способ обеспечивает возможность получения элементарных нитей высокого качества и, в частности, высокой однородности, которые, в частности, поступают в коагуляционную ванну таким образом, что обеспечивается равномерная коагуляция и, следовательно, равномерные свойства элементарных нитей. Кроме того, в описанных выше вариантах осуществления способа предпочтительно регулировать расстояние между отдельными элементарными нитями при экструзии, например, путем использования большего интервала между отверстиями, по сравнению со стандартными процессами производства лиоцелловых штапельных волокон, как описано ниже. Эти предпочтительные параметры и условия процесса позволяют, как указано в настоящем документе, производить лиоцелловые элементарные нити с высокой однородностью, обеспечивая при этом желаемые высокие скорости процесса (скорость прядения 400 м/мин или более, более предпочтительно 500 м/мин или более, а согласно некоторым вариантам осуществления до 700 м/мин или более). В этом контексте настоящее изобретение также обеспечивает непрерывное и долгосрочное производство целлюлозных лиоцелловых элементарных нитей и соответствующей пряжи, поскольку параметры и условия процесса, как описано выше, позволяют избежать обрыва элементарных нитей, дефектов элементарных нитей и т.д., которые потребовали бы остановки производства элементарных нитей и пряжи или выгрузки произведенных элементарных нитей/пряжи.
[0033] Реологические свойства лиоцелловых прядильных растворов важны в связи с требованиями высокоскоростного производства пряжи из элементарных нитей. Например, при использовании составов прядильных растворов, известных для производства штапельного волокна, возникает неприемлемое количество обрывов элементарных нитей. Было обнаружено, что использование целлюлозного сырья с широким молекулярно-массовым распределением отвечает требованиям высокоскоростного производства в соответствии с настоящим изобретением. Особенно предпочтительным целлюлозным материалом с широким молекулярно-массовым распределением является смесь, полученная смешиванием 5-30 масс. %, предпочтительно 10-25 масс. % целлюлозы, характеризующейся вязкостью согласно стандарту SCAN в диапазоне 450-700 мл/г, с 70-95 масс. %, предпочтительно 75-90 масс. % целлюлозы, характеризующейся вязкостью согласно стандарту SCAN в диапазоне 300-450 мл/г, где обе фракции характеризуются разницей в вязкости согласно стандарту SCAN, составляющей 40 мл/г или более, предпочтительно 100 мл/г или более. Вязкость согласно стандарту SCAN определяют в соответствии со стандартом SCAN-CM 15:99 в растворе медь-этилендиаминового комплекса, методологией, которая известна специалисту в данной области техники и может быть выполнена на коммерчески доступных устройствах, таких как устройство Auto PulpIVA PSLRheotek, доступное от PSL-Rheotek.
[0034] Для получения такого целлюлозного сырья (например, из древесной массы) для достижения требуемой молекулярной полидисперсности могут быть использованы смеси различных типов исходных материалов. Оптимальные соотношения смесей зависят от фактической молекулярной массы каждого компонента смеси, условий производства элементарных нитей и специфических требований к пряже из элементарных нитей. В качестве альтернативы, требуемая полидисперсность целлюлозы может быть получена, например, в процессе производства древесной массы путем смешивания перед сушкой. Это устранило бы необходимость тщательного контроля и смешивания целлюлозы при производстве лиоцелла.
[0035] Общее содержание целлюлозы в прядильном растворе обычно составляет от 10 до 20 масс. %, предпочтительно от 10 до 16 масс. %, например, от 12 до 14 масс. %. Поскольку специалисту в данной области техники известны необходимые компоненты для прядильных растворов для процесса получения лиоцелла, дальнейшее подробное объяснение компонентов и общего способа производства не представляется необходимым. В этом отношении можно сослаться на документы US 5,589,125, WO 96/18760, WO 02/18682 и WO 93/19230, включенные в настоящий документ посредством ссылки.
[0036] Для дальнейшего контроля процесса в соответствии с настоящим изобретением предпочтительно использовать высокие уровни мониторинга и контроля процесса для обеспечения однородности состава прядильного раствора. Это может включать поточное измерение состава/давления/температуры прядильного раствора, поточное измерение содержания твердых частиц, поточное измерение распределения температуры прядильного раствора в соплах/отверстиях и регулярные перекрестные проверки вне линии.
[0037] Также предпочтительно контролировать и, при необходимости, повышать качество прядильного раствора лиоцелла, используемого в настоящем изобретении, поскольку содержание крупных частиц может привести к недопустимым обрывам отдельных элементарных нитей в процессе их формирования. Примерами таких частиц являются примеси, такие как песок и т.п., а также частицы геля, состоящие из недостаточно растворенной целлюлозы. Одним из вариантов минимизации содержания таких твердых примесей являются процессы фильтрации. Оптимальным способом минимизации содержания твердых примесей является многоступенчатая фильтрация прядильного раствора. Специалисту в данной области техники будет понятно, что для получения элементарных нитей с меньшей линейной плотностью требуется более строгая фильтрация. Обычно, например, для элементарных нитей с линейной плотностью 1,3 децитекс эффективна глубинная фильтрация с абсолютной задерживающей способностью приблизительно 20 микрон. Для элементарных нитей с меньшей линейной плотностью предпочтительна абсолютная задерживающая способность 15 микрон. Устройства и параметры процесса для проведения фильтрации известны специалистам в данной области техники.
Кроме того, было найдено подходящим отрегулировать вязкость прядильного раствора в диапазоне 500-1350 Па⋅с, измеренную при скорости сдвига 1,2 (1/с) при 110°С.
[0038] Температура прядильного раствора во время его приготовления обычно находится в диапазоне от 105 до 120°С, предпочтительно от 105 до 115°С. Перед фактическим прядением/экструзией раствор, необязательно после фильтрации, нагревают до более высокой температуры, используя процессы и устройства, известные специалисту в данной области техники, обычно от 115 до 135°С, предпочтительно от 120 до 130°С. Этот процесс вместе со стадией фильтрации повышает однородность прядильного раствора после его первоначального приготовления, чтобы получить прядильный раствор (иногда называемый прядильной массой), пригодный для экструзии через прядильные отверстия. Этот прядильный раствор перед экструзией/прядением предпочтительно доводят до температуры от 110°С до 135°С, предпочтительно от 115°С до 135°С, причем процесс может включать промежуточные стадии охлаждения и нагрева, а также стадии термообработки (стадии, на которых прядильный раствор выдерживают при заданной температуре в течение определенного времени). Такие процессы известны специалистам в данной области техники.
• Вытягивание элементарных нитей
[0039] После выхода из прядильной ванны пучки из мультифиламентных нитей поднимаются, обычно с помощью направляющего ролика, который направляет пучок, дающий конечную пряжу, на последующие стадии обработки, такие как промывка, сушка и намотка. Во время этой стадии предпочтительно не происходит растяжения пучка элементарных нитей. Расстояние между выходом из прядильной ванны и местом контакта с направляющим роликом может быть выбрано в зависимости от необходимости, и было показано, что расстояние от 40 до 750 мм, например, от 100 до 400 мм, является подходящим. Было обнаружено, что эта стадия способа может предоставить дополнительные возможности для контроля и влияния на качество продукта. На этой стадии процесса, например, можно регулировать кристаллическую структуру элементарных нитей, тем самым достигая желательных свойств лиоцелловой пряжи из элементарных непрерывных нитей. Как указано выше и как следует из формулировки пункта 1 формулы изобретения, успех на этой стадии способа был тесно связан с регулированием условий процесса в соответствии с раскрытыми выше соотношениями.
[0040] Как указано выше, средство, такое как направляющий ролик, захватывает элементарные нити, собирает их для формирования исходной пряжи и направляет полученную таким образом пряжу на дальнейшие стадии обработки. В соответствии с настоящим изобретением предпочтительно, чтобы максимальное натяжение, приложенное к пучку элементарных нитей в точке контакта пучка элементарных нитей (пряжи) с направляющим роликом, составляло (4,2 х количество элементарных нитей/линейная плотность элементарных нитей)0,69 (сН) или менее. Это натяжение означает натяжение, приложенное к элементарным нитям/пучку элементарных нитей от точки выхода из прядильных отверстий до первой точки контакта, например, с направляющим роликом, предусмотренным после стадии коагуляции. Приведенная выше формула определяет, в качестве иллюстрации, максимальное натяжение, например, для пучка элементарных нитей из 60 элементарных нитей с линейной плотностью пряжи 80 дтекс (отдельные элементарные нити характеризуются линейной плотностью 1,33 дтекс), что максимальное натяжение составляет (4,2 × 60: 1,33)0,69, соответственно 37,3 сН.
[0041] Поддерживая такое заданное максимальное натяжение, можно гарантировать, что обрыв элементарных нитей будет предотвращен, что позволит получить высококачественную пряжу. Кроме того, это помогает обеспечить бесперебойную работу процесса производства элементарных нитей в течение требуемого времени. Специалисту в данной области техники будет понятно, что натяжение, упомянутое в данном документе, является натяжением, которое должно быть измерено с использованием образцов, взятых из общего процесса с помощью трехвалкового испытательного устройства Schmidt-Zugspannungsmessgerat ЕТВ-100. Натяжение, измеренное для элементарных нитей и пучков элементарных нитей в обозначенной точке контакта, упомянутой здесь, может быть использовано с помощью параметров процесса, раскрытых в данном документе в контексте настоящего изобретения, для контроля качества продукции и стабильности процесса, в частности, путем регулирования состава прядильного раствора, глубины осадительной ванны и состава раствора в осадительной ванне (коагуляционной ванне), воздушного поперечного принудительного потока, а также конструкции прядильной машины, например, конструкции отверстий и интервала между отверстиями, для регулирования значений натяжения до значений, соответствующих приведенному выше уравнению.
• Промывка элементарных нитей.
[0042] Поскольку элементарные нити после первоначальной коагуляции и охлаждения все еще содержат оксид амина, полученные элементарные нити и/или пряжа обычно подвергаются промывке. Оксид амина может быть вымыт из свежесформированной пряжи посредством противоточного потока деминерализованной воды или другой подходящей жидкости, как правило, при температуре 70-80°С. Как и на предыдущих стадиях процесса, было обнаружено, что традиционные методы промывки, например, использование промывных ванн, могут представлять проблемы с точки зрения высокой скорости производства, превышающей приблизительно 400 м/мин. Кроме того, для получения высококачественного продукта предпочтительно равномерное нанесение промывочного раствора на каждую отдельную элементарную нить. В то же время предпочтителен минимальный контакт между непрочными элементарными нитями и моющими поверхностями для сохранения целостности элементарных нитей и достижения заданных свойств пряжи. Кроме того, отдельные элементарные нити должны промываться близко друг к другу, а длина линии должна быть минимальной, чтобы обеспечить экономичность процесса. С учетом вышеизложенного было установлено, что предпочтительный процесс промывки включает следующее, по отдельности или в комбинации.
[0043] Промывка предпочтительно осуществляется с помощью серии приводных валиков, и каждая пряжа подвергается по отдельности серии стадий пропитки промывочным раствором/удаления раствора.
[0044] Было признано полезным обеспечить средство для равномерного удаления прядильного раствора с каждой элементарной нити пряжи, не повреждая непрочные элементарные нити, после каждой стадии пропитки с промывкой. Это может быть достигнуто, например, с помощью подходящим образом сконструированных и расположенных направляющих штифтов. Направляющие штифты могут быть, например, выполнены с матовым хромовым покрытием. Направляющие обеспечивают небольшой интервал между пряжами из элементарных нитей (приблизительно 3 мм), надлежащий контакт с элементарными нитями для равномерного удаления раствора и низкое натяжение для минимизации повреждения элементарных нитей.
[0045] По желанию может быть включена стадия промывки щелочным раствором для повышения эффективности удаления остаточного растворителя с элементарных нитей.
[0046] Использованный промывочный раствор (после первого направляющего штифта) обычно характеризуется концентрацией 10-30%, предпочтительно 18-20% оксида амина перед возвратом на регенерацию растворителя.
[0047] Для облегчения дальнейшей обработки может быть нанесена «мягкая отделка». Типы и способы нанесения известны специалистам в данной области техники. Например, было установлено, что эффективным является применение «прикатного валка», который наносит приблизительно 1% финишного покрытия на элементарные нити, за которым следует прижимной валок для контроля натяжения пряжи в сушилке.
• Сушка пряжи
[0048] Опять же, надлежащий контроль этой стадии способствует достижению оптимальных свойств пряжи и минимизации возможности повреждения элементарных нитей. Средства сушки, а также параметры сушки известны специалисту в данной области техники. Предпочтительные варианты осуществления описаны ниже.
[0049] Сушилка состоит, например, из 12 30 нагреваемых барабанов диаметром приблизительно 1 м. Для обеспечения низкого и постоянного натяжения элементарных нитей, предпочтительно менее 10 сН, более предпочтительно менее 6 сН, предпочтительным является индивидуальный контроль скорости. Расстояние между пряжами во время сушки может составлять от приблизительно 2 до 6 мм.
[0050] Начальная температура в сушилке составляет приблизительно 150°С. На последующих стадиях процесса сушки температура может быть ниже по мере осуществления сушки.
[0051] После сушки на пряжу из элементарных нитей может быть нанесено антистатическое средство и/или мягкая отделка способами, известными специалистам в данной области техники.
[0052] Дальнейшие стадии процесса, например, объединение, текстурирование или переплетение пряжи, могут быть выполнены после сушки и перед сбором с помощью способов, известных специалистам в данной области техники. При желании мягкая отделка может быть нанесена на пряжу до вышеуказанных стадий.
• Сбор пряжи
[0053] Пряжа может быть собрана с помощью стандартного намоточного оборудования. Подходящим примером является ряд намоточных машин. Скорость намотки используется для точной настройки скорости процесса выше по потоку для поддержания низкого и постоянного натяжения пряжи.
[0054] Специалисту в данной области техники будет понятно, что различные модифицирующие вещества, такие как красители, антибактериальные вещества, ионообменные вещества, активный углерод, наночастицы, лосьоны, огнезащитные вещества, суперабсорбенты, пропитывающие средства, красители, отделочные агенты, сшивающие агенты, прививающие агенты, связующие вещества и их смеси могут быть добавлены во время приготовления прядильного раствора или в зоне промывки, если эти добавки не ухудшают процесс прядения. Это позволяет модифицировать получаемые элементарные нити и пряжу в соответствии с индивидуальными требованиями к продукции. Специалисту в данной области техники хорошо известно, как добавлять вышеупомянутые материалы на каком стадий процесса производства лиоцелловой пряжи из элементарных нитей. В связи с этим было обнаружено, что многие желательные модифицирующие вещества, которые обычно добавляют на стадии промывки, не будут эффективны при производстве пряжи из элементарных нитей из-за высокой скорости линии и, следовательно, короткого времени пребывания. Для введения этих модифицирующих веществ альтернативным подходом является сбор полностью промытой, но «не высушенной» пряжи из элементарных нитей и ее дальнейшая обработка по партиям, где время пребывания не является ограничивающим фактором.
[0055] Иллюстрация соответствующей части способа в соответствии с настоящим изобретением описана со ссылкой на фиг.1. На фиг.1 позиция (р) показывает длину фильеры, а позиция (L) обозначает длину воздушного зазора. Резервуар, содержащий прядильный раствор, и любые предшествующие стадии, такие как стадии фильтрации, не показаны на фиг.1, но специалисту в данной области техники будет понятно, как прядильный раствор поступает в прядильную машину и фильеру. Элемент (S) обозначает осадительную или коагуляционную ванну, а элемент (v) обозначает скорость производства, которая обычно измеряется как метр пряжи, полученный после коагуляционной ванны, за минуту (м/мин).
[0056] В соответствии с описанным в настоящем документе способом могут быть получены целлюлозные элементарные нити, а также целлюлозная пряжа, представляющие собой пучки лиоцелловых элементарных нитей. Свойства полученных элементарных нитей и пряжи могут быть изменены в соответствии с соответствующими требованиями для желаемого конечного использования, например, количество элементарных нитей в пряже, плотность элементарных нитей, общая плотность пряжи, а также другие свойства элементарных нитей и пряжи.
Настоящее изобретение дополнительно описано в следующих примерах.
[0057] Используя прядильную машину с фильерами длиной 65 мм пряли лиоцелловые элементарные нити и производили лиоцелловую пряжу с высокой скоростью производства. В каждой группе производственных комплектов использовали идентичные прядильные растворы.
ГРУППА 1
Линейная плотность 1,3 дтекс/скорость производства 700 м/мин
Пряжу производили один раз с воздушным зазором 70 мм и один раз с воздушным зазором 120 мм. В обоих случаях получали лиоцелловую пряжу, однако, если при первом наборе (воздушный зазор 70 мм) показатель брака составил 13,3 на кг пряжи, то при использовании более длинного воздушного зазора 120 мм этот показатель брака снизился до 0.
ГРУППА 2
Линейная плотность 1,3 дтекс/скорость производства 700 м/мин
Используя другой тип прядильного раствора, по сравнению с наборами группы 1, пряжу производили один раз с воздушным зазором 70 мм и один раз с воздушным зазором 95 мм. В обоих случаях получали лиоцелловую пряжу, однако, если при первом наборе (воздушный зазор 70 мм) показатель брака составил 7,2 на кг пряжи, то при использовании более длинного воздушного зазора 95 мм этот показатель брака снизился до 1,9.
Результаты групп 1 и 2 показывают, что при регулировке параметров процесса в соответствии с соотношением (1а) можно производить лиоцелловые элементарные нити и пряжу при очень высоких скоростях производства 700 м/мин. Эти результаты также показывают, что регулировка параметров процесса в соответствии с соотношением (lb) значительно улучшает качество получаемых элементарных нитей и пряжи, поскольку показатели брака могут быть снижены до весьма удовлетворительных значений, что позволяет, в частности, использовать полученные материалы в областях применения с высокими требованиями.
ГРУППА 3
Линейная плотность 1,3 дтекс
Пряжу производили при скоростях производства 600, 700 и 900 м/мин, с воздушными зазорами 60 мм для первых двух скоростей производства и с воздушным зазором 95 мм для третьего набора. Во всех трех случаях получали лиоцелловую пряжу, однако, в то время как показатель брака для первого набора (воздушный зазор 60 мм) составлял 8 на кг пряжи, этот показатель брака увеличился до 13,5 при увеличении скорости производства до 700 м/мин без увеличения длины воздушного зазора. Дальнейшее увеличение скорости производства до 900 м/мин при увеличении длины воздушного зазора до 95 мм снизило показатель брака до 1,9.
Результаты группы 3 снова показывают, что при регулировке параметров процесса в соответствии с соотношением (1а) можно производить лиоцелловые элементарные нити и пряжу при очень высоких скоростях производства от 600 до 900 м/мин. Эти результаты также показывают, что регулировка параметров процесса в соответствии с соотношением (1b) значительно улучшает качество получаемых элементарных нитей и пряжи, поскольку показатели брака могут быть снижены даже при увеличении скорости производства до очень высоких значений, таких как 900 м/мин.
ГРУППА 4
Воздушный зазор 95 мм
Пряжу производили один раз с линейной плотностью 1,3 дтекс при скорости производства 350 м/мин и один раз с линейной плотностью 4,1 дтекс при скорости производства 400 м/мин. В первом наборе при низкой скорости производства показатель брака составил 9,6, а во втором наборе показатель брака снизился до 1,9. Результаты группы 4 показывают, что незначительное увеличение скорости производства с увеличением линейной плотности привело к условиям процесса, удовлетворяющим соотношению, определенному настоящим изобретением, так что была получена пряжа высокого качества.
ГРУППА 5
Линейная плотность 1,3 дтекс
Элементарные нити производили с линейной плотностью 1,3 дтекс и при скорости производства 700 м/мин, один раз с воздушным зазором 95 мм и один раз с воздушным зазором 120 мм. В первом наборе показатель брака составил 2, а во втором наборе показатель брака снизился до 0. Результаты группы 5 еще раз показывают, что путем выбора параметров производства в соответствии с настоящим изобретением можно получать волокна высокого качества без трудоемких предварительных испытаний для поиска подходящих параметров производства.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УДАЛЕНИЯ ЖИДКОСТИ ИЗ ПРЯЖИ ИЛИ ВОЛОКОН С ЦЕЛЛЮЛОЗНЫМИ НИТЯМИ | 2019 |
|
RU2766477C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЛЮЛОЗНОГО ВОЛОКНА | 2018 |
|
RU2747297C1 |
| ОГНЕСТОЙКОЕ ЛИОЦЕЛЛОВОЕ ВОЛОКНО | 2018 |
|
RU2789193C2 |
| ЛИОЦЕЛЛОВЫЙ МАТЕРИАЛ ДЛЯ СИГАРЕТНОГО ФИЛЬТРА И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2014 |
|
RU2636728C2 |
| ЛИОЦЕЛЛОВЫЙ МАТЕРИАЛ ДЛЯ СИГАРЕТНОГО ФИЛЬТРА И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2015 |
|
RU2664206C1 |
| ДРЕВЕСНАЯ МАССА И ЛИОЦЕЛЛОВОЕ ИЗДЕЛИЕ С УМЕНЬШЕННЫМ СОДЕРЖАНИЕМ ЦЕЛЛЮЛОЗЫ | 2019 |
|
RU2781410C2 |
| ЛИОЦЕЛЛОВЫЙ МАТЕРИАЛ ДЛЯ ТАБАЧНОГО ФИЛЬТРА И СПОСОБ ЕГО ПРИГОТОВЛЕНИЯ | 2014 |
|
RU2636547C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ЭЛЕМЕНТАРНОЙ НИТИ С ИЗМЕНЕНИЕМ НАПРАВЛЕНИЯ | 2019 |
|
RU2808962C2 |
| ЛИОЦЕЛЛОВЫЙ МАТЕРИАЛ С МОДИФИЦИРОВАННЫМ ПОПЕРЕЧНЫМ СЕЧЕНИЕМ ДЛЯ ТАБАЧНОГО ФИЛЬТРА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2015 |
|
RU2666427C2 |
| ФИЛЬЕРНЫЙ КОМПЛЕКТ, СПОСОБ НАГРЕВА ФИЛЬЕРНОГО КОМПЛЕКТА И ПРОЦЕСС ПОЛУЧЕНИЯ ЛИОЦЕЛЛА | 2019 |
|
RU2786924C1 |
Изобретение относится к способу производства целлюлозной пряжи из элементарных непрерывных нитей лиоцеллового типа при очень высоких скоростях производства. Целлюлозную пряжу из элементарных нитей лиоцеллового типа из лиоцеллового прядильного раствора целлюлозы получают в водном оксиде третичного амина. Способ включает следующие этапы: экструзию прядильного раствора для получения элементарных нитей, охлаждение элементарных нитей после выхода из прядильных отверстий, коагуляцию нитей в коагуляционной ванне, промывку элементарных нитей для вымывания оксида амина из свежесформированной пряжи, сушку пряжи, сбор пряжи, причем условия способа регулируют таким образом, чтобы соблюдалось соотношение (1а):  где L обозначает длину воздушного зазора (мм) между прядильным отверстием и поверхностью прядильного раствора, v обозначает скорость производства (м/мин), titer обозначает линейную плотность отдельной элементарной нити (дтекс) и р обозначает длину отдельной фильеры (мм), используемой в прядильной машине, и где v составляет 400 м/мин или более. Изобретение позволяет производить лиоцелловые элементарные нити и лиоцелловые мультифиламентные нити с высоким качеством при очень высоких скоростях производства. 8 з.п. ф-лы, 1 ил.
где L обозначает длину воздушного зазора (мм) между прядильным отверстием и поверхностью прядильного раствора, v обозначает скорость производства (м/мин), titer обозначает линейную плотность отдельной элементарной нити (дтекс) и р обозначает длину отдельной фильеры (мм), используемой в прядильной машине, и где v составляет 400 м/мин или более. Изобретение позволяет производить лиоцелловые элементарные нити и лиоцелловые мультифиламентные нити с высоким качеством при очень высоких скоростях производства. 8 з.п. ф-лы, 1 ил.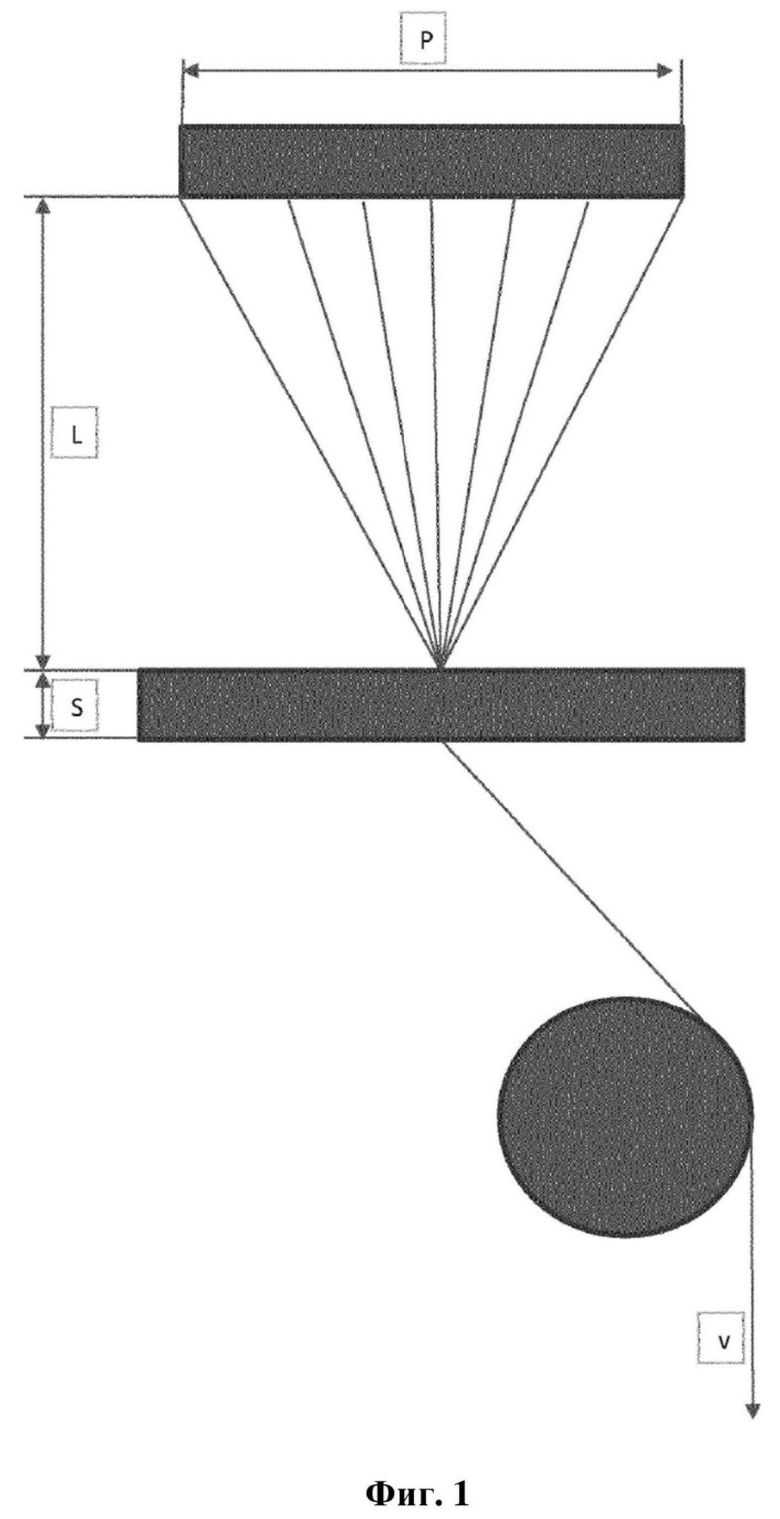
1. Способ получения целлюлозной пряжи из элементарных нитей лиоцеллового типа из лиоцеллового прядильного раствора целлюлозы в водном оксиде третичного амина, включающий следующие этапы:
экструзию прядильного раствора для получения элементарных нитей,
охлаждение элементарных нитей после выхода из прядильных отверстий,
коагуляцию нитей в коагуляционной ванне,
промывку элементарных нитей для вымывания оксида амина из свежесформированной пряжи,
сушку пряжи,
сбор пряжи,
причем условия способа регулируют таким образом, чтобы соблюдалось соотношение (1а):

где L обозначает длину воздушного зазора (мм) между прядильным отверстием и поверхностью прядильного раствора, v обозначает скорость производства (м/мин), titer обозначает линейную плотность отдельной элементарной нити (дтекс) и р обозначает длину отдельной фильеры (мм), используемой в прядильной машине, и где v составляет 400 м/мин или более.
2. Способ по п. 1, в котором получают мультифиламентную нить.
3. Способ по любому из предыдущих пунктов, в котором v составляет от 400 до 2000 м/мин.
4. Способ по любому из пп. 1-3, в котором линейная плотность отдельных элементарных нитей составляет от 1,0 до 6,0 дтекс.
5. Способ по любому из пп. 1-4, в котором L составляет не более 150 мм.
6. Способ по любому из пп. 1-5, в котором р составляет 65 мм.
7. Способ по любому из пп. 1-6, в котором элементарные нити дополнительно отверждают в коагуляционной ванне глубиной от 5 до 50 мм.
8. Способ по любому из предыдущих пунктов, в котором L составляет от 90 до 150 мм.
9. Способ по любому из предыдущих пунктов, в котором осуществляют контроль колебаний температуры через прядильные отверстия в пределах ±2°С или менее.
| US 2005035487 A1, 17.02.2005 | |||
| Стенд для виброиспытаний объектов | 1979 |
|
SU823945A1 |
| US 6241927 B1, 05.06.2001 | |||
| ЛИОЦЕЛЛОВЫЙ МАТЕРИАЛ ДЛЯ СИГАРЕТНОГО ФИЛЬТРА И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2014 |
|
RU2636728C2 |

